JP7530347B2 - 粘着シート及び半導体装置の製造方法 - Google Patents
粘着シート及び半導体装置の製造方法 Download PDFInfo
- Publication number
- JP7530347B2 JP7530347B2 JP2021507314A JP2021507314A JP7530347B2 JP 7530347 B2 JP7530347 B2 JP 7530347B2 JP 2021507314 A JP2021507314 A JP 2021507314A JP 2021507314 A JP2021507314 A JP 2021507314A JP 7530347 B2 JP7530347 B2 JP 7530347B2
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- sensitive adhesive
- adhesive layer
- thermally expandable
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/416—Additional features of adhesives in the form of films or foils characterized by the presence of essential components use of irradiation
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Laminated Bodies (AREA)
Description
[1] 粘着剤層(X1)と、熱膨張性粒子を含む熱膨張性基材層(Y1)と、非熱膨張性基材層(Y2)とが、この順で配置された積層構造を有し、
前記粘着剤層(X1)の23℃におけるヤング率が、5.0MPa以下であり、
前記非熱膨張性基材層(Y2)の23℃におけるヤング率が、前記粘着剤層(X1)の23℃におけるヤング率よりも高い、粘着シート。
[2] 前記粘着剤層(X1)の23℃における厚さが、3~10μmである、上記[1]に記載の粘着シート。
[3] 前記粘着剤層(X1)の23℃におけるヤング率(単位:MPa)と、前記粘着剤層(X1)の23℃における厚さ(単位:μm)との積が、0.3~50である、上記[1]又は[2]に記載の粘着シート。
[4] 前記粘着剤層(X1)が、アクリル系樹脂とイソシアネート系架橋剤とを含む粘着剤組成物(x-1)から形成された層である、上記[1]~[3]のいずれかに記載の粘着シート。
[5] 前記イソシアネート系架橋剤が、イソシアヌレート環を有するイソシアヌレート型変性体を含む、上記[4]に記載の粘着シート。
[6] 前記非熱膨張性基材層(Y2)の23℃におけるヤング率が、700MPa以上である、上記[1]~[5]のいずれかに記載の粘着シート。
[7] 前記非熱膨張性基材層(Y2)が、ポリエチレンテレフタレートフィルムである、上記[1]~[6]のいずれかに記載の粘着シート。
[8] 前記非熱膨張性基材層(Y2)の、前記熱膨張性基材層(Y1)の積層面とは反対側の面に、粘着剤層(X2)を更に有する、上記[1]~[7]のいずれかに記載の粘着シート。
[9] 前記熱膨張性粒子は、膨張開始温度(t)が50℃以上125℃未満である、上記[1]~[7]のいずれかに記載の粘着シート。
[10] 前記熱膨張性粒子は、膨張開始温度(t)が50℃以上125℃未満である、上記[8]に記載の粘着シート。
[11] 前記粘着剤層(X2)が、エネルギー線を照射することにより硬化して粘着力が低下する粘着剤層である、上記[10]に記載の粘着シート。
[12] 上記[1]~[11]のいずれかに記載の粘着シートに加工検査対象物を貼付し、
前記加工検査対象物に対して、加工及び検査から選択される1以上を施した後に、前記粘着シートを、前記粘着シートが有する熱膨張性粒子の膨張開始温度(t)以上に加熱する工程を含む、半導体装置の製造方法。
[13] 上記[10]又は[11]に記載の粘着シートを用い、下記工程1A~3A、下記第一分離工程、及び下記第二分離工程を含む半導体装置の製造方法。
工程1A:前記粘着シートが有する粘着剤層(X2)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X1)に支持体を貼付する工程
工程2A:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3A:前記処理を施した加工対象物の、前記粘着剤層(X2)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
第一分離工程:前記粘着シートを前記膨張開始温度(t)以上、125℃未満に加熱して、前記粘着剤層(X1)と前記支持体とを分離する工程
第二分離工程:前記粘着剤層(X2)と前記加工対象物とを分離する工程
[14] 上記[10]又は[11]に記載の粘着シートを用い、下記工程1B~3B、下記第一分離工程、及び下記第二分離工程を含む半導体装置の製造方法。
工程1B:前記粘着シートが有する粘着剤層(X1)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X2)に支持体を貼付する工程
工程2B:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3B:前記処理を施した加工対象物の、前記粘着剤層(X1)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
第一分離工程:前記粘着シートを前記膨張開始温度(t)以上、125℃未満に加熱して、前記粘着剤層(X1)と前記加工対象物とを分離する工程
第二分離工程:前記粘着剤層(X2)と前記支持体とを分離する工程
[15] 上記[11]に記載の粘着シートを用い、
前記第二分離工程が、粘着剤層(X2)にエネルギー線を照射することにより粘着剤層(X2)を硬化させる工程を含む、上記[13]又は[14]に記載の半導体装置の製造方法。
また、本明細書において、質量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィー(GPC)法で測定される標準ポリスチレン換算の値であり、具体的には実施例に記載の方法に基づいて測定した値である。
また、本明細書において、好ましい数値範囲(例えば、含有量等の範囲)について、段階的に記載された下限値及び上限値は、それぞれ独立して組み合わせることができる。例えば、「好ましくは10~90、より好ましくは30~60」という記載から、「好ましい下限値(10)」と「より好ましい上限値(60)」とを組み合わせて、「10~60」とすることもできる。
本明細書において、「エネルギー線重合性」とは、エネルギー線を照射することにより重合する性質を意味する。
判断の対象となる層が熱膨張性粒子を含有する場合、当該層を熱膨張性粒子の膨張開始温度(t)で、3分間加熱処理する。下記式から算出される体積変化率が5%未満である場合、当該層は「非熱膨張性層」であると判断し、5%以上である場合、当該層は「熱膨張性層」であると判断する。
・体積変化率(%)={(加熱処理後の前記層の体積-加熱処理前の前記層の体積)/加熱処理前の前記層の体積}×100
なお、熱膨張性粒子を含有しない層は「非熱膨張性層」であるとする。
本発明の粘着シートは、粘着剤層(X1)と、熱膨張性粒子を含む熱膨張性基材層(Y1)と、非熱膨張性基材層(Y2)とが、この順で配置された積層構造を有し、前記粘着剤層(X1)の23℃におけるヤング率が、5.0MPa以下であり、前記非熱膨張性基材層(Y2)の23℃におけるヤング率が、前記粘着剤層(X1)の23℃におけるヤング率よりも高い、粘着シートである。
ここで、本発明の粘着シートは、粘着剤層(X1)の23℃におけるヤング率が5.0MPa以下に調整されている。そのため、熱膨張性粒子の膨張により生じる、熱膨張性基材層(Y1)の粘着剤層(X1)側の表面の凹凸に、粘着剤層(X1)がしっかりと追従し、粘着剤層(X1)の粘着表面に凹凸が良好に形成される。
一方、粘着剤層(X1)の23℃におけるヤング率が5.0MPaを超える場合、熱膨張性粒子の膨張により生じる、熱膨張性基材層(Y1)の粘着剤層(X1)側の表面の凹凸に、粘着剤層(X1)が十分に追従できないこと、及び、熱膨張性基材層(Y1)の粘着剤層(X1)側の表面の凹凸の形成が粘着剤層(X1)により抑え込まれることの少なくともいずれかによって、粘着剤層(X1)の粘着表面に凹凸が形成され難くなる。
また、非熱膨張性基材層(Y2)の23℃におけるヤング率が、粘着剤層(X1)の23℃におけるヤング率よりも高いことによって、熱膨張性粒子を膨張させた際に、膨張性基材層(Y1)の非膨張性基材層(Y2)側の表面よりも、熱膨張性基材層(Y1)の粘着剤層(X1)側の表面に凹凸が形成されやすくなる。そのため、粘着剤層(X1)の粘着表面に凹凸が良好に形成される。
非熱膨張性基材層(Y2)の23℃におけるヤング率が、粘着剤層(X1)の23℃におけるヤング率と同等であるかそれよりも低い場合には、熱膨張性基材層(Y1)の粘着剤層(X1)側の表面に凹凸が形成され難くなり、粘着剤層(X1)の粘着表面に凹凸が形成され難くなる。
なお、本明細書では、粘着シートを引き剥がす力を印加することなく、粘着シートが被着体から剥がれている状態となったり、剥がれ落ちたりすることを、「自己剥離」というものとする。また、そのような性質を「自己剥離性」という。
本明細書において、粘着剤層(X1)の23℃におけるヤング率は、後述する実施例に記載の方法により測定される。
本発明の粘着シートは、粘着剤層(X1)と、熱膨張性粒子を含む熱膨張性基材層(Y1)と、非熱膨張性基材層(Y2)とが、この順で配置された積層構造を有するものであればよいが、本発明の一態様の粘着シートは、粘着剤層(X1)、熱膨張性基材層(Y1)、及び非熱膨張性基材層(Y2)のみを有していてもよいし、必要に応じて、他の層を有していてもよい。
例えば、本発明の一態様の粘着シートを、被着体に対する加工及び検査から選択される1以上に用いる場合、被着体の加工性及び検査性を向上させる観点から、非膨張性基材層(Y2)の、熱膨張性基材層(Y1)の積層面とは反対側の面に、粘着剤層(X2)を更に有する構成であることが好ましい。当該構成を有することで、粘着剤層(X1)又は粘着剤層(X2)のいずれか一方の粘着剤層に被着体を貼付し、いずれか他方の粘着剤層に支持体を貼付することができる。
被着体が粘着シートを介して支持体に固定されることによって、被着体に対して加工及び検査から選択される1以上を施す際に、被着体の振動、位置ズレ、及び被着体が脆弱である場合の破損等を抑制し、加工精度及び加工速度並びに検査精度及び検査速度を向上させることができる。
なお、以下の説明において、特に断らない限り、「両面粘着シート」とは、粘着剤層(X1)と、熱膨張性粒子を含む熱膨張性基材層(Y1)と、非熱膨張性基材層(Y2)と、粘着剤層(X2)とが、この順で配置された積層構造を有する粘着シートを意味するものとする。
なお、本発明の一態様の粘着シートは、図1(b)に示す粘着シート1bのように、粘着剤層(X1)の粘着表面上に、さらに剥離材10を有する構成としてもよい。
このような構成を有する粘着シートとしては、例えば、図2(a)に示すような、粘着剤層(X1)と、熱膨張性粒子を含む熱膨張性基材層(Y1)と、非熱膨張性基材層(Y2)と、粘着剤層(X2)とが、この順で配置された積層構造を有する粘着シート2aが挙げられる。
また、図2(b)に示す両面粘着シート2bのように、粘着剤層(X1)の粘着表面上にさらに剥離材10aを有し、粘着剤層(X2)の粘着表面上にさらに剥離材10bを有する構成としてもよい。
また、本発明の一態様の粘着シートが上記両面粘着シートである場合、上記に加えて、粘着剤層(X1)と熱膨張性基材層(Y1)との間、熱膨張性基材層(Y1)と非熱膨張性基材層(Y2)との間、及び非熱膨張性基材層(Y2)と粘着剤層(X2)との間の少なくともいずれかの層間に、他の層を有していてもよく、他の層を有していなくてもよい。
但し、本発明の一態様の粘着シートは、熱膨張性粒子の膨張による熱膨張性基材層(Y1)の変形を、粘着剤層(X1)に良好に伝える観点から、粘着剤層(X1)と熱膨張性基材層(Y1)とは直接積層されていることが好ましい。
本発明の粘着シートに用いられる熱膨張性粒子は、加熱により膨張する粒子であればよく、膨張開始温度(t)は、粘着シートの用途に応じて適宜選択される。
DAFは、半導体ウエハ又は個片化した複数の半導体チップの一方の面に貼付され、半導体ウエハの個片化と同時に又は半導体チップに貼付された後に半導体チップと同形状に分割される。個片化して得られたDAF付き半導体チップは、DAF側から基板に貼付(ダイアタッチ)され、その後、DAFを熱硬化させることで半導体チップと基板とが固着される。このとき、DAFは基板に貼付されるまでは、感圧又は加熱により接着する性質が保持される必要がある。しかしながら、DAF付き半導体チップを加熱剥離型の粘着シートの被着体とする場合、熱膨張性粒子を膨張させる際の加熱によって、ダイアタッチ前にDAFの硬化が進行してしまい、基板に対するDAFの接着力が低下することがある。DAFの接着力の低下は、半導体チップと基板との接合信頼性の低下を招くため、抑制されることが望ましい。つまり、加熱剥離する際に被着体の熱変化が抑制されることが望ましい。
かかる観点から、本発明の一態様の粘着シートにおいて、熱膨張性粒子の膨張開始温度(t)は、好ましくは125℃未満、より好ましくは120℃以下、更に好ましくは115℃以下、より更に好ましくは110℃以下、更になお好ましくは105℃以下である。
かかる観点から、本発明の一態様の粘着シートにおいて、熱膨張性粒子の膨張開始温度(t)は、好ましくは50℃以上、より好ましくは55℃以上、更に好ましくは60℃以上、より更に好ましくは70℃以上である。
なお、本明細書において、熱膨張性粒子の膨張開始温度(t)は、以下の方法に基づき測定された値を意味する。
直径6.0mm(内径5.65mm)、深さ4.8mmのアルミカップに、測定対象となる熱膨張性粒子0.5mgを加え、その上からアルミ蓋(直径5.6mm、厚さ0.1mm)をのせた試料を作製する。
動的粘弾性測定装置を用いて、その試料にアルミ蓋上部から、加圧子により0.01Nの力を加えた状態で、試料の高さを測定する。そして、加圧子により0.01Nの力を加えた状態で、20℃から300℃まで10℃/minの昇温速度で加熱し、加圧子の垂直方向における変位量を測定し、正方向への変位開始温度を膨張開始温度(t)とする。
マイクロカプセル化発泡剤の外殻を構成する熱可塑性樹脂としては、例えば、塩化ビニリデン-アクリロニトリル共重合体、ポリビニルアルコール、ポリビニルブチラール、ポリメチルメタクリレート、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリスルホン等が挙げられる。
これらの中でも、加熱剥離する際に被着体の熱変化を抑制すると共に、被着体に対して研削を行う場合等の温度上昇による熱膨張性粒子の意図しない膨張を抑制する観点から、熱膨張性粒子の膨張開始温度(t)を50℃以上125℃未満とする場合、内包成分は、プロパン、イソブタン、n-ペンタン、及びシクロプロパンが好ましい。
これらの内包成分は、1種を単独で用いてもよく、2種以上を併用してもよい。
熱膨張性粒子の膨張開始温度(t)は、内包成分の種類を適宜選択することで調整可能である。
なお、熱膨張性粒子の膨張前の平均粒子径とは、体積中位粒子径(D50)であり、レーザー回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて測定した、膨張前の熱膨張性粒子の粒子分布において、膨張前の熱膨張性粒子の粒子径の小さい方から計算した累積体積頻度が50%に相当する粒子径を意味する。
なお、熱膨張性粒子の膨張前の90%粒子径(D90)とは、レーザー回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて測定した、膨張前の熱膨張性粒子の粒子分布において、膨張前の熱膨張性粒子の粒子径の小さい方から計算した累積体積頻度が90%に相当する粒子径を意味する。
本発明の粘着シートが有する粘着剤層(X1)は、23℃におけるヤング率が、5.0MPa以下である。さらに、本発明の粘着シートが有する粘着剤層(X1)は、23℃におけるヤング率が、非熱膨張性基材層(Y2)の23℃におけるヤング率よりも低い。
粘着剤層(X1)が非熱膨張性層である場合、上記式から算出される粘着剤層(X1)の体積変化率(%)は、5%未満であり、好ましくは2%未満、より好ましくは1%未満、更に好ましくは0.1%未満、より更に好ましくは0.01%未満である。
粘着剤層(X1)は、熱膨張性粒子を含有しないことが好ましいが、本発明の目的に反しない範囲で熱膨張性粒子を含有していてもよい。粘着剤層(X1)が熱膨張性粒子を含有する場合、その含有量は少ないほど好ましく、粘着剤層(X1)の全質量(100質量%)に対して、好ましくは3質量%未満、より好ましくは1質量%未満、更に好ましくは0.1質量%未満、より更に好ましくは0.01質量%未満、より更に好ましくは0.001質量%未満である。
以下、粘着剤組成物(x-1)に含まれる各成分について説明する。
粘着性樹脂としては、当該樹脂単独で粘着性を有し、質量平均分子量(Mw)が1万以上の重合体が挙げられる。
粘着性樹脂の質量平均分子量(Mw)は、粘着剤層(X1)の粘着力向上の観点から、好ましくは1万~200万、より好ましくは2万~150万、更に好ましくは3万~100万である。
これらの粘着性樹脂は、1種を単独で用いてもよく、2種以上を併用してもよい。
また、これらの粘着性樹脂が、2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、特に限定されず、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。
当該重合性官能基としては、(メタ)アクリロイル基、ビニル基、アリル基等の炭素-炭素二重結合を有するものが挙げられる。
また、エネルギー線としては、上記したものの中でも、取り扱いが容易な紫外線が好ましい。
本発明の一態様において、粘着性樹脂として使用し得る、アクリル系樹脂としては、例えば、直鎖又は分岐鎖のアルキル基を有するアルキル(メタ)アクリレートに由来する構成単位を含む重合体、環状構造を有する(メタ)アクリレートに由来する構成単位を含む重合体等が挙げられる。
なお、モノマー(a1’)が有するアルキル基は、直鎖アルキル基であってもよく、分岐鎖アルキル基であってもよい。
これらのモノマー(a1’)は、1種を単独で用いてもよく、2種以上を併用してもよい。
モノマー(a1’)としては、ブチル(メタ)アクリレート及び2-エチルヘキシル(メタ)アクリレートが好ましい。
つまり、モノマー(a2’)としては、例えば、水酸基含有モノマー、カルボキシ基含有モノマー、アミノ基含有モノマー、エポキシ基含有モノマー等が挙げられる。
これらのモノマー(a2’)は、1種を単独で用いてもよく、2種以上を併用してもよい。
これらの中でも、モノマー(a2’)としては、水酸基含有モノマー及びカルボキシ基含有モノマーが好ましく、水酸基含有モノマーがより好ましい。
なお、アクリル系共重合体(A1)において、構成単位(a1)及び(a2)の合計含有量は、アクリル系共重合体(A1)の全構成単位(100質量%)に対して、好ましくは70~100質量%、より好ましくは80~100質量%、更に好ましくは90~100質量%、より更に好ましくは95~100質量%である。
当該重合性官能基及び当該エネルギー線は、上述のとおりである。
なお、重合性官能基は、上述の構成単位(a1)及び(a2)を有するアクリル系共重合体と、当該アクリル系共重合体の構成単位(a2)が有する官能基と結合可能な置換基と重合性官能基とを有する重合性化合物(Xa)とを反応させることで導入することができる。
重合性化合物(Xa)としては、例えば、(メタ)アクリロイルオキシエチルイソシアネート、メタ-イソプロペニル-α,α-ジメチルベンジルイソシアネート、(メタ)アクリロイルイソシアネート、アリルイソシアネート、グリシジル(メタ)アクリレート、(メタ)アクリル酸等が挙げられる。
本発明の一態様において、粘着剤組成物(x-1)は、上述のアクリル系共重合体(A1)のように、官能基を有する粘着性樹脂を含有する場合、さらに架橋剤を含有することが好ましい。
当該架橋剤は、官能基を有する粘着性樹脂と反応して、当該官能基を架橋起点として、粘着性樹脂同士を架橋するものである。
これらの架橋剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
これらの架橋剤の中でも、凝集力を高めて粘着力を向上させる観点、及び入手し易さ等の観点から、イソシアネート系架橋剤が好ましい。
イソシアネート系架橋剤としては、例えば、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、及びキシリレンジイソシアネート等の芳香族ポリイソシアネート;ジシクロヘキシルメタン-4,4’-ジイソシアネート、ビシクロヘプタントリイソシアネート、シクロペンチレンジイソシアネート、シクロヘキシレンジイソシアネート、メチルシクロヘキシレンジイソシアネート、メチレンビス(シクロヘキシルイソシアネート)、3-イソシアネートメチル-3,5,5-トリメチルシクロヘキシルイソシアネート、及び水添キシリレンジイソシアネート等の脂環式ポリイソシアネート;ヘキサメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、及びリジンジイソシアネート等の非環式脂肪族ポリイソシアネート;等の多価イソシアネート化合物等が挙げられる。
また、イソシアネート系架橋剤としては、当該多価イソシアネート化合物のトリメチロールプロパンアダクト型変性体、水と反応させたビュウレット型変性体、イソシアヌレート環を含むイソシアヌレート型変性体等も挙げられる。
これらの中でも、加熱時における粘着剤層(X1)の弾性率の低下を抑制して、粘着剤層(X1)由来の残渣が被着体に付着するのを抑制する観点から、イソシアヌレート環を含むイソシアヌレート型変性体を用いることが好ましく、非環式脂肪族ポリイソシアネートのイソシアヌレート型変性体を用いることがより好ましく、ヘキサメチレンジイソシアネートのイソシアヌレート型変性体を用いることが更に好ましい。
本発明の一態様において、粘着剤組成物(x-1)は、粘着力をより向上させる観点から、さらに粘着付与剤を含有していてもよい。
本明細書において、「粘着付与剤」とは、粘着性樹脂の粘着力を補助的に向上させる成分であって、質量平均分子量(Mw)が1万未満のものを指し、上記した粘着性樹脂とは区別されるものである。
粘着付与剤の質量平均分子量(Mw)は1万未満であり、好ましくは400~9000、より好ましくは500~8000、更に好ましくは800~5000である。
なお、本明細書において、粘着付与剤の「軟化点」は、JIS K 2531に準拠して測定した値を意味する。
粘着付与剤は、1種を単独で用いてもよく、軟化点、構造等が異なる2種以上を併用してもよい。2種以上の粘着付与剤を用いる場合、それら複数の粘着付与剤の軟化点の加重平均が、上記範囲に属することが好ましい。
本発明の一態様において、粘着剤組成物(x-1)が、粘着性樹脂として、エネルギー線硬化型の粘着性樹脂を含む場合、さらに光重合開始剤を含有することが好ましい。
エネルギー線硬化型の粘着性樹脂及び光重合開始剤を含有する粘着剤組成物とすることで、当該粘着剤組成物から形成される粘着剤層は、比較的低エネルギーのエネルギー線の照射によっても、十分に硬化反応を進行させ、粘着力を所望の範囲に調整することが可能となる。
なお、本発明の一態様で用いる光重合開始剤としては、例えば、1-ヒドロキシ-シクロへキシル-フェニルケトン、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインプロピルエーテル、ベンジルフェニルサルファイド、テトラメチルチウラムモノサルファイド、アゾビスイソブチロルニトリル、ジベンジル、ジアセチル、8-クロールアンスラキノン等が挙げられる。
これらの光重合開始剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
本発明の一態様において、粘着剤組成物(x-1)は、本発明の効果を損なわない範囲で、上述の添加剤以外にも、一般的な粘着剤に使用される粘着剤用添加剤を含有していてもよい。
このような粘着剤用添加剤としては、例えば、酸化防止剤、軟化剤(可塑剤)、防錆剤、顔料、染料、遅延剤、反応促進剤(触媒)、紫外線吸収剤等が挙げられる。
なお、これらの粘着剤用添加剤は、それぞれ単独で用いてもよく、2種以上を併用してもよい。
本発明の一態様において、粘着剤層(X1)の23℃における厚さは、良好な粘着力を発現させると共に、熱膨張性粒子を加熱により膨張させた際に、粘着剤層(X1)の粘着表面に凹凸を良好に形成させる観点から、好ましくは3~10μmであり、より好ましくは3~8μmであり、更に好ましくは3~7μmである。
粘着剤層(X1)の厚さを上記範囲に調整することで、粘着剤層(X1)を形成しやすくすることができ、且つ、粘着剤層(X1)の粘着表面に凹凸を良好に形成させやすくできる。
なお、粘着剤層(X1)の23℃における厚さは、後述する実施例に記載の方法で測定した値である。
本発明の一態様において、粘着剤層(X1)の23℃におけるヤング率(単位:MPa)と粘着剤層(X1)の23℃における厚さ(単位:μm)との積は、熱膨張性粒子を加熱により膨張させた際に、粘着剤層(X1)の粘着表面に凹凸を良好に形成させる観点から、好ましくは0.3~50であり、より好ましくは1.0~30であり、更に好ましくは1.5~20であり、より更に好ましくは、2.0~10である。
熱膨張性基材層(Y1)は、熱膨張性粒子を有する基材層であり、粘着剤層(X1)と非熱膨張性基材層(Y2)との間に設けられる。
ここで、本発明の一態様において、熱膨張性基材層(Y1)は、下記要件(1)を満たすことが好ましい。
・要件(1):熱膨張性粒子の膨張開始温度(t)における、熱膨張性基材層(Y1)の貯蔵弾性率E’(t)が、1.0×107Pa以下である。
なお、本明細書において、所定の温度における熱膨張性基材層(Y1)の貯蔵弾性率E’は、実施例に記載の方法により測定された値を意味する。
熱膨張性粒子の膨張前において、熱膨張性基材層(Y1)の貯蔵弾性率E’は昇温に伴い低下する。しかし、熱膨張性粒子の膨張開始温度(t)に到達する前後で、熱膨張性粒子が膨張し始めることで、熱膨張性基材層(Y1)の貯蔵弾性率E’の低下が抑制される。
その一方で、粘着剤層(X1)の粘着表面に凹凸が形成されやすくするためには、膨張開始温度(t)以上の温度まで加熱することで、熱膨張性基材層(Y1)の粘着剤層(X1)側の表面に、凹凸が形成されやすくする必要がある。上記要件(1)を満たす熱膨張性基材層(Y1)は、膨張開始温度(t)で熱膨張性粒子が膨張して十分に大きくなり、熱膨張性基材層(Y1)の粘着剤層(X1)側の表面に、凹凸が形成されやすい。そのため、粘着剤層(X1)の粘着表面に凹凸が形成されやすい。
また、膨張した熱膨張性粒子の流動を抑制し、熱膨張性基材層(Y1)の粘着剤層(X1)側の表面に形成される凹凸の形状維持性を向上させ、粘着剤層(X1)の粘着表面に凹凸が形成されやすいものとする観点から、熱膨張性基材層(Y1)の要件(1)で規定する貯蔵弾性率E’(t)は、好ましくは1.0×103Pa以上、より好ましくは1.0×104Pa以上、更に好ましくは1.0×105Pa以上である。
具体的には、熱膨張性基材層(Y1)の23℃におけるヤング率は、好ましくは100MPa以上、より好ましくは200MPa以上、更に好ましくは300MPa以上である。また、通常600MPa以下であり、好ましくは500MPa以下である。
酸化法としては、例えば、コロナ放電処理、プラズマ放電処理、クロム酸処理(湿式)、熱風処理、オゾン、及び紫外線照射処理等が挙げられ、凹凸化法としては、例えば、サンドブラスト法、溶剤処理法等が挙げられる。
なお、樹脂組成物(y-1)には、本発明の効果を損なわない範囲で、必要に応じて、基材用添加剤を含有してもよい。
基材用添加剤としては、例えば、紫外線吸収剤、光安定剤、酸化防止剤、帯電防止剤、スリップ剤、アンチブロッキング剤、着色剤等が挙げられる。
なお、これらの基材用添加剤は、それぞれ単独で用いてもよく、2種以上を併用してもよい。
これらの基材用添加剤を含有する場合、それぞれの基材用添加剤の含有量は、それぞれ独立して、前記樹脂100質量部に対して、好ましくは0.0001~20質量部、より好ましくは0.001~10質量部である。
熱膨張性粒子の含有量は、樹脂組成物(y-1)の有効成分の全量(100質量%)に対して、好ましくは1~40質量%、より好ましくは5~35質量%、更に好ましくは10~30質量%、より更に好ましくは15~25質量%である。
つまり、樹脂組成物(y-1)に含まれる樹脂が粘着性樹脂であっても、樹脂組成物(y-1)から熱膨張性基材層(Y1)を形成する過程において、当該粘着性樹脂が重合性化合物と重合反応し、得られる樹脂が非粘着性樹脂となり、当該樹脂を含む熱膨張性基材層(Y1)が非粘着性となればよい。
また、当該樹脂が2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、特に限定されず、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。
また、上記アクリルウレタン系樹脂としては、以下の樹脂(U1)が好ましい。
・ウレタンプレポリマー(UP)と、(メタ)アクリル酸エステルを含むビニル化合物とを重合してなるアクリルウレタン系樹脂(U1)。
アクリルウレタン系樹脂(U1)の主鎖となるウレタンプレポリマー(UP)としては、ポリオールと多価イソシアネートとの反応物が挙げられる。
なお、ウレタンプレポリマー(UP)は、更に鎖延長剤を用いた鎖延長反応を施して得られたものであることが好ましい。
これらのポリオールは、1種を単独で用いてもよく、2種以上を併用してもよい。
本発明の一態様で用いるポリオールとしては、ジオールが好ましく、エステル型ジオール、アルキレン型ジオール及びカーボネート型ジオールがより好ましく、エステル型ジオール、カーボネート型ジオールが更に好ましい。
具体的には、ポリエチレンアジペートジオール、ポリブチレンアジペートジオール、ポリヘキサメチレンアジペートジオール、ポリヘキサメチレンイソフタレートジオール、ポリネオペンチルアジペートジオール、ポリエチレンプロピレンアジペートジオール、ポリエチレンブチレンアジペートジオール、ポリブチレンヘキサメチレンアジペートジオール、ポリジエチレンアジペートジオール、ポリ(ポリテトラメチレンエーテル)アジペートジオール、ポリ(3-メチルペンチレンアジペート)ジオール、ポリエチレンアゼレートジオール、ポリエチレンセバケートジオール、ポリブチレンアゼレートジオール、ポリブチレンセバケートジオール及びポリネオペンチルテレフタレートジオール等が挙げられる。
これらの多価イソシアネートは、1種を単独で用いてもよく、2種以上を併用してもよい。
また、これらの多価イソシアネートは、トリメチロールプロパンアダクト型変性体、水と反応させたビュウレット型変性体、イソシアヌレート環を含有させたイソシアヌレート型変性体であってもよい。
当該直鎖ウレタンプレポリマーの両末端にエチレン性不飽和基を導入する方法としては、ジオールとジイソシアネート化合物とを反応してなる直鎖ウレタンプレポリマーの末端のNCO基と、ヒドロキシアルキル(メタ)アクリレートとを反応させる方法が挙げられる。
(メタ)アクリル酸エステルとしては、アルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートから選ばれる1種以上が好ましく、アルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートを併用することがより好ましい。
これらは1種を単独で用いてもよく、2種以上を併用してもよい。
当該重合においては、さらにラジカル開始剤を加えて行うことが好ましい。
樹脂組成物(y-1)に含まれる樹脂として好適な、オレフィン系樹脂としては、オレフィンモノマーに由来の構成単位を少なくとも有する重合体である。
上記オレフィンモノマーとしては、炭素数2~8のα-オレフィンが好ましく、具体的には、エチレン、プロピレン、ブチレン、イソブチレン、1-ヘキセン等が挙げられる。
これらの中でも、エチレン及びプロピレンが好ましい。
上記の不飽和カルボン酸又はその無水物としては、例えば、マレイン酸、フマル酸、イタコン酸、シトラコン酸、グルタコン酸、テトラヒドロフタル酸、アコニット酸、(メタ)アクリル酸、無水マレイン酸、無水イタコン酸、無水グルタコン酸、無水シトラコン酸、無水アコニット酸、ノルボルネンジカルボン酸無水物、テトラヒドロフタル酸無水物等が挙げられる。
なお、不飽和カルボン酸又はその無水物は、1種を単独で用いてもよく、2種以上を併用してもよい。
上記のアルキル(メタ)アクリレートが有するアルキル基の炭素数としては、好ましくは1~20、より好ましくは1~16、更に好ましくは1~12である。
上記のアルキル(メタ)アクリレートとしては、例えば、後述のモノマー(a1’)として選択可能な化合物と同じものが挙げられる。
上記の水酸基含有化合物としては、上述した水酸基含有化合物と同様のものが挙げられる。
本発明の一態様において、樹脂組成物(y-1)には、本発明の効果を損なわない範囲で、アクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂を含有してもよい。
そのような樹脂としては、例えば、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール等のビニル系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂;ポリスチレン;アクリロニトリル-ブタジエン-スチレン共重合体;三酢酸セルロース;ポリカーボネート;アクリルウレタン系樹脂には該当しないポリウレタン;ポリスルホン;ポリエーテルエーテルケトン;ポリエーテルスルホン;ポリフェニレンスルフィド;ポリエーテルイミド、ポリイミド等のポリイミド系樹脂;ポリアミド系樹脂;アクリル樹脂;フッ素系樹脂等が挙げられる。
アクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂の含有量としては、樹脂組成物(y-1)中に含まれる樹脂の全量100質量部に対して、好ましくは30質量部未満、より好ましくは20質量部未満、より好ましくは10質量部未満、更に好ましくは5質量部未満、より更に好ましくは1質量部未満である。
本発明の一態様で用いる樹脂組成物(y-1)の一態様として、質量平均分子量(Mw)が50000以下のエチレン性不飽和基を有するオリゴマーと、エネルギー線重合性モノマーと、上述の熱膨張性粒子を配合してなり、溶剤を配合しない、無溶剤型樹脂組成物(y-1a)が挙げられる。
無溶剤型樹脂組成物(y-1a)では、溶剤を配合しないが、エネルギー線重合性モノマーが、前記オリゴマーの可塑性の向上に寄与するものである。
無溶剤型樹脂組成物(y-1a)から形成した塗膜に対して、エネルギー線を照射することで、上記要件(1)を満たす熱膨張性基材層(Y1)を形成し易い。
なお、当該オリゴマーとしては、エチレン性不飽和基を有する変性オレフィン系樹脂も使用し得る。
これらのエネルギー線重合性モノマーは、1種を単独で用いてもよく、2種以上を併用してもよい。
光重合開始剤を含有することで、比較的低エネルギーのエネルギー線の照射によっても、十分に硬化反応を進行させることができる。
これらの光重合開始剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
本発明の一態様において、熱膨張性基材層(Y1)の厚さは、好ましくは10~1000μm、より好ましくは20~500μm、更に好ましくは25~400μm、より更に好ましくは30~300μmである。
本発明の粘着シートが有する非熱膨張性基材層(Y2)は、熱膨張性基材層(Y1)の粘着剤層(X1)の積層面とは反対側の面に設けられる。本発明の粘着シートにおいて、非熱膨張性基材層(Y2)の23℃におけるヤング率は、粘着剤層(X1)の23℃におけるヤング率よりも高い。そのため、熱膨張性粒子を膨張させた際に、熱膨張性基材層(Y1)の非熱膨張性基材層(Y2)側の表面よりも、熱膨張性基材層(Y1)の粘着剤層(X1)側の表面に凹凸が形成されやすくなる。そのため、粘着剤層(X1)の粘着表面に凹凸が良好に形成される。
かかる観点から、非熱膨張性基材層(Y2)の23℃におけるヤング率は、好ましくは700MPa以上、より好ましくは1000MPa以上、更に好ましくは1300MPa以上、より更に好ましくは1600MPa以上、更になお好ましくは1800MPa以上である。また、通常10000MPa以下である。
金属としては、例えば、アルミニウム、スズ、クロム、チタン等が挙げられる。
紙材としては、例えば、薄葉紙、中質紙、上質紙、含浸紙、コート紙、アート紙、硫酸紙、グラシン紙等が挙げられる。
これらの中でも、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂が好ましい。
2種以上の形成材料を併用した非熱膨張性基材層(Y2)としては、紙材をポリエチレン等の熱可塑性樹脂でラミネートしたものや、樹脂を含む樹脂フィルム又はシートの表面に金属膜を形成したもの等が挙げられる。
なお、金属層の形成方法としては、例えば、上記金属を真空蒸着、スパッタリング、イオンプレーティング等のPVD法により蒸着する方法、又は、上記金属からなる金属箔を一般的な粘着剤を用いて貼付する方法等が挙げられる。
そのため、上述の式から算出される非熱膨張性基材層(Y2)の体積変化率(%)としては、5%未満であるが、好ましくは2%未満、より好ましくは1%未満、更に好ましくは0.1%未満、より更に好ましくは0.01%未満である。
ただし、非熱膨張性基材層(Y2)中の熱膨張性粒子の含有量は、少ないほど好ましい。
具体的な熱膨張性粒子の含有量としては、非熱膨張性基材層(Y2)の全質量(100質量%)に対して、通常3質量%未満、好ましくは1質量%未満、より好ましくは0.1質量%未満、更に好ましくは0.01質量%未満、より更に好ましくは0.001質量%未満である。更になお好ましくは熱膨張性粒子を含有しないことである。
非熱膨張性基材層(Y2)の23℃における貯蔵弾性率E’(23)は、好ましくは5.0×107~5.0×109Pa、より好ましくは5.0×108~4.5×109Pa、更に好ましくは1.0×109~4.0×109Paである。
非熱膨張性基材層(Y2)の貯蔵弾性率E’(23)が5.0×107Pa以上であれば、熱膨張性基材層(Y1)の非熱膨張性基材層(Y2)側の表面の膨張を効果的に抑制しやすいと共に、粘着シートの耐変形性を向上させやすい。一方、非熱膨張性基材層(Y2)の貯蔵弾性率E’(23)が5.0×109Pa以下であれば、粘着シートの取り扱い性を向上させやすい。
なお、本明細書において、非熱膨張性基材層(Y2)の貯蔵弾性率E’(23)は、実施例に記載の方法により測定された値を意味する。
非熱膨張性基材層(Y2)の熱膨張性粒子の膨張開始温度(t)における貯蔵弾性率E’(t)は、好ましくは5.0×107~3.0×109Pa、より好ましくは2.0×108~2.5×109Pa、更に好ましくは5.0×108~2.0×109Paである。
非熱膨張性基材層(Y2)の貯蔵弾性率E’(t)が5.0×107Pa以上であれば、熱膨張性基材層(Y1)の非熱膨張性基材層(Y2)側の表面の膨張を効果的に抑制しやすいと共に、粘着シートの耐変形性を向上させやすい。一方、非熱膨張性基材層(Y2)の貯蔵弾性率E’(t)が3.0×109Pa以下であれば、粘着シートの取り扱い性を向上させやすい。
なお、本明細書において、非熱膨張性基材層(Y2)の貯蔵弾性率E’(t)は、実施例に記載の方法により測定された値を意味する。
非熱膨張性基材層(Y2)の厚さは、好ましくは5~500μm、より好ましくは15~300μm、更に好ましくは20~200μmである。非熱膨張性基材層(Y2)の厚さが5μm以上であれば、粘着シートの耐変形性を向上させやすい。一方、非熱膨張性基材層(Y2)の厚さが500μm以下であれば、粘着シートの取り扱い性を向上させやすい。
なお、本明細書において、非熱膨張性基材層(Y2)の厚さは、実施例に記載の方法により測定された値を意味する。
粘着剤層(X2)は、非熱膨張性基材層(Y2)の熱膨張性基材層(Y1)の積層面とは反対側の面に任意に設けられる層である。
粘着剤層(X2)は、熱膨張性層であってもよく、非熱膨張性層であってもよいが、非熱膨張性層であることが好ましい。粘着剤層(X1)と粘着剤層(X2)とで、粘着剤層の粘着力を低下させる作用機構を異なるものにすることで、いずれか一方の粘着剤層の粘着力を低下させる処理を行う際に、意図せず他方の粘着剤層の粘着力まで低下させてしまうことを抑制することができる。
粘着剤層(X2)は、熱膨張性粒子を含有しないことが好ましいが、本発明の目的に反しない範囲で熱膨張性粒子を含有していてもよい。
粘着剤層(X2)が熱膨張性粒子を含有する場合、その含有量は少ないほど好ましく、粘着剤層(X2)の全質量(100質量%)に対して、好ましくは3質量%未満、より好ましくは1質量%未満、更に好ましくは0.1質量%未満、より更に好ましくは0.01質量%未満、より更に好ましくは0.001質量%未満である。
粘着剤組成物(x-2)は、粘着性樹脂を含有するものであり、必要に応じて、架橋剤、粘着付与剤、重合性化合物、重合開始剤、上記各成分以外の一般的な粘着剤に使用される粘着剤用添加剤等を含有していてもよい。
粘着性樹脂としては、当該樹脂単独で粘着性を有し、質量平均分子量(Mw)が1万以上の重合体であればよい。
粘着性樹脂の質量平均分子量(Mw)は、粘着剤層(X2)の粘着力をより向上させる観点から、好ましくは1万~200万、より好ましくは2万~150万、更に好ましくは3万~100万である。
これらの粘着性樹脂は、1種を単独で用いてもよく、2種以上を併用してもよい。
また、これらの粘着性樹脂が、2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。
エネルギー線重合性官能基としては、例えば、(メタ)アクリロイル基、ビニル基、アリル基等の炭素-炭素二重結合を有するものが挙げられる。
エネルギー線としては、上記したものの中でも、取り扱いが容易な紫外線が好ましい。
光重合開始剤を含有することで、エネルギー線重合性成分の重合をより効率的に進行させることができる。
光重合開始剤としては、粘着剤組成物(x-1)が含有していてもよい光重合開始剤と同じものが挙げられる。
光重合開始剤の含有量は、エネルギー線重合性官能基を有する粘着性樹脂の全量100質量部に対して、好ましくは0.01~10質量部、より好ましくは0.03~5質量部、更に好ましくは0.05~2質量部である。
粘着剤組成物(x-2)中におけるアクリル系樹脂の含有量は、粘着剤組成物(x-2)に含有される粘着性樹脂の全量(100質量%)に対して、好ましくは30~100質量%、より好ましくは50~100質量%、更に好ましくは70~100質量%、より更に好ましくは85~100質量%である。
本発明の一態様において、粘着剤組成物(x-2)が官能基を有する粘着性樹脂を含有する場合、粘着剤組成物(x-2)は、さらに架橋剤を含有することが好ましい。
当該架橋剤は、官能基を有する粘着性樹脂と反応して、当該官能基を架橋起点として、粘着性樹脂同士を架橋するものである。
本発明の一態様において、粘着剤組成物(x-2)は、粘着力をより向上させる観点から、さらに粘着付与剤を含有していてもよい。
粘着剤組成物(x-2)が含有していてもよい粘着付与剤としては、粘着剤組成物(x-1)が含有していてもよい粘着付与剤と同等のものを使用することができる。
粘着剤用添加剤としては、粘着剤組成物(x-1)が含有していてもよい粘着剤用添加剤と同じものが挙げられる。
粘着剤層(X2)の23℃における厚さは、好ましくは5~150μm、より好ましくは8~100μm、更に好ましくは12~70μm、より更に好ましくは15~50μmである。
粘着剤層(X2)の23℃における厚さが5μm以上であれば、十分な粘着力が得られ易くなり、仮固定時における被着体からの意図しない剥離、被着体の位置ズレ等を抑制できる傾向にある。一方、粘着剤層(X2)の23℃における厚さが150μm以下であれば、粘着シートの取り扱いが容易になる傾向にある。
剥離材としては、両面剥離処理をされた剥離シート、片面剥離処理された剥離シート等が用いられ、剥離材用の基材上に剥離剤を塗布したもの等が挙げられる。
剥離材用の基材としては、例えば、プラスチックフィルム、紙類等が挙げられる。プラスチックフィルムとしては、例えば、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂等のポリエステル樹脂フィルム;ポリプロピレン樹脂、ポリエチレン樹脂等のオレフィン樹脂フィルム等が挙げられ、紙類としては、例えば、上質紙、グラシン紙、クラフト紙等が挙げられる。
本発明の粘着シートの製造方法は、特に制限はなく、例えば下記工程(1a)~(3a)を有する、粘着シートの製造方法が挙げられる。
・工程(1a):剥離材の剥離処理表面上に、粘着剤組成物(x-1)を塗布して粘着剤層(X1)を形成する工程。
・工程(2a):非熱膨張性基材層(Y2)の片面に、樹脂組成物(y-1)を塗布して非熱膨張性基材層(Y2)と熱膨張性基材層(Y1)とが積層された基材積層体を形成する工程。
・工程(3a):工程(1a)で形成した粘着剤層(X1)の粘着表面と、工程(2a)で形成した基材積層体の熱膨張性基材層(Y1)側の表面とを、貼り合わせる工程。
・工程(4a):剥離材の剥離処理表面上に、粘着剤組成物(x-2)を塗布して粘着剤層(X2)を形成する工程。
・工程(5a):工程(3a)で形成した粘着シートの非熱膨張性基材層(Y2)の表面に、工程(4a)で形成した粘着剤層(X2)の粘着表面を貼り合わせる工程
塗布方法としては、例えば、スピンコート法、スプレーコート法、バーコート法、ナイフコート法、ロールコート法、ブレードコート法、ダイコート法、及びグラビアコート法等が挙げられる。
本発明の一態様の粘着シートは、仮固定された被着体を加熱により容易に剥離することができ、しかも剥離後の被着体表面の汚染を抑制することができ、様々な用途に適用可能である。具体的には、例えば、半導体ウエハ等の被着体をダイシングする際に用いられるダイシングシート、被着体を研削する工程に用いられるバックグラインドシート、ダイシングによって個片化された半導体チップ等の被着体同士の距離を拡大させるために用いられるエキスパンドテープ、半導体チップ等の被着体の表裏を反転させるために用いられる転写テープ、検査対象物を検査するために仮固定するのに用いられる仮固定用シート等に好適である。
本発明の一態様の粘着シートのように、熱膨張性粒子の膨張開始温度(t)を125℃未満とした場合、低温での加熱剥離が可能であることから、DAF付き半導体チップ等の熱変化し易い被着体を仮固定するのに好適である。
また、本発明の一態様の粘着シートのように、熱膨張性粒子の膨張開始温度(t)を50℃以上とした場合、被着体に対して研削を行う場合等の温度上昇による熱膨張性粒子の意図しない膨張を抑制できることから、被着体を研削する工程に用いられるバックグラインドシートとして用いるのに好適である。
また、加熱剥離する際の加熱温度は、被着体の熱変化を抑制する観点からは、膨張開始温度(t)以上の範囲内において、好ましくは125℃未満、より好ましくは120℃以下、更に好ましくは115℃以下、より更に好ましくは110℃以下、更になお好ましくは105℃以下である。
本発明は、本発明の一態様の粘着シートを用いる半導体装置の製造方法も提供する。
本発明の半導体装置の製造方法の一態様としては、本発明の一態様の粘着シートを、被着体を加工及び検査の少なくともいずれか一方を行うための仮固定用シートとして使用する態様(以下、「第一態様の半導体装置の製造方法」ともいう)が挙げられる。
なお、本明細書において、「半導体装置」とは、半導体特性を利用することで機能し得る装置全般を指す。例えば、集積回路を備えるウエハ、集積回路を備える薄化されたウエハ、集積回路を備えるチップ、集積回路を備える薄化されたチップ、これらのチップを含む電子部品、及び当該電子部品を備える電子機器類等が挙げられる。
第一態様の半導体装置の製造方法のより具体的な態様としては、本発明の一態様の粘着シートに加工検査対象物を貼付し、該加工検査対象物に対して、加工及び検査から選択される1以上を施した後に、前記粘着シートを前記膨張開始温度(t)以上に加熱する工程を含む、半導体装置の製造方法が挙げられる。
加工検査対象物としては、例えば、半導体チップ、半導体ウエハ、化合物半導体、半導体パッケージ、電子部品、LED素子、サファイア基板、ディスプレイ、パネル用基板等が挙げられる。
加工検査対象物に対して行われる加工は、特に限定されないが、例えば、研削処理、個片化処理等が挙げられる。
加工検査対象物に対して行われる検査は、特に限定されないが、例えば、光学顕微鏡、レーザーを利用した欠陥検査(例えば、ごみ検査、表面傷検査、配線パターン検査等)、目視による表面検査等が挙げられる。
また、粘着シートが両面粘着シートである場合、いずれか一方の粘着剤層に加工検査対象物を貼付し、いずれか他方の粘着剤層に支持体を貼付することが好ましい。加工検査対象物が粘着シートを介して支持体に固定されることによって、加工及び検査の少なくともいずれか一方を行う際に、加工検査対象物の振動、位置ズレ、脆弱な加工検査対象物の破損等を抑制し、加工精度及び加工速度並びに検査精度及び検査速度を向上させることができる。このとき、支持体が粘着剤層(X1)に貼付され、加工検査対象物が粘着剤層(X2)に貼付される態様であってもよいし、加工検査対象物が粘着剤層(X1)に貼付され、支持体が粘着剤層(X2)に貼付される態様であってもよい。
支持体が粘着剤層(X1)に貼付され、加工検査対象物が粘着剤層(X2)に貼付される態様である場合、支持体が加熱処理後の剥離性に優れる粘着剤層(X1)に貼付されることで、支持体が硬質な材質から構成されるものであっても、粘着シート及び支持体を屈曲させることなく加熱剥離することができる。また、粘着剤層(X2)は、加工検査対象物の種類等に応じて適宜組成を選択すればよく、例えば、粘着剤層(X2)をエネルギー線照射によって粘着力が低下する粘着剤層とすると、熱膨張性粒子に由来する残渣等によって加工対象物を汚染させることなく剥離することができる。
一方、加工検査対象物が粘着剤層(X1)に貼付され、支持体が粘着剤層(X2)に貼付される態様である場合、加工検査対象物が加熱処理後の剥離性に優れる粘着剤層(X1)に貼付されることで、加工後に加熱剥離する際、加工検査対象物を個別にピックアップ等する必要がなく、一括で容易に剥離することができるため、半導体装置の生産性に優れる。
また、本発明の一態様の粘着シートを、製造工程の一環として加工検査対象物を検査するための仮固定用シートとして使用する場合、粘着シートの粘着剤層(X1)に複数個の加工検査対象物を貼付した状態で検査を実施することができる。検査を行った後、例えば、上記複数個の加工検査対象物が貼付されている粘着シートの一部を局所的に加熱して、当該部分に貼付されている特定の加工検査対象物を選択的に加熱剥離することもできる。このとき、本発明の一態様の粘着シートは、低温での加熱剥離が可能であるため、加熱剥離作業の作業性及び省エネルギー性に優れると共に、加工検査対象物が熱変化し易いものであっても、加熱剥離時の加熱による加工検査対象物の熱変化を抑制することができる
第二態様の半導体装置の製造方法としては、本発明の一態様の粘着シートとして、熱膨張性粒子の膨張開始温度(t)が50℃以上125℃未満である両面粘着シートを用い、下記工程1A~3A、下記第一分離工程、及び下記第二分離工程を含む製造方法(以下、「製造方法A」ともいう)が挙げられる。
工程1A:粘着剤層(X2)に加工対象物を貼付し、粘着剤層(X1)に支持体を貼付する工程
工程2A:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3A:前記処理を施した加工対象物の、粘着剤層(X2)とは反対側の面に、熱硬化性フィルムを貼付する工程
第一分離工程:前記粘着シートを前記膨張開始温度(t)以上、125℃未満に加熱して、粘着剤層(X1)と前記支持体とを分離する工程
第二分離工程:粘着剤層(X2)と前記加工対象物とを分離する工程
工程1Aは、粘着シートが有する粘着剤層(X2)に加工対象物を貼付し、粘着剤層(X1)に支持体を貼付する工程である。
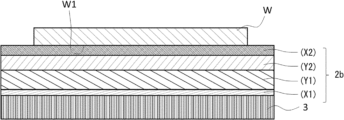
図3には、粘着シート2bが有する粘着剤層(X2)に半導体ウエハWを貼付し、粘着剤層(X1)に支持体3を貼付する工程を説明する断面図が示されている。
半導体ウエハWは、回路面である表面W1が粘着剤層(X2)側になるように貼付される。
半導体ウエハWは、シリコンウエハであってもよく、ガリウム砒素、炭化ケイ素、サファイア、タンタル酸リチウム、ニオブ酸リチウム、窒化ガリウム、インジウム燐等のウエハ、ガラスウエハであってもよい。
半導体ウエハWの研削前の厚さは、通常は500~1000μmである。
半導体ウエハWの表面W1が有する回路は、例えば、エッチング法、リフトオフ法等の従来汎用されている方法によって形成することができる。
支持体3の材質としては、例えば、SUS等の金属材料;ガラス、シリコンウエハ等の非金属無機材料;エポキシ樹脂、ABS樹脂、アクリル樹脂、エンジニアリングプラスチック、スーパーエンジニアリングプラスチック、ポリイミド樹脂、ポリアミドイミド樹脂等の樹脂材料;ガラスエポキシ樹脂等の複合材料等が挙げられ、これらの中でも、SUS、ガラス、シリコンウエハが好ましい。
上記エンジニアリングプラスチックとしては、例えば、ナイロン、ポリカーボネート(PC)、ポリエチレンテレフタレート(PET)等が挙げられる。
上記スーパーエンジニアリングプラスチックとしては、例えば、ポリフェニレンスルファイド(PPS)、ポリエーテルサルフォン(PES)、ポリエーテルエーテルケトン(PEEK)等が挙げられる。
支持体3の形状は、特に限定されないが、板状であることが好ましい。
支持体3の厚さは、要求される特性を考慮して適宜選択すればよいが、好ましくは20μm以上50mm以下、より好ましくは60μm以上20mm以下である。
工程2Aは、前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程である。
研削処理及び個片化処理から選択される1以上の処理としては、例えば、グラインダー等を用いる研削処理;ブレードダイシング法、レーザーダイシング法、ステルスダイシング(登録商標)法による個片化処理;ブレード先ダイシング法、ステルス先ダイシング法による研削処理及び個片化処理;等が挙げられる。
これらの中でも、ステルスダイシング法による個片化処理、ブレード先ダイシング法による研削処理及び個片化処理、ステルス先ダイシング法による研削処理及び個片化処理が好適であり、ブレード先ダイシング法による研削処理及び個片化処理、ステルス先ダイシング法による研削処理及び個片化処理がより好適である。
改質領域は、半導体ウエハの内部に焦点を合わせたレーザー光の照射によって半導体ウエハの内部に形成される。レーザー光の入射面は、半導体ウエハの表面であっても裏面であってもよい。また、レーザー光入射面は、粘着シートが貼付された面であってもよく、その場合、レーザー光は粘着シートを介して半導体ウエハに照射される。
なお、改質領域を形成した後の研削厚さは、改質領域に至る厚さであってもよいが、厳密に改質領域にまで至らなくても、改質領域に近接する位置まで研削して研削砥石等の加工圧力で割断させてもよい。
一方、半導体ウエハWをステルス先ダイシング法によって個片化する場合は、工程1Aで粘着剤層(X2)に貼付する半導体ウエハWに対してレーザー光を照射して予め改質領域を形成しておいてもよいし、粘着剤層(X2)に貼付されている半導体ウエハWに対してレーザー光を照射して改質領域を形成してもよい。
レーザー光は半導体ウエハWの裏面W2側から照射され、半導体ウエハWの内部に複数の改質領域5が略等間隔に形成されている。
改質領域5が形成された半導体ウエハWは、例えば、該半導体ウエハWを支持している支持体3をチャックテーブル等の固定テーブル上に固定した状態で、その裏面W2が研削される。
研削後の半導体チップCPの平面視における大きさは、好ましくは600mm2未満、より好ましくは400mm2未満、更に好ましくは300mm2未満である。なお、平面視とは厚さ方向に見ることをいう。
個片化後の半導体チップCPの平面視における形状は、方形であってもよく、矩形等の細長形状であってもよい。
なお、第二態様の半導体装置の製造方法に用いられる粘着シートは、熱膨張性粒子の膨張開始温度(t)が50℃以上であるため、研削を行う場合等の温度上昇によって、熱膨張性粒子が意図せず膨張してしまうような事態を回避することができる。したがって、加工対象物の意図しない分離や位置ズレ等が抑制される。
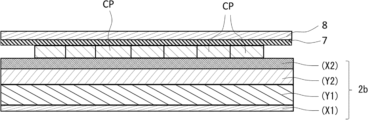
工程3Aは、前記処理を施した加工対象物の、粘着剤層(X2)とは反対側の面に、熱硬化性フィルムを貼付する工程である。
図6には、前記処理を施して得られた複数の半導体チップCPの、粘着剤層(X2)とは反対側の面に、支持シート8を備える熱硬化性フィルム7を貼付する工程を説明する断面図が示されている。
熱硬化性フィルム7としては、例えば、ダイボンディングフィルム、ダイアタッチフィルム等として一般的に使用されている熱硬化性フィルムを使用することができる。
熱硬化性フィルム7の厚さは、特に限定されないが、通常は1~200μmであり、好ましくは3~100μm、より好ましくは5~50μmである。
支持シート8は、熱硬化性フィルム7を支持できるものであればよく、例えば、本発明の一態様の粘着シートが有する非熱膨張性基材層(Y2)として挙げられた樹脂、金属、及び紙材等が挙げられる。
ラミネートは加熱しながら行ってもよく、非加熱で行ってもよい。ラミネートを加熱しながら行う場合の加熱温度は、熱膨張性粒子の膨張を抑制する観点及び被着体の熱変化を抑制する観点から、好ましくは「膨張開始温度(t)より低い温度」、より好ましくは「膨張開始温度(t)-5℃」以下、更に好ましくは「膨張開始温度(t)-10℃」以下、より更に好ましくは「膨張開始温度(t)-15℃」以下である。
第一分離工程は、前記粘着シートを前記膨張開始温度(t)以上、125℃未満に加熱して、粘着剤層(X1)と前記支持体とを分離する工程である。
図7には、粘着シート2bを加熱して、粘着剤層(X1)と支持体3とを分離する工程を説明する断面図が示されている。
第一分離工程における加熱温度は、被着体の熱変化を抑制する観点からは、膨張開始温度(t)以上の範囲内において、好ましくは120℃以下、より好ましくは115℃以下、更に好ましくは110℃以下、より更に好ましくは105℃以下である。
第二分離工程は、粘着剤層(X2)と前記加工対象物とを分離する工程である。
図8には、粘着剤層(X2)と複数の半導体チップCPとを分離する工程を説明する断面図が示されている。
粘着剤層(X2)と複数の半導体チップCPとを分離する方法は、粘着剤層(X2)の種類に応じて適宜選択すればよい。例えば、粘着剤層(X2)が、エネルギー線照射によって粘着力が低下する粘着剤層である場合には、粘着剤層(X2)に対してエネルギー線照射を行い、粘着力を低下させてから分離すればよい。
次に、複数の半導体チップCPが貼付されている熱硬化性フィルム7を、半導体チップCPと同形状に分割して、熱硬化性フィルム7付き半導体チップCPを得ることが好ましい。熱硬化性フィルム7の分割方法としては、例えば、レーザー光によるレーザーダイシング、エキスパンド、溶断等の方法を適用することができる。
図9には、半導体チップCPと同形状に分割された熱硬化性フィルム7付き半導体チップCPが示されている。
工程1B:粘着シートが有する粘着剤層(X1)に加工対象物を貼付し、前記粘着シートが有する粘着剤層(X2)に支持体を貼付する工程
工程2B:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3B:前記処理を施した加工対象物の、前記粘着剤層(X1)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
第一分離工程:前記粘着シートを前記膨張開始温度(t)以上、125℃未満に加熱して、粘着剤層(X1)と前記加工対象物とを分離する工程
第二分離工程:粘着剤層(X2)と前記支持体とを分離する工程
第一分離工程における粘着シートの加熱温度等の加熱条件は、製造方法Aにおける説明と同じである。
第一分離工程によって、熱硬化性フィルム上に貼付された複数の半導体チップが得られる。その後、上記した製造方法Aの場合と同じように、熱硬化性フィルムを分割して、熱硬化性フィルム付き半導体チップが得られる。
粘着剤層(X2)と支持体とを分離する方法は、粘着剤層(X2)の種類に応じて適宜選択すればよい。例えば、粘着剤層(X2)が、エネルギー線照射によって粘着力が低下する粘着剤層である場合には、粘着剤層(X2)に対してエネルギー線照射を行い、粘着力を低下させてから分離すればよい。
本発明の半導体装置の製造方法は、上記した第一態様の半導体装置の製造方法に限定されるものではなく、第一態様とは別の態様の半導体装置の製造方法であってもよい。
例えば、エキスパンドテープ上で間隔を広げられた複数の半導体チップは、エキスパンドテープの粘着表面に貼付されているが、これらのチップを1個ずつピックアップする作業は煩雑である。本発明の一態様の半導体装置の製造方法によると、エキスパンドテープ上に貼付された複数の半導体チップの表出面に、本発明の一態様の粘着シートの粘着剤層(X1)を貼付し、次いで、複数の半導体チップからエキスパンドテープを剥離することで、エキスパンドテープから複数の半導体チップを一括して分離することができる。
上記の工程を経て、本発明の一態様の粘着シート上に貼付された複数の半導体チップが得られる。該複数の半導体チップは、その後、粘着シートを熱膨張性粒子の膨張開始温度(t)以上に加熱することで、容易に分離することができる。このとき、本発明の一態様の粘着シートは、低温での加熱剥離が可能であるため、加熱剥離作業の作業性及び省エネルギー性に優れると共に、加工対象物が熱変化し易いものであっても、加熱剥離時の加熱による被着体の熱変化を抑制することができる。
分離された複数の半導体チップは、別の粘着シートに転写されてもよく、一旦分離した後、複数の半導体チップを整列させる再配列工程に供されてもよい。
ゲル浸透クロマトグラフ装置(東ソー株式会社製、製品名「HLC-8020」)を用いて、下記の条件下で測定し、標準ポリスチレン換算にて測定した値を用いた。
(測定条件)
・カラム:「TSK guard column HXL-L」「TSK gel G2500HXL」「TSK gel G2000HXL」「TSK gel G1000HXL」(いずれも東ソー株式会社製)を順次連結したもの
・カラム温度:40℃
・展開溶媒:テトラヒドロフラン
・流速:1.0mL/min
株式会社テクロック製の定圧厚さ測定器(型番:「PG-02J」、標準規格:JIS K6783、Z1702、Z1709に準拠)を用いて測定した。
レーザー回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて、23℃における膨張前の熱膨張性粒子の粒子分布を測定した。
そして、粒子分布の粒子径の小さい方から計算した累積体積頻度が50%及び90%に相当する粒子径を、それぞれ「熱膨張性粒子の平均粒子径(D50)」及び「熱膨張性粒子の90%粒子径(D90)」とした。
縦5mm×横30mmに裁断した熱膨張性基材層(Y1)と非熱膨張性基材層(Y2)とを試験サンプルとして、動的粘弾性測定装置(TAインスツルメント社製、製品名「DMAQ800」)を用いて、試験開始温度0℃、試験終了温度200℃、昇温速度3℃/分、振動数1Hz、振幅20μmの条件で、所定の温度における貯蔵弾性率E’を測定した。
試験速度200mm/分でJISK-7127(1999)に準拠して、熱膨張性基材層(Y1)及び非熱膨張性基材層(Y2)のヤング率を測定した。
・アクリル系共重合体(A1):n-ブチルアクリレート(BA)/メチルメタクリレート(MMA)/アクリル酸(AA)/2-ヒドロキシエチルアクリレート(HEA)=86/8/1/5(質量比)からなる原料モノマーに由来の構成単位を有する、Mw60万のアクリル系共重合体を含む溶液、希釈溶剤:酢酸エチル、固形分濃度:40質量%
・アクリル系共重合体(A2):2-エチルヘキシルアクリレート(2EHA)/アクリル酸(AA)/2-ヒドロキシエチルアクリレート(HEA)=92.8/0.2/7(質量比)からなる原料モノマーに由来する構成単位を有する、Mw60万のアクリル系共重合体を含む溶液、希釈溶剤:酢酸エチル、固形分濃度:35質量%
・アクリル系共重合体(A3):日本合成化学工業株式会社製、製品名「コーポニール N-9177」、アクリル系共重合体を含む粘着剤溶液
・アクリル系共重合体(A4):2-エチルヘキシルアクリレート(2EHA)/メチルメタクリレート(MMA)/2-ヒドロキシエチルアクリレート(HEA)=60/30/10(質量比)からなる原料モノマーに由来する構成単位を有する、Mw60のアクリル系共重合体を含む溶液、希釈溶剤:酢酸エチル、固形分濃度:40質量%
・アクリル系共重合体(A5):n-ブチルアクリレート(BA)/メチルメタクリレート(MMA)/2-ヒドロキシエチルアクリレート(HEA)=52/20/28(質量比)からなる原料モノマーに由来する構成単位を有するアクリル系共重合体に、2-メタクリロイルオキシエチルイソシアネート(MOI)をアクリル系共重合体中の全水酸基に対する付加率がモル数基準で80%となるように反応させた、Mw50万のエネルギー線硬化性のアクリル系共重合体を含む溶液、希釈溶剤:酢酸エチル、固形分濃度:35質量%
・イソシアネート系架橋剤(i):東ソー株式会社製、製品名「コロネートHX」、ヘキサメチレンジイソシアネートのイソシアヌレート型変性体を含む溶液、固形分濃度:75質量%
・イソシアネート系架橋剤(ii):東ソー株式会社製、製品名「コロネートL」、トリメチロールプロパン変性トリレンジイソシアネートを含む溶液、固形分濃度:75質量%
・エネルギー線硬化性化合物:日本合成化学工業株式会社製、製品名「シコウUT-4332」、多官能ウレタンアクリレート
・光重合開始剤(i):ビス(2,4,6-トリメチルベンゾイル)フェニルフォスフィンオキシド
・光重合開始剤(ii):1-ヒドロキシシクロヘキシルフェニルケトン
・フタロシアニン系顔料
・熱膨張性粒子:AkzoNobel社製、製品名「Expancel(登録商標)031-40」(DUタイプ)、膨張開始温度(t)=88℃、平均粒子径(D50)=12.6μm、90%粒子径(D90)=26.2μm
・重剥離フィルム:リンテック株式会社製、製品名「SP-PET382150」、ポリエチレンテレフタレート(PET)フィルムの片面にシリコーン系剥離剤から形成した剥離剤層を設けたもの、厚さ:38μm
・軽剥離フィルム:リンテック株式会社製、製品名「SP-PET381031」、PETフィルムの片面にシリコーン系剥離剤から形成した剥離剤層を設けたもの、厚さ:38μm
アクリル系共重合体(A1)の固形分100質量部に、イソシアネート系架橋剤(i)0.74質量部(固形分比)を配合し、トルエンで希釈し、均一に撹拌して、固形分濃度(有効成分濃度)25質量%の粘着剤組成物(x-1-A1)を調製した。
そして、軽剥離フィルムの剥離面上に、調製した粘着剤組成物(x-1-A1)を塗布して塗膜を形成し、当該塗膜を100℃で60秒間乾燥して、厚さ5μmの粘着剤層(X1-A1)を形成した。
アクリル系共重合体(A1)を、アクリル系共重合体(A2)に変更し、イソシアネート系架橋剤(i)の配合量を当該アクリル系共重合体(A2)の固形分100質量部に対して4.76質量部(固形分比)に変更したこと以外は、製造例1-1と同様の方法により、固形分濃度(有効成分濃度)25質量%の粘着剤組成物(x-1-A2)を調製し、厚さ5μmの粘着剤層(X1-A2)を形成した。
アクリル系共重合体(A1)を、アクリル系共重合体(A3)に変更し、イソシアネート系架橋剤(i)の配合量を当該アクリル系共重合体(A3)の固形分100質量部に対して3.85質量部(固形分比)に変更したこと以外は、製造例1-1と同様の方法により、固形分濃度(有効成分濃度)25質量%の粘着剤組成物(x-1-A3)を調製し、厚さ5μmの粘着剤層(X1-A3)を形成した。
アクリル系共重合体(A1)を、アクリル系共重合体(A4)に変更し、イソシアネート系架橋剤(i)の配合量を当該アクリル系共重合体(A4)の固形分100質量部に対して15.8質量部(固形分比)に変更したこと以外は、製造例1-1と同様の方法により、固形分濃度(有効成分濃度)25質量%の粘着剤組成物(x-1-A4)を調製し、厚さ5μmの粘着剤層(X1-A4)を形成した。
エネルギー線硬化性の粘着性樹脂であるアクリル系共重合体(A5)の固形分100質量部に、エネルギー線硬化性化合物を4.2質量部、イソシアネート系架橋剤(ii)を0.74質量部、光重合開始剤(i)を1質量部配合し、トルエンで希釈し、均一に撹拌して、固形分濃度(有効成分濃度)30質量%の粘着剤組成物(x-2-A5)を調製した。
そして、重剥離フィルムの剥離面上に、調製した粘着剤組成物(x-2-A5)を塗布して塗膜を形成し、当該塗膜を100℃で60秒間乾燥して、厚さ20μmの粘着剤層(X2-A5)を形成した。
(1)無溶剤型樹脂組成物(y-1a)の調製
エステル型ジオールと、イソホロンジイソシアネート(IPDI)を反応させて得られた末端イソシアネートウレタンプレポリマーに、2-ヒドロキシエチルアクリレートを反応させて、質量平均分子量(Mw)5000の2官能のアクリルウレタン系オリゴマーを得た。
そして、上記で合成したアクリルウレタン系オリゴマー40質量%(固形分比)に、エネルギー線重合性モノマーとして、イソボルニルアクリレート(IBXA)40質量%(固形分比)、及びフェニルヒドロキシプロピルアクリレート(HPPA)20質量%(固形分比)を配合し、アクリルウレタン系オリゴマー及びエネルギー線重合性モノマーの全量(100質量部)に対して、さらに光重合開始剤(ii)を2.0質量部(固形分比)、及び、添加剤として、フタロシアニン系顔料0.2質量部(固形分比)を配合し、エネルギー線硬化性組成物を調製した。
そして、当該エネルギー線硬化性組成物に、熱膨張性粒子(i)を配合し、溶剤を含有しない、無溶剤型樹脂組成物(y-1a)を調製した。
なお、無溶剤型樹脂組成物(y-1a)の全量(100質量%)に対する、熱膨張性粒子(i)の含有量は20質量%とした。
(2)熱膨張性基材層(Y1)と非熱膨張性基材層(Y2)とを積層した基材積層体の形成
非熱膨張性基材層(Y2)として、PETフィルム(東洋紡株式会社製、製品名「コスモシャインA4300」、厚さ:50μm)を用い、当該PETフィルムの片面に無溶剤型樹脂組成物(y-1a)を塗布して塗膜を形成した。
そして、紫外線照射装置(アイグラフィックス株式会社製、製品名「ECS-401GX」)及び高圧水銀ランプ(アイグラフィックス株式会社製、製品名「H04-L41」)を用いて、照度160mW/cm2、光量500mJ/cm2の条件で紫外線照射し、当該塗膜を硬化させ、厚さ100μmの熱膨張性基材層(Y1)を非熱膨張性基材層(Y2)としてのPETフィルム上に形成した。なお、紫外線照射時の上記の照度及び光量は、照度・光量計(EIT社製、製品名「UV Power Puck II」)を用いて測定した値である。
また、熱膨張性基材層(Y1)の23℃におけるヤング率は330MPaであり、非熱膨張性基材層(Y2)の23℃におけるヤング率は2000MPaであった。
製造例1-1で形成した粘着剤層(X1-A1)の粘着表面と、製造例3で形成した基材積層体の熱膨張性基材層(Y1)表面とを貼り合わせた。次に、製造例2で形成した粘着剤層(X2-A5)の粘着表面と、当該基材積層体のPETフィルム表面とを貼り合わせた。
これにより、以下の構成を有する粘着シートを作製した。
<軽剥離フィルム>/<粘着剤層(X1-A1)、厚さ:5μm>/<熱膨張性基材層(Y1)、厚さ:100μm>/<非熱膨張性基材層(Y2)、厚さ:50μm>/<粘着剤層(X2-A5)、厚さ:20μm>/<重剥離フィルム>
製造例1-2で形成した粘着剤層(X1-A2)を用いたこと以外は、実施例1と同様にして、以下の構成を有する粘着シートを作製した。
<軽剥離フィルム>/<粘着剤層(X1-A2)、厚さ:5μm>/<熱膨張性基材層(Y1)、厚さ:100μm>/<非熱膨張性基材層(Y2)、厚さ:50μm>/<粘着剤層(X2-A5)、厚さ:20μm>/<重剥離フィルム>
製造例1-3で形成した粘着剤層(X1-A3)を用いたこと以外は、実施例1と同様にして、以下の構成を有する粘着シートを作製した。
<軽剥離フィルム>/<粘着剤層(X1-A3)、厚さ:5μm>/<熱膨張性基材層(Y1)、厚さ:100μm>/<非熱膨張性基材層(Y2)、厚さ:50μm>/<粘着剤層(X2-A5)、厚さ:20μm>/<重剥離フィルム>
製造例1-4で形成した粘着剤層(X1-A4)を用いたこと以外は、実施例1と同様にして、以下の構成を有する粘着シートを作製した。
<軽剥離フィルム>/<粘着剤層(X1-A4)、厚さ:5μm>/<熱膨張性基材層(Y1)、厚さ:100μm>/<非熱膨張性基材層(Y2)、厚さ:50μm>/<粘着剤層(X2-A5)、厚さ:20μm>/<重剥離フィルム>
実施例1及び2並びに比較例1及び2で作製した粘着シートの軽剥離フィルムを除去し、表出した粘着剤層(X1)の粘着表面を、被着体であるソーダライムガラス板に重さ2kgのローラーで1往復させて貼付した後、23℃、50%RH(相対湿度)の環境下で、20分間静置したものを試験サンプルとした。
そして、万能型引っ張り試験機(株式会社オリエンテック製、型番:テンシロンRTC-1210A)を用いて、23℃、50%RH(相対湿度)の環境下で、JIS Z0237:2000に基づき、180°引き剥がし法により、引っ張り速度300mm/分にて、試験サンプルの23℃における粘着力を測定した。
試験サンプルの初期粘着力はそれぞれ2回測定し、その平均値を算出した。なお、実施例1及び2並びに比較例1及び2における粘着シートのいずれの粘着剤層(X1-A1、X1-A2、X1-A3、及びX1-A4)も、被着体であるソーダライムガラス板が自重では剥がれ落ちないレベルに貼り付いていることを確認した。
30mm×30mm×1.1mmのソーダライムガラス板を2枚準備した。以下、2枚のソーダライムガラス板を、それぞれ「ガラス板G1」及び「ガラス板G2」と呼ぶ。
実施例1-2及び比較例1-2で作製した粘着シートを30mm×30mmに裁断し、裁断した粘着シートの熱膨張性基材層(Y1)側の粘着剤層(X1-A1、X1-A2、X1-A3、及びX1-A4)から、軽剥離フィルムを除去して、ガラス板G1を貼り付けた。次いで、非熱膨張性基材層(Y2)側の粘着剤層(X2-A5)から重剥離フィルムを除去してガラス板G2を貼り付けた後、真空ラミネータ(ニッコーマテリアルズ株式会社製、製品名「V-130」)にて、60℃で0.2MPaの条件にて30秒間プレスして試験サンプルを作製した。
そして、試験サンプルをホットプレート上に載置し、熱膨張性粒子の膨張開始温度以上である100℃で5分間加熱した。なお、試験サンプルは、ガラス板G2側がホットプレートと接触する側になり、粘着シート側がホットプレートと接触しない側になるようにホットプレートに載置した。
100℃で5分間加熱した後、ガラス板G1の粘着シートからの剥離状態を目視で確認し、以下の基準により自己剥離性を評価した。
A:ガラス板G1の全面が粘着シートから剥離している。
F:ガラス板G1の一部又は全部が粘着シートから剥離していない。
(1)評価用サンプルの作製
両面にPET系剥離フィルム(リンテック株式会社製、製品名「SP-PET38 1031」、厚さ:38μm)が貼付された、厚さ400μmの粘着剤層(X1-A1)、粘着剤層(X1-A2)、粘着剤層(X1-A3)、及び粘着剤層(X1-A4)を作製した。
(2)引張試験
作製した評価用サンプルを、15mm×140mmに切り出して、両端20mm部分にフィルム引張り用のラベルを貼付し、15mm×100mmのダンベル型のサンプルを作製した。そして、株式会社島津製作所製、オートグラフAG-100N XPlusにて速度200mm/minで引張りを行った際のヤング率を測定した。

10、10a、10b 剥離材
3 支持体
4 レーザー光照射装置
5 改質領域
6 グラインダー
7 熱硬化性フィルム
8 支持シート
W 半導体ウエハ
W1 半導体ウエハ及び半導体チップの回路面
W2 半導体ウエハ及び半導体チップの裏面
CP 半導体チップ
Claims (15)
- 粘着剤層(X1)と、熱膨張性粒子を含む熱膨張性基材層(Y1)と、非熱膨張性基材層(Y2)とが、この順で配置された積層構造を有し、
前記粘着剤層(X1)の23℃におけるヤング率が、5.0MPa以下であり、
前記非熱膨張性基材層(Y2)の23℃におけるヤング率が、前記粘着剤層(X1)の23℃におけるヤング率よりも高く、
前記熱膨張性基材層(Y1)が非粘着性であり、
前記熱膨張性基材層(Y1)の23℃におけるヤング率が、100MPa以上600MPa以下であり、
前記非熱膨張性基材層(Y2)の23℃におけるヤング率が、700MPa以上であり、
熱膨張性粒子の膨張開始温度(t)における、熱膨張性基材層(Y1)の貯蔵弾性率E’(t)が1.0×10 3 Pa以上である、粘着シート。 - 前記粘着剤層(X1)の23℃における厚さが、3~10μmである、請求項1に記載の粘着シート。
- 前記粘着剤層(X1)の23℃におけるヤング率(単位:MPa)と、前記粘着剤層(X1)の23℃における厚さ(単位:μm)との積が、0.3~50である、請求項1又は2に記載の粘着シート。
- 前記粘着剤層(X1)が、アクリル系樹脂とイソシアネート系架橋剤とを含む粘着剤組成物(x-1)から形成された層である、請求項1~3のいずれか1項に記載の粘着シート。
- 前記イソシアネート系架橋剤が、イソシアヌレート環を有するイソシアヌレート型変性体を含む、請求項4に記載の粘着シート。
- 前記非熱膨張性基材層(Y2)の23℃におけるヤング率が、1000MPa以上である、請求項1~5のいずれか1項に記載の粘着シート。
- 前記非熱膨張性基材層(Y2)が、ポリエチレンテレフタレートフィルムである、請求項1~6のいずれか1項に記載の粘着シート。
- 前記非熱膨張性基材層(Y2)の、前記熱膨張性基材層(Y1)の積層面とは反対側の面に、粘着剤層(X2)を更に有する、請求項1~7のいずれか1項に記載の粘着シート。
- 前記熱膨張性粒子は、膨張開始温度(t)が50℃以上125℃未満である、請求項1~7のいずれか1項に記載の粘着シート。
- 前記熱膨張性粒子は、膨張開始温度(t)が50℃以上125℃未満である、請求項8に記載の粘着シート。
- 前記粘着剤層(X2)が、エネルギー線を照射することにより硬化して粘着力が低下する粘着剤層である、請求項10に記載の粘着シート。
- 請求項1~11のいずれか1項に記載の粘着シートに加工検査対象物を貼付し、
前記加工検査対象物に対して、加工及び検査から選択される1以上を施した後に、前記粘着シートを、前記粘着シートが有する熱膨張性粒子の膨張開始温度(t)以上に加熱する工程を含む、半導体装置の製造方法。 - 粘着剤層(X1)と、熱膨張性粒子を含む熱膨張性基材層(Y1)と、非熱膨張性基材層(Y2)とが、この順で配置された積層構造を有し、
前記粘着剤層(X1)の23℃におけるヤング率が、5.0MPa以下であり、
前記非熱膨張性基材層(Y2)の23℃におけるヤング率が、前記粘着剤層(X1)の23℃におけるヤング率よりも高く、
前記非熱膨張性基材層(Y2)の、前記熱膨張性基材層(Y1)の積層面とは反対側の面に、粘着剤層(X2)を更に有し、
前記熱膨張性粒子は、膨張開始温度(t)が50℃以上125℃未満である、粘着シートを用い、下記工程1A~3A、下記第一分離工程、及び下記第二分離工程を含む半導体装置の製造方法。
工程1A:前記粘着シートが有する前記粘着剤層(X2)に加工対象物を貼付し、前記粘着シートが有する前記粘着剤層(X1)に支持体を貼付する工程
工程2A:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3A:前記処理を施した前記加工対象物の、前記粘着剤層(X2)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
第一分離工程:前記粘着シートを前記膨張開始温度(t)以上、125℃未満に加熱して、前記粘着剤層(X1)と前記支持体とを分離する工程
第二分離工程:前記粘着剤層(X2)と前記加工対象物とを分離する工程 - 粘着剤層(X1)と、熱膨張性粒子を含む熱膨張性基材層(Y1)と、非熱膨張性基材層(Y2)とが、この順で配置された積層構造を有し、
前記粘着剤層(X1)の23℃におけるヤング率が、5.0MPa以下であり、
前記非熱膨張性基材層(Y2)の23℃におけるヤング率が、前記粘着剤層(X1)の23℃におけるヤング率よりも高く、
前記非熱膨張性基材層(Y2)の、前記熱膨張性基材層(Y1)の積層面とは反対側の面に、粘着剤層(X2)を更に有し、
前記熱膨張性粒子は、膨張開始温度(t)が50℃以上125℃未満である、粘着シートを用い、下記工程1B~3B、下記第一分離工程、及び下記第二分離工程を含む半導体装置の製造方法。
工程1B:前記粘着シートが有する前記粘着剤層(X1)に加工対象物を貼付し、前記粘着シートが有する前記粘着剤層(X2)に支持体を貼付する工程
工程2B:前記加工対象物に対して、研削処理及び個片化処理から選択される1以上の処理を施す工程
工程3B:前記処理を施した前記加工対象物の、前記粘着剤層(X1)とは反対側の面に、熱硬化性を有する熱硬化性フィルムを貼付する工程
第一分離工程:前記粘着シートを前記膨張開始温度(t)以上、125℃未満に加熱して、前記粘着剤層(X1)と前記加工対象物とを分離する工程
第二分離工程:前記粘着剤層(X2)と前記支持体とを分離する工程 - 前記粘着シートの前記粘着剤層(X2)が、エネルギー線を照射することにより硬化して粘着力が低下する粘着剤層であり、
前記第二分離工程が、前記粘着剤層(X2)に前記エネルギー線を照射することにより前記粘着剤層(X2)を硬化させる工程を含む、請求項13又は14に記載の半導体装置の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019048674 | 2019-03-15 | ||
| JP2019048674 | 2019-03-15 | ||
| PCT/JP2020/011177 WO2020189568A1 (ja) | 2019-03-15 | 2020-03-13 | 粘着シート及び半導体装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2020189568A1 JPWO2020189568A1 (ja) | 2020-09-24 |
| JP7530347B2 true JP7530347B2 (ja) | 2024-08-07 |
Family
ID=72519350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021507314A Active JP7530347B2 (ja) | 2019-03-15 | 2020-03-13 | 粘着シート及び半導体装置の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7530347B2 (ja) |
| KR (1) | KR102825411B1 (ja) |
| CN (1) | CN113613893B (ja) |
| TW (1) | TWI841705B (ja) |
| WO (1) | WO2020189568A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI864183B (zh) * | 2019-12-11 | 2024-12-01 | 日商琳得科股份有限公司 | 黏著薄片及半導體裝置之製造方法 |
| WO2022069164A1 (en) * | 2020-09-30 | 2022-04-07 | Basf Se | De-bondable polyurethane adhesives based on thermally expandable microspheres |
| WO2022186158A1 (ja) * | 2021-03-04 | 2022-09-09 | デンカ株式会社 | 粘着テープ、半導体ウエハ加工用テープ |
| KR20240057380A (ko) * | 2021-09-06 | 2024-05-02 | 세키스이가가쿠 고교가부시키가이샤 | 반도체 장치 제조용 점착 테이프 |
| CN114561166A (zh) * | 2022-03-31 | 2022-05-31 | 杭州福斯特应用材料股份有限公司 | 一种封装胶膜 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003064329A (ja) | 2001-08-30 | 2003-03-05 | Nitto Denko Corp | エネルギー線硬化型熱剥離性粘着シート、これを用いた切断片の製造方法、及びその切断片 |
| WO2005087888A1 (ja) | 2004-03-11 | 2005-09-22 | Nitto Denko Corporation | 加熱剥離型粘着シートおよび該加熱剥離型粘着シートを用いた被着体の加工方法 |
| JP2018031021A (ja) | 2015-09-01 | 2018-03-01 | リンテック株式会社 | 粘着剤組成物及び粘着シート |
| WO2018181770A1 (ja) | 2017-03-31 | 2018-10-04 | リンテック株式会社 | 粘着シート |
| WO2019031533A1 (ja) | 2017-08-09 | 2019-02-14 | リンテック株式会社 | 加工検査対象物の加熱剥離方法 |
| WO2019112033A1 (ja) | 2017-12-07 | 2019-06-13 | リンテック株式会社 | 粘着性積層体、粘着性積層体の使用方法、及び半導体装置の製造方法 |
| WO2019181447A1 (ja) | 2018-03-20 | 2019-09-26 | リンテック株式会社 | 加工品の製造方法及び粘着性積層体 |
| WO2019187247A1 (ja) | 2018-03-30 | 2019-10-03 | リンテック株式会社 | 硬化封止体の反り防止用積層体、及び、硬化封止体の製造方法 |
| WO2020070790A1 (ja) | 2018-10-02 | 2020-04-09 | リンテック株式会社 | 積層体及び硬化封止体の製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3594853B2 (ja) * | 1999-11-08 | 2004-12-02 | 日東電工株式会社 | 加熱剥離型粘着シート |
| JP2003077940A (ja) * | 2001-09-06 | 2003-03-14 | Sony Corp | 素子の転写方法及びこれを用いた素子の配列方法、画像表示装置の製造方法 |
| CN100377182C (zh) * | 2002-06-03 | 2008-03-26 | 株式会社理光 | 热可逆记录介质、热可逆记录标签、热可逆记录构件、图像处理装置及图像处理方法 |
| JP2009035635A (ja) * | 2007-08-01 | 2009-02-19 | Nitto Denko Corp | 非汚染性熱剥離型粘着シート |
| JP2010053346A (ja) * | 2008-07-31 | 2010-03-11 | Nitto Denko Corp | 再剥離型粘着剤及び再剥離型粘着シート |
| EP2733728A1 (en) * | 2011-07-15 | 2014-05-21 | Nitto Denko Corporation | Method for manufacturing electronic component and adhesive sheet used in method for manufacturing electronic component |
| JP6000595B2 (ja) * | 2012-03-27 | 2016-09-28 | 日東電工株式会社 | 電子部品切断用加熱剥離型粘着シート及び電子部品加工方法 |
| JP6106332B2 (ja) * | 2014-03-31 | 2017-03-29 | 三井化学東セロ株式会社 | 保護フィルム、及び、該保護フィルムを用いる半導体装置の製造方法 |
| TW201704395A (zh) * | 2015-02-24 | 2017-02-01 | 琳得科股份有限公司 | 薄膜狀接著劑、接著板片以及半導體裝置之製造方法 |
| SG11201707264VA (en) * | 2015-03-12 | 2017-10-30 | Lintec Corp | Film for forming protection film |
| KR102543780B1 (ko) * | 2016-03-03 | 2023-06-14 | 린텍 가부시키가이샤 | 반도체 가공용 점착 테이프, 및 반도체 장치의 제조 방법 |
| CN110461974B (zh) * | 2017-03-31 | 2022-01-18 | 琳得科株式会社 | 粘合片 |
| JP6887313B2 (ja) * | 2017-05-31 | 2021-06-16 | 株式会社ディスコ | ウェーハの加工方法 |
-
2020
- 2020-03-13 JP JP2021507314A patent/JP7530347B2/ja active Active
- 2020-03-13 CN CN202080020753.2A patent/CN113613893B/zh active Active
- 2020-03-13 KR KR1020217026249A patent/KR102825411B1/ko active Active
- 2020-03-13 WO PCT/JP2020/011177 patent/WO2020189568A1/ja not_active Ceased
- 2020-03-13 TW TW109108485A patent/TWI841705B/zh active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003064329A (ja) | 2001-08-30 | 2003-03-05 | Nitto Denko Corp | エネルギー線硬化型熱剥離性粘着シート、これを用いた切断片の製造方法、及びその切断片 |
| WO2005087888A1 (ja) | 2004-03-11 | 2005-09-22 | Nitto Denko Corporation | 加熱剥離型粘着シートおよび該加熱剥離型粘着シートを用いた被着体の加工方法 |
| JP2018031021A (ja) | 2015-09-01 | 2018-03-01 | リンテック株式会社 | 粘着剤組成物及び粘着シート |
| WO2018181770A1 (ja) | 2017-03-31 | 2018-10-04 | リンテック株式会社 | 粘着シート |
| WO2019031533A1 (ja) | 2017-08-09 | 2019-02-14 | リンテック株式会社 | 加工検査対象物の加熱剥離方法 |
| WO2019112033A1 (ja) | 2017-12-07 | 2019-06-13 | リンテック株式会社 | 粘着性積層体、粘着性積層体の使用方法、及び半導体装置の製造方法 |
| WO2019181447A1 (ja) | 2018-03-20 | 2019-09-26 | リンテック株式会社 | 加工品の製造方法及び粘着性積層体 |
| WO2019187247A1 (ja) | 2018-03-30 | 2019-10-03 | リンテック株式会社 | 硬化封止体の反り防止用積層体、及び、硬化封止体の製造方法 |
| WO2020070790A1 (ja) | 2018-10-02 | 2020-04-09 | リンテック株式会社 | 積層体及び硬化封止体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210141929A (ko) | 2021-11-23 |
| TWI841705B (zh) | 2024-05-11 |
| WO2020189568A1 (ja) | 2020-09-24 |
| JPWO2020189568A1 (ja) | 2020-09-24 |
| KR102825411B1 (ko) | 2025-06-27 |
| CN113613893A (zh) | 2021-11-05 |
| TW202045657A (zh) | 2020-12-16 |
| CN113613893B (zh) | 2023-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7530347B2 (ja) | 粘着シート及び半導体装置の製造方法 | |
| JP7681516B2 (ja) | 粘着シート及び半導体装置の製造方法 | |
| JP7185638B2 (ja) | 半導体装置の製造方法 | |
| JP7273792B2 (ja) | 加工品の製造方法及び粘着性積層体 | |
| JP7765381B2 (ja) | 両面粘着シート及び半導体装置の製造方法 | |
| JP7241744B2 (ja) | 半導体チップの製造方法 | |
| JP6792700B2 (ja) | 加工検査対象物の加熱剥離方法 | |
| JP7490417B2 (ja) | 粘着シート | |
| JP7710988B2 (ja) | 半導体装置の製造方法 | |
| JP7405618B2 (ja) | 粘着性積層体、粘着性積層体の使用方法、及び半導体装置の製造方法 | |
| WO2022196752A1 (ja) | 半導体装置の製造方法及び半導体装置の製造装置 | |
| WO2023054318A1 (ja) | 半導体装置の製造方法 | |
| JP7267272B2 (ja) | 硬化封止体の製造方法 | |
| JP7185637B2 (ja) | 半導体装置の製造方法 | |
| JP7811175B2 (ja) | 粘着シート及び半導体装置の製造方法 | |
| JP2024107808A (ja) | 粘着シート及び半導体装置の製造方法 | |
| JP7157861B1 (ja) | 半導体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240318 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7530347 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |