WO2019123737A1 - Composant à spirale et compresseur à spirale - Google Patents
Composant à spirale et compresseur à spirale Download PDFInfo
- Publication number
- WO2019123737A1 WO2019123737A1 PCT/JP2018/033841 JP2018033841W WO2019123737A1 WO 2019123737 A1 WO2019123737 A1 WO 2019123737A1 JP 2018033841 W JP2018033841 W JP 2018033841W WO 2019123737 A1 WO2019123737 A1 WO 2019123737A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- scroll
- iron
- layer
- aluminum alloy
- plating layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/02—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents
Definitions
- the present invention relates to a scroll component and a scroll compressor used in a scroll compressor such as an air conditioner.
- a scroll compressor which is one of scroll fluid machines, has advantages such as high efficiency, high reliability, and quietness as compared with compressors of other forms, and various fields such as refrigeration equipment and air conditioning equipment.
- Such a scroll compressor includes a fixed scroll fixed to a frame and a rocking scroll disposed opposite to the fixed scroll.
- the scroll compressor is a method of compressing the refrigerant gas by the rotational movement of the scroll, and high output can be achieved by increasing the number of revolutions of the scroll.
- increasing the number of rotations increases the centrifugal force applied to the scroll, causing problems such as mechanical deformation. Therefore, as a measure to reduce the weight of the scroll, studies are being actively made to change the material from cast iron to an aluminum alloy having a low specific gravity.
- the aluminum alloy has a low melting point and a low surface hardness. The seizing of the moving surface occurs. Therefore, in the scroll made of an aluminum alloy, improvement in the slidability (prevention of seizure) is a problem.
- Patent Document 1 discloses a scroll-type fluid machine in which the slidability is improved by forming a plating layer made of an iron-based material on the sliding surface of a scroll made of an aluminum alloy. Further, in Patent Document 2, an iron-based film is formed on the surface of a sliding component made of an aluminum alloy, and the surface of the iron-based film is nitrided by heat treatment at 500 ° C. in an ammonia gas atmosphere. A sliding component having a coating formed thereon is disclosed.
- the present invention has been made to solve the above-described problems, and a layer having excellent slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and at the time of operating the compressor.
- An object of the present invention is to provide a scroll part capable of suppressing deterioration in sealing performance of a refrigerant gas.
- Another object of the present invention is to provide a scroll compressor capable of suppressing the deterioration of the sealing property of the refrigerant gas at the time of compressor operation.
- Aluminum alloys tend to have lower melting points and lower hardness compared to ferrous metals used in common sliding parts. Therefore, in order to improve the slidability of the aluminum alloy, it is necessary to form a layer on the surface of the aluminum alloy using a material having high hardness. In addition, a large amount of stress is applied to the layer formed on the surface of the aluminum alloy when the members slide. Therefore, the interface between the layer formed using a material with high hardness and the aluminum alloy is required to have strong adhesion to the extent that peeling does not occur at the time of sliding.
- the inventors of the present invention formed an iron-based plating layer having a hardness higher than that of the aluminum alloy on the surface of the aluminum alloy, thereby sliding the aluminum alloy. It has been found that the sex improves. Furthermore, the adhesion between the iron-based plating layer and the aluminum alloy is improved by forming a diffusion layer containing a specific metal element that easily causes thermal diffusion at the interface between the iron-based plating layer and the aluminum alloy. I found it.
- this diffusion layer can be formed at a low temperature, it can be found that the thermal deformation and the strength reduction of the aluminum alloy can be suppressed, and the deterioration of the sealing property of the refrigerant gas at the time of compressor operation can be suppressed. It came to
- a scroll component including a fixed scroll made of an aluminum alloy and a rocking scroll made of an aluminum alloy
- at least one of the fixed scroll and the rocking scroll is an iron-based member formed on its sliding surface A plating layer, and a diffusion layer formed at the interface between the iron-based plating layer and the aluminum alloy and containing Al and Fe as main components and at least one selected from the group consisting of Co, Ni, Cu and Zn
- a scroll component characterized by comprising:
- an airtight container there is provided an airtight container, a compression mechanism portion accommodated in the airtight container and compressing a fluid flowing into the airtight container, an electric motor generating a rotational force, and a rotational force generated by the electric motor.
- a scroll compressor comprising a drive shaft for transmitting to a compression mechanism, wherein the compression mechanism includes the scroll component.
- a layer having excellent slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and the scroll that can suppress the deterioration of the sealability of the refrigerant gas during compressor operation can be suppressed. Parts can be provided. Further, according to the present invention, it is possible to provide a scroll compressor capable of suppressing the deterioration of the sealing property of the refrigerant gas at the time of compressor operation.
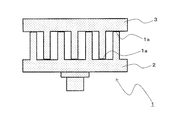
- FIG. 5 is a schematic cross-sectional view of a fixed scroll and an oscillating scroll that constitute the scroll component according to Embodiment 1.
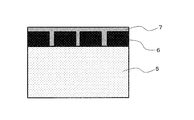
- FIG. 5 is a schematic cross-sectional view of a sliding surface of the scroll part according to Embodiment 1.
- FIG. 5 is a schematic cross-sectional view of a sliding surface of the scroll part according to Embodiment 1.
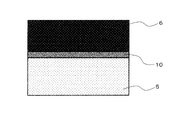
- FIG. 5 is a schematic cross-sectional view of the vicinity of the interface between the iron-based plated layer formed on the sliding surface of the scroll part according to Embodiment 1 and the aluminum alloy.
- FIG. 6 is a schematic cross-sectional view for explaining a state in which curved edge processing is performed on the edge portion of the sliding surface of the scroll part according to the first embodiment.
- FIG. 7 is a schematic cross-sectional view for explaining a state in which the edge portion of the sliding surface of the scroll part according to Embodiment 1 is tapered.
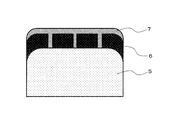
- FIG. 6 is a schematic cross sectional view for illustrating a state in which an iron-based plating layer and a ceramic layer are formed on the sliding surfaces of both the fixed scroll and the oscillating scroll that constitute the scroll component according to the first embodiment.
- FIG. 5 is a schematic cross-sectional view for illustrating a state in which an iron-based plated layer and a ceramic layer are formed on the sliding surface of one of the scrolls constituting the scroll component according to Embodiment 1.
- FIG. 1 is a schematic cross-sectional view of a fixed scroll and an oscillating scroll that constitute the scroll component according to the first embodiment.
- the scroll part 1 includes an oscillating scroll 2 and a fixed scroll 3, and has a sliding surface 1 a where these scrolls rub against each other.
- 2 and 3 are schematic cross-sectional views of the sliding surface 1a of the scroll part according to the first embodiment.
- FIG. 4 is a schematic cross-sectional view of the vicinity of the interface between the iron-based plating layer and the aluminum alloy formed on the sliding surface 1 a of the scroll part according to the first embodiment.
- the iron-based plating layer 6 is formed on the surface of the aluminum alloy 5 constituting the scroll, and a plurality of cracked portions 11 exist on the surface of the iron-based plating layer 6 .
- the iron-based plating layer 6 is formed on the surface of the aluminum alloy 5 constituting the scroll, and the nitride and sulfide are mainly contained in the surface of the iron-based plating layer 6 and the crack portion 11.
- the ceramic layer 7 to be made is formed. That is, the scroll part shown in FIG. 3 differs from the scroll part shown in FIG. 2 in that the ceramic layer 7 is provided. Further, as shown in FIG.
- a diffusion layer 10 mainly composed of Al and Fe is formed at the interface between the iron-based plating layer 6 and the aluminum alloy 5.
- the iron-based plating layer 6 having a hardness higher than that of the aluminum alloy 5 as shown in FIG. 2 on the surface of the aluminum alloy 5 to be the sliding surface 1a, the slidability of the surface of the aluminum alloy 5 is improved. It can be done.
- the iron-based plated layer 6 and the ceramic layer 7 (hereinafter referred to as the iron-based plated layer 6 and the ceramic layer 7) are harder than the aluminum alloy 5 on the surface of the aluminum alloy 5.
- the sliding property of the surface of the aluminum alloy 5 can be further improved by forming a composite layer in some cases.
- diffusion layer 10 at the interface between iron-based plating layer 6 and aluminum alloy 5
- iron-based plating layer 6 and aluminum alloy 5 are chemically bonded, and iron-based plating layer 6 to aluminum alloy 5 is formed.
- the adhesiveness of the ceramic layer 7 can be improved.
- the diffusion layer 10 can be formed at a low temperature by containing the specific metal element that easily causes the thermal diffusion in the diffusion layer 10, the thermal deformation and the strength decrease of the aluminum alloy 5 can be suppressed. As a result, it is possible to prevent the deterioration of the sealing property of the refrigerant gas at the time of compressor operation.
- the iron-based plated layer 6 in the scroll part according to the present embodiment has the cracked portion 11, and thus the adhesion to the ceramic layer 7 is improved.
- the aluminum alloy 5 and the iron-based plating layer 6 which are the base materials have a thermal expansion difference. Therefore, when heat treatment for forming diffusion layer 10 or heat treatment for forming ceramic layer 7 is performed, iron having a thermal expansion coefficient smaller than that of aluminum alloy 5 due to the thermal stress caused by the thermal expansion difference. Cracks occur in the base plating layer 6. The crack also contributes to improving the adhesion to the surface of the iron-based plating layer 6 and the ceramic layer 7 formed in the crack portion 11.
- the composition of the iron-based plating layer 6 may be iron alone, but from the viewpoint of increasing the hardness of the iron-based plating layer 6, it is preferable to contain chromium (Cr).
- the content of chromium in the iron-based plating layer 6 is not particularly limited, but is preferably 3% by mass to 15% by mass, and more preferably 5% by mass to 10% by mass.
- the thickness of the iron-based plating layer 6 is not particularly limited, but is preferably 2 ⁇ m or more and 20 ⁇ m or less, and more preferably 5 ⁇ m or more and 15 ⁇ m or less. By setting the thickness of the iron-based plating layer 6 to 2 ⁇ m or more and 20 ⁇ m or less, the hardness of the iron-based plating layer 6 can be increased, and the exposure of the aluminum alloy 5 can be prevented.
- the ceramic layer 7 in the scroll part according to the present embodiment is mainly composed of a nitride and a sulfide. Since the nitride is a ceramic having a very high hardness, the inclusion of the nitride in the ceramic layer 7 improves the wear resistance. In addition, although the sulfide is relatively low in hardness, it is very excellent in lubricity, and the inclusion of the sulfide in the ceramic layer 7 suppresses the frictional resistance at the time of sliding. Thus, the inclusion of the nitride and the sulfide in the ceramic layer 7 improves the slidability of the surface.
- nitride which is one of the main components of the ceramic layer 7 include silicon nitride, aluminum nitride, iron nitride, chromium nitride, titanium nitride, gallium nitride and the like. These nitrides may be used alone or in combination of two or more. Among these nitrides, iron nitride is preferable from the viewpoint of improving the slidability. Furthermore, by using iron nitride, the compatibility with the base iron-based plating layer 6 is improved, so the adhesion between the iron-based plating layer 6 and the ceramic layer 7 is improved.
- sulfide which is another main component of the ceramic layer 7
- molybdenum sulfide, tin sulfide, iron sulfide, chromium sulfide, vanadium sulfide, tungsten sulfide etc. are mentioned. These sulfides may be used alone or in combination of two or more. Among these sulfides, iron sulfide is preferable from the viewpoint of improving the slidability. Further, by using iron sulfide, the compatibility with the iron-based plating layer 6 as the base is improved, and the adhesion between the iron-based plating layer 6 and the ceramic layer 7 is improved.
- having nitride and sulfide as main components means that the total amount of nitride and sulfide is 70% by mass or more and 100% by mass or less with respect to the ceramic layer 7. .
- the thickness of the ceramic layer 7 in the scroll part according to the present embodiment is not particularly limited, but is preferably 1 ⁇ m to 10 ⁇ m, and more preferably 2 ⁇ m to 5 ⁇ m. By setting the thickness of the ceramic layer 7 to 1 ⁇ m or more and 10 ⁇ m or less, the adhesiveness between the iron-based plating layer 6 and the ceramic layer 7 is improved while the slidability is enhanced, and peeling of the ceramic layer 7 can be prevented. .
- the thickness of the composite layer formed on the sliding surface of the scroll part according to the present embodiment is preferably uniform over the entire sliding surface, from the viewpoint of improving the sealing performance of the refrigerant gas. If the thickness of the composite layer is not uniform in the convex portion and the concave portion of the sliding surface of the scroll part, a gap is generated in the sliding surface when sliding the oscillating scroll 2 and the fixed scroll 3 and refrigerant gas Seal performance is degraded. Therefore, the difference between the thickness of the composite layer in the convex portion of the sliding surface of the scroll part and the thickness of the composite layer in the recess is preferably 5 ⁇ m or less, more preferably 3 ⁇ m or less. If the thickness difference of the composite layer is 5 ⁇ m or less, the oil film of the lubricating oil substitutes for the packing even if a gap is generated on the sliding surface, and the deterioration of the sealing performance can be suppressed.
- Diffusion layer 10 in the scroll part according to the present embodiment contributes to the improvement of the adhesion between iron-based plating layer 6 and aluminum alloy 5.
- the iron-based plating layer 6 is in physical contact with the surface of the aluminum alloy 5. Therefore, the adhesion at the interface is very weak, and the iron-based plating layer 6 or the composite layer may be peeled off by mechanical stress at the time of sliding. Further, since the iron-based plating layer 6 and the aluminum alloy 5 have a thermal expansion difference as described above, when the diffusion layer 10 does not exist, the iron-based plating layer is generated by thermal stress due to frictional heat at the time of sliding. 6 or the composite layer may be peeled off.
- the iron-based plating layer 6 and the ceramic to the aluminum alloy 5 are made by chemically bonding (diffusion bonding) the iron-based plating layer 6 and the aluminum alloy 5 via the diffusion layer 10.
- the adhesion of the layer 7 is excellent.
- the diffusion layer 10 in the scroll component according to the present embodiment is formed at the interface between the aluminum alloy 5 and the iron-based plating layer 6, its composition is mainly composed of Al and Fe. Furthermore, from the viewpoint of promoting the formation of the diffusion layer 10 and enhancing the adhesion between the aluminum alloy 5 and the iron-based plating layer 6, the diffusion layer 10 contains a metal having a larger diffusion coefficient than Al and Fe. There is. As metals having a larger diffusion coefficient than Al and Fe, Co, Ni, Cu and Zn can be mentioned. These metals may be used alone or in combination of two or more. The content of these metals is not particularly limited, but is preferably 2% by mass to 40% by mass, and more preferably 4% by mass to 30% by mass, with respect to the diffusion layer 10.
- having Al and Fe as main components means that the total amount of Al and Fe is 60 mass% or more and 98 mass% or less with respect to the diffusion layer 10. Further, in the present specification, the content of the metal contained in the diffusion layer 10 is, in a cross section in the vicinity of the interface between the aluminum alloy 5 and the iron-based plating layer 6, The value analyzed quantitatively by an analyzer (EPMA).
- EPMA analyzer
- the diffusion layer 10 in the scroll part according to the present embodiment utilizes thermal diffusion of elements by heat treatment, and requires a heat treatment step for forming the diffusion layer 10.
- the aluminum alloy 5 is heat-treated at a high temperature, distortion may occur.
- the heat treatment at a high temperature may cause deterioration (recrystallization) of the crystal structure, and the mechanical strength may be rapidly reduced.
- the diffusion layer does not contain a metal having a diffusion coefficient greater than that of Al and Fe, heat treatment at a high temperature of 500 ° C. or higher is required to form the diffusion layer, which causes thermal distortion of the aluminum alloy 5 or Deterioration causes a decrease in mechanical strength.
- the heat treatment temperature for forming the diffusion layer 10 is 400 ° C. or less by forming the diffusion layer 10 containing a metal having a diffusion coefficient larger than that of Al and Fe. It is possible to suppress a decrease in mechanical strength due to thermal distortion of the alloy 5 and deterioration of the crystal structure. As a result, it is possible to prevent deterioration of the sealability of the refrigerant gas due to thermal distortion and deformation of the scroll component.
- the 0.2% proof stress in the tensile test of the scroll is preferably 150 MPa or more, more preferably 200 MPa or more, and most preferably 300 MPa or more. If the 0.2% proof stress in the tensile test of the scroll is 150 MPa or more, distortion does not occur during sliding, and the sliding member becomes highly reliable.
- the 0.2% proof stress in a tensile test uses the value evaluated by the method of JIS Z2411.
- the scroll part according to the present embodiment has no adverse effect on the slidability and adhesion even if the edge portion of the sliding surface is not processed, but the smoothness of the iron-based plating layer 6 and the ceramic layer 7 From the viewpoint, it is preferable that curved surface (R) processing or taper processing be performed on the edge portion of the sliding surface.
- curved surface processing or taper processing be performed on the edge portion of the sliding surface.
- FIG. 5 is a schematic cross-sectional view for explaining a state in which the edge portion of the sliding surface of the scroll part is subjected to curved surface processing
- FIG. 6 is a taper processing of the edge portion of the sliding surface of the scroll part It is a cross-sectional schematic diagram for demonstrating the state currently given. As shown in FIGS.
- curved surface (R) processing is R 0.5 mm or more and R 3 mm or less.
- a taper process is C0.5 mm or more and C3 mm or less.
- R means the radius of the curved surface
- C means the distance from the edge.
- R and C are less than 0.5 mm, the effect of suppressing electrolytic concentration is not sufficiently exhibited, and the smoothness of the iron-based plating layer 6 and the ceramic layer 7 is not improved.
- R and C exceed 3 mm, when applied to a sliding component such as a scroll component, the area of the sliding surface becomes small, and the pressure applied at the time of sliding increases.
- FIGS. 7 and 8 An enlarged view of the sliding portion 1 a of the compressor scroll component 1 according to the present embodiment is shown in FIGS. 7 and 8.
- the iron-based plated layer 6, the ceramic layer 7, and the diffusion layer are formed on the sliding surfaces 1a of the fixed scroll and the oscillating scroll.
- the iron-based plated layer 6, the ceramic layer 7, and the diffusion layer are formed only on one of the sliding surfaces 1 a of the fixed scroll and the oscillating scroll.
- An iron-based plating layer 6, a ceramic layer 7 and a diffusion layer are formed on the sliding faces 1a of both scrolls constituting the scroll part 1, or on the sliding face 1a of one scroll constituting the scroll part 1, Whether to form the iron-based plating layer 6, the ceramic layer 7, and the diffusion layer may be appropriately selected according to the slidability required for the scroll part 1. For example, when it is necessary to increase the rotational speed of the scroll of the compressor, high slidability is required, and therefore, the iron-based plating layer 6, the ceramic layer 7 and the sliding surface 1a of both scrolls are required. It is preferable to form a diffusion layer. Moreover, when the high slidability is not required, the formation of the ceramic layer 7 may be omitted.
- the aluminum alloy 5 in the scroll part according to the present embodiment preferably has a Young's modulus of 70 GPa or more from the viewpoint of suppressing deformation due to mechanical stress applied at the time of sliding.
- the material of the aluminum alloy 5 is not particularly limited, and aluminum alloys for casting, forging and die casting known in the relevant technical field can be used.
- aluminum alloys include Al-Cu-Mg alloy, Al-Cu-Si alloy, Al-Si alloy, Al-Si-Mg alloy, Al-Si-Cu alloy, Al-Si-Mg. Alloy, Al-Si-Cu-Mg alloy, Al-Cu-Ni-Mg alloy, Al-Mg alloy, Al-Si-Cu-Ni-Mg alloy, Al-Si-Fe-Cu alloy Etc.
- the scroll part according to the present embodiment can be manufactured as follows. First, an aluminum alloy is processed into a scroll shape.
- the method of forming the fixed scroll and the oscillating scroll from aluminum alloy is not particularly limited, and it is possible to use a casting method, a forging method, a die casting method or the like. Moreover, it is also possible to perform surface grinding processing as a post process. The surface grinding process can improve the smoothness and the dimensional accuracy of the surface.
- a metal layer having a diffusion coefficient larger than that of Al and Fe described above is formed on the surface of the aluminum alloy 5 processed into the scroll shape.
- the method for forming a metal layer having a diffusion coefficient larger than that of Al and Fe is not particularly limited, and examples thereof include electrolytic plating, electroless plating, vapor deposition, sputtering, and thermal spraying.
- the iron-based plating layer 6 is formed on the surface of the metal layer formed on the surface of the aluminum alloy 5 and having a diffusion coefficient larger than that of Al and Fe.
- the method of forming the iron-based plating layer 6 is not particularly limited, and examples thereof include electrolytic plating and electroless plating.
- the shape is complicated, so the current density at the time of energization of the plating becomes uneven, and the thickness of the iron-based plating layer 6 is It may be uneven.
- a jig such as an auxiliary electrode
- the current density can be made uniform, and the thickness of the iron-based plating layer 6 can be made uniform.
- the shape of the auxiliary electrode is not particularly limited as long as the current density can be made uniform, but it is preferable to make the shape similar to the spiral shape of the scroll.
- the aluminum alloy 5 on which the iron-based plating layer 6 is formed is heat-treated in vacuum, or heat-treated in a mixed gas atmosphere containing nitrogen gas and hydrogen sulfide gas.
- a crack due to the thermal expansion difference is generated on the surface of the iron-based plating layer 6, and the diffusion layer 10 is formed at the interface between the iron-based plating layer 6 and the aluminum alloy 5.
- the surface of the iron-based plating layer 6 and the crack portion 11 are made of a ceramic containing nitride and sulfide as main components by reaction with the mixed gas.
- Layer 7 is formed.
- the heat treatment temperature is not particularly limited, but is preferably 200 ° C.
- the heat treatment temperature is less than 200 ° C., the diffusion layer 10 is difficult to be formed, and the improvement of the adhesion may be insufficient. Furthermore, since the reaction between the iron-based plating layer 6 and the mixed gas hardly progresses, the formation of the ceramic layer 7 on the surface of the iron-based plating layer 6 and the crack portion 11 becomes insufficient.
- a layer excellent in slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and the deterioration of the sealing property of the refrigerant gas at the time of compressor operation is suppressed.
- It can be made a scrollable part.
- the scroll part for a compressor has been described as an example, but the present invention can be applied to other sliding parts made of aluminum alloy.
- the scroll compressor according to the second embodiment is a so-called vertical scroll compressor, which compresses and discharges a working gas such as a refrigerant.
- the scroll compressor includes a sealed container, a compression mechanism, a motor generating a rotational force, and a drive shaft for transmitting the rotational force generated by the motor to the compression mechanism.
- the closed container is formed, for example, in a cylindrical shape and has pressure resistance.
- a suction pipe is connected to one side of the sealed container for taking working gas into the sealed container, and a discharge pipe for discharging compressed working gas from the sealed container to the other side is connected to the other side of the sealed container. It is connected.
- the compression mechanism unit incorporates the scroll component according to the first embodiment.
- the centrifugal force of the scroll component generated at the time of compressor operation is reduced. Further, the slidability is improved by the iron-based plating layer, the ceramic layer and the diffusion layer formed on the surface of the aluminum alloy. Therefore, by increasing the rotational speed of the scroll component, the compression efficiency of the refrigerant gas is improved, and the output of the scroll compressor can be increased.
- the method for incorporating the scroll parts into the scroll compressor is not particularly limited, and can be performed according to a known method.
- the scroll compressor capable of achieving high output by high speed operation without deterioration of the sealing property of the refrigerant gas.
- Example 1 On the surface of an Al-Si-Cu-Mg-based aluminum alloy (ADC 14, Young's modulus: 80 GPa), a Zn film was formed to a thickness of about 0.5 ⁇ m by electrolytic plating. Next, on the surface of the Zn film, an Fe—Cr plated layer having a 92 mass% Fe-8 mass% Cr composition was formed to a thickness of about 10 ⁇ m by electrolytic plating. Next, heat treatment is performed at 350 ° C. for 5 hours in a mixed gas containing nitrogen and hydrogen sulfide to form a diffusion layer (Zn content: 5% by mass) containing Al and Fe as main components and containing Zn.
- a diffusion layer Zn content: 5% by mass
- a test piece of Example 1 was obtained by forming a ceramic layer containing iron nitride and iron sulfide as main components on the surface of the Fe-Cr plated layer.
- the thickness of the Fe—Cr plated layer was 10 ⁇ m
- the thickness of the ceramic layer was 5 ⁇ m.
- Example 2 in the same manner as Example 1, except that a Ni film was formed instead of the Zn film, and a diffusion layer (Ni content: 6% by mass) containing Al and Fe as main components and containing Ni was formed. Test pieces were obtained. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 3 in the same manner as Example 1, except that a Cu film was formed instead of the Zn film, and a diffusion layer (Cu content: 5% by mass) containing Al and Fe as main components and containing Cu was formed. Test pieces were obtained. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 4 A film of Zn and Ni was formed instead of the Zn film, and a diffusion layer (Zn content: 3% by mass, Ni content: 4% by mass) containing Al and Fe as main components and containing Zn and Ni was formed.
- Test pieces of Example 4 were obtained in the same manner as Example 1 except for the above. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 5 The test piece of Example 5 was obtained in the same manner as Example 1 except that an Fe plating layer was formed instead of the Fe-Cr plating layer.
- the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 6 Example 1 was carried out in the same manner as Example 1, except that an Fe-Cr plating layer of 97 mass% Fe-3 mass% Cr composition was formed instead of the Fe-Cr plating layer of 92 mass% Fe-8 mass% Cr composition.
- the test piece of Example 6 was obtained.
- the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 7 Example 1 was carried out in the same manner as Example 1, except that an Fe-Cr plated layer of 85 wt% Fe-15 wt% Cr composition was formed instead of the Fe-Cr plated layer of 92 wt% Fe-8 wt% Cr composition.
- the test piece of Example 7 was obtained.
- the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 8 Example 1 was carried out in the same manner as Example 1, except that an Fe-Cr plating layer of 81 mass% Fe-19 mass% Cr composition was formed instead of the Fe-Cr plating layer of 92 mass% Fe-8 mass% Cr composition.
- the test piece of Example 8 was obtained.
- the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m, and the thickness of the ceramic layer was 5 ⁇ m.
- Example 9 The test piece of Example 9 was obtained in the same manner as in Example 1 except that the heat treatment in the mixed gas containing nitrogen and hydrogen sulfide was changed to the heat treatment in vacuum, and the ceramic layer was not formed. In the obtained test piece, the thickness of the Fe—Cr plated layer (iron-based plated layer) was 10 ⁇ m.
- Comparative Example 1 The Al-Si-Cu-Mg-based aluminum alloy (ADC 14) itself was used as a test piece.
- Comparative Example 2 A test piece of Comparative Example 2 was obtained in the same manner as in Example 1 except that a diffusion layer consisting of Al and Fe was formed without forming a Zn film.
- Comparative Example 3 A test piece of Comparative Example 3 was obtained in the same manner as Example 1, except that the Zn film was not formed, the heat treatment condition was changed to 500 ° C. for 5 hours, and the diffusion layer consisting of Al and Fe was formed.
- the seizure resistance was measured by the pin-on-disk method.
- the measurement results of this seizure resistance were based on the seizure resistance obtained with the test piece of Example 1, and the relative values of the seizure resistance obtained with the test pieces of each Example or each Comparative Example ([Each Example It shows in Table 1 and 2 as a value of the seizure resistance obtained with the test piece of an example or each comparative example / the seizure resistance obtained with the specimen of Example 1].
- the seizure resistance by the pin-on-disk method was implemented by the following method.
- the presence or absence of distortion of the test piece by heat processing was evaluated about the test piece obtained by said Example and comparative example.
- the presence or absence of distortion was implemented by measuring the shape of the test piece before and behind heat processing using a three-dimensional shape measuring machine, and comparing shape change. When there is a change in shape, it is considered as distortion "present", and when there is no change in shape, it is considered as distortion "absent".
- a diffusion layer containing Al and Fe as main components and containing one or two of Zn, Ni and Cu on the surface of an aluminum alloy, an iron-based plating layer, and iron nitride As shown in Tables 1 and 2, a diffusion layer containing Al and Fe as main components and containing one or two of Zn, Ni and Cu on the surface of an aluminum alloy, an iron-based plating layer, and iron nitride
- the test pieces of Examples 1 to 8 in which the ceramic layer mainly composed of iron sulfide and iron sulfide is formed are compared with the test piece of Comparative Example 1 which is an untreated Al-Si-Cu-Mg-based aluminum alloy, Since the seizure resistance is very high, it can be seen that the slidability is extremely excellent.
- Example 9 The test piece of Example 9 in which a diffusion layer containing Al and Fe as main components and one or more of Zn, Ni and Cu and an iron-based plating layer formed on the surface of an aluminum alloy is untreated Since the seizure resistance is higher than that of the test piece of Comparative Example 1 which is an Al-Si-Cu-Mg-based aluminum alloy, it is understood that the slidability is excellent. Since the peel strength of the test pieces of Examples 1 to 9 is higher than that of the test piece of Comparative Example 2 in which the diffusion layer made of Al and Fe is formed, the adhesion of the layer formed on the surface of the aluminum alloy is It turns out that it is excellent.
- the test piece of Comparative Example 3 in which the heat treatment condition is changed to 500 hours and the diffusion layer made of Al and Fe is formed has a tendency to improve the layer adhesion more than the test piece of Comparative Example 2 The distortion occurs in the test piece because the heat treatment temperature is high.
- a layer excellent in slidability and adhesion is formed on the sliding surface of the scroll made of an aluminum alloy, and the sealing property of the refrigerant gas at the time of compressor operation It is possible to provide a scroll component that can suppress deterioration.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Rotary Pumps (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Abstract
La présente invention concerne un composant à spirale doté d'une spirale fixe constituée d'un alliage d'aluminium et d'une spirale oscillante constituée d'un alliage d'aluminium, la spirale fixe et/ou la spirale oscillante comprenant : une couche de placage à base de fer formée au niveau d'une surface coulissante ; et une couche de diffusion qui est formée au niveau d'une interface entre la couche de placage à base de fer et l'alliage d'aluminium, et qui contient de l'Al et du Fe comme ingrédients principaux, et au moins un élément choisi dans le groupe constitué par Co, Ni, Cu et Zn.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018564420A JP6490325B1 (ja) | 2017-12-19 | 2018-09-12 | スクロール部品及びスクロール圧縮機 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017242598 | 2017-12-19 | ||
| JP2017-242598 | 2017-12-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019123737A1 true WO2019123737A1 (fr) | 2019-06-27 |
Family
ID=66994756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/033841 Ceased WO2019123737A1 (fr) | 2017-12-19 | 2018-09-12 | Composant à spirale et compresseur à spirale |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2019123737A1 (fr) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6345485A (ja) * | 1986-04-07 | 1988-02-26 | Matsushita Refrig Co | スクロ−ル型圧縮機 |
| JP2000226688A (ja) * | 1998-12-03 | 2000-08-15 | Yamaha Motor Co Ltd | アルミニウム合金部品およびその製造方法 |
-
2018
- 2018-09-12 WO PCT/JP2018/033841 patent/WO2019123737A1/fr not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6345485A (ja) * | 1986-04-07 | 1988-02-26 | Matsushita Refrig Co | スクロ−ル型圧縮機 |
| JP2000226688A (ja) * | 1998-12-03 | 2000-08-15 | Yamaha Motor Co Ltd | アルミニウム合金部品およびその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2682784B2 (ja) | スクロール型圧縮機のオルダムリング | |
| US5875702A (en) | Swash plate of swash plate compressor and combination of swash plate with shoes | |
| CN104903630B (zh) | 汽缸与活塞环的组件 | |
| JPH02130272A (ja) | 斜板式圧縮機 | |
| JPH0854060A (ja) | 溶射方法、溶射層を摺動面とする摺動部材の製造方法、ピストンおよびピストンの製造方法 | |
| JP2000054973A (ja) | ロータリコンプレッサ | |
| KR101327059B1 (ko) | 스와시 플레이트 및 그 제조방법 | |
| WO2019123737A1 (fr) | Composant à spirale et compresseur à spirale | |
| JP6490325B1 (ja) | スクロール部品及びスクロール圧縮機 | |
| JP2008002387A (ja) | 冷媒圧縮機及びこれを用いた冷凍サイクル装置 | |
| CN1075169C (zh) | 涡旋压缩机 | |
| JPH0436549A (ja) | 摺動部材およびこれを用いた周波数可変型冷媒圧縮機 | |
| WO2022181165A1 (fr) | Élément coulissant et compresseur et dispositif frigorifique utilisant ledit élément | |
| US12522777B2 (en) | Sliding material and gas compressor | |
| JP2003343353A (ja) | 内燃機関のシリンダとピストンリングの組み合わせ | |
| JPH02136586A (ja) | ベーン型圧縮機 | |
| JPS601384A (ja) | 斜板式コンプレツサ− | |
| JPH05113181A (ja) | スクロール流体圧縮機 | |
| JPS63303020A (ja) | 摺動材料用銅合金 | |
| JP2856286B2 (ja) | ピストンリング | |
| JP3007284B2 (ja) | 代替フロン用耐摩耗サーメット合金製ベーン | |
| JP2007162574A (ja) | ピストンリング | |
| WO2024257370A1 (fr) | Matériau coulissant et machine à fluide | |
| JP2005098294A (ja) | スワッシュプレートおよびその製造方法 | |
| JPH04314868A (ja) | 摺動部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018564420 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18890932 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18890932 Country of ref document: EP Kind code of ref document: A1 |