WO2019181654A1 - ゴム補強用コード及びその製造方法、並びにゴム製品 - Google Patents
ゴム補強用コード及びその製造方法、並びにゴム製品 Download PDFInfo
- Publication number
- WO2019181654A1 WO2019181654A1 PCT/JP2019/010052 JP2019010052W WO2019181654A1 WO 2019181654 A1 WO2019181654 A1 WO 2019181654A1 JP 2019010052 W JP2019010052 W JP 2019010052W WO 2019181654 A1 WO2019181654 A1 WO 2019181654A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rubber
- reinforcing cord
- cord
- filament bundle
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/06—Driving-belts made of rubber
- F16G1/08—Driving-belts made of rubber with reinforcement bonded by the rubber
- F16G1/10—Driving-belts made of rubber with reinforcement bonded by the rubber with textile reinforcement
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/26—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre with characteristics dependent on the amount or direction of twist
- D02G3/28—Doubled, plied, or cabled threads
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/36—Cored or coated yarns or threads
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/446—Yarns or threads for use in automotive applications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/447—Yarns or threads for specific use in general industrial applications, e.g. as filters or reinforcement
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/48—Tyre cords
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/39—Aldehyde resins; Ketone resins; Polyacetals
- D06M15/41—Phenol-aldehyde or phenol-ketone resins
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/693—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with natural or synthetic rubber, or derivatives thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/06—Driving-belts made of rubber
- F16G1/08—Driving-belts made of rubber with reinforcement bonded by the rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/28—Driving-belts with a contact surface of special shape, e.g. toothed
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/04—V-belts, i.e. belts of tapered cross-section made of rubber
- F16G5/06—V-belts, i.e. belts of tapered cross-section made of rubber with reinforcement bonded by the rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/20—V-belts, i.e. belts of tapered cross-section with a contact surface of special shape, e.g. toothed
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M2101/00—Chemical constitution of the fibres, threads, yarns, fabrics or fibrous goods made from such materials, to be treated
- D06M2101/16—Synthetic fibres, other than mineral fibres
- D06M2101/30—Synthetic polymers consisting of macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M2101/34—Polyamides
- D06M2101/36—Aromatic polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
- D10B2331/021—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides aromatic polyamides, e.g. aramides
Definitions
- the present invention relates to a rubber reinforcing cord, a manufacturing method thereof, and a rubber product.
- Rubber reinforcing cords using tough fibers such as aramid fibers are widely used as reinforcing materials for rubber products that repeatedly receive bending stress, such as rubber belts and tires.
- the rubber reinforcing cord is required to have excellent bending fatigue resistance and dimensional stability.
- ⁇ Fraying of the reinforcing cord may occur from the end face of the rubber product including such a reinforcing cord.
- a reinforcing cord is exposed on a side surface of the belt in the manufacturing process, and the reinforcing cord is frayed from an exposed portion.
- the problem is that the fibers tend to protrude from the end face of the belt. Therefore, conventionally, since a problem such as a decrease in durability of the rubber product may occur, reinforcing cords that are less prone to fraying have been studied.
- Patent Document 1 discloses, as a method for obtaining a rubber reinforcing cord having excellent fraying resistance, a water-soluble adhesive containing 5 to 50% by mass of carbon black in a solid content mass ratio to untwisted aramid fibers.
- a method of manufacturing an aramid fiber cord for reinforcing a rubber belt is disclosed in which the aramid fiber is twisted after application.
- Patent Document 2 specifies rubber latex, a crosslinking agent, and a filler as a processing agent for forming a coating for improving the fray resistance of the rubber reinforcing cord in the rubber reinforcing cord having a coating.
- An aqueous treatment agent containing the following blending ratio is disclosed.
- JP 2010-1570 A International Publication No. 2015/098105
- Rubber-reinforcing cords using aramid fibers are used in, for example, automotive accessory belts, but in an Integrated ⁇ ⁇ ⁇ Starter ⁇ ⁇ ⁇ Generator (ISG) hybrid system or the like, the load on the belt is greater than before.
- ISG Integrated ⁇ ⁇ ⁇ Starter ⁇ ⁇ ⁇ Generator
- one of the objects of the present invention is to provide a rubber reinforcing cord that has excellent fraying resistance and also has high tensile strength and excellent elongation resistance in a rubber reinforcing cord using an aramid fiber.
- another object of the present invention is to provide a rubber product that is highly durable by being reinforced by such a rubber reinforcing cord.
- the first aspect of the present invention is: A rubber reinforcing cord for reinforcing a rubber product,
- the rubber reinforcing cord includes at least three strands,
- the strand includes at least one filament bundle and a first coating provided so as to cover at least a part of the surface of the filament bundle,
- the filament bundle consists essentially of aramid fiber filaments,
- the mass of the first coating is in the range of 14-25% with respect to the mass of the filament bundle;
- the strand is twisted at a twisting number of 50 to 100 times / m, At least three strands of the lower twist are bundled and twisted at an upper twist number of 120 to 200 times / m.
- the second aspect of the present invention provides a method for manufacturing a rubber reinforcing cord.
- the rubber reinforcing cord is the rubber reinforcing cord according to the first aspect.
- the manufacturing method of the rubber reinforcing cord according to the second aspect includes the following step (I): (I) A filament bundle is produced by bundling a plurality of filaments, the first coating is formed on at least the surface of the filament bundle to produce the strand, and the strand is twisted at 50 to 100 turns / m And twisting at least three strands, and then twisting at an upper twist number of 120 to 200 times / m.
- the third aspect of the present invention provides a rubber product reinforced with the rubber reinforcing cord according to the first aspect.
- the present invention it is possible to provide a cord for reinforcing a rubber using an aramid fiber, which has excellent fraying resistance, and also has high tensile strength and excellent elongation resistance. Moreover, since the rubber product of the present invention is reinforced with such a rubber reinforcing cord, high durability can be realized.
- the rubber reinforcing cord of the present embodiment is a cord for reinforcing a rubber product.
- This rubber reinforcing cord has at least three strands.
- Each strand included in the rubber reinforcing cord includes at least one filament bundle and a first coating provided so as to cover at least part of the surface of the filament bundle.
- the filament bundle consists essentially of aramid fiber filaments.
- the mass of the first coating is in the range of 14 to 25% with respect to the mass of the filament bundle.
- the strands included in the rubber reinforcing cord are each twisted at a twisting number of 50 to 100 times / m. At least three strands of the lower twist are bundled and twisted at an upper twist number of 120 to 200 times / m.
- the filament bundle constituting the strand includes a plurality of filaments.
- the filament bundle consists essentially of aramid fiber filaments.
- “the filament bundle substantially consists of aramid fiber filaments” means that the filament bundle may contain other filaments other than the aramid fiber filaments to such an extent that the effect of the invention is not greatly affected. .
- the ratio of the cross-sectional area of other filaments other than aramid fiber filaments to the entire cross-sectional area of the filament bundle is 10% or less (for example, 5% or less, or 1% or less). May be included.
- a fiber filament generally used as a fiber of a rubber reinforcing cord can be used.
- the filament bundle may consist of only aramid fiber filaments.
- the type of the aramid fiber filament is not particularly limited, and can be used regardless of a para type or a meta type, and may be an aramid fiber of a copolymer system of a meta type monomer and a para type monomer.
- Examples of commercially available aramid fibers include para-type polyparaphenylene terephthalamide fibers (Toray DuPont Kevlar, Teijin's Twaron), meta-type polymetaphenylene isophthalamide fibers (Teijin's Conex), Examples thereof include poly-3,4′-oxydiphenylene terephthalamide copolymer fiber (Technola manufactured by Teijin Limited), which is a copolymer system.
- the fiber diameter of the aramid fiber filament is not particularly limited.
- the number of filaments contained in the filament bundle is not particularly limited.
- the filament bundle can include, for example, a range of 60 to 5000 filaments.
- the surface of the filament may be treated with a sizing agent. That is, a pretreatment generally called “sizing” may be performed on the surface of the filament.
- a sizing agent contains at least one functional group selected from the group consisting of an epoxy group and an amino group.
- sizing agents include amino silane, epoxy silane, novolac type epoxy resin, bisphenol A type epoxy resin, bisphenol F type epoxy resin, brominated epoxy resin, bisphenol AD type epoxy resin, glycidyl amine type epoxy resin. It is done. Specific examples include the Nagase ChemteX Denacol series, the DIC Epicron series, and the Mitsubishi Chemical Epicoat series.
- membrane) which consists of a sizing agent formed in the filament surface by the pre-processing of a filament is the 1st film
- the filament bundle may be a bundle of a plurality of filament bundles.
- each of the plurality of filament bundles may be twisted or may not be twisted. Moreover, it may be twisted in a state where a plurality of filament bundles are combined, or may not be twisted.
- the first coating is provided so as to cover at least a part of the surface of the filament bundle. Note that the first coating may be provided directly on the surface of the filament bundle, or may cover the surface of the filament bundle via another layer.
- the rubber reinforcing cord of the present embodiment may or may not be provided with a further coating other than the first coating.
- the first coating is formed by supplying the first treatment agent to at least a part of the surface of the filament bundle and drying it by heat treatment.
- the supply of the first treatment agent to the surface of the filament bundle is performed by, for example, impregnating the filament bundle with the first treatment agent or by applying the first treatment agent to at least a part of the surface of the filament bundle.
- moisture content which the filament itself has, and the solvent (for example, water) of an aqueous processing agent are substantially removed by the heat processing in this case.
- the supply method and drying method of the 1st processing agent to a filament bundle are not specifically limited, However, It is preferable to supply so that a processing agent may impregnate the inside of a filament bundle.
- the component of the first film is not particularly limited.
- a film containing a resorcinol resin, a phenols-formaldehyde condensate excluding resorcin, and a rubber component can be mentioned.
- phenols excluding resorcin is simply abbreviated as “phenols”.
- the first coating contains a resorcinol resin, a phenol-formaldehyde condensate, and a rubber component, so that the adhesion between filaments is improved, and a rubber reinforcing cord is embedded in a rubber product such as a belt. In this case, the adhesion between the cord and the matrix rubber of the rubber product is improved.
- the first coating may consist essentially of a resorcinol resin, a phenols-formaldehyde condensate, and a rubber component, or only a resorcinol resin, a phenols-formaldehyde condensate, and a rubber component. May be.
- the fact that the coating consists essentially of resorcinol resin, phenols-formaldehyde condensate and rubber component means that the total amount of these components in the coating is 50% by mass or more, desirably 70% by mass or more. That is.
- Resorcinol resin is a resorcin-formaldehyde condensate (RF).
- the resorcin-formaldehyde condensate is not particularly limited.
- Resole-type RF obtained by reacting resorcin and formaldehyde in the presence of an alkaline catalyst such as alkali hydroxide and amine, and novolak obtained by reacting resorcin and formaldehyde in the presence of an acid catalyst
- a type RF or the like can be suitably used.
- a mixture of resole type RF and novolac type RF may be used.
- the first coating preferably contains 2% by mass or more of the RF component, and more preferably contains 5% by mass or more.
- the first coating contains, for example, 2 to 20% by mass of the RF component.
- the phenol-formaldehyde condensate is not particularly limited.
- the phenol means an aromatic hydrocarbon (benzene or naphthalene) substituted with at least a hydroxyl group (—OH).
- phenols include phenol (monohydric phenol), dihydric phenol, halogenated phenol, alkylphenol, nitrophenol, phenolsulfonic acid, and naphthol.
- dihydric phenol include catechol and hydroquinone.
- the halogenated phenol include chlorophenol and bromophenol.
- the alkylphenol include cresol and butylphenol. However, as described above, phenols do not contain resorcin.
- Resol type condensate obtained by reacting phenols with formaldehyde in the presence of an alkaline catalyst such as alkali hydroxide and amine, and by reacting phenols with formaldehyde in the presence of an acid catalyst
- the obtained novolac-type condensate can be suitably used.
- a mixture of a resol-type condensate and a novolac-type condensate may be used.
- the first coating preferably contains 10% by mass or more, more preferably 20% by mass or more of the phenols-formaldehyde condensate.
- the first coating contains, for example, 10 to 50% by mass of a phenols-formaldehyde condensate component.
- the rubber component examples include chlorosulfonated polyethylene rubber, nitrile rubber, hydrogenated nitrile rubber, carboxyl-modified nitrile rubber (X-NBR), carboxyl-modified hydrogenated nitrile rubber (X-HNBR), butadiene-styrene copolymer latex, Dicarboxylated butadiene-styrene copolymer rubber, vinylpyridine-styrene-butadiene terpolymer rubber, isoprene rubber, chloroprene rubber, acrylonitrile-butadiene copolymer rubber, hydrogenated acrylonitrile-butadiene copolymer rubber, and At least one selected from the group consisting of ethylene-propylene-nonconjugated diene terpolymer rubbers.
- X-NBR carboxyl-modified nitrile rubber
- X-HNBR carboxyl-modified hydrogenated nitrile rubber
- the rubber component preferably contains carboxyl-modified hydrogenated nitrile rubber.
- the rubber component preferably contains 40% by mass or more, more preferably 50% by mass or more of carboxyl-modified hydrogenated nitrile rubber.
- the rubber component is preferably contained in an amount of 40 to 80% by mass.
- the first film may contain components other than the components exemplified above.
- examples of other components include stabilizers, thickeners, anti-aging agents, and the like.
- the mass of the first coating is in the range of 14 to 25% with respect to the mass of the filament bundle.
- the mass of the first coating 14% or more with respect to the mass of the filament bundle, the adhesion between the filaments is improved, so that the fraying resistance characteristics of the rubber reinforcing cord can be improved.
- the treatment agent is sufficiently impregnated in the filament bundle by supplying the first treatment agent to the filament bundle so that the mass of the first coating with respect to the mass of the filament bundle is 14% or more. As a result, the adhesion between the filaments is improved.
- the mass of the first coating with respect to the mass of the filament bundle is preferably 15% or more, and more preferably 16% or more.
- the mass of the first film with respect to the mass of the filament bundle is 25% or less, preferably 24% or less, more preferably 23% or less.
- the strand is twisted at a twisting number of 50 to 100 times / m.
- the number of lower twists is preferably 55 times / m or more, and more preferably 60 times / m or more.
- the number of twists is too large, the elongation of the cord may be too large.
- such a problem is hardly caused by setting the number of lower twists to 100 times / m or less, preferably 90 times / m or less.
- At least three strands of the twisted strand are bundled and twisted at a twisting number of 120 to 200 times / m.
- the number of upper twists is preferably 135 times / m or more, more preferably 140 times / m or more, further preferably more than 160 times / m, and particularly preferably 165 times / m or more.
- the number of twists is too large, the elongation of the cord may become too large, but such problems are less likely to occur by setting the number of upper twists to 200 times / m or less, preferably 180 times / m or less.
- the rubber-reinforcing cord of the present embodiment three or more twisted strands are bundled and twisted.
- the strand in the rubber reinforcing cord of the present embodiment is twisted with a high number of twists.
- the cord is prevented from becoming excessively stretched by bundling three or more strands of the lower twist and twisted, so that a high tensile strength can be ensured.
- the number of strands to be twisted is too large, the diameter of the cord becomes too large.
- the thickness of the belt must be increased when embedded in the belt, that is, the size of the rubber product is reduced. Problems such as having to be enlarged to match the rubber reinforcement cord may occur. Therefore, the number of strands to be twisted is, for example, 4 or less.
- the Lang twist may be the same in the direction of the lower twist and the direction of the upper twist, or the Moro twist in which the direction of the lower twist and the direction of the upper twist are opposite.
- the direction of twist may be the S direction or the Z direction.
- the rubber reinforcing cord of the present embodiment further includes a second coating provided on the outer side (more on the surface side of the rubber reinforcing cord) than the first coating.
- the second film may be formed of the same material as the first film, or may be formed of a different material.
- the component and solvent of the second treating agent for forming the second coating may be different from or the same as the first treating agent for forming the first coating.
- the second treatment agent may contain, for example, a commercially available adhesive, and may further contain an organic solvent.
- the rubber reinforcing cord of the present embodiment may further include a second coating provided outside the first coating.
- the second coating supplies a second treatment agent for forming the second coating on a cord formed by twisting three or more strands of a lower twist, and the cord is supplied to the cord.
- the second treatment agent on the cord may be dried while a load (for example, 40 to 300 N) is applied in the longitudinal direction of the cord. In a state where a load is applied to the cord in the longitudinal direction of the cord, a second treatment agent for forming a second coating is provided on the cord obtained by twisting a plurality of strands, and the treatment agent on the cord Is preferably dried.
- An example of the manufacturing method of the rubber reinforcing cord of the present embodiment includes the following steps (I) and (II): (I) A plurality of filaments are bundled to produce a filament bundle, and a first treatment agent is supplied to at least a part of the surface of the filament bundle and dried to form a first coating on the surface of the filament bundle. The formed strand is prepared, the strand is twisted at a twist of 50 to 100 turns / m, and at least three strands of the twisted strand are bundled to be twisted at a twist of 120 to 200 turns / m. To do.
- a second treatment agent is supplied onto the cord obtained in the step (I), and a tension of 10 to 300 N in the longitudinal direction of the cord with respect to the cord supplied with the second treatment agent
- the second treatment agent on the cord is dried in a state in which is added, and a second film is formed outside the first film.
- a plurality of filaments are first bundled to produce a filament bundle, and a first treatment agent used for production of the first coating is prepared.
- Aramid fiber filaments are used as the filaments to produce a filament bundle substantially composed of aramid fiber filaments.
- the first treatment agent is prepared according to the configuration (component) of the first film to be formed.
- the first treating agent is a resorcinol resin, a phenols-formaldehyde condensate, a rubber component (rubber Latex) and a solvent.
- the first treatment agent is supplied to at least a part of the surface of the filament bundle.
- a heat treatment is performed to dry the first treatment agent on the filament bundle, that is, to remove the solvent in the first treatment agent.
- the method for supplying the first treatment agent to at least a part of the surface of the filament bundle is not limited.
- the first treatment agent may be applied to the surface of the filament bundle, or the filament bundle may be applied to the first treatment. You may immerse in an agent.
- the conditions for the heat treatment for removing the solvent of the first treatment agent are not particularly limited.
- the temperature of the heat treatment is, for example, 100 to 150 ° C.
- the heat treatment time is, for example, 1 to 5 minutes.
- the twisting direction may be the S direction or the Z direction. Since the number of strands of the strand has been described above, the description thereof is omitted.
- the direction of the upper twist may be the same as the direction of the lower twist, or may be different. Since the number of twists of the strand has been described above, the description thereof is omitted.
- the twisting yarn method for example, a ring method and a flyer method are used, and a flyer method is preferably used.
- the cord is wound while being tensioned. Thereby, the elongation of the obtained cord is suppressed, and the number of driven wires can be increased by reducing the apparent diameter. As a result, the load per cord is reduced, so that the fraying resistance can be further improved.
- the number of driven-in is the number of rubber reinforcing cords that can be placed inside the rubber product. For example, when a rubber reinforcing cord is placed inside a belt having a predetermined width, It is the number of rubber reinforcing cords that can be placed.
- step (II) after supplying the second treatment agent for forming the second film on the cord obtained in step (I), a tension of 10 to 300 N is applied to the cord in the longitudinal direction of the cord. Meanwhile, the second treatment agent on the cord is dried. Thereby, the 2nd film provided in the outer side rather than the 1st film is formed. The second film may be formed directly on the first film.
- a tight rubber reinforcing cord can be obtained by drying the second treatment agent on the cord in a state where the tension in the above range is applied to the cord in the longitudinal direction of the cord. This is because high tension is applied and the effect of tightening the rubber reinforcing cord is great.
- the tension and heat within the above range are applied at the same time, so that the tightening effect of the rubber reinforcing cord is further increased.
- the tightened rubber reinforcing cord further increases the bonding strength between the filaments and / or the strands, so that the fray resistance is further improved.
- the elongation of the obtained cord is suppressed, and the number of driven wires can be increased by reducing the apparent diameter. As a result, the load per cord is reduced. This also leads to further improvement of the fray resistance.
- the tension applied to the cord when drying the second treatment agent on the cord is preferably 10 N or more, and more preferably 40 N or more, in order to further improve the fray resistance.
- the tension applied to the cord is preferably 300 N or less, and more preferably 200 N or less from the viewpoint of the tensile strength of the cord.
- the rubber product of the present embodiment is a rubber product reinforced with the rubber reinforcing cord of the present embodiment. That is, the rubber product of the present embodiment includes a rubber composition (matrix rubber) and the rubber reinforcing cord of the present embodiment embedded in the rubber composition.
- the rubber product is not particularly limited. Examples of rubber products of the present embodiment include automobile and bicycle tires, transmission belts, and the like. Examples of the transmission belt include a meshing transmission belt and a friction transmission belt. Examples of the meshing transmission belt include a toothed belt represented by an automobile timing belt and the like. Examples of the friction transmission belt include a flat belt, a round belt, a V belt, a V-ribbed belt, and the like. That is, the rubber product of the present embodiment may be a toothed belt, a flat belt, a round belt, a V belt, or a V-ribbed belt.
- the rubber product of the present embodiment is formed by embedding the rubber reinforcing cord of the present embodiment in a rubber composition.
- the method for embedding the rubber reinforcing cord in the matrix rubber is not particularly limited, and a known method may be applied. Therefore, the rubber product of the present embodiment has high bending fatigue resistance and durability. Therefore, the rubber product of the present embodiment is particularly suitable for applications such as a timing belt for a vehicle engine.
- the type of rubber of the matrix rubber is not particularly limited, and may be chloroprene rubber, chlorosulfonated polyethylene rubber, ethylene propylene rubber, hydrogenated nitrile rubber, or the like.
- the hydrogenated nitrile rubber may be a hydrogenated nitrile rubber in which a zinc acrylate derivative (for example, zinc methacrylate) is dispersed. From the viewpoint of water resistance and oil resistance, it is preferably at least one selected from hydrogenated nitrile rubber and hydrogenated nitrile rubber in which a zinc acrylate derivative is dispersed.
- the matrix rubber may further contain a carboxyl-modified hydrogenated nitrile rubber.
- the toothed belt 1 shown in FIG. 1 includes a belt main body 11 and a plurality of rubber reinforcing cords 12.
- the belt body 11 includes a belt portion 13 and a plurality of tooth portions 14 protruding from the belt portion 13 at regular intervals.
- the rubber reinforcing cord 12 is embedded in the belt portion 13 so as to be parallel to the longitudinal direction of the belt portion 13.
- the rubber reinforcing cord 12 is the rubber reinforcing cord of the present embodiment.
- Treatment agent A having the composition shown in Table 1 below was applied to the obtained filament bundle. Then, the coating film of the processing agent A on the filament bundle was dried by heat treatment at 200 ° C. for 120 seconds to form a first coating film.
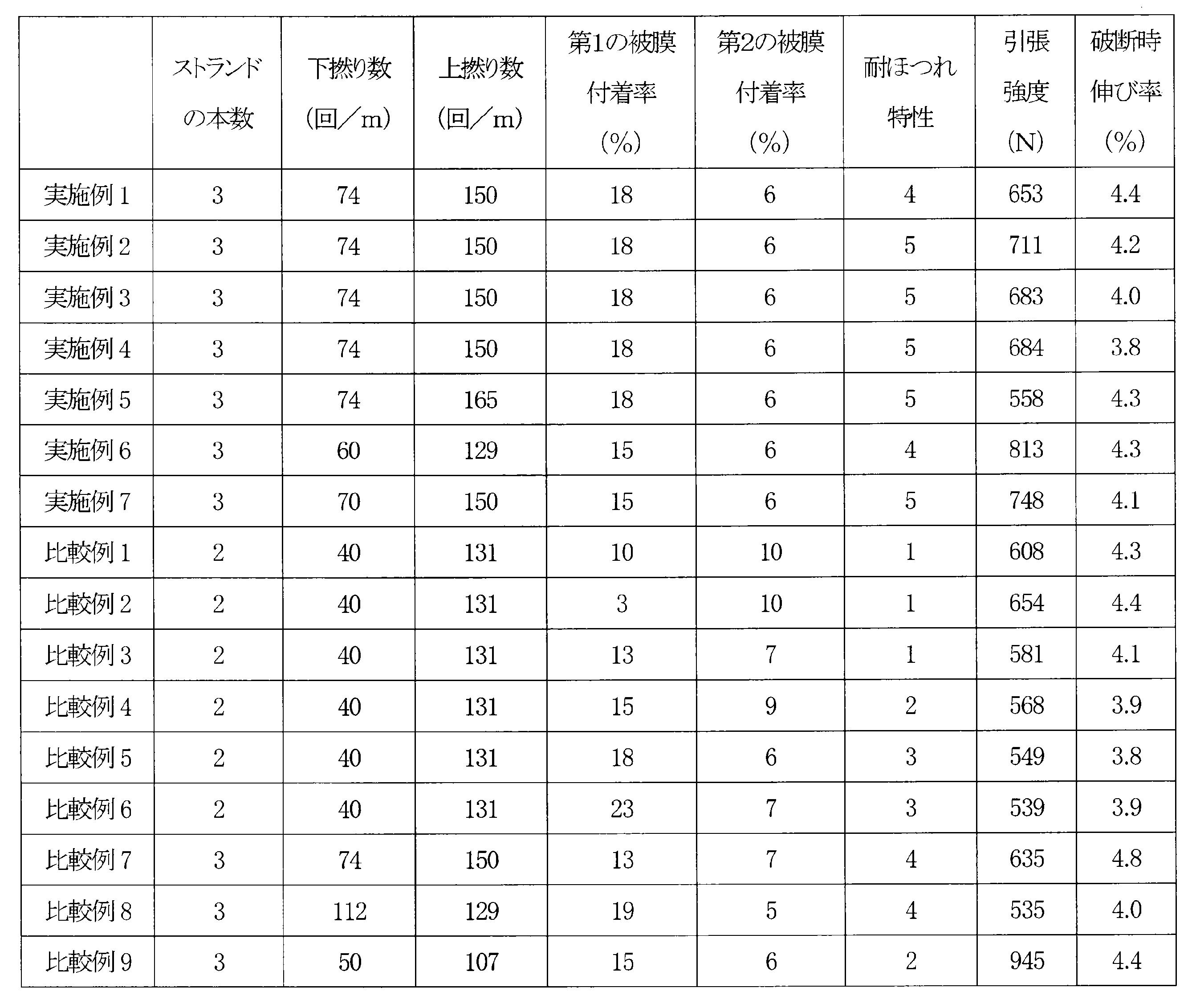
- the filament bundle (strand) on which the first film was formed was twisted in one direction with the number of twists shown in Table 3 (primary twist in the Z direction). Three strands of the lower twist were bundled and twisted in the same direction as the lower twist direction with the number of upper twists shown in Table 3 (up twist in the Z direction).
- a treatment agent B (second treatment agent) having the composition shown in Table 2 below is applied on the first coating and dried.
- a second film was formed. Further, in the step of forming the second film, tension was applied in the longitudinal direction of the cord between the time before applying the treatment agent for forming the second film and the time after drying.
- Comparative Examples 1 to 6 The rubber reinforcing cords of Comparative Examples 1 to 6 were produced in accordance with the rubber reinforcing cord manufacturing method of Examples 1 to 7 described above except that two strands were twisted and twisted. .
- Table 3 shows the number of lower twists and the number of upper twists of the rubber reinforcing cords of Comparative Examples 1 to 6.
- Comparative Examples 7 to 9 The rubber reinforcing cords of Comparative Examples 7 to 9 were produced in accordance with the rubber reinforcing cord manufacturing methods of Examples 1 to 7 described above. Table 3 shows the numbers of lower twists and upper twists of the rubber reinforcing cords of Comparative Examples 7 to 9.
- the rubber reinforcing cords of the examples and comparative examples were cut into a length of 200 mm to obtain samples of the examples and comparative examples.
- the sample is placed on the surface of a sheet-like (25 mm ⁇ 200 mm ⁇ 3 mm thick) matrix rubber precursor (the type of rubber is an H-NBR system), and the sample longitudinal direction and the long side direction of the matrix rubber precursor coincide. And it arrange
- another sheet-like matrix rubber precursor having the same size as the matrix rubber precursor was further stacked on the matrix rubber precursor so as to sandwich the sample arranged as described above.
- the pair of precursors sandwiching the sample was hot-pressed from both sides at 150 ° C. for 20 minutes.
- a vulcanizing agent was contained in the matrix rubber precursor, and the rubber rubber was vulcanized by hot pressing, and a rubber sample in which a sample of a rubber reinforcing cord using aramid fibers was embedded was produced.
- the produced rubber sample was cut in a direction parallel to the length direction of the sample using a cutting machine, and the state of the end face was visually evaluated. Evaluation is made in 5 stages, the state where the cut surface is smooth and the aramid fibers are not frayed by the cut surface is “5”, the state where the cut surface is smooth but several aramid fibers are frayed by the cut surface “4”, the cut surface is smooth, but several aramid fibers are frayed by the cut surface, and there is a crack between the strands, “3”, the cut surface is smooth, but dozens of aramid fibers are “2” is the state where the flaws protrude from the cut surface, or there are cracks between the strands and protrudes from the cut surface in units of strands, and “1” is the state where the smoothness of the cut surface is not obtained. did. The results are shown in Table 3.
- [Adhesion rate of first film] The mass of the filament bundle of each Example and Comparative Example and the mass of the filament bundle (strand) on which the first coating was formed were measured, and the mass of the first coating was calculated from these measurement results. From the mass of the first coating and the mass of the filament bundle, the ratio of the mass of the first coating to the mass of the filament bundle was calculated and used as the adhesion rate of the first coating. The results are shown in Table 3.
- Adhesion rate of second coating For the rubber reinforcing cords of each of the examples and comparative examples, the mass of the cord before the second coating is formed (the cord in a state where three or two strands are bundled and subjected to the upper twist), The mass of the cord after the formation of the second coating was measured, and the mass of the second coating was calculated from these measurement results. From the mass of the second coating and the mass of the cord before the second coating is formed, the ratio of the mass of the second coating to the mass of the cord before the second coating is formed is calculated. It was set as the adhesion rate of 2 films. The results are shown in Table 3.
- the rubber reinforcing cords of Examples 1 to 7 had an anti-fraying property of “4” or more, and had excellent anti-fraying properties. Further, the rubber reinforcing cords of Examples 1 to 7 had a tensile strength of 550 N or more and an elongation at break of 4.5% or less, and had high tensile properties and excellent elongation resistance at the same time. In contrast, the rubber reinforcing cords of Comparative Examples 1 to 9 have excellent fraying resistance of “3” or less, tensile strength of less than 550 N, and / or elongation at break of over 4.5%. The fray resistance, high tensile strength and excellent elongation resistance could not all be provided at the same time.
- the present invention can be used for a rubber reinforcing cord for reinforcing a rubber product and a rubber product using the same.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract
Description
ゴム製品を補強するためのゴム補強用コードであって、
前記ゴム補強用コードは、少なくとも3本のストランドを備え、
前記ストランドは、少なくとも1つのフィラメント束と、前記フィラメント束の少なくとも表面の一部を覆うように設けられた第1の被膜と、を含んでおり、
前記フィラメント束は、実質的にアラミド繊維フィラメントからなり、
前記第1の被膜の質量が、前記フィラメント束の質量に対し14~25%の範囲内であり、
前記ストランドは、下撚り数50~100回/mで下撚りされており、
下撚りされた前記ストランドが少なくとも3本束ねられて、上撚り数120~200回/mで上撚りされている、
ゴム補強用コードを提供する。
(I)複数のフィラメントを束ねて前記フィラメント束を作製し、前記フィラメント束の少なくとも表面に前記第1の被膜を形成して前記ストランドを作製し、前記ストランドを下撚り数50~100回/mで下撚りし、下撚りされた前記ストランドを少なくとも3本束ねて、上撚り数120~200回/mで上撚りする。
本実施形態のゴム補強用コードは、ゴム製品を補強するためのコードである。このゴム補強用コードは、少なくとも3本のストランドを備えている。ゴム補強用コードに含まれるストランドは、それぞれ、少なくとも1つのフィラメント束と、フィラメント束の少なくとも表面の一部を覆うように設けられた第1の被膜と、を含んでいる。フィラメント束は、実質的にアラミド繊維フィラメントからなる。第1の被膜の質量は、フィラメント束の質量に対し14~25%の範囲内である。ゴム補強用コードに含まれるストランドは、それぞれ、下撚り数50~100回/mで下撚りされている。下撚りされたストランドが少なくとも3本束ねられて、上撚り数120~200回/mで上撚りされている。
本実施形態のゴム補強用コードの製造方法の一例を以下に説明する。なお、本実施形態のゴム補強用コードについて上記で説明した事項は以下の製造方法に適用できるため、重複する説明を省略する場合がある。また、以下の製造方法で説明した事項は、本実施形態のゴム補強用コードに適用できる。以下の例では、工程(I)及び(II)を含むゴム補強用コードの製造方法を説明するが、第2の被膜が設けられないゴム補強用コードを製造する場合は、工程(II)は実施されなくてよい。
(I)複数のフィラメントを束ねてフィラメント束を作製し、フィラメント束の少なくとも表面の一部に第1の処理剤を供給して乾燥させることによって、前記フィラメント束の表面上に第1の被膜が形成されたストランドを作製し、前記ストランドを下撚り数50~100回/mで下撚りし、下撚りされた前記ストランドを少なくとも3本束ねて、上撚り数120~200回/mで上撚りする。
(II)前記工程(I)で得られたコード上に第2の処理剤を供給し、前記第2の処理剤が供給された前記コードに対して当該コードの長手方向に10~300Nの張力を付加した状態で、前記コード上の前記第2の処理剤を乾燥させて、前記第1の被膜よりも外側に第2の被膜を形成する。
本実施形態のゴム製品は、本実施形態のゴム補強用コードで補強されたゴム製品である。すなわち、本実施形態のゴム製品は、ゴム組成物(マトリックスゴム)と、ゴム組成物に埋め込まれた本実施形態のゴム補強用コードとを含む。ゴム製品は、特に限定はない。本実施形態のゴム製品の例には、自動車や自転車のタイヤ、及び、伝動ベルトなどが含まれる。伝動ベルトの例には、噛み合い伝動ベルトや摩擦伝動ベルトなどが含まれる。噛み合い伝動ベルトの例には、自動車用タイミングベルトなどに代表される歯付きベルトが含まれる。摩擦伝動ベルトの例には、平ベルト、丸ベルト、Vベルト、Vリブドベルトなどが含まれる。すなわち、本実施形態のゴム製品は、歯付ベルト、平ベルト、丸ベルト、Vベルト、又はVリブドベルトであってもよい。
(実施例1~7)
まず、無撚りのアラミド繊維フィラメント1000本を束ねて、フィラメント束を作製した。アラミド繊維フィラメントには、帝人社製テクノーラ1670dtexを用いた。
下撚りされたストランドを2本束ねて上撚りした点以外は、上記の実施例1~7のゴム補強用コードの製造方法に沿って、比較例1~6のゴム補強用コードが作製された。なお、比較例1~6のゴム補強用コードについて、下撚り数及び上撚り数は、それぞれ表3に示されている。
上記の実施例1~7のゴム補強用コードの製造方法に沿って、比較例7~9のゴム補強用コードが作製された。なお、比較例7~9のゴム補強用コードについて、下撚り数及び上撚り数は、それぞれ表3に示されている。


ゴム補強用コードの耐ほつれ特性は、以下のような方法で評価された。
各実施例及び比較例のゴム補強用コードの引張強度は、オートグラフ(島津製作所製、AG-10KNI型)にゴム補強用コードをセットして引張速度250mm/分で引っ張り、ゴム補強用コードが破断した時の荷重を測定することにより求めた。また、ゴム補強用コードが破断した際のゴム補強用コードの伸び率を、ゴム補強用コードの破断時の伸び率とした。結果は表3に示されている。
各実施例及び比較例のフィラメント束の質量と、第1の被膜が形成されたフィラメント束(ストランド)の質量とを測定し、これらの測定結果から第1の被膜の質量を算出した。第1の被膜の質量とフィラメント束の質量とから、フィラメント束の質量に対する第1の被膜の質量の割合を算出し、第1の被膜の付着率とした。結果は表3に示されている。
各実施例及び比較例のゴム補強用コードについて、第2の被膜が形成される前のコード(3本又は2本のストランドを束ねて上撚りがかけられた状態のコード)の質量と、第2の被膜が形成された後のコードとの質量とを測定し、これらの測定結果から第2の被膜の質量を算出した。第2の被膜の質量と第2の被膜が形成される前のコードの質量とから、第2の被膜が形成される前のコードの質量に対する第2の被膜の質量の割合を算出し、第2の被膜の付着率とした。結果は表3に示されている。
Claims (8)
- ゴム製品を補強するためのゴム補強用コードであって、
前記ゴム補強用コードは、少なくとも3本のストランドを備え、
前記ストランドは、少なくとも1つのフィラメント束と、前記フィラメント束の少なくとも表面の一部を覆うように設けられた第1の被膜と、を含んでおり、
前記フィラメント束は、実質的にアラミド繊維フィラメントからなり、
前記第1の被膜の質量が、前記フィラメント束の質量に対し14~25%の範囲内であり、
前記ストランドは、下撚り数50~100回/mで下撚りされており、
下撚りされた前記ストランドが少なくとも3本束ねられて、上撚り数120~200回/mで上撚りされている、
ゴム補強用コード。 - 前記第1の被膜が、レゾルシノール樹脂と、レゾルシンを除くフェノール類-ホルムアルデヒド縮合物と、ゴム成分とを含む、
請求項1に記載のゴム補強用コード。 - 前記ゴム成分が、クロロスルホン化ポリエチレンゴム、ニトリルゴム、水素化ニトリルゴム、カルボキシル変性ニトリルゴム及びカルボキシル変性水素化ニトリルゴムからなる群より選ばれる少なくとも1つを含む、
請求項2に記載のゴム補強用コード。 - 前記ゴム成分が、カルボキシル変性水素化ニトリルゴムを含む、
請求項3に記載のゴム補強用コード。 - 前記第1の被膜よりも外側に設けられた第2の被膜をさらに含む、
請求項1~4のいずれか1項に記載のゴム補強用コード。 - ゴム補強用コードの製造方法であって、
前記ゴム補強用コードは請求項1~5のいずれか1項に記載のゴム補強用コードであり、
前記製造方法は、以下の工程(I)を含む:
(I)複数のフィラメントを束ねて前記フィラメント束を作製し、前記フィラメント束の少なくとも表面の一部に第1の処理剤を供給して乾燥させることによって、前記フィラメント束の表面上に前記第1の被膜が形成された前記ストランドを作製し、前記ストランドを下撚り数50~100回/mで下撚りし、下撚りされた前記ストランドを少なくとも3本束ねて、上撚り数120~200回/mで上撚りする。 - 請求項1~5のいずれか1項に記載のゴム補強用コードで補強されたゴム製品。
- マトリックスゴムと、前記マトリックスゴムに埋設された前記ゴム補強用コードと、を含むゴムベルトである、
請求項7に記載のゴム製品。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19770909.0A EP3770309B1 (en) | 2018-03-19 | 2019-03-12 | Cord for rubber reinforcement, method for producing same, and rubber product |
| BR112020016909-9A BR112020016909B1 (pt) | 2018-03-19 | 2019-03-12 | Cordão de reforço de borracha, método para produção do mesmo, e produto de borracha |
| JP2019536618A JP6603008B1 (ja) | 2018-03-19 | 2019-03-12 | ゴム補強用コード及びその製造方法、並びにゴム製品 |
| CN201980019729.4A CN111868318B (zh) | 2018-03-19 | 2019-03-12 | 橡胶增强用线及其制造方法、以及橡胶制品 |
| US16/975,983 US20210040682A1 (en) | 2018-03-19 | 2019-03-12 | Rubber-reinforcing cord, method for producing the same, and rubber product |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-050533 | 2018-03-19 | ||
| JP2018050533 | 2018-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019181654A1 true WO2019181654A1 (ja) | 2019-09-26 |
Family
ID=67986403
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/010052 Ceased WO2019181654A1 (ja) | 2018-03-19 | 2019-03-12 | ゴム補強用コード及びその製造方法、並びにゴム製品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20210040682A1 (ja) |
| EP (1) | EP3770309B1 (ja) |
| JP (1) | JP6603008B1 (ja) |
| CN (1) | CN111868318B (ja) |
| WO (1) | WO2019181654A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230076730A1 (en) * | 2021-08-18 | 2023-03-09 | Gates Corporation | Toothed power transmission belt for use in oil |
| JP7590225B2 (ja) | 2020-04-30 | 2024-11-26 | 株式会社ブリヂストン | 接着剤組成物、有機繊維コード‐ゴム複合体及びタイヤ |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022004835A1 (ja) * | 2020-07-03 | 2022-01-06 | バンドー化学株式会社 | 伝動ベルト |
| DE102020216256A1 (de) * | 2020-12-18 | 2022-06-23 | Contitech Antriebssysteme Gmbh | Hochleistungszahnriemen aus EPDM |
| DE102021124356A1 (de) | 2021-09-21 | 2023-03-23 | Voith Patent Gmbh | Pressmantel mit als Zwirnen ausgebildeten Verstärkungsfäden |
| CN115388132A (zh) * | 2022-07-12 | 2022-11-25 | 无锡市贝尔特胶带有限公司 | 一种农业机械用联组带 |
| IT202200015111A1 (it) * | 2022-07-19 | 2024-01-19 | Dayco Europe Srl | Cinghia di trasmissione di potenza e relativo sistema di trasmissione |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62251201A (ja) * | 1986-04-23 | 1987-11-02 | Bridgestone Corp | 重荷重用空気入りラジアルタイヤ |
| JPS632701A (ja) * | 1986-06-23 | 1988-01-07 | Bridgestone Corp | 重荷重用ラジアルタイヤ |
| JPH01118639A (ja) * | 1987-10-29 | 1989-05-11 | Yokohama Rubber Co Ltd:The | ゴム補強用複合コード |
| JPH06207380A (ja) * | 1993-01-13 | 1994-07-26 | Teijin Ltd | 芳香族ポリアミド繊維の処理方法 |
| JPH08150809A (ja) * | 1994-11-29 | 1996-06-11 | Bridgestone Corp | 空気入りラジアルタイヤ |
| JP2001080316A (ja) * | 1999-07-12 | 2001-03-27 | Bridgestone Corp | 重荷重用空気入りラジアルタイヤ |
| WO2005098123A1 (ja) * | 2004-03-30 | 2005-10-20 | Nippon Sheet Glass Company, Limited | コード被覆用組成物、それを用いたゴム補強用コード、およびそれを用いたゴム製品 |
| JP2010001570A (ja) | 2006-10-03 | 2010-01-07 | Nippon Sheet Glass Co Ltd | ゴムベルト補強用アラミド繊維コードとその製造方法ならびにこれを用いたゴムベルト |
| WO2015098105A1 (ja) | 2013-12-25 | 2015-07-02 | 日本板硝子株式会社 | ゴム補強用コードを形成するための水性処理剤、これを用いて形成されたゴム補強用コードおよびその製造方法、および、このゴム補強用コードを用いたゴム製品 |
| JP2016223057A (ja) * | 2015-05-27 | 2016-12-28 | 三ツ星ベルト株式会社 | 伝動ベルト用心線の製造方法及び伝動ベルトの製造方法並びに処理剤 |
| WO2017183660A1 (ja) * | 2016-04-21 | 2017-10-26 | 日本板硝子株式会社 | ゴム補強用コード及びそれを用いたゴム製品 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5757734A (en) * | 1980-09-25 | 1982-04-07 | Yokohama Rubber Co Ltd:The | Highly hard elastomer composition |
| US5595284A (en) * | 1995-05-26 | 1997-01-21 | The Yokohama Rubber Co. Ltd. | Conveyor belt |
| CA2304501A1 (en) * | 2000-04-10 | 2001-10-10 | Bayer Inc. | Process for hydrogenating carboxylated nitrile rubber, the hydrogenated rubber and its uses |
| TW555803B (en) * | 2001-02-13 | 2003-10-01 | Taoka Chemical Company Ltd | Resin cross-linking agent and cross-linked rubber obtained from the same |
| JP4018460B2 (ja) * | 2002-06-10 | 2007-12-05 | 日本板硝子株式会社 | ゴム補強用コードおよびそれを含有するゴム製品 |
| EP1371618B1 (en) * | 2002-06-14 | 2014-01-22 | OCV Intellectual Capital, LLC | Fiber for reinforcing rubber products and process for its production |
| CA2589578C (en) * | 2004-06-28 | 2013-02-26 | Mitsuharu Akiyama | Cord for reinforcing rubber, method of manufacturing the cord, and rubber product using the cord |
| WO2007063686A1 (ja) * | 2005-11-09 | 2007-06-07 | Nippon Sheet Glass Company, Limited | ゴム補強用コード |
| DE602007000480D1 (de) * | 2006-03-31 | 2009-03-05 | Sumitomo Rubber Ind | Gummizusammensetzung für Beschichtungskord |
| US20110305829A1 (en) * | 2010-06-15 | 2011-12-15 | Dany Michiels | Tacky Finish and Textile Materials and Articles Treated Therewith |
| WO2015166310A1 (en) * | 2014-05-02 | 2015-11-05 | Dayco Europe S.R.L. | Transmission belt and associated transmission system |
| WO2017010098A1 (ja) * | 2015-07-15 | 2017-01-19 | 日本板硝子株式会社 | ゴム補強用コードおよびそれを用いたゴム製品 |
| CN105754216A (zh) * | 2016-03-15 | 2016-07-13 | 嘉兴北化高分子助剂有限公司 | 一种间苯二酚橡胶粘合剂母胶粒及其制备方法 |
-
2019
- 2019-03-12 CN CN201980019729.4A patent/CN111868318B/zh active Active
- 2019-03-12 WO PCT/JP2019/010052 patent/WO2019181654A1/ja not_active Ceased
- 2019-03-12 EP EP19770909.0A patent/EP3770309B1/en active Active
- 2019-03-12 JP JP2019536618A patent/JP6603008B1/ja active Active
- 2019-03-12 US US16/975,983 patent/US20210040682A1/en not_active Abandoned
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62251201A (ja) * | 1986-04-23 | 1987-11-02 | Bridgestone Corp | 重荷重用空気入りラジアルタイヤ |
| JPS632701A (ja) * | 1986-06-23 | 1988-01-07 | Bridgestone Corp | 重荷重用ラジアルタイヤ |
| JPH01118639A (ja) * | 1987-10-29 | 1989-05-11 | Yokohama Rubber Co Ltd:The | ゴム補強用複合コード |
| JPH06207380A (ja) * | 1993-01-13 | 1994-07-26 | Teijin Ltd | 芳香族ポリアミド繊維の処理方法 |
| JPH08150809A (ja) * | 1994-11-29 | 1996-06-11 | Bridgestone Corp | 空気入りラジアルタイヤ |
| JP2001080316A (ja) * | 1999-07-12 | 2001-03-27 | Bridgestone Corp | 重荷重用空気入りラジアルタイヤ |
| WO2005098123A1 (ja) * | 2004-03-30 | 2005-10-20 | Nippon Sheet Glass Company, Limited | コード被覆用組成物、それを用いたゴム補強用コード、およびそれを用いたゴム製品 |
| JP2010001570A (ja) | 2006-10-03 | 2010-01-07 | Nippon Sheet Glass Co Ltd | ゴムベルト補強用アラミド繊維コードとその製造方法ならびにこれを用いたゴムベルト |
| WO2015098105A1 (ja) | 2013-12-25 | 2015-07-02 | 日本板硝子株式会社 | ゴム補強用コードを形成するための水性処理剤、これを用いて形成されたゴム補強用コードおよびその製造方法、および、このゴム補強用コードを用いたゴム製品 |
| JP2016223057A (ja) * | 2015-05-27 | 2016-12-28 | 三ツ星ベルト株式会社 | 伝動ベルト用心線の製造方法及び伝動ベルトの製造方法並びに処理剤 |
| WO2017183660A1 (ja) * | 2016-04-21 | 2017-10-26 | 日本板硝子株式会社 | ゴム補強用コード及びそれを用いたゴム製品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3770309A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7590225B2 (ja) | 2020-04-30 | 2024-11-26 | 株式会社ブリヂストン | 接着剤組成物、有機繊維コード‐ゴム複合体及びタイヤ |
| US20230076730A1 (en) * | 2021-08-18 | 2023-03-09 | Gates Corporation | Toothed power transmission belt for use in oil |
| US12264723B2 (en) * | 2021-08-18 | 2025-04-01 | Gates Corporation | Toothed power transmission belt for use in oil |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6603008B1 (ja) | 2019-11-06 |
| EP3770309A4 (en) | 2021-12-15 |
| EP3770309B1 (en) | 2023-08-09 |
| CN111868318A (zh) | 2020-10-30 |
| CN111868318B (zh) | 2022-08-05 |
| JPWO2019181654A1 (ja) | 2020-04-30 |
| US20210040682A1 (en) | 2021-02-11 |
| BR112020016909A2 (pt) | 2020-12-15 |
| EP3770309A1 (en) | 2021-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6603008B1 (ja) | ゴム補強用コード及びその製造方法、並びにゴム製品 | |
| JP6542131B2 (ja) | ゴム補強用コードを形成するための水性処理剤、これを用いて形成されたゴム補強用コードおよびその製造方法、および、このゴム補強用コードを用いたゴム製品 | |
| CN1969083B (zh) | 橡胶加强用软线及其制造方法以及使用该软线的橡胶产品 | |
| CN110770388B (zh) | 橡胶增强用线和使用其的橡胶制品 | |
| US11945948B2 (en) | Rubber-reinforcing cord and rubber product including same | |
| JP4328354B2 (ja) | コード被覆用組成物、それを用いたゴム補強用コード、およびそれを用いたゴム製品 | |
| JP5730645B2 (ja) | アラミド心線及び動力伝動用ベルト | |
| JP6265917B2 (ja) | ゴム製品を補強するための炭素繊維コードおよびそれを用いたゴム製品 | |
| US20040219359A1 (en) | Coated glass fibers for reinforcing rubber | |
| JP5653772B2 (ja) | アラミド心線及び動力伝動用ベルト | |
| WO2008041574A1 (fr) | Cordon de fibre d'aramide pour renforcer une courroie en caoutchouc, procédé de fabrication de celui-ci et courroie en caoutchouc utilisant ledit cordon | |
| BR112020016909B1 (pt) | Cordão de reforço de borracha, método para produção do mesmo, e produto de borracha | |
| JP7448342B2 (ja) | ゴム補強用複合コードおよびそれを用いた伝動ベルト | |
| JP6247799B1 (ja) | ゴム補強用コードの製造方法、ゴム補強用コード及びゴム製品 | |
| WO2023190094A1 (ja) | ゴム補強用コード | |
| JP5781417B2 (ja) | アラミド心線及び動力伝動用ベルト | |
| JP2012219412A (ja) | アラミド心線及び動力伝動用ベルト | |
| WO2018146832A1 (ja) | ゴム補強用コードの製造方法、ゴム補強用コード及びゴム製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019536618 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19770909 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112020016909 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2019770909 Country of ref document: EP Effective date: 20201019 |
|
| ENP | Entry into the national phase |
Ref document number: 112020016909 Country of ref document: BR Kind code of ref document: A2 Effective date: 20200819 |