WO2019063151A1 - 3d-druckbare polymere zusammensetzung und erzeugnisse - Google Patents
3d-druckbare polymere zusammensetzung und erzeugnisse Download PDFInfo
- Publication number
- WO2019063151A1 WO2019063151A1 PCT/EP2018/067763 EP2018067763W WO2019063151A1 WO 2019063151 A1 WO2019063151 A1 WO 2019063151A1 EP 2018067763 W EP2018067763 W EP 2018067763W WO 2019063151 A1 WO2019063151 A1 WO 2019063151A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- particles
- printing
- composition
- composition according
- vulcanized rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/102—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions other than those only involving unsaturated carbon-to-carbon bonds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L7/00—Compositions of natural rubber
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L9/00—Compositions of homopolymers or copolymers of conjugated diene hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/08—Printing inks based on natural resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/106—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
Definitions
- the invention relates to compositions based on thermoplastic vulcanizates (TPV), containing a thermoplastic matrix and rubber particles.
- TPV thermoplastic vulcanizates
- the invention further relates to the use of the composition in 3D printing processes, to a process for the 3D printing of products containing TPVs according to the invention and to the products produced by this process.
- thermoplastic polymers have been used for prototyping for quite some time, but a move to mass production or decentralized parts production will become standard in the near future.
- thermoplastic elastomers are used for 3D printing because these compounds combine thermoplastic and elastomeric properties.
- TPEs can not fully provide the elastomeric properties of rubber or rubber compounds, particularly adhesion, elastic modulus, abrasion, thermal and mechanical properties, to name but a few.
- CN 104004377 A discloses a 3D-printable elastomeric compound based on a thermoplastic polyurethane, PLA (polylactic acid) and PHA (polyhydroxybutyric acid), which is processed at a temperature of 240-260 ° C nozzle temperature.
- PLA polylactic acid
- PHA polyhydroxybutyric acid
- the object of the present invention was therefore to provide a composition for use as a tire material, for shoe soles or other products, such as belts or toothed belts, which are suitable for 3D printing and also have rubber-like, elastomeric properties.
- thermoplastic vulcanizate (TPV) composition comprising up to 70% by weight of a thermoplastic matrix and vulcanized rubber particles, based on 100% by weight of the composition.
- the composition of the invention has rubber-like properties and is accessible to the 3D printing process.
- prototypes for tire tread patterns and tire walls can be produced in the field of tire development, which previously had to be laboriously manufactured by Manufaktur.
- This prototyping is also suitable for the profiles of shoe soles, for example in the field of running shoes or for other components in the automotive sector, for example, for the development of new geometries for timing belts.
- these products are now also available for series production.
- thermoplastic matrix comprises thermoplastics selected from acrylonitrile-butadiene-styrene copolymer (ABS), polyamide (PA), polypropylene (PP), polystyrene (PS), polyurethane (PU) or combinations of those mentioned ,
- rubber particles are to be understood as meaning particles which comprise elastomeric polymers, for example rubber compounds of natural rubber or synthetic rubber.
- the rubber particles have a spherical or approximately spherical geometry.
- the rubber particles are vulcanized during the SD printing process and remain as vulcanized rubber particles in the finished product.
- the rubber particles as well as the vulcanized rubber particles preferably have an average particle size in the range of 1-10 microns, more preferably 2-8 microns.
- the determination of the average particle size can be determined, for example, by sieve analysis or by laser diffraction, for example with a Malvern Mastersizer 3000®. Preferably, the analysis is carried out by laser diffraction.
- the average particle size is also retained in the finished product after 3D printing. This can be verified by optical methods in the cross-sectional view or by X-ray methods.
- the vulcanized rubber particles preferably comprise elastomers, which are preferably selected from natural rubber (NR), synthetic polyisoprene (IR), butadiene rubber (BR), styrene-butadiene rubber (SBR) and nitrile-butadiene rubber (NBR). Likewise, combinations of the elastomers mentioned can be used.
- the vulcanized rubber particles are preferably included in the range of 1 to 60% by weight in the composition, more preferably 5 to 55% by weight, still more preferably 10 to 50% by weight, and especially 50% by weight, each to 100% by weight of the composition.
- the composition of the invention may comprise further particles selected from ceramic particles, metallic particles, synthetic diamond-like carbon particles, carbon nanotubes, or the like.
- the material properties can be selectively influenced, for example with regard to thermal and mechanical stability, abrasion, adhesion hardness, elasticity and the like.
- the other particles are contained in an amount of preferably 0.1-10% by weight, more preferably 0.1-5% by weight in the composition.
- the composition may comprise all known additives such as fillers, plasticizers and the like.
- the further particles are contained either only in the thermoplastic matrix or only in the vulcanized rubber particle component. However, they can also be included in both components. This can be as needed to the desired properties be varied according to the product.
- the rubber particles and optionally the further particles are preferably located in a filament of the thermoplastic matrix. This has the advantage that during 3D printing during the melting process of the filament, a sufficient temperature is achieved to vulcanize the rubber particles during the 3D printing. This avoids re-vulcanising the printed product and saves costs.
- Another object of the invention is the use of a composition as described above for use in 3D printing.
- the 3D printing should include the printing of tire elements, shoe soles or straps, but all other products are also conceivable, which should have corresponding elastomeric properties.
- sensors can be printed, such as pressure sensors, wear sensors, temperature sensors and the like.
- Another advantage of the invention is that the 3D printing can be multicolored. As a result, for example, personalized objects can be produced and images, logos or security markings can be incorporated to prevent product piracy.
- product properties can be adjusted in a targeted manner, for example by local application of reinforcing elements.
- the invention further relates to a 3D printing method for printing articles containing the TPV composition described above.
- the method comprises providing a thermoplastic vulcanizate (TPV) as described above and 3D printing the thermoplastic vulcanizate by means of a suitable 3D printer.
- TPV thermoplastic vulcanizate
- Suitable 3D printers are for example 3D filament printers, which are known in the art and commercially available.
- the TPV is provided as a filament.
- the invention further relates to the products obtained by the process according to the invention.
- the printed products are preferably tire profiles, tire carcasses, shoe soles or toothed belts.
- the print pattern is usually computer-aided, for example by CAD, created and transmitted to the 3D printer.
- the 3D printed products have a ShoreA hardness of 10-150 ShA.
- Example 1 Production of a 3D Printing Filament
- the production of a 3D printable filament is carried out by mixing 50% by weight of a thermoplastic and 50% by weight of rubber particles in a twin-screw extruder and extruding the filaments at 180-220 ° C.
- Table 1 shows the physical properties of the 3D-printable filaments and the measurement methods according to DIN.
- composition according to the invention the following products were produced in 3D printing:
- Treads for shoe soles in small numbers were produced in 3D printing for the purpose of testing different materials and sole profiles.
- an individualized product was produced by adapting the tread hardness to the running weight, to the personal rolling profile as well as to an individual color scheme.
- the TPV according to the invention has also been tested in mass production as well as for re-soling / repair.
- composition of the invention was in 3D printing tread in small Quantities produced for the purpose of testing different materials and tread patterns. Further, an individualized tire product has been adapted to the vehicle weight, personal, by adjusting the tread hardness
- Usage profile (comfort, sport, suspension settings) as well as to the local
- the TPV according to the invention could be used in 3D printing as repair patches, e.g. with not completely formed sidewall lettering, for the individualization of the
- Tire sidewall for example, by logos, images and the like can be used successfully.
- the TPV according to the invention could be used for true-to-life embedding of sensors in the shoe sole or in the tire, e.g. used for temperature and voltage measurements. There is no loss of position due to flow during molding in the vulcanization
- Metal spikes are produced, which leads to a reduction of material losses compared to injection molding at low volumes of material.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Civil Engineering (AREA)
- Ceramic Engineering (AREA)
- Composite Materials (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Die Erfindung betrifft Zusammensetzungen auf Basis von thermoplastischen Vulkanisaten (TPV), enthaltend eine thermoplastische Matrix und Gummipartikel. Die Erfindung betrifft ferner die Verwendung der Zusammensetzung in 3D-Druckverfahren, ein Verfahren zum 3D-Druck von Erzeugnissen enthaltend erfindungsgemäße TPVs sowie die durch dieses Verfahren hergestellten Erzeugnisse.
Description
Beschreibung
3D-druckbare polymere Zusammensetzung und Erzeugnisse
Die Erfindung betrifft Zusammensetzungen auf Basis von thermoplastischen Vulkanisaten (TPV), enthaltend eine thermoplastische Matrix und Gummipartikel. Die Erfindung betrifft ferner die Verwendung der Zusammensetzung in 3D-Druckverfahren, ein Verfahren zum 3D-Druck von Erzeugnissen enthaltend erfindungsgemäße TPVs sowie die durch dieses Verfahren hergestellten Erzeugnisse.
3D-Druck wird derzeit in immer mehr technologischen Bereichen eingesetzt. Im Bereich der Kunststoffindustrie werden thermoplastische Polymere bereits seit geraumer Zeit zur Herstellung von Prototypen verwendet, doch eine Entwicklung hin zur Serienproduktion oder auch dezentraler Ersatzteilproduktion wird in naher Zukunft Standard sein.
Im Stand der Technik werden thermoplastische Elastomere (TPE) für den 3D-Druck verwendet, da diese Verbindungen thermoplastische und elastomere Eigenschaften vereinen. Allerdings können TPEs nicht in vollem Umfang die elastomeren Eigenschaften von Gummi bzw. Kautschukverbindungen bereitstellen, insbesondere das Haftungsverhalten, das Elastizitätsmodul, Abriebverhalten, thermische und mechanische Eigenschaften, um nur einige zu nennen.
So offenbart die CN 104004377 A eine 3D-druckbare elastomere Verbindung auf Basis eines thermoplastischen Polyurethans, PLA (Polymilchsäure) und PHA (Polyhydroxy- Butyrsäure), welche bei einer Temperatur von 240-260 °C Düsentemperatur verarbeitet wird. Jedoch werden hier keine reinen Gummiverbindungen verarbeitet, da das Temperaturfenster für Gummiverbindungen offensichtlich zu hoch ist.
Die Aufgabe der vorliegenden Erfindung bestand deshalb in der Bereitstellung einer Zusammensetzung zur Verwendung als Reifenmaterial, für Schuhsohlen oder anderer Produkte wie Riemen oder Zahnriemen, welche für den 3D-Druck geeignet sind und zudem gummiähnliche, elastomere Eigenschaften aufweisen.
Die Aufgabe wurde gelöst durch eine Zusammensetzung auf Basis eines thermoplastischen Vulkanisats (TPV) umfassend bis zu 70 Gew.-% einer thermoplastischen Matrix und vulkanisierte Gummipartikel, bezogen auf 100 Gew.-% der Zusammensetzung. Die erfindungsgemäße Zusammensetzung hat gummiähnliche Eigenschaften und ist dem 3D-Druckverfahren zugänglich. Dadurch können im Bereich der Reifenentwicklung Prototypen für Reifenprofilmuster und Reifenwände erzeugt werden, welche bisher aufwändig durch Manufaktur hergestellt werden mussten. Dieses Prototyping eignet sich ebenso für die Profile von Schuhsohlen, beispielsweise im Bereich Laufschuhe oder aber für andere Komponenten im Automotive Bereich, beispielsweise für die Entwicklung neuer Geometrien für Zahnriemen. Ferner sind diese Produkte mittlerweile auch der Serienproduktion zugänglich.
Es hat sich als vorteilhaft erwiesen, wenn die thermoplastische Matrix Thermoplasten, ausgewählt aus Acrylnitril-Butadien-Styrol Copolymer (ABS), Polyamid (PA), Polypropylen (PP), Polystyrol (PS), Polyurethan (PU) oder Kombinationen der genannten, umfasst.
Als Gummipartikel im Sinne dieser Erfindung sind Partikel zu verstehen, die elastomere Polymere umfassen, beispielsweise Kautschukverbindungen aus Naturkautschuk oder Synthesekautschuk. Vorzugsweise weisen die Gummipartikel eine sphärische oder annähernd sphärische Geometrie auf. Die Gummipartikel werden während des SD- Druckverfahrens vulkanisiert und verbleiben als vulkanisierte Gummipartikel im fertigen Erzeugnis.
Die Gummipartikel sowie die vulkanisierten Gummipartikel weisen bevorzugt eine mittlere Teilchengröße im Bereich von 1-10 Mikrometer auf, besonders bevorzugt 2-8 Mikrometer. Die Bestimmung der mittleren Teilchengröße kann beispielsweise über eine Siebanalyse ermittelt werden, oder über Laserbeugung, beispielsweise mit einem Malvern Mastersizer 3000®. Bevorzugt erfolgt die Analyse per Laserbeugung. Die mittlere Teilchengröße bleibt nach dem 3D-Druck auch im fertigen Erzeugnis erhalten. Dies kann durch optische Methoden im Schnittbild oder röntgenographische Methoden verifiziert werden.
Die vulkanisierten Gummipartikel weisen vorzugsweise Elastomere auf, welche bevorzugt ausgewählt sind aus Naturkautschuk (NR), synthetischem Polyisopren (IR), Butadien- Kautschuk (BR), Styrol-Butadien- Kautschuk (SBR) und Nitril-Butadien- Kautschuk (NBR). Ebenso sind Kombinationen der genannten Elastomere einsetzbar. Die vulkanisierten Gummipartikel sind bevorzugt im Bereich von 1 bis 60 Gew.-% in der Zusammensetzung enthalten, mehr bevorzugt 5-55 Gew.-%, noch mehr bevorzugt 10-50 Gew-.% und insbesondere 50 Gew.-%, jeweils bezogen auf 100 Gew.% der Zusammensetzung. Die erfindungsgemäße Zusammensetzung kann weitere Partikel, ausgewählt aus keramischen Partikeln, metallischen Partikeln, synthetischen diamantartigen Kohlenstoffpartikeln, Kohlenstoffnanoröhren, oder ähnliche umfassen. Dadurch können die Materialeigenschaften gezielt beeinflusst werden, beispielsweise im Hinblick auf thermische und mechanische Stabilität, Abrieb, Haftung Härte, Elastizität und dergleichen. Die weiteren Partikel sind in einer Menge von vorzugsweise 0,1-10 Gew.-%, mehr bevorzugt 0, 1 -5 Gew.- % in der Zusammensetzung enthalten. Ferner kann die Zusammensetzung alle bekannten Zusatzstoffe wie Füller, Weichmacher und dergleichen umfassen.
Die weiteren Partikel sind entweder nur in der thermoplastischen Matrix oder nur in der vulkanisierten Gummipartikel- Komponente enthalten. Sie können jedoch auch in beiden Komponenten enthalten sein. Dies kann je nach Bedarf an die gewünschten Eigenschaften
des Produkts entsprechend variiert werden. Die Gummipartikel und gegebenenfalls die weiteren Partikel befinden sich vorzugsweise in einem Filament der thermoplastischen Matrix. Dies hat den Vorteil, dass beim 3D-Druck beim Schmelzvorgang des Filaments eine ausreichende Temperatur erreicht wird, im die Gummipartikel während des 3D-Drucks zu vulkanisieren. Dadurch kann ein Nach- Vulkanisieren des gedruckten Erzeugnisses vermieden und Kosten eingespart werden.
Ein weiterer Gegenstand der Erfindung ist die Verwendung einer Zusammensetzung wie oben beschrieben zum Einsatz im 3D-Druck.
Vorzugsweise soll der 3D-Druck das Drucken von Reifenelementen, Schuhsohlen oder Riemen umfassen, jedoch sind auch alle anderen Produkte denkbar, die entsprechende elastomere Eigenschaften aufweisen sollen. Ein weiterer Vorteil der erfindungsgemäßen Zusammensetzung liegt darin, dass zusätzlich Sensoren aufgedruckt werden können, beispielsweise Drucksensoren, Verschleiß -Sensoren, Temperatursensoren und dergleichen.
Ein weiterer Vorteil der Erfindung liegt darin, dass der 3D-Druck mehrfarbig erfolgen kann. Dadurch können beispielsweise personalisierte Objekte hergestellt werden und Bilder, Logos oder Sicherheitsmarkierungen zur Verhinderung von Produktpiraterie eingearbeitet werden.
Durch Variation der Zusammensetzung und der zusätzlichen Partikel können Produkteigenschaften gezielt eingestellt werden, beispielsweise durch lokale Applikation von Verstärkungselementen.
Ferner können experimentelle Profilstrukturen für Reifen oder Schuhsohlen bereitgestellt werden oder maßgeschneiderte Profile, die speziell auf den Anwender und dessen Konsumverhalten angepasst sind.
Die Erfindung betrifft ferner ein 3D-Druckverfahren zum Drucken von Gegenständen enthaltend die oben beschriebene TPV Zusammensetzung.
Das Verfahren umfasst die Bereitstellung eines thermoplastischen Vulkanisats (TPV), wie oben beschrieben, und das 3D-Drucken des thermoplastischen Vulkanisats mittels eines geeigneten 3D-Druckers.
Geeignete 3D-Drucker sind beispielsweise 3D-Filamentdrucker, welche im Stand der Technik bekannt und kommerziell erhältlich sind.
Vorteilhafterweise wird das TPV als Filament bereitgestellt.
Die Erfindung betrifft ferner die nach dem erfindungsgemäß hergestellten Verfahren erhaltenen Erzeugnisse. Bevorzugt sind die gedruckten Erzeugnisse Reifenprofile, Reifenkarkassen, Schuhsohlen oder Zahnriemen.
Das Druckmuster wird dabei gewöhnlich computergestützt, beispielsweise durch CAD, erstellt und an den 3D-Drucker übertragen. Die 3D-Druckerzeugnisse weisen eine ShoreA Härte von 10-150 ShA auf.
Die Erfindung soll nun anhand einiger Ausführungsbeispiele näher erläutert werden, wobei diese jedoch nicht als limitierend auf den Schutzumfang der Erfindung zu verstehen sind. Beispiele:
Beispiel 1 : Herstellung eines 3D-Druck-Filaments
Die Herstellung eines 3D-druckbaren Filaments erfolgt durch Mischung von 50 Gew.-% eines Thermoplasten und 50 Gew.-% Gummipartikel in einem Doppelschneckenextruder
und extrudieren der Filamente bei 180-220°C. Tabelle 1 zeigt die physikalischen Eigenschaften der 3D-druckbaren Filamente sowie die Messmethoden gemäß DIN.
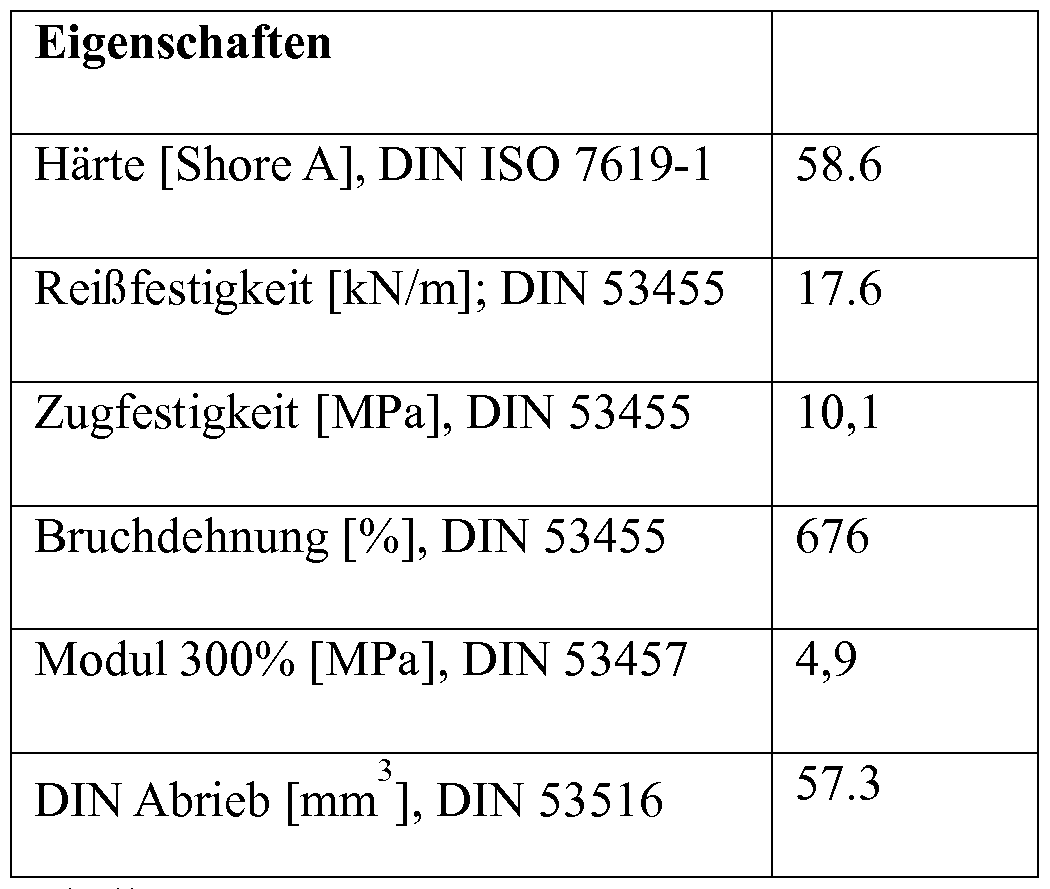
Tabelle 1
Mit der erfindungsgemäßen Zusammensetzung wurden die folgenden Erzeugnisse im 3D- Druck hergestellt:
1. Schuhsohlen:
Es wurden im 3D-Druck Laufflächen für Schuhsohlen in kleinen Stückzahlen zum Zweck der Erprobung unterschiedlicher Materialien und Sohlenprofile hergestellt. Darüber hinaus wurde ein individualisiertes Produkt durch Anpassung der Laufflächenhärte an das Läuf ergewicht, an das persönliche Abrollprofil sowie eine individuelle Farbgebung hergestellt. Das erfindungsgemäße TPV wurde ferner in der Massenfertigung sowie zur Wiederbesohlung/Reparatur getestet.
2. Reifen Laufstreifen
Mit der erfindungsgemäßen Zusammensetzung wurde im 3D-Druck Laufstreifen in kleinen
Stückzahlen zum Zweck der Erprobung unterschiedlicher Materialien und Laufstreifenprofile hergestellt. Ferner wurde ein individualisiertes Reifenprodukt durch Anpassung der Laufflächenhärte an das Fahrzeuggewicht, an das persönliche
Nutzungsprofil (Komfort, Sport, Fahrwerkseinstellungen) sowie an die lokalen
Klimaverhältnisse sowie durch eine individuelle Farbgebung hergestellt. Darüber hinaus wurde die Zusammensetzung in der Massenfertigung getestet sowie zur
Reparatur/Runderneuerung von Reifen.
3. Seitenwände
Das erfindungsgemäße TPV konnte im 3D Druck als Reparaturpatches, z.B. bei nicht vollständig ausgeformter Seitenwandbeschriftung, zur Individualisierung der
Reifenseitenwand, beispielsweise durch Logos, Bilder und dergleichen erfolgreich eingesetzt werden.
4. Sensoren
Das erfindungsgemäße TPV konnte zum lagegetreuen Einbetten von Sensoren in der Schuhsohle oder im Reifen, z.B. zur Temperatur- und Spannungsmessungen eingesetzt werden. Es resultiert kein Positionsverlust aufgrund von Fließvorgängen beim Einformen in der Vulkanisation
5. Spikes Mit dem erfindungsgemäßen TPV konnten im 3D-Druck Ummantelungen von
Metallspikes hergestellt werden, wobei es zu einer Verringerung von Materialverlusten gegenüber Spritzguss bei geringen Materialvolumina kommt.
Bei allen Bauteilen ist es aufgrund des 3D-Drucks einfach möglich, Bauteileigenschaften lokal an die Beanspruchungen anzupassen, beispielsweise mit einem hohen Gummianteil
in den Profilklötzen eines Laufstreifens (Nassgriff) und mit einem hysteresearmen Thermoplast im Profilgrund (Rollwiderstand).
Claims
1. Zusammensetzung auf Basis eines thermoplastischen Vulkanisats (TPV) umfassend:
(a) bis zu 70 Gew.-% einer thermoplastischen Matrix, und
(b) vulkanisierte Gummipartikel
2. Zusammensetzung nach Anspruch 1, wobei die vulkanisierten Gummipartikel eine Teilchengröße im Bereich 1-10 Mikrometer aufweisen.
3. Zusammensetzung nach einem der Ansprüche 1 oder 2, wobei die thermoplastische Matrix thermoplastische Verbindungen, ausgewählt aus Acrylnitril-Butadien- Styrol Copolymer (ABS), Polyamid (PA), Polypropylen (PP), Polystyrol (PS), Polyurethan (PU) oder Kombinationen der genannten, umfasst.
4. Zusammensetzung nach einem der Ansprüche 1 bis 3, wobei die vulkanisierten Gummipartikel ausgewählt sind aus Naturkautschuk (NR), synthetischem Polyisopren (IR), Butadien-Kautschuk (BR), Styrol-Butadien-Kautschuk (SBR) und Nitril-Butadien- Kautschuk (NBR).
5. Zusammensetzung nach einem der Ansprüche 1 bis 4, wobei die vulkanisierten Gummipartikel im Bereich von 1 bis 60 Gew.-% in der Zusammensetzung enthalten sind.
6. Zusammensetzung nach einem der Ansprüche 1 bis 5, wobei die Zusammensetzung weitere Partikel, ausgewählt aus keramischen Partikeln, metallischen Partikeln, synthetischen diamantartigen Kohlenstoffpartikeln oder Kohlenstoffnanoröhren, umfasst.
7. Zusammensetzung nach Anspruch 6, wobei die weiteren Partikel nur in der thermoplastischen Matrix oder nur in der vulkanisierten Gummipartikel-
Komponente oder in der thermoplastischen Matrix und der vulkanisierten Gummipartikel-Komponente enthalten sind.
8. Verwendung einer Zusammensetzung nach einem der Ansprüche 1 bis 7 zum SD- Druck.
9. Verwendung nach Anspruch 8, wobei der 3D-Druck das Drucken von Reifenelementen, Schuhsohlen oder Riemen umfasst.
10. Verwendung nach Anspruch 8 oder 9, wobei zusätzlich Sensoren aufgedruckt werden.
11. Verwendung nach einem der Ansprüche 8-10, wobei der 3D-Druck mehrfarbig erfolgt.
12. Verfahren zum Herstellen eines 3D-Druckerzeugnisses, umfassend das
(a) Bereitstellen einer TPV-Zusammensetzung nach einem der Ansprüche 1 bis 7,
(b) Drucken des Werkstücks im 3D-Druckverfahren.
13. Verfahren nach Anspruch 12, wobei die TPV-Zusammensetzung als Filament eingesetzt wird.
14. 3D-Druckerzeugnis, hergestellt nach einem Verfahren nach Anspruch 12 oder 13.
15. 3D-Druckerzeugnis, enthaltend eine Zusammensetzung nach einem der Ansprüche 1 bis 7.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017217399.8A DE102017217399A1 (de) | 2017-09-29 | 2017-09-29 | 3D-druckbare polymere Zusammensetzung und Erzeugnisse |
| DE102017217399.8 | 2017-09-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019063151A1 true WO2019063151A1 (de) | 2019-04-04 |
Family
ID=62846175
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2018/067763 Ceased WO2019063151A1 (de) | 2017-09-29 | 2018-07-02 | 3d-druckbare polymere zusammensetzung und erzeugnisse |
Country Status (2)
| Country | Link |
|---|---|
| DE (1) | DE102017217399A1 (de) |
| WO (1) | WO2019063151A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12371561B2 (en) | 2021-04-16 | 2025-07-29 | LCY Chemical Corp. | Thermoplastic vulcanizate material, article formed by the same and method for forming the same |
| US12454097B2 (en) | 2021-09-29 | 2025-10-28 | Peridot Print Llc | Three-dimensional printing with polyamides and cubic lattice structured particles |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0404351A2 (de) * | 1989-05-26 | 1990-12-27 | Advanced Elastomer Systems, L.P. | Dynamisch vulkanisierte Mischungen mit verbessertem Steifheits- und Schlagfestigkeitsverhältnis |
| DE102006014985A1 (de) * | 2006-03-27 | 2007-10-04 | Deutsche Gumtec Ag | Thermoplastische Vulkanisate |
| DE102010036122A1 (de) * | 2010-09-01 | 2012-03-01 | Nora Systems Gmbh | Bodenbelag |
| CN104004377A (zh) | 2014-06-10 | 2014-08-27 | 广州市傲趣电子科技有限公司 | 一种软性弹性3d打印橡胶耗材及其制备方法 |
| WO2015109141A1 (en) * | 2014-01-17 | 2015-07-23 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in fused deposition modeling and systems and articles thereof |
| WO2015195527A1 (en) * | 2014-06-16 | 2015-12-23 | Sabic Global Technologies B.V. | Process for additive manufacturing using thermoplastic materials having selected melt indexes |
| CN104761761B (zh) * | 2015-03-28 | 2016-08-24 | 武汉纺织大学 | 一种高韧性的纳米纤维增强橡胶基3d打印用材料及制备方法 |
| CN106519379A (zh) * | 2016-10-31 | 2017-03-22 | 四川之江高新材料股份有限公司 | 3d打印用石墨烯\丁苯橡胶改性低密度聚乙烯的制备法 |
| DE102017200447A1 (de) * | 2016-01-19 | 2017-07-20 | Xerox Corporation | Leitfähiges Polymerkomposit |
| CN107118501A (zh) * | 2017-06-19 | 2017-09-01 | 合肥斯科尔智能科技有限公司 | 一种医疗用耐腐蚀高韧性3d打印材料 |
-
2017
- 2017-09-29 DE DE102017217399.8A patent/DE102017217399A1/de not_active Withdrawn
-
2018
- 2018-07-02 WO PCT/EP2018/067763 patent/WO2019063151A1/de not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0404351A2 (de) * | 1989-05-26 | 1990-12-27 | Advanced Elastomer Systems, L.P. | Dynamisch vulkanisierte Mischungen mit verbessertem Steifheits- und Schlagfestigkeitsverhältnis |
| DE102006014985A1 (de) * | 2006-03-27 | 2007-10-04 | Deutsche Gumtec Ag | Thermoplastische Vulkanisate |
| DE102010036122A1 (de) * | 2010-09-01 | 2012-03-01 | Nora Systems Gmbh | Bodenbelag |
| WO2015109141A1 (en) * | 2014-01-17 | 2015-07-23 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in fused deposition modeling and systems and articles thereof |
| CN104004377A (zh) | 2014-06-10 | 2014-08-27 | 广州市傲趣电子科技有限公司 | 一种软性弹性3d打印橡胶耗材及其制备方法 |
| WO2015195527A1 (en) * | 2014-06-16 | 2015-12-23 | Sabic Global Technologies B.V. | Process for additive manufacturing using thermoplastic materials having selected melt indexes |
| CN104761761B (zh) * | 2015-03-28 | 2016-08-24 | 武汉纺织大学 | 一种高韧性的纳米纤维增强橡胶基3d打印用材料及制备方法 |
| DE102017200447A1 (de) * | 2016-01-19 | 2017-07-20 | Xerox Corporation | Leitfähiges Polymerkomposit |
| CN106519379A (zh) * | 2016-10-31 | 2017-03-22 | 四川之江高新材料股份有限公司 | 3d打印用石墨烯\丁苯橡胶改性低密度聚乙烯的制备法 |
| CN107118501A (zh) * | 2017-06-19 | 2017-09-01 | 合肥斯科尔智能科技有限公司 | 一种医疗用耐腐蚀高韧性3d打印材料 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12371561B2 (en) | 2021-04-16 | 2025-07-29 | LCY Chemical Corp. | Thermoplastic vulcanizate material, article formed by the same and method for forming the same |
| US12454097B2 (en) | 2021-09-29 | 2025-10-28 | Peridot Print Llc | Three-dimensional printing with polyamides and cubic lattice structured particles |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102017217399A1 (de) | 2019-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2288653B1 (de) | Kautschukmischung mit verbessertem abrieb | |
| DE112007002602B4 (de) | Luftreifen mit Haltbarkeit bei hohen Geschwindigkeiten | |
| EP3150402B1 (de) | Kautschukmischung und fahrzeugreifen | |
| EP3150401B1 (de) | Kautschukmischung und fahrzeugreifen | |
| DE69202714T2 (de) | Reifen und Gummimischung für die Basisschicht in der Lauffläche. | |
| EP3307556B1 (de) | Kautschukmischung und fahrzeugreifen | |
| EP2233317B1 (de) | Kautschukmischung mit verbessertem Steifigkeitsverhalten und Verfahren zu deren Herstellung | |
| EP2611601B1 (de) | Bodenbelag und verfahren zur herstellung des selben | |
| DE69212041T2 (de) | Kautschukmischung für Reifen mit hohem Elastizitätsmodul und geringer Hysterese | |
| WO2019063151A1 (de) | 3d-druckbare polymere zusammensetzung und erzeugnisse | |
| EP3428225B1 (de) | Schwefelvernetzte kautschukmischung und fahrzeugreifen | |
| DE69209732T2 (de) | Kautschuk für Reifenlauffläche | |
| WO2009124807A1 (de) | Fahrzeugluftreifen | |
| DE10228537A1 (de) | Gummizusammensetzung | |
| DE69712006T2 (de) | Rennreifenlaufflächenzusammensetzung | |
| DE102004034285B4 (de) | Verfahren zur Herstellung einer Gummizusammensetzung für eine Komponente eines Fertigungsgegenstandes, insbesondere eines Fahrzeugreifens | |
| DE102011110512A1 (de) | Funktionalisierte Polysulfid-Silika-Haftvermittler und silikaverstärkte Kautschukzusammensetzung für Reifenbauteile | |
| DE102009042425B4 (de) | Reifen mit kautschukbauteil, das einen verbundwerkstoff aus kautschuk und einer lage aus syndiotaktischem polybutadien, die mit seiner oberfläche covulkanisiert ist, umfasst | |
| EP2322358B1 (de) | Kautschukmischung | |
| DE102015215327B4 (de) | Vulkanisat, Verwendung dessen und Fahrzeugreifen | |
| DE102016222061A1 (de) | Fahrzeugluftreifen | |
| DE102013106476B4 (de) | Kautschukmischung, deren Verwendung, sowie vulkanisiertes Produkt | |
| EP2500185B1 (de) | Kautschukmischung | |
| EP2163575B1 (de) | Gummiartikel, enthaltend kolloidale Kieselsäure | |
| EP3943273B1 (de) | Verfahren zum herstellen eines extrudats zur herstellung eines body-reifenbauteils, verwendung eines ausgeformten extrudats hergestellt oder herstellbar nach dem verfahren und die verwendung einer vorrichtung zur durchführung des verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18738256 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18738256 Country of ref document: EP Kind code of ref document: A1 |