WO2019123737A1 - Scroll component and scroll compressor - Google Patents
Scroll component and scroll compressor Download PDFInfo
- Publication number
- WO2019123737A1 WO2019123737A1 PCT/JP2018/033841 JP2018033841W WO2019123737A1 WO 2019123737 A1 WO2019123737 A1 WO 2019123737A1 JP 2018033841 W JP2018033841 W JP 2018033841W WO 2019123737 A1 WO2019123737 A1 WO 2019123737A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- scroll
- iron
- layer
- aluminum alloy
- plating layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/02—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents
Definitions
- the present invention relates to a scroll component and a scroll compressor used in a scroll compressor such as an air conditioner.
- a scroll compressor which is one of scroll fluid machines, has advantages such as high efficiency, high reliability, and quietness as compared with compressors of other forms, and various fields such as refrigeration equipment and air conditioning equipment.
- Such a scroll compressor includes a fixed scroll fixed to a frame and a rocking scroll disposed opposite to the fixed scroll.
- the scroll compressor is a method of compressing the refrigerant gas by the rotational movement of the scroll, and high output can be achieved by increasing the number of revolutions of the scroll.
- increasing the number of rotations increases the centrifugal force applied to the scroll, causing problems such as mechanical deformation. Therefore, as a measure to reduce the weight of the scroll, studies are being actively made to change the material from cast iron to an aluminum alloy having a low specific gravity.
- the aluminum alloy has a low melting point and a low surface hardness. The seizing of the moving surface occurs. Therefore, in the scroll made of an aluminum alloy, improvement in the slidability (prevention of seizure) is a problem.
- Patent Document 1 discloses a scroll-type fluid machine in which the slidability is improved by forming a plating layer made of an iron-based material on the sliding surface of a scroll made of an aluminum alloy. Further, in Patent Document 2, an iron-based film is formed on the surface of a sliding component made of an aluminum alloy, and the surface of the iron-based film is nitrided by heat treatment at 500 ° C. in an ammonia gas atmosphere. A sliding component having a coating formed thereon is disclosed.
- the present invention has been made to solve the above-described problems, and a layer having excellent slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and at the time of operating the compressor.
- An object of the present invention is to provide a scroll part capable of suppressing deterioration in sealing performance of a refrigerant gas.
- Another object of the present invention is to provide a scroll compressor capable of suppressing the deterioration of the sealing property of the refrigerant gas at the time of compressor operation.
- Aluminum alloys tend to have lower melting points and lower hardness compared to ferrous metals used in common sliding parts. Therefore, in order to improve the slidability of the aluminum alloy, it is necessary to form a layer on the surface of the aluminum alloy using a material having high hardness. In addition, a large amount of stress is applied to the layer formed on the surface of the aluminum alloy when the members slide. Therefore, the interface between the layer formed using a material with high hardness and the aluminum alloy is required to have strong adhesion to the extent that peeling does not occur at the time of sliding.
- the inventors of the present invention formed an iron-based plating layer having a hardness higher than that of the aluminum alloy on the surface of the aluminum alloy, thereby sliding the aluminum alloy. It has been found that the sex improves. Furthermore, the adhesion between the iron-based plating layer and the aluminum alloy is improved by forming a diffusion layer containing a specific metal element that easily causes thermal diffusion at the interface between the iron-based plating layer and the aluminum alloy. I found it.
- this diffusion layer can be formed at a low temperature, it can be found that the thermal deformation and the strength reduction of the aluminum alloy can be suppressed, and the deterioration of the sealing property of the refrigerant gas at the time of compressor operation can be suppressed. It came to
- a scroll component including a fixed scroll made of an aluminum alloy and a rocking scroll made of an aluminum alloy
- at least one of the fixed scroll and the rocking scroll is an iron-based member formed on its sliding surface A plating layer, and a diffusion layer formed at the interface between the iron-based plating layer and the aluminum alloy and containing Al and Fe as main components and at least one selected from the group consisting of Co, Ni, Cu and Zn
- a scroll component characterized by comprising:
- an airtight container there is provided an airtight container, a compression mechanism portion accommodated in the airtight container and compressing a fluid flowing into the airtight container, an electric motor generating a rotational force, and a rotational force generated by the electric motor.
- a scroll compressor comprising a drive shaft for transmitting to a compression mechanism, wherein the compression mechanism includes the scroll component.
- a layer having excellent slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and the scroll that can suppress the deterioration of the sealability of the refrigerant gas during compressor operation can be suppressed. Parts can be provided. Further, according to the present invention, it is possible to provide a scroll compressor capable of suppressing the deterioration of the sealing property of the refrigerant gas at the time of compressor operation.
- FIG. 5 is a schematic cross-sectional view of a fixed scroll and an oscillating scroll that constitute the scroll component according to Embodiment 1.
- FIG. 5 is a schematic cross-sectional view of a sliding surface of the scroll part according to Embodiment 1.
- FIG. 5 is a schematic cross-sectional view of a sliding surface of the scroll part according to Embodiment 1.
- FIG. 5 is a schematic cross-sectional view of the vicinity of the interface between the iron-based plated layer formed on the sliding surface of the scroll part according to Embodiment 1 and the aluminum alloy.
- FIG. 6 is a schematic cross-sectional view for explaining a state in which curved edge processing is performed on the edge portion of the sliding surface of the scroll part according to the first embodiment.
- FIG. 7 is a schematic cross-sectional view for explaining a state in which the edge portion of the sliding surface of the scroll part according to Embodiment 1 is tapered.
- FIG. 6 is a schematic cross sectional view for illustrating a state in which an iron-based plating layer and a ceramic layer are formed on the sliding surfaces of both the fixed scroll and the oscillating scroll that constitute the scroll component according to the first embodiment.
- FIG. 5 is a schematic cross-sectional view for illustrating a state in which an iron-based plated layer and a ceramic layer are formed on the sliding surface of one of the scrolls constituting the scroll component according to Embodiment 1.
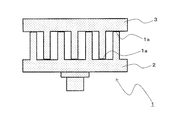
- FIG. 1 is a schematic cross-sectional view of a fixed scroll and an oscillating scroll that constitute the scroll component according to the first embodiment.
- the scroll part 1 includes an oscillating scroll 2 and a fixed scroll 3, and has a sliding surface 1 a where these scrolls rub against each other.
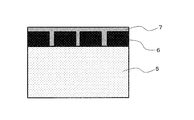
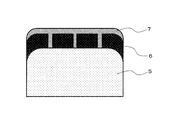
- 2 and 3 are schematic cross-sectional views of the sliding surface 1a of the scroll part according to the first embodiment.
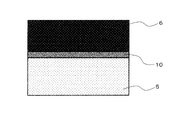
- FIG. 4 is a schematic cross-sectional view of the vicinity of the interface between the iron-based plating layer and the aluminum alloy formed on the sliding surface 1 a of the scroll part according to the first embodiment.
- the iron-based plating layer 6 is formed on the surface of the aluminum alloy 5 constituting the scroll, and a plurality of cracked portions 11 exist on the surface of the iron-based plating layer 6 .
- the iron-based plating layer 6 is formed on the surface of the aluminum alloy 5 constituting the scroll, and the nitride and sulfide are mainly contained in the surface of the iron-based plating layer 6 and the crack portion 11.
- the ceramic layer 7 to be made is formed. That is, the scroll part shown in FIG. 3 differs from the scroll part shown in FIG. 2 in that the ceramic layer 7 is provided. Further, as shown in FIG.
- a diffusion layer 10 mainly composed of Al and Fe is formed at the interface between the iron-based plating layer 6 and the aluminum alloy 5.
- the iron-based plating layer 6 having a hardness higher than that of the aluminum alloy 5 as shown in FIG. 2 on the surface of the aluminum alloy 5 to be the sliding surface 1a, the slidability of the surface of the aluminum alloy 5 is improved. It can be done.
- the iron-based plated layer 6 and the ceramic layer 7 (hereinafter referred to as the iron-based plated layer 6 and the ceramic layer 7) are harder than the aluminum alloy 5 on the surface of the aluminum alloy 5.
- the sliding property of the surface of the aluminum alloy 5 can be further improved by forming a composite layer in some cases.
- diffusion layer 10 at the interface between iron-based plating layer 6 and aluminum alloy 5
- iron-based plating layer 6 and aluminum alloy 5 are chemically bonded, and iron-based plating layer 6 to aluminum alloy 5 is formed.
- the adhesiveness of the ceramic layer 7 can be improved.
- the diffusion layer 10 can be formed at a low temperature by containing the specific metal element that easily causes the thermal diffusion in the diffusion layer 10, the thermal deformation and the strength decrease of the aluminum alloy 5 can be suppressed. As a result, it is possible to prevent the deterioration of the sealing property of the refrigerant gas at the time of compressor operation.
- the iron-based plated layer 6 in the scroll part according to the present embodiment has the cracked portion 11, and thus the adhesion to the ceramic layer 7 is improved.
- the aluminum alloy 5 and the iron-based plating layer 6 which are the base materials have a thermal expansion difference. Therefore, when heat treatment for forming diffusion layer 10 or heat treatment for forming ceramic layer 7 is performed, iron having a thermal expansion coefficient smaller than that of aluminum alloy 5 due to the thermal stress caused by the thermal expansion difference. Cracks occur in the base plating layer 6. The crack also contributes to improving the adhesion to the surface of the iron-based plating layer 6 and the ceramic layer 7 formed in the crack portion 11.
- the composition of the iron-based plating layer 6 may be iron alone, but from the viewpoint of increasing the hardness of the iron-based plating layer 6, it is preferable to contain chromium (Cr).
- the content of chromium in the iron-based plating layer 6 is not particularly limited, but is preferably 3% by mass to 15% by mass, and more preferably 5% by mass to 10% by mass.
- the thickness of the iron-based plating layer 6 is not particularly limited, but is preferably 2 ⁇ m or more and 20 ⁇ m or less, and more preferably 5 ⁇ m or more and 15 ⁇ m or less. By setting the thickness of the iron-based plating layer 6 to 2 ⁇ m or more and 20 ⁇ m or less, the hardness of the iron-based plating layer 6 can be increased, and the exposure of the aluminum alloy 5 can be prevented.
- the ceramic layer 7 in the scroll part according to the present embodiment is mainly composed of a nitride and a sulfide. Since the nitride is a ceramic having a very high hardness, the inclusion of the nitride in the ceramic layer 7 improves the wear resistance. In addition, although the sulfide is relatively low in hardness, it is very excellent in lubricity, and the inclusion of the sulfide in the ceramic layer 7 suppresses the frictional resistance at the time of sliding. Thus, the inclusion of the nitride and the sulfide in the ceramic layer 7 improves the slidability of the surface.
- nitride which is one of the main components of the ceramic layer 7 include silicon nitride, aluminum nitride, iron nitride, chromium nitride, titanium nitride, gallium nitride and the like. These nitrides may be used alone or in combination of two or more. Among these nitrides, iron nitride is preferable from the viewpoint of improving the slidability. Furthermore, by using iron nitride, the compatibility with the base iron-based plating layer 6 is improved, so the adhesion between the iron-based plating layer 6 and the ceramic layer 7 is improved.
- sulfide which is another main component of the ceramic layer 7
- molybdenum sulfide, tin sulfide, iron sulfide, chromium sulfide, vanadium sulfide, tungsten sulfide etc. are mentioned. These sulfides may be used alone or in combination of two or more. Among these sulfides, iron sulfide is preferable from the viewpoint of improving the slidability. Further, by using iron sulfide, the compatibility with the iron-based plating layer 6 as the base is improved, and the adhesion between the iron-based plating layer 6 and the ceramic layer 7 is improved.
- having nitride and sulfide as main components means that the total amount of nitride and sulfide is 70% by mass or more and 100% by mass or less with respect to the ceramic layer 7. .
- the thickness of the ceramic layer 7 in the scroll part according to the present embodiment is not particularly limited, but is preferably 1 ⁇ m to 10 ⁇ m, and more preferably 2 ⁇ m to 5 ⁇ m. By setting the thickness of the ceramic layer 7 to 1 ⁇ m or more and 10 ⁇ m or less, the adhesiveness between the iron-based plating layer 6 and the ceramic layer 7 is improved while the slidability is enhanced, and peeling of the ceramic layer 7 can be prevented. .
- the thickness of the composite layer formed on the sliding surface of the scroll part according to the present embodiment is preferably uniform over the entire sliding surface, from the viewpoint of improving the sealing performance of the refrigerant gas. If the thickness of the composite layer is not uniform in the convex portion and the concave portion of the sliding surface of the scroll part, a gap is generated in the sliding surface when sliding the oscillating scroll 2 and the fixed scroll 3 and refrigerant gas Seal performance is degraded. Therefore, the difference between the thickness of the composite layer in the convex portion of the sliding surface of the scroll part and the thickness of the composite layer in the recess is preferably 5 ⁇ m or less, more preferably 3 ⁇ m or less. If the thickness difference of the composite layer is 5 ⁇ m or less, the oil film of the lubricating oil substitutes for the packing even if a gap is generated on the sliding surface, and the deterioration of the sealing performance can be suppressed.
- Diffusion layer 10 in the scroll part according to the present embodiment contributes to the improvement of the adhesion between iron-based plating layer 6 and aluminum alloy 5.
- the iron-based plating layer 6 is in physical contact with the surface of the aluminum alloy 5. Therefore, the adhesion at the interface is very weak, and the iron-based plating layer 6 or the composite layer may be peeled off by mechanical stress at the time of sliding. Further, since the iron-based plating layer 6 and the aluminum alloy 5 have a thermal expansion difference as described above, when the diffusion layer 10 does not exist, the iron-based plating layer is generated by thermal stress due to frictional heat at the time of sliding. 6 or the composite layer may be peeled off.
- the iron-based plating layer 6 and the ceramic to the aluminum alloy 5 are made by chemically bonding (diffusion bonding) the iron-based plating layer 6 and the aluminum alloy 5 via the diffusion layer 10.
- the adhesion of the layer 7 is excellent.
- the diffusion layer 10 in the scroll component according to the present embodiment is formed at the interface between the aluminum alloy 5 and the iron-based plating layer 6, its composition is mainly composed of Al and Fe. Furthermore, from the viewpoint of promoting the formation of the diffusion layer 10 and enhancing the adhesion between the aluminum alloy 5 and the iron-based plating layer 6, the diffusion layer 10 contains a metal having a larger diffusion coefficient than Al and Fe. There is. As metals having a larger diffusion coefficient than Al and Fe, Co, Ni, Cu and Zn can be mentioned. These metals may be used alone or in combination of two or more. The content of these metals is not particularly limited, but is preferably 2% by mass to 40% by mass, and more preferably 4% by mass to 30% by mass, with respect to the diffusion layer 10.
- having Al and Fe as main components means that the total amount of Al and Fe is 60 mass% or more and 98 mass% or less with respect to the diffusion layer 10. Further, in the present specification, the content of the metal contained in the diffusion layer 10 is, in a cross section in the vicinity of the interface between the aluminum alloy 5 and the iron-based plating layer 6, The value analyzed quantitatively by an analyzer (EPMA).
- EPMA analyzer
- the diffusion layer 10 in the scroll part according to the present embodiment utilizes thermal diffusion of elements by heat treatment, and requires a heat treatment step for forming the diffusion layer 10.
- the aluminum alloy 5 is heat-treated at a high temperature, distortion may occur.
- the heat treatment at a high temperature may cause deterioration (recrystallization) of the crystal structure, and the mechanical strength may be rapidly reduced.
- the diffusion layer does not contain a metal having a diffusion coefficient greater than that of Al and Fe, heat treatment at a high temperature of 500 ° C. or higher is required to form the diffusion layer, which causes thermal distortion of the aluminum alloy 5 or Deterioration causes a decrease in mechanical strength.
- the heat treatment temperature for forming the diffusion layer 10 is 400 ° C. or less by forming the diffusion layer 10 containing a metal having a diffusion coefficient larger than that of Al and Fe. It is possible to suppress a decrease in mechanical strength due to thermal distortion of the alloy 5 and deterioration of the crystal structure. As a result, it is possible to prevent deterioration of the sealability of the refrigerant gas due to thermal distortion and deformation of the scroll component.
- the 0.2% proof stress in the tensile test of the scroll is preferably 150 MPa or more, more preferably 200 MPa or more, and most preferably 300 MPa or more. If the 0.2% proof stress in the tensile test of the scroll is 150 MPa or more, distortion does not occur during sliding, and the sliding member becomes highly reliable.
- the 0.2% proof stress in a tensile test uses the value evaluated by the method of JIS Z2411.
- the scroll part according to the present embodiment has no adverse effect on the slidability and adhesion even if the edge portion of the sliding surface is not processed, but the smoothness of the iron-based plating layer 6 and the ceramic layer 7 From the viewpoint, it is preferable that curved surface (R) processing or taper processing be performed on the edge portion of the sliding surface.
- curved surface processing or taper processing be performed on the edge portion of the sliding surface.
- FIG. 5 is a schematic cross-sectional view for explaining a state in which the edge portion of the sliding surface of the scroll part is subjected to curved surface processing
- FIG. 6 is a taper processing of the edge portion of the sliding surface of the scroll part It is a cross-sectional schematic diagram for demonstrating the state currently given. As shown in FIGS.
- curved surface (R) processing is R 0.5 mm or more and R 3 mm or less.
- a taper process is C0.5 mm or more and C3 mm or less.
- R means the radius of the curved surface
- C means the distance from the edge.
- R and C are less than 0.5 mm, the effect of suppressing electrolytic concentration is not sufficiently exhibited, and the smoothness of the iron-based plating layer 6 and the ceramic layer 7 is not improved.
- R and C exceed 3 mm, when applied to a sliding component such as a scroll component, the area of the sliding surface becomes small, and the pressure applied at the time of sliding increases.
- FIGS. 7 and 8 An enlarged view of the sliding portion 1 a of the compressor scroll component 1 according to the present embodiment is shown in FIGS. 7 and 8.
- the iron-based plated layer 6, the ceramic layer 7, and the diffusion layer are formed on the sliding surfaces 1a of the fixed scroll and the oscillating scroll.
- the iron-based plated layer 6, the ceramic layer 7, and the diffusion layer are formed only on one of the sliding surfaces 1 a of the fixed scroll and the oscillating scroll.
- An iron-based plating layer 6, a ceramic layer 7 and a diffusion layer are formed on the sliding faces 1a of both scrolls constituting the scroll part 1, or on the sliding face 1a of one scroll constituting the scroll part 1, Whether to form the iron-based plating layer 6, the ceramic layer 7, and the diffusion layer may be appropriately selected according to the slidability required for the scroll part 1. For example, when it is necessary to increase the rotational speed of the scroll of the compressor, high slidability is required, and therefore, the iron-based plating layer 6, the ceramic layer 7 and the sliding surface 1a of both scrolls are required. It is preferable to form a diffusion layer. Moreover, when the high slidability is not required, the formation of the ceramic layer 7 may be omitted.
- the aluminum alloy 5 in the scroll part according to the present embodiment preferably has a Young's modulus of 70 GPa or more from the viewpoint of suppressing deformation due to mechanical stress applied at the time of sliding.
- the material of the aluminum alloy 5 is not particularly limited, and aluminum alloys for casting, forging and die casting known in the relevant technical field can be used.
- aluminum alloys include Al-Cu-Mg alloy, Al-Cu-Si alloy, Al-Si alloy, Al-Si-Mg alloy, Al-Si-Cu alloy, Al-Si-Mg. Alloy, Al-Si-Cu-Mg alloy, Al-Cu-Ni-Mg alloy, Al-Mg alloy, Al-Si-Cu-Ni-Mg alloy, Al-Si-Fe-Cu alloy Etc.
- the scroll part according to the present embodiment can be manufactured as follows. First, an aluminum alloy is processed into a scroll shape.
- the method of forming the fixed scroll and the oscillating scroll from aluminum alloy is not particularly limited, and it is possible to use a casting method, a forging method, a die casting method or the like. Moreover, it is also possible to perform surface grinding processing as a post process. The surface grinding process can improve the smoothness and the dimensional accuracy of the surface.
- a metal layer having a diffusion coefficient larger than that of Al and Fe described above is formed on the surface of the aluminum alloy 5 processed into the scroll shape.
- the method for forming a metal layer having a diffusion coefficient larger than that of Al and Fe is not particularly limited, and examples thereof include electrolytic plating, electroless plating, vapor deposition, sputtering, and thermal spraying.
- the iron-based plating layer 6 is formed on the surface of the metal layer formed on the surface of the aluminum alloy 5 and having a diffusion coefficient larger than that of Al and Fe.
- the method of forming the iron-based plating layer 6 is not particularly limited, and examples thereof include electrolytic plating and electroless plating.
- the shape is complicated, so the current density at the time of energization of the plating becomes uneven, and the thickness of the iron-based plating layer 6 is It may be uneven.
- a jig such as an auxiliary electrode
- the current density can be made uniform, and the thickness of the iron-based plating layer 6 can be made uniform.
- the shape of the auxiliary electrode is not particularly limited as long as the current density can be made uniform, but it is preferable to make the shape similar to the spiral shape of the scroll.
- the aluminum alloy 5 on which the iron-based plating layer 6 is formed is heat-treated in vacuum, or heat-treated in a mixed gas atmosphere containing nitrogen gas and hydrogen sulfide gas.
- a crack due to the thermal expansion difference is generated on the surface of the iron-based plating layer 6, and the diffusion layer 10 is formed at the interface between the iron-based plating layer 6 and the aluminum alloy 5.
- the surface of the iron-based plating layer 6 and the crack portion 11 are made of a ceramic containing nitride and sulfide as main components by reaction with the mixed gas.
- Layer 7 is formed.
- the heat treatment temperature is not particularly limited, but is preferably 200 ° C.
- the heat treatment temperature is less than 200 ° C., the diffusion layer 10 is difficult to be formed, and the improvement of the adhesion may be insufficient. Furthermore, since the reaction between the iron-based plating layer 6 and the mixed gas hardly progresses, the formation of the ceramic layer 7 on the surface of the iron-based plating layer 6 and the crack portion 11 becomes insufficient.
- a layer excellent in slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and the deterioration of the sealing property of the refrigerant gas at the time of compressor operation is suppressed.
- It can be made a scrollable part.
- the scroll part for a compressor has been described as an example, but the present invention can be applied to other sliding parts made of aluminum alloy.
- the scroll compressor according to the second embodiment is a so-called vertical scroll compressor, which compresses and discharges a working gas such as a refrigerant.
- the scroll compressor includes a sealed container, a compression mechanism, a motor generating a rotational force, and a drive shaft for transmitting the rotational force generated by the motor to the compression mechanism.
- the closed container is formed, for example, in a cylindrical shape and has pressure resistance.
- a suction pipe is connected to one side of the sealed container for taking working gas into the sealed container, and a discharge pipe for discharging compressed working gas from the sealed container to the other side is connected to the other side of the sealed container. It is connected.
- the compression mechanism unit incorporates the scroll component according to the first embodiment.
- the centrifugal force of the scroll component generated at the time of compressor operation is reduced. Further, the slidability is improved by the iron-based plating layer, the ceramic layer and the diffusion layer formed on the surface of the aluminum alloy. Therefore, by increasing the rotational speed of the scroll component, the compression efficiency of the refrigerant gas is improved, and the output of the scroll compressor can be increased.
- the method for incorporating the scroll parts into the scroll compressor is not particularly limited, and can be performed according to a known method.
- the scroll compressor capable of achieving high output by high speed operation without deterioration of the sealing property of the refrigerant gas.
- Example 1 On the surface of an Al-Si-Cu-Mg-based aluminum alloy (ADC 14, Young's modulus: 80 GPa), a Zn film was formed to a thickness of about 0.5 ⁇ m by electrolytic plating. Next, on the surface of the Zn film, an Fe—Cr plated layer having a 92 mass% Fe-8 mass% Cr composition was formed to a thickness of about 10 ⁇ m by electrolytic plating. Next, heat treatment is performed at 350 ° C. for 5 hours in a mixed gas containing nitrogen and hydrogen sulfide to form a diffusion layer (Zn content: 5% by mass) containing Al and Fe as main components and containing Zn.
- a diffusion layer Zn content: 5% by mass
- a test piece of Example 1 was obtained by forming a ceramic layer containing iron nitride and iron sulfide as main components on the surface of the Fe-Cr plated layer.
- the thickness of the Fe—Cr plated layer was 10 ⁇ m
- the thickness of the ceramic layer was 5 ⁇ m.
- Example 2 in the same manner as Example 1, except that a Ni film was formed instead of the Zn film, and a diffusion layer (Ni content: 6% by mass) containing Al and Fe as main components and containing Ni was formed. Test pieces were obtained. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 3 in the same manner as Example 1, except that a Cu film was formed instead of the Zn film, and a diffusion layer (Cu content: 5% by mass) containing Al and Fe as main components and containing Cu was formed. Test pieces were obtained. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 4 A film of Zn and Ni was formed instead of the Zn film, and a diffusion layer (Zn content: 3% by mass, Ni content: 4% by mass) containing Al and Fe as main components and containing Zn and Ni was formed.
- Test pieces of Example 4 were obtained in the same manner as Example 1 except for the above. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 5 The test piece of Example 5 was obtained in the same manner as Example 1 except that an Fe plating layer was formed instead of the Fe-Cr plating layer.
- the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 6 Example 1 was carried out in the same manner as Example 1, except that an Fe-Cr plating layer of 97 mass% Fe-3 mass% Cr composition was formed instead of the Fe-Cr plating layer of 92 mass% Fe-8 mass% Cr composition.
- the test piece of Example 6 was obtained.
- the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 7 Example 1 was carried out in the same manner as Example 1, except that an Fe-Cr plated layer of 85 wt% Fe-15 wt% Cr composition was formed instead of the Fe-Cr plated layer of 92 wt% Fe-8 wt% Cr composition.
- the test piece of Example 7 was obtained.
- the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 8 Example 1 was carried out in the same manner as Example 1, except that an Fe-Cr plating layer of 81 mass% Fe-19 mass% Cr composition was formed instead of the Fe-Cr plating layer of 92 mass% Fe-8 mass% Cr composition.
- the test piece of Example 8 was obtained.
- the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 9 The test piece of Example 9 was obtained in the same manner as in Example 1 except that the heat treatment in the mixed gas containing nitrogen and hydrogen sulfide was changed to the heat treatment in vacuum, and the ceramic layer was not formed. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m.
- Comparative Example 1 The Al-Si-Cu-Mg-based aluminum alloy (ADC 14) itself was used as a test piece.
- Comparative Example 2 A test piece of Comparative Example 2 was obtained in the same manner as in Example 1 except that a diffusion layer consisting of Al and Fe was formed without forming a Zn film.
- Comparative Example 3 A test piece of Comparative Example 3 was obtained in the same manner as Example 1, except that the Zn film was not formed, the heat treatment condition was changed to 500 ° C. for 5 hours, and the diffusion layer consisting of Al and Fe was formed.
- the seizure resistance was measured by the pin-on-disk method.
- the measurement results of this seizure resistance were based on the seizure resistance obtained with the test piece of Example 1, and the relative values of the seizure resistance obtained with the test pieces of each Example or each Comparative Example ([Each Example It shows in Table 1 and 2 as a value of the seizure resistance obtained with the test piece of an example or each comparative example / the seizure resistance obtained with the specimen of Example 1].
- the seizure resistance by the pin-on-disk method was implemented by the following method.
- the presence or absence of distortion of the test piece by heat processing was evaluated about the test piece obtained by said Example and comparative example.
- the presence or absence of distortion was implemented by measuring the shape of the test piece before and behind heat processing using a three-dimensional shape measuring machine, and comparing shape change. When there is a change in shape, it is considered as distortion "present", and when there is no change in shape, it is considered as distortion "absent".
- a diffusion layer containing Al and Fe as main components and containing one or two of Zn, Ni and Cu on the surface of an aluminum alloy, an iron-based plating layer, and iron nitride As shown in Tables 1 and 2, a diffusion layer containing Al and Fe as main components and containing one or two of Zn, Ni and Cu on the surface of an aluminum alloy, an iron-based plating layer, and iron nitride
- the test pieces of Examples 1 to 8 in which the ceramic layer mainly composed of iron sulfide and iron sulfide is formed are compared with the test piece of Comparative Example 1 which is an untreated Al-Si-Cu-Mg-based aluminum alloy, Since the seizure resistance is very high, it can be seen that the slidability is extremely excellent.
- Example 9 The test piece of Example 9 in which a diffusion layer containing Al and Fe as main components and one or more of Zn, Ni and Cu and an iron-based plating layer formed on the surface of an aluminum alloy is untreated Since the seizure resistance is higher than that of the test piece of Comparative Example 1 which is an Al-Si-Cu-Mg-based aluminum alloy, it is understood that the slidability is excellent. Since the peel strength of the test pieces of Examples 1 to 9 is higher than that of the test piece of Comparative Example 2 in which the diffusion layer made of Al and Fe is formed, the adhesion of the layer formed on the surface of the aluminum alloy is It turns out that it is excellent.
- the test piece of Comparative Example 3 in which the heat treatment condition is changed to 500 hours and the diffusion layer made of Al and Fe is formed has a tendency to improve the layer adhesion more than the test piece of Comparative Example 2 The distortion occurs in the test piece because the heat treatment temperature is high.
- a layer excellent in slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and the sealing property of the refrigerant gas at the time of compressor operation It is possible to provide a scroll component that can suppress deterioration.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Rotary Pumps (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Abstract
Description
本発明は、空調機等のスクロール圧縮機に使用されるスクロール部品及びスクロール圧縮機に関する。 The present invention relates to a scroll component and a scroll compressor used in a scroll compressor such as an air conditioner.
スクロール流体機械の1つであるスクロール圧縮機は、他の形態の圧縮機に比べて、高効率、高信頼性、静音等の優位性を備えており、冷凍機器、空調機器等の様々な分野で広く利用されている。このようなスクロール圧縮機は、フレームに固定された固定スクロールと、この固定スクロールに対向配置された揺動スクロールとを備えている。スクロール圧縮機は、スクロールの回転運動で冷媒ガスを圧縮する方式であり、スクロールの回転数を上げることで高出力化が可能となる。しかしながら、回転数を上げることで、スクロールに印加される遠心力が増大し、機械的な変形が生じる等の問題が発生する。そのため、スクロールの軽量化策として、材質を鋳鉄から比重の軽いアルミニウム合金に変更する検討が盛んに行われているが、アルミニウム合金は、融点が低く且つ表面硬度も低いことから、運転動作時に摺動面の焼付きが発生してしまう。そのため、アルミニウム合金製のスクロールにおいては、摺動性の向上(焼き付き防止)が課題となっている。 A scroll compressor, which is one of scroll fluid machines, has advantages such as high efficiency, high reliability, and quietness as compared with compressors of other forms, and various fields such as refrigeration equipment and air conditioning equipment. Are widely used. Such a scroll compressor includes a fixed scroll fixed to a frame and a rocking scroll disposed opposite to the fixed scroll. The scroll compressor is a method of compressing the refrigerant gas by the rotational movement of the scroll, and high output can be achieved by increasing the number of revolutions of the scroll. However, increasing the number of rotations increases the centrifugal force applied to the scroll, causing problems such as mechanical deformation. Therefore, as a measure to reduce the weight of the scroll, studies are being actively made to change the material from cast iron to an aluminum alloy having a low specific gravity. However, the aluminum alloy has a low melting point and a low surface hardness. The seizing of the moving surface occurs. Therefore, in the scroll made of an aluminum alloy, improvement in the slidability (prevention of seizure) is a problem.
そこで、特許文献1では、アルミニウム合金からなるスクロールの摺動面に鉄系材料からなるめっき層を形成することで、摺動性を向上させたスクロール型流体機械が開示されている。また、特許文献2では、アルミニウム合金からなる摺動部品の表面に鉄系皮膜を形成し、アンモニアガス雰囲気中で500℃の熱処理を施すことで、鉄系皮膜の表面を窒化し、窒化鉄の皮膜を形成した摺動部品が開示されている。
Therefore,
しかしながら、特許文献1で開示されている方法では、アルミニウム合金からなるスクロールの表面に形成された鉄系材料からなるめっき層の密着力が弱く、圧縮機運転時の摩擦により、めっき層が剥がれるという課題があった。また、特許文献2で開示されている方法では、熱処理温度(500℃)が高いため、スクロール部品に熱変形が生じたり、熱処理後のアルミニウム合金の強度低下により、圧縮機運転時に印加される応力で、スクロール部品に歪みが生じ、冷媒ガスのシール性が悪化するという課題があった。
However, in the method disclosed in
本発明は、上記のような課題を解決するためになされたものであり、アルミニウム合金からなるスクロールの摺動面に摺動性及び密着性に優れる層が形成されると共に、圧縮機運転時の冷媒ガスのシール性の悪化を抑制することのできるスクロール部品を提供することを目的とする。また、本発明は、圧縮機運転時の冷媒ガスのシール性の悪化を抑制することのできるスクロール圧縮機を提供することを目的とする。 The present invention has been made to solve the above-described problems, and a layer having excellent slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and at the time of operating the compressor. An object of the present invention is to provide a scroll part capable of suppressing deterioration in sealing performance of a refrigerant gas. Another object of the present invention is to provide a scroll compressor capable of suppressing the deterioration of the sealing property of the refrigerant gas at the time of compressor operation.
アルミニウム合金は、一般的な摺動部品に使用される鉄系金属と比較して、融点が低く且つ硬度が低いという傾向がある。そのため、アルミニウム合金の摺動性を向上させるためには、アルミニウム合金の表面に、硬度の高い材料を用いて層を形成することが必要である。また、アルミニウム合金の表面に形成される層には、部材同士の摺動時に多大な応力が印加される。したがって、硬度の高い材料を用いて形成した層とアルミニウム合金との界面は、摺動時に剥がれが生じない程度に強固な密着性を有することが求められる。
そこで、本発明者らは、上記の課題を解決すべく鋭意研究した結果、アルミニウム合金の表面に、アルミニウム合金と比較して硬度の高い鉄系めっき層を形成することで、アルミニウム合金の摺動性が向上することを見出した。更に、鉄系めっき層とアルミニウム合金との界面に、熱拡散が生じ易い特定の金属元素を含有する拡散層を形成することで、鉄系めっき層とアルミニウム合金との密着性が向上することを見出した。また、この拡散層は低温で形成することができるため、アルミニウム合金の熱変形及び強度低下を抑制することができ、圧縮機運転時の冷媒ガスのシール性の悪化を抑制できることを見出し、本発明に至った。
Aluminum alloys tend to have lower melting points and lower hardness compared to ferrous metals used in common sliding parts. Therefore, in order to improve the slidability of the aluminum alloy, it is necessary to form a layer on the surface of the aluminum alloy using a material having high hardness. In addition, a large amount of stress is applied to the layer formed on the surface of the aluminum alloy when the members slide. Therefore, the interface between the layer formed using a material with high hardness and the aluminum alloy is required to have strong adhesion to the extent that peeling does not occur at the time of sliding.
Therefore, as a result of intensive studies to solve the above problems, the inventors of the present invention formed an iron-based plating layer having a hardness higher than that of the aluminum alloy on the surface of the aluminum alloy, thereby sliding the aluminum alloy. It has been found that the sex improves. Furthermore, the adhesion between the iron-based plating layer and the aluminum alloy is improved by forming a diffusion layer containing a specific metal element that easily causes thermal diffusion at the interface between the iron-based plating layer and the aluminum alloy. I found it. Further, since this diffusion layer can be formed at a low temperature, it can be found that the thermal deformation and the strength reduction of the aluminum alloy can be suppressed, and the deterioration of the sealing property of the refrigerant gas at the time of compressor operation can be suppressed. It came to
すなわち、本発明は、アルミニウム合金からなる固定スクロールとアルミニウム合金からなる揺動スクロールとを備えるスクロール部品において、前記固定スクロール及び前記揺動スクロールの少なくとも一方は、その摺動面に形成された鉄系めっき層と、前記鉄系めっき層と前記アルミニウム合金との界面に形成され、Al及びFeを主成分とし且つCo、Ni、Cu及びZnからなる群から選択される少なくとも一種を含有する拡散層と、を備えることを特徴とするスクロール部品である。
さらに、本発明は、密閉容器と、前記密閉容器に収容され、前記密閉容器内に流入する流体を圧縮する圧縮機構部と、回転力を発生する電動機と、前記電動機により発生する回転力を前記圧縮機構部に伝える駆動軸と、を備えたスクロール圧縮機において、前記圧縮機構部が、前記スクロール部品を含むことを特徴とするスクロール圧縮機である。
That is, according to the present invention, in a scroll component including a fixed scroll made of an aluminum alloy and a rocking scroll made of an aluminum alloy, at least one of the fixed scroll and the rocking scroll is an iron-based member formed on its sliding surface A plating layer, and a diffusion layer formed at the interface between the iron-based plating layer and the aluminum alloy and containing Al and Fe as main components and at least one selected from the group consisting of Co, Ni, Cu and Zn; And a scroll component characterized by comprising:
Further, according to the present invention, there is provided an airtight container, a compression mechanism portion accommodated in the airtight container and compressing a fluid flowing into the airtight container, an electric motor generating a rotational force, and a rotational force generated by the electric motor. A scroll compressor comprising a drive shaft for transmitting to a compression mechanism, wherein the compression mechanism includes the scroll component.
本発明によれば、アルミニウム合金からなるスクロールの摺動面に摺動性及び密着性に優れる層が形成されると共に、圧縮機運転時の冷媒ガスのシール性の悪化を抑制することのできるスクロール部品を提供することができる。
また、本発明によれば、圧縮機運転時の冷媒ガスのシール性の悪化を抑制することのできるスクロール圧縮機を提供することができる。
According to the present invention, a layer having excellent slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and the scroll that can suppress the deterioration of the sealability of the refrigerant gas during compressor operation can be suppressed. Parts can be provided.
Further, according to the present invention, it is possible to provide a scroll compressor capable of suppressing the deterioration of the sealing property of the refrigerant gas at the time of compressor operation.
実施の形態1.
図1は、実施の形態1に係るスクロール部品を構成する固定スクロール及び揺動スクロールの断面模式図である。図1において、スクロール部品1は、揺動スクロール2と固定スクロール3とを備え、これらのスクロールが互いに擦れ合う摺動面1aを有している。図2及び3は、実施の形態1に係るスクロール部品の摺動面1aの断面模式図である。図4は、実施の形態1に係るスクロール部品の摺動面1aに形成された鉄系めっき層とアルミニウム合金との界面近傍の断面模式図である。図2に示されるスクロール部品では、スクロールを構成するアルミニウム合金5の表面に鉄系めっき層6が形成されており、鉄系めっき層6の表面には、複数のクラック部11が存在している。図3に示されるスクロール部品では、スクロールを構成するアルミニウム合金5の表面に鉄系めっき層6が形成されており、鉄系めっき層6の表面及びクラック部11に窒化物及び硫化物を主成分とするセラミック層7が形成されている。すなわち、図3に示されるスクロール部品は、セラミック層7を備える点で、図2に示されるスクロール部品と異なっている。また、図4に示されるように、鉄系めっき層6とアルミニウム合金5との界面にAl及びFeを主成分とする拡散層10が形成されている。摺動面1aとなるアルミニウム合金5の表面に、図2に示されるようにアルミニウム合金5よりも硬度の高い鉄系めっき層6を形成することで、アルミニウム合金5の表面の摺動性を向上させることができる。摺動面1aとなるアルミニウム合金5の表面に、図3に示されるようにアルミニウム合金5よりも硬度の高い鉄系めっき層6及びセラミック層7(以下、鉄系めっき層6及びセラミック層7を併せて複合層と略記することがある)を形成することで、アルミニウム合金5の表面の摺動性をより向上させることができる。また、鉄系めっき層6とアルミニウム合金5との界面に拡散層10を形成することで、鉄系めっき層6とアルミニウム合金5とが化学的に結合され、アルミニウム合金5に対する鉄系めっき層6及びセラミック層7の密着性を向上させることができる。さらに、拡散層10に熱拡散が生じ易い特定の金属元素を含有させることで、低温で拡散層10を形成することができるため、アルミニウム合金5の熱変形及び強度低下を抑制することができ、結果として、圧縮機運転時の冷媒ガスのシール性の悪化を防止することができる。
FIG. 1 is a schematic cross-sectional view of a fixed scroll and an oscillating scroll that constitute the scroll component according to the first embodiment. In FIG. 1, the
本実施の形態に係るスクロール部品における鉄系めっき層6は、クラック部11を有していることで、セラミック層7との密着性が向上する。基材であるアルミニウム合金5と鉄系めっき層6とは熱膨張差を有する。そのため、拡散層10を形成するための熱処理又はセラミック層7を形成するための熱処理を施した際に、熱膨張差に起因した熱応力により、アルミニウム合金5と比較して熱膨張率の小さい鉄系めっき層6にクラックが生じる。このクラックは、鉄系めっき層6の表面及びクラック部11に形成されたセラミック層7との密着性を向上させることにも寄与している。つまり、セラミック層7が、鉄系めっき層6の表面だけでなく、クラック部11にも形成されていることにより、アンカー効果が働き、セラミック層7と鉄系めっき層6との密着性が向上する。また、鉄系めっき層6の組成は、鉄のみでもよいが、鉄系めっき層6の硬度を高くする観点から、クロム(Cr)を含有していることが好ましい。鉄系めっき層6におけるクロムの含有量は、特に限定されないが、好ましくは3質量%以上15質量%以下であり、より好ましくは5質量%以上10質量%以下である。クロムの含有量を3質量%以上15質量%以下とすることで、鉄系めっき層6の硬度がより高まるため、アルミニウム合金5の表面の摺動性向上に有利になる。
鉄系めっき層6の厚みは、特に限定されないが、好ましくは2μm以上20μm以下であり、より好ましくは5μm以上15μm以下である。鉄系めっき層6の厚みを2μm以上20μm以下とすることで、鉄系めっき層6の硬度を高めつつ、アルミニウム合金5の露出を防止することができる。
The iron-based plated
The thickness of the iron-based
本実施の形態に係るスクロール部品におけるセラミック層7は、窒化物及び硫化物を主成分としている。窒化物は、硬度が非常に高いセラミックであることから、セラミック層7に窒化物が含まれることで耐摩耗性が向上する。また、硫化物は、硬度が比較的低いものの、潤滑性が非常に優れていることから、セラミック層7に硫化物が含まれることで摺動時の摩擦抵抗が抑制される。このように、セラミック層7に窒化物及び硫化物が含まれることで、表面の摺動性が向上する。セラミック層7の主成分の一つである窒化物としては、窒化ケイ素、窒化アルミニウム、窒化鉄、窒化クロム、窒化チタン、窒化ガリウム等が挙げられる。これらの窒化物は、単独で用いてもよいし、又は2種以上を用いてもよい。これらの窒化物の中でも、摺動性向上の観点から窒化鉄が好ましい。さらに、窒化鉄を用いることで、下地である鉄系めっき層6との馴染みが良くなるため、鉄系めっき層6とセラミック層7との密着性が向上する。また、セラミック層7のもう一つの主成分である硫化物としては、硫化モリブデン、硫化スズ、硫化鉄、硫化クロム、硫化バナジウム、硫化タングステン等が挙げられる。これらの硫化物は、単独で用いてもよいし、又は2種以上を用いてもよい。これらの硫化物の中でも、摺動性向上の観点から硫化鉄が好ましい。さらに、硫化鉄を用いることで、下地である鉄系めっき層6との馴染みが良くなるため、鉄系めっき層6とセラミック層7との密着性が向上する。なお、本明細書において、窒化物及び硫化物を主成分とするとは、窒化物及び硫化物の合計量が、セラミック層7に対して、70質量%以上100質量%以下であることを意味する。
本実施の形態に係るスクロール部品におけるセラミック層7の厚みは、特に限定されないが、好ましくは1μm以上10μm以下であり、より好ましくは2μm以上5μm以下である。セラミック層7の厚みを1μm以上10μm以下とすることで、摺動性を高めつつ、鉄系めっき層6とセラミック層7との密着性が向上し、セラミック層7の剥がれを防止することができる。
The
The thickness of the
本実施の形態に係るスクロール部品の摺動面に形成された複合層の厚みは、冷媒ガスのシール性を向上させる観点から、摺動面全体にわたって均一であることが好ましい。スクロール部品の摺動面の凸部及び凹部において複合層の厚みが不均一であると、揺動スクロール2と固定スクロール3とを摺動させた場合に、摺動面に隙間が生じ、冷媒ガスのシール性が悪化する。そのため、スクロール部品の摺動面の凸部における複合層の厚みと凹部における複合層の厚みとの差は、好ましくは5μm以下であり、より好ましくは3μm以下である。複合層の厚み差が5μm以下であれば、摺動面に隙間が生じても、潤滑油の油膜がパッキンの代わりになり、シール性の悪化を抑制することができる。
The thickness of the composite layer formed on the sliding surface of the scroll part according to the present embodiment is preferably uniform over the entire sliding surface, from the viewpoint of improving the sealing performance of the refrigerant gas. If the thickness of the composite layer is not uniform in the convex portion and the concave portion of the sliding surface of the scroll part, a gap is generated in the sliding surface when sliding the
本実施の形態に係るスクロール部品における拡散層10は、鉄系めっき層6とアルミニウム合金5との密着性向上に寄与している。拡散層10が存在しない場合には、鉄系めっき層6はアルミニウム合金5の表面に物理的に接触している状態になる。そのため、界面の密着性は非常に弱いものとなり、摺動時の機械的な応力により、鉄系めっき層6又は複合層が剥がれる場合がある。また、鉄系めっき層6とアルミニウム合金5とは、上述したように熱膨張差を有するため、拡散層10が存在しない場合には、摺動時の摩擦熱による熱応力によって、鉄系めっき層6又は複合層が剥がれる場合もある。本実施の形態に係るスクロール部品では、鉄系めっき層6とアルミニウム合金5とが拡散層10を介して化学結合(拡散接合)されていることにより、アルミニウム合金5に対する鉄系めっき層6及びセラミック層7の密着性が優れたものとなる。
本実施の形態に係るスクロール部品における拡散層10は、アルミニウム合金5と鉄系めっき層6との界面に形成されていることから、その組成はAl及びFeを主成分としている。さらに、拡散層10の形成を促進させると共に、アルミニウム合金5と鉄系めっき層6との密着性をより高める観点から、拡散層10は、Al及びFeよりも拡散係数の大きい金属を含有している。Al及びFeよりも拡散係数の大きい金属としては、Co、Ni、Cu及びZnが挙げられる。これらの金属は、単独で用いてもよいし、又は2種以上を用いてもよい。これらの金属の含有量は、特に限定されないが、拡散層10に対して、好ましくは2質量%以上40質量%以下であり、より好ましくは4質量%以上30質量%以下である。なお、本明細書において、Al及びFeを主成分とするとは、Al及びFeの合計量が、拡散層10に対して、60質量%以上98質量%以下であることを意味する。また、本明細書において、拡散層10中に含まれる金属の含有量は、アルミニウム合金5と鉄系めっき層6との界面近傍の断面において、界面から上下垂直方向に5μmの領域を電子線マイクロアナライザ(EPMA)によって定量分析した値を言う。
Since the
本実施の形態に係るスクロール部品における拡散層10は、熱処理による元素の熱拡散を利用しており、拡散層10を形成するための熱処理工程を必要とする。しかしながら、アルミニウム合金5は、高温で熱処理すると、歪みが発生する場合がある。さらに、アルミニウム合金5は、高温での熱処理によって結晶組織の変質(再結晶化)が起こり、機械強度が急激に低下する場合がある。Al及びFeよりも拡散係数の大きい金属が拡散層に含まれない場合、拡散層を形成するために500℃以上の高温の熱処理が必要となり、アルミニウム合金5の熱歪みが生じたり、結晶組織の変質による機械強度の低下が生じる。本実施の形態に係るスクロール部品では、Al及びFeよりも拡散係数の大きい金属を含有する拡散層10とすることにより、拡散層10を形成するための熱処理温度が400℃以下となるため、アルミニウム合金5の熱歪み及び結晶組織の変質による機械強度の低下を抑制することができる。結果として、スクロール部品の熱歪み及び変形による冷媒ガスのシール性の悪化を防止することができる。
The
上述した鉄系めっき層6及び拡散層10を備えるスクロール並びに鉄系めっき層6、セラミック層7及び拡散層10を備えるスクロールには、摺動により、強い機械的応力が印加される。そのため、印加される機械的応力で歪みが発生しない程度の機械強度を有することが求められる。そのため、スクロールの引張試験における0.2%耐力が150MPa以上であることが好ましく、200MPa以上であることがより好ましく、300MPa以上であることが最も好ましい。スクロールの引張試験における0.2%耐力が150MPa以上であれば、摺動時に歪みが発生せず、摺動部材として信頼性の高いものとなる。
ここで、本明細書において、引張試験における0.2%耐力は、JIS Z2411に記載の方法で評価した値を用いる。
A strong mechanical stress is applied to the scroll provided with the iron-based plated
Here, in this specification, the 0.2% proof stress in a tensile test uses the value evaluated by the method of JIS Z2411.
本実施の形態に係るスクロール部品は、摺動面のエッジ部に加工を施していなくても、摺動性及び密着性に悪影響はないが、鉄系めっき層6及びセラミック層7の平滑性の観点から、摺動面のエッジ部に曲面(R)加工又はテーパー加工が施されていることが好ましい。摺動面のエッジ部に曲面加工又はテーパー加工を施すことで、鉄系めっき層6及びセラミック層7の平滑性が向上し、スクロール部品における冷媒ガスのシール性が向上する。アルミニウム合金5の表面に鉄系めっき層6を電解めっきにより形成する場合、電解めっきの特性上、エッジ部に電解が集中し、エッジ部における鉄系めっき層6の厚みが厚くなる場合がある。図5は、スクロール部品の摺動面のエッジ部に曲面加工が施されている状態を説明するための断面模式図であり、図6は、スクロール部品の摺動面のエッジ部にテーパー加工が施されている状態を説明するための断面模式図である。図5及び図6に示すように、アルミニウム合金5のエッジ部に曲面加工又はテーパー加工を施すことで、エッジ部に電解が集中するのを抑制することができ、アルミニウム合金5の表面に形成される鉄系めっき層6及びセラミック層7を平滑にすることができる。このとき、曲面(R)加工は、R0.5mm以上R3mm以下であることが好ましい。また、テーパー加工は、C0.5mm以上C3mm以下であることが好ましい。なお、本明細書において、Rは曲面の半径を意味し、Cはエッジ部からの距離を意味する。R及びCが0.5mm未満であると、電解集中の抑制効果が十分に発揮されず、鉄系めっき層6及びセラミック層7の平滑性が向上しない。一方、R及びCが3mmを超えると、スクロール部品等の摺動部品に適用した際に、摺動面の面積が小さくなり、摺動時に印加される圧力が増大してしまう。
The scroll part according to the present embodiment has no adverse effect on the slidability and adhesion even if the edge portion of the sliding surface is not processed, but the smoothness of the iron-based
本実施の形態の圧縮機用スクロール部品1の摺動部1aの拡大図を図7及び図8に示す。図7では、固定スクロール及び揺動スクロールの各々の摺動面1aに、鉄系めっき層6、セラミック層7及び拡散層を形成している。図8では、固定スクロール及び揺動スクロールの一方の摺動面1aのみに、鉄系めっき層6、セラミック層7及び拡散層を形成している。スクロール部品1を構成する両方のスクロールの摺動面1aに、鉄系めっき層6、セラミック層7及び拡散層を形成するか、又はスクロール部品1を構成する一方のスクロールの摺動面1aに、鉄系めっき層6、セラミック層7及び拡散層を形成するかは、スクロール部品1に要求される摺動性に応じて適宜選択すればよい。例えば、圧縮機のスクロールの回転数を高速化する必要がある場合には、高い摺動性が要求されるため、両方のスクロールの摺動面1aに、鉄系めっき層6、セラミック層7及び拡散層を形成することが好ましい。また、それほど高い摺動性が要求されない場合には、セラミック層7の形成を省略してもよい。
An enlarged view of the sliding
本実施の形態に係るスクロール部品におけるアルミニウム合金5は、摺動時に印加される機械的応力による変形を抑制する観点から、ヤング率が70GPa以上であることが好ましい。アルミニウム合金5の材質は、特に限定されず、当該技術分野で公知の鋳造用、鍛造用、ダイカスト用のアルミニウム合金を用いることができる。アルミニウム合金の例としては、Al-Cu-Mg系合金、Al-Cu-Si系合金、Al-Si系合金、Al-Si-Mg系合金、Al-Si-Cu系合金、Al-Si-Mg系合金、Al-Si-Cu-Mg系合金、Al-Cu-Ni-Mg系合金、Al-Mg系合金、Al-Si-Cu-Ni-Mg系合金、Al-Si-Fe-Cu系合金等が挙げられる。
The
本実施の形態に係るスクロール部品は、次のように製造することができる。
まず、アルミニウム合金をスクロール形状に加工する。ここで、アルミニウム合金で固定スクロール及び揺動スクロールを形成する方法は、特に限定されず、鋳造法、鍛造法、ダイカスト法等を用いることが可能である。また、後工程として、表面研削処理を施すことも可能である。表面研削処理を施すことで、表面の平滑性及び寸法精度を向上させることができる。次に、スクロール形状に加工したアルミニウム合金5の表面に、上述したAl及びFeよりも拡散係数の大きい金属の層を形成する。Al及びFeよりも拡散係数の大きい金属の層を形成する方法は、特に限定されないが、電解めっき、無電解めっき、蒸着、スパッタ、溶射等が挙げられる。
次に、アルミニウム合金5の表面に形成した、Al及びFeよりも拡散係数の大きい金属の層の表面に、鉄系めっき層6を形成する。鉄系めっき層6を形成する方法は、特に限定されず、電解めっき、無電解めっき等が挙げられる。スクロール形状のアルミニウム合金5に、電解めっきによって、鉄系めっき層6を形成する場合、形状が複雑であることから、めっき通電時の電流密度が不均一になり、鉄系めっき層6の厚みが不均一になる場合がある。その場合には、補助電極などの治具を使用することで、電流密度を均一化し、鉄系めっき層6の厚みを均一化することができる。補助電極の形状は、電流密度を均一化できるものであれば特に限定されないが、スクロールの渦巻き形状に類似した形状とすることが好ましい。
次に、鉄系めっき層6を形成したアルミニウム合金5を、真空中で熱処理するか、又は窒素ガス及び硫化水素ガスを含む混合ガス雰囲気下で熱処理する。この熱処理によって、鉄系めっき層6の表面に、熱膨張差によるクラックが生じると同時に、鉄系めっき層6とアルミニウム合金5との界面に拡散層10が形成される。窒素ガス及び硫化水素ガスを含む混合ガス雰囲気下で熱処理する場合には、鉄系めっき層6の表面及びクラック部11に、混合ガスとの反応により、窒化物及び硫化物を主成分とするセラミック層7が形成される。熱処理温度は、特に限定されないが、アルミニウム合金5の熱歪み及び結晶組織の変質を抑制する観点から、200℃以上400℃以下とすることが好ましく、250℃以上350℃以上とすることがより好ましい。熱処理温度が200℃未満であると、拡散層10が形成されにくく、密着性の向上が不十分となる可能性がある。さらに、鉄系めっき層6と混合ガスとの反応が進みにくくなることから、鉄系めっき層6の表面及びクラック部11へのセラミック層7の形成が不十分となる。一方、熱処理温度が400℃を超えると、アルミニウム合金5の結晶組織の変質(結晶粒子の粗大化など)が発生し、スクロール部品の歪み及び機械強度の低下による、冷媒ガスのシール性の悪化が発生する。
The scroll part according to the present embodiment can be manufactured as follows.
First, an aluminum alloy is processed into a scroll shape. Here, the method of forming the fixed scroll and the oscillating scroll from aluminum alloy is not particularly limited, and it is possible to use a casting method, a forging method, a die casting method or the like. Moreover, it is also possible to perform surface grinding processing as a post process. The surface grinding process can improve the smoothness and the dimensional accuracy of the surface. Next, on the surface of the
Next, the iron-based
Next, the
実施の形態1によれば、アルミニウム合金からなるスクロールの摺動面に摺動性及び密着性に優れる層が形成されると共に、圧縮機運転時の冷媒ガスのシール性の悪化を抑制することができるスクロール部品とすることができる。
なお、本実施の形態では、圧縮機用スクロール部品を例に挙げたが、その他のアルミニウム合金製の摺動部品にも、本発明を適用することができる。
According to the first embodiment, a layer excellent in slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and the deterioration of the sealing property of the refrigerant gas at the time of compressor operation is suppressed. It can be made a scrollable part.
In the present embodiment, the scroll part for a compressor has been described as an example, but the present invention can be applied to other sliding parts made of aluminum alloy.
実施の形態2.
実施の形態2のスクロール圧縮機は、いわゆる縦型のスクロール圧縮機であって、例えば冷媒等の作動ガスを圧縮し吐出するものである。スクロール圧縮機は、密閉容器と、圧縮機構部と、回転力を発生する電動機と、電動機により発生する回転力を圧縮機構部に伝える駆動軸とを備える。密閉容器は、例えば円筒形状に形成されており、耐圧性を有している。密閉容器の一方の側面には作動ガスを密閉容器内に取り込むための吸入配管が接続されており、密閉容器の他方の側面には圧縮した作動ガスを密閉容器から外へと放出する吐出配管が接続されている。
本実施の形態のスクロール圧縮機において、圧縮機構部は、実施の形態1に係るスクロール部品を組み込んだものとなる。実施の形態1に係るスクロール部品を組み込むことで、圧縮機運転時に発生するスクロール部品の遠心力が軽減される。また、アルミニウム合金の表面に形成した鉄系めっき層、セラミック層及び拡散層により、摺動性が向上する。そのため、スクロール部品の回転数を高速化することで、冷媒ガスの圧縮効率が向上し、スクロール圧縮機の高出力化が可能となる。スクロール圧縮機に、スクロール部品を組み込む方法としては、特に限定されることはなく、公知の方法に従って行うことができる。
Second Embodiment
The scroll compressor according to the second embodiment is a so-called vertical scroll compressor, which compresses and discharges a working gas such as a refrigerant. The scroll compressor includes a sealed container, a compression mechanism, a motor generating a rotational force, and a drive shaft for transmitting the rotational force generated by the motor to the compression mechanism. The closed container is formed, for example, in a cylindrical shape and has pressure resistance. A suction pipe is connected to one side of the sealed container for taking working gas into the sealed container, and a discharge pipe for discharging compressed working gas from the sealed container to the other side is connected to the other side of the sealed container. It is connected.
In the scroll compressor of the present embodiment, the compression mechanism unit incorporates the scroll component according to the first embodiment. By incorporating the scroll component according to the first embodiment, the centrifugal force of the scroll component generated at the time of compressor operation is reduced. Further, the slidability is improved by the iron-based plating layer, the ceramic layer and the diffusion layer formed on the surface of the aluminum alloy. Therefore, by increasing the rotational speed of the scroll component, the compression efficiency of the refrigerant gas is improved, and the output of the scroll compressor can be increased. The method for incorporating the scroll parts into the scroll compressor is not particularly limited, and can be performed according to a known method.
実施の形態2によれば、冷媒ガスのシール性の悪化が無く、高速運転による高出力化が可能なスクロール圧縮機とすることができる。 According to the second embodiment, it is possible to make the scroll compressor capable of achieving high output by high speed operation without deterioration of the sealing property of the refrigerant gas.
以下、実施例及び比較例により本発明のスクロール部品の摺動性及び密着性向上の効果を検証するための模擬試験について説明するが、これらによって本発明が限定されるものではない。なお、本模擬試験では、本発明のスクロール部品の摺動面に形成した鉄系めっき層、セラミック層及び拡散層と同様の層を形成した試験片を作製し、評価を実施した。 EXAMPLES Hereinafter, although the simulation test for verifying the effect of the slidability and adhesiveness improvement of the scroll components of this invention with an Example and a comparative example is demonstrated, this invention is not limited by these. In this simulation test, a test piece having a layer similar to the iron-based plated layer, the ceramic layer and the diffusion layer formed on the sliding surface of the scroll part of the present invention was prepared and evaluated.
[実施例1]
Al-Si-Cu-Mg系アルミニウム合金(ADC14、ヤング率:80GPa)の表面に、電解めっきにより、Zn皮膜を約0.5μmの厚みになるように形成した。次に、Zn皮膜の表面に、電解めっきにより、92質量%Fe-8質量%Cr組成のFe-Crめっき層を約10μmの厚みになるように形成した。次に、窒素及び硫化水素を含む混合ガス中で、350℃で5時間熱処理して、Al及びFeを主成分としZnを含有する拡散層(Zn含有量:5質量%)を形成すると共に、Fe-Crめっき層の表面に、窒化鉄及び硫化鉄を主成分とするセラミック層を形成して、実施例1の試験片を得た。得られた試験片において、Fe-Crめっき層(鉄系めっき層)の厚みは10μmであり、セラミック層の厚みは5μmであった。
Example 1
On the surface of an Al-Si-Cu-Mg-based aluminum alloy (ADC 14, Young's modulus: 80 GPa), a Zn film was formed to a thickness of about 0.5 μm by electrolytic plating. Next, on the surface of the Zn film, an Fe—Cr plated layer having a 92 mass% Fe-8 mass% Cr composition was formed to a thickness of about 10 μm by electrolytic plating. Next, heat treatment is performed at 350 ° C. for 5 hours in a mixed gas containing nitrogen and hydrogen sulfide to form a diffusion layer (Zn content: 5% by mass) containing Al and Fe as main components and containing Zn. A test piece of Example 1 was obtained by forming a ceramic layer containing iron nitride and iron sulfide as main components on the surface of the Fe-Cr plated layer. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 μm, and the thickness of the ceramic layer was 5 μm.
[実施例2]
Zn皮膜の代わりにNi皮膜を形成し、Al及びFeを主成分としNiを含有する拡散層(Ni含有量:6質量%)を形成したこと以外は実施例1と同様にして、実施例2の試験片を得た。得られた試験片において、Fe-Crめっき層(鉄系めっき層)の厚みは10μmであり、セラミック層の厚みは5μmであった。
Example 2
Example 2 in the same manner as Example 1, except that a Ni film was formed instead of the Zn film, and a diffusion layer (Ni content: 6% by mass) containing Al and Fe as main components and containing Ni was formed. Test pieces were obtained. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 μm, and the thickness of the ceramic layer was 5 μm.
[実施例3]
Zn皮膜の代わりにCu皮膜を形成し、Al及びFeを主成分としCuを含有する拡散層(Cu含有量:5質量%)を形成したこと以外は実施例1と同様にして、実施例3の試験片を得た。得られた試験片において、Fe-Crめっき層(鉄系めっき層)の厚みは10μmであり、セラミック層の厚みは5μmであった。
[Example 3]
Example 3 in the same manner as Example 1, except that a Cu film was formed instead of the Zn film, and a diffusion layer (Cu content: 5% by mass) containing Al and Fe as main components and containing Cu was formed. Test pieces were obtained. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 μm, and the thickness of the ceramic layer was 5 μm.
[実施例4]
Zn皮膜の代わりにZn及びNiの皮膜を形成し、Al及びFeを主成分としZn及びNiを含有する拡散層(Zn含有量:3質量%、Ni含有量:4質量%)を形成したこと以外は実施例1と同様にして、実施例4の試験片を得た。得られた試験片において、Fe-Crめっき層(鉄系めっき層)の厚みは10μmであり、セラミック層の厚みは5μmであった。
Example 4
A film of Zn and Ni was formed instead of the Zn film, and a diffusion layer (Zn content: 3% by mass, Ni content: 4% by mass) containing Al and Fe as main components and containing Zn and Ni was formed. Test pieces of Example 4 were obtained in the same manner as Example 1 except for the above. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 μm, and the thickness of the ceramic layer was 5 μm.
[実施例5]
Fe-Crめっき層の代わりにFeめっき層を形成したこと以外は実施例1と同様にして、実施例5の試験片を得た。得られた試験片において、Fe-Crめっき層(鉄系めっき層)の厚みは10μmであり、セラミック層の厚みは5μmであった。
[Example 5]
The test piece of Example 5 was obtained in the same manner as Example 1 except that an Fe plating layer was formed instead of the Fe-Cr plating layer. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 μm, and the thickness of the ceramic layer was 5 μm.
[実施例6]
92質量%Fe-8質量%Cr組成のFe-Crめっき層の代わりに97質量%Fe-3質量%Cr組成のFe-Crめっき層を形成したこと以外は実施例1と同様にして、実施例6の試験片を得た。得られた試験片において、Fe-Crめっき層(鉄系めっき層)の厚みは10μmであり、セラミック層の厚みは5μmであった。
[Example 6]
Example 1 was carried out in the same manner as Example 1, except that an Fe-Cr plating layer of 97 mass% Fe-3 mass% Cr composition was formed instead of the Fe-Cr plating layer of 92 mass% Fe-8 mass% Cr composition. The test piece of Example 6 was obtained. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 μm, and the thickness of the ceramic layer was 5 μm.
[実施例7]
92質量%Fe-8質量%Cr組成のFe-Crめっき層の代わりに85質量%Fe-15質量%Cr組成のFe-Crめっき層を形成したこと以外は実施例1と同様にして、実施例7の試験片を得た。得られた試験片において、Fe-Crめっき層(鉄系めっき層)の厚みは10μmであり、セラミック層の厚みは5μmであった。
[Example 7]
Example 1 was carried out in the same manner as Example 1, except that an Fe-Cr plated layer of 85 wt% Fe-15 wt% Cr composition was formed instead of the Fe-Cr plated layer of 92 wt% Fe-8 wt% Cr composition. The test piece of Example 7 was obtained. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 μm, and the thickness of the ceramic layer was 5 μm.
[実施例8]
92質量%Fe-8質量%Cr組成のFe-Crめっき層の代わりに81質量%Fe-19質量%Cr組成のFe-Crめっき層を形成したこと以外は実施例1と同様にして、実施例8の試験片を得た。得られた試験片において、Fe-Crめっき層(鉄系めっき層)の厚みは10μmであり、セラミック層の厚みは5μmであった。
[Example 8]
Example 1 was carried out in the same manner as Example 1, except that an Fe-Cr plating layer of 81 mass% Fe-19 mass% Cr composition was formed instead of the Fe-Cr plating layer of 92 mass% Fe-8 mass% Cr composition. The test piece of Example 8 was obtained. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 μm, and the thickness of the ceramic layer was 5 μm.
[実施例9]
窒素及び硫化水素を含む混合ガス中での熱処理を真空中での熱処理に変え、セラミック層を形成しなかったこと以外は実施例1と同様にして、実施例9の試験片を得た。得られた試験片において、Fe-Crめっき層(鉄系めっき層)の厚みは10μmであった。
[Example 9]
The test piece of Example 9 was obtained in the same manner as in Example 1 except that the heat treatment in the mixed gas containing nitrogen and hydrogen sulfide was changed to the heat treatment in vacuum, and the ceramic layer was not formed. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 μm.
[比較例1]
Al-Si-Cu-Mg系アルミニウム合金(ADC14)そのものを試験片とした。
Comparative Example 1
The Al-Si-Cu-Mg-based aluminum alloy (ADC 14) itself was used as a test piece.
[比較例2]
Zn皮膜を形成せず、Al及びFeからなる拡散層を形成したこと以外は実施例1と同様にして、比較例2の試験片を得た。
Comparative Example 2
A test piece of Comparative Example 2 was obtained in the same manner as in Example 1 except that a diffusion layer consisting of Al and Fe was formed without forming a Zn film.
[比較例3]
Zn皮膜を形成せず、熱処理条件を500℃で5時間に変え、Al及びFeからなる拡散層を形成したこと以外は実施例1と同様にして、比較例3の試験片を得た。
Comparative Example 3
A test piece of Comparative Example 3 was obtained in the same manner as Example 1, except that the Zn film was not formed, the heat treatment condition was changed to 500 ° C. for 5 hours, and the diffusion layer consisting of Al and Fe was formed.
上記の実施例及び比較例で得た試験片について、摺動性の評価を実施した。摺動性は、ピンオンディスク法による焼付き耐力を測定した。この焼付き耐力の測定結果は、実施例1の試験片で得られた焼付き耐力を基準とし、各実施例又は各比較例の試験片で得られた焼付き耐力の相対値([各実施例又は各比較例の試験片で得られた焼付き耐力]/[実施例1の試験片で得られた焼付き耐力]の値)として表1及び2に示す。本明細書において、ピンオンディスク法による焼付き耐力は、次の方法で実施した。まず、直径44mmのディスク表面に0.2mlのオイルを塗布した。次にφ4mmのピン3本をディスク中心から36mmの円周上に120°間隔で配置し、回転数1000rpmでディスクを回転させながら焼き付き耐力を測定した。 Evaluation of the slidability was carried out on the test pieces obtained in the above-mentioned Examples and Comparative Examples. For the slidability, the seizure resistance was measured by the pin-on-disk method. The measurement results of this seizure resistance were based on the seizure resistance obtained with the test piece of Example 1, and the relative values of the seizure resistance obtained with the test pieces of each Example or each Comparative Example ([Each Example It shows in Table 1 and 2 as a value of the seizure resistance obtained with the test piece of an example or each comparative example / the seizure resistance obtained with the specimen of Example 1]. In the present specification, the seizure resistance by the pin-on-disk method was implemented by the following method. First, 0.2 ml of oil was applied to the surface of a disc having a diameter of 44 mm. Next, three pins of 4 mm in diameter were arranged at intervals of 120 ° on a circumference of 36 mm from the center of the disk, and the seizure resistance was measured while rotating the disk at a rotational speed of 1000 rpm.
また、上記の実施例及び比較例で得た試験片について、アルミニウム合金の表面に形成された層の密着性の評価を実施した。密着性は、サイカス法による層の剥離強度を測定した。この剥離強度の測定結果は、実施例1の試験片で得られた層の剥離強度を基準とし、各実施例又は各比較例の試験片で得られた層の剥離強度の相対値([各実施例又は各比較例の試験片で得られた層の剥離強度]/[実施例1の試験片で得られた層の剥離強度]の値)として表1及び2に示す。 Moreover, about the test piece obtained by said Example and comparative example, evaluation of the adhesiveness of the layer formed in the surface of aluminum alloy was implemented. Adhesion measured the peeling strength of the layer by a cycle method. The measurement result of this peeling strength is based on the peeling strength of the layer obtained by the test piece of Example 1, and the relative value of the peeling strength of the layer obtained by the test piece of each example or each comparative example ([each It shows in Table 1 and 2 as a value of the peeling strength of the layer obtained by the test piece of an Example or each comparative example / / the peeling strength of the layer obtained by the test piece of Example 1].
さらに、上記の実施例及び比較例で得た試験片について、熱処理による試験片の歪みの有無を評価した。歪みの有無は、熱処理前後の試験片の形状を三次元形状測定機を用いて測定し、形状変化を比較することで実施した。形状変化がある場合には、歪み「あり」とし、形状変化が無い場合には、歪み「なし」とした。 Furthermore, the presence or absence of distortion of the test piece by heat processing was evaluated about the test piece obtained by said Example and comparative example. The presence or absence of distortion was implemented by measuring the shape of the test piece before and behind heat processing using a three-dimensional shape measuring machine, and comparing shape change. When there is a change in shape, it is considered as distortion "present", and when there is no change in shape, it is considered as distortion "absent".

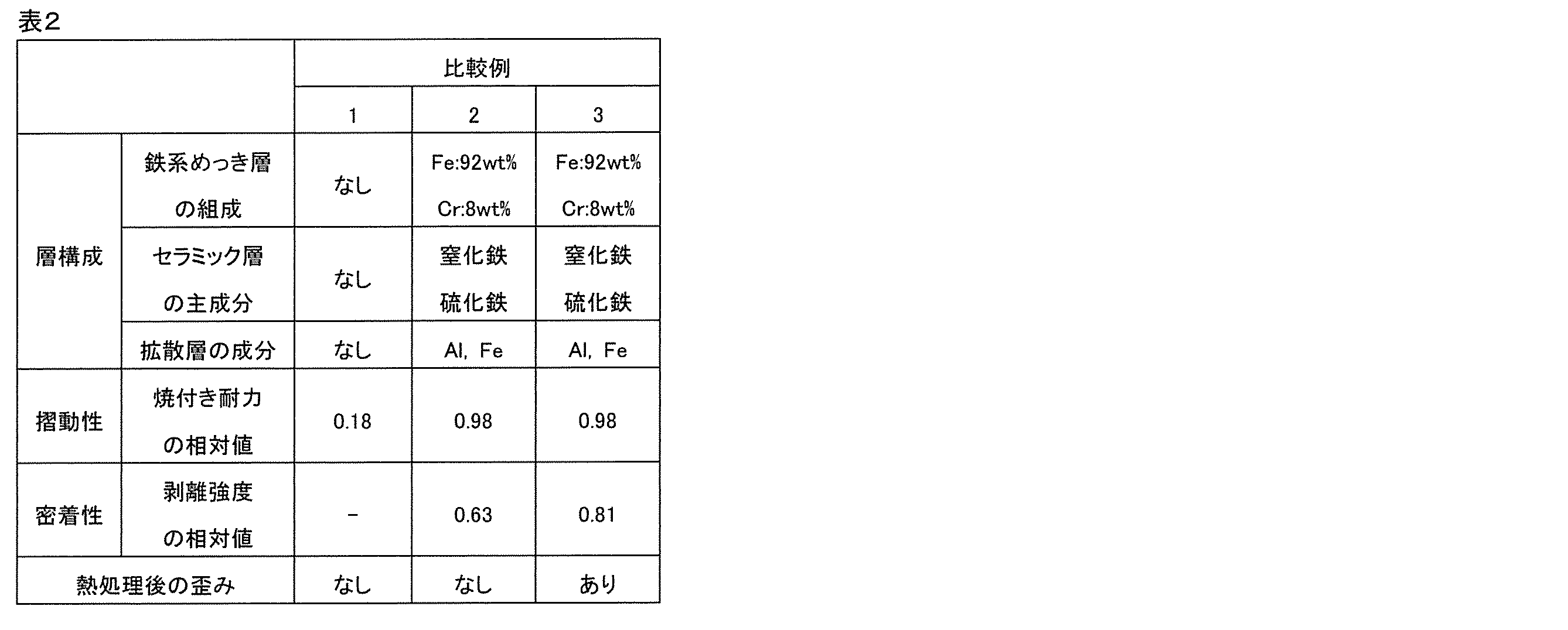
表1及び2に示されているように、アルミニウム合金の表面に、Al及びFeを主成分としZn、Ni及びCuの一種又は二種を含有する拡散層と、鉄系めっき層と、窒化鉄及び硫化鉄を主成分とするセラミック層とが形成された実施例1~8の試験片は、未処理のAl-Si-Cu-Mg系アルミニウム合金である比較例1の試験片と比べて、焼付き耐力が非常に高いことから、摺動性が極めて優れることが分かる。アルミニウム合金の表面に、Al及びFeを主成分としZn、Ni及びCuの一種又は二種を含有する拡散層と、鉄系めっき層とが形成された実施例9の試験片は、未処理のAl-Si-Cu-Mg系アルミニウム合金である比較例1の試験片と比べて、焼付き耐力が高いことから、摺動性が優れることが分かる。実施例1~9の試験片は、Al及びFeからなる拡散層を形成した比較例2の試験片と比べて、剥離強度が高いことから、アルミニウム合金の表面に形成された層の密着性が優れることが分かる。熱処理条件を500℃で5時間に変え、Al及びFeからなる拡散層を形成した比較例3の試験片は、比較例2の試験片よりも層の密着性が改善される傾向が見られるものの、熱処理温度が高いことから試験片に歪みが生じている。 As shown in Tables 1 and 2, a diffusion layer containing Al and Fe as main components and containing one or two of Zn, Ni and Cu on the surface of an aluminum alloy, an iron-based plating layer, and iron nitride The test pieces of Examples 1 to 8 in which the ceramic layer mainly composed of iron sulfide and iron sulfide is formed are compared with the test piece of Comparative Example 1 which is an untreated Al-Si-Cu-Mg-based aluminum alloy, Since the seizure resistance is very high, it can be seen that the slidability is extremely excellent. The test piece of Example 9 in which a diffusion layer containing Al and Fe as main components and one or more of Zn, Ni and Cu and an iron-based plating layer formed on the surface of an aluminum alloy is untreated Since the seizure resistance is higher than that of the test piece of Comparative Example 1 which is an Al-Si-Cu-Mg-based aluminum alloy, it is understood that the slidability is excellent. Since the peel strength of the test pieces of Examples 1 to 9 is higher than that of the test piece of Comparative Example 2 in which the diffusion layer made of Al and Fe is formed, the adhesion of the layer formed on the surface of the aluminum alloy is It turns out that it is excellent. The test piece of Comparative Example 3 in which the heat treatment condition is changed to 500 hours and the diffusion layer made of Al and Fe is formed has a tendency to improve the layer adhesion more than the test piece of Comparative Example 2 The distortion occurs in the test piece because the heat treatment temperature is high.
以上の結果からわかるように、本発明によれば、アルミニウム合金からなるスクロールの摺動面に摺動性及び密着性に優れる層が形成されると共に、圧縮機運転時の冷媒ガスのシール性の悪化を抑制することができるスクロール部品を提供することができる。 As can be seen from the above results, according to the present invention, a layer excellent in slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and the sealing property of the refrigerant gas at the time of compressor operation It is possible to provide a scroll component that can suppress deterioration.
なお、本国際出願は、2017年12月19日に出願した日本国特許出願第2017-242598号に基づく優先権を主張するものであり、この日本国特許出願の全内容を本国際出願に援用する。 This international application claims priority based on Japanese Patent Application No. 2017-242598 filed on Dec. 19, 2017, and the entire content of this Japanese patent application is incorporated into this international application. Do.
1 スクロール部品、1a 摺動面、2 揺動スクロール、3 固定スクロール、5 アルミニウム合金、6 鉄系めっき層、7 セラミック層、10 拡散層、11 クラック部。 1 scroll part, 1a sliding surface, 2 rocking scroll, 3 fixed scroll, 5 aluminum alloy, 6 iron-based plating layer, 7 ceramic layer, 10 diffusion layer, 11 cracked part.
Claims (7)
前記固定スクロール及び前記揺動スクロールの少なくとも一方は、その摺動面に形成された鉄系めっき層と、前記鉄系めっき層と前記アルミニウム合金との界面に形成され、Al及びFeを主成分とし且つCo、Ni、Cu及びZnからなる群から選択される少なくとも一種を含有する拡散層と、を備えることを特徴とするスクロール部品。 In a scroll component including a fixed scroll made of aluminum alloy and a swing scroll made of aluminum alloy,
At least one of the fixed scroll and the oscillating scroll is formed at the interface between the iron-based plating layer formed on the sliding surface, the iron-based plating layer and the aluminum alloy, and contains Al and Fe as main components. And a diffusion layer containing at least one selected from the group consisting of Co, Ni, Cu and Zn.
前記圧縮機構部が、請求項1~6のいずれか一項に記載のスクロール部品を含むことを特徴とするスクロール圧縮機。 An airtight container, a compression mechanism unit accommodated in the airtight container and compressing the fluid flowing into the airtight container, an electric motor generating a rotational force, and a drive for transmitting the rotational force generated by the electric motor to the compression mechanism unit A scroll compressor having an axis,
A scroll compressor comprising the scroll component according to any one of claims 1 to 6.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018564420A JP6490325B1 (en) | 2017-12-19 | 2018-09-12 | Scroll parts and scroll compressor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017242598 | 2017-12-19 | ||
| JP2017-242598 | 2017-12-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019123737A1 true WO2019123737A1 (en) | 2019-06-27 |
Family
ID=66994756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/033841 Ceased WO2019123737A1 (en) | 2017-12-19 | 2018-09-12 | Scroll component and scroll compressor |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2019123737A1 (en) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6345485A (en) * | 1986-04-07 | 1988-02-26 | Matsushita Refrig Co | Scroll compressor |
| JP2000226688A (en) * | 1998-12-03 | 2000-08-15 | Yamaha Motor Co Ltd | Aluminum alloy component and method of manufacturing the same |
-
2018
- 2018-09-12 WO PCT/JP2018/033841 patent/WO2019123737A1/en not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6345485A (en) * | 1986-04-07 | 1988-02-26 | Matsushita Refrig Co | Scroll compressor |
| JP2000226688A (en) * | 1998-12-03 | 2000-08-15 | Yamaha Motor Co Ltd | Aluminum alloy component and method of manufacturing the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2682784B2 (en) | Oldham ring of scroll type compressor | |
| US5875702A (en) | Swash plate of swash plate compressor and combination of swash plate with shoes | |
| CN104903630B (en) | Cylinder and piston ring assembly | |
| JPH02130272A (en) | Swash plate type compressor | |
| JPH0854060A (en) | Thermal spraying method, manufacturing method of sliding member having thermal sprayed layer as sliding surface, piston and manufacturing method of piston | |
| JP2000054973A (en) | Rotary compressor | |
| KR101327059B1 (en) | Swash plate and method for manufacturing thereof | |
| WO2019123737A1 (en) | Scroll component and scroll compressor | |
| JP6490325B1 (en) | Scroll parts and scroll compressor | |
| JP2008002387A (en) | Refrigerant compressor and refrigeration cycle apparatus using the same | |
| CN1075169C (en) | scroll compressor | |
| JPH0436549A (en) | Sliding member and variable frequency type refrigerant compressor using this sliding member | |
| WO2022181165A1 (en) | Sliding member and compressor and refrigeration device using same | |
| US12522777B2 (en) | Sliding material and gas compressor | |
| JP2003343353A (en) | Combination of cylinder and piston ring of internal combustion engine | |
| JPH02136586A (en) | Vane type compressor | |
| JPS601384A (en) | Swash plate type compressor | |
| JPH05113181A (en) | Scroll fluid compressor | |
| JPS63303020A (en) | Copper alloy for sleeve material | |
| JP2856286B2 (en) | piston ring | |
| JP3007284B2 (en) | Abrasion-resistant cermet alloy vanes for alternative CFCs | |
| JP2007162574A (en) | piston ring | |
| WO2024257370A1 (en) | Sliding material and fluid machine | |
| JP2005098294A (en) | Swash plate and method for its manufacture | |
| JPH04314868A (en) | Sliding member |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018564420 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18890932 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18890932 Country of ref document: EP Kind code of ref document: A1 |