WO2019031533A1 - Procédé de pelage thermique pour l'usinage d'objets d'inspection - Google Patents
Procédé de pelage thermique pour l'usinage d'objets d'inspection Download PDFInfo
- Publication number
- WO2019031533A1 WO2019031533A1 PCT/JP2018/029699 JP2018029699W WO2019031533A1 WO 2019031533 A1 WO2019031533 A1 WO 2019031533A1 JP 2018029699 W JP2018029699 W JP 2018029699W WO 2019031533 A1 WO2019031533 A1 WO 2019031533A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pressure
- sensitive adhesive
- thermally expandable
- adhesive layer
- adhesive sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P54/00—Cutting or separating of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7402—Wafer tapes, e.g. grinding or dicing support tapes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W74/00—Encapsulations, e.g. protective coatings
- H10W74/01—Manufacture or treatment
- H10W74/014—Manufacture or treatment using batch processing
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
Definitions
- the present invention relates to a heat peeling method of a processing inspection object. More specifically, the present invention relates to a method for selectively heating and peeling a part of a processing inspection object temporarily fixed to a pressure-sensitive adhesive sheet.
- the pressure-sensitive adhesive sheet is sometimes used not only for semi-permanently fixing members but also for temporarily fixing them when processing construction materials, interior materials, electronic parts and the like.
- Such a pressure-sensitive adhesive sheet for temporary fixing use is required to have both adhesiveness to an adherend at the time of use (temporary fixing) and releasability of the adherend after use.
- Patent Document 1 discloses an adhesive sheet used when cutting an electronic component.
- the pressure-sensitive adhesive sheet is provided with a thermally expandable pressure-sensitive adhesive layer containing thermally expandable particles on at least one side of a substrate.
- this adhesive sheet adjusts the maximum particle size of the thermally expandable particles with respect to the thickness of the thermally expandable adhesive layer, and the center line average roughness of the surface of the thermally expandable adhesive layer before heating is 0. 0. It is adjusted to 4 ⁇ m or less.
- the pressure-sensitive adhesive sheet can exhibit adhesiveness capable of preventing an adhesion failure such as chip fly by securing a contact area with an adherend at the time of cutting an electronic component (at the time of temporary fixing). Is described. Moreover, after use (after electronic component cutting
- Patent No. 3594853 gazette
- the heat-peelable pressure-sensitive adhesive sheet as disclosed in Patent Document 1 is subjected to heat treatment on the entire surface to which the adherend adheres. It is used in the aspect which peels all the adherends at once.
- heat peeling when heat peeling is performed, only a part of the adherends of a plurality of adherends adhered to the adhesive sheet is peeled off, and the remaining adheres to the adhesive sheet.
- a flexible printed circuit (FPC) component in which a thin layer of copper foil and a polyimide film are laminated, the component is attached and fixed to a heat-peelable adhesive sheet and cut. Thereafter, the whole surface of the pressure-sensitive adhesive sheet is subjected to heat treatment to peel off all the parts, and then a process of moving and separating some cut pieces of the parts is included. In the process, vibrations generated when moving and separating some cutting pieces may cause deformation and falling off of the other cutting pieces.
- FPC flexible printed circuit
- processing and inspection object temporary fixing is performed using the heat-peelable pressure-sensitive adhesive sheet disclosed in Patent Document 1 And performing at least one of processing and inspection, and then partially heating the pressure-sensitive adhesive sheet to selectively select one of a plurality of processing / inspection objects attached to the pressure-sensitive adhesive sheet. It is possible to peel off and to keep the remaining processing inspection object stuck to the adhesive sheet. Thereby, it is thought that the deformation, positional deviation, and falling off of the processing inspection object remaining on the pressure-sensitive adhesive sheet can be prevented by the vibration generated at the time of movement and separation of the processing inspection object. In addition, it is considered that it is possible to meet the demand for removing only a part of the processing and inspection object according to the inspection result and keeping the remaining processing and inspection object stuck to the adhesive sheet. .
- the present invention is a method for thermally peeling a processing / inspection object using a pressure-sensitive adhesive sheet, wherein adhesion of the residue derived from the thermally expandable particles to the surface of the processing / inspection object or heat peeling due to adhesive residue on the surface of the processing / inspection object.
- the present inventors have found that the above-mentioned problems can be solved by using a pressure-sensitive adhesive sheet having a non-adhesive heat-expandable substrate containing a resin and heat-expandable particles, and a pressure-sensitive adhesive layer.
- a heat peeling method of a processing inspection object having the following steps (I) and (II).
- Step (I-1) A step of sticking a processing inspection object before singulation on the adhesive surface of the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet
- Step (I-2) sticking on the adhesive surface [3]
- the step of separating the processing and inspection object before being separated into pieces [3] The pressure-sensitive adhesive sheet adheres to the side of the thermally expandable substrate opposite to the side on which the pressure-sensitive adhesive layer (X1) is laminated
- step (I) comprises the following steps (I-A1) to (I-A3).
- Step (I-A1) Mounting a plurality of semiconductor chips on the adhesive surface of the pressure-sensitive adhesive layer (X1) while providing a gap between the adjacent semiconductor chips
- Step (I-A2) The plurality The adhesive surface of the peripheral portion of the semiconductor chip and the plurality of semiconductor chips is covered with a sealing material, and the sealing material is cured to seal the plurality of semiconductor chips in the cured sealing material.
- Step (I-A3) Step of singulating the sealed body in units of the semiconductor chip
- the pressure-sensitive adhesive sheet is formed on the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X1)
- the step (I) comprises the following steps (I-B1) to (I-B3).
- Step (I-B1) A plurality of semiconductor chips are mounted on the adhesive surface of the pressure-sensitive adhesive layer (X1) exposed at the opening of the frame member while providing a gap between the adjacent semiconductor chips.
- Requirement (3) Storage shear elasticity of pressure-sensitive adhesive layer (X1) at [11] 23 ° C., at which the storage elastic modulus E ′ (t) at the expansion start temperature (t) is 1.0 ⁇ 10 7 Pa or less
- the ratio of the thickness of the thermally expandable substrate to the thickness of the pressure-sensitive adhesive layer (X1) at 23 ° C. (thermally expandable substrate / pressure-sensitive adhesive layer (X1)) is 0.2 or more
- thermally expandable substrate has a thickness of 10 to 1000 ⁇ m and the pressure-sensitive adhesive layer (X1) has a thickness of 1 to 60 ⁇ m at 23 ° C.
- Method described in [14] The method according to any one of [1] to [13], wherein a probe tack value on the surface of the thermally expandable substrate is less than 50 mN / 5 mm ⁇ .
- the average particle size of the thermally expandable particles before expansion at 23 ° C. is 3 to 100 ⁇ m.
- adhesion of residues derived from the thermally expandable particles to the surface of the processing inspection object and contamination of the processing inspection object surface after thermal peeling due to adhesive residue of the processing inspection object surface are suppressed, It becomes possible to selectively heat-peel a desired one part among several process test objects stuck to the adhesive sheet.
- the "active ingredient” refers to the ingredient contained in the composition of interest excluding the diluent solvent.
- mass mean molecular weight (Mw) is a value of standard polystyrene conversion measured by gel permeation chromatography (GPC) method, and is specifically a value measured based on the method as described in an Example.
- (meth) acrylic acid indicates both “acrylic acid” and “methacrylic acid”, and the other similar terms are also the same.
- the lower limit and upper limit which were described in steps can be combined independently, respectively about a preferable numerical range (for example, ranges, such as content etc.). For example, from the description “preferably 10 to 90, more preferably 30 to 60”, “preferred lower limit (10)” and “more preferred upper limit (60)” are combined to obtain “10 to 60”. It can also be done.
- the heat peeling method of the processing inspection object which concerns on this embodiment has the following process (I) and (II).
- each step including the steps (I) and (II) Will be explained. The details of the constituent material of the pressure-sensitive adhesive sheet will be described later.
- the pressure-sensitive adhesive sheet according to the present embodiment is not particularly limited as long as it has a non-adhesive thermally expandable base material containing a resin and thermally expandable particles, and an adhesive layer.
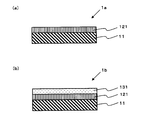
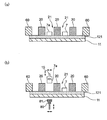
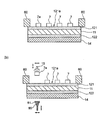
- FIGS. 1 and 2 are cross-sectional schematic views of a pressure-sensitive adhesive sheet showing the configuration of the pressure-sensitive adhesive sheet according to the present embodiment.
- the adhesive sheet (single-sided adhesive sheet) 1a which has the adhesive layer (X1) 121 on the thermally expansible base material 11 as shown to Fig.1 (a) is mentioned.
- the adhesive sheet which concerns on this embodiment is good also as a structure which further has the peeling material 131 on the adhesive surface of adhesive layer (X1) 121 like the adhesive sheet 1b shown in FIG.1 (b).
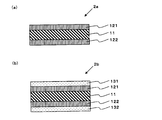
- the pressure-sensitive adhesive sheet according to the present embodiment has a double-sided pressure-sensitive adhesive composition, as shown in FIG. 2A, in which the thermally expandable substrate 11 is sandwiched between the pressure-sensitive adhesive layer (X1) 121 and the pressure-sensitive adhesive layer (X2) 122 It may be a sheet 2a. Further, as in the double-sided pressure-sensitive adhesive sheet 2b shown in FIG. 2 (b), a release material 131 is further provided on the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X1) 121, and the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X2) 122 is further provided. The release material 132 may be provided.
- the peeling force when peeling the peeling material 131 from the pressure-sensitive adhesive layer (X1) 121 and the peeling when peeling the peeling material 132 from the pressure-sensitive adhesive layer (X2) 122 When the force and the pressure are the same, if it is attempted to pull both release materials outward to peel them off, a phenomenon may occur in which the pressure-sensitive adhesive layer is separated and peeled off along with the two release materials. From the viewpoint of suppressing such a phenomenon, it is preferable that the two release materials 131 and 132 use two types of release materials designed to have different release forces from the pressure-sensitive adhesive layer to be attached to each other.
- one adhesive surface of the adhesive layer (X1) 121 and the adhesive layer (X2) 122 is subjected to peeling treatment on both surfaces.
- It may be a double-sided pressure-sensitive adhesive sheet having a configuration in which a laminate of the obtained release materials is wound in a roll.
- the heat-expandable substrate and the pressure-sensitive adhesive layer are directly laminated as in the pressure-sensitive adhesive sheets 1a and 1b shown in FIG. 1 and the double-sided pressure-sensitive adhesive sheets 2a and 2b shown in FIG.
- it may be a structure, it may be a structure which has another layer between a thermally expandable substrate and an adhesive layer.
- Step (I) In the step (I), a plurality of pressure-sensitive adhesive surfaces of the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet having a non-adhesive heat-expandable substrate containing a resin and thermally expandable particles and a pressure-sensitive adhesive layer (X1) Stick the processing inspection object of.
- the pressure-sensitive adhesive sheet is the pressure-sensitive adhesive sheet described above, and for example, the single-sided pressure-sensitive adhesive sheet 1a shown in FIG. 1 and the double-sided pressure-sensitive adhesive sheet 2a shown in FIG.
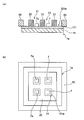
- FIG.3 (a) is a schematic sectional drawing explaining the process (I) of the heat-peeling method of the process inspection object which concerns on this embodiment using the single-sided adhesive sheet 1a
- FIG.3 (b) is a schematic plan view
- FIG. 4 (a) is a schematic cross-sectional view for explaining the step (I) of the heating and peeling method of the processing inspection object according to the present embodiment using the double-sided pressure-sensitive adhesive sheet 2a
- FIG. 4 (b) is a schematic view. It is a top view.
- the pressure-sensitive adhesive sheets 1a and 2a are preferably fixed by the fixing means 60 and used. This makes it possible to suppress processing defects, positional deviations, and the like of the processing inspection object due to the movement of the adhesive sheet at the time of processing, peeling, etc. of the processing inspection object.
- the fixing means 60 for example, fixing by a ring frame, fixing by a pedestal, fixing by vacuum suction and the like can be mentioned.
- the frame member 20 is attached to the surface 121a.
- the single-sided adhesive sheet 1a is supported by the frame member 20, and the single-sided adhesive sheet 1a is held in a flat state. Therefore, the handleability of the single-sided pressure-sensitive adhesive sheet 1a in the step (I) and the step (II) is improved. Moreover, the workability at the time of mounting and sticking a process inspection target object on the single-sided adhesive sheet 1a is also improved.
- the frame member 20 includes one or more openings 21 which are holes penetrating the front and back surfaces of the frame member 20.
- the shape of the opening 21 is not particularly limited as long as the processing inspection objects 7 and 7a can be accommodated in the frame. Further, the depth of the hole of the opening 21 is not particularly limited as long as the processing inspection object 7 or 7a can be accommodated in the frame. From the viewpoint of further improving the support function of the single-sided adhesive sheet 1a by the frame member 20, the frame member 20 preferably has a plurality of openings 21.
- the shape of the openings 21 is preferably formed, for example, in a lattice shape.
- “adhering a plurality of processing and inspection objects” means that, when the frame member 20 includes a plurality of openings 21, the adhesive surface exposed from the plurality of openings 21. It means attaching one or more processing inspection objects to each. Alternatively, when the frame member 20 includes one opening 21, this means that a plurality of processing inspection objects are attached to the adhesive surface exposed from the one opening 21.
- the frame member 20 is preferably made of a heat-resistant material.
- Materials for the frame member 20 include metals such as copper, stainless steel and 42 alloy; resins called engineering plastics such as polyimide resin, polyacetal resin, polyamide resin, polycarbonate resin, modified polyphenylene ether resin, and polybutylene terephthalate resin; Composite materials, such as a glass epoxy resin, etc. are mentioned.
- the thickness of the frame member 20 (the thickness in the direction perpendicular to the adhesive surface of the pressure-sensitive adhesive layer (X1)) may be appropriately determined in consideration of mechanical strength, handleability, etc., for example, 100 ⁇ m to 3 mm It is.
- the pressure-sensitive surface 122a of the pressure-sensitive adhesive layer (X2) as shown in FIG. It is preferable to use the hard support 14 by sticking on it. Thereby, the double-sided pressure-sensitive adhesive sheet 2a is supported by the hard support 14, and the double-sided pressure-sensitive adhesive sheet 2a is held in a flat state. Therefore, the handleability of the double-sided pressure-sensitive adhesive sheet 2a in the step (I) and the step (II) is improved. Moreover, the workability at the time of placing and sticking a to-be-adhered body on the double-sided adhesive sheet 2a is also improved.
- the peeling material 132 peels beforehand.
- the hard support 14 is preferably attached to the entire surface of the adhesive surface 122 a of the pressure-sensitive adhesive layer (X2) 122 from the viewpoint of achieving the above object. Therefore, the hard support 14 is preferably plate-shaped. Moreover, it is preferable that the area of the surface affixed on the adhesive surface 122a of the adhesive layer (X2) 122 of the hard support body 14 is more than the area of the adhesive surface 122a of the adhesive layer (X2) 122.
- the material of the hard support 14 may be appropriately determined in consideration of mechanical strength, heat resistance, etc.
- the thickness of the hard support 14 may be appropriately determined in consideration of mechanical strength, handleability and the like, and is, for example, 100 ⁇ m to 50 mm.
- the plurality of processing inspection objects 7 and 7a are not particularly limited as long as they are adhered to the adhesive sheets 1a and 2a and temporarily fixed, and at least one of processing and inspection needs to be performed.
- the processing inspection object is, for example, a substrate such as a singulated silicon wafer.
- the object to be processed and inspected may be a laminated body in which two or more members are laminated. The two or more members may be the same or different.
- the processing performed on the processing inspection object is not particularly limited, and examples thereof include wiring formation, resin sealing described later, and the like.
- the inspection performed on the processing inspection object is not particularly limited, but defect inspection using an optical microscope or a laser (for example, dust inspection, surface flaw inspection, wiring pattern inspection, etc.), surface inspection by visual observation, etc. may be mentioned. .
- Step (II) In the step (II), a part of the thermally expandable substrate is heated to a temperature at which the thermally expandable particles expand or more, and the part of the plurality of processing and inspection objects is selectively peeled off .
- the plurality of processing and inspection objects are selectively peeled off, for example, after at least one of the above-described processing and inspection is performed.
- FIG. 5: is a schematic sectional drawing explaining the process (II) of the heat-peeling method of the process test object which concerns on this embodiment using the single-sided adhesive sheet 1a
- FIG. 5 (a) is a process test object which should be peeled.
- FIG. 5 (b) shows the state which peels off and collect
- FIG. 6 is a schematic sectional drawing explaining the process (II) of the heat
- FIG. 6 (a) is a process which should be peeled.
- the state before peeling off the inspection object 7a is shown, and FIG. 6 (b) shows the state in which the processing inspection object 7a to be peeled off is separated and recovered.
- the frame member 20 is attached to the adhesive surface 121a of the adhesive layer (X1) 121 of the single-sided adhesive sheet 1a.
- the entire surface (hereinafter, also simply referred to as “the back surface”) of the thermally expandable base material 11 opposite to the side on which the pressure-sensitive adhesive layer (X1) 121 is laminated is fixed by a fixing jig or the like.
- Step (II) can also be carried out as it is.
- the pressure sensitive adhesive sheet is fixed to the suction surface by suctioning adhesive sheets from the plurality of suction holes by the pressure reducing mechanism. can do.
- the adhesive surface of the adhesive layer (X2) 122 of the said double-sided adhesive sheet 2a is used using the double-sided adhesive sheet 2a.
- the hard support 14 is adhered to 122a and used, when the thermally expandable particles are expanded, the formation of asperities on the adhesive surface 122a on the adhesive layer (X2) 122 side can be suppressed. Thereby, an unevenness
- corrugation can be efficiently formed in the adhesive surface 121a side of adhesive layer (X1) 121. Therefore, it becomes possible to peel easily a desired processing inspection object from double-sided adhesive sheet 2a. In addition, such an effect may be exhibited also when the hard support is adhered to the back side of the single-sided pressure-sensitive adhesive sheet 1a.
- the heating method in the step (II) is not particularly limited as long as it can be heated to a temperature at which the thermally expandable particles in the thermally expandable substrate 11 expand or more.
- an electric heater dielectric heating Magnetic heating
- heating by electromagnetic waves such as infrared rays such as near infrared rays, middle infrared rays, far infrared rays, etc.
- the heating method may be either a direct heating method or an indirect heating method.
- the heating unit 80 for heating the thermally expandable substrate 11 of the pressure-sensitive adhesive sheet has a heating unit 81.
- the material of the heating unit 81 is appropriately selected according to the heating method.
- the heating unit 81 is formed of a material having a high thermal conductivity such as a metal material and a heat insulating material such as an artificial mineral fiber.
- an elastic body heat conductive elastic body
- an elastic body such as rubber is provided at the tip of the heating unit, and the elastic body is pressed against the area to be heated. Heating may be performed.
- the shape and size of the heating portion 81 in the heating means 80 are appropriately designed according to the shape of the processing inspection object 7a to be peeled off.
- the heat expandable substrate 11 is heated in the region corresponding to the affixing site. Expandable particles expand. Thereby, in the area
- the processing inspection object 7a to be peeled off can be selectively peeled off, and can be easily recovered by, for example, the pickup means such as the suction nozzle 15.
- the heating means 80 is movable in the X-axis direction and the Y-axis direction of the XY plane of the pressure-sensitive adhesive sheet from the viewpoint of selectively peeling the processing inspection object stuck at the desired position on the pressure-sensitive adhesive sheet. Is preferred.
- the pickup means such as the suction nozzle 15 is also movable in the X axis direction and the Y axis direction of the XY plane of the adhesive sheet.
- the heating means 80 and the pickup means such as the suction nozzle 15 may be movable in the Z-axis direction.
- the “XY plane” means a plane orthogonal to the stacking direction (thickness direction) of the pressure-sensitive adhesive sheet.
- the X axis and the Y axis are orthogonal to each other, and are taken as axes in the XY plane.
- the Z axis is an axis parallel to the laminating direction (thickness direction) of the pressure-sensitive adhesive sheet, which is in a relation orthogonal to the X axis and the Y axis.
- a plurality of heating means and pickup means may be provided.
- the heating means and the pickup means may have a size capable of simultaneously heating and peeling two or more adjacent processing inspection objects. Also in this case, it becomes possible to simultaneously heat and separate a plurality of processing inspection objects and recover them. In addition, a plurality of heating means and pickup means having a size capable of simultaneously heating and peeling two or more adjacent processing inspection objects may be provided.
- the heating temperature by the heating means 80 is a temperature “above the temperature at which the thermally expandable particles expand”.
- the temperature “above the temperature at which the thermally expandable particles expand” is “the temperature above the expansion start temperature (t) of the thermal expansion particles”, “expansion start temperature (t) + 10 ° C.” or more “expansion start temperature (t Or less), and more preferably “expansion start temperature (t) + 15 ° C” or more and “expansion start temperature (t) + 40 ° C” or less.
- it may be expanded by heating to a range of 120 to 250 ° C.
- the heating time by the heating means 80 can separate only the processing inspection object 7a to be separated, and the adhesion region of the other processing inspection object 7 is heated to "above the temperature at which the thermally expandable particles expand”. Not set to maintain the temperature.
- the heating means 80 may be provided on the processing inspection object side, or may be provided on the opposite side to the processing inspection object side.
- the heating means 80 may be provided on the side of the thermally expandable substrate 11 on which the pressure-sensitive adhesive layer (X1) 121 is laminated, or the pressure-sensitive adhesive layer (X1) of the thermally expandable substrate 11 ) May be provided on the side opposite to the side where the layers 121 are stacked. Alternatively, it may be provided on both sides to shorten the heating time.
- the heating means 80 is preferably provided on the side opposite to the processing inspection object side.
- the pressure-sensitive adhesive layer pressure-sensitive adhesive layer to which the object of processing inspection is adhered
- the thermally expandable particles are present at a closer distance from the heating means 80. Therefore, the thermally expandable particles can be easily heated, and the heating time can be shortened.
- the heat from the heating means 80 becomes easy to spread
- the heating unit 80 when the heating unit 80 is provided on the side opposite to the processing and inspection object side, if the pressure-sensitive adhesive layer (pressure-sensitive adhesive layer to which the processing and inspection object is stuck) contains thermally expandable particles, The pressure-sensitive adhesive layer is heated to a wider range than the desired area, and the thermally expandable particles are expanded, and there is a possibility that even the processing inspection object attached to the area where the separation is not desired may be separated.
- the pressure-sensitive adhesive layer pressure-sensitive adhesive layer to which the processing and inspection object is stuck
- the thermally expandable particles in the thermally expandable substrate closer to the heating means 80 than the pressure-sensitive adhesive layer are expanded to peel off the processing inspection object Therefore, the heat from the heating means 80 is irradiated in a state in which the diffusion in the thermally expandable substrate is more suppressed than in the pressure-sensitive adhesive layer (X1). Therefore, it is possible to selectively heat only a desired region and to easily peel only a desired processing inspection object.
- the heating means 80 When the heating means 80 is provided on the processing inspection object side, if the processing inspection object is a substance having low thermal conductivity, the heat does not spread to the lower layer of the processing inspection object, and the thermally expandable particles expand. Without it, it becomes difficult to peel off the processing inspection object. In that respect, as described above, when the heating means 80 is provided on the opposite side to the processing inspection object side, it is easy for any processing inspection object regardless of the type of processing inspection object. Can be peeled off. Therefore, by providing the heating means 80 on the processing inspection object side, there is also an advantage that only a desired processing inspection object can be selectively peeled off without depending on the type of processing inspection object.
- the heating means 80 is a processing inspection object Is provided on the opposite side, and of the fixing jig and the hard support, the region corresponding to the attachment region of the processing inspection object is made of a material having high thermal conductivity such as a metal material, and the other region is a heat insulator And the like are preferably made of a material having low thermal conductivity.
- the desired area can be selectively heated by the heating means 80, and it becomes easy to selectively peel only the desired processing inspection object.
- the whole pressure-sensitive adhesive sheet may be preheated to a temperature at which the thermally expandable particles do not expand, and then the step (II) may be performed.
- the step (II) may be performed.
- the pressure-sensitive adhesive sheet used in the heat peeling method of the processing inspection object according to the present embodiment is not in the pressure-sensitive adhesive layer for sticking the processing inspection object, but the thermally expandable substrate is contained in the thermally expandable substrate. .
- thermally expandable particles are contained in the pressure-sensitive adhesive to which the processing and inspection object is attached, the residue derived from the thermally expandable particles adheres to the surface of the processing and inspection object, and the cleanliness of the surface of the processing and inspection object is There is a problem that can not be secured.
- the thermally expandable particles foam or expand due to heating, the pressure-sensitive adhesive layer is largely deformed, which may cause a problem of adhesive residue on the surface of the processing inspection object after heat peeling.
- the thermally expandable particles are contained in the thermally expandable substrate, the processing inspection object and the thermally expandable particles which are attached to the adhesive surface of the pressure-sensitive adhesive layer There is no direct contact. Therefore, adhesion of the residue derived from the thermally expandable particles and a part of the largely deformed adhesive layer to the surface of the processing inspection object is suppressed, and the cleanliness of the processing inspection object surface after heat peeling is ensured and the glue It becomes possible to selectively heat-peel a desired one part among several process test objects stuck to the adhesive sheet, aiming at suppression of the remaining.
- the storage elastic modulus and thickness of a thermally expandable base material the storage shear elastic modulus and thickness of an adhesive layer (X1), and thermal expansion property
- the preferable range of the relationship between the thickness of the substrate and the thickness of the pressure-sensitive adhesive layer (X1) will be described in detail.
- the thermally expandable base material of the pressure-sensitive adhesive sheet according to the present embodiment preferably has a storage elastic modulus E ′ (23) at 23 ° C. of 1.0 ⁇ 10 6 Pa or more, more preferably 5.0 ⁇ 10 6 to 5.0 ⁇ 10 12 Pa, more preferably 1.0 ⁇ 10 7 to 1.0 ⁇ 10 12 Pa, still more preferably 5.0 ⁇ 10 7 to 1.0 ⁇ 10 11 Pa, still more preferably Preferably, it is 1.0 ⁇ 10 8 to 1.0 ⁇ 10 10 Pa.
- requirement (1) the above-mentioned range of storage elastic modulus E ′ (23) at 23 ° C.
- the thermally expandable base material that satisfies the above requirement (1), it is possible to suppress the positional deviation of the processing inspection object at the time of placing and sticking the processing inspection object on the adhesive sheet.
- a known device such as a flip chip bonder or a die bonder may be used to place an object to be processed and inspected on the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet.
- the processing inspection object sinks excessively in the thickness direction of the pressure-sensitive adhesive layer (X1).
- a force for moving the processing inspection object in the horizontal direction of the adhesive sheet is also applied, so the processing inspection object is the adhesive layer Misalignment may occur in the horizontal direction of the
- a processing inspection subject sinks excessively to the thickness direction side of adhesive layer (X1) by dead weight of processing inspection subject.
- the thermally expandable base material of the pressure-sensitive adhesive sheet of the present embodiment preferably has a storage elastic modulus E ′ (100) at 100 ° C. of 2.0 ⁇ 10 5 Pa or more, more preferably 4.0. It is 10 5 Pa or more, more preferably 6.0 ⁇ 10 5 Pa or more, still more preferably 8.0 ⁇ 10 5 Pa or more, and still more preferably 1.0 ⁇ 10 6 Pa or more.
- the storage elastic modulus E ′ (100) at 100 ° C. is preferably 1.0 ⁇ 10 12 Pa or less, more preferably 1.0 ⁇ 10 11 Pa or less, still more preferably 1.0 ⁇ 10 10 It is Pa or less, more preferably 1.0 ⁇ 10 9 Pa or less.
- the above-mentioned range of storage elastic modulus E ′ (100) at 100 ° C. is referred to as requirement (2).
- requirement (2) the thermally expandable base material satisfying the above requirement (2), it is possible to suppress the positional deviation of the adhesive sheet in the temperature rising process when heating a part of the adhesive sheet to a temperature higher than the temperature at which the thermally expandable particles expand. It can.
- the temperature rising process at the time of heating a part of the pressure-sensitive adhesive sheet to a temperature at which the thermally expandable particles expand it is possible to suppress the sinking of the object to be processed and inspected into the pressure-sensitive adhesive layer (X1). Peelability can be secured.
- the thermally expandable pressure-sensitive adhesive layer as the pressure-sensitive adhesive sheet described in Patent Document 1 contains a tacky resin, the degree of decrease in the storage elastic modulus E 'becomes extremely large as the temperature rises. Tend.
- the degree of decrease of the storage elastic modulus E ′ of the thermally expandable pressure-sensitive adhesive layer becomes very large, the thermally expandable particles and the adhesive resin contained in the thermally expandable pressure-sensitive adhesive layer become easy to flow, The pressure-sensitive adhesive surface of the heat-expandable pressure-sensitive adhesive layer is easily deformed.
- the thermally expandable base material of the pressure-sensitive adhesive sheet of the present embodiment preferably has a storage elastic modulus E ′ (t) at t ° C. of 1.0 ⁇ 10 7 Pa or less, more preferably 9.0. ⁇ 10 6 Pa or less, more preferably 8.0 ⁇ 10 6 Pa or less, still more preferably 6.0 ⁇ 10 6 Pa or less, or less even more preferably 4.0 ⁇ 10 6 Pa.
- t is the expansion start temperature of the thermally expanded particles, and here, it is 120 ° C. to 250 ° C.
- requirement (3) the above-mentioned range of the storage elastic modulus E ′ (t) at t ° C.
- the thermally expandable substrate satisfying the requirement (3), the thermally expandable substrate is easily deformed following the volume expansion of the thermally expandable particles at the temperature at which the thermally expandable particles are expanded, and the pressure-sensitive adhesive It becomes easy to do the layer (X1). Thereby, the releasability of the processing inspection object from the adhesive sheet can be made more excellent.
- the thermally expandable substrate The storage elastic modulus E ′ (t) of is preferably 1.0 ⁇ 10 3 Pa or more, more preferably 1.0 ⁇ 10 4 Pa or more, and still more preferably 1.0 ⁇ 10 5 Pa or more.
- the thickness of the thermally expandable substrate of the pressure-sensitive adhesive sheet according to the present embodiment is preferably 10 to 1000 ⁇ m, more preferably 20 to 500 ⁇ m, still more preferably 25 to 400 ⁇ m, and still more preferably 30 to 300 ⁇ m.
- the thickness of a thermally expandable base material means the value measured by the method as described in an Example.
- the storage shear modulus G ′ (23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. is preferably 1.0 ⁇ 10 4 to 1.0 ⁇ 10 8 Pa, more preferably It is preferably 5.0 ⁇ 10 4 to 5.0 ⁇ 10 7 Pa, more preferably 1.0 ⁇ 10 5 to 1.0 ⁇ 10 7 Pa. If the storage shear elastic modulus G ′ (23) of the pressure-sensitive adhesive layer (X1) is 1.0 ⁇ 10 4 Pa or more, it is possible to prevent the displacement of the processing inspection object and the adhesion of the processing inspection object It is also possible to prevent sinking into the agent layer (X1).
- storage shear elastic modulus G ′ (23) of the pressure-sensitive adhesive layer (X1) is 1.0 ⁇ 10 8 Pa or less, unevenness due to the expanded thermally expandable particles is easily formed on the pressure-sensitive adhesive surface.
- the processing inspection object can be easily peeled off.
- storage shear elastic modulus G '(23) of an adhesive layer (X1) means the value measured by the method as described in an Example.
- the thickness of the pressure-sensitive adhesive layer (X1) forms asperities on the surface of the pressure-sensitive adhesive layer by expanding the thermally expandable particles in the thermally expandable substrate by heat treatment, from the viewpoint of expressing excellent adhesion. From the viewpoint of facilitating operation, it is preferably 1 to 60 ⁇ m, more preferably 2 to 50 ⁇ m, still more preferably 3 to 40 ⁇ m, and still more preferably 5 to 30 ⁇ m.
- the heat-expandable pressure-sensitive adhesive layer as in the pressure-sensitive adhesive sheet described in Patent Document 1 needs a certain thickness to fully contain the heat-expandable particles. Therefore, the position shift of a process test object generate
- the thermally expandable particles are contained in the non-adhesive base material having a high elastic modulus, the thickness of the pressure-sensitive adhesive layer (X1) on which the semiconductor chip is placed The degree of freedom such as adjustment, control of adhesive strength and viscoelasticity is improved. As a result, the occurrence of positional deviation of the semiconductor chip can be suppressed, and the semiconductor chip can be suppressed from sinking into the adhesive sheet.
- the ratio of the thickness of the thermally expandable substrate to the thickness of the pressure-sensitive adhesive layer at 23 ° C. is preferably 0.2 or more, more preferably 0.5 or more, still more preferably 1.0 or more, still more preferably 5.0 or more. Moreover, it is preferably 1000 or less, more preferably 200 or less, still more preferably 60 or less, and still more preferably 30 or less.
- Step (I-1) to (I-2) In the heating and peeling method of the processing inspection object according to the present embodiment, a plurality of processing inspection objects are attached by attaching the processing inspection object before singulation to the adhesive sheet and temporarily fixed, and subjected to cutting processing It may be individualized. That is, the step (I) may have the following steps (I-1) to (I-2).
- Step (I-1) A step of sticking a processing inspection object before singulation on the adhesive surface of the pressure-sensitive adhesive layer (X1) of the pressure-sensitive adhesive sheet
- Step (I-2) sticking on the adhesive surface Process of separating the processing inspection object before singulation into individual pieces
- the machining inspection object before putting into pieces onto the adhesive sheet is, for example, a silicon wafer, an FPC part, etc. is there.
- the method of singulating the object to be processed and inspected before singulation is not particularly limited.
- a processing inspection object having a groove formed on the front side of the processing inspection object along a line to be divided is attached such that the front side is in contact with the adhesive surface of the adhesive sheet, and at least from the back side of the processing inspection object
- the processing inspection object may be singulated by the so-called "pre-dicing method" in which thinning processing such as grinding of the processing inspection object is performed until the groove reaches the groove.
- the front side of the processing inspection object is stuck so as to contact the adhesive surface of the adhesive sheet, and the processing inspection object
- the processing inspection object may be singulated by grinding from the back surface of the object, thinning the processing inspection object, and applying an external force such as pressurization.
- the pressure-sensitive adhesive sheet to which the individualized processed inspection target is adhered may be expanded to expand the interval between the individualized processed inspection objects arbitrarily. Further, the singulation of the processing inspection object and the expanding process may be performed simultaneously.
- processing inspection object separated into pieces by the steps (I-1) to (I-2) and the processing inspection object further expanded may be subjected to the processing (II) as it is, or further processing After undergoing at least one of the above and the inspection, it may be subjected to the step (II).
- the plurality of processing inspection objects is a sealing body obtained by sealing the plurality of semiconductor chips with a sealing material, which is obtained in the manufacturing process of the semiconductor package. It is preferable that it is a sealing body separated into pieces per semiconductor chip. That is, in the heating and peeling method of the processing inspection object according to the present embodiment, sealing of a plurality of semiconductor chips by the sealing material, singulation of the sealing body in semiconductor chip units, and individual semiconductor chip units It is preferable to process selectively the heating peeling of the fragmented sealing body continuously on the same said adhesive sheet.
- FANLP Fean out Wafer Level Package
- FOPLP Fean out Panel Level Package
- the semiconductor chip is covered with a sealing material so as to be a region larger than the chip size to form a sealed body of the semiconductor chip (hereinafter, also simply referred to as “sealed body”).
- the rewiring layer and the external electrode are formed not only on the circuit surface of the semiconductor chip but also on the surface region of the encapsulant.
- a mounting process of mounting a plurality of semiconductor chips on an adhesive sheet for temporary fixing (hereinafter, also referred to as "temporary fixing sheet") and And a coating step of coating with a sealing material to which flowability has been imparted by heating, and a curing step of thermally curing the sealing material.
- temporary fixing sheet an adhesive sheet for temporary fixing
- a coating step of coating with a sealing material to which flowability has been imparted by heating and a curing step of thermally curing the sealing material.
- a sealed body is formed through these steps.
- the sheet for temporary fixing used in the manufacture of a semiconductor package positional deviation of the semiconductor chip does not occur during the covering step and the curing step (hereinafter, these are also referred to as “sealing step”), and the semiconductor Adhesiveness to such an extent that a sealing material does not approach into the adhesion interface of a chip
- the releasability which can be easily removed without adhesive residue is required after a sealing process. That is, the sheet for temporary fixing used for manufacture of a semiconductor package is required for coexistence of the adhesiveness at the time of use (temporary fixing), and the exfoliation after use.
- the separation process of peeling and separating the sealed body from the temporary fixing sheet, and the semiconductor chip side of the sealed body FOWLP and FOPLP are manufactured through a rewiring layer forming step of forming a rewiring layer on the surface, and a cutting step of cutting and singulating the sealing body on which the rewiring layer is formed in units of semiconductor chips.
- a rewiring layer forming step of forming a rewiring layer on the surface and a cutting step of cutting and singulating the sealing body on which the rewiring layer is formed in units of semiconductor chips.
- the sealed body is cut and singulated in units of semiconductor chips without peeling off and separating the sheet for temporary fixing (hereinafter, also referred to as “sealed body singulation step”), It is also conceivable to selectively separate and separate only a part of the singulated sealing body from the temporary fixing sheet (Modification 1).
- the rewiring layer formation step is performed, for example, after the sealing step and before the sealing body separation step (modification 1a).
- the rewiring layer forming step is performed, for example, after selectively separating the separated sealed bodies from the temporary fixing sheet after the sealed body separating step (Modified Example 1b).
- the rewiring layer forming step is performed, for example, after selectively peeling the separated sealed body from the temporary fixing sheet (Modified Example 1c).
- Modified Example 1c it is possible to selectively peel and recover only the sealing body including the necessary semiconductor chip among the singulated sealing bodies from the temporary fixing sheet.
- a sealing body including a plurality of semiconductor chips having different wiring patterns is mixed, only the sealing body including a semiconductor chip having a specific wiring pattern may be selectively removed from the adhesive sheet or left in the adhesive sheet.
- the flatness is inferior or the positional accuracy of the semiconductor chip is lowered.
- the result is The reduction in the flatness of the surface of the sealing body on the semiconductor chip side and the reduction in the positional accuracy of the semiconductor chip can lead to problems in the subsequent steps.
- the rewiring layer is formed on the surface of the sealing body on the semiconductor chip side, the rewiring accuracy may be reduced. Therefore, it is desirable to suppress the fall of the flatness of the surface by the side of a semiconductor chip of a closure object, and the fall of the position accuracy of a semiconductor chip.
- the thermally expandable adhesive layer is expanded by heating when the sealed body is peeled off from the adhesive sheet, the semiconductor chip sinks to the adhesive sheet side, so that the semiconductor chip has a certain size. It is also considered that it becomes difficult to separate the singulated seal without external force.
- the pressure-sensitive adhesive sheet described in Patent Document 1 is used as a temporary fixing sheet, the heat-expandable particles and / or the pressure-sensitive adhesive are contained because the heat-expandable particles are contained in the pressure-sensitive adhesive layer. There is a concern that the residue derived from the layer may contaminate the surface of the processing inspection object after heat peeling. In addition, it may be feared that the concavo-convex shape of the surface of the pressure-sensitive adhesive layer formed by the thermally expandable particles is transferred to the surface of the sealing body on the side of the semiconductor chip and the smoothness is lowered.
- a thermally expandable group including thermally expandable particles is used for sealing of a semiconductor chip with a sealing material, singulation of the seal body, and selective thermal peeling of the singulated seal body.
- the flatness of the surface on the semiconductor chip side of the sealing body is secured while suppressing occurrence of positional deviation of the semiconductor chip, and rewiring It is possible to improve the precision and the releasability of the sealing body from the pressure-sensitive adhesive sheet, and to exhibit the extremely excellent effect of being able to selectively heat-peel the separated sealing body.
- the steps (I-A1) to (I-A3) and the steps (I-B1) to (I-B3) which are embodiments in which individual pieces of the sealed body are attached to a pressure-sensitive adhesive sheet, will be described in detail. .
- Step (I-A1) to (I-A3) In the case of bonding the individualized sealed body to the double-sided pressure-sensitive adhesive sheet, the step (I) includes, for example, the following steps (I-A1) to (I-A3).
- Step (I-A1) Mounting a plurality of semiconductor chips on the adhesive surface of the pressure-sensitive adhesive layer (X1) while providing a gap between the adjacent semiconductor chips
- Step (I-A2) The plurality The adhesive surface of the peripheral portion of the semiconductor chip and the plurality of semiconductor chips is covered with a sealing material, and the sealing material is cured to seal the plurality of semiconductor chips in the cured sealing material.
- Step (I-A3) Step of singulating the sealed body in units of the semiconductor chip
- the double-sided pressure-sensitive adhesive sheet 2a in which the hard support 14 is attached to the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (X2) is used.
- the double-sided pressure-sensitive adhesive sheet is supported by the hard support and is kept flat. Therefore, a sealed body excellent in flatness can be obtained.
- the handleability of the double-sided pressure-sensitive adhesive sheet is also excellent, and the semiconductor chip can be easily placed on the double-sided pressure-sensitive adhesive sheet.
- the configuration, the material, and the thickness of the hard support are as described above.
- FIG. 7B illustrates the step (I-A1) of mounting the plurality of semiconductor chips CP on the adhesive surface 121a of the adhesive layer (X1) 121 while providing gaps between the adjacent semiconductor chips CP.
- Cross-sectional view is shown.
- the peeling material 131 is peeled in advance.
- the semiconductor chip CP can use a conventionally known one.
- On the circuit surface W1 of the semiconductor chip CP an integrated circuit formed of circuit elements such as a transistor, a resistor, and a capacitor is formed.
- the semiconductor chip CP is not limited to a single layer structure, and the chip multi-tiered stacked package may be manufactured as a stacked body in which two or more semiconductor chips are stacked.
- the semiconductor chip CP is mounted, for example, such that the circuit surface W1 is covered with the adhesive surface 121a.
- a known device such as a flip chip bonder or a die bonder can be used to mount the semiconductor chip CP.
- the plurality of semiconductor chips CP be placed on the adhesive surface 121a of the adhesive layer (X1) 121 in a state where they are aligned at a predetermined interval, and the plurality of semiconductor chips CP be constant. More preferably, they are placed on the adhesive surface 121a in a state of being arranged in a matrix form of a plurality of rows and a plurality of columns with a space of.
- the distance between the semiconductor chips CP is appropriately determined according to the form of the target package and the like.
- FIG. 6 is a cross-sectional view for explaining a step (I-A2) of obtaining a sealed body 50 in which a plurality of semiconductor chips CP are sealed in a cured sealing material 41.
- the process of covering the plurality of semiconductor chips CP and the adhesive surface 30 in the peripheral portion of the plurality of semiconductor chips CP with the sealing material 40 may be referred to as a “coating process”.
- the step of curing the material 40 to obtain the sealing body 50 in which the semiconductor chip CP is sealed in the cured sealing material 41 may be referred to as a “curing step”.
- the covering step first, the plurality of semiconductor chips CP and the adhesive surface 30 on the periphery of the plurality of semiconductor chips CP are covered with the sealing material 40.
- the sealing material 40 is filled in the gaps between the semiconductor chips CP while covering the entire exposed surface of the plurality of semiconductor chips CP.
- the sealing material 40 has a function of protecting the plurality of semiconductor chips CP and the components attached thereto from the external environment.
- Arbitrary things can be suitably selected and used from what is conventionally used as a semiconductor sealing material.
- the sealing material 40 has curability from the viewpoint of mechanical strength, heat resistance, insulation and the like, and examples thereof include a thermosetting resin composition, an energy ray curable resin composition, and the like.
- the sealing material 40 will be described as being a thermosetting resin composition.
- thermosetting resin which the thermosetting resin composition which is the sealing material 40 contains an epoxy resin, a phenol resin, cyanate resin etc. are mentioned, for example, but mechanical strength, heat resistance, insulation, and molding From the viewpoint of properties and the like, epoxy resins are preferred.
- the thermosetting resin composition is, in addition to the thermosetting resin, if necessary, a curing agent such as a phenol resin-based curing agent, an amine-based curing agent, a curing accelerator, an inorganic filler such as silica, You may contain additives, such as an elastomer.
- the sealing material 40 may be solid or liquid at room temperature.
- the form of the sealing material 40 which is solid at room temperature is not particularly limited, and may be, for example, granular form, sheet form or the like.
- a method for covering a plurality of semiconductor chips CP and the adhesive surface 30 of the peripheral portions of the plurality of semiconductor chips CP and the gaps with the sealing material 40 is conventionally applied to a semiconductor sealing process.
- any method can be appropriately selected and applied.
- roll laminating method, vacuum pressing method, vacuum laminating method, spin coating method, die coating method, transfer molding method, compression molding molding method, etc. can be applied.
- the sealing material 40 is usually heated at the time of coating to impart fluidity.
- the sealing step is performed under temperature conditions lower than the expansion start temperature (t) of the thermally expandable particles.
- the sealing material 40 is cured to obtain a sealing body 50 in which a plurality of semiconductor chips CP are sealed in the cured sealing material 41.
- the coating process by the sealing material 40 and a thermosetting process may be implemented separately, when heating the sealing material 40 in a coating process, the sealing material 40 is hardened as it is by the said heating.
- the coating process and the heat curing process may be performed simultaneously.
- the double-sided pressure-sensitive adhesive sheet 2a used in the present embodiment includes the thermally expandable substrate 11 containing thermally expandable particles, and in step (II), the thermally expandable particles are used.
- the contact area between the adhesive surface 121a of the adhesive layer (X1) 121 and the sealing body 50 is reduced to lower the adhesive strength, and the sealing body 50 is peeled off and separated from the double-sided adhesive sheet 2a. It is a thing. Therefore, in the coating step and the curing step, it is preferable that the sealing material 40 be coated and cured by appropriately selecting the conditions under which the thermally expandable particles do not expand.
- heating conditions (heating temperature and heating time) in the coating step and the curing step are preferably heating conditions in which the rate of increase in thickness of the double-sided pressure-sensitive adhesive sheet 2a resulting from expansion of the thermally expandable particles is 10% or less
- the heating condition in which the increase rate is 5% or less is more preferable, and the heating condition in which the increase rate is 0% (that is, the heating condition in which the thermally expandable particles do not expand) is more preferable.
- the increasing rate of the thickness of the double-sided pressure-sensitive adhesive sheet 2a is, for example, a constant-pressure thickness measuring device (a corporation measuring the thickness of the double-sided pressure-sensitive adhesive sheet 2a before and after heating under predetermined conditions according to JIS K6783, Z1702, Z1709.
- Rate of increase in thickness (%) (thickness after heating-thickness before heating) x 100 / thickness before heating
- the specific example of the temperature which heats a thermosetting resin composition in the said coating process changes with types of the sealing material 40 to be used, the kind of thermally expansible particle, etc., it is 30-180 degreeC, for example It is preferably -170 ° C, more preferably 70-150 ° C.
- the heating time is, for example, 5 seconds to 60 minutes, preferably 10 seconds to 45 minutes, and more preferably 15 seconds to 30 minutes.
- the specific example of the temperature for curing the sealing material 40 in the curing step varies depending on the type of the sealing material 40 used, the type of the thermally expandable particles, etc., for example, it is 80 to 240 ° C. 200 ° C. is preferable, and 100 to 170 ° C. is more preferable.
- the heating time is, for example, 10 to 180 minutes, preferably 20 to 150 minutes, and more preferably 30 to 120 minutes.
- a sheet-like sealing material hereinafter, also referred to as a “sheet-like sealing material”.
- sealing is performed by mounting the plurality of semiconductor chips CP and the adhesive surface 30 of the peripheral portion of the plurality of semiconductor chips CP with the sheet-like sealing material. It is covered by the material 40.
- the laminated sealing material 40 is heated and cured.
- the sheet-like sealing material may be a laminated sheet supported by a resin sheet such as polyethylene terephthalate.
- a resin sheet such as polyethylene terephthalate.
- the plurality of semiconductor chips CP and the adhesive surface 30 on the periphery of the plurality of semiconductor chips CP are covered with the sheet-like sealing material to cover the sealing material 40, and The resin sheet may be peeled off from the sealing material 40.
- a sealing body 50 in which a plurality of semiconductor chips CP separated by a predetermined distance are embedded in the cured sealing material 41 is obtained.
- FIG. 7E is a cross-sectional view for explaining the step of singulating the sealing body 50 into semiconductor chip CP units.
- the sealing body 50 is singulated into semiconductor chip CP units.
- the method of singulating the sealing body 50 is not particularly limited, and the method can be implemented by a cutting means such as a dicing saw.
- the sealing body 50a of the semiconductor chip CP unit can be obtained.
- a plurality of sealing bodies 50a are attached as processing inspection objects.
- the description of the rewiring layer forming step is omitted, but in the case of forming the rewiring layer, the rewiring layer forming step is For example, it is carried out between step (I-A2) and (I-A3) or after step (I-A3).
- the rewiring layer is on the side (hereinafter also referred to as the “sealing body front side”) opposite to the adhesive surface of the semiconductor chip with the adhesive sheet. It is formed.
- sealing is performed in a state where the metal terminal electrode on the circuit surface W1 of the semiconductor chip is drawn from the circuit surface W1 toward the front surface of the sealing body through the periphery of the semiconductor chip. Make a body. Then, after the sealing body is formed, the sealing body is ground from the front side of the sealing body to expose the metal terminal electrode, and then, a rewiring layer is formed to be in contact with the exposed metal terminal electrode.
- a method is not necessarily limited.
- the semiconductor chip is mounted such that the surface opposite to the circuit surface W1 of the semiconductor chip is in contact with the adhesive surface of the adhesive sheet, and on the circuit surface W1 of the semiconductor chip
- the metal terminal electrode has a certain thickness (thickness in the direction perpendicular to the surface of the semiconductor chip).
- Step (I-B1) to (I-B3) In the case of bonding the individualized sealed body to the single-sided pressure-sensitive adhesive sheet, the step (I) includes, for example, the following steps (I-B1) to (I-B3).
- the frame member used in the step (I-B1) is provided with one or more openings 21 which are holes penetrating through the front and back, similarly to the "frame member 20" described in the above-mentioned [Step (I)]. It is a thing.
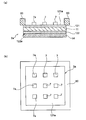
- Step (I-B1) A plurality of semiconductor chips are mounted on the adhesive surface of the pressure-sensitive adhesive layer (X1) exposed at the opening of the frame member while providing a gap between the adjacent semiconductor chips.
- the frame member 20 having the opening 21 is attached to the adhesive surface 121a of the adhesive layer (X1) 121.
- the single-sided adhesive sheet 1a worn is used. Thereby, the single-sided pressure-sensitive adhesive sheet is supported by the frame member, and the flat state is maintained. Therefore, a sealed body excellent in flatness can be obtained. Moreover, the handling property of the single-sided pressure-sensitive adhesive sheet is also excellent, and the semiconductor chip can be easily placed on the single-sided pressure-sensitive adhesive sheet.
- the configuration and the material of the frame member are as described above.
- the thickness of the frame member used in the steps (I-B1) to (I-B3) is, for example, 100 ⁇ m to 3 mm as described above, preferably 100 ⁇ m to 1 mm, and more preferably 100 to 500 ⁇ m.
- the thickness of the frame member is 100 ⁇ m or more, warpage of the sealing body can be suppressed even when sealing a relatively large area. If the thickness of the frame member is 3 mm or less, a decrease in the productivity of the sealed body can be prevented.
- Step (I-B1) is shown in FIG. 8 (b)
- step (I-B2) is shown in FIGS. 8 (c) and 8 (d)
- step (I-B3) is shown in FIG. 8 (e).
- the difference between the steps (I-B1) to (I-B3) and the steps (I-A1) to (I-A3) is that the adhesion in the opening of the frame member in the step (I-B1)
- a plurality of semiconductor chips are mounted on the adhesive surface of the agent layer (X1) while providing a gap between the adjacent semiconductor chips, and the others are common. Therefore, the common part can be carried out in the same manner as that described in the steps (I-A1) to (I-A3).
- the rewiring layer forming step includes, for example, steps (I-B2) and (I-). It is carried out during B3) or after step (I-B3). Alternatively, it is performed on the selectively peeled sealing body in the step (II).
- a semiconductor chip Positional deviation of the semiconductor chip occurs during the mounting process and sealing process of the package, or the semiconductor chip sinks to the adhesive sheet side, and the surface of the semiconductor chip side of the sealing body can not be made flat.
- the thermally expandable particles are included in the non-adhesive base material having a high elastic modulus, adjustment of the thickness of the pressure-sensitive adhesive layer (X1) on which the semiconductor chip is placed; The degree of freedom such as control of adhesive strength and viscoelasticity is improved.
- the thermally expandable base material and the surface on the semiconductor chip side of the sealing body are straight. There is no contact with Thereby, the residue derived from the thermally expandable particles and a part of the greatly deformed adhesive layer adhere to the surface of the sealing body on the side of the semiconductor chip, or the uneven shape formed on the thermally expandable adhesive layer is sealed. Transfer to the surface of the body on the side of the semiconductor chip and reduction in smoothness can be suppressed, and cleanliness and smoothness of the surface on the side of the semiconductor chip of the sealing body can be made excellent.
- the pressure-sensitive adhesive sheet according to the present embodiment is used in the process of manufacturing a semiconductor package as in the steps (I-A1) to (I-A3) and the steps (I-B1) to (I-B3),
- the thermally expandable base material that satisfies the requirement (1) it is possible to prevent the displacement of the processing inspection object such as a semiconductor chip more reliably, and the pressure-sensitive adhesive layer of the processing inspection object such as a semiconductor chip Subduction to (X1) can also be prevented more reliably.
- the thermal environment of the sealing process in the manufacturing process of semiconductor packages for example, the manufacturing process of fan-out type packages such as FOWLP and FOPLP, etc.
- the adhesive surface of the pressure-sensitive adhesive layer (X1) provided on the thermally expandable substrate becomes difficult to deform.
- the positional deviation of the semiconductor chip in the sealing step can be prevented more reliably, and the sinking of the semiconductor chip into the pressure-sensitive adhesive layer (X1) can also be prevented more reliably.
- sealing is performed by setting the ratio of the thickness of the thermally expandable substrate to the thickness of the pressure-sensitive adhesive layer (X1) (thermally expandable substrate / pressure-sensitive adhesive layer (X1)) at 23 ° C. in the above range.
- the surface on the semiconductor chip side of the body can be made flatter, and the displacement of the semiconductor chip can be prevented more reliably.
- step (I) when the processing inspection object (sealed body) is singulated on the adhesive sheet as described above, the individualization of the whole processing inspection object (sealed body) is completely completed. Then, the process (II) may be performed, or the process (II) may be sequentially performed while separating the processing inspection object (sealed body) into individual processing inspection objects The (sealing body) may be recovered.
- the sealing step after the sealing step, the entire pressure-sensitive adhesive sheet is heated to peel off the sealed body, and then the sealed body is attached to the new pressure-sensitive adhesive sheet, and After the rewiring layer forming step is performed, the semiconductor chip is cut into individual pieces, and the step (II) is carried out to selectively select only a part of the sealed pieces from the pressure-sensitive adhesive sheet. It may be separated and separated. Also in this case, by using the pressure-sensitive adhesive sheet in the sealing step, occurrence of positional deviation of the semiconductor chip can be suppressed, and the semiconductor chip can be prevented from sinking into the pressure-sensitive adhesive sheet, and the surface of the semiconductor chip side is flat. It becomes possible to perform selective exfoliation of a sealed body, forming a sealed body which is excellent in nature.
- the thermally expandable substrate is a non-tacky substrate comprising a resin and thermally expandable particles.
- the judgment as to whether or not the thermally expandable substrate is a non-adhesive substrate is made by using a probe tack value of 50 mN / measured according to JIS Z0237: 1991 with respect to the surface of the target substrate. If it is less than 5 mm ⁇ , the substrate is judged as a "non-tacky substrate".
- the probe tack value on the surface of the thermally expandable substrate is usually less than 50 mN / 5 mm ⁇ , preferably less than 30 mN / 5 mm ⁇ , more preferably less than 10 mN / 5 mm ⁇ , still more preferably less than 5 mN / 5 mm ⁇ .
- the specific measuring method of the probe tack value in the surface of a thermally expandable base material is based on the method as described in an Example.
- the thermally expandable substrate contains the resin and the thermally expandable particles, but may contain an additive for the substrate as needed as long as the effects of the present invention are not impaired.
- the thermally expandable substrate can be formed from a resin composition (y) containing a resin and thermally expandable particles.
- a resin composition (y) containing a resin and thermally expandable particles.
- the resin contained in the resin composition (y) is not particularly limited as long as the thermally expandable base material is a non-adhesive resin, and may be a non-adhesive resin or an adhesive resin. Good. That is, even if the resin contained in the resin composition (y) is a tacky resin, the tacky resin is polymerized with the polymerizable compound in the process of forming the thermally expandable substrate from the resin composition (y) The resin obtained may be a non-adhesive resin, and the thermally expandable substrate containing the resin may be non-adhesive.
- the mass average molecular weight (Mw) of the resin contained in the resin composition (y) is preferably 1000 to 1,000,000, more preferably 1000 to 700,000, and still more preferably 1000 to 500,000.
- the form of the said copolymer is not specifically limited, Any of a block copolymer, a random copolymer, and a graft copolymer It may be
- the content of the resin is preferably 50 to 99% by mass, more preferably 60 to 95% by mass, and still more preferably 65 to 90% with respect to the total amount (100% by mass) of the active components of the resin composition (y). % By mass, still more preferably 70 to 85% by mass.
- the resin contained in the resin composition (y) preferably contains one or more selected from an acrylic urethane resin and an olefin resin.
- an acrylic urethane type resin the following resin (U1) is preferable.
- urethane prepolymer (U1) As a urethane prepolymer (UP) used as the principal chain of acrylic urethane type resin (U1), the reaction product of a polyol and polyhydric isocyanate is mentioned. In addition, it is preferable that urethane prepolymer (UP) is further what was obtained by giving chain extension reaction using a chain extender.
- an alkylene type polyol As a polyol used as a raw material of urethane prepolymer (UP), an alkylene type polyol, an ether type polyol, an ester type polyol, an ester amide type polyol, an ester ether type polyol, a carbonate type polyol etc. are mentioned, for example. These polyols may be used alone or in combination of two or more.
- the polyol used in the present embodiment is preferably a diol, more preferably an ester type diol, an alkylene type diol, and a carbonate type diol, and still more preferably an ester type diol and a carbonate type diol.
- ester type diols include alkane diols such as 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol, etc .; ethylene glycol, propylene glycol, Diethylene glycol, and alkylene glycols such as dipropylene glycol; one or more selected from diols such as phthalic acid, isophthalic acid, terephthalic acid, naphthalenedicarboxylic acid, 4,4-diphenyldicarboxylic acid, diphenylmethane- 4,4'-dicarboxylic acid, succinic acid, adipic acid, azelaic acid, sebacic acid, hetaic acid, maleic acid, fumaric acid, itaconic acid, cyclohexane-1,3-dicarboxylic acid, cyclohexane-1
- alkylene type diol for example, alkanediol such as 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol, etc .; ethylene glycol, propylene glycol, And alkylene glycols such as dipropylene glycol; polyalkylene glycols such as polyethylene glycol, polypropylene glycol, and polybutylene glycol; polyoxyalkylene glycols such as polytetramethylene glycol; and the like.
- alkanediol such as 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, neopentyl glycol, 1,6-hexanediol, etc .
- ethylene glycol, propylene glycol, And alkylene glycols such as dipropylene glycol
- carbonate type diol for example, 1,4-tetramethylene carbonate diol, 1,5-pentamethylene carbonate diol, 1,6-hexamethylene carbonate diol, 1,2-propylene carbonate diol, 1,3-propylene carbonate diol And 2,2-dimethylpropylene carbonate diol, 1,7-heptamethylene carbonate diol, 1,8-octamethylene carbonate diol, and 1,4-cyclohexane carbonate diol.
- 1,4-tetramethylene carbonate diol 1,5-pentamethylene carbonate diol
- 1,6-hexamethylene carbonate diol 1,2-propylene carbonate diol
- 1,3-propylene carbonate diol 1,3-propylene carbonate diol
- 2,2-dimethylpropylene carbonate diol 1,7-heptamethylene carbonate diol
- 1,8-octamethylene carbonate diol 1,4-cyclohexane carbon
- polyisocyanate used as a raw material of urethane prepolymer (UP), aromatic polyisocyanate, aliphatic polyisocyanate, alicyclic polyisocyanate, etc. are mentioned. These polyisocyanates may be used alone or in combination of two or more. Further, these polyvalent isocyanates may be trimethylolpropane adduct type modified bodies, Burret type modified bodies reacted with water, and isocyanurate type modified bodies containing an isocyanurate ring.
- diisocyanate is preferable, and 4,4′-diphenylmethane diisocyanate (MDI), 2,4-tolylene diisocyanate (2,4-TDI), 2,6-tridiisocyanate More preferred is one or more selected from diisocyanates (2,6-TDI), hexamethylene diisocyanate (HMDI), and alicyclic diisocyanates.
- MDI 4,4′-diphenylmethane diisocyanate
- 2,4-TDI 2,4-tolylene diisocyanate
- 2,6-tridiisocyanate More preferred is one or more selected from diisocyanates (2,6-TDI), hexamethylene diisocyanate (HMDI), and alicyclic diisocyanates.
- alicyclic diisocyanate for example, 3-isocyanatomethyl-3,5,5-trimethylcyclohexyl isocyanate (isophorone diisocyanate, IPDI), 1,3-cyclopentadiisocyanate, 1,3-cyclohexane diisocyanate, 1,4-cyclohexane Diisocyanate, methyl-2,4-cyclohexane diisocyanate, and methyl-2,6-cyclohexane diisocyanate may, for example, be mentioned, and isophorone diisocyanate (IPDI) is preferred.
- IPDI isophorone diisocyanate
- the urethane prepolymer (UP) to be the main chain of the acrylic urethane resin (U1) is a reaction product of a diol and a diisocyanate, and is a linear urethane prepolymer having an ethylenically unsaturated group at both ends.
- Polymers are preferred.
- hydroxyalkyl (meth) acrylates examples include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 3-hydroxy Examples include butyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate and the like.
- the vinyl compound to be the side chain of the acrylic urethane resin (U1) contains at least (meth) acrylic acid ester.
- a (meth) acrylic acid ester 1 or more types chosen from an alkyl (meth) acrylate and a hydroxyalkyl (meth) acrylate are preferable, and it is more preferable to use together an alkyl (meth) acrylate and a hydroxyalkyl (meth) acrylate.
- the blending ratio of hydroxyalkyl (meth) acrylate is preferably 0.1 to 100 parts by mass with respect to 100 parts by mass of alkyl (meth) acrylate.
- the amount is preferably 0.5 to 30 parts by mass, more preferably 1.0 to 20 parts by mass, and still more preferably 1.5 to 10 parts by mass.
- the carbon number of the alkyl group contained in the alkyl (meth) acrylate is preferably 1 to 24, more preferably 1 to 12, still more preferably 1 to 8, and still more preferably 1 to 3.
- hydroxyalkyl (meth) acrylate the same thing as the hydroxyalkyl (meth) acrylate used in order to introduce
- vinyl compounds other than (meth) acrylic acid esters include aromatic hydrocarbon vinyl compounds such as styrene, ⁇ -methylstyrene, and vinyl toluene; vinyl ethers such as methyl vinyl ether and ethyl vinyl ether; vinyl acetate, propionic acid Polar group-containing monomers such as vinyl, (meth) acrylonitrile, N-vinylpyrrolidone, (meth) acrylic acid, maleic acid, fumaric acid, itaconic acid, and meta (acrylamide); and the like. These may be used alone or in combination of two or more.
- the content of (meth) acrylic acid ester in the vinyl compound is preferably 40 to 100% by mass, more preferably 65 to 100% by mass, still more preferably, based on the total amount (100% by mass) of the vinyl compound. It is 80 to 100% by mass, more preferably 90 to 100% by mass.
- the total content of alkyl (meth) acrylate and hydroxyalkyl (meth) acrylate in the vinyl compound is preferably 40 to 100% by mass, more preferably 65 to 100% by mass with respect to the total amount (100% by mass) of the vinyl compound.
- the content is 100% by mass, more preferably 80 to 100% by mass, and still more preferably 90 to 100% by mass.
- the acrylic urethane resin (U1) used in the present embodiment is obtained by mixing the urethane prepolymer (UP) and the vinyl compound containing (meth) acrylic acid ester, and polymerizing the both.
- the polymerization is preferably carried out by further adding a radical initiator.
- Olefin resin As an olefin resin suitable as resin contained in a resin composition (y), it is a polymer which has a structural unit derived from an olefin monomer at least.
- an ⁇ -olefin having 2 to 8 carbon atoms is preferable, and specifically, ethylene, propylene, butylene, isobutylene, 1-hexene and the like can be mentioned. Among these, ethylene and propylene are preferable.
- olefinic resins for example, ultra low density polyethylene (VLDPE, density: 880 kg / m 3 or more 910 kg / m less than 3), low density polyethylene (LDPE, density: 910 kg / m 3 or more 915 kg / m less than 3 ), Medium density polyethylene (MDPE, density: 915 kg / m 3 or more and less than 942 kg / m 3 ), high density polyethylene (HDPE, density: 942 kg / m 3 or more), and polyethylene resins such as linear low density polyethylene; Resin (PP); polybutene resin (PB); ethylene-propylene copolymer; olefin elastomer (TPO); poly (4-methyl-1-pentene) (PMP); ethylene-vinyl acetate copolymer (EVA); Ethylene-vinyl alcohol copolymer (EVOH); ethylene-propylene And olefin-based ternary copolymers such as len
- the olefin-based resin may be a modified olefin-based resin further subjected to one or more kinds of modification selected from acid modification, hydroxyl group modification, and acryl modification.
- an acid-modified olefin-based resin obtained by acid-modifying an olefin-based resin a modified polymer obtained by graft polymerizing unsaturated carboxylic acid or its anhydride with the above-mentioned non-modified olefin-based resin can be mentioned.
- unsaturated carboxylic acids or their anhydrides examples include maleic acid, fumaric acid, itaconic acid, citraconic acid, glutaconic acid, tetrahydrophthalic acid, aconitic acid, (meth) acrylic acid, maleic anhydride, itaconic anhydride And glutaconic anhydride, citraconic acid anhydride, aconitic acid anhydride, norbornene dicarboxylic acid anhydride, tetrahydrophthalic acid anhydride and the like.
- unsaturated carboxylic acid or its anhydride may be used independently and may use 2 or more types together.
- an acrylic modified olefin resin formed by subjecting an olefin resin to acrylic modification a modified polymer obtained by graft polymerizing alkyl (meth) acrylate as a side chain to the above-mentioned unmodified olefin resin which is the main chain Polymers may be mentioned.
- the number of carbon atoms of the alkyl group contained in the above alkyl (meth) acrylate is preferably 1 to 20, more preferably 1 to 16, and still more preferably 1 to 12.
- alkyl (meth) acrylate the same thing as the compound which can be selected as a below-mentioned monomer (a1 ') is mentioned, for example.
- Examples of the hydroxyl group-modified olefin resin obtained by subjecting an olefin resin to hydroxyl group modification include a modified polymer obtained by graft polymerizing a hydroxyl group-containing compound to the above-mentioned non-modified olefin resin which is the main chain.
- hydroxyl group-containing compounds examples include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 3-hydroxybutyl (Meth) acrylates and hydroxyalkyl (meth) acrylates such as 4-hydroxybutyl (meth) acrylate; and unsaturated alcohols such as vinyl alcohol and allyl alcohol.
- the resin composition (y) may contain a resin other than the acrylic urethane resin and the olefin resin as long as the effects of the present invention are not impaired.
- vinyl resins such as polyvinyl chloride, polyvinylidene chloride and polyvinyl alcohol
- polyester resins such as polyethylene terephthalate, polybutylene terephthalate and polyethylene naphthalate
- polystyrene acrylonitrile-butadiene-styrene Copolymer
- Cellulose triacetate Polycarbonate; Polyurethane not corresponding to acrylic urethane resin
- Polysulfone Polyether ether ketone
- Polyether sulfone Polyphenylene sulfide
- Polyimide resin such as polyether imide and polyimide
- Polyamide resin Acrylic Resin; fluorine resin etc.
- the content ratio of resins other than acrylic urethane resins and olefin resins is preferably less than 30 parts by mass, more preferably 20 parts by mass, with respect to 100 parts by mass of the total amount of resins contained in the resin composition (y). It is less than 10 parts by weight, more preferably less than 5 parts by weight, and even more preferably less than 1 part by weight.
- Thermally expandable particles may be particles that expand by heating, but it is preferable to use particles whose expansion start temperature (t) is adjusted to 120 to 250 ° C.
- the expansion start temperature (t) is appropriately selected according to the application.
- the expansion start temperature (t) of the thermally expandable particles means a value measured based on the following method. (Measurement method of expansion start temperature (t) of thermally expandable particles) 0.5 mg of thermally expandable particles to be measured is added to an aluminum cup having a diameter of 6.0 mm (inner diameter 5.65 mm) and a depth of 4.8 mm, and an aluminum lid (diameter 5.6 mm, thickness 0. Prepare a sample with 1 mm).
- the thermally expandable particle is a microencapsulated foaming agent composed of an outer shell made of a thermoplastic resin and an inclusion component which is contained in the outer shell and is vaporized when heated to a predetermined temperature.
- a thermoplastic resin constituting the shell of the microencapsulated foaming agent include vinylidene chloride-acrylonitrile copolymer, polyvinyl alcohol, polyvinyl butyral, polymethyl methacrylate, polyacrylonitrile, polyvinylidene chloride, and polysulfone. .
- Examples of the encapsulated components contained in the outer shell include propane, butane, pentane, hexane, heptane, octane, nonane, decane, isobutane, isopentane, isohexane, isoheptane, isooctane, isononane, isodecane, cyclopropane, cyclobutane, cyclopentane , Cyclohexane, cycloheptane, cyclooctane, neopentane, dodecane, isododecane, cyclotridecane, hexylcyclohexane, tridecane, tetradecane, tetradecane, pentadecane, hexadecane, heptadecane, octadecane, nanodecane, isotridecane, 4-methyldodecan
- the average particle size of the thermally expandable particles before expansion at 23 ° C. is preferably 3 to 100 ⁇ m, more preferably 4 to 70 ⁇ m, still more preferably 6 to 60 ⁇ m, still more preferably 10 to 50 ⁇ m. .
- the average particle diameter of the thermally expandable particles before expansion is the volume median particle diameter (D 50 ), and a laser diffraction type particle size distribution measuring apparatus (for example, product name “Mastersizer 3000” manufactured by Malvern Co., Ltd.)
- D 50 volume median particle diameter
- a laser diffraction type particle size distribution measuring apparatus for example, product name “Mastersizer 3000” manufactured by Malvern Co., Ltd.
- the 90% particle size (D 90 ) of the thermally expandable particles before expansion at 23 ° C. is preferably 10 to 150 ⁇ m, more preferably 20 to 100 ⁇ m, still more preferably 25 to 90 ⁇ m, still more preferably Is 30 to 80 ⁇ m.
- the 90% particle size (D 90 ) of the thermally expandable particles before expansion is an expansion measured by using a laser diffraction type particle size distribution measuring apparatus (for example, product name “Mastersizer 3000” manufactured by Malvern).
- the cumulative volume frequency calculated from the smaller particle diameter of the thermally expandable particles means a particle size corresponding to 90%.
- the maximum expansion coefficient of the thermally expandable particles used in this embodiment when heated to a temperature equal to or higher than the expansion start temperature (t) is preferably 1.5 to 100 times, more preferably 2 to 80 times, and further preferably Is 2.5 to 60 times, more preferably 3 to 40 times.
- the content of the thermally expandable particles is preferably 1 to 40% by mass, more preferably 5 to 35% by mass, still more preferably 10 with respect to the total amount (100% by mass) of the active components of the resin composition (y). It is up to 30% by mass, more preferably 15 to 25% by mass.
- the resin composition (y) used in the present embodiment may contain a base additive contained in the base of a general pressure-sensitive adhesive sheet, as long as the effects of the present invention are not impaired.
- a base material additive an ultraviolet absorber, a light stabilizer, an antioxidant, an antistatic agent, a slip agent, an antiblocking agent, a coloring agent etc. are mentioned, for example.
- These base material additives may be used alone or in combination of two or more.
- the content of each base material additive is preferably 0.0001 to 20 parts by mass with respect to 100 parts by mass of the resin in the resin composition (y). And more preferably 0.001 to 10 parts by mass.
- solvent-free resin composition (y1) As the resin composition (y) used in the present embodiment, an oligomer having an ethylenic unsaturated group having a mass average molecular weight (Mw) of 50,000 or less, an energy ray polymerizable monomer, and the above-mentioned expandable particles are mixed. And a solvent-free resin composition (y1) containing no solvent. In the non-solvent type resin composition (y1), although the solvent is not blended, the energy ray polymerizable monomer contributes to the improvement of the plasticity of the oligomer.
- a thermally expandable base material can be formed by irradiating an energy ray with respect to the coating film formed from the non-solvent type resin composition (y1).
- the type, the shape, and the amount (content) of the expandable particles blended in the solventless resin composition (y1) are as described above.
- the mass average molecular weight (Mw) of the oligomer contained in the solvent-free resin composition (y1) is 50000 or less, preferably 1000 to 50000, more preferably 2000 to 40000, still more preferably 3000 to 35000, More preferably, it is 4000 to 30000.
- oligomer among resins contained in the above-mentioned resin composition (y), those having an ethylenically unsaturated group having a mass average molecular weight (Mw) of 50000 or less may be used. Polymer (UP) is preferred.
- the modified olefin resin etc. which have an ethylenically unsaturated group can also be used.
- the total content of the oligomer and the energy beam polymerizable monomer in the solventless resin composition (y1) is preferably 50, relative to the total amount (100% by mass) of the solventless resin composition (y1). It is about -99% by mass, more preferably 60-95% by mass, still more preferably 65-90% by mass, still more preferably 70-85% by mass.
- Examples of energy ray polymerizable monomers include isobornyl (meth) acrylate, dicyclopentenyl (meth) acrylate, dicyclopentanyl (meth) acrylate, dicyclopentenyloxy (meth) acrylate, cyclohexyl (meth) acrylate, adamantane ( Alicyclic polymerizable compounds such as meta) acrylate and tricyclodecane acrylate; aromatic polymerizable compounds such as phenyl hydroxy propyl acrylate, benzyl acrylate and phenol ethylene oxide modified acrylate; tetrahydrofurfuryl (meth) acrylate, morpholine acrylate, Examples thereof include heterocyclic polymerizable compounds such as N-vinylpyrrolidone and N-vinylcaprolactam. These energy beam polymerizable monomers may be used alone or in combination of two or more.
- the content ratio [oligomer / energy ray polymerizable monomer] of the oligomer and the energy ray polymerizable monomer in the solvent-free resin composition (y1) is preferably 20/80 to 90/10 by mass ratio. More preferably, it is 30/70 to 85/15, more preferably 35/65 to 80/20.
- the solventless resin composition (y1) preferably further comprises a photopolymerization initiator.
- a photopolymerization initiator By containing a photopolymerization initiator, the curing reaction can be sufficiently advanced even by irradiation with energy rays of relatively low energy.
- photopolymerization initiator for example, 1-hydroxy-cyclohexyl-phenyl-ketone, benzoin, benzoin methyl ether, benzoin ethyl ether, benzoin propyl ether, benzylphenyl sulfide, tetramethylthiuram monosulfide, azobisisobutyrol Examples include nitrile, dibenzyl, diacetyl, and 8-chloroanthraquinone. These photopolymerization initiators may be used alone or in combination of two or more.
- the compounding amount of the photopolymerization initiator is preferably 0.01 to 5 parts by mass, more preferably 0.01 to 4 parts by mass, further preferably 100 parts by mass with respect to the total amount (100 parts by mass) of the oligomer and the energy ray polymerizable monomer. Preferably, it is 0.02 to 3 parts by mass.
- the pressure-sensitive adhesive layer (X1) possessed by the pressure-sensitive adhesive sheet of the present embodiment may be any pressure-sensitive adhesive layer, and if necessary, a pressure-sensitive adhesive such as a crosslinking agent, tackifier, polymerizable compound, polymerization initiator You may contain an additive.
- the adhesion of the pressure-sensitive adhesive layer (X1) at 23 ° C. before expansion of the thermally expandable particles is preferably 0.1 to 10.0 N / 25 mm, more preferably 0. And 0.2 to 8.0 N / 25 mm, more preferably 0.4 to 6.0 N / 25 mm, and still more preferably 0.5 to 4.0 N / 25 mm.
- the adhesive force is 0.1 N / 25 mm or more, it can be sufficiently fixed to the extent that positional displacement of the adherend can be prevented. Further, the semiconductor chip can be sufficiently fixed to the extent that positional deviation of the semiconductor chip in the sealing step can be prevented.
- the said adhesive force is 10.0 N / 25 mm or less, when peeling and separating an adherend, it can separate easily.
- said adhesive force means the value measured by the method as described in an Example.
- the pressure-sensitive adhesive layer (X1) can be formed from a pressure-sensitive adhesive composition containing a pressure-sensitive adhesive resin.
- a pressure-sensitive adhesive composition containing a pressure-sensitive adhesive resin.
- the adhesive resin used in the present embodiment is preferably a polymer having adhesiveness by itself and having a mass average molecular weight (Mw) of 10,000 or more.
- the mass average molecular weight (Mw) of the adhesive resin used in the present embodiment is preferably 10,000 to 2,000,000, more preferably 20,000 to 1,500,000, and still more preferably 30,000 from the viewpoint of improving the adhesive strength. ⁇ 1 million.
- the adhesive resin examples include rubber resins such as acrylic resins, urethane resins and polyisobutylene resins, polyester resins, olefin resins, silicone resins, and polyvinyl ether resins. These tackifying resins may be used alone or in combination of two or more. Moreover, when these adhesive resins are copolymers which have 2 or more types of structural units, the form of the said copolymer is not specifically limited, A block copolymer, a random copolymer, and a graft co It may be any of polymers.
- the adhesive resin used in the present embodiment may be an energy ray-curable adhesive resin in which a polymerizable functional group is introduced to the side chain of the above-mentioned adhesive resin.
- the polymerizable functional group include a (meth) acryloyl group and a vinyl group.
- an ultraviolet-ray, an electron beam, etc. are mentioned as an energy ray, An ultraviolet-ray is preferable.
- the content of the adhesive resin is preferably 30 to 99.99% by mass, more preferably 40 to 99.95% by mass, still more preferably, based on the total amount (100% by mass) of the active component of the pressure-sensitive adhesive composition. It is 50 to 99.90% by mass, still more preferably 55 to 99.80% by mass, still more preferably 60 to 99.50% by mass.
- “content of each component relative to the total amount of the active component of the pressure-sensitive adhesive composition” is “content of each component in the pressure-sensitive adhesive layer formed from the pressure-sensitive adhesive composition Is the same as
- the adhesive resin contains an acrylic resin.
- the content ratio of the acrylic resin in the adhesive resin is preferably 30 to 100 mass%, more preferably 50 to 100 mass, with respect to the total amount (100 mass%) of the adhesive resin contained in the adhesive composition. %, More preferably 70 to 100% by mass, and still more preferably 85 to 100% by mass.
- an acrylic resin that can be used as the adhesive resin, for example, a polymer including a structural unit derived from an alkyl (meth) acrylate having a linear or branched alkyl group, and a cyclic structure The polymer etc. which contain the structural unit derived from (meth) acrylate are mentioned.
- the mass average molecular weight (Mw) of the acrylic resin is preferably 100,000 to 1,500,000, more preferably 200,000 to 1,300,000, further preferably 350,000 to 1,200,000, and still more preferably 500,000 to 1,100,000.
- a structural unit (a1) derived from an alkyl (meth) acrylate (a1 ′) hereinafter also referred to as “monomer (a1 ′)”
- a functional group-containing monomer (a2 ′) hereinafter, “monomer The acrylic copolymer (A1) having a structural unit (a2) derived from (a2 ′) ′ ′ is more preferable.
- the number of carbon atoms of the alkyl group of the monomer (a1 ′) is preferably 1 to 24, more preferably 1 to 12, still more preferably 2 to 10, and still more preferably 4 to 8 from the viewpoint of improving adhesion properties. It is.
- the alkyl group which a monomer (a1 ') has may be a linear alkyl group, and a branched alkyl group may be sufficient.
- the monomer (a1 ′) for example, methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, lauryl (meth) acrylate, tridecyl ( Examples include meta) acrylates and stearyl (meth) acrylates. These monomers (a1 ′) may be used alone or in combination of two or more. As the monomer (a1 ′), butyl (meth) acrylate and 2-ethylhexyl (meth) acrylate are preferable.
- the content of the structural unit (a1) is preferably 50 to 99.9 mass%, more preferably 60 to 99.0 mass based on the total structural units (100 mass%) of the acrylic copolymer (A1). %, More preferably 70 to 97.0% by mass, still more preferably 80 to 95.0% by mass.
- a hydroxyl group, a carboxy group, an amino group, an epoxy group etc. are mentioned, for example. That is, as a monomer (a2 '), a hydroxyl-containing monomer, a carboxy-group containing monomer, an amino-group containing monomer, an epoxy-group containing monomer etc. are mentioned, for example. These monomers (a2 ′) may be used alone or in combination of two or more. Among these, as the monomer (a2 ′), a hydroxyl group-containing monomer and a carboxy group-containing monomer are preferable.
- hydroxyl-containing monomer As a hydroxyl-containing monomer, the same thing as the above-mentioned hydroxyl-containing compound is mentioned, for example.
- carboxy group-containing monomers examples include ethylenically unsaturated monocarboxylic acids such as (meth) acrylic acid and crotonic acid; and ethylenically unsaturated dicarboxylic acids such as fumaric acid, itaconic acid, maleic acid and citraconic acid, and anhydrides thereof , 2- (acryloyloxy) ethyl succinate, and 2-carboxyethyl (meth) acrylate.
- monocarboxylic acids such as (meth) acrylic acid and crotonic acid
- dicarboxylic acids such as fumaric acid, itaconic acid, maleic acid and citraconic acid, and anhydrides thereof
- 2- (acryloyloxy) ethyl succinate examples include 2-carboxyethyl (meth) acrylate.
- the content of the structural unit (a2) is preferably 0.1 to 40% by mass, more preferably 0.5 to 35% by mass, relative to the total constituent units (100% by mass) of the acrylic copolymer (A1). %, More preferably 1.0 to 30% by mass, and still more preferably 3.0 to 25% by mass.
- the acrylic copolymer (A1) may further have a structural unit (a3) derived from another monomer (a3 ′) other than the monomers (a1 ′) and (a2 ′).
- the content of the structural units (a1) and (a2) is preferably 70% of the total structural units (100% by mass) of the acrylic copolymer (A1). It is about -100% by mass, more preferably 80-100% by mass, still more preferably 90-100% by mass, still more preferably 95-100% by mass.
- Examples of the monomer (a3 ′) include olefins such as ethylene, propylene and isobutylene; halogenated olefins such as vinyl chloride and vinylidene chloride; diene-based monomers such as butadiene, isoprene and chloroprene; cyclohexyl (meth) Cyclic materials such as acrylate, benzyl (meth) acrylate, isobornyl (meth) acrylate, dicyclopentanyl (meth) acrylate, dicyclopentenyl (meth) acrylate, dicyclopentenyl oxyethyl (meth) acrylate, and imide (meth) acrylate (Meth) acrylate having a structure; styrene, ⁇ -methylstyrene, vinyl toluene, vinyl formate, vinyl acetate, acrylonitrile, (meth) acrylamide, (meth) acrylonitrile
- the acrylic copolymer (A1) may be an energy ray-curable acrylic copolymer in which a polymerizable functional group is introduced into the side chain.
- the polymerizable functional group and the energy ray are as described above.
- the polymerizable functional group is a substituent capable of binding to the acrylic copolymer having the above-mentioned structural units (a1) and (a2) and the functional group possessed by the structural unit (a2) of the acrylic copolymer. It can introduce
- the compound include (meth) acryloyloxyethyl isocyanate, (meth) acryloyl isocyanate, and glycidyl (meth) acrylate.
- the pressure-sensitive adhesive composition contains a pressure-sensitive resin containing a functional group such as the above-mentioned acrylic copolymer (A1), it is preferable to further contain a crosslinking agent.
- the said crosslinking agent reacts with the adhesive resin which has a functional group, and bridge
- crosslinking agent an isocyanate type crosslinking agent, an epoxy type crosslinking agent, an aziridine type crosslinking agent, a metal chelate type crosslinking agent etc. are mentioned, for example. These crosslinking agents may be used alone or in combination of two or more. Among these crosslinking agents, isocyanate-based crosslinking agents are preferable from the viewpoint of enhancing the cohesion and improving the adhesiveness, and from the viewpoint of availability and the like.
- the content of the crosslinking agent is appropriately adjusted according to the number of functional groups possessed by the adhesive resin, but is preferably 0.01 to 10 parts by mass with respect to 100 parts by mass of the adhesive resin having a functional group.
- the amount is more preferably 0.03 to 7 parts by mass, still more preferably 0.05 to 5 parts by mass.
- the pressure-sensitive adhesive composition may further contain a tackifier, from the viewpoint of further improving the adhesion.
- tackifier refers to a component that aids in improving the adhesive strength of the above-mentioned tacky resin, and refers to an oligomer having a mass average molecular weight (Mw) of less than 10,000, It is to be distinguished from the sexing resin.
- Mw mass average molecular weight
- the mass average molecular weight (Mw) of the tackifier is preferably 400 to less than 10,000, more preferably 500 to 8,000, and still more preferably 800 to 5,000.
- a tackifier for example, a C5 fraction such as rosin resin, terpene resin, styrenic resin, penten formed by thermal decomposition of petroleum naphtha, isoprene, piperine, and 1,3-pentadiene is copolymerized.
- the C5 petroleum resins obtained, C9 petroleum resins obtained by copolymerizing C9 fractions such as indene and vinyl toluene produced by thermal decomposition of petroleum naphtha, hydrogenated resins obtained by hydrogenating these, and the like can be mentioned.
- the softening point of the tackifier is preferably 60 to 170 ° C., more preferably 65 to 160 ° C., still more preferably 70 to 150 ° C.
- the "softening point" of the tackifier means a value measured in accordance with JIS K 2531.
- the tackifier may be used alone or in combination of two or more different in softening point, structure and the like. And when using 2 or more types of multiple tackifiers, it is preferable that the weighted average of the softening point of these multiple tackifiers belongs to the said range.
- the content of the tackifier is preferably 0.01 to 65% by mass, more preferably 0.05 to 55% by mass, still more preferably, based on the total amount (100% by mass) of the active ingredient of the pressure-sensitive adhesive composition. It is 0.1 to 50% by mass, still more preferably 0.5 to 45% by mass, and still more preferably 1.0 to 40% by mass.
- the pressure-sensitive adhesive composition contains an energy ray-curable adhesive resin as the adhesive resin, it is preferable to further contain a photopolymerization initiator.
- the pressure-sensitive adhesive layer (X1) formed from the pressure-sensitive adhesive composition is a pressure-sensitive adhesive composition containing an energy ray-curable adhesive resin and a photopolymerization initiator. Irradiation also allows the curing reaction to proceed sufficiently and makes it possible to adjust the adhesion within the desired range.
- a photoinitiator used by this embodiment the same thing as what is mix
- the content of the photopolymerization initiator is preferably 0.01 to 10 parts by mass, more preferably 0.03 to 5 parts by mass, and still more preferably 0.1 parts by mass with respect to 100 parts by mass of the energy ray-curable adhesive resin. It is 05 to 2 parts by mass.
- the pressure-sensitive adhesive composition which is a forming material of the pressure-sensitive adhesive layer (X1) is a pressure-sensitive adhesive used for general pressure-sensitive adhesives other than the above-mentioned additives, as long as the effects of the present invention You may contain the additive for agents.
- additives for pressure-sensitive adhesives include antioxidants, softeners (plasticizers), rust inhibitors, pigments, dyes, retarders, reaction accelerators (catalysts), and ultraviolet light absorbers. . These pressure-sensitive adhesive additives may be used alone or in combination of two or more.
- the content of each adhesive additive is preferably 0.0001 to 20 parts by mass, and more preferably 0.001 to 100 parts by mass of the adhesive resin. 10 parts by mass.
- the pressure-sensitive adhesive layer (X1) possessed by the pressure-sensitive adhesive sheet of the present embodiment is a process after adhesion of the residue derived from the thermally expandable particles to the surface of the processing inspection object or heat peeling due to adhesive residue on the processing inspection object surface. It is preferable that it is a non-expanding adhesive layer from a viewpoint of suppressing the contamination of the surface of a test subject.
- the content of the thermally expandable particles in the pressure-sensitive adhesive layer (X1) is the total amount (100% by mass) of the active ingredients of the pressure-sensitive adhesive composition or the total mass (100% by mass) of the pressure-sensitive adhesive layer (X1) Preferably, it is less than 1% by mass, more preferably less than 0.1% by mass, still more preferably less than 0.01% by mass, and still more preferably less than 0.001% by mass.
- the pressure-sensitive adhesive layer (X2) of the double-sided pressure-sensitive adhesive sheet only needs to contain a pressure-sensitive resin. You may contain the additive for adhesives, such as a imparting agent, a polymeric compound, and a polymerization initiator.
- the preferable aspect of a composition and form of an adhesive layer (X2) is the same as that of an adhesive layer (X1). However, the compositions of the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) may be the same or different. Moreover, the form of an adhesive layer (X1) and an adhesive layer (X2) may be same or different.
- the pressure-sensitive adhesive layer (X2) of the pressure-sensitive adhesive sheet of this embodiment has a non-swelling pressure-sensitive adhesive like the pressure-sensitive adhesive layer (X1) from the viewpoint of maintaining the adhesive strength with the hard support at the time of heating without decreasing. It is preferable that it is an agent layer.
- the content of the thermally expandable particles in the pressure-sensitive adhesive layer (X2) is the total amount (100% by mass) of the active ingredients of the pressure-sensitive adhesive composition or the total mass (100% by mass) of the pressure-sensitive adhesive layer (X2) Preferably, it is less than 1% by mass, more preferably less than 0.1% by mass, still more preferably less than 0.01% by mass, and still more preferably less than 0.001% by mass.
- the storage shear elastic modulus G ′ (23) at 23 ° C. of the pressure-sensitive adhesive layer (X2) is preferably 1.0 ⁇ 10 4 to 1.0 ⁇ from the viewpoint of improving the adhesion to the hard support. It is preferably 10 8 Pa, more preferably 3.0 ⁇ 10 4 to 5.0 ⁇ 10 7 Pa, still more preferably 5.0 ⁇ 10 4 to 1.0 ⁇ 10 7 Pa.
- the double-sided pressure-sensitive adhesive sheet of the present embodiment is a pressure-sensitive adhesive layer 1 (b) and a pressure-sensitive adhesive sheet 2b shown in FIG. 2 (b).
- the adhesive surface may further have a release material.
- the double-sided pressure-sensitive adhesive sheet having the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) as in the pressure-sensitive adhesive sheet 2b shown in FIG. 2 (b), the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) It is preferable that the two release materials provided on each adhesive surface be adjusted so that the difference in release force is different.
- peeling material a peeling sheet subjected to double-sided peeling treatment, a peeling sheet subjected to single-sided peeling treatment, and the like are used, and examples thereof include those obtained by applying a peeling agent on a substrate for a peeling material.
- substrates for release materials include papers such as high-quality paper, glassine paper, and kraft paper; polyester resin films such as polyethylene terephthalate resin, polybutylene terephthalate resin and polyethylene naphthalate resin, polypropylene resin, polyethylene resin, etc. And plastic films such as olefin resin films of
- release agents include rubber resins such as silicone resins, olefin resins, isoprene resins, and butadiene resins, long chain alkyl resins, alkyd resins, and fluorine resins.
- rubber resins such as silicone resins, olefin resins, isoprene resins, and butadiene resins, long chain alkyl resins, alkyd resins, and fluorine resins.
- the thickness of the release material is not particularly limited, but is preferably 10 to 200 ⁇ m, more preferably 25 to 170 ⁇ m, and still more preferably 35 to 80 ⁇ m.
- ⁇ Measurement of thickness of each layer> The thickness was measured using a constant-pressure thickness measuring device (model number: “PG-02J”, standard: JIS K6783, Z1702, Z1709) manufactured by Teclock Co., Ltd.
- the particle distribution of the thermally expandable particles before expansion at 23 ° C. was measured using a laser diffraction type particle size distribution measuring apparatus (for example, product name “Mastersizer 3000” manufactured by Malvern Co., Ltd.). Then, the particle diameter corresponding to 50% and 90% of the cumulative volume frequency calculated from the smaller particle diameter of the particle distribution is referred to as “average particle diameter (D 50 ) of thermally expandable fine particles” and “thermally expandable particles, respectively.
- the thermally expandable substrate has a size of 5 mm long ⁇ 30 mm wide ⁇ 200 ⁇ m thick, and the one from which the release material has been removed is used as a test sample.
- Test start temperature 0 ° C
- test end temperature 300 ° C temperature rise rate 3 ° C / min
- frequency 1 Hz amplitude 20 ⁇ m using a dynamic viscoelasticity measurement device (manufactured by TA Instruments, product name "DMAQ800”)
- the storage elastic modulus E ′ of the test sample was measured at a predetermined temperature under the following conditions.
- the pressure-sensitive adhesive layer (X1) and the pressure-sensitive adhesive layer (X2) were cut into a circle having a diameter of 8 mm, the release material was removed, and the layers were stacked to obtain a thickness of 3 mm as a test sample.
- a visco-elasticity measuring device manufactured by Anton Paar, device name “MCR 300”
- torsional shear method under the conditions of test start temperature 0 ° C., test end temperature 300 ° C., temperature rising rate 3 ° C./min, frequency 1 Hz.
- the storage shear modulus G ′ of the test sample was measured at a given temperature by
- a stainless steel probe with a diameter of 5 mm is brought into contact with the surface of a test sample with a contact load of 0.98 N / cm 2 for 1 second, and then the probe is subjected to the test sample at a speed of 10 mm / sec. The force required to move away from the surface was measured. And the measured value was made into the probe tack value of the test sample.
- Acrylic copolymer (i): having a structural unit derived from a raw material monomer consisting of 2-ethylhexyl acrylate (2EHA) / 2-hydroxyethyl acrylate (HEA) 80.0 / 20.0 (mass ratio), A solution containing an acrylic copolymer having a weight average molecular weight (Mw) of 600,000. Dilution solvent: ethyl acetate, solid concentration: 40% by mass.
- Acrylic copolymer (ii): n-butyl acrylate (BA) / methyl methacrylate (MMA) / 2-hydroxyethyl acrylate (HEA) / acrylic acid 86.0 / 8.0 / 5.0 / 1.
- Heavy release film product manufactured by Lintec Co., Ltd., product name “SP-PET 382150”, provided with a release agent layer formed from a silicone release agent on one side of a polyethylene terephthalate (PET) film, thickness: 38 ⁇ m.
- Light release film manufactured by Lintec Co., Ltd., product name “SP-PET 381031”, provided with a release agent layer formed from a silicone release agent on one side of a PET film, thickness: 38 ⁇ m.
- Production Example 1 (Formation of Pressure-Sensitive Adhesive Layer (X1)) 5.0 parts by mass (solid content ratio) of the isocyanate-based crosslinking agent (i) is blended with 100 parts by mass of the solid content of the acrylic copolymer (i) which is a sticky resin, and diluted with toluene, Stirring uniformly, a composition (x-1) having a solid content concentration (active ingredient concentration) of 25% by mass was prepared. Then, the prepared composition (x-1) is applied on the surface of the release agent layer of the heavy release film to form a coating film, and the coating film is dried at 100 ° C. for 60 seconds to have a thickness of 10 ⁇ m. The pressure-sensitive adhesive layer (X1) was formed. The storage shear modulus G ′ (23) of the pressure-sensitive adhesive layer (X1) at 23 ° C. was 2.5 ⁇ 10 5 Pa.
- Production Example 2 (Formation of Pressure-Sensitive Adhesive Layer (X2)) 0.8 parts by mass (solids ratio) of the isocyanate-based crosslinking agent (i) is blended with 100 parts by mass of the solid content of the acrylic copolymer (ii) which is a tacky resin, and diluted with toluene, Stirring uniformly, a composition (x-2) having a solid content concentration (active ingredient concentration) of 25% by mass was prepared. Then, the prepared composition (x-2) is applied on the surface of the release agent layer of the light release film to form a coating, and the coating is dried at 100 ° C. for 60 seconds to have a thickness of 10 ⁇ m. The pressure-sensitive adhesive layer (X2) was formed. The storage shear elastic modulus G ′ (23) of the pressure-sensitive adhesive layer (X2) at 23 ° C. was 9.0 ⁇ 10 4 Pa.
- thermally expandable base material (Y-2) 6.3 parts by mass of the above-mentioned isocyanate crosslinking agent (i) with respect to 100 parts by mass of the solid content of the solution of the acrylic urethane resin obtained in the above (2) Parts (solids ratio), 1.4 parts by mass (solids ratio) of dioctyltin bis (2-ethylhexanoate) as catalyst, and the above-mentioned thermally expandable particles (i), diluted with toluene, and homogenized The mixture was stirred to prepare a composition (y-2) having a solid content concentration (active ingredient concentration) of 30% by mass.
- the content of the thermally expandable particles (i) was 20% by mass based on the total amount (100% by mass) of the active ingredient in the obtained composition (y-2). Then, the prepared composition (y-2) is applied on the surface of the release agent layer of the light release film to form a coated film, and the coated film is dried at 100 ° C. for 120 seconds to have a thickness of 50 ⁇ m. A thermally expandable substrate (Y-2) was formed.
- Example 1 The surfaces of the pressure-sensitive adhesive layer (X1) formed in Production Example 1 and the thermally expandable base material (Y-1) formed in Production Example 3 are attached to each other, and the thermally expandable base material (Y-1) side is The light release film was removed, and the pressure-sensitive adhesive layer (X2) formed in Production Example 2 was bonded onto the surface of the exposed thermally expandable base material (Y-1).
- a pressure-sensitive adhesive sheet (1) was produced in which the light release film / pressure-sensitive adhesive layer (X2) / thermally expandable substrate (Y-1) / pressure-sensitive adhesive layer (X1) / heavy release film were laminated in this order.
- Example 2 A light release film / pressure-sensitive adhesive layer (the same as in Example 1 except that the thermally expandable substrate (Y-1) was replaced with the thermally expandable substrate (Y-2) formed in Production Example 4
- a pressure-sensitive adhesive sheet (2) was prepared by laminating the heat-expandable substrate (Y-2) / pressure-sensitive adhesive layer (X1) / heavy release film in this order.
- sealing resin film (sealing material) is laminated on the adhesive surface and the semiconductor chip, and a vacuum heating and pressure laminator ("7024HP5" manufactured by ROHM and HAAS) is used to form a pressure-sensitive adhesive layer (X1).
- the adhesive surface and the semiconductor chip of the above were coated with a sealing material, and the sealing material was cured to produce a cured sealing body.
- sealing conditions are as follows. Preheating temperature: 100 ° C for both table and diaphragm Vacuum suction: 60 seconds Dynamic press mode: 30 seconds Static press mode: 10 seconds Sealing temperature: 180 ° C. (temperature lower than 208 ° C. which is the expansion start temperature of thermally expandable particles) Sealing time: 60 minutes
- the adhesive sheets (1) to (2) are heated for 3 minutes at 240 ° C., which is equal to or higher than the expansion start temperature (208 ° C.) of the thermally expandable particles, and the adhesive sheet (1) to (2)
- the stopper was peeled off and separated, and the semiconductor chip on the semiconductor chip side surface of the cured sealing body separated was observed visually and with a microscope to confirm the presence or absence of positional deviation of the semiconductor chip, and evaluated according to the following criteria .
- A A semiconductor chip in which a positional deviation of 25 ⁇ m or more occurred from before the sealing was not confirmed.
- F A semiconductor chip in which a positional deviation of 25 ⁇ m or more occurred from before the sealing was confirmed.
- the heavy release film on the adhesive layer (X1) side of the adhesive sheets (1) to (2) is also removed, and the adhesive surface of the exposed adhesive layer (X1) is exposed to the stainless steel plate (adherend) What was stuck to SUS304 360 No. 360) and allowed to stand for 24 hours in an environment of 23 ° C. and 50% RH (relative humidity) was used as a test sample. Then, using the above-mentioned test sample, in an environment of 23 ° C. and 50% RH (relative humidity), based on JIS Z 0237: 2000, by 180 ° peeling method, at 23 ° C. at a pulling speed of 300 mm / min. The adhesion was measured.
- the above test sample is heated on a hot plate at 240 ° C. for 3 minutes, which is equal to or higher than the expansion start temperature (208 ° C.) of the thermally expandable particles, and a standard environment (23 ° C., 50% RH (relative humidity))
- the adhesion after heating at the expansion start temperature or more was also measured at a tension rate of 300 mm / min by a 180.degree. Peeling method based on JIS Z 0237: 2000.
- the measurement of adhesive force was difficult so that it could not stick on the stainless steel plate which is a to-be-adhered body, it was considered as "immeasurable" and the adhesive force was 0 (N / 25 mm).
- the heavy release film on the side of the pressure-sensitive adhesive layer (X1) possessed by the pressure-sensitive adhesive sheets (1) to (2) is also removed, and a silicon wafer (6 inches in diameter, thickness) is formed on the pressure-sensitive surface of the exposed pressure-sensitive adhesive layer (X1) After sticking 350 ⁇ m), attach the adhesive sheets (1) and (2) to the ring frame (made of SUS), set it in the dicing machine (made by DISCO Corporation, product name “DFD651”), and under the following conditions Dicing was performed to obtain singulated wafers as a plurality of processing inspection objects.
- ⁇ Dicing blade Made by Disco 27 HEEE ⁇ Blade rotation speed: 50,000 rpm -Dicing speed: 10 mm / sec-Cutting depth: The substrate film is cut to a depth of 20 ⁇ m from the interface of the pressure-sensitive adhesive layer-Dicing size: 2.5 mm x 2.5 mm Next, using an expanding jig (product name "CSP-100VX” manufactured by NEC Machinery, Inc.), the pressure-sensitive adhesive sheet in a state where the singulated wafer is attached to the adhesive surface of the adhesive layer (X1) has a speed of 300 mm / mm. I dropped 5 mm in a minute.
- heating is performed by providing a 2.5 mm square and 1 mm thick metal plate (made of SUS) and a thermally conductive rubber sheet (2.5 mm square, 1 mm thick) at the tip of the electric heater as a heating unit.
- a means was prepared and heated with an electric heater so that the temperature of the rubber sheet portion (the most advanced portion) would be 240 ° C.
- the singulated wafer to be peeled is arbitrarily selected, and the portion of the pressure-sensitive adhesive sheet to which the selected singulated wafer is attached is heated to reduce the adhesive force, and the suction nozzle It was confirmed whether the singulated wafer selected in the above could be peeled off from the adhesive sheet.
- Evaluation criteria were as follows. A: The singulated wafer selected by the suction nozzle can be peeled off from the pressure-sensitive adhesive sheet, and there is no detachment of the singulated wafer attached to the non-heated portion of the pressure-sensitive adhesive sheet. F: The separated wafer selected by the suction nozzle could not be peeled off from the adhesive sheet. Or although it was able to peel off, drop-off
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Dicing (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Jigs For Machine Tools (AREA)
- Investigating Or Analyzing Materials Using Thermal Means (AREA)
Abstract
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019509574A JP6792700B2 (ja) | 2017-08-09 | 2018-08-08 | 加工検査対象物の加熱剥離方法 |
| CN201880051111.1A CN110998799A (zh) | 2017-08-09 | 2018-08-08 | 加工检查对象物的加热剥离方法 |
| KR1020207003667A KR102526158B1 (ko) | 2017-08-09 | 2018-08-08 | 가공 검사 대상물의 가열 박리 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017154372 | 2017-08-09 | ||
| JP2017-154372 | 2017-08-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019031533A1 true WO2019031533A1 (fr) | 2019-02-14 |
Family
ID=65272126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/029699 Ceased WO2019031533A1 (fr) | 2017-08-09 | 2018-08-08 | Procédé de pelage thermique pour l'usinage d'objets d'inspection |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6792700B2 (fr) |
| KR (1) | KR102526158B1 (fr) |
| CN (1) | CN110998799A (fr) |
| TW (1) | TWI783021B (fr) |
| WO (1) | WO2019031533A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020189568A1 (fr) * | 2019-03-15 | 2020-09-24 | リンテック株式会社 | Feuille adhésive et procédé de production de dispositif semi-conducteur |
| JPWO2023017831A1 (fr) * | 2021-08-13 | 2023-02-16 | ||
| EP3978577A4 (fr) * | 2019-06-03 | 2023-06-28 | Mitsui Chemicals Tohcello, Inc. | Procédé de production de dispositif électronique |
| WO2025047211A1 (fr) * | 2023-08-31 | 2025-03-06 | 古河電気工業株式会社 | Bande de protection et procédé de fabrication de puce à semi-conducteur |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112864027A (zh) * | 2021-01-12 | 2021-05-28 | 浙江荷清柔性电子技术有限公司 | 一种扇出型板级封装方法及其结构 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11354556A (ja) * | 1998-06-12 | 1999-12-24 | Lintec Corp | 樹脂封止チップ体の製造方法 |
| JP2000248240A (ja) * | 1999-03-01 | 2000-09-12 | Nitto Denko Corp | 加熱剥離型粘着シート |
| JP2002064131A (ja) * | 2000-08-18 | 2002-02-28 | Lintec Corp | チップ状部品の剥離方法 |
| JP2003064329A (ja) * | 2001-08-30 | 2003-03-05 | Nitto Denko Corp | エネルギー線硬化型熱剥離性粘着シート、これを用いた切断片の製造方法、及びその切断片 |
| JP2013125756A (ja) * | 2011-12-13 | 2013-06-24 | Disco Abrasive Syst Ltd | 発光素子パッケージ基板の加工方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS594853B2 (ja) | 1981-02-23 | 1984-02-01 | 株式会社日立製作所 | 半導体装置 |
| JP3594853B2 (ja) | 1999-11-08 | 2004-12-02 | 日東電工株式会社 | 加熱剥離型粘着シート |
| JP2002322436A (ja) * | 2001-04-25 | 2002-11-08 | Nitto Denko Corp | 被着物の加熱剥離方法及び被着物加熱剥離装置 |
| JP4704017B2 (ja) * | 2004-12-09 | 2011-06-15 | 日東電工株式会社 | 被着物の加熱剥離方法及び被着物加熱剥離装置 |
| TWI402325B (zh) * | 2005-05-12 | 2013-07-21 | 日東電工股份有限公司 | 切割用黏著片以及使用此黏著片的切割方法 |
| JP5283838B2 (ja) * | 2006-11-04 | 2013-09-04 | 日東電工株式会社 | 熱剥離性粘着シート及び被着体回収方法 |
| JP5456431B2 (ja) * | 2009-10-20 | 2014-03-26 | 日東電工株式会社 | 加熱剥離型粘着シート |
| JP6120123B2 (ja) * | 2014-11-13 | 2017-04-26 | Dic株式会社 | 両面粘着テープ、物品及び分離方法 |
-
2018
- 2018-08-08 WO PCT/JP2018/029699 patent/WO2019031533A1/fr not_active Ceased
- 2018-08-08 JP JP2019509574A patent/JP6792700B2/ja active Active
- 2018-08-08 KR KR1020207003667A patent/KR102526158B1/ko active Active
- 2018-08-08 CN CN201880051111.1A patent/CN110998799A/zh active Pending
- 2018-08-09 TW TW107127724A patent/TWI783021B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11354556A (ja) * | 1998-06-12 | 1999-12-24 | Lintec Corp | 樹脂封止チップ体の製造方法 |
| JP2000248240A (ja) * | 1999-03-01 | 2000-09-12 | Nitto Denko Corp | 加熱剥離型粘着シート |
| JP2002064131A (ja) * | 2000-08-18 | 2002-02-28 | Lintec Corp | チップ状部品の剥離方法 |
| JP2003064329A (ja) * | 2001-08-30 | 2003-03-05 | Nitto Denko Corp | エネルギー線硬化型熱剥離性粘着シート、これを用いた切断片の製造方法、及びその切断片 |
| JP2013125756A (ja) * | 2011-12-13 | 2013-06-24 | Disco Abrasive Syst Ltd | 発光素子パッケージ基板の加工方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020189568A1 (fr) * | 2019-03-15 | 2020-09-24 | リンテック株式会社 | Feuille adhésive et procédé de production de dispositif semi-conducteur |
| JPWO2020189568A1 (fr) * | 2019-03-15 | 2020-09-24 | ||
| CN113613893A (zh) * | 2019-03-15 | 2021-11-05 | 琳得科株式会社 | 粘合片及半导体装置的制造方法 |
| CN113613893B (zh) * | 2019-03-15 | 2023-11-21 | 琳得科株式会社 | 粘合片及半导体装置的制造方法 |
| JP7530347B2 (ja) | 2019-03-15 | 2024-08-07 | リンテック株式会社 | 粘着シート及び半導体装置の製造方法 |
| EP3978577A4 (fr) * | 2019-06-03 | 2023-06-28 | Mitsui Chemicals Tohcello, Inc. | Procédé de production de dispositif électronique |
| US12142522B2 (en) | 2019-06-03 | 2024-11-12 | Mitsui Chemicals Tohcello, Inc. | Method for manufacturing electronic device |
| JPWO2023017831A1 (fr) * | 2021-08-13 | 2023-02-16 | ||
| WO2023017831A1 (fr) * | 2021-08-13 | 2023-02-16 | リンテック株式会社 | Procédé d'expansion d'une feuille adhésive sensible à la pression |
| JP7846695B2 (ja) | 2021-08-13 | 2026-04-15 | リンテック株式会社 | 粘着シートの膨張方法 |
| WO2025047211A1 (fr) * | 2023-08-31 | 2025-03-06 | 古河電気工業株式会社 | Bande de protection et procédé de fabrication de puce à semi-conducteur |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6792700B2 (ja) | 2020-11-25 |
| JPWO2019031533A1 (ja) | 2020-07-02 |
| KR20200035962A (ko) | 2020-04-06 |
| TWI783021B (zh) | 2022-11-11 |
| TW201923861A (zh) | 2019-06-16 |
| CN110998799A (zh) | 2020-04-10 |
| KR102526158B1 (ko) | 2023-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7185638B2 (ja) | 半導体装置の製造方法 | |
| JP6761115B2 (ja) | 半導体装置の製造方法及び両面粘着シート | |
| TWI797272B (zh) | 加工品之製造方法及黏著性層合體 | |
| TWI783021B (zh) | 加工檢查對象物之加熱剝離方法 | |
| JP7681516B2 (ja) | 粘着シート及び半導体装置の製造方法 | |
| JP7530347B2 (ja) | 粘着シート及び半導体装置の製造方法 | |
| TWI791719B (zh) | 黏著性積層體、附樹脂膜之加工對象物之製造方法及附硬化樹脂膜之硬化封裝體之製造方法 | |
| WO2018181767A1 (fr) | Procédé de production de dispositif à semiconducteur et feuille adhesive | |
| CN110461974B (zh) | 粘合片 | |
| CN110494524B (zh) | 粘合片 | |
| WO2019189530A1 (fr) | Stratifié adhésif, procédé pour l'utilisation d'un stratifié adhésif, et procédé de production d'un corps étanche durci pourvu d'un film de résine durcie | |
| WO2019112033A1 (fr) | Stratifié adhésif, procédé d'utilisation de stratifié adhésif et procédé de fabrication pour dispositif à semi-conducteur | |
| JP7185637B2 (ja) | 半導体装置の製造方法 | |
| JP7811175B2 (ja) | 粘着シート及び半導体装置の製造方法 | |
| WO2019235217A1 (fr) | Procédé de production de produit d'étanchéité durci | |
| JP2024107808A (ja) | 粘着シート及び半導体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019509574 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18844357 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20207003667 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18844357 Country of ref document: EP Kind code of ref document: A1 |