WO2019163971A1 - ポリアミド610マルチフィラメント - Google Patents
ポリアミド610マルチフィラメント Download PDFInfo
- Publication number
- WO2019163971A1 WO2019163971A1 PCT/JP2019/006913 JP2019006913W WO2019163971A1 WO 2019163971 A1 WO2019163971 A1 WO 2019163971A1 JP 2019006913 W JP2019006913 W JP 2019006913W WO 2019163971 A1 WO2019163971 A1 WO 2019163971A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamide
- roller
- yarn
- strength
- multifilament
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/60—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyamides
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
Definitions
- the present invention relates to a polyamide 610 multifilament.
- Polyamide 6 and polyamide 66 multifilaments have higher strength and superior fluff quality compared to general-purpose multifilaments such as polyester and polypropylene. It is used for a wide variety of applications.
- polyamide is a polymer having water absorption and hygroscopicity.
- general-purpose polyamide multifilaments such as polyamide 6 and polyamide 66
- strength reduction due to water absorption and dimensional changes due to moisture absorption are large.
- marine applications such as marine ropes and fishing nets, strength reduction due to water absorption is often a problem. There was a problem that the phenomenon occurred.
- polyamide 11 and polyamides 610 and 612 are known as low water-absorbing polyamide multifilaments, and have been proposed as fibers for cleaning brushes, for example (Patent Document 1).
- Patent Document 1 polyamide multifilaments produced by conventional methods have low strength and low fluff quality compared to polyamide 6 and polyamide 66, and are therefore used for applications that require high strength such as marine ropes, woven fabrics and silkworms. It has been difficult to expand to applications that require high-strength and excellent fluff quality, such as for industrial belts.
- An object of the present invention is to provide a polyamide 610 multifilament with low water absorption and high strength and excellent fluff quality, thereby eliminating the above-described drawbacks of polyamide 610 multifilament due to water absorption and moisture absorption. It is possible to further expand applications.
- this invention consists of the following structures.
- Polyamide 610 multifilament having a relative viscosity of sulfuric acid of 3.3 to 3.7, a strength of 7.3 to 9.2 cN / dtex, and an elongation of 20 to 30%.
- the polyamide 610 multifilament according to (1) wherein the number of fluff is from 0 to 4 / 10,000 m.
- the polyamide 610 multifilament can be provided with the same strength and fluff quality as the polyamide 6 or polyamide 66 multifilament, and the use of the polyamide 610 multifilament can be further expanded.
- FIG. 1 is a schematic view of a direct spinning drawing apparatus preferably used in the present invention.
- the raw material used for the polyamide 610 multifilament according to the embodiment of the present invention is polyamide 610.
- the sulfuric acid relative viscosity (hereinafter also simply referred to as “viscosity”) of the polyamide 610 multifilament raw material chip (hereinafter also simply referred to as “chip”) according to an embodiment of the present invention is preferably 3.6 to 4.0, more It is preferably 3.7 to 3.9, and more preferably 3.7 to 3.8.
- the viscosity of the chip is 3.6 or more, when the moisture content of the chip is within the range specified in the present invention, it becomes easy to stably obtain the polyamide 610 multifilament having the viscosity specified in the present invention.
- the moisture content of the polyamide 610 chip as a raw material for the polyamide 610 multifilament according to the embodiment of the present invention is preferably 0.05% or more, particularly preferably 0.05 to 0.13%, Further, it is preferably 0.07 to 0.09%.
- Polyamide 610 is less likely to absorb water, suggesting that it is less affected by moisture content, but by adjusting the moisture content of the chip, the viscosity of the resulting polyamide 610 multifilament can be adjusted dramatically. The inventors were also surprised that the strength and fluff quality improved. If the moisture content of the polyamide 610 is less than 0.05%, the fluff quality deteriorates.
- a method for adjusting the moisture content of the polyamide 610 a method of drying the chip or a method of adding measured water to the chip after drying and stirring the chip is preferable, but the method is not limited as long as the above range is achieved. Absent.
- the moisture content was measured using an apparatus combining AQ-2200 of HIRANUMA SANGYO and EV-2000 of HIRANUMA SANGYO.
- the polyamide 610 multifilament according to the embodiment of the present invention has a relative viscosity of sulfuric acid of 3.3 to 3.7, a strength of 7.3 to 9.2 cN / dtex, and an elongation of 20 to 30%.
- the polyamide 610 multifilament according to the embodiment of the present invention needs to have a relative viscosity of sulfuric acid of 3.3 to 3.7, preferably 3.3 to 3.6, and more preferably 3.4 to 3. 6 is preferable.
- the relative viscosity of sulfuric acid is less than 3.3, it is not possible to obtain a yarn having sufficient strength with good fluff quality, and when the relative viscosity of sulfuric acid is higher than 3.7, the yarn forming property and fluff quality deteriorate.
- sulfuric acid relative viscosity says the value which melt
- the polyamide 610 multifilament according to the embodiment of the present invention needs to have a strength of 7.3 to 9.2 cN / dtex, preferably 8.0 to 9.2 cN / dtex, and more preferably 8.3 to 9. It is preferably 2 cN / dtex, and more preferably 8.3 to 8.9 cN / dtex. That is, fluff is likely to occur when a high-strength yarn is produced by a normal method, but fluff generation and yarn in the spinning and drawing processes are achieved by adjusting the moisture content of the polyamide 610 chip used in the present invention and optimizing the viscosity. Cutting and the like are suppressed, and a high-quality polyamide 610 multifilament can be obtained.
- the elongation of the polyamide 610 multifilament needs to be 20% to 30%, and more preferably 20% to 25%. Particularly effective in the polyamide 610 multifilament having a strength in the above range and in a range in which the elongation is applied, generation of fluff, yarn breakage and the like are suppressed, and an extremely high quality polyamide 610 multifilament is obtained. can get.
- the high elongation product is preferably 35 cN / dtex ⁇ ⁇ % or more, more preferably 39 cN / dtex ⁇ ⁇ % or more, and further preferably 40 cN / dtex ⁇ . ⁇ % or more. Due to the high tensile elongation product, the occurrence of fuzz and yarn breakage is suppressed, and a polyamide 610 multifilament having a very high quality even with high strength can be obtained.
- the strength (cN / dtex) and the elongation (%) are values measured under constant speed elongation conditions shown in the JIS L1013 (1999) 8.5.1 standard time test, and the strength elongation product is strength ⁇ ⁇ (Elongation) is a value calculated.
- the single fiber fineness is more preferably 4 to 35 dtex. If the single fiber fineness is 4 to 35 dtex, a high-strength polyamide 610 multifilament can be stably obtained while maintaining the quality. There is no particular restriction on the number of single yarns, and what is important is the single fiber fineness.
- the polyamide 610 multifilament of the present invention preferably has a total fineness of 420 dtex to 1500 dtex, more preferably 450 dtex to 1200 dtex, and still more preferably 450 dtex to 1050 dtex. The lower the total fineness, the higher the cooling efficiency, so that the yarn can be produced with good fluff quality.
- the total fineness is a value obtained by measuring the positive fineness with a predetermined load of 0.045 cN / dtex according to JIS L1013 (1999) 8.3.1 A method.
- the polyamide 610 multifilament according to the embodiment of the present invention preferably has a fluff number of 0 to 4 / 10,000 m, particularly 0 to 3 / 10,000 m, more preferably 0 to 2 / 10,000 m. It is preferable. Since the number of fluff is small, it is possible to develop into applications that require excellent fluff quality such as wrinkles.
- the number of fluff is a value converted to the number per 10,000 m by measuring the total number of fluff at a filament length of 10,000 m or more while rewinding at a speed of 500 m / min.
- the polyamide 610 multifilament according to the embodiment of the present invention preferably has a wet strength / dry strength of 0.90 or more, particularly preferably 0.95 or more, and more preferably 0.98 or more. It is preferable. If wet strength / dry strength is 0.90 or more, compared to polyamide 6 and polyamide 66, which are general-purpose polyamides, it is possible to suppress a decrease in strength when wet, and water-based applications such as marine ropes and fish nets. It is possible to suppress the decrease in strength.
- the wet strength / dry strength can be calculated from the values measured under the constant speed elongation conditions shown in the JIS L1013 (1999) 8.5.1 standard time test, and the values calculated by the method described in the examples. .
- the polyamide 610 multifilament can be preferably produced by the following method based on ordinary melt spinning, but the embodiment of the present invention is particularly effective when the polyamide 610 filament is produced by a direct spinning drawing method. .
- melt spinning it is preferable to apply a predetermined amount of moisture after controlling the tip to an appropriate viscosity, thereby improving the strength and suppressing the occurrence of yarn breakage and fluff during stretching. As a result, a polyamide 610 multifilament having high strength and excellent quality can be obtained.
- FIG. 1 is a schematic view of a direct spinning drawing apparatus preferably used in an embodiment of the present invention.
- Polyamide 610 chips are melted and kneaded by an extruder-type spinning machine (not shown in FIG. 1), and discharged from the spinneret 1 for spinning in the spinning section.
- the yarn 5 spun from the spinneret 1 passes through the heating cylinder 2 and is cooled with the cooling air 4 by the crossflow cooling device 3.
- the cooled yarn 5 passes through the duct 6 and is taken up by the take-up roller 8 while being applied with the treatment agent by the oil supply device 7.
- the drawn yarn 5 is pre-stretched between the take-up roller 8 and the yarn supply roller 9.
- the first stretching roller 10, the second stretching roller 11, and the third stretching roller 12 are stretched in three stages, and the relaxation roller 13 is relaxed.
- the relaxed yarn 5 is entangled by the entanglement applying device 14, wound by the winder 15, and becomes a fiber package 16.
- the viscosity of the polyamide 610 chip is preferably 3.6 to 4.0.
- the take-up speed at the time of taking is preferably 350 to 1100 m / min.
- a non-aqueous treatment agent is preferably used, but sufficient physical properties can be obtained even when a water-containing treatment agent is used.
- an oiling device or guide oiling is preferable.
- the process from stretching to winding is usually preferably a method in which a multi-stage stretching of two or more stages is followed by a relaxation treatment and winding, and the multi-stage stretching is more preferably three or more stages. When stretching in two or more stages, it is preferable to stretch after pre-stretch stretching.
- the pre-stretch stretching and the first stage stretching are preferably performed at around the glass transition temperature, and the remaining stretching is preferably performed at a high temperature of usually 150 to 220 ° C. More preferably, it is 170 to 210 ° C.
- Increasing the number of stretching stages increases the time during which the multifilament is treated at a temperature higher than the crystallization temperature. Since the crystallization of the polymer chain in the fiber is promoted as the treatment time becomes longer, a high-strength multifilament can be produced.
- the draw ratio that is, the draw ratio between the take-up roller 8 and the third draw roller 12 is usually in the range of 3 to 6 times.
- the winding speed is usually preferably 2000 to 5000 m / min, and more preferably 2500 to 4500 m / min.
- the yarn is preferably wound into a cheese shape by a winding device under a winding tension of 20 to 250 gf.
- the polyamide 610 multifilament concerning the embodiment of the present invention can be manufactured by the above methods.
- the polyamide 610 multifilament according to the embodiment of the present invention can be suitably used for various applications, for example, marine applications such as marine ropes and fishing nets, and dredging applications such as dredging fabrics and dredging belts.
- Moisture content Measured using a combination of HIRANUMA SANGYO AQ-2200 and HIRANUMA SANGYO EV-2000. That is, the moisture in the sample chip was extracted using EV-2000 of HIRANUMA SANGYO, and the moisture content was measured using AQ-2200 of HIRANUMA SANGYO. The sample was 1.5 g, and the nitrogen used for water vaporization was 0.2 L / min.
- the measurement conditions were as follows. ⁇ Step 1 Temperature 210 °C, Time 21 minutes ⁇ Baking time 0 minutes ⁇ End B. G. 0 ⁇ g ⁇ Cooling time 1 minute G. Number of stable times 30 times, back purge time 20 seconds
- Number of yarn fluff The obtained fiber package is rewound at a speed of 500 m / min, and a Heberline laser type fluff detector “Flytec V” is installed at a location 2 m away from the yarn being rewound. The total number of fluff was evaluated. The evaluation was performed at 10,000 m or more and converted into the number per 10,000 m.
- This evaluation is for comparing the number of fluffs in the same row with the same strength because the number of fluff generally tends to depend on the strength in fibers.
- a fiber having a strength of 8.7 cN / dtex was produced by appropriately adjusting the spinning, stretching, and relaxation heat treatment conditions, etc., with the same total fineness and the same number of filaments as in the examples and comparative examples.
- Wet strength / dry strength Value obtained by dividing wet strength (measured in the above item (8)) by dry strength (measured in the above item (5)).
- Example 1-9 Comparative Example 1-3
- a polyamide 610 chip obtained by liquid phase polymerization was mixed with a 5% by weight aqueous solution of copper acetate as an antioxidant and adsorbed by 70 ppm as copper with respect to the polymer weight.
- a 50 wt% aqueous solution of potassium iodide and a 20 wt% aqueous solution of potassium bromide were added and adsorbed to 100 parts by weight of the polymer chip to 0.1 parts by weight as potassium, respectively.
- water was added to obtain polyamide 610 pellets having the relative viscosity of sulfuric acid and the water content shown in Table 1 or 2.
- the spinning device shown in FIG. 1 was used.
- the above-mentioned polyamide 610 pellets were supplied to an extruder, and the discharge amount was adjusted by a metering pump so that the total fineness was about 470 dtex.
- the spinning temperature was 285 ° C., and the mixture was filtered through a metal nonwoven fabric filter in a spinning pack, and then spun through a spinneret with 48 holes.
- the spun yarn was passed through a heating cylinder heated to a temperature of 250 ° C. and then cooled and solidified with cooling air having a wind speed of 40 m / min.
- a treatment agent was applied to the cooled and solidified yarn, the yarn was swung around a spinning take-up roller, and the yarn was taken up at the spinning speed shown in Table 1 or Table 2. Thereafter, the drawn yarn was stretched 5% between the take-up roller 8 and the yarn supplying roller 9 without being wound once.
- the first-stage stretching is performed between the yarn feeding roller 9 and the first stretching roller 10 so that the rotational speed ratio between the rollers becomes 2.7, and then between the first stretching roller 10 and the second stretching roller 11.
- the second stage of stretching was performed so that the rotational speed ratio between the rollers was 1.4.
- third-stage stretching was performed between the second stretching roller 11 and the third stretching roller 12.
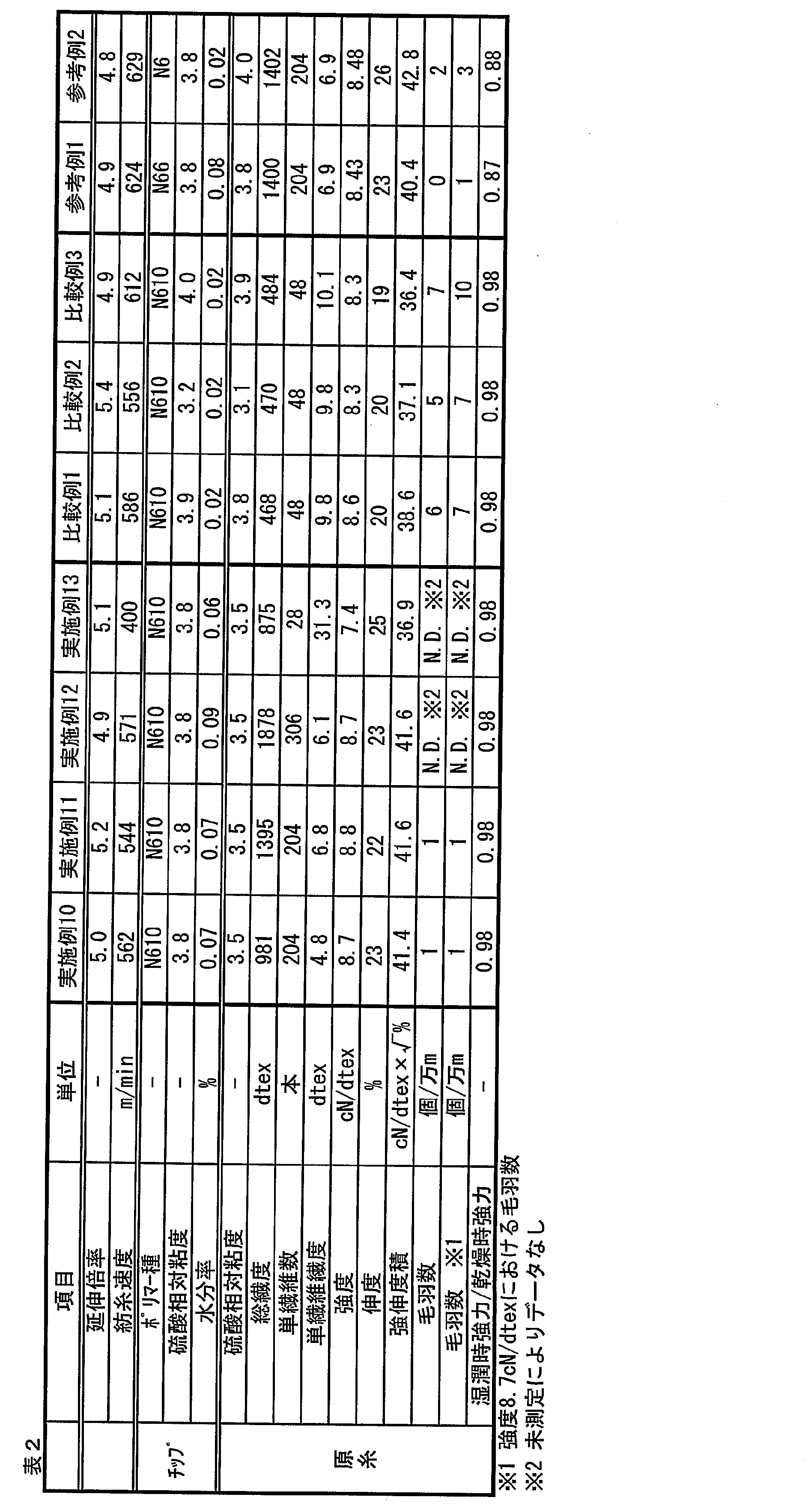
- Example 10 Using polyamide 610 pellets of sulfuric acid relative viscosity and moisture content shown in Table 2, the discharge amount was adjusted with a metering pump so that the total fineness shown in Table 2 was reached, and spinning was performed through a spinneret with a hole number of 204, spinning speed, and draw ratio. was manufactured in the same manner as in Example 1 except that the change was made as shown in Table 2.
- Example 11 Using polyamide 610 pellets of sulfuric acid relative viscosity and moisture content shown in Table 2, the discharge amount was adjusted by a metering pump so that the total fineness shown in Table 2 was reached, and spinning was performed through a spinneret with 204 holes. The production was performed in the same manner as in Example 1 except that the above was changed.
- Example 12 Using polyamide 610 pellets of sulfuric acid relative viscosity and moisture content shown in Table 2, adjust the discharge rate so as to achieve the total fineness of Table 2 with a metering pump, and spin through a spinneret with a hole number of 306, spinning speed, and draw ratio was manufactured in the same manner as in Example 1 except that the change was made as shown in Table 2.
- Example 13 Polyamide 610 pellets having a relative viscosity of sulfuric acid and a moisture content shown in Table 2 were used.
- the spinning device shown in FIG. 1 was used.
- the above-mentioned polyamide 610 pellets were supplied to an extruder, and the discharge amount was adjusted by a metering pump so that the total fineness was about 875 dtex.
- the spinning temperature was 265 ° C., filtered through a metal nonwoven fabric filter in a spinning pack, and then spun through a spinneret with 28 holes.
- the spun yarn was passed through a heating cylinder heated to a temperature of 235 ° C. and then cooled and solidified with cooling air having a wind speed of 45 m / min.
- a water-containing treatment agent was applied to the cooled and solidified yarn, and the yarn was swung around a spinning take-up roller, and the yarn was taken up at the spinning speed shown in Table 2. Thereafter, the taken-up yarn is subjected to 8% stretch between the take-up roller 8 and the yarn supplying roller 9 without being wound once, and then between the yarn supplying roller 9 and the first drawing roller 10 The first stage of stretching so that the rotation speed ratio between them becomes 2.7, and then the rotation speed ratio between the first stretching roller 10 and the second stretching roller 11 becomes 1.3. Second-stage stretching was performed. Subsequently, third-stage stretching was performed between the second stretching roller 11 and the third stretching roller 12.
- the spinning device shown in FIG. 1 was used.
- the aforementioned polyamide 66 pellets were supplied to the extruder, and the discharge amount was adjusted by a metering pump so that the total fineness was about 1400 dtex.
- the spinning temperature was 295 ° C., filtered through a metal nonwoven fabric filter in a spinning pack, and then spun through a spinneret with 204 holes.
- the spun yarn was passed through a heating cylinder heated to a temperature of 280 ° C. and then cooled and solidified with cooling air having a wind speed of 33 m / min.
- a water-containing treatment agent was applied to the cooled and solidified yarn, and the yarn was swung around a spinning take-up roller, and the yarn was taken up at the spinning speed shown in Table 2.
- the taken-up yarn is subjected to a stretch of 3% between the take-up roller 8 and the yarn supplying roller 9 without being wound once, and then between the yarn supplying roller 9 and the first drawing roller 10 So that the rotation speed ratio between the rollers is 2.8, and the rotation speed ratio between the first stretching roller 10 and the second stretching roller 11 is 1.3.
- Second-stage stretching was performed.
- third-stage stretching was performed between the second stretching roller 11 and the third stretching roller 12.
- the spinning device shown in FIG. 1 was used.
- the aforementioned polyamide 6 pellets were supplied to an extruder, and the discharge amount was adjusted by a metering pump so that the total fineness was about 1400 dtex.
- the spinning temperature was 285 ° C., filtered through a metal nonwoven fabric filter in a spinning pack, and then spun through a spinneret with 204 holes.
- the spun yarn was passed through a heating cylinder heated to a temperature of 290 ° C. and then cooled and solidified with cooling air having a wind speed of 30 m / min.
- a water-containing treatment agent was applied to the cooled and solidified yarn, and the yarn was swung around a spinning take-up roller, and the yarn was taken up at the spinning speed shown in Table 2.
- the taken-up yarn is stretched 9% between the take-up roller 8 and the yarn supplying roller 9 without being wound once, and then between the yarn supplying roller 9 and the first drawing roller 10 between the rollers.
- the first stage of stretching so that the rotational speed ratio of 2.8 is 2.8, and then between the first stretching roller 10 and the second stretching roller 11, the rotational speed ratio between the rollers is 2 so as to be 1.4.
- Stage stretching was performed.
- third-stage stretching was performed between the second stretching roller 11 and the third stretching roller 12.
- the overall draw ratio represented by the take-off speed and the draw speed ratio was adjusted to be the ratio shown in Table 2.
- the surface temperature of each roller was set such that the take-up roller was at room temperature, the yarn feeding roller 45 ° C., the first stretching roller 107 ° C., the second stretching roller 170 ° C., the third stretching roller 197 ° C., and the relaxation roller 144 ° C.
- the entanglement process was performed by injecting high-pressure air from the direction perpendicular to the running yarn in the entanglement imparting device.
- a guide for regulating the running yarn was provided before and after the entanglement imparting device, and the pressure of the air to be injected was constant at 0.3 MPa.
- the present invention it is possible to provide a low water absorption polyamide 610 multifilament having high strength and excellent fluff quality. Thereby, the disadvantages of the polyamide 610 multifilament due to water absorption and moisture absorption can be eliminated, and the use of the polyamide 610 multifilament can be further expanded.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Artificial Filaments (AREA)
- Organic Insulating Materials (AREA)
Abstract
Description
海洋ロープや漁網等の海洋用途では、吸水による強度低下が度々問題となっており、鞄地織物や鞄用ベルトは、湿潤-乾燥の繰り返しに伴う寸法変化により生地に皺が入る、いわゆるパッカリング現象が生じる問題があった。
本発明の目的は、高強度かつ毛羽品位の優れた低吸水のポリアミド610のマルチフィラメントを提供することにより、上述のような吸水、吸湿によるポリアミド610マルチフィラメントの欠点を解消し、ポリアミド610マルチフィラメントの更なる用途拡大を図ることが可能とすることである。
(1)硫酸相対粘度3.3~3.7、強度7.3~9.2cN/dtex、伸度20~30%であるポリアミド610マルチフィラメント。
(2)毛羽数が0個~4個/万mである(1)記載のポリアミド610マルチフィラメント。
(3)総繊度が420dtex~1500dtexであることを特徴とする(1)または(2)記載のポリアミド610マルチフィラメント。
(4)湿潤時強力/乾燥時強力が0.90以上である(1)~(3)のいずれかに記載のポリアミド610マルチフィラメント。
本発明の実施形態にかかるポリアミド610マルチフィラメントの原料チップ(以下、単にチップとも言う)の硫酸相対粘度(以下、単に粘度とも言う)は、3.6~4.0であることが好ましく、より好ましくは3.7~3.9であり、さらに好ましくは3.7~3.8である。チップの粘度が3.6以上であるとチップの水分率を本発明での規定範囲に取った際に、本発明で規定の粘度のポリアミド610マルチフィラメントを安定して得やすくなる。
なお、水分率はHIRANUMA SANGYOのAQ-2200とHIRANUMA SANGYOのEV-2000を組み合わせた装置を用いて測定した。
本発明の実施形態にかかるポリアミド610マルチフィラメントは硫酸相対粘度が3.3~3.7である必要があり、3.3~3.6であることが好ましく、更には3.4~3.6であることが好ましい。硫酸相対粘度が3.3未満であると十分な強度を有する原糸を毛羽品位良く得ることができず、硫酸相対粘度が3.7より大きいと製糸性、毛羽品位が悪化する。
なお、硫酸相対粘度は、試料を98%硫酸に溶解し、オストワルド粘度計を用いて25℃で測定した値をいう。
また、ポリアミド610マルチフィラメントの伸度は、20%~30%である必要があり、20%~25%であることがより好ましい。特に強度が上記範囲であり、且つ伸度がかかる範囲にあるようなポリアミド610マルチフィラメントにおいて特に有効に効果を発揮し、毛羽発生、糸切れ等が抑制され、極めて品位の高いポリアミド610マルチフィラメントが得られる。
本発明のポリアミド610マルチフィラメントは、総繊度が420dtex~1500dtexであることが好ましく、更に好ましくは450dtex~1200dtexであり、より更に好ましくは450dtex~1050dtexである。総繊度が低い程、冷却効率が高まるため、毛羽品位良く製糸することができる。
なお、総繊度は、JIS L1013(1999) 8.3.1 A法により、所定荷重0.045cN/dtexで正量繊度を測定した値をいう。
なお、毛羽数は500m/分の速度で巻き返しながらフィラメント長1万m以上で毛羽総数を測定し、1万mあたりの個数に換算した値をいう。
本発明の実施形態にかかるポリアミド610マルチフィラメントは、湿潤時強力/乾燥時強力が0.90以上であることが好ましく、特に0.95以上であることが好ましく、さらには0.98以上であることが好ましい。湿潤時強力/乾燥時強力が0.90以上であれば、汎用ポリアミドであるポリアミド6やポリアミド66に比して、湿潤時の強力低下を抑制することができ、海洋ロープや魚網等の水系用途における強力低下を抑制し得る。
なお、湿潤時強力/乾燥時強力は、JIS L1013(1999)8.5.1標準時試験に示される定速伸長条件で測定した値より算出でき、実施例に記載の方法により算出した値をいう。
図1は、本発明の実施形態で好ましく用いられる直接紡糸延伸装置の概略図である。
ポリアミド610チップをエクストルーダー型紡糸機(図1には図示されていない)で溶融・混練し、紡糸部において、紡糸口金1より吐出して紡糸する。紡糸口金1から紡出した糸条5は加熱筒2を経て、クロスフロー冷却装置3により冷却風4で冷却される。冷却された糸条5はダクト6を通過し、給油装置7により処理剤を付与されながら、引き取りローラ8により引き取られる。引き取られた糸条5は引き取りローラ8と給糸ローラ9の間でプレストレッチ延伸をかけられる。その後、第1延伸ローラ10、第2延伸ローラ11、第3延伸ローラ12において3段延伸され、弛緩ローラ13において弛緩される。弛緩された糸条5は交絡付与装置14により交絡を付与され、ワインダー15により巻き取られ、繊維パッケージ16となる。
上記において引き取る際の引き取り速度は350~1100m/分であることが好ましい。本発明の実施形態における処理剤は、非水系処理剤を用いることが好ましいが、含水処理剤を用いても十分な物性を得られる。処理剤の付与方法はオイリング装置やガイド給油が好ましい。
延伸から巻取りまでの工程は、通常2段以上の多段延伸したのち、弛緩処理して巻き取る方法が好ましく、多段延伸は3段以上であることがより好ましい。2段以上で延伸する際、プレストレッチ延伸を施した後、延伸することが好ましい。プレストレッチ延伸、1段目延伸はガラス転移温度前後で熱延伸を行い、残りの延伸は通常150~220℃の高温で行うことが好ましい。より好ましくは170~210℃である。延伸段数を増やすことでマルチフィラメントが結晶化温度以上の温度で処理される時間が長くなる。処理時間が長くなるほど繊維中の高分子鎖の結晶化が促進されるため、高強度マルチフィラメントを製造することができる。
以上のような方法により、本発明の実施形態にかかるポリアミド610マルチフィラメントを製造することができる。
本発明の実施形態にかかるポリアミド610マルチフィラメントは様々な用途、例えば、海洋ロープや漁網等の海洋用途、鞄地織物や鞄用ベルト等の鞄用途などに好適に用いることができる。
ηr= 試料溶液の流下秒数/硫酸のみの流下秒数
・ステップ1 温度 210℃、時間 21分
・空焼き時間 0分
・終了 B.G. 0μg
・冷却時間 1分
・B.G.安定回数 30回
・バックパージ゛時間 20秒
この評価は、繊維においては一般的に毛羽数は強度に依存する傾向が強いことから、強度を同一にして同列で毛羽数を比較するためのものである。強度8.7cN/dtexの繊維は、各実施例・比較例と同じ総繊度およびフィラメント数で、紡糸、延伸及び弛緩熱処理条件等を適宜調整して作製した。
液相重合で得られたポリアミド610チップに酸化防止剤として酢酸銅の5重量%水溶液を添加して混合し、ポリマー重量に対し銅として70ppm添加吸着させた。次に沃化カリウムの50重量%水溶液および臭化カリウムの20重量%水溶液をポリマーチップ100重量部に対してそれぞれカリウムとして0.1重量部となるよう添加吸着させ、固相重合装置を用いてポリマーチップを固相重合させた後、水分を添加し、表1又は2の硫酸相対粘度、水分率のポリアミド610ペレットを得た。
表2の硫酸相対粘度、水分率のポリアミド610ペレットを用い、計量ポンプにより表2の総繊度になるように吐出量を調整し、孔数204の紡糸口金を通して紡糸し、紡糸速度、及び延伸倍率を表2のように変更した以外は、実施例1と同様の方法で製造した。
表2の硫酸相対粘度、水分率のポリアミド610ペレットを用い、計量ポンプにより表2の総繊度になるように吐出量を調整し、孔数204の紡糸口金を通して紡糸し、紡糸速度を表2のように変更した以外は、実施例1と同様の方法で製造した。
表2の硫酸相対粘度、水分率のポリアミド610ペレットを用い、計量ポンプにより表2の総繊度になるように吐出量を調整し、孔数306の紡糸口金を通して紡糸し、紡糸速度、及び延伸倍率を表2のように変更した以外は、実施例1と同様の方法で製造した。
表2の硫酸相対粘度、水分率のポリアミド610ペレットを用いた。
紡糸装置としては図1の装置を用いた。前記したポリアミド610ペレットをエクストルーダーへ供給し、計量ポンプにより総繊度が約875dtexになるように吐出量を調整した。紡糸温度は265℃で行い、紡糸パック内にて金属不織布フィルターで濾過したのち、孔数28の紡糸口金を通して紡糸した。紡出糸条は235℃の温度に加熱した加熱筒を通過させたのち風速45m/minの冷却風により冷却固化した。冷却固化した糸条には、含水系処理剤を付与し、紡糸引き取りローラに旋回し、表2の紡糸速度で糸条を引き取った。引き取られた糸条にはその後、一旦巻き取られることなく引き取りローラ8と給糸ローラ9の間での8%のストレッチをかけ、次いで給糸ローラ9と第1延伸ローラ10の間で該ローラ間の回転速度比が2.7となるように1段目の延伸、続いて第1延伸ローラ10と第2延伸ローラ11の間で該ローラ間の回転速度比が1.3となるように2段目の延伸を行った。続いて、第2延伸ローラ11と第3延伸ローラ12の間で3段目の延伸を行った。
液相重合で得られたポリアミド66チップに酸化防止剤として酢酸銅の5重量%水溶液を添加して混合し、ポリマー重量に対し、銅として68ppm添加吸着させた。次に沃化カリウムの50重量%水溶液および臭化カリウムの20重量%水溶液をポリマーチップ100重量部に対してそれぞれカリウムとして0.1重量部となるよう添加吸着させ、固相重合装置を用いてポリマーチップを固相重合させた後、水分を添加し、表2の硫酸相対粘度、水分率のポリアミド66ペレットを得た。
液相重合で得られたポリアミド6チップに酸化防止剤として酢酸銅の5重量%水溶液を添加して混合し、ポリマー重量に対し、銅として68ppm添加吸着させた。次に沃化カリウムの50重量%水溶液および臭化カリウムの20重量%水溶液をポリマーチップ100重量部に対してそれぞれカリウムとして0.1重量部となるよう添加吸着させ、固相重合装置を用いてポリマーチップを固相重合させた後、水分を添加し、表2の硫酸相対粘度、水分率のポリアミド6ペレットを得た。
前記したポリアミド6ペレットをエクストルーダーへ供給し、計量ポンプにより総繊度が約1400dtexになるように吐出量を調整した。紡糸温度は285℃で行い、紡糸パック内にて金属不織布フィルターで濾過したのち、孔数204の紡糸口金を通して紡糸した。紡出糸条は290℃の温度に加熱した加熱筒を通過させたのち風速30m/minの冷却風により冷却固化した。冷却固化した糸条には、含水系処理剤を付与し、紡糸引き取りローラに旋回し、表2の紡糸速度で糸条を引き取った。引き取られた糸条にはその後、一旦巻き取られることなく引き取りローラ8と給糸ローラ9の間で9%のストレッチをかけ、次いで給糸ローラ9と第1延伸ローラ10の間で該ローラ間の回転速度比が2.8となるように1段目の延伸、続いて第1延伸ローラ10と第2延伸ローラ11の間で該ローラ間の回転速度比が1.4となるように2段目の延伸を行った。続いて、第2延伸ローラ11と第3延伸ローラ12の間で3段目の延伸を行った。

本出願は、2018年2月26日出願の日本特許出願(特願2018-31834)に基づくものであり、その内容はここに参照として取り込まれる。
2:加熱筒
3:クロスフロー冷却装置
4:冷却風
5:糸条
6:ダクト
7:給油装置
8:引き取りローラ
9:給糸ローラ
10:第1延伸ローラ
11:第2延伸ローラ
12:第3延伸ローラ
13:弛緩ローラ
14:交絡付与装置
15:ワインダー
16:繊維パッケージ
Claims (4)
- 硫酸相対粘度3.3~3.7、強度7.3~9.2cN/dtex、伸度20~30%であるポリアミド610マルチフィラメント。
- 毛羽数が0個~4個/万mである請求項1に記載のポリアミド610マルチフィラメント。
- 総繊度が420dtex~1500dtexである請求項1又は2に記載のポリアミド610マルチフィラメント。
- 湿潤時強力/乾燥時強力が0.90以上である請求項1~3のいずれか一項に記載のポリアミド610マルチフィラメント。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019521503A JP7243624B2 (ja) | 2018-02-26 | 2019-02-22 | ポリアミド610マルチフィラメント |
| CN201980014363.1A CN111771019B (zh) | 2018-02-26 | 2019-02-22 | 聚酰胺610复丝 |
| KR1020207023965A KR102674777B1 (ko) | 2018-02-26 | 2019-02-22 | 폴리아미드 610 멀티필라멘트 |
| EP19757157.3A EP3760771B1 (en) | 2018-02-26 | 2019-02-22 | Polyamide-610 multifilament |
| US16/975,420 US11807959B2 (en) | 2018-02-26 | 2019-02-22 | Polyamide-610 multifilament |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018031834 | 2018-02-26 | ||
| JP2018-031834 | 2018-02-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019163971A1 true WO2019163971A1 (ja) | 2019-08-29 |
Family
ID=67688355
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/006913 Ceased WO2019163971A1 (ja) | 2018-02-26 | 2019-02-22 | ポリアミド610マルチフィラメント |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11807959B2 (ja) |
| EP (1) | EP3760771B1 (ja) |
| JP (1) | JP7243624B2 (ja) |
| KR (1) | KR102674777B1 (ja) |
| CN (1) | CN111771019B (ja) |
| TW (1) | TWI777039B (ja) |
| WO (1) | WO2019163971A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019148016A (ja) * | 2018-02-26 | 2019-09-05 | 東レ株式会社 | 漁網用ポリアミド610マルチフィラメント |
| WO2021193056A1 (ja) | 2020-03-25 | 2021-09-30 | 東レ株式会社 | 高強度ポリアミド610マルチフィラメント |
| WO2024162095A1 (ja) * | 2023-01-30 | 2024-08-08 | 東レ株式会社 | ポリアミドマルチフィラメントおよびポリアミドモノフィラメント |
| KR20240136960A (ko) | 2022-01-13 | 2024-09-19 | 도레이 카부시키가이샤 | 폴리아미드 멀티 필라멘트 및 직물 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4227453A4 (en) | 2020-10-05 | 2025-03-26 | Asahi Kasei Kabushiki Kaisha | Polyamide fibers for airbag and method for producing same |
| KR102717740B1 (ko) | 2022-10-12 | 2024-10-15 | 포항공과대학교 산학협력단 | 습도 감응형 나노 포토닉스 및 그 제작방법 |
| KR102924435B1 (ko) | 2023-11-01 | 2026-02-05 | 포항공과대학교 산학협력단 | 다기능 메타표면 제작방법 및 그 메타표면 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5584417A (en) * | 1978-12-20 | 1980-06-25 | Asahi Chem Ind Co Ltd | Copolyamide fiber |
| JPS609910A (ja) * | 1983-06-22 | 1985-01-19 | Unitika Ltd | ポリアミドモノフイラメント |
| JPH06158428A (ja) * | 1992-11-20 | 1994-06-07 | Asahi Chem Ind Co Ltd | 研磨用ナイロン610モノフィラメント |
| JP2007136571A (ja) * | 2005-11-16 | 2007-06-07 | Toray Monofilament Co Ltd | 研磨用ブラシ毛材および研磨ブラシ |
| JP2011001635A (ja) | 2009-06-16 | 2011-01-06 | Toray Ind Inc | ディスプレイパネル洗浄ブラシ用ポリアミド繊維およびその製造方法 |
| WO2017082255A1 (ja) * | 2015-11-10 | 2017-05-18 | 東レ株式会社 | 高温染色可能なポリアミド繊維 |
| JP2018031834A (ja) | 2016-08-23 | 2018-03-01 | 日本電気硝子株式会社 | エンコーダ用光学レンズ |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB574956A (en) | 1943-12-31 | 1946-01-28 | Ici Ltd | Improvements in or relating to the manufacture of synthetic linear polyamide yarn |
| US3574811A (en) * | 1969-10-08 | 1971-04-13 | Celanese Corp | Polyamide wet-spinning and stretching process |
| JP2589767B2 (ja) | 1988-06-14 | 1997-03-12 | 旭化成工業株式会社 | ゲル形成性ボリアミド原液組成物 |
| JP2730193B2 (ja) | 1989-06-21 | 1998-03-25 | 東レ株式会社 | ポリアミドモノフィラメント及びその製造方法 |
| JPH0881822A (ja) * | 1994-09-07 | 1996-03-26 | Toray Ind Inc | 多糸条製糸によるポリアミド繊維の製造方法 |
| JP4336010B2 (ja) | 1999-02-19 | 2009-09-30 | ユニチカ株式会社 | ロープ用高強力中空繊維 |
| JP2004270085A (ja) | 2003-03-10 | 2004-09-30 | Unitica Fibers Ltd | ポリアミド嵩高混繊加工糸 |
| EP2017298B1 (en) * | 2006-04-11 | 2016-09-21 | Asahi Kasei Kabushiki Kaisha | Method for producing polyamide masterbatch |
| JP5148959B2 (ja) * | 2007-09-21 | 2013-02-20 | ユニチカトレーディング株式会社 | ポリアミド繊維 |
| EP2256237B1 (en) | 2008-03-26 | 2013-02-27 | Toray Industries, Inc. | Polyamide 56 filament, and fiber structure and air-bag base cloth each comprising the same |
| CN105133071A (zh) | 2009-12-03 | 2015-12-09 | 澳大利亚界面有限公司 | 生物基纤维和纱线 |
| JP2012251263A (ja) * | 2011-06-03 | 2012-12-20 | Toray Ind Inc | ポリアミド繊維の製造方法 |
| JP2014167183A (ja) | 2013-02-28 | 2014-09-11 | Toray Ind Inc | 防汚性捲縮糸 |
| JP5983899B1 (ja) | 2014-11-12 | 2016-09-06 | 東レ株式会社 | 極細高強力ポリアミドマルチフィラメントおよびそれを用いたカバリング糸、ストッキング、織物 |
| CN105040156B (zh) | 2014-12-17 | 2017-08-08 | 上海凯赛生物技术研发中心有限公司 | 共混纤维及其制备方法以及含有该共混纤维的织物 |
-
2019
- 2019-02-22 CN CN201980014363.1A patent/CN111771019B/zh active Active
- 2019-02-22 WO PCT/JP2019/006913 patent/WO2019163971A1/ja not_active Ceased
- 2019-02-22 KR KR1020207023965A patent/KR102674777B1/ko active Active
- 2019-02-22 US US16/975,420 patent/US11807959B2/en active Active
- 2019-02-22 JP JP2019521503A patent/JP7243624B2/ja active Active
- 2019-02-22 EP EP19757157.3A patent/EP3760771B1/en active Active
- 2019-02-26 TW TW108106446A patent/TWI777039B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5584417A (en) * | 1978-12-20 | 1980-06-25 | Asahi Chem Ind Co Ltd | Copolyamide fiber |
| JPS609910A (ja) * | 1983-06-22 | 1985-01-19 | Unitika Ltd | ポリアミドモノフイラメント |
| JPH06158428A (ja) * | 1992-11-20 | 1994-06-07 | Asahi Chem Ind Co Ltd | 研磨用ナイロン610モノフィラメント |
| JP2007136571A (ja) * | 2005-11-16 | 2007-06-07 | Toray Monofilament Co Ltd | 研磨用ブラシ毛材および研磨ブラシ |
| JP2011001635A (ja) | 2009-06-16 | 2011-01-06 | Toray Ind Inc | ディスプレイパネル洗浄ブラシ用ポリアミド繊維およびその製造方法 |
| WO2017082255A1 (ja) * | 2015-11-10 | 2017-05-18 | 東レ株式会社 | 高温染色可能なポリアミド繊維 |
| JP2018031834A (ja) | 2016-08-23 | 2018-03-01 | 日本電気硝子株式会社 | エンコーダ用光学レンズ |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019148016A (ja) * | 2018-02-26 | 2019-09-05 | 東レ株式会社 | 漁網用ポリアミド610マルチフィラメント |
| JP7013932B2 (ja) | 2018-02-26 | 2022-02-15 | 東レ株式会社 | 漁網用ポリアミド610マルチフィラメント |
| WO2021193056A1 (ja) | 2020-03-25 | 2021-09-30 | 東レ株式会社 | 高強度ポリアミド610マルチフィラメント |
| JPWO2021193056A1 (ja) * | 2020-03-25 | 2021-09-30 | ||
| CN115053025A (zh) * | 2020-03-25 | 2022-09-13 | 东丽株式会社 | 高强度聚酰胺610复丝 |
| CN115053025B (zh) * | 2020-03-25 | 2024-03-26 | 东丽株式会社 | 高强度聚酰胺610复丝 |
| TWI855241B (zh) * | 2020-03-25 | 2024-09-11 | 日商東麗股份有限公司 | 高強度聚醯胺610複絲、繩索、球拍網弦、包材料用織物、漁網 |
| KR20240136960A (ko) | 2022-01-13 | 2024-09-19 | 도레이 카부시키가이샤 | 폴리아미드 멀티 필라멘트 및 직물 |
| WO2024162095A1 (ja) * | 2023-01-30 | 2024-08-08 | 東レ株式会社 | ポリアミドマルチフィラメントおよびポリアミドモノフィラメント |
Also Published As
| Publication number | Publication date |
|---|---|
| US11807959B2 (en) | 2023-11-07 |
| TWI777039B (zh) | 2022-09-11 |
| CN111771019A (zh) | 2020-10-13 |
| JP7243624B2 (ja) | 2023-03-22 |
| EP3760771B1 (en) | 2025-07-30 |
| KR20200125598A (ko) | 2020-11-04 |
| EP3760771A4 (en) | 2021-11-24 |
| EP3760771A1 (en) | 2021-01-06 |
| JPWO2019163971A1 (ja) | 2021-01-07 |
| TW201937022A (zh) | 2019-09-16 |
| US20210002790A1 (en) | 2021-01-07 |
| KR102674777B1 (ko) | 2024-06-13 |
| CN111771019B (zh) | 2022-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019163971A1 (ja) | ポリアミド610マルチフィラメント | |
| EP2246463B1 (en) | Polyphenylene sulfide fiber and process for producing the same | |
| CN1934303B (zh) | 各向同性沥青系碳纤维细纱、使用了该细纱的复合丝和织物及它们的制造方法 | |
| JP5597922B2 (ja) | 組紐 | |
| TWI680935B (zh) | 包含聚乳酸系單絲之筒狀捲裝 | |
| JP2019148016A (ja) | 漁網用ポリアミド610マルチフィラメント | |
| JP2020158906A (ja) | 高強度ポリアミドモノフィラメント | |
| JP2020133061A (ja) | ロープ用ポリアミド610マルチフィラメント。 | |
| EP4130354B1 (en) | High-strength polyamide 610 multifilament and method of producing such multifilament | |
| JP7797877B2 (ja) | ポリアミドマルチフィラメントおよびその製造方法 | |
| JP6213693B2 (ja) | 吸湿性、防皺性に優れた芯鞘複合断面繊維 | |
| JP4337344B2 (ja) | チーズ状パッケージの製造方法および繊維製品の製造方法 | |
| WO2024162095A1 (ja) | ポリアミドマルチフィラメントおよびポリアミドモノフィラメント | |
| JP2859532B2 (ja) | ナイロン6繊維の直接紡糸延伸法 | |
| JPH0949112A (ja) | 高強度ポリアミド繊維およびその製造方法 | |
| JPH05272019A (ja) | カバリング弾性糸の製造法 | |
| JP2004285497A (ja) | 低収縮ポリエステル繊維の製造方法 | |
| JPS6088117A (ja) | 高モジユラス繊維の製法 | |
| JP2017214672A (ja) | 吸湿性芯鞘複合糸が巻かれた繊維パッケージ | |
| TW202336302A (zh) | 聚醯胺纖維、氣囊用織物、輪胎簾布、球拍網弦、多楔帶、包體用織物以及衣服用織物 | |
| JP2021029532A (ja) | ラケットストリングス用ポリアミドマルチフィラメント | |
| JPH07109615A (ja) | ポリビニルアルコール系繊維の製造法 | |
| JPH08232116A (ja) | 高速製糸によるナイロン繊維の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019521503 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19757157 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019757157 Country of ref document: EP Effective date: 20200928 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2019757157 Country of ref document: EP |