WO2019180766A1 - ジルコニア焼結体及びその製造方法 - Google Patents
ジルコニア焼結体及びその製造方法 Download PDFInfo
- Publication number
- WO2019180766A1 WO2019180766A1 PCT/JP2018/010748 JP2018010748W WO2019180766A1 WO 2019180766 A1 WO2019180766 A1 WO 2019180766A1 JP 2018010748 W JP2018010748 W JP 2018010748W WO 2019180766 A1 WO2019180766 A1 WO 2019180766A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mol
- sintered body
- powder
- yttria
- zirconia
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
- C04B35/488—Composites
- C04B35/4885—Composites with aluminium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
- C04B35/488—Composites
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/15—Compositions characterised by their physical properties
- A61K6/16—Refractive index
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/80—Preparations for artificial teeth, for filling teeth or for capping teeth
- A61K6/802—Preparations for artificial teeth, for filling teeth or for capping teeth comprising ceramics
- A61K6/822—Preparations for artificial teeth, for filling teeth or for capping teeth comprising ceramics comprising rare earth metal oxides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0022—Blanks or green, unfinished dental restoration parts
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/08—Artificial teeth; Making same
- A61C13/083—Porcelain or ceramic teeth
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C2201/00—Material properties
- A61C2201/002—Material properties using colour effect, e.g. for identification purposes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5409—Particle size related information expressed by specific surface values
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
- C04B2235/5472—Bimodal, multi-modal or multi-fraction
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/549—Particle size related information the particle size being expressed by crystallite size or primary particle size
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6562—Heating rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/76—Crystal structural characteristics, e.g. symmetry
- C04B2235/765—Tetragonal symmetry
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/785—Submicron sized grains, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/786—Micrometer sized grains, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9646—Optical properties
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9646—Optical properties
- C04B2235/9653—Translucent or transparent ceramics other than alumina
Definitions
- the present invention relates to a zirconia sintered body having both translucency and high strength and a method for producing the same.
- the zirconia sintered body Since the zirconia sintered body has high mechanical strength and high aesthetics based on translucency, it is used not only as a structural material and decorative member but also as a dental material (Patent Documents 1 to 4). When a zirconia sintered body is used as a dental material, it is required to have a high translucency of 40% or more of total light transmittance and a high bending strength of 800 MPa or more (Patent Document 1).
- a zirconia sintered body satisfying such requirements it is manufactured by a hot isostatic pressing (hereinafter referred to as “HIP”) treatment, and has a total light transmittance of 43% or more at a sample thickness of 0.5 mm, and A zirconia sintered body having a three-point bending strength of 1700 MPa or more and an yttria content of 2 to 4 mol% is disclosed (Patent Document 2).
- HIP hot isostatic pressing
- Patent Document 1 discloses a method of molding and sintering a zirconia powder having a BET specific surface area and crystallinity controlled and having a yttria content of about 3 mol%.
- the total light transmittance with respect to D65 light at a sample thickness of 0.5 mm is 41.20% to 44.06% by baking at a maximum temperature of 1450 ° C. for 2 hours, and the bending strength is 860 to It is disclosed that a zirconia sintered body of 891 MPa can be obtained.
- the total light transmittance of this zirconia sintered body is less than 30% at the maximum when converted to the total light transmittance with respect to D65 light (hereinafter also simply referred to as “total light transmittance”) at a sample thickness of 1 mm.
- the zirconia sintered body of Patent Document 1 has insufficient translucency for use as a dental material.
- Patent Document 3 controls the sintering shrinkage rate, the BET specific surface area, etc. up to a relative density of 70 to 90%.
- the obtained zirconia sintered body has a total light transmittance of 35% or more and a three-point bending strength of 1000 MPa or more. It is disclosed that there is.
- Patent Document 4 a zirconia sintered body having both high mechanical strength and high translucency and having high translucency that can be applied as a dental material for anterior teeth, and without using HIP treatment, Disclosed is a method for producing a zirconia sintered body.
- the zirconia sintered body disclosed in Patent Document 4 has a yttria content exceeding 4 mol% and not more than 6.5 mol%, and is a zirconia sintered body obtained by atmospheric pressure sintering, and has a total light transmittance of 42.
- the three-point bending strength was 550 to 870 MPa.
- the zirconia sintered body disclosed in Patent Documents 3 and 4 and can be produced by atmospheric pressure sintering has high mechanical strength and high translucency, it is used as a practical dental material.
- Japanese Unexamined Patent Publication No. 2016-108176 Japanese Unexamined Patent Publication No. 2008-050247 Japanese Unexamined Patent Publication No. 2010-150063 Japanese Unexamined Patent Publication No. 2015-143178
- Patent Documents 3 and 4 satisfy the mechanical strength and translucency required for dental materials. However, in actual use, materials with higher strength are applied as dental materials for back teeth, and materials with higher translucency are applied as dental materials for anterior teeth. Was done. Further, Patent Document 4 discloses only one point of a zirconia sintered body having a total light transmittance of 44%, a three-point bending strength of 870 MPa, and high mechanical strength and translucency. In order to repeatedly produce a knot, it was necessary to control the production conditions in great detail.
- the present invention provides a zirconia sintered body that can be widely used as a dental material, in particular, a zirconia sintered body that can be applied to both a back tooth dental material and an anterior dental material, and a simple manufacturing method thereof.
- the purpose is to do.
- the present inventors examined a zirconia sintered body having mechanical properties and translucency that satisfy the properties required for dental materials, in particular, dental materials for anterior teeth and posterior teeth, and a method for producing the same. . As a result, it was found that such a zirconia sintered body can be easily produced by controlling the state of the raw material powder, and the present invention has been completed.
- the gist of the present invention is as follows. [1] The yttria content exceeds 3 mol% and is 5.2 mol% or less, and the maximum value of the frequency of the yttrium concentration distribution in the quantitative analysis of elements of the energy dispersive X-ray spectrum is 7.5% or less. A zirconia sintered body characterized by that. [2] The zirconia sintered body according to the above [1], wherein the crystal phase is a tetragonal crystal including a T phase and a T * phase. [3] The zirconia sintered body according to any one of the above [1] or [2], wherein the average crystal grain size is more than 0.41 ⁇ m and not more than 1.5 ⁇ m.
- a first zirconia powder having a yttria content of 2 mol% to 4 mol% and a second zirconia powder having a yttria content of more than 4 mol% and not more than 6 mol%, and the yttria content of 3 mol% Zirconia firing characterized by comprising: a molding step of forming a powder composition exceeding 5.2 mol% and obtaining a molded body; and a sintering step of sintering the molded body to obtain a sintered body A method for producing a knot.
- a zirconia sintered body that can be widely used as a dental material, in particular, a zirconia sintered body that can be applied to both a dental material for back teeth and a dental material for anterior teeth, and manufacturing that can easily manufacture such a zirconia sintered body.
- a method can be provided.
- the production method of the embodiment of the present invention includes a first zirconia powder having an yttria content of 2 mol% or more and 4 mol% or less, and a second zirconia powder having an yttria content of more than 4 mol% and 6 mol% or less. And a molding step of molding a powder composition (hereinafter also simply referred to as “powder composition”) having an yttria content of more than 3 mol% and 5.2 mol% or less.
- the powder composition is provided for the molding process.
- the yttria content is more than 3 mol% and not more than 5.2 mol%.
- the obtained zirconia sintered body has a total light transmittance of 42% or less with respect to D65 light at a sample thickness of 1 mm, and the use that can be applied as a dental material is limited.
- the yttria content exceeds 5.2 mol%, a zirconia sintered body having a three-point bending strength of 800 MPa or more required as a dental material cannot be obtained even in the manufacturing method according to the embodiment of the present invention. .
- the yttria content of the powder composition is 3.5 mol% to 4.8 mol%, preferably 3.8 mol% to 4.6 mol%, preferably 3.8 mol% to 4.3 mol%.
- the powder composition includes a first zirconia powder (hereinafter also referred to as “low yttria powder”) having an yttria content of 2 mol% to 4 mol%, and a second yttria content of more than 4 mol% and 6 mol% or less.
- Zirconia powder hereinafter also referred to as “high yttria powder”.
- the yttria content of the low yttria powder is 2 mol% or more and 4 mol% or less, preferably 2 mol% or more and 3.5 mol% or less, more preferably 2.3 mol% or more and 3.5 mol% or less.
- the yttria content of the high yttria powder is more than 4 mol% and 6 mol% or less, preferably 4 mol% or more and 5.7 mol% or less, more preferably 4.5 mol% or more and 5.7 mol% or less.
- the powder composition comprises a zirconia powder having a yttria content of 2.3 mol% to 3.5 mol% as a low yttria powder, and a yttria content of 5.2 mol% to 5.7 mol as a high yttria powder.
- % Of zirconia powder is preferably included.
- the content ratio of the low-yttria powder and the high-yttria powder in the powder composition may be a ratio at which the powder composition has the target yttria content.
- the low yttria powder and the high yttria powder are each a hydrolysis step for obtaining a hydrated zirconia sol by hydrolysis of an aqueous zirconium salt solution, and drying after mixing an yttrium compound with the obtained hydrated zirconia sol. It can be manufactured by a manufacturing method having a process and a calcining process of calcining dried powder to obtain calcined powder.
- hydrated zirconia sol obtained by hydrolyzing at least one member selected from the group consisting of zirconium oxychloride salt, zirconyl nitrate salt, zirconium chloride salt and zirconium sulfate salt
- yttrium oxide and yttrium chloride drying in the air at 80 ° C. or higher and 200 ° C. or lower, and then calcining in the air at 1050 ° C. or higher and 1250 ° C. or lower can be given. .
- the powder composition may contain alumina (Al 2 O 3 ).
- the alumina content of the powder composition is 0% by weight or more and 0.1% by weight or less, preferably 0% by weight or more and less than 0.1% by weight, more preferably 0% by weight, as the weight ratio of alumina to the weight of the powder composition. From 0.075% by weight or more.
- the alumina content is more than 0 wt% and not more than 0.1 wt%, preferably more than 0 wt% and 0.1 wt% as the weight ratio of alumina to the weight of the powder composition Less than, more preferably more than 0 wt% and 0.075 wt% or less, still more preferably 0.01 wt% or more and 0.075 wt% or less.
- the crystallite diameter of the powder composition is 200 to 400 mm, preferably 300 to 400 mm.
- the crystallite diameter of the powder composition is determined by XRD peaks (hereinafter referred to as “main XRD peaks”) of tetragonal (111) plane and cubic (111) plane in powder X-ray diffraction (hereinafter referred to as “XRD”) measurement. Can also be obtained from the following equation.
- Crystallite diameter ⁇ / ⁇ cos ⁇
- ⁇ is the wavelength of the measured X-ray ( ⁇ is 1.541862 ⁇ when using the CuK ⁇ ray as a source)
- ⁇ is the half width (°) of the main XRD peak
- ⁇ are the Bragg angles of the main XRD peak.
- the peak is an XRD peak in which a tetragonal (111) plane and a cubic (111) plane overlap.
- the main XRD peak is subjected to waveform processing without performing tetragonal and cubic peak separation.
- the Bragg angle ( ⁇ ) of the main XRD peak after waveform processing and the half width ( ⁇ ) of the main XRD peak corrected for the mechanical spread width may be obtained.
- T + C phase ratio The ratio of tetragonal crystals and cubic crystals (hereinafter also referred to as “T + C phase ratio”) obtained by the following formula is preferably 60% or more, and more preferably 65% or more.
- T + C phase ratio (%) 100-fm (%)
- fm is a monoclinic phase rate determined from the XRD pattern.
- the powder composition, the low yttria powder, and the high yttria powder preferably have the same BET specific surface area and average particle diameter.
- Preferred BET specific surface area less than 5 m 2 / g or more 17m 2 / g and the like, is preferably not more than 5 m 2 / g or more 15 m 2 / g.
- a preferable average particle diameter is 0.30 ⁇ m or more and 0.60 ⁇ m, preferably 0.35 ⁇ m or more and 0.55 ⁇ m or less, more preferably 0.40 ⁇ m or more and 0.50 ⁇ m or less.
- the powder composition contains a low yttria powder and a high yttria powder, and the production method thereof is arbitrary as long as a powder composition having a target composition is obtained. It is convenient to obtain the powder composition by mixing low yttria powder and high yttria powder. If both become uniform, the mixing method is arbitrary, and at least one of dry mixing and wet mixing, and further wet mixing can be mentioned. As a preferred mixing method, mixing in an aqueous solvent can be mentioned. In order to mix uniformly, it is preferable to use non-granulated powder such as calcined powder as the low yttria powder and the high yttria powder.
- non-granulated powder such as calcined powder
- the low yttria powder and the high yttria powder may be mixed and then mixed with alumina to form a powder composition.
- at least one of the low yttria powder and the high yttria powder may be mixed with the alumina. After that, it is preferable to mix the low yttria powder and the high yttria powder to obtain a powder composition.
- the powder composition to be subjected to the molding step is a granulated powder. Since the granulated powder composition has high fluidity, it tends to be densified during sintering. As the granulated powder, and the average particle diameter is 30 ⁇ m or more 80 ⁇ m or less, the bulk density can be given not more than 1.10 g / cm 3 or more 1.40 g / cm 3.
- the granulated powder can be obtained by mixing a powder composition and an organic binder and spray drying the mixture.
- the content of the organic binder in the granulated powder can be from 1% by weight to 5% by weight with respect to the weight of the powder composition.
- the molding method is arbitrary.
- the molding method include at least one selected from the group of press molding, cold isostatic pressing, sheet molding, and injection molding.
- the shape of the molded body is arbitrary, and may include at least one selected from the group consisting of spherical, substantially spherical, elliptical, disc-shaped, cylindrical, cubic, rectangular parallelepiped, polyhedral and substantially polyhedral. it can.
- the embodiment of the production method of the present invention may include a calcining step of calcining the molded body obtained in the molding step to obtain a calcined body.
- the calcination process is a process between the forming process and the sintering process.
- the yttria content exceeds 3 mol% and is 5.2 mol% or less, preferably 3.5 mol% or more and 4.8 mol% or less, more preferably 3.8 mol% or more and 4.6 mol% or less, and further preferably 3
- a zirconia calcined body of 0.8 mol% or more and 4.3 mol% or less is obtained.
- the calcined body is a molded body at the initial stage of sintering, and has a structure including necking between powders. In the calcination step, the calcined body can be processed into an arbitrary shape.
- the calcination may be heat-treated at a calcination temperature of 600 ° C. to 1400 ° C., preferably 600 ° C. to less than 1400 ° C., more preferably 600 ° C. to 1200 ° C., and even more preferably 800 ° C. to 1100 ° C.
- Examples of the holding time at the calcining temperature include 1 hour to 5 hours, preferably 1 hour to 3 hours, and more preferably 1 hour to 2 hours.
- the calcining atmosphere may be an atmosphere other than the reducing atmosphere, and is preferably at least one of an oxygen atmosphere and an air atmosphere, and is conveniently an air atmosphere.
- the molded body obtained in the molding process is sintered to obtain a sintered body.
- the yttria content exceeds 3 mol% and is 5.2 mol% or less, preferably 3.5 mol% or more and 4.8 mol% or less, more preferably 3.8 mol% or more and 4.6 mol% or less, and further preferably 3.8 mol%.
- % To 4.3 mol% of zirconia sintered body is obtained.
- the production method of the present invention includes a calcining step
- the calcined body may be sintered instead of the formed body in the sintering step.
- the sintering temperature in the sintering step is 1400 ° C. or higher and 1600 ° C. or lower, preferably 1420 ° C. or higher and 1580 ° C. or lower, more preferably 1440 ° C. or higher and 1560 ° C. or lower, and further preferably 1480 ° C. or higher and 1560 ° C. or lower.
- the sintering temperature is 1450 ° C or higher and 1650 ° C or lower, preferably 1500 ° C or higher and 1650 ° C or lower, more preferably 1500 ° C or higher and 1650 ° C or lower, and further preferably 1550 ° C or higher and 1650 ° C or lower.
- the heating rate in the sintering step may be 150 ° C./hour to 800 ° C./hour, preferably 150 ° C./hour to 700 ° C./hour, more preferably 200 ° C./hour to 600 ° C./hour. .
- the holding time at the sintering temperature (hereinafter also simply referred to as “holding time”) varies depending on the sintering temperature. Examples of the holding time include 1 hour to 5 hours, preferably 1 hour to 3 hours, and more preferably 1 hour to 2 hours.
- the sintering atmosphere may be an atmosphere other than the reducing atmosphere, and is preferably at least one of an oxygen atmosphere or an air atmosphere, and is easily set to an air atmosphere.
- sintering is performed under atmospheric pressure at a heating rate of 700 ° C./hour or less and at a sintering temperature of 1440 ° C. or more and 1560 ° C. or less.
- any sintering method can be applied.
- the sintering method include at least one selected from the group consisting of atmospheric pressure sintering, HIP treatment, PSP, and vacuum sintering.
- a special sintering method such as HIP or other pressure sintering or SPS is used.
- the special sintering method not only complicates the manufacturing process but also increases the manufacturing cost. Therefore, the sintering step in the embodiment of the present invention is preferably atmospheric pressure sintering, and more preferably only atmospheric pressure sintering.
- Normal pressure sintering is a method of sintering by simply heating without applying an external force to the compact during sintering.
- a specific example of normal pressure sintering is sintering under atmospheric pressure.
- the decrease in mechanical strength accompanying the increase in the average crystal grain size of the zirconia sintered body obtained as the sintering temperature becomes higher tends to be remarkably small.
- the mechanical strength may increase as the average crystal grain size increases.
- an embodiment of the present invention includes a first zirconia powder having an yttria content of 2 mol% or more and 4 mol% or less, and a second yttrium content of more than 4 mol% and 6 mol% or less.
- the zirconia sintered body of the embodiment of the present invention is a sintered body whose yttria concentration distribution is wider than that of a conventional sintered body. That is, the sintered body in the embodiment of the present invention has an yttria content of more than 3 mol% and not more than 5.2 mol%, and the frequency of the yttrium concentration distribution in the quantitative analysis of the elements of the energy dispersive X-ray spectroscopy spectrum.
- the yttria content is 3.5 mol% or more and 4.8 mol% or less, preferably 3.8 mol% or more and 4.6 mol% or less, more preferably 3.8 mol% or more and 4 or less. .3 mol% or less.
- the yttria content of the zirconia sintered body is an average composition of the sintered body determined by composition analysis, and can be measured by ICP measurement.
- the maximum value of the frequency of yttrium concentration distribution (hereinafter also simply referred to as “frequency”) in the quantitative analysis of elements of the energy dispersive X-ray spectrum is 7.5% or less. Yes, preferably 7.0% or less.
- maximum frequency (hereinafter also referred to as “maximum frequency”) is 7.5% or less means that the sintered body of the embodiment of the present invention has many regions of different yttria concentrations in the sintered body. Means that. A yttria content in the above range and a sintered body having such a yttrium concentration distribution is considered to be one of the reasons contributing to the improvement of the mechanical properties of the sintered body.
- the maximum frequency is 3.0% or more, and further 5.0% or more.
- the quantitative analysis of the elements of the EDS spectrum was carried out by obtaining an EDS spectrum from a scanning electron microscope (hereinafter also referred to as “SEM”) observation of the sintered body, and zirconium (Zr) and yttrium (Y) of the obtained EDS spectrum.
- the intensity of the characteristic X-ray may be quantified.
- the quantification of the EDS spectrum can be performed by measuring at 40,000 or more randomly extracted points in the SEM observation chart.
- the yttrium concentration is preferably determined as a ratio of the strength of yttrium to the strength of zirconium (hereinafter also referred to as “Y / Zr ratio”).
- the yttrium concentration distribution is preferably an yttrium concentration distribution shown by dividing a certain yttrium concentration as a concentration range, and is an yttrium concentration distribution shown by dividing the Y / Zr ratio into concentration ranges of 0.5%. Is mentioned.
- the frequency is a ratio (%) of the number of measurement points corresponding to each yttrium concentration with respect to the total number of measurement points in the quantification of the EDS spectrum. Since the sintered body of the embodiment of the present invention has a homogeneous composition on the surface and inside, the yttrium concentration distribution of the entire sintered body can be measured by EDS observation of the surface.
- the crystal phase of the sintered body of the embodiment of the present invention is composed of tetragonal crystals.
- the tetragonal crystal preferably includes a T phase and a T * phase.
- the ratio of the T * phase to the T phase in the crystal phase (hereinafter also referred to as “T * / T ratio”) is 62% or more and less than 100%, preferably 65% or more and less than 100%. Since the mechanical strength is increased, the T * / T ratio is more preferably 76% or more and less than 100%, and further preferably 76% or more and 90% or less.
- the sintered body of the embodiment of the present invention may contain alumina (Al 2 O 3 ).
- the alumina content of the sintered body of the embodiment of the present invention is 0% by weight or more and 0.1% by weight or less, preferably 0% by weight or more and 0% by weight as the weight ratio of alumina to the weight of the sintered body of the embodiment of the present invention. Less than 1 wt%, more preferably 0 wt% or more and 0.075 wt% or less.
- the alumina content is more than 0% by weight and 0.1% by weight or less as a weight ratio of alumina to the weight of the sintered body of the embodiment of the present invention.
- it is more than 0 wt% and less than 0.1 wt%, more preferably more than 0 wt% and 0.075 wt% or less, and still more preferably 0.01 wt% or more and 0.075 wt% or less.
- the mechanical strength and translucency of the zirconia sintered body are affected by the average crystal grain size, and both are in a trade-off relationship. That is, the mechanical strength increases as the average crystal grain size decreases, but the translucency decreases. On the contrary, as the average crystal grain size increases, the mechanical strength decreases, but the translucency increases. In order to achieve both mechanical strength and translucency required for dental materials, conventionally, the translucency is increased by exceeding 3 mol% of the yttria content, and the average crystal grain size is about 0.41 ⁇ m. The mechanical strength was increased.
- the sintered body of the embodiment of the present invention even when the average crystal grain size exceeds 0.41 ⁇ m, further 0.42 ⁇ m or more, and further 0.45 ⁇ m or more, It becomes a zirconia sintered body having a mechanical strength higher than the mechanical strength required for the dental material.
- the average grain size of the sintered body of the embodiment of the present invention is 1.5 ⁇ m or less, preferably 1.0 ⁇ m or less.
- the average crystal grain size is preferably from 0.55 ⁇ m to 1.5 ⁇ m, and more preferably from 0.6 ⁇ m to 1.0 ⁇ m.
- the sintered body in the embodiment of the present invention is a zirconia sintered body having an yttria content of more than 3 mol% and 5.2 mol% or less, and an average crystal grain size of 0.42 ⁇ m or more.
- the zirconia sintered body is a so-called translucent zirconia sintered body having higher mechanical strength and translucency than mechanical strength and translucency required for dental materials.
- the sintered body according to the embodiment of the present invention is obtained by atmospheric pressure sintering, and has high mechanical strength while having such a large average crystal grain size.
- the mechanical strength of the sintered body of the embodiment of the present invention the three-point bending strength obtained by a measuring method according to JIS R 1601 is 810 MPa or more, preferably more than 870 MPa, more preferably 900 MPa or more. There are some.
- the sintered body according to the embodiment of the present invention has an yttria content of 3.8 mol% to 4.2 mol%, more preferably 3.8 mol% to 4.15 mol%, Furthermore, it has a high three-point bending strength of 900 MPa to 1200 MPa.
- the sintered body according to an embodiment of the present invention has the above-described mechanical strength, and has a total light transmittance of 43% or more, preferably more than 44%, and more preferably 44.5% or more.
- the total light transmittance in the embodiment of the present invention can be measured by a method based on JIS K 7361 for a sintered body having a sample thickness of 1 mm using a D65 light source.
- Such a zirconia sintered body does not impair the translucency of the conventional zirconia sintered body for dental materials, and further has a translucency higher than that of the conventional zirconia sintered body for dental materials.
- a zirconia sintered body having mechanical strength required as a dental material As described above, the zirconia sintered body according to the embodiment of the present invention can be used as a dental material, and further, can be used as any dental material of a back dental material and an anterior dental material.
- Total light transmittance The total light transmittance was measured by a method based on JIS K 7361 using a turbidimeter (device name: NDH2000, manufactured by Nippon Denshoku) and using a D65 light source.
- the measurement sample used was a 1 mm thick disc-shaped sintered body polished on both sides.
- the bending test was measured by a three-point bending test based on JIS R 1601 “Fine ceramic bending strength test method”. The measurement was performed 10 times, and the average value was taken as the 3-point bending strength. The measurement was carried out using a columnar sintered body sample having a width of 4 mm and a thickness of 3 mm, and a distance between supporting points of 30 mm.
- the actual density of the sintered body was measured by a measurement method based on JIS R 1634 (Method for measuring sintered ceramic density / open porosity of fine ceramics). The relative density was determined from the ratio of the actually measured density to the theoretical density. Prior to measurement of the actually measured density, after measuring the mass of the sintered body after drying, the sintered body was placed in water and boiled for 1 hour to prepare for pretreatment.
- ⁇ 0 100 / [(A / ⁇ A ) + (100 ⁇ A) / ⁇ X ]
- [rho 0 is the theoretical density (g / cm 3)
- A is the content of Al 2 O 3 (wt%)
- ⁇ A is the theoretical density of the Al 2 O 3 (3.99g / cm 3)
- ⁇ X is the theoretical density (g / cm 3 ) of the Xmol% yttria-containing zirconia sintered body.
- ⁇ X in the above formula shows a different value depending on the crystal phase of the zirconia sintered body.
- the theoretical density ⁇ X is J. Am. Ceram. Soc. 69 [4] 325-32 (1986) (hereinafter also referred to as “reference document”) may be used.
- the average crystal grain size of the sintered body sample was determined by a planimetric method from an SEM photograph obtained by a field emission scanning electron microscope (FESEM). That is, the mirror-polished sintered body sample was thermally etched and observed using a field emission scanning electron microscope (device name: JSM-T220, manufactured by JEOL Ltd.). The average crystal grain size was calculated from the obtained SEM photograph by the planimetric method.
- FESEM field emission scanning electron microscope
- the maximum frequency was measured using FE-SEM / EDS (device name: JSM-7600F, manufactured by JEOL Ltd.) as follows.
- the surface of the sintered body was observed with SEM at 24,000 times to obtain an SEM observation drawing.
- the EDS spectrum at 40000 points in the obtained SEM observation chart was measured, and the intensity of characteristic X-rays of zirconium and yttrium was quantitatively analyzed to determine the yttrium concentration (Y / Zr ratio) relative to the zirconium concentration.
- the yttrium concentration distribution was divided into 0.5% ranges in the range where the Y / Zr ratio exceeded 0.25%, and the frequency in each yttrium concentration range was plotted.
- the sintered body sample Prior to the measurement, the sintered body sample was subjected to Ag sputter coating as a pretreatment.
- Crystal phase A general X-ray diffractometer (device name: X′Pert PRO MPD, manufactured by Spectris Co., Ltd.) was used to perform XRD measurement of the sintered body sample. The XRD measurement conditions are shown below. The obtained XRD pattern was subjected to Rietveld analysis using Rietan-2000, and the crystal phase of the sintered body sample was identified. In the Rietveld analysis of the sintered body sample, the crystal phase was analyzed as T phase, T * phase and C phase.
- the average particle size of the zirconia powder was measured using a Microtrac particle size distribution analyzer (device name: 9320-HRA, manufactured by Honeywell).
- the sample powder was suspended in distilled water to form a slurry, which was then dispersed for 3 minutes using an ultrasonic homogenizer (device name: US-150T, manufactured by Nippon Seiki Seisakusho).
- the average particle diameter of the zirconia powder is the same as the median diameter that is the median value of the cumulative curve of the particle size distribution expressed on a volume basis, that is, the particle diameter corresponding to 50% of the cumulative curve.
- the said average particle diameter is the value measured with the particle size distribution measuring apparatus by a laser diffraction method.
- Crystallite diameter of powder composition The crystallite size of the powder composition was determined from the main XRD peak using the following formula.
- Crystallite diameter ⁇ / ⁇ cos ⁇
- ⁇ is the wavelength of the measured X-ray ( ⁇ is 1.541862 ⁇ when using the CuK ⁇ ray as a source)
- ⁇ is the half width (°) of the main XRD peak
- ⁇ are the Bragg angles of the main XRD peak.
- Crystal phase of powder composition The T + C phase ratio was calculated from the following formula from the XRD pattern of the crystal phase of the powder composition.
- T + C phase ratio (%) 100-fm (%)
- fm is a monoclinic phase rate
- the average particle size of the granulated powder was determined by a screening test method.
- Example 1 (Low yttria powder) A hydrous zirconia sol was obtained by hydrolyzing the zirconium oxychloride aqueous solution. Yttria was added to the hydrated zirconia sol so that the yttria concentration was 2.5 mol%, and then dried and calcined to obtain a yttria-containing zirconia calcined powder. The calcination conditions were 2 hours at 1160 ° C. in the air. The obtained calcined powder was washed with distilled water and then dried to obtain 2.5 mol% yttria-containing zirconia powder.
- distilled water was added. This was pulverized and mixed to obtain a slurry containing the low yttria powder of this example.
- the pulverization and mixing were performed in a water solvent in a ball mill using zirconia balls having a diameter of 2 mm as the pulverization medium, and the mixing time was 24 hours.
- the obtained low yttria powder had an yttria content of 2.5 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 11.2 m 2 / g, and an average particle size of 0.42 ⁇ m.
- the obtained powder granules were molded by a uniaxial press of 19.6 MPa, and then molded by a cold isostatic press (hereinafter also referred to as “CIP”) treatment of 196 MPa to obtain a molded body.
- CIP cold isostatic press
- the obtained compact is sintered at normal pressure in an air atmosphere at a sintering temperature of 1450 ° C., a heating rate of 600 ° C./hr, and a holding time of 2 hours, so that the yttria content is 4.0 mol%.
- An example zirconia sintered body was obtained.
- the crystal phase of the zirconia sintered body of this example consisted only of tetragonal crystals, and the tetragonal crystals included T phase and T * phase, and the T * / T ratio was 69.5%.
- Example 2 The powder composition obtained in Example 1 was used, and the zirconia sintering of this example having an yttria content of 4.0 mol% was performed in the same manner as in Example 1 except that the sintering temperature was 1500 ° C. Got the body.
- the evaluation results of the zirconia sintered body of this example are shown in Table 2.
- Example 3 The powder composition obtained in Example 1 was used, and the yttria content was 4.0 mol% in the same manner as in Example 1 except that the sintering temperature was 1550 ° C. Got the body.
- the crystal phase of the zirconia sintered body of this example consisted only of tetragonal crystals, and the tetragonal crystals included T phase and T * phase, and the T * / T ratio was 81.8%.
- the maximum frequency of the zirconia sintered body of this example was 6.9%.
- the yttria concentration distribution is shown in FIG.
- Example 4 Using the powder composition obtained in Example 1, a molded body was obtained in the same manner as in Example 1, and calcined at a calcining temperature of 1000 ° C. to obtain a calcined body.
- Example 2 Sintered in the same manner as in Example 1 except that the calcined body obtained instead of the molded body was used and the sintering temperature was 1600 ° C., and the yttria content was 4.0 mol%. A zirconia sintered body of a certain example was obtained.
- the crystal phase of the zirconia sintered body of this example consisted only of tetragonal crystals, and the tetragonal crystals contained a T phase and a T * phase.
- the maximum frequency of the zirconia sintered body of this example was 6.9%.
- the obtained sintered body has a translucency of 44% or more, and exhibits a high strength of 900 MPa or more, further 1000 MPa or more. I can confirm.
- Example 5 (Low yttria powder) A low yttria powder was obtained in the same manner as in Example 1. The obtained low yttria powder had an yttria content of 2.5 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 11.2 m 2 / g, and an average particle size of 0.41 ⁇ m.
- High yttria powder A high yttria powder was obtained in the same manner as in Example 1. The obtained high yttria powder had an yttria content of 5.5 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 10.1 m 2 / g, and an average particle size of 0.42 ⁇ m.
- Example 6 The zirconia sintered body of this example having an yttria content of 3.85 mol% in the same manner as in Example 4 except that the powder composition obtained in Example 5 was used and the sintering temperature was 1500 ° C. Got. Table 4 shows the evaluation results of the zirconia sintered body of this example.
- Example 7 The zirconia sintered body of this example having an yttria content of 3.85 mol% in the same manner as in Example 4 except that the powder composition obtained in Example 5 was used and the sintering temperature was 1550 ° C. Got. Table 4 shows the evaluation results of the zirconia sintered body of this example.
- Example 8 (Low yttria powder) Example 1 except that yttria was added to the hydrated zirconia sol so that the yttria concentration was 3.0 mol%, the calcining temperature was 1100 ° C., and the mixing time of the ball mill was 16 hours.
- a low yttria powder was obtained in the same manner.
- the obtained low yttria powder had an yttria content of 3.0 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 13.1 m 2 / g, and an average particle size of 0.40 ⁇ m.
- High yttria powder High yttria powder was obtained in the same manner as in Example 1.
- the obtained high yttria powder had an yttria content of 5.5 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 10.1 m 2 / g, and an average particle size of 0.41 ⁇ m.
- the slurry of the low yttria powder and the slurry of the high yttria powder after pulverization and mixing were mixed at a ratio of 60% by weight: 40% by weight and sufficiently stirred to obtain a slurry containing the powder composition of this example. After adding 3% by weight of an organic binder to the slurry containing the powder composition, this was spray dried to obtain a granulated powder.
- the granulated powder had an average particle size of 43 ⁇ m and a light bulk density of 1.27 g / cm 3 .
- the evaluation results of the powder composition of this example are shown in Table 5.
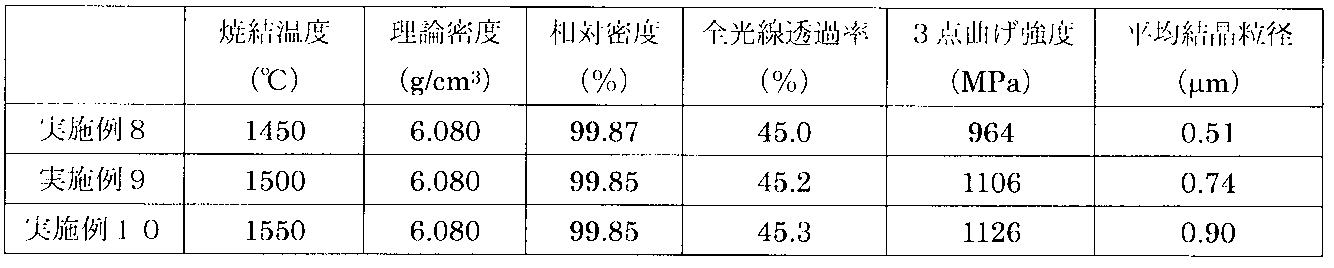
- Example 9 The powder composition obtained in Example 8 was used, and the zirconia sintering of this example having an yttria content of 4.0 mol% was performed in the same manner as in Example 7 except that the sintering temperature was 1500 ° C. Got the body.
- the evaluation results of the zirconia sintered body of this example are shown in Table 6.
- Example 10 The powder composition obtained in Example 8 was used, and the zirconia firing of this example having an yttria content of 4.0 mol% was performed in the same manner as in Example 8 except that the sintering temperature was 1550 ° C. A ligature was obtained. The evaluation results of the zirconia sintered body of this example are shown in Table 6.
- Example 11 (Low yttria powder) A low yttria powder was obtained in the same manner as in Example 1. The obtained low yttria powder had an yttria content of 2.5 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 11.2 m 2 / g, and an average particle size of 0.39 ⁇ m.
- High yttria powder A high yttria powder was obtained in the same manner as in Example 1. The obtained high yttria powder had an yttria content of 5.5 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 10.1 m 2 / g, and an average particle size of 0.40 ⁇ m.
- the slurry containing the powder composition of this example was obtained by mixing the slurry of the low yttria powder and the slurry of the high yttria powder after the pulverization and mixing at a ratio of 45 wt%: 55 wt% and stirring sufficiently. After adding 3% by weight of an organic binder to the slurry containing the powder composition, this was spray dried to obtain a granulated powder.
- the granulated powder had an average particle size of 42 ⁇ m and light bulk density of 1.27 g / cm 3 .
- the evaluation results of the powder composition of this example are shown in Table 7.
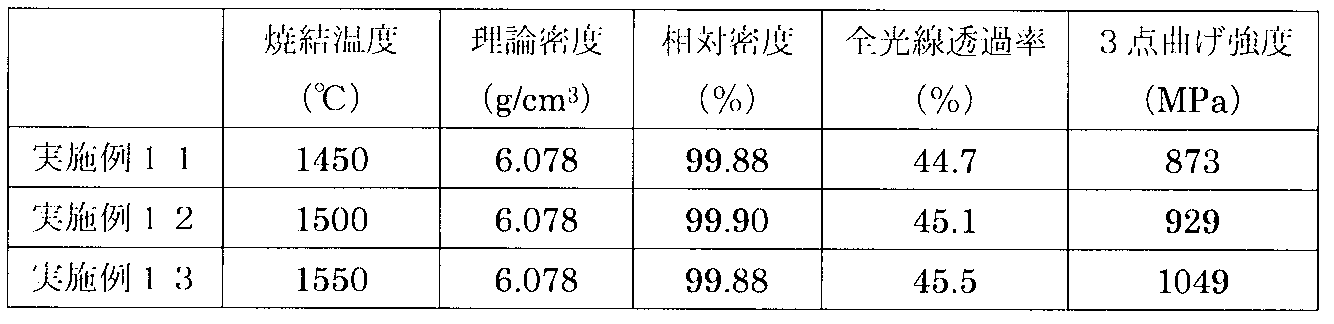
- Example 12 The zirconia sintered body of this example having an yttria content of 4.15 mol% in the same manner as in Example 11 except that the powder composition obtained in Example 11 was used and the sintering temperature was 1500 ° C. Got. Table 8 shows the evaluation results of the zirconia sintered body of this example.
- Example 13 The zirconia sintered body of this example having an yttria content of 4.15 mol% in the same manner as in Example 11 except that the powder composition obtained in Example 11 was used and the sintering temperature was 1550 ° C. Got.
- Table 8 shows the evaluation results of the zirconia sintered body of this example.
- the strength increases to 870 MPa or more, further 900 MPa or more, or even 1000 MPa or more as the sintering temperature increases. I can confirm.
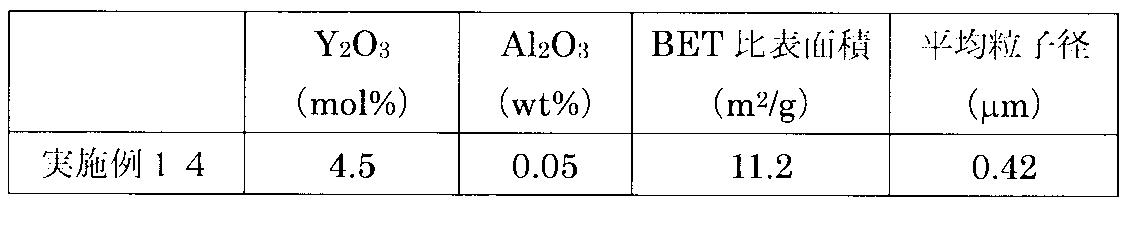
- Example 14 (Low yttria powder) A low yttria powder was obtained in the same manner as in Example 8. The obtained low yttria powder had an yttria content of 3.0 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 13.0 m 2 / g and an average particle size of 0.40 ⁇ m.
- High yttria powder A high yttria powder was obtained in the same manner as in Example 1. The obtained high yttria powder had an yttria content of 5.5 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 10.0 m 2 / g, and an average particle size of 0.41 ⁇ m.
- Example 15 The powder composition obtained in Example 14 was used, and the zirconia sintering of this example having an yttria content of 4.5 mol% was performed in the same manner as in Example 14 except that the sintering temperature was 1500 ° C. Got the body. Table 10 shows the evaluation results of the zirconia sintered body of this example.
- Example 16 The powder composition obtained in Example 11 was used, and the zirconia sintering of this example having an yttria content of 4.5 mol% was performed in the same manner as in Example 14 except that the sintering temperature was 1550 ° C. Got the body. Table 10 shows the evaluation results of the zirconia sintered body of this example.
- the sintered body having a yttria content of 4.5 mol% has lower strength than the sintered body having a yttria content of 4.0 mol%, but both exceed 800 MPa and are practical as dental materials. It can confirm that intensity
- Comparative Example 1 (Low yttria powder) A low yttria powder was obtained in the same manner as in Example 8. The obtained low yttria powder had an yttria content of 3.0 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 12.9 m 2 / g and an average particle size of 0.42 ⁇ m. (High yttria powder) High yttria powder was obtained in the same manner as in Example 1. The obtained high yttria powder had an yttria content of 5.5 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 9.9 m 2 / g and an average particle size of 0.43 ⁇ m.
- Example 2 A molded body and a sintered body having an yttria content of 5.25 mol% were obtained in the same manner as in Example 1.
- the three-point bending strength of the sintered body of this comparative example is 613 MPa, does not have the bending strength required for dental use, and the zirconia sintered body whose yttria content exceeds 5.2 mol% It can be confirmed that the mechanical strength is lowered.
- Comparative Example 2 A hydrous zirconia sol was obtained by hydrolyzing the zirconium oxychloride aqueous solution.
- a zirconia powder was obtained in the same manner as the low yttria powder of Example 1 except that yttria was added to the hydrated zirconia sol so that the yttria concentration was 4.0 mol%, and this was used as the zirconia powder of this comparative example. .
- the obtained low yttria powder had an yttria content of 4.0 mol%, an alumina content of 0.05 wt%, a BET specific surface area of 11.2 m 2 / g, and an average particle size of 0.41 ⁇ m.
- a compact and a sintered body having an yttria content of 4.0 mol% are obtained in the same manner as in Example 1 except that the zirconia powder of this example is used and the sintering temperature is 1550 ° C. It was.
- the crystal phase of the zirconia sintered body of this comparative example was composed only of tetragonal crystals, and the tetragonal crystals included T phase and T * phase, and the T * / T ratio was 75.4%.
- the maximum frequency of the zirconia sintered body of this comparative example was 8.0%.
- the yttria concentration distribution is shown in FIG.
- the sintered body of this comparative example had a total light transmittance of 45.3% and a three-point bending strength of 870 MPa. This was obtained at the same sintering temperature and was lower in strength than the sintered body of Example 11 having an yttria content of 4.1 mol%. Furthermore, the minimum value of the bending strength of this comparative example was as large as 703 MPa. From this, it can be confirmed that in the production method of the present invention, a sintered body having higher strength than the conventional one can be obtained. Further, the sintered body of this comparative example had a high T * / T ratio, and it was shown that yttria was uniformly distributed as compared with the sintered body of the example.
- the method for producing a zirconia sintered body of the present invention can be used as a method for producing a zirconia sintered body having both high translucency and high mechanical strength with good reproducibility. Furthermore, it can be used as any dental material for front teeth and back teeth.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Dentistry (AREA)
- Plastic & Reconstructive Surgery (AREA)
- Inorganic Chemistry (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Dental Prosthetics (AREA)
Abstract
Description
[1] イットリア含有量が3mol%を超え5.2mol%以下であり、なおかつ、エネルギー分散型X線分光スペクトルの元素の定量分析におけるイットリウム濃度分布の頻度の最大値が7.5%以下であることを特徴とするジルコニア焼結体。
[2] 結晶相がT相とT*相を含む正方晶からなる上記[1]に記載のジルコニア焼結体。
[3] 平均結晶粒径が0.41μmを超え1.5μm以下である上記[1]又は[2]のいずれかに記載のジルコニア焼結体。
[4] イットリア含有量が2mol%以上4mol%以下である第一のジルコニア粉末と、イットリア含有量が4mol%を超え6mol%以下である第二のジルコニア粉末とを含み、イットリア含有量が3mol%を超え5.2mol%以下である粉末組成物を成形し成形体を得る成形工程、及び、該成形体を焼結して焼結体を得る焼結工程、を有することを特徴とするジルコニア焼結体の製造方法。
[5] 前記粉末組成物が、アルミナを含む上記[4]に記載の製造方法。
[6] 前記粉末組成物のBET比表面積が5m2/g以上17m2/g未満である上記[4]又は[5]に記載の製造方法。
[7] 前記第一のジルコニア粉末と、第二のジルコニア粉末の重量割合が、35重量%:65重量%から65重量%:35重量%である上記[4]乃至[6]のいずれかひとつに記載の製造方法。
[8] 前記第一のジルコニア粉末のイットリア含有量が2mol%以上3.5mol%以下であり、かつ、前記第二のジルコニア粉末のイットリア含有量が4.5mol%以上5.7mol%以下である上記[4]乃至[7]のいずれかひとつに記載の製造方法。
[9] 前記焼結工程における焼結温度が1400℃以上1600℃以下である上記[4]乃至[8]のいずれかひとつに記載の製造方法。
上記式において、κはシェーラー定数(κ=1)、λは測定X線の波長(CuKα線を線源とした場合、λ=1.541862Å)、βはメインXRDピークの半値幅(°)、及びθはメインXRDピークのブラッグ角である。
上記式において、fmはXRDパターンから求められる単斜相率である。
全光線透過率は、濁度計(装置名:NDH2000、日本電色社製)を用い、D65光源を使用して、JIS K 7361に準拠した方法によって測定した。
曲げ試験は、JIS R 1601『ファインセラミックスの曲げ強さ試験方法』に基づき3点曲げ試験により測定した。測定は10回行い、その平均値をもって3点曲げ強度とした。測定は、幅4mm、厚さ3mmの柱形状の焼結体試料を用い、支点間距離30mmとして実施した。
JIS R 1634(ファインセラミックスの焼結体密度・開気孔率の測定方法)に準拠した測定法により焼結体の実測密度を測定した。理論密度に対する実測密度の割合から相対密度を求めた。実測密度の測定に先立ち、乾燥後の焼結体の質量を測定した後,焼結体を水中に配置し、これを1時間煮沸することで前処理とした。
上記の式において、ρ0は理論密度(g/cm3)、AはAl2O3の含有量(重量%)、ρAはAl2O3の理論密度(3.99g/cm3)、及び、ρXはXmol%イットリア含有ジルコニア焼結体の理論密度(g/cm3)である。
焼結体試料の平均結晶粒径は、電解放出形走査型電子顕微鏡(FESEM)により得られたSEM写真からプラニメトリック法により求めた。すなわち、鏡面研磨した焼結体試料を熱エッチングし、これを電解放出形走査型電子顕微鏡(装置名:JSM-T220、日本電子社製)を用いて観察した。得られたSEM写真からプラニメトリック法により平均結晶粒径を算出した。
最大頻度の測定は、FE-SEM/EDS(装置名:JSM-7600F、日本電子社製)を使用し、次のようにして行った。焼結体の表面を24000倍でSEM観察し、SEM観察図を得た。得られたSEM観察図の40000点のEDSスペクトルを測定し、ジルコニウム及びイットリウムの特性X線の強度を定量分析することで、ジルコニウム濃度に対するイットリウム濃度(Y/Zr比)を求めた。イットリウム濃度分布はY/Zr比が0.25%を超える範囲において0.5%毎の範囲に区切り、各イットリウム濃度の範囲における頻度をプロットした。
一般的なX線回折装置(装置名:X‘Pert PRO MPD、スペクトリス社製)を使用し、焼結体試料のXRD測定を行った。XRD測定条件を以下に示す。得られたXRDパターンをRIETAN-2000を使用してRietveld解析し、焼結体試料の結晶相を同定した。焼結体試料のRietveld解析は結晶相をT相、T*相及びC相として解析した。
線源 : CuKα線(λ=0.1541862nm)
測定モード : 連続スキャン
スキャンスピード : 1°/分
ステップ幅 : 0.02°
発散スリット : 0.5deg
散乱スリット : 0.5deg
受光スリット : 0.3mm
測定範囲 : 2θ=10°~140°
v
ジルコニア粉末の平均粒子径は、マイクロトラック粒度分布計(装置名:9320-HRA、Honeywell社製)を用いて測定した。
粉末組成物の結晶子径は、メインXRDピークから、以下の式を用いて求めた。
上記式において、κはシェーラー定数(κ=1)、λは測定X線の波長(CuKα線を線源とした場合、λ=1.541862Å)、βはメインXRDピークの半値幅(°)、及びθはメインXRDピークのブラッグ角である。
粉末組成物の結晶相のXRDパターンからT+C相率を以下の式により算出した。
上記式において、fmは単斜相率である。
造粒粉末の平均粒径は、ふるい分け試験方法によって求めた。
(低イットリア粉末)
オキシ塩化ジルコニウム水溶液を加水分解反応して水和ジルコニアゾルを得た。イットリア濃度が2.5mol%になるようにイットリアを水和ジルコニアゾルに添加した後、乾燥及び仮焼して、イットリア含有ジルコニア仮焼粉末を得た。仮焼条件は、大気中、1160℃で2時間とした。得られた仮焼粉末を蒸留水で水洗した後に、乾燥することで2.5mol%イットリア含有ジルコニア粉末を得た。
得られた低イットリア粉末は、イットリア含有量が2.5mol%、アルミナ含有量が0.05重量%、BET比表面積が11.2m2/g及び平均粒子径が0.42μmであった。
イットリア濃度が5.5mol%になるようにイットリアを水和ジルコニアゾルに添加したこと以外は同様な方法により、アルミナを0.05重量%含む5.5mol%イットリア含有ジルコニア粉末を得、これを本実施例の高イットリア粉末とした。
得られた高イットリア粉末は、イットリア含有量が5.5mol%、アルミナ含有量が0.05重量%、BET比表面積が10.1m2/g及び平均粒子径が0.40μmであった。
粉砕混合後の、低イットリア粉末のスラリー及び高イットリア粉末のスラリーを50重量%:50重量%の割合で混合し、十分撹拌することで、本実施例の粉末組成物を含むスラリーを得た。粉末組成物を含むスラリーに有機バインダーを3重量%添加した後、これを噴霧乾燥して造粒粉末とした。造粒粉末は、平均粒径が44μm及び軽装嵩密度が1.28g/cm3であった。本実施例の粉末組成物の評価結果を表1に示した。

得られた粉末顆粒を19.6MPaの一軸プレスで成形した後、196MPaの冷間静水圧プレス(以下、「CIP」ともいう。)処理により成形して成形体を得た。得られた成形体を、大気雰囲気中、焼結温度1450℃、昇温速度600℃/hr、保持時間2時間で常圧焼結することにより、イットリア含有量が4.0mol%である本実施例のジルコニア焼結体を得た。
実施例1で得られた粉末組成物を使用し、焼結温度を1500℃としたこと以外は実施例1と同様の方法でイットリア含有量が4.0mol%である本実施例のジルコニア焼結体を得た。本実施例のジルコニア焼結体の評価結果を表2に示した。
実施例1で得られた粉末組成物を使用し、焼結温度を1550℃としたこと以外は実施例1と同様の方法でイットリア含有量が4.0mol%である本実施例のジルコニア焼結体を得た。
実施例1で得られた粉末組成物を使用し、実施例1と同様な方法で成形体を得、これを仮焼温度1000℃で仮焼し、仮焼体を得た。

(低イットリア粉末)
実施例1と同様の方法で低イットリア粉末を得た。得られた低イットリア粉末は、イットリア含有量が2.5mol%、アルミナ含有量が0.05重量%、BET比表面積が11.2m2/g及び平均粒子径が0.41μmであった。
(高イットリア粉末)
実施例1と同様の方法で高イットリア粉末を得た。得られた高イットリア粉末は、イットリア含有量が5.5mol%、アルミナ含有量が0.05重量%、BET比表面積が10.1m2/g及び平均粒子径が0.42μmであった。
(粉末組成物)
粉砕混合後の、低イットリア粉末のスラリー及び高イットリア粉末のスラリーを55重量%:45重量%の割合で混合し、十分撹拌することで、本実施例の粉末組成物を含むスラリーを得た。粉末組成物を含むスラリーに有機バインダーを3重量%添加した後、これを噴霧乾燥して造粒粉末とした。造粒粉末は平均粒径が46μm及び軽装嵩密度が1.29g/cm3であった。本実施例の粉末組成物の評価結果を表3に示した。

実施例1と同様の方法で成形体及び焼結体を得た。イットリア含有量が3.85mol%である本実施例のジルコニア焼結体の評価結果を表4に示した。
実施例5で得られた粉末組成物を使用し、焼結温度を1500℃とする以外は実施例4と同様の方法でイットリア含有量が3.85mol%である本実施例のジルコニア焼結体を得た。本実施例のジルコニア焼結体の評価結果を表4に示した。
実施例5で得られた粉末組成物を使用し、焼結温度を1550℃とする以外は実施例4と同様の方法でイットリア含有量が3.85mol%である本実施例のジルコニア焼結体を得た。本実施例のジルコニア焼結体の評価結果を表4に示した。

(低イットリア粉末)
イットリア濃度が3.0mol%になるようにイットリアを水和ジルコニアゾルに添加したこと、仮焼温度を1100℃としたこと、及び、ボールミルの混合時間を16時間としたこと以外は実施例1と同様の方法で低イットリア粉末を得た。得られた低イットリア粉末は、イットリア含有量が3.0mol%、アルミナ含有量が0.05重量%、BET比表面積が13.1m2/g及び平均粒子径が0.40μmであった。
(高イットリア粉末)
実施例1と同様の方法で、高イットリア粉末を得た。得られた高イットリア粉末は、イットリア含有量が5.5mol%、アルミナ含有量が0.05重量%、BET比表面積が10.1m2/g及び平均粒子径が0.41μmであった。
(粉末組成物)
粉砕混合後の低イットリア粉末のスラリー及び高イットリア粉末のスラリーを60重量%:40重量%の割合で混合し、十分撹拌することで、本実施例の粉末組成物を含むスラリーを得た。粉末組成物を含むスラリーに有機バインダーを3重量%添加した後、これを噴霧乾燥して造粒粉末とした。造粒粉末は、平均粒径が43μm及び軽装嵩密度が1.27g/cm3であった。本実施例の粉末組成物の評価結果を表5に示した。

実施例1と同様の方法でイットリア含有量が4.0mol%である成形体及び焼結体を得た。本実施例のジルコニア焼結体の評価結果を表6に示した。
実施例8で得られた粉末組成物を使用し、焼結温度を1500℃としたこと以外は実施例7と同様の方法でイットリア含有量が4.0mol%である本実施例のジルコニア焼結体を得た。本実施例のジルコニア焼結体の評価結果を表6に示した。
実施例8で得られた粉末組成物を使用し、焼焼結温度を1550℃としたこと以外は実施例8と同様の方法でイットリア含有量が4.0mol%である本実施例のジルコニア焼結体を得た。本実施例のジルコニア焼結体の評価結果を表6に示した。
(低イットリア粉末)
実施例1と同様の方法で低イットリア粉末を得た。得られた低イットリア粉末は、イットリア含有量が2.5mol%、アルミナ含有量が0.05重量%、BET比表面積が11.2m2/g及び平均粒子径が0.39μmであった。
(高イットリア粉末)
実施例1と同様の方法で高イットリア粉末を得た。得られた高イットリア粉末は、イットリア含有量が5.5mol%、アルミナ含有量が0.05重量%、BET比表面積が10.1m2/g及び平均粒子径が0.40μmであった。
(粉末組成物)
粉砕混合後の低イットリア粉末のスラリー及び高イットリア粉末のスラリーを45重量%:55重量%の割合で混合し、十分撹拌することで、本実施例の粉末組成物を含むスラリーを得た。粉末組成物を含むスラリーに有機バインダーを3重量%添加した後、これを噴霧乾燥して造粒粉末とした。造粒粉末は平均粒径が42μm及び軽装嵩密度が1.27g/cm3であった。本実施例の粉末組成物の評価結果を表7に示した。

実施例1と同様の方法でイットリア含有量が4.15mol%である成形体及び焼結体を得た。本実施例のジルコニア焼結体の評価結果を表8に示した。
実施例11で得られた粉末組成物を使用し、焼結温度を1500℃とする以外は実施例11と同様の方法でイットリア含有量が4.15mol%である本実施例のジルコニア焼結体を得た。本実施例のジルコニア焼結体の評価結果を表8に示した。
実施例11で得られた粉末組成物を使用し、焼結温度を1550℃とする以外は実施例11と同様の方法でイットリア含有量が4.15mol%である本実施例のジルコニア焼結体を得た。本実施例のジルコニア焼結体の評価結果を表8に示した。
(低イットリア粉末)
実施例8と同様の方法で低イットリア粉末を得た。得られた低イットリア粉末は、イットリア含有量が3.0mol%、アルミナ含有量が0.05重量%、BET比表面積が13.0m2/g及び平均粒子径が0.40μmであった。
(高イットリア粉末)
実施例1と同様の方法で高イットリア粉末を得た。得られた高イットリア粉末は、イットリア含有量が5.5mol%、アルミナ含有量が0.05重量%、BET比表面積が10.0m2/g及び平均粒子径が0.41μmであった。
(粉末組成物)
粉砕混合後の、低イットリア粉末のスラリー及び高イットリア粉末のスラリーを40重量%:60重量%の割合で混合し、十分撹拌することで、本実施例の粉末組成物を含むスラリーを得た。粉末組成物を含むスラリーに有機バインダーを3重量%添加した後、これを噴霧乾燥して造粒粉末とした。造粒粉末は平均粒径が45μm及び軽装嵩密度が1.29g/cm3であった。本実施例の粉末組成物の評価結果を表9に示した。
実施例1と同様の方法でイットリア含有量が4.5mol%である成形体及び焼結体を得た。本実施例のジルコニア焼結体の評価結果を表10に示した。
実施例14で得られた粉末組成物を使用し、焼結温度を1500℃としたこと以外は実施例14と同様の方法でイットリア含有量が4.5mol%である本実施例のジルコニア焼結体を得た。本実施例のジルコニア焼結体の評価結果を表10に示した。
実施例11で得られた粉末組成物を使用し、焼結温度を1550℃としたこと以外は実施例14と同様の方法でイットリア含有量が4.5mol%である本実施例のジルコニア焼結体を得た。本実施例のジルコニア焼結体の評価結果を表10に示した。

(低イットリア粉末)
実施例8と同様の方法で、低イットリア粉末を得た。得られた低イットリア粉末は、イットリア含有量が3.0mol%、アルミナ含有量が0.05重量%、BET比表面積が12.9m2/g及び平均粒子径が0.42μmであった。
(高イットリア粉末)
実施例1と同様の方法で、高イットリア粉末を得た。得られた高イットリア粉末は、イットリア含有量が5.5mol%、アルミナ含有量が0.05重量%、BET比表面積が9.9m2/g及び平均粒子径が0.43μmであった。
(粉末組成物)
粉砕混合後の、低イットリア粉末のスラリー及び高イットリア粉末のスラリーを10重量%:90重量%の割合で混合し、十分撹拌することで、本実施例の粉末組成物を含むスラリーを得た。粉末組成物を含むスラリーに有機バインダーを3重量%添加した後、これを噴霧乾燥して造粒粉末とした。造粒粉末は平均粒径が43μm及び軽装嵩密度が1.28g/cm3であった。本比較例の粉末組成物の評価結果を表11に示した。

実施例1と同様の方法でイットリア含有量が5.25mol%である成形体及び焼結体を得た。本比較例の焼結体の3点曲げ強度は613MPaであり、歯科用用途で必要とされる曲げ強度を有しておらず、イットリア含有量が5.2mol%を超えたジルコニア焼結体では、機械的強度が低くなることが確認できる。
オキシ塩化ジルコニウム水溶液を加水分解反応して水和ジルコニアゾルを得た。イットリア濃度が4.0mol%になるようにイットリアを水和ジルコニアゾルに添加したこと以外は実施例1の低イットリア粉末と同様な方法でジルコニア粉末を得、これを本比較例のジルコニア粉末とした。
Claims (9)
- イットリア含有量が3mol%を超え5.2mol%以下であり、なおかつ、エネルギー分散型X線分光スペクトルの元素の定量分析におけるイットリウム濃度分布の頻度の最大値が7.5%以下であることを特徴とするジルコニア焼結体。
- 結晶相がT相とT*相を含む正方晶からなる請求項1に記載のジルコニア焼結体。
- 平均結晶粒径が0.41μmを超え1.5μm以下である請求項1又は2のいずれかに記載のジルコニア焼結体。
- イットリア含有量が2mol%以上4mol%以下である第一のジルコニア粉末と、イットリア含有量が4mol%を超え6mol%以下である第二のジルコニア粉末とを含み、イットリア含有量が3mol%を超え5.2mol%以下である粉末組成物を成形し成形体を得る成形工程、及び、該成形体を焼結して焼結体を得る焼結工程、を有することを特徴とするジルコニア焼結体の製造方法。
- 前記粉末組成物が、アルミナを含む請求項4に記載の製造方法。
- 前記粉末組成物のBET比表面積が5m2/g以上17m2/g未満である請求項4又は5に記載の製造方法。
- 前記第一のジルコニア粉末と、第二のジルコニア粉末の重量割合が、35重量%:65重量%から65重量%:35重量%である請求項4乃至6のいずれか一項に記載の製造方法。
- 前記第一のジルコニア粉末のイットリア含有量が2mol%以上3.5mol%以下であり、かつ、前記第二のジルコニア粉末のイットリア含有量が4.5mol%以上5.7mol%以下である請求項4乃至7いずれか一項に記載の製造方法。
- 前記焼結工程における焼結温度が1400℃以上1600℃以下である請求項4乃至8のいずれか一項に記載の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310873355.0A CN116947485A (zh) | 2018-03-19 | 2018-03-19 | 氧化锆烧结体及其制造方法 |
| KR1020187036892A KR102641166B1 (ko) | 2018-03-19 | 2018-03-19 | 지르코니아 소결체 및 이의 제조 방법 |
| PCT/JP2018/010748 WO2019180766A1 (ja) | 2018-03-19 | 2018-03-19 | ジルコニア焼結体及びその製造方法 |
| CN201880002771.0A CN110506034A (zh) | 2018-03-19 | 2018-03-19 | 氧化锆烧结体及其制造方法 |
| EP18803851.7A EP3770135A4 (en) | 2018-03-19 | 2018-03-19 | ZIRCONIA SINTER BODY AND METHOD FOR MANUFACTURING THEREOF |
| US16/313,393 US11021401B2 (en) | 2018-03-19 | 2018-03-19 | Zirconia sintered body and method for manufacturing the same |
| KR1020247005042A KR102901829B1 (ko) | 2018-03-19 | 2018-03-19 | 지르코니아 소결체 및 이의 제조 방법 |
| US17/241,274 US11746054B2 (en) | 2018-03-19 | 2021-04-27 | Zirconia sintered body and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/010748 WO2019180766A1 (ja) | 2018-03-19 | 2018-03-19 | ジルコニア焼結体及びその製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/313,393 A-371-Of-International US11021401B2 (en) | 2018-03-19 | 2018-03-19 | Zirconia sintered body and method for manufacturing the same |
| US17/241,274 Division US11746054B2 (en) | 2018-03-19 | 2021-04-27 | Zirconia sintered body and method for manufacturing the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019180766A1 true WO2019180766A1 (ja) | 2019-09-26 |
Family
ID=67988368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/010748 Ceased WO2019180766A1 (ja) | 2018-03-19 | 2018-03-19 | ジルコニア焼結体及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US11021401B2 (ja) |
| EP (1) | EP3770135A4 (ja) |
| KR (2) | KR102641166B1 (ja) |
| CN (2) | CN110506034A (ja) |
| WO (1) | WO2019180766A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022074494A1 (en) | 2020-10-09 | 2022-04-14 | 3M Innovative Properties Company | Set of colored porous zirconia dental mill blanks and process of production |
| US11479511B2 (en) * | 2019-10-08 | 2022-10-25 | Tosoh Corporation | Zirconia sintered body and production method thereof |
| EP4722180A1 (en) * | 2024-09-27 | 2026-04-08 | Shofu Inc. | Zirconia mill blank |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116018329B (zh) * | 2020-07-13 | 2024-01-02 | 贺利氏科纳米北美有限责任公司 | 包含铝酸镁尖晶石的陶瓷烧结体 |
| JP7776431B2 (ja) * | 2020-09-29 | 2025-11-26 | クラレノリタケデンタル株式会社 | 良切削性のジルコニア仮焼体 |
| US20240376012A1 (en) * | 2021-09-16 | 2024-11-14 | Tosoh Corporation | Powder composition, calcined body, sintered body, and method for producing same |
| US12239500B2 (en) | 2023-02-15 | 2025-03-04 | Ivoclar Vivadent Ag | Pre-sintered multi-layered dental mill blank, process for preparing the same, and uses thereof, and a sintering process |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0782018A (ja) * | 1993-09-20 | 1995-03-28 | Toshiba Corp | ジルコニア |
| JPH07165465A (ja) * | 1993-08-06 | 1995-06-27 | Tioxide Specialties Ltd | 耐水性セラミック製品 |
| US6168745B1 (en) * | 1998-11-28 | 2001-01-02 | Materials And Systems Research, Inc. | Method for forming t'-phase zirconia for high temperature applications |
| JP2004137128A (ja) * | 2002-10-18 | 2004-05-13 | Nitsukatoo:Kk | 部分安定化ジルコニア焼結体 |
| JP2008050247A (ja) | 2006-07-25 | 2008-03-06 | Tosoh Corp | 高強度ジルコニア焼結体および製造方法 |
| JP2010150063A (ja) | 2008-12-24 | 2010-07-08 | Tosoh Corp | 透光性ジルコニア焼結体及びその製造方法並びに用途 |
| JP2011073907A (ja) * | 2009-09-29 | 2011-04-14 | World Lab:Kk | ジルコニア焼結体及びその製造方法 |
| WO2015098765A1 (ja) * | 2013-12-24 | 2015-07-02 | 東ソー株式会社 | 透光性ジルコニア焼結体及びジルコニア粉末、並びにその用途 |
| JP2016108176A (ja) | 2014-12-04 | 2016-06-20 | 株式会社ノリタケカンパニーリミテド | ジルコニア原料粉末およびジルコニア焼結体 |
| JP2018052806A (ja) * | 2016-09-21 | 2018-04-05 | 東ソー株式会社 | ジルコニア焼結体及びその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3230216A1 (de) | 1981-08-13 | 1983-08-04 | Ngk Spark Plug Co., Ltd., Nagoya, Aichi | Sinterkoerper mit hoher zaehigkeit |
| JPS6081060A (ja) * | 1983-10-05 | 1985-05-09 | 日本特殊陶業株式会社 | 部分安定化ジルコニア焼結体の製造法 |
| JPH09208306A (ja) * | 1996-02-05 | 1997-08-12 | Toshiba Corp | ジルコニア部材およびその製造方法 |
| US8785008B2 (en) * | 2006-07-25 | 2014-07-22 | Tosoh Corporation | Zirconia sintered bodies with high total light transmission and high strength, uses of the same, and process for producing the same |
| EP2674408B1 (en) * | 2008-04-09 | 2017-06-07 | Tosoh Corporation | Translucent zirconia sintered body and use of the same |
| CN101928141B (zh) * | 2010-08-27 | 2013-02-06 | 湖南博深实业有限公司 | 一种四方多晶氧化锆陶瓷材料的液相烧结添加剂及其制备和应用 |
| US8936848B2 (en) * | 2012-02-23 | 2015-01-20 | B&D Dental Corp | Non-pre-colored multi-layer zirconia dental blank that has a gradual change in translucency through a thickness after sintering |
| CN105026337B (zh) * | 2013-03-11 | 2019-04-05 | 可乐丽则武齿科株式会社 | 氧化锆烧结体、以及氧化锆的组合物和预烧体 |
| US10231807B2 (en) * | 2013-05-10 | 2019-03-19 | Kuraray Noritake Dental Inc. | Zirconia sintered body, zirconia composition, zirconia pre-sintered body and preparing method thereof, and dental prosthesis |
| US9962247B2 (en) * | 2014-06-23 | 2018-05-08 | Tosoh Corporation | Colored translucent zirconia sintered body and powder, and application thereof |
| JP6713113B2 (ja) * | 2016-06-20 | 2020-06-24 | 学校法人同志社 | ZrO2−Al2O3系セラミックス焼結体及びその作製法 |
| US10532008B2 (en) * | 2017-02-22 | 2020-01-14 | James R. Glidewell Dental Ceramics, Inc. | High strength and translucency dental zirconia ceramic materials, devices and methods |
-
2018
- 2018-03-19 CN CN201880002771.0A patent/CN110506034A/zh active Pending
- 2018-03-19 KR KR1020187036892A patent/KR102641166B1/ko active Active
- 2018-03-19 EP EP18803851.7A patent/EP3770135A4/en active Pending
- 2018-03-19 WO PCT/JP2018/010748 patent/WO2019180766A1/ja not_active Ceased
- 2018-03-19 KR KR1020247005042A patent/KR102901829B1/ko active Active
- 2018-03-19 US US16/313,393 patent/US11021401B2/en active Active
- 2018-03-19 CN CN202310873355.0A patent/CN116947485A/zh active Pending
-
2021
- 2021-04-27 US US17/241,274 patent/US11746054B2/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07165465A (ja) * | 1993-08-06 | 1995-06-27 | Tioxide Specialties Ltd | 耐水性セラミック製品 |
| JPH0782018A (ja) * | 1993-09-20 | 1995-03-28 | Toshiba Corp | ジルコニア |
| US6168745B1 (en) * | 1998-11-28 | 2001-01-02 | Materials And Systems Research, Inc. | Method for forming t'-phase zirconia for high temperature applications |
| JP2004137128A (ja) * | 2002-10-18 | 2004-05-13 | Nitsukatoo:Kk | 部分安定化ジルコニア焼結体 |
| JP2008050247A (ja) | 2006-07-25 | 2008-03-06 | Tosoh Corp | 高強度ジルコニア焼結体および製造方法 |
| JP2010150063A (ja) | 2008-12-24 | 2010-07-08 | Tosoh Corp | 透光性ジルコニア焼結体及びその製造方法並びに用途 |
| JP2011073907A (ja) * | 2009-09-29 | 2011-04-14 | World Lab:Kk | ジルコニア焼結体及びその製造方法 |
| WO2015098765A1 (ja) * | 2013-12-24 | 2015-07-02 | 東ソー株式会社 | 透光性ジルコニア焼結体及びジルコニア粉末、並びにその用途 |
| JP2015143178A (ja) | 2013-12-24 | 2015-08-06 | 東ソー株式会社 | 透光性ジルコニア焼結体及びジルコニア粉末、並びにその用途 |
| JP2016108176A (ja) | 2014-12-04 | 2016-06-20 | 株式会社ノリタケカンパニーリミテド | ジルコニア原料粉末およびジルコニア焼結体 |
| JP2018052806A (ja) * | 2016-09-21 | 2018-04-05 | 東ソー株式会社 | ジルコニア焼結体及びその製造方法 |
Non-Patent Citations (3)
| Title |
|---|
| "[Passage: Fine ceramics]", MATERIAL DATABASE, 25 January 1989 (1989-01-25), pages 97, XP009517072, ISBN: 4-526-02472-4 * |
| J. AM. CERAM. SOC., vol. 69, no. 4, 1986, pages 325 - 32 |
| See also references of EP3770135A1 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11479511B2 (en) * | 2019-10-08 | 2022-10-25 | Tosoh Corporation | Zirconia sintered body and production method thereof |
| US11746055B2 (en) | 2019-10-08 | 2023-09-05 | Tosoh Corporation | Zirconia sintered body and production method thereof |
| WO2022074494A1 (en) | 2020-10-09 | 2022-04-14 | 3M Innovative Properties Company | Set of colored porous zirconia dental mill blanks and process of production |
| US12390312B2 (en) | 2020-10-09 | 2025-08-19 | Solventum Intellectual Properties Company | Set of colored porous zirconia dental mill blanks and process of production |
| EP4722180A1 (en) * | 2024-09-27 | 2026-04-08 | Shofu Inc. | Zirconia mill blank |
| EP4722179A1 (en) * | 2024-09-27 | 2026-04-08 | Shofu Inc. | Zirconia mill blank |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102901829B1 (ko) | 2025-12-22 |
| CN110506034A (zh) | 2019-11-26 |
| KR20240025051A (ko) | 2024-02-26 |
| EP3770135A1 (en) | 2021-01-27 |
| US11021401B2 (en) | 2021-06-01 |
| US11746054B2 (en) | 2023-09-05 |
| CN116947485A (zh) | 2023-10-27 |
| KR102641166B1 (ko) | 2024-02-28 |
| US20210246075A1 (en) | 2021-08-12 |
| US20200223756A1 (en) | 2020-07-16 |
| EP3770135A4 (en) | 2021-11-03 |
| KR20200130879A (ko) | 2020-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7593440B2 (ja) | ジルコニア焼結体及びその製造方法 | |
| US11746054B2 (en) | Zirconia sintered body and method for manufacturing the same | |
| US11746055B2 (en) | Zirconia sintered body and production method thereof | |
| CA2719340C (en) | Translucent zirconia sintered body, process for producing the same, and use of the same | |
| EP3088373B1 (en) | Translucent zirconia sintered body and zirconia powder, and use therefor | |
| JP2017226555A (ja) | ZrO2−Al2O3系セラミックス焼結体及びその作製法 | |
| JP2015196624A (ja) | ジルコニア焼結体及びその製造法 | |
| JP6236883B2 (ja) | 透光性ジルコニア焼結体及びその製造方法 | |
| JP6340879B2 (ja) | ジルコニア焼結体及びその製造方法 | |
| JP6405699B2 (ja) | ジルコニア焼結体及びその製造方法 | |
| JP6862702B2 (ja) | ジルコニア仮焼体及びその製造方法 | |
| JP6665542B2 (ja) | ジルコニア粉末及びその製造方法 | |
| JP7472956B2 (ja) | 粉末及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18803851 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018803851 Country of ref document: EP Effective date: 20201019 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| WWR | Wipo information: refused in national office |
Ref document number: 1020247005042 Country of ref document: KR |
|
| WWC | Wipo information: continuation of processing after refusal or withdrawal |
Ref document number: 1020247005042 Country of ref document: KR |