WO2021024704A1 - PROCÉDÉ DE COULÉE D'ALLIAGE À BASE DE Ti-AL - Google Patents
PROCÉDÉ DE COULÉE D'ALLIAGE À BASE DE Ti-AL Download PDFInfo
- Publication number
- WO2021024704A1 WO2021024704A1 PCT/JP2020/027164 JP2020027164W WO2021024704A1 WO 2021024704 A1 WO2021024704 A1 WO 2021024704A1 JP 2020027164 W JP2020027164 W JP 2020027164W WO 2021024704 A1 WO2021024704 A1 WO 2021024704A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- casting
- ingot
- crucible
- based alloy
- molten metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/06—Casting non-ferrous metals with a high melting point, e.g. metallic carbides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/002—Castings of light metals
- B22D21/005—Castings of light metals with high melting point, e.g. Be 1280 degrees C, Ti 1725 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/02—Casting exceedingly oxidisable non-ferrous metals, e.g. in inert atmosphere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/15—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting by using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D7/00—Casting ingots, e.g. from ferrous metals
- B22D7/005—Casting ingots, e.g. from ferrous metals from non-ferrous metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
Definitions
- the present invention relates to a method for casting a Ti—Al base alloy capable of accurately controlling the Al concentration.
- An induction melting furnace (CCIM: cold crucible induction melting device) using a water-cooled copper crucible is suitable for melting a Ti—Al-based alloy having a high melting point because impurities are hardly mixed in the molten metal from the melting atmosphere and the crucible. ing. Further, in the induction melting furnace, if the raw material is smaller than the crucible size, it can be melted in the furnace regardless of the shape, so that the material such as scrap can be effectively used as the raw material.
- CCIM cold crucible induction melting device
- the electromagnetic induction that causes heating in the induction melting furnace also generates an electromagnetic repulsive force that stirs the molten metal, it is possible to maintain the homogeneity of the components in the molten metal by stirring by the electromagnetic repulsive force. Therefore, casting of a Ti—Al-based alloy using an induction melting furnace can obtain a high-quality ingot with a high yield as compared with an ingot of a Ti—Al-based alloy that requires a high yield due to the high raw material cost. It is said to be an effective method for this.
- Patent Document 1 is a method for casting an active metal in an induction melting furnace using a water-cooled copper pit, in which the molten metal is poured into a mold from a hot water outlet provided at the bottom of the pit to cast an ingot of the active metal.
- the ingot has a diameter of 10 mm or more, the ratio (H / D) of the ingot height H to the ingot diameter D is 1.5 or more, and the weight of the molten metal discharged in the casting is 200 kg or less.
- the temperature of the molten metal at the time of casting is set higher than the melting point of the active metal, and the opening diameter of the outlet is adjusted so that the casting proceeds in the mold.
- a method for casting an active metal in which the casting is performed while controlling the casting speed V (mm / sec), which is the speed, to V ⁇ 0.1H in relation to the ingot height H.
- Patent Document 1 casting close to one-way solidification is possible by adjusting the casting speed, and in active metals such as Ti—Al base alloys, the occurrence of shrinkage cavities is suppressed and the yield is up to 86%. It is feasible.
- Patent Document 1 focuses on the casting speed as a factor that can be controlled in actual operation, and discloses a very effective method for obtaining a high yield.
- defects in the shape such as shrinkage cavities
- there are also defects in the composition such that the concentration of Al is out of the standard range in the criteria for judging the quality of the product in actual manufacturing.
- the yield is evaluated by the ratio of shrinkage cavities of the slab, how the Al concentration in the slab changed due to the influence of segregation of Al, in other words, the Al concentration. No consideration has been given to compositional defects, and no knowledge has been obtained regarding dissolution conditions that can control the Al concentration.
- the quality of Ti—Al-based alloy castings is required to improve the overall required quality in consideration of not only the shape but also the defects in the composition, and it is important to control the Al concentration accurately. ing.
- the present invention has been made in view of the above-mentioned problems, and the Al concentration can be controlled with high accuracy, and the overall quality considering not only the shape but also the defect of the composition can be greatly improved. It is an object of the present invention to provide a casting method of.
- the method for casting a Ti—Al based alloy of the present invention takes the following technical means. That is, in the method for casting a Ti—Al based alloy of the present invention, in an induction melting furnace using a water-cooled copper pit, molten metal is discharged from a hot water outlet provided at the bottom of the pit into a mold to form a Ti—Al based alloy.
- This is a method for casting a Ti—Al base alloy for casting the ingot of the above, in which the degree of vacuum in the induction melting furnace at the time of melting or casting the Ti—Al base alloy is within the range of 80 to 700 torr. It is characterized in that the Al concentration of the cast ingot is within ⁇ 1.0 mass% with respect to the target value.
- the Al concentration of the cast product can be controlled with high accuracy, and the overall quality considering not only the defect related to the shape of the cast product but also the defect related to the composition is greatly improved. Can be made to.
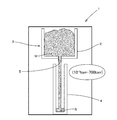
- FIG. 1 is a schematic view showing a casting facility used in the method for casting a Ti—Al based alloy of the present embodiment.
- FIG. 2 is a diagram showing the relationship between the degree of vacuum in the furnace and the evaporation rate of Al from the molten metal.
- FIG. 3 is a diagram showing the relationship between the degree of vacuum in the furnace and the number of gas defects.
- the method for casting a Ti-Al-based alloy of the present embodiment is fine by pouring molten metal M in which a titanium-aluminum-based alloy (Ti-Al-based alloy) having an active high melting point is dissolved into a mold 4 and casting.
- Ti-Al-based alloy titanium-aluminum-based alloy
- a diameter ingot S (ingot) is manufactured.
- Ti-Al base alloys can be considered, but if it is an alloy used in aircraft parts, it is a Ti-3Al-2.5V alloy, Ti-6Al-6V-2Sn-0.5Fe-.
- 0.5Cu alloy Ti-3Al-10V-2Fe alloy, Ti-5Al-5V-5Mo-3Cr-0.5Fe alloy, Ti-3Al-8V-6Cr-4Mo-4Zr alloy, Ti-3Al-15V-3Cr- 3Sn alloy, Ti-6Al-4V alloy, Ti-3Al-15Mo-2.7Nb-0.2Si alloy, Ti-5Al-2Sn-2Zr-4Mo-4Cr alloy, Ti-6Al-2Sn-4Zr-6Mo alloy, Ti -6Al-2Sn-4Zr-2Mo alloy, Ti-6Al-5Zr-0.5Mo-0.25Si alloy, Ti-5.5Al-3.5Sn-3Zr-1Nb-0.25Mo-0.3Si alloy, Ti- Alloys such as 5.8Al-4Sn-3.5Zr-0.7Nb-0.5Mo-0.35Si-0.06C alloy are used.
- the casting equipment 1 used in the method for casting the Ti—Al based alloy of the present embodiment includes an induction melting furnace 3 using a water-cooled copper crucible 2 and a mold 4 into which the molten metal M discharged from the bottom of the crucible 2 is injected. And have.
- the molten metal M is discharged from the bottom of the crucible 2 into the mold 4 to cast a small-diameter ingot S of a Ti—Al-based alloy.
- the induction melting furnace 3 and the crucible 2 and the mold 4 placed below them are housed in one container (vacuum container), and the degree of vacuum in the vacuum container is set to a predetermined value. At the same time, it is possible to cast a small-diameter ingot S of a Ti—Al-based alloy.
- the induction melting furnace 3 used in the casting facility 1 of the present embodiment generates a conductive flow inside the material to be melted and utilizes the resistance heat generation thereof, and is generally a cold crucible induction melting device (Cold Crucible Induction). It is called Melting).
- This induction melting furnace 3 melts a Ti—Al-based alloy using a water-cooled copper crucible 2, and if it is a general melting furnace, it does not use a refractory that is often used as a material constituting the crucible 2. In addition, it is made of copper. Therefore, casting using the induction melting furnace 3 is not easily affected by contamination from refractories.
- the crucible 2 used in the above-mentioned induction melting furnace 3 is formed in a bottomed tubular shape that opens upward, and can accommodate a Ti—Al-based alloy dissolved inside. It has become.
- the wall of the crucible 2 is made of copper and water-cooled as described above. If the wall of the crucible 2 is formed of such water-cooled copper, the temperature of the inner wall of the crucible 2 may rise to a predetermined temperature (for example, 250 ° C.) or higher even if the melted Ti—Al base alloy is contained. Absent.
- molten Ti—Al base alloy is put into the crucible 2 of water-cooled copper, a solidified shell called a skull is formed between the inner peripheral surface of the wall of the crucible 2 and the molten metal, and the crucible The molten metal is not contaminated from the crucible 2 by playing the role of.
- the crucible 2 of the present embodiment has a bottom hot water outlet type, and a hot water outlet 5 capable of guiding the contained Ti—Al base alloy downward is formed at the bottom of the crucible 2.
- the opening diameter of the hot water outlet 5 can be adjusted, and the amount of molten metal M guided downward can be adjusted.
- the outlet 5 may be electromagnetically or mechanically adjustable in opening diameter, or a plurality of valve members having different opening diameters may be prepared in advance and the opening diameter may be adjusted by replacing the valve members. You may do so.
- the mold 4 is formed in a bottomed cylindrical shape that opens upward.
- Various internal dimensions of the mold 4 can be considered, but when the diameter of the ingot S is D, the height of the ingot S is H, and the weight of the molten metal M is W, it falls within the following applicable range. It is desirable that the size is.
- molten metal M is discharged from the bottom of the crucible 2 into a mold 4 to cast a small diameter active metal.
- the mass S is cast.
- the small-diameter ingot S cast at this time has a diameter of 10 mm or more, and the ratio H / D of the height (H) of the ingot S to the diameter (D) of the ingot S is 1.5 or more. Casting is performed under casting conditions in which the weight of the molten metal M discharged by casting is 200 kg or less.
- a hot water outlet 5 having an adjustable opening diameter is provided at the bottom of the crucible 2, so that the temperature of the molten metal M at the time of casting is higher than the melting point of the active metal, and the hot water outlet 5 is used.
- the casting speed V (kg / sec), which is the speed at which casting proceeds in the mold 4
- V ⁇ 0.1H in relation to the height of the ingot S. This is performed to reduce the crucible inside the ingot S and improve the casting yield.
- the temperature of the molten metal M during casting is preferably 20 ° C. or higher higher than the melting point of the active metal. It is preferable to raise the temperature to 40 ° C. or higher.
- the degree of vacuum in the induction melting furnace 3 when melting or casting the Ti—Al base alloy is set within the range of 80 torr to 700 torr.
- the Al concentration of the cast product (ingot) is set to be within ⁇ 1.0 mass% with respect to the target value.
- the Al concentration described above differs between the state of being cast into a cast product (solid state) and the state of molten metal (liquid state). However, in the present embodiment, it shall be within ⁇ 1.0 mass% in both solid and liquid cases.
- the vacuum degree in the induction melting furnace 3 described above is defined in the range of 80 torr to 700 torr for the following reasons.
- the weight of the molten metal used for casting is 50 kg. It takes 15 minutes to complete casting all of this molten metal as ingot S. It goes without saying that this casting time varies depending on the diameter of the nozzle. Even during this 15-minute casting time, the Al concentration of the molten metal gradually decreases due to evaporation. However, if the amount of decrease in Al concentration lost due to evaporation is within the permissible range of fluctuation of the standard value of Al concentration, the cast product (ingot) after casting has an appropriate composition as a Ti—Al base alloy. Can be treated as a casting.
- the standard value (target value) of the Al concentration of the Ti—Al base alloy may be high or low depending on the alloy type of the cast product to be cast. However, in general, the applicant confirms that an appropriate composition as a Ti—Al base alloy can be obtained if it is kept within ⁇ 1.0 mass% with respect to the standard value of 23.3 mass% to 43.3 mass%. There is. For example, even when the standard value of Al concentration of 30 mass% is targeted, the fluctuation range of Al concentration allowed in the actual cast product is within ⁇ 1.0 mass% with respect to the standard value.
- the difference between the upper limit and the lower limit of the allowable fluctuation range with respect to the standard value, in other words, the fluctuation range of the Al concentration is obtained.
- the fluctuation range of 2.0 mass% obtained in this way is divided by the casting time of 15 minutes. This is nothing but finding the rate of change of the Al concentration so that even if the Al concentration decreases in the casting time of 15 minutes, the decrease range does not exceed the fluctuation range of the Al concentration.
- the degree of vacuum of the casting thus obtained by the experiment is 80 torr to 700 torr described above.
- the experiment for determining the range of the degree of vacuum described above will be described in detail in Examples described later.
- the degree of vacuum atmospheric pressure in the vacuum vessel
- the Ti—Al base alloy is cast in an environment where a large amount of gas is present, and the molten metal solidifies in the mold.
- the possibility of entraining the surrounding gas increases, gas defects increase, and the yield decreases.
- This gas defect is generated by entraining the gas existing in the surroundings when the molten metal solidifies in the mold 4, and is often formed on the surface layer of the mold. Therefore, the higher the degree of vacuum in the furnace during melting and casting, the less gas is involved. That is, it is possible to reduce gas defects by increasing the degree of vacuum in the furnace. When the gas defects are reduced, the amount of cutting the casting to remove the gas defects from the casting is also reduced, so that the yield of the casting can be improved.
- the composition (Al concentration) of the cast product is appropriately controlled to the standard value while suppressing the occurrence of gas defects. This makes it possible to greatly improve the overall quality in consideration of defects in composition.
- a maximum of 50 kg of a Ti—Al base alloy material (Ti-33.3Al-4.8Nb-2.55Cr (mass%)) was melted, and the molten metal obtained by the melting was used for casting. is there.
- the above-mentioned material is heated using a water-cooled copper crucible 2 and the degree of vacuum is changed in the range of 0.001 torr to 700 torr.
- the molten metal melted by heating was held inside, the Al concentration of the molten metal was measured, and the relationship between the degree of vacuum in the furnace and the Al evaporation rate was investigated. The results are shown in FIG.
- the degree of vacuum in the furnace As shown in FIG. 2, it can be seen that there is a relationship between the degree of vacuum in the furnace and the Al evaporation rate that the higher the degree of vacuum in the furnace, the lower the Al evaporation rate. Further, based on the obtained data, the Al evaporation rate is 0.13 mass% / min or less even when the degree of vacuum in the furnace is 0.001 torr, but in the case of 80 torr so that casting can be performed safely and surely. Was considered to be the lower limit of the degree of vacuum at which the Al evaporation rate was 0.13 mass% / min or less, and the control range of the degree of vacuum was set to 80 torr or more.
- hot water was actually discharged into the mold 4 to cast a cast product (ingot).
- hot water is discharged from a graphite nozzle (outlet port 5) installed at the bottom of the crucible 2 in which the molten metal is sealed, and solidified with a graphite mold 4 located below the crucible 2 for casting. went.
- This casting was also performed in an Ar atmosphere under reduced pressure, in other words, in an Ar atmosphere in which the degree of vacuum was controlled in the range of 0.001 torr to 700 torr.
- the cast product (ingot) to be produced can be changed according to the shape of the graphite mold 4, but in the present embodiment, the nozzle opening shape is rectangular or circular. Ingots were produced by casting by type. Specifically, there are two types of nozzle opening shapes, 65 mm ⁇ 65 mm and 55 mm ⁇ 55 mm in the case of a rectangle, and ⁇ 72 mm and ⁇ 50 mm in the case of a circle. When the opening shape of the nozzle is circular, a columnar ingot is obtained, and when the opening shape is rectangular, a prismatic ingot is obtained.
- the height of the ingot is between 620 mm and 1520 mm, and the casting speed of the ingot is in the range of 0.18% / s to 0.4% / s.
- the Al evaporation rate is suppressed, and an ingot whose Al concentration is controlled in the range of ⁇ 1.0 mass% with respect to the target value can be obtained.
- the applicant has confirmed.
- a Ti—Al alloy having an Al concentration target value of 33.3 mass% was cast at 80 torr by the method of the present invention, it was within ⁇ 1 mass% with respect to the target value of 33.3 mass%, which was 32.79 mass%.
- the number of gas defects per unit height of the ingot was measured for the cast products cast at a vacuum degree of 200 torr, and found to be 30 pieces / mm or less. This shows that the number of gas defects when casting under atmospheric pressure is on the order of several hundreds, but the number is significantly reduced, and the occurrence of gas defects is suppressed. ing. From the above results, in the induction melting furnace 3 using the water-cooled copper crucible 2, the molten metal is poured into the mold 4 from the hot water outlet 5 provided at the bottom of the crucible 2 to cast an ingot of a Ti—Al base alloy.
- the degree of vacuum in the induction melting furnace 3 should be within the range of 80 to 700 torr, and the Al concentration of the cast ingot should be ⁇ with respect to the target value.
- the Al concentration can be controlled with high accuracy, and the quality of the overall cast product in consideration of not only the shape but also the defect of the composition can be greatly improved.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
L'objectif de la présente invention est d'améliorer le rendement de produit non défectueux en réduisant les cavités de retrait à l'intérieur de lingots de petit diamètre, dans un procédé de coulée de métaux actifs. Selon l'invention, dans un procédé de coulée d'alliage à base de Ti-Al pour couler un lingot d'alliage à base de Ti-Al par coulée de métal fondu à partir d'un trou de coulée (5) disposé dans une partie inférieure d'un creuset en cuivre refroidi à l'eau (2), dans un four de fusion par induction (3) utilisant ledit creuset (2), dans un moule de coulée (4), le degré de vide à l'intérieur du four de fusion par induction (3) lorsque l'alliage à base de Ti-Al est fondu ou coulé est dans une plage de 80 à 700 torr, et la concentration en Al dans le lingot coulé est dans une plage de ± 1,0 % en masse d'une valeur cible.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20850248.4A EP3995227A4 (fr) | 2019-08-05 | 2020-07-10 | Procédé de coulée d'alliage à base de ti-al |
| US17/630,322 US20220250141A1 (en) | 2019-08-05 | 2020-07-10 | METHOD FOR CASTING Ti-Al BASED ALLOY |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019143776A JP2021023967A (ja) | 2019-08-05 | 2019-08-05 | Ti−Al基合金の鋳造方法 |
| JP2019-143776 | 2019-08-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021024704A1 true WO2021024704A1 (fr) | 2021-02-11 |
Family
ID=74502616
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/027164 Ceased WO2021024704A1 (fr) | 2019-08-05 | 2020-07-10 | PROCÉDÉ DE COULÉE D'ALLIAGE À BASE DE Ti-AL |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220250141A1 (fr) |
| EP (1) | EP3995227A4 (fr) |
| JP (1) | JP2021023967A (fr) |
| WO (1) | WO2021024704A1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7812711B2 (ja) * | 2022-03-30 | 2026-02-10 | 株式会社神戸製鋼所 | 合金鋳塊の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63273562A (ja) * | 1987-04-30 | 1988-11-10 | Daido Steel Co Ltd | Ti−Al合金鋳物の製造方法 |
| JPH08238553A (ja) * | 1995-03-02 | 1996-09-17 | Honda Motor Co Ltd | 指向性凝固鋳造法 |
| JP2008142717A (ja) * | 2006-12-06 | 2008-06-26 | Daido Steel Co Ltd | Ti、Ti合金、またはTiAlの造塊方法および造塊装置 |
| JP2018094628A (ja) | 2016-12-13 | 2018-06-21 | 株式会社神戸製鋼所 | 活性金属の鋳造方法 |
| WO2018110370A1 (fr) * | 2016-12-13 | 2018-06-21 | 株式会社神戸製鋼所 | Procédé de coulée pour métal actif |
| JP2019143776A (ja) | 2018-02-23 | 2019-08-29 | Ntn株式会社 | 転がり軸受 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3125393B2 (ja) * | 1991-12-06 | 2001-01-15 | 日本鋼管株式会社 | チタン−アルミニウム合金鋳造物の鋳造方法 |
| JP3125394B2 (ja) * | 1991-12-06 | 2001-01-15 | 日本鋼管株式会社 | チタン−アルミニウム合金鋳造物の鋳造方法 |
| JP4603840B2 (ja) * | 2004-09-14 | 2010-12-22 | 株式会社三社電機製作所 | 鋳造装置用チャンバ吸湿防止方法及び鋳造装置 |
| CN101133181B (zh) * | 2005-03-10 | 2012-01-25 | 株式会社爱发科 | 靶的制造方法 |
| US9381569B2 (en) * | 2013-03-07 | 2016-07-05 | Howmet Corporation | Vacuum or air casting using induction hot topping |
-
2019
- 2019-08-05 JP JP2019143776A patent/JP2021023967A/ja active Pending
-
2020
- 2020-07-10 EP EP20850248.4A patent/EP3995227A4/fr active Pending
- 2020-07-10 US US17/630,322 patent/US20220250141A1/en not_active Abandoned
- 2020-07-10 WO PCT/JP2020/027164 patent/WO2021024704A1/fr not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63273562A (ja) * | 1987-04-30 | 1988-11-10 | Daido Steel Co Ltd | Ti−Al合金鋳物の製造方法 |
| JPH08238553A (ja) * | 1995-03-02 | 1996-09-17 | Honda Motor Co Ltd | 指向性凝固鋳造法 |
| JP2008142717A (ja) * | 2006-12-06 | 2008-06-26 | Daido Steel Co Ltd | Ti、Ti合金、またはTiAlの造塊方法および造塊装置 |
| JP2018094628A (ja) | 2016-12-13 | 2018-06-21 | 株式会社神戸製鋼所 | 活性金属の鋳造方法 |
| WO2018110370A1 (fr) * | 2016-12-13 | 2018-06-21 | 株式会社神戸製鋼所 | Procédé de coulée pour métal actif |
| JP2019143776A (ja) | 2018-02-23 | 2019-08-29 | Ntn株式会社 | 転がり軸受 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3995227A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3995227A1 (fr) | 2022-05-11 |
| EP3995227A4 (fr) | 2022-08-17 |
| US20220250141A1 (en) | 2022-08-11 |
| JP2021023967A (ja) | 2021-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2490350C2 (ru) | СПОСОБ ПОЛУЧЕНИЯ БАЗОВОГО β-γ-TiAl-СПЛАВА | |
| CN110621805A (zh) | 铝合金以及具有高均匀性和高元素含量的制品 | |
| RU2729246C1 (ru) | Способ литья для активного металла | |
| CN105358723B (zh) | 生产包含锂的铝合金的方法 | |
| WO2021024704A1 (fr) | PROCÉDÉ DE COULÉE D'ALLIAGE À BASE DE Ti-AL | |
| CN101121969A (zh) | Ti-6Al-4V合金感应凝壳熔炼过程液态置氢细化凝固组织的方法 | |
| JP7471946B2 (ja) | チタン系インゴットの製造方法 | |
| JP6994392B2 (ja) | チタンを主成分とする合金からなる鋳塊、および、その製造方法 | |
| WO2021192875A1 (fr) | Buse en graphite destinée au piquage de fond et procédé de coulée d'alliage ti-al | |
| JPH08176810A (ja) | Al−高融点金属系合金鋳塊の製造方法およびターゲット材 | |
| JP7812711B2 (ja) | 合金鋳塊の製造方法 | |
| WO2016146829A1 (fr) | Procédé de fabrication d'une pièce coulée ou d'un lingot d'un alliage métallique permettant d'atteindre une ségrégation minime pendant le processus de coulage | |
| CN1271226C (zh) | 锆基大块非晶合金微观结构的控制方法 | |
| JPH06246425A (ja) | 大型鋼塊の鋳造方法 | |
| JP7406075B2 (ja) | チタン鋳塊の製造方法およびチタン鋳塊製造鋳型 | |
| RU2697144C1 (ru) | Способ полунепрерывного литья слитков из алюминиевых сплавов | |
| JPH0531568A (ja) | プラズマ溶解鋳造方法 | |
| JP5822519B2 (ja) | 金属溶製用溶解炉 | |
| JP2018188725A (ja) | 高融点活性金属の合金からなる鋳塊、および、その製造方法 | |
| JP7406074B2 (ja) | チタン鋳塊の製造方法およびチタン鋳塊製造鋳型 | |
| JP7406073B2 (ja) | チタン鋳塊の製造方法 | |
| WO2018110370A1 (fr) | Procédé de coulée pour métal actif | |
| RU2762956C1 (ru) | Способ изготовления литых заготовок из антифрикционной бронзы | |
| RU2778039C1 (ru) | Способ модифицирования структуры литых заготовок из антифрикционной бронзы для диффузионной сварки со сталью (варианты) | |
| JP2005028452A (ja) | Al−Mg−Si系合金の連続鋳造方法およびAl−Mg−Si系合金鋳塊、Al−Mg−Si系合金板材の製造方法およびAl−Mg−Si系合金板材、ならびに放熱部材の製造方法および放熱部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20850248 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020850248 Country of ref document: EP Effective date: 20220203 |