WO2021171994A1 - ディップ成形体の製造方法 - Google Patents
ディップ成形体の製造方法 Download PDFInfo
- Publication number
- WO2021171994A1 WO2021171994A1 PCT/JP2021/004674 JP2021004674W WO2021171994A1 WO 2021171994 A1 WO2021171994 A1 WO 2021171994A1 JP 2021004674 W JP2021004674 W JP 2021004674W WO 2021171994 A1 WO2021171994 A1 WO 2021171994A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molded product
- dip
- latex
- dip molded
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C41/14—Dipping a core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/003—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/34—Component parts, details or accessories; Auxiliary operations
- B29C41/36—Feeding the material on to the mould, core or other substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/34—Component parts, details or accessories; Auxiliary operations
- B29C41/52—Measuring, controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F255/00—Macromolecular compounds obtained by polymerising monomers on to polymers of hydrocarbons as defined in group C08F10/00
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F279/00—Macromolecular compounds obtained by polymerising monomers on to polymers of monomers having two or more carbon-to-carbon double bonds as defined in group C08F36/00
- C08F279/02—Macromolecular compounds obtained by polymerising monomers on to polymers of monomers having two or more carbon-to-carbon double bonds as defined in group C08F36/00 on to polymers of conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L13/00—Compositions of rubbers containing carboxyl groups
- C08L13/02—Latex
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2007/00—Use of natural rubber as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2009/00—Use of rubber derived from conjugated dienes, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0058—Liquid or visquous
- B29K2105/0064—Latex, emulsion or dispersion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0094—Geometrical properties
- B29K2995/0097—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/48—Wearing apparel
- B29L2031/4842—Outerwear
- B29L2031/4864—Gloves
Definitions
- the present invention relates to a method for producing a dip molded product, and relates to a method for producing a dip molded product having excellent tensile strength, tensile elongation, and tear strength and suppressing the occurrence of structural defects such as pinholes.
- a latex composition containing a latex of natural rubber can be dip-molded to obtain a film-molded body such as a dip-molded body used in contact with a human body such as a nipple, a balloon, a glove, a balloon, or a sack.
- a human body such as a nipple, a balloon, a glove, a balloon, or a sack.
- the latex of natural rubber contains a protein that causes the symptoms of immediate allergy (Type I) in the human body, there may be a problem as a dip molded product that comes into direct contact with the living mucosa or organs. Therefore, studies have been made to remove proteins in the latex of natural rubber by purification or the like, or to use latex of synthetic rubber instead of natural rubber.
- Patent Document 1 discloses a latex composition obtained by blending zinc oxide, sulfur, and a vulcanization accelerator with a latex of synthetic polyisoprene, which is a synthetic rubber, as a composition for dip molding.
- a relatively thin dip molded product when a relatively thin dip molded product is manufactured, structural defects such as pinholes are likely to occur, and the obtained dip molded product has tensile strength, tensile elongation, and tear strength. Was not enough. Therefore, it has been desired to improve the tensile strength, tensile elongation, and tear strength of the dip molded product in the case of producing a relatively thin dip molded product, and to suppress the occurrence of structural defects.
- the present invention has been made in view of such an actual situation, and is a method for producing a dip molded article having excellent tensile strength, tensile elongation, and tear strength and suppressing the occurrence of structural defects such as pinholes.
- the purpose is to provide.
- the present inventors have obtained a latex composition containing a latex of a carboxy-modified conjugated diene polymer having a specific particle size. It has been found that the above object can be achieved by setting the dip molded product to be obtained in a specific thickness range, and the present invention has been completed.
- a step of preparing a latex composition containing a carboxy-modified conjugated diene polymer latex in which polymer particles are dispersed in water, and a dip molding mold to which the coagulant is attached are immersed in the latex composition.
- the thickness of the dip molded product is preferably 0.02 to 0.15 mm, more preferably 0.02 to 0.10 mm, and 0.02 mm or more. , More preferably less than 0.08 mm.
- the coagulant concentration of the coagulant solution is preferably 0.1 to 20% by weight.
- the immersion time when the dip molding mold is immersed in the coagulant solution is preferably 0.1 to 20 seconds.
- the temperature of the dip molding mold when the dip molding mold is immersed in the coagulant solution is preferably set to 20 to 100 ° C.
- the dipping time when the dip molding mold to which the coagulant is attached is immersed in the latex composition is 1 to 20 seconds.
- the solid content concentration of the latex composition is preferably 1 to 40% by weight.
- the carboxy-modified conjugated diene polymer latex is a synthetic polyisoprene, a styrene-isoprene-styrene block copolymer, or a natural rubber latex from which proteins have been removed. ..
- the latex composition further contains a sulfur-based vulcanizing agent.
- the latex composition further contains a vulcanization accelerator.
- the vulcanization accelerator is a xanthate compound.
- the present invention it is possible to provide a method for producing a dip molded product which is excellent in tensile strength, tensile elongation, and tear strength and in which the occurrence of structural defects such as pinholes is suppressed.
- the method for producing a dip molded product of the present invention is as follows.
- a step of immersing the dip molding mold to which the coagulant is attached in the latex composition to obtain a dip molded product having a thickness of 0.02 to 0.19 mm is provided.
- the latex composition used in the present invention contains a carboxy-modified conjugated diene-based polymer latex.
- the carboxy-modified conjugated diene-based polymer latex is a latex of a carboxy-modified conjugated diene-based polymer obtained by modifying a conjugated diene-based polymer with a monomer having a carboxyl group.
- the conjugated diene-based polymer is not particularly limited, and for example, synthetic polyisoprene, styrene-isoprene-styrene block copolymer (SIS), protein-free natural rubber (deproteinized natural rubber), and nitrile group-containing conjugated diene.
- synthetic polyisoprene styrene-isoprene-styrene block copolymer (SIS), protein-free natural rubber (deproteinized natural rubber), and nitrile group-containing conjugated diene.
- SIS styrene-isoprene-styrene block copolymer
- deproteinized natural rubber protein-free natural rubber
- nitrile group-containing conjugated diene examples include system copolymers.
- polymers containing isoprene units such as synthetic polyisoprene, SIS, and deproteinized natural rubber are preferable, and synthetic polyisoprene is particularly preferable.
- the synthetic polyisoprene may be a homopolymer of isoprene, or may be a copolymer of isoprene and another ethylenically unsaturated monomer copolymerizable with isoprene. It may be a polymer.
- the content of the isoprene unit in the synthetic polyisoprene is preferably 70% by weight or more, more preferably 90% by weight, based on all the monomer units, because a dip molded product having flexibility and excellent tensile strength can be easily obtained. % Or more, more preferably 95% by weight or more, and particularly preferably 100% by weight (isoprene homopolymer).
- ethylenically unsaturated monomers copolymerizable with isoprene include conjugated diene monomers other than isoprene such as butadiene, chloroprene, 1,3-pentadiene; acrylonitrile, methacrylonitrile, fumaronitrile, ⁇ -.
- Ethylene unsaturated nitrile monomers such as chloroacrylonitrile; vinyl aromatic monomers such as styrene and alkylstyrene; methyl (meth) acrylate (meaning "methyl acrylate and / or methyl methacrylate” and below.
- Ethylene unsaturated carboxylic acid ester monomer such as (meth) acrylate, butyl (meth) acrylate, (meth) acrylate -2-ethylhexyl; etc.
- the other ethylenically unsaturated monomers copolymerizable with these isoprene may be used alone or in combination of two or more.
- Synthetic polyisoprene is prepared in an inert polymerization solvent using a conventionally known method, for example, a Cheegler-based polymerization catalyst composed of trialkylaluminum-titanium tetrachloride or an alkyllithium polymerization catalyst such as n-butyllithium or sec-butyllithium.
- a Cheegler-based polymerization catalyst composed of trialkylaluminum-titanium tetrachloride or an alkyllithium polymerization catalyst such as n-butyllithium or sec-butyllithium.
- Isoprene and other copolymerizable ethylenically unsaturated monomers used as needed can be obtained by solution polymerization.
- the polymer solution of synthetic polyisoprene obtained by solution polymerization may be used as it is for the production of synthetic polyisoprene latex, but after taking out solid synthetic polyisoprene from the polymer solution, it is dissolved in an organic solvent. It can also be used in the production of synthetic polyisoprene latex. As will be described later, the synthetic polyisoprene latex can be used for producing the latex of the carboxy-modified conjugated diene polymer used in the present invention.
- impurities such as the residue of the polymerization catalyst remaining in the polymer solution may be removed.
- an anti-aging agent described later may be added to the solution during or after the polymerization.
- a commercially available solid synthetic polyisoprene can be used.
- the content ratio of the cis bond unit in the isoprene unit contained in the synthetic polyisoprene is preferably 70% by weight or more, more preferably 90% by weight, based on the total isoprene unit. % Or more, more preferably 95% by weight or more.
- the weight average molecular weight of the synthetic polyisoprene is preferably 10,000 to 5,000,000, more preferably 500,000 to 5,000,000, more preferably 500,000 to 5,000,000, in terms of standard polystyrene by gel permeation chromatography analysis. Is between 800,000 and 3,000,000.
- the polymer Mooney viscosity (ML 1 + 4 , 100 ° C.) of the synthetic polyisoprene is preferably 50 to 80, more preferably 60 to 80, and even more preferably 70 to 80.
- a solution or a fine suspension of synthetic polyisoprene dissolved or finely dispersed in an organic solvent is emulsified in water in the presence of an emulsifier, and if necessary.
- a method of directly producing a synthetic polyisoprene latex by suspension polymerization can be mentioned, but synthetic polyisoprene having a high ratio of cis-bonding units in the isoprene units can be used, and mechanical properties such as tensile strength can be used.
- the above-mentioned production method (1) is preferable from the viewpoint that an excellent dip-molded body can be easily obtained.
- Examples of the organic solvent used in the production method (1) above include aromatic hydrocarbon solvents such as benzene, toluene and xylene; alicyclic hydrocarbon solvents such as cyclopentane, cyclopentene, cyclohexane and cyclohexene; pentane, hexane and the like.
- An aliphatic hydrocarbon solvent such as heptane; a halogenated hydrocarbon solvent such as methylene chloride, chloroform and ethylene dichloride; and the like can be mentioned.
- alicyclic hydrocarbon solvents and aliphatic hydrocarbon solvents are preferable, pentane, cyclohexane, and n-hexane are more preferable, and n-hexane is particularly preferable.
- the amount of the organic solvent used is preferably 2,000 parts by weight or less, more preferably 20 to 1,500 parts by weight, and further preferably 500 to 1,500 parts by weight with respect to 100 parts by weight of the synthetic polyisoprene. be.
- the emulsifier used in the above-mentioned production method (1) it is preferable to use an ionic emulsifier, and above all, it is more preferable to use an anionic emulsifier.
- the anionic emulsifier include fatty acid salts such as sodium laurate, potassium myristate, sodium palmitate, potassium oleate, sodium linolenate, sodium loginate, and potassium loginate; sodium dodecylbenzene sulfonate and sodium dodecylbenzene sulfonic acid.
- Alkylbenzene sulfonates such as potassium, sodium decylbenzene sulfonate, potassium decylbenzene sulfonate, sodium cetylbenzenesulfonate, potassium cetylbenzenesulfonate; sodium di (2-ethylhexyl) sulfosuccinate, di (2-ethylhexyl) sulfosuccinic acid.
- Alkyl sulfosuccinates such as potassium and sodium dioctyl sulfosuccinate; alkyl sulfates such as sodium lauryl sulfate and potassium lauryl sulfate; polyoxyethylene alkyl ether sulfates such as sodium polyoxyethylene lauryl ether sulfate and potassium polyoxyethylene lauryl ether sulfate.
- fatty acid salts, alkylbenzene sulfonates, alkyl sulfosuccinates, alkyl sulfates and polyoxyethylene alkyl ether sulfates are preferable, and fatty acid salts and alkylbenzene sulfonates are particularly preferable.
- alkylbenzene is used. It is preferable to use at least one selected from the group consisting of a sulfonate, an alkyl sulfosuccinate, an alkyl sulfate ester salt and a polyoxyethylene alkyl ether sulfate ester salt in combination with a fatty acid salt, and the alkylbenzene sulfonate and the alkylbenzene sulfonate.
- fatty acid salt sodium loginate and potassium loginate are preferable, and as the alkylbenzene sulfonate, sodium dodecylbenzene sulfonate and potassium dodecylbenzene sulfonate are preferable.
- these emulsifiers may be used alone or in combination of two or more.
- At least one selected from the group consisting of alkylbenzene sulfonates, alkylsulfosuccinates, alkylsulfate esters and polyoxyethylene alkylether sulfates should be used in combination with fatty acid salts.
- the resulting latex contains at least one selected from alkylbenzene sulfonates, alkyl sulfosuccinates, alkyl sulfates and polyoxyethylene alkyl ether sulfates, and fatty acid salts. ..
- ionic emulsifier other than the anionic emulsifier examples include copolymerizable emulsifiers such as ⁇ , ⁇ -unsaturated carboxylic acid sulfoester, ⁇ , ⁇ -unsaturated carboxylic acid sulfate ester, and sulfoalkylaryl ether. Be done.
- nonionic such as polyoxyethylene alkyl ether, polyoxyethylene alkyl phenol ether, polyoxyethylene alkyl ester, polyoxyethylene sorbitan alkyl ester, etc., as long as it does not inhibit coagulation by the coagulant used for dip molding.
- An emulsifier may also be used in combination.
- the amount of the emulsifier used in the production method (1) above is preferably 0.1 to 50 parts by weight, more preferably 0.5 to 30 parts by weight, based on 100 parts by weight of synthetic polyisoprene.
- the total amount of these emulsifiers used is preferably in the above range. That is, for example, when at least one selected from alkylbenzene sulfonate, alkylsulfosuccinate, alkylsulfate ester salt and polyoxyethylene alkyl ether sulfate ester salt is used in combination with a fatty acid salt, these It is preferable that the total amount used is in the above range.
- fatty acid salt total of at least one emulsifier selected from alkylbenzene sulfonate, alkylsulfosuccinate, alkylsulfate and polyoxyethylene alkylether sulfate.
- the weight ratio is preferably in the range of 1: 1 to 10: 1, more preferably in the range of 1: 1 to 7: 1.
- the amount of water used in the production method (1) is preferably 10 to 1,000 parts by weight, more preferably 30 to 500 parts by weight, most preferably 30 parts by weight, based on 100 parts by weight of the organic solvent solution of synthetic polyisoprene. Is 50 to 100 parts by weight.
- Examples of the type of water used include hard water, soft water, ion-exchanged water, distilled water, zeolite water and the like, and soft water, ion-exchanged water and distilled water are preferable.
- An apparatus for emulsifying a solution or fine suspension of synthetic polyisoprene dissolved or finely dispersed in an organic solvent in water in the presence of an emulsifier is particularly limited as long as it is generally commercially available as an emulsifier or disperser. Can be used without.
- the method of adding the emulsifier to the synthetic polyisoprene solution or microsuspension is not particularly limited, and the emulsifier may be added to water, the synthetic polyisoprene solution or the fine suspension, or both in advance. Alternatively, it may be added to the emulsified solution during the emulsification operation, may be added all at once, or may be added in portions.
- emulsifying device examples include batch emulsification such as the product name "Homogenizer” (manufactured by IKA), the product name “Polytron” (manufactured by Kinematica), and the product name “TK Auto Homo Mixer” (manufactured by Tokushu Kika Kogyo Co., Ltd.).
- Membrane emulsifiers such as the product name "Membrane Emulsifier” (manufactured by Cooling Industry Co., Ltd.); Vibration type emulsifying machines such as the product name "Vibro Mixer” (manufactured by Cooling Industry Co., Ltd.); Product name “Ultrasonic Homogenizer” (Branson) An ultrasonic emulsifier such as (manufactured by the company); etc.
- the conditions for the emulsification operation by the emulsification device are not particularly limited, and the treatment temperature, treatment time, and the like may be appropriately selected so as to obtain a desired dispersed state.
- the organic solvent preferably an alicyclic hydrocarbon solvent or an aliphatic hydrocarbon solvent
- the content of the organic solvent is 500% by weight ppm or less.
- the method capable of the above is preferable, and for example, a method such as vacuum distillation, atmospheric distillation, steam distillation, and centrifugation can be adopted.
- the organic solvent can also be removed while adding a defoamer. By adding an antifoaming agent, foaming of synthetic polyisoprene can be suppressed.
- a concentration operation may be performed by a method such as vacuum distillation, atmospheric distillation, centrifugation, or membrane concentration.
- a method such as vacuum distillation, atmospheric distillation, centrifugation, or membrane concentration.
- centrifugation it is preferable to carry out centrifugation from the viewpoint that the solid content concentration of the synthetic polyisoprene latex can be increased and the residual amount of the emulsifier in the synthetic polyisoprene latex can be reduced.
- Centrifugation uses, for example, a continuous centrifuge to centrifuge the centrifugal force, preferably 100 to 10,000 G, and the solid content concentration of the synthetic polyisoprene latex before centrifugation, preferably 2 to 15% by weight.
- the flow velocity to be fed into the machine is preferably 500 to 1700 kg / hr, and the back pressure (gauge pressure) of the centrifuge is preferably 0.03 to 1.6 MPa.
- a synthetic polyisoprene latex can be obtained.
- the residual amount of the emulsifier in the synthetic polyisoprene latex can be reduced.
- the solid content concentration of the synthetic polyisoprene latex is preferably 30 to 70% by weight, more preferably 40 to 70% by weight, and further preferably 50 to 70% by weight.
- the solid content concentration is preferably 30 to 70% by weight, more preferably 40 to 70% by weight, and further preferably 50 to 70% by weight.
- the volume average particle size of the synthetic polyisoprene latex is preferably 0.1 to 10 ⁇ m, more preferably 0.5 to 3 ⁇ m, and even more preferably 0.5 to 2.0 ⁇ m.
- synthetic polyisoprene latex contains additives such as pH adjusters, antifoaming agents, preservatives, cross-linking agents, chelating agents, oxygen scavengers, dispersants, and anti-aging agents, which are usually blended in the field of latex. May be blended.
- Examples of the pH adjuster include hydroxides of alkali metals such as sodium hydroxide and potassium hydroxide; alkali metal carbonates such as sodium carbonate and potassium carbonate; alkali metal hydrogen carbonates such as sodium hydrogen carbonate; ammonia. ; Organic amine compounds such as trimethylamine and triethanolamine; and the like; but alkali metal hydroxides or ammonia are preferable.
- SIS styrene-isoprene-styrene block copolymer
- SIS can be obtained by block copolymerization of isoprene and styrene in an inert polymerization solvent using a conventionally known method, for example, an active organometallic such as n-butyllithium as an initiator.
- the obtained SIS polymer solution may be used as it is in the production of SIS latex, but after taking out the solid SIS from the polymer solution, the solid SIS is dissolved in an organic solvent to SIS. It can also be used in the production of latex.
- the SIS latex can be used for producing the latex of the carboxy-modified polymer used in the present invention.
- the method for producing SIS latex is not particularly limited, but a SIS solution or fine suspension dissolved or finely dispersed in an organic solvent is emulsified in water in the presence of an emulsifier, and the organic solvent is removed if necessary.
- a method of producing a SIS latex is preferred. At this time, impurities such as the residue of the polymerization catalyst remaining in the polymer solution after the synthesis may be removed.
- an anti-aging agent described later may be added to the solution during or after the polymerization. Alternatively, a commercially available solid SIS can be used.
- the organic solvent the same solvent as in the case of the synthetic polyisoprene can be used, and an aromatic hydrocarbon solvent and an alicyclic hydrocarbon solvent are preferable, and cyclohexane and toluene are particularly preferable.
- the amount of the organic solvent used is usually 50 to 2,000 parts by weight, preferably 80 to 1,000 parts by weight, more preferably 100 to 500 parts by weight, still more preferably 150 to 300 parts by weight, based on 100 parts by weight of SIS. It is a part by weight.
- an anionic emulsifier is preferable, and potassium rosinate and sodium dodecylbenzenesulfonate are particularly preferable.
- the amount of the emulsifier used is preferably 0.1 to 50 parts by weight, more preferably 0.5 to 30 parts by weight, based on 100 parts by weight of SIS. By setting the amount of the emulsifier used in the above range, the stability of the obtained latex can be improved.
- the amount of water used in the above-mentioned method for producing SIS latex is preferably 10 to 1,000 parts by weight, more preferably 30 to 500 parts by weight, and most preferably 50 parts by weight with respect to 100 parts by weight of the organic solvent solution of SIS. ⁇ 100 parts by weight.
- Examples of the type of water used include hard water, soft water, ion-exchanged water, distilled water, and zeolite water. Further, a polar solvent typified by alcohol such as methanol may be used in combination with water.
- An apparatus for emulsifying an organic solvent solution or fine suspension of SIS in water in the presence of an emulsifier can be exemplified as the same as in the case of the above synthetic polyisoprene.
- the method of adding the emulsifier is not particularly limited, and the emulsifier may be added in advance to either water, an organic solvent solution of SIS, a fine suspension, or both, or during the emulsification operation. It may be added to the emulsion, may be added all at once, or may be added in portions.
- the organic solvent from the emulsion obtained through the emulsification operation it is preferable to remove the organic solvent from the emulsion obtained through the emulsification operation to obtain SIS latex.
- the method for removing the organic solvent from the emulsion is not particularly limited, and methods such as vacuum distillation, atmospheric distillation, steam distillation, and centrifugation can be adopted.
- the organic solvent can also be removed while adding a defoamer. Foaming can be suppressed by adding an antifoaming agent.
- a concentration operation may be performed by a method such as vacuum distillation, atmospheric distillation, centrifugation, or membrane concentration.
- the solid content concentration of the SIS latex is preferably 30 to 70% by weight, more preferably 40 to 70% by weight, and even more preferably 50 to 70% by weight.
- the solid content concentration is preferably 30 to 70% by weight, more preferably 40 to 70% by weight, and even more preferably 50 to 70% by weight.
- SIS latex contains additives such as pH adjusters, antifoaming agents, preservatives, cross-linking agents, chelating agents, oxygen scavengers, dispersants, and anti-aging agents, which are usually blended in the field of latex. You may.
- the pH adjuster the same as in the case of the above synthetic polyisoprene can be exemplified, and alkali metal hydroxide or ammonia is preferable.
- the pH of the SIS latex at this time is not particularly limited, but as will be described later, when a latex composition is prepared using SIS latex or the like and the latex composition is aged under predetermined conditions, the latex composition before aging
- the pH of the product is preferably 10 or more.
- the content of the styrene unit in the styrene block in the SIS contained in the SIS latex thus obtained is preferably 70 to 100% by weight, more preferably 90 to 100% by weight, based on all the monomer units. , More preferably 100% by weight.
- the content of the isoprene unit in the isoprene block in SIS is preferably 70 to 100% by weight, more preferably 90 to 100% by weight, still more preferably 100% by weight, based on all the monomer units.
- the content ratio of the styrene unit and the isoprene unit in the SIS is a weight ratio of "styrene unit: isoprene unit", which is usually 1:99 to 90:10, preferably 3:97 to 70:30, and more preferably 5. : 95 to 50:50, more preferably 10:90 to 30:70.
- the weight average molecular weight of SIS is preferably 10,000 to 1,000,000, more preferably 50,000 to 500,000, still more preferably 100,000 in terms of standard polystyrene by gel permeation chromatography analysis. ⁇ 300,000.
- the volume average particle size of the latex particles (SIS particles) in the SIS latex is preferably 0.1 to 10 ⁇ m, more preferably 0.5 to 3 ⁇ m, and even more preferably 0.5 to 2.0 ⁇ m.
- conjugated diene-based polymer as described above, a nitrile group-containing conjugated diene-based copolymer can also be used.
- the nitrile group-containing conjugated diene-based copolymer is a copolymer obtained by copolymerizing an ethylenically unsaturated nitrile monomer with a conjugated diene monomer, and in addition to these, these are used as necessary. It may be a copolymer obtained by copolymerizing another ethylenically unsaturated monomer copolymerizable with.
- conjugated diene monomer examples include 1,3-butadiene, isoprene, 2,3-dimethyl-1,3-butadiene, 2-ethyl-1,3-butadiene, 1,3-pentadiene and chloroprene. Be done. Among these, 1,3-butadiene and isoprene are preferable, and 1,3-butadiene is more preferable.
- These conjugated diene monomers can be used alone or in combination of two or more.
- the content ratio of the conjugated diene monomer unit formed by the conjugated diene monomer in the nitrile group-containing conjugated diene-based copolymer is preferably 56 to 78% by weight, more preferably 56 to 73% by weight. , More preferably 56 to 68% by weight. By setting the content of the conjugated diene monomer unit in the above range, the obtained dip molded product can be made more excellent in texture and elongation while having sufficient tensile strength.
- the ethylenically unsaturated nitrile monomer is not particularly limited as long as it is an ethylenically unsaturated monomer containing a nitrile group, and for example, acrylonitrile, methacrylonitrile, fumaronitrile, ⁇ -chloroacrylonitrile, ⁇ -cyanoethylacrylonitrile. And so on. Of these, acrylonitrile and methacrylonitrile are preferable, and acrylonitrile is more preferable. These ethylenically unsaturated nitrile monomers can be used alone or in combination of two or more.
- the content ratio of the ethylenically unsaturated nitrile monomer unit formed of the ethylenically unsaturated nitrile monomer in the nitrile group-containing conjugated diene-based copolymer is preferably 20 to 40% by weight, more preferably 20 to 40% by weight. Is 25 to 40% by weight, more preferably 30 to 40% by weight.
- ethylenically unsaturated monomers copolymerizable with the conjugated diene monomer and the ethylenically unsaturated nitrile monomer include, for example, ethylenically unsaturated, which is an ethylenically unsaturated monomer containing a carboxyl group.
- Saturated carboxylic acid monomer Vinyl aromatic monomer such as styrene, alkylstyrene, vinylnaphthalene; Fluoroalkylvinyl ether such as fluoroethyl vinyl ether; (meth) acrylamide, N-methylol (meth) acrylamide, N, N-dimethylol Ethylene unsaturated amide monomers such as (meth) acrylamide, N-methoxymethyl (meth) acrylamide, N-propoxymethyl (meth) acrylamide; methyl (meth) acrylate, ethyl (meth) acrylate, (meth) Butyl acrylate, -2-ethylhexyl (meth) acrylate, trifluoroethyl (meth) acrylate, tetrafluoropropyl (meth) acrylate, dibutyl maleate, dibutyl fumarate, diethyl maleate, methoxy (me
- the ethylenically unsaturated carboxylic acid monomer is not particularly limited as long as it is an ethylenically unsaturated monomer containing a carboxyl group, but for example, a single amount of an ethylenically unsaturated monocarboxylic acid such as acrylic acid or methacrylic acid.
- Esterically unsaturated polycarboxylic acid monomer such as itaconic acid, maleic acid, fumaric acid; ethylenically unsaturated polycarboxylic acid anhydride such as maleic anhydride, citraconic anhydride; monobutyl fumarate, maleic acid
- ethylenically unsaturated polycarboxylic acid partial ester monomers such as monobutyl and mono-2-hydroxypropyl maleate.
- ethylenically unsaturated monocarboxylic acid is preferable, and methacrylic acid is particularly preferable.
- These ethylenically unsaturated carboxylic acid monomers can also be used as alkali metal salts or ammonium salts.
- the ethylenically unsaturated carboxylic acid monomer can be used alone or in combination of two or more.
- the content ratio of the ethylenically unsaturated carboxylic acid monomer unit formed by the ethylenically unsaturated carboxylic acid monomer in the nitrile group-containing conjugated diene-based copolymer is preferably 2 to 5% by weight. It is more preferably 2 to 4.5% by weight, still more preferably 2.5 to 4.5% by weight.
- the content ratio of the other monomer unit formed by the other ethylenically unsaturated monomer in the nitrile group-containing conjugated diene-based copolymer is preferably 10% by weight or less, more preferably 5% by weight. % Or less, more preferably 3% by weight or less.
- the nitrile group-containing conjugated diene-based copolymer can be obtained by copolymerizing a monomer mixture containing the above-mentioned monomer, and a method of copolymerizing by emulsion polymerization is preferable.
- a method of copolymerizing by emulsion polymerization is preferable.
- the emulsion polymerization method a conventionally known method can be adopted.
- polymerization auxiliary materials such as an emulsifier, a polymerization initiator, and a molecular weight modifier can be used.
- the method of adding these polymerization auxiliary materials is not particularly limited, and any method such as an initial batch addition method, a divided addition method, or a continuous addition method may be used.
- the emulsifier is not particularly limited, but is, for example, a nonionic emulsifier such as polyoxyethylene alkyl ether, polyoxyethylene alkyl phenol ether, polyoxyethylene alkyl ester, polyoxyethylene sorbitan alkyl ester; potassium dodecylbenzene sulfonate, dodecylbenzene.
- a nonionic emulsifier such as polyoxyethylene alkyl ether, polyoxyethylene alkyl phenol ether, polyoxyethylene alkyl ester, polyoxyethylene sorbitan alkyl ester; potassium dodecylbenzene sulfonate, dodecylbenzene.
- Anionic emulsifiers such as alkylbenzene sulfonates such as sodium sulfonate, higher alcohol sulfates, alkyl sulfosuccinates; cationic emulsifiers such as alkyltrimethylammonium chloride, dialkylammonium chloride, benzylammonium chloride; ⁇ , ⁇ -unsaturated Examples thereof include sulfoesters of carboxylic acids, sulfate esters of ⁇ , ⁇ -unsaturated carboxylic acids, copolymerizable emulsifiers such as sulfoalkylaryl ethers, and the like.
- an anionic emulsifier is preferable, alkylbenzene sulfonate is more preferable, and potassium dodecylbenzene sulfonate and sodium dodecylbenzene sulfonate are particularly preferable.
- These emulsifiers can be used alone or in combination of two or more.
- the amount of the emulsifier used is preferably 0.1 to 10 parts by weight with respect to 100 parts by weight of the monomer mixture.
- the polymerization initiator is not particularly limited, and is, for example, an inorganic peroxide such as sodium persulfate, potassium persulfate, ammonium persulfate, potassium perphosphate, hydrogen peroxide; diisopropylbenzene hydroperoxide, cumene hydroperoxide, etc.
- an inorganic peroxide such as sodium persulfate, potassium persulfate, ammonium persulfate, potassium perphosphate, hydrogen peroxide; diisopropylbenzene hydroperoxide, cumene hydroperoxide, etc.
- t-Butylhydroperoxide 1,1,3,3-tetramethylbutylhydroperoxide, 2,5-dimethylhexane-2,5-dihydroperoxide, di-t-butyl peroxide, di- ⁇ - Organic peroxides such as cumyl peroxide, acetyl peroxide, isobutyryl peroxide, benzoyl peroxide; azo compounds such as azobisisobutyronitrile, azobis-2,4-dimethylvaleronitrile, methyl azobisisobutyrate; etc. Can be mentioned.
- These polymerization initiators can be used alone or in combination of two or more.
- the amount of the polymerization initiator used is preferably 0.01 to 10 parts by weight, more preferably 0.01 to 2 parts by weight, based on 100 parts by weight of the monomer mixture.
- the peroxide initiator can be used as a redox-based polymerization initiator in combination with a reducing agent.
- the reducing agent is not particularly limited, but is a compound containing a metal ion in a reduced state such as ferrous sulfate and ferrous naphthenate; a sulfonic acid compound such as sodium methanesulfonate; an amine compound such as dimethylaniline. ; And so on.
- These reducing agents can be used alone or in combination of two or more.
- the amount of the reducing agent used is preferably 3 to 1000 parts by weight with respect to 100 parts by weight of the peroxide.
- the amount of water used for emulsion polymerization is preferably 80 to 600 parts by weight, particularly preferably 100 to 200 parts by weight, based on 100 parts by weight of all the monomers used.
- Examples of the method for adding the monomer include a method of collectively adding the monomers used in the reaction vessel, a method of continuously or intermittently adding the monomers as the polymerization progresses, and a method of adding a part of the monomers. Then, the reaction is carried out to a specific conversion rate, and then the remaining monomer is continuously or intermittently added to polymerize, and any of these methods may be adopted.
- the composition of the mixture may be constant or varied. Further, each monomer may be added to the reaction vessel after mixing various monomers to be used in advance, or may be added to the reaction vessel separately.
- polymerization auxiliary materials such as a chelating agent, a dispersant, a pH adjusting agent, an oxygen scavenger, and a particle size adjusting agent can be used, and these are not particularly limited in terms of type and amount used.
- the polymerization temperature at the time of performing emulsion polymerization is not particularly limited, but is usually 3 to 95 ° C, preferably 5 to 60 ° C.
- the polymerization time is about 5 to 40 hours.
- the monomer mixture is emulsion-polymerized, and when the predetermined polymerization conversion rate is reached, the polymerization system is cooled or a polymerization inhibitor is added to stop the polymerization reaction.
- the polymerization conversion rate when the polymerization reaction is stopped is preferably 90% by weight or more, more preferably 93% by weight or more.
- the polymerization terminator is not particularly limited, and is, for example, hydroxylamine, hydroxyamine sulfate, diethylhydroxylamine, hydroxyamine sulfonic acid and its alkali metal salt, sodium dimethyldithiocarbamate, hydroquinone derivative, catechol derivative, and hydroxydimethyl.
- examples thereof include aromatic hydroxydithiocarboxylic acids such as benzenethiocarboxylic acid, hydroxydiethylbenzenedithiocarboxylic acid, and hydroxydibutylbenzenedithiocarboxylic acid, and alkali metal salts thereof.
- the amount of the polymerization inhibitor used is preferably 0.05 to 2 parts by weight with respect to 100 parts by weight of the monomer mixture.
- the unreacted monomer is removed and the solid content concentration and pH are adjusted to obtain a latex of a nitrile group-containing conjugated diene-based copolymer.
- an antiaging agent a preservative, an antibacterial agent, a dispersant and the like may be appropriately added to the latex of the nitrile group-containing conjugated diene-based copolymer, if necessary.
- the number average particle size of the latex of the nitrile group-containing conjugated diene copolymer is preferably 60 to 300 nm, more preferably 80 to 150 nm.
- the particle size can be adjusted to a desired value by a method such as adjusting the amount of the emulsifier and the polymerization initiator used.
- deproteinized natural rubber obtained by a known protein removing method such as a method of decomposing a protein in natural rubber with a proteolytic enzyme or a surfactant and removing the protein by washing or centrifugation. What is known as “deproteinized natural rubber” can be used.
- conjugated diene polymer used in the present invention synthetic polyisoprene, styrene-isoprene-styrene block copolymer (SIS), nitrile group-containing conjugated diene polymer, deproteinized natural rubber and the like are used.
- SIS styrene-isoprene-styrene block copolymer
- nitrile group-containing conjugated diene polymer deproteinized natural rubber and the like
- the present invention is not limited to these, and a butadiene polymer, a styrene-butadiene copolymer, or the like may be used.
- the butadiene polymer may be a homopolymer of 1,3-butadiene as a conjugated diene monomer, or another ethylenically non-polymerizable copolymer with 1,3-butadiene as a conjugated diene monomer. It may be a copolymer obtained by copolymerizing with a saturated monomer.
- the styrene-butadiene copolymer is a copolymer obtained by copolymerizing 1,3-butadiene as a conjugated diene monomer with styrene, and in addition to these, it is used as needed. It may be a copolymer obtained by copolymerizing another copolymerizable ethylenically unsaturated monomer.
- the carboxy-modified conjugated diene-based polymer constituting the carboxy-modified conjugated diene-based polymer latex used in the present invention can be obtained by modifying the above-mentioned conjugated diene-based polymer with a monomer having a carboxyl group.
- a monomer having a carboxyl group When an ethylenically unsaturated carboxylic acid monomer is used as another copolymerizable ethylenically unsaturated monomer when producing a nitrile group-containing conjugated diene copolymer, it is produced. Since the nitrile group-containing conjugated diene copolymer has already been carboxy-modified, modification with a monomer having a carboxyl group, which will be described later, is not always necessary.
- the method for modifying the conjugated diene polymer with a monomer having a carboxyl group is not particularly limited, but for example, a monomer having a carboxyl group is graft-polymerized on the conjugated diene polymer in an aqueous phase.
- the method can be mentioned.
- the method for graft-polymerizing a monomer having a carboxyl group in an aqueous phase is not particularly limited, and a conventionally known method may be used.
- a single latex having a carboxyl group in a latex of a conjugated diene polymer may be used.
- a method in which a monomer having a carboxyl group is reacted with a conjugated diene-based polymer in an aqueous phase after adding a polymer and a graft polymerization catalyst is preferable.
- the graft polymerization catalyst is not particularly limited, and for example, inorganic peroxides such as sodium persulfate, potassium persulfate, ammonium persulfate, potassium perphosphate, and hydrogen peroxide; diisopropylbenzene hydroperoxide, cumene hydroperoxide, etc.
- inorganic peroxides such as sodium persulfate, potassium persulfate, ammonium persulfate, potassium perphosphate, and hydrogen peroxide
- diisopropylbenzene hydroperoxide diisopropylbenzene hydroperoxide, cumene hydroperoxide, etc.
- Organic peroxides such as t-butyl hydroperoxide, 1,1,3,3-tetramethylbutyl hydroperoxide, di-t-butyl peroxide, isobutyryl peroxide, benzoyl peroxide; 2,2'- Azobisisobutyronitrile, azobis-2,4-dimethylvaleronitrile, azo compounds such as methyl azobisisobutyrate; etc. can be mentioned, but from the viewpoint of further improving the tensile strength of the obtained dip molded product, it is organic.
- Peroxides are preferred, with 1,1,3,3-tetramethylbutylhydroperoxide being particularly preferred.
- These graft polymerization catalysts may be used alone or in combination of two or more.
- the above graft polymerization catalysts can be used alone or in combination of two or more.
- the amount of the graft polymerization catalyst used varies depending on the type, but is preferably 0.1 to 10 parts by weight, more preferably 0.2 to 5 parts by weight, based on 100 parts by weight of the conjugated diene polymer.
- the method for adding the graft polymerization catalyst is not particularly limited, and known addition methods such as batch addition, divided addition, and continuous addition can be adopted.
- the organic peroxide can be used as a redox-based polymerization initiator in combination with a reducing agent.
- the reducing agent is not particularly limited, but for example, a compound containing a metal ion in a reduced state such as ferrous sulfate and ferrous naphthenate; a sulfinate such as sodium hydroxymethanesulfinate; a dimethylaniline and the like. Amine compounds; and the like. These reducing agents may be used alone or in combination of two or more.
- the amount of the reducing agent added is not particularly limited, but is preferably 0.01 to 1 part by weight with respect to 1 part by weight of the organic peroxide.
- the method of adding the organic peroxide and the reducing agent is not particularly limited, and known addition methods such as batch addition, divided addition, and continuous addition can be used, respectively.
- the reaction temperature when reacting the conjugated diene polymer with the monomer having a carboxyl group is not particularly limited, but is preferably 15 to 80 ° C, more preferably 30 to 50 ° C.
- the reaction time for reacting the conjugated diene polymer with the monomer having a carboxyl group may be appropriately set according to the above reaction temperature, but is preferably 30 to 300 minutes, more preferably 60 to 120 minutes. be.
- the solid content concentration of the latex of the conjugated diene polymer in reacting the conjugated diene polymer with a monomer having a carboxyl group is not particularly limited, but is preferably 5 to 60% by weight, more preferably 10 to 10 to 60% by weight. It is 40% by weight.
- Examples of the monomer having a carboxyl group include ethylenically unsaturated monocarboxylic acid monomers such as acrylic acid and methacrylic acid; and ethylenically unsaturated polyvalents such as itaconic acid, maleic acid, fumaric acid, and butentricarboxylic acid.
- Carboxylic acid monomer Partial ester monomer of ethylenically unsaturated polyvalent carboxylic acid such as monobutyl fumarate, monobutyl maleate, mono2-hydroxypropyl maleate; polyvalent carboxylic acid such as maleic anhydride and citraconic anhydride. Acid anhydride; etc.
- an ethylenically unsaturated monocarboxylic acid monomer is preferable, acrylic acid and methacrylic acid are more preferable, and methacrylic acid is preferable. Especially preferable. It should be noted that these monomers may be used alone or in combination of two or more. Further, the above-mentioned carboxyl group includes those which are salts with alkali metals, ammonia and the like.
- the amount of the monomer having a carboxyl group to be used is preferably 0.01 to 100 parts by weight, more preferably 0.01 to 40 parts by weight, still more preferably 0. It is 5 to 20 parts by weight, more preferably 2 to 5 parts by weight.
- the method of adding the monomer having a carboxyl group to the latex of the conjugated diene polymer is not particularly limited, and known addition methods such as batch addition, divided addition, and continuous addition can be adopted.
- the modification rate of the carboxy-modified conjugated diene-based polymer by the monomer having a carboxyl group may be appropriately controlled according to the intended use of the obtained conjugated diene-based polymer latex composition, but is preferably 0.01 to 10. By weight%, more preferably 0.2 to 5% by weight, still more preferably 0.3 to 3% by weight, particularly preferably 0.4 to 2% by weight, for example 0.4 to 1% by weight.
- the denaturation rate is expressed by the following formula.
- Degeneration rate (% by weight) (X / Y) x 100
- X represents the weight of the unit of the monomer having a carboxyl group in the carboxy-modified conjugated diene-based polymer
- Y represents the weight of the carboxy-modified conjugated diene-based polymer.
- X is calculated from a method of performing 1 H-NMR measurement on a carboxy-modified conjugated diene polymer and calculating from the result of 1 H-NMR measurement, or obtaining an acid amount by neutralization titration and calculating from the obtained acid amount. It can be obtained by a method or the like.
- the latex of the carboxy-modified conjugated diene polymer used in the present invention contains a pH adjuster, an antifoaming agent, a preservative, a chelating agent, an oxygen trapping agent, a dispersant, and an antiaging agent, which are usually blended in the latex field. Etc. may be blended.
- Examples of the pH adjuster include hydroxides of alkali metals such as sodium hydroxide and potassium hydroxide; alkali metal carbonates such as sodium carbonate and potassium carbonate; alkali metal hydrogen carbonates such as sodium hydrogen carbonate; ammonia. ; Organic amine compounds such as trimethylamine and triethanolamine; and the like; but alkali metal hydroxides or ammonia are preferable.
- the latex of the carboxy-modified conjugated diene-based polymer used in the present invention has a volume average particle diameter of the particles of the carboxy-modified conjugated diene-based polymer dispersed in water of 500 to 2,000 nm, preferably 650 to 1. , 500 nm, more preferably 800 to 1,200 nm.
- the obtained dip molded product has tensile strength and tension even when the thickness is as thin as 0.02 to 0.19 mm. It is possible that the elongation and tear strength are excellent, and the occurrence of structural defects such as pinholes is suppressed.
- volume average particle size of the particles of the carboxy-modified conjugated diene polymer is too small, the obtained dip molded product will be inferior in tensile strength and tear strength, while if it is too large, the latex composition Aggregates are generated during aging.
- the volume average particle size can be measured by, for example, a light scattering diffraction particle measuring device or a laser diffraction type particle size distribution measuring device.
- the latex composition used in the present invention preferably contains a sulfur-based vulcanizing agent in addition to the above-mentioned latex of the carboxy-modified conjugated diene-based polymer.
- the sulfur-based sulfurizing agent is not particularly limited, but for example, sulfur such as powdered sulfur, sulfur flower, precipitated sulfur, colloidal sulfur, surface-treated sulfur, and insoluble sulfur; sulfur chloride, sulfur dichloride, morpholin / disulfide, and alkylphenol disulfide. , Caprolactam disulfide (N, N'-dithio-bis (hexahydro-2H-azepinone-2)), phosphorus-containing polysulfide, high molecular weight polysulfide, 2- (4'-morpholinodithio) benzothiazole and other sulfur-containing compounds Can be mentioned. Of these, sulfur can be preferably used.
- the sulfur-based vulcanizing agent may be used alone or in combination of two or more.
- the amount of the sulfur-based vulcanizing agent used is not particularly limited, but is preferably 0.01 to 3 parts by weight, more preferably 0. parts by weight, based on 100 parts by weight of the carboxy-modified conjugated diene-based polymer contained in the latex composition. It is 1 to 1.5 parts by weight, more preferably 0.1 to 0.8 parts by weight, still more preferably 0.1 to 0.6 parts by weight, and particularly preferably 0.2 to 0.6 parts by weight.
- the latex composition used in the present invention preferably contains a vulcanization accelerator in addition to the above-mentioned latex of the carboxy-modified conjugated diene polymer and the sulfur-based vulcanizing agent.
- a vulcanization accelerator it is preferable to use a xanthate compound from the viewpoint that the obtained dip molded product is preferably suppressed from the occurrence of delayed type allergy (Type IV) symptoms.
- the xanthogen compound is not particularly limited, and is, for example, xanthate acid, xanthogenate, xanthogen disulfide (a compound in which two xanthogen acids are bonded via a sulfur atom or the like), xanthogen polysulfide (3 or more xanthogens). A compound in which an acid is bonded via a sulfur atom or the like) and the like.
- the xanthogenate may have a xanthate structure and is not particularly limited.
- Hydrocarbons and Z are metal atoms.
- X is a number corresponding to the valence of Z, and examples thereof include compounds represented by usually 1 to 4, preferably 2 to 4, and particularly preferably 2.).
- These xanthogenates may be used alone or in combination of two or more.
- Xanthogen disulfide is a compound in which two xanthogenic acids are bonded via a sulfur atom or the like, and is not particularly limited, but is not particularly limited, but is not particularly limited, but is dimethylxanthogen disulfide, diethylxantogen disulfide, diisopropylxantogen disulfide, dibutylxantogen disulfide, dimethylxantogen polysulfide, diethyl.
- Examples thereof include xanthogen polysulfide, diisopropylxantogen polysulfide, and dibutylxantogen polysulfide, and among these, diisopropylxantogen disulfide and dibutylxantogen disulfide are preferable.
- Xanthogen polysulfide is a compound in which three or more xanthogenic acids are bonded via a sulfur atom or the like, a xanthogen trisulfide in which three xanthogen acids are bonded via sulfur, and four xanthogen acids via sulfur. Examples thereof include xanthogen tetrasulfides bound to each other and xanthogen pentasulfides to which five xanthate acids are bound via sulfur.
- xanthogen compounds may be contained alone in the latex composition, it is preferable that two or more types are contained.
- xanthogenic acid is blended in a latex composition
- a part of the blended xanthate acid is present in the form of xanthogenate, and as a result, the latex composition contains two or more kinds of xanthogen compounds. May be to be done.
- a part of xanthate acid blended in the latex composition may be present in the form of xanthogen disulfide or xanthogen polysulfide by the action of the sulfur-based vulcanizing agent in the latex composition.
- xanthate xanthogen disulfide or xanthogen polysulfide
- these are any of xanthate acid, xanthogenate, xanthogen disulfide and xanthogen polysulfide, respectively. It may exist in the form of.
- a vulcanization accelerator other than the xanthate compound may be used instead of the xanthate compound or together with the xanthate compound.
- sulfide accelerator other than such a xanthogen compound those usually used in dip molding can be used, for example, diethyldithiocarbamic acid, dibutyldithiocarbamic acid, di-2-ethylhexyldithiocarbamic acid, dicyclohexyldithiocarbamic acid, diphenyldithiocarbamic acid.
- Dithiocarbamic acids such as dibenzyldithiocarbamic acid and their zinc salts; 2-mercaptobenzothiazole, 2-mercaptobenzothiazole zinc, 2-mercaptothiazolin, dibenzothiazyl disulfide, 2- (2,4-dinitrophenylthio) Benzothiazole, 2- (N, N-diethylthiocarbaylthio) benzothiazole, 2- (2,6-dimethyl-4-morpholinothio) benzothiazole, 2- (4'-morpholino dithio) benzothiazole, 4-morphonylyl Examples thereof include -2-benzothiazole / disulfide and 1,3-bis (2-benzothiazyl / mercaptomethyl) urea.
- the vulcanization accelerator may be used alone or in combination of two or more.
- the amount of the vulcanization accelerator used is based on 100 parts by weight of the carboxy-modified conjugated diene polymer contained in the latex. It is preferably 0.01 to 10 parts by weight, more preferably 0.1 to 7 parts by weight, still more preferably 0.5 to 5 parts by weight, and even more preferably 1 to 3 parts by weight.
- the latex composition used in the present invention contains a xanthogen compound as a vulcanization accelerator
- an activator may be added to the latex of the above-mentioned carboxy-modified conjugated diene polymer, if necessary. good.
- the carboxy-modified conjugated diene polymer in the latex composition is vulcanized with a sulfur-based vulcanizing agent to obtain a dip molded product by adding an activator to the latex composition.
- the activator acts as a vulcanization accelerator together with the above-mentioned xanthogen compound, whereby the tear strength of the obtained dip molded product is further improved.
- the activator is not particularly limited, but it is preferable to use a metal compound from the viewpoint of further improving the tear strength of the obtained dip molded product.
- the metal compound is not particularly limited, and examples thereof include a metal oxide and a metal compound containing at least one carbon atom.
- the metal constituting the metal compound is not particularly limited, but is a typical metal (Group 1 element, Group 2 element, Group 12 element, Group 13 element, Group 14 element, Group 15 element, Group 16). (At least one element selected from the group consisting of elements, Group 17 elements, and Group 18 elements) is preferable, and Group 2 elements, Group 12 elements, Group 13 elements, and Group 14 elements are more preferable. Zinc, magnesium, calcium, aluminum and lead are more preferred, zinc, magnesium and calcium are particularly preferred, and zinc is most preferred. These metal compounds may be used alone or in combination of two or more.
- the metal oxide is not particularly limited, but from the viewpoint of further improving the tear strength of the obtained dip molded product, zinc oxide, magnesium oxide, titanium oxide, calcium oxide, lead oxide, iron oxide, copper oxide, and oxidation. Tin, nickel oxide, chromium oxide, cobalt oxide, and aluminum oxide are preferable, and zinc oxide is more preferable.
- metal compound containing at least one carbon atom, carbonate, hydrogen carbonate, hydroxide, and organic metal compound are preferable from the viewpoint of further improving the tear strength of the obtained dip molded product, and carbonate and carbonic acid are preferable.
- Hydrogen salts and organic metal compounds are more preferable.
- inorganic salts such as carbonates and hydrogen carbonates are particularly preferable from the viewpoint of excellent stability of the compound itself and excellent availability.
- the amount of the activator used is preferably 0.01 to 10 parts by weight, more preferably 0.1 to 5 parts by weight, and further, based on 100 parts by weight of the carboxy-modified conjugated diene polymer contained in the latex composition. It is preferably 1 to 3 parts by weight.
- the method of blending the activator is not particularly limited as long as it is a method in which the latex of the carboxy-modified conjugated diene polymer and the activator are finally mixed.
- the latex composition requires a compounding agent such as an antiaging agent; a dispersant; a reinforcing agent such as carbon black, silica and talc; a filler such as calcium carbonate and clay; an ultraviolet absorber; a plasticizer; and the like. Can be blended according to the above.
- a compounding agent such as an antiaging agent; a dispersant; a reinforcing agent such as carbon black, silica and talc; a filler such as calcium carbonate and clay; an ultraviolet absorber; a plasticizer; and the like.
- Anti-aging agents include 2,6-di-4-methylphenol, 2,6-di-t-butylphenol, butylhydroxyanisole, 2,6-di-t-butyl- ⁇ -dimethylamino-p-cresol, Octadecyl-3- (3,5-di-t-butyl-4-hydroxyphenyl) propionate, styrenated phenol, 2,2'-methylene-bis (6- ⁇ -methyl-benzyl-p-cresol), 4, Butylation of 4'-methylenebis (2,6-di-t-butylphenol), 2,2'-methylene-bis (4-methyl-6-t-butylphenol), alkylated bisphenol, p-cresol and dicyclopentadiene Phenolic anti-aging agents that do not contain sulfur atoms such as reaction products; 2,2'-thiobis- (4-methyl-6-t-butylphenol), 4,4'-thiobis- (6-t-butyl-) O-cresol), 2,6
- the content of the antiaging agent is preferably 0.05 to 10 parts by weight, more preferably 0.1 to 5 parts by weight, still more preferably 1 to 3 parts by weight, based on 100 parts by weight of the carboxy-modified conjugated diene polymer. It is a department.
- the method for mixing various compounding agents with the latex composition is not particularly limited, and for example, a composition containing a latex of a carboxy-modified conjugated diene polymer, a sulfur-based vulcanizing agent, and a vulcanization accelerator was obtained. After that, a method of mixing various compounding agents to be blended as necessary with the obtained composition by using a disperser such as a ball mill, a kneader, or a disper can be mentioned. In addition, at least a part of the various combination agents may be added after aging, which will be described later.
- the solid content concentration of the latex composition used in the present invention is preferably 1 to 40% by weight, more preferably 3 to 35% by weight, still more preferably 5 to 30% by weight, and particularly preferably 10 to 20% by weight.
- the above-mentioned latex composition is aged (pre-crosslinked or pre-vulcanized) before being subjected to dip molding. ) Is preferable.
- the aging (pre-vulcanization) time is not particularly limited, but is preferably 8 to 120 hours, more preferably 24-72 hours.
- the temperature of aging (pre-vulcanization) is not particularly limited, but is preferably 20 to 40 ° C.
- Dip molding may be continuously performed, and in this case, the aging (pre-vulcanization) time and the aging (pre-vulcanization) temperature may be within the above ranges.
- the method for producing a dip molded product of the present invention is as follows. A step of immersing the dip molding die in a coagulant solution and adhering the coagulant to the dip molding die. The process of preparing the latex composition described above and A step of immersing the dip molding mold to which the coagulant is attached in the latex composition to obtain a dip molded product having a thickness of 0.02 to 0.19 mm is provided.
- a latex of a carboxy-modified conjugated diene polymer having a volume average particle diameter controlled in the range of 500 to 2,000 nm is used as the latex constituting the latex composition.
- the obtained dip molded product can be obtained in terms of tensile strength, tensile elongation, and so on. It is also excellent in tear strength and can suppress the occurrence of structural defects such as pinholes.
- the thickness of the dip molded product obtained by the production method of the present invention is 0.02 to 0.19 mm, preferably 0.02 to 0.15 mm, more preferably 0.02 to 0.10 mm, and particularly preferably. It is 0.02 mm or more and less than 0.08 mm.
- the thickness of the dip molded product is in the above range. Even in the case of, the tensile strength, tensile elongation, and tear strength of the obtained dip molded product can be made excellent.
- the thickness of the dip molded product can be calculated as follows, for example.
- the portion of the dip molding body corresponding to the portion of the dip molding mold having the longest contact time with the coagulant solution (usually, the dip molding mold).
- Select 5 points within 3 cm from the most advanced part Then, it can be calculated by measuring the thickness of the selected 5 points and obtaining the arithmetic mean of the measured thicknesses of the 5 points.
- the dip molding mold used in the present invention is not particularly limited, but various materials such as porcelain, glass, metal, and plastic can be used.
- the shape of the dip molding mold may be a desired shape according to the shape of the final product.
- the surface is roughened (for example, by grinding) from the viewpoint that the thickness of the obtained dip molded body can be suitably controlled in the range of 0.02 to 0.19 mm. It is preferable to use the one that has not been used. That is, it is preferable to use a dip molding die having a smooth surface, and the surface roughness Ra of the dip molding die is preferably 0.01 to 100 ⁇ m, more preferably 0.1 to 50 ⁇ m, and further. It is preferably 0.5 to 30 ⁇ m, and even more preferably 1 to 5 ⁇ m. Normally, the surface roughness of the roughened glass mold is about several hundred to several thousand ⁇ m.
- coagulants include metal halides such as barium chloride, calcium chloride, magnesium chloride, zinc chloride and aluminum chloride; nitrates such as barium nitrate, calcium nitrate and zinc nitrate; acetic acid such as barium acetate, calcium acetate and zinc acetate. Salts; water-soluble polyvalent metal salts such as calcium sulfate, magnesium sulfate, sulfates such as aluminum sulfate; Of these, calcium salts are preferable, and calcium nitrate is more preferable. These water-soluble polyvalent metal salts can be used alone or in combination of two or more.
- the coagulant is usually used as a solution of water, alcohol, or a mixture thereof, and is preferably used in the form of an aqueous solution.
- This aqueous solution may further contain a water-soluble organic solvent such as methanol or ethanol or a nonionic surfactant.
- the concentration of the coagulant varies depending on the type of the water-soluble polyvalent metal salt, but is preferably 0.1 to 20% by weight, more preferably 0.2 to 15% by weight, still more preferably 0.3 to 10% by weight. , Particularly preferably 0.5 to 6% by weight, for example 1 to 4% by weight.
- the immersion time when immersing the dip molding in the coagulant solution is preferably 0.1 to 20 seconds, more preferably 0.5 to 10 seconds, still more preferably 1 to 6 seconds, and particularly preferably 1 to 4 seconds. Is.
- the thickness of the obtained dip molded product can be suitably controlled.
- the temperature of the dip molding mold at this time is preferably 20 to 100 ° C., more preferably 30 to 80 ° C. , More preferably 35 to 70 ° C, and particularly preferably 40 to 65 ° C.
- the dipping time when immersing the dip molding mold to which the coagulant is attached in the latex composition is preferably 1 to 20 seconds, more preferably 1 to 15 seconds, still more preferably 2 to 10 seconds, and particularly preferably. Is 3 to 6 seconds.
- the dip molding After pulling the dip molding from the latex composition, it is usually heated to dry the deposits formed on the dip molding.
- the drying conditions may be appropriately selected.
- Crosslinking of the dip molded layer can be carried out by subjecting the dip molded layer to a heat treatment at a temperature of 80 to 150 ° C., preferably 10 to 130 minutes.
- a heating method a method of external heating by infrared rays or heated air or internal heating by high frequency can be adopted. Of these, external heating with heated air is preferable.
- the dip molding layer is immersed in water, preferably warm water at 30 to 70 ° C. for about 1 to 60 minutes to remove water-soluble impurities (for example, excess emulsifier, coagulant, etc.). You may.
- the operation for removing water-soluble impurities may be performed after the dip molding layer has been heat-treated, but it is preferably performed before the heat treatment because the water-soluble impurities can be removed more efficiently.
- a dip molded body can be obtained.
- a desorption method a method of manually peeling from the dip molding mold or a method of peeling by water pressure or compressed air pressure can be adopted. After desorption, heat treatment may be further performed at a temperature of 60 to 120 ° C. for 10 to 120 minutes.
- the production method of the present invention is a carboxy-modified conjugated diene-based polymer in which the volume average particle size is controlled in the range of 500 to 2,000 nm as the latex constituting the latex composition.
- the obtained dip molded product can be obtained with tensile strength. Since it has excellent tensile elongation and tear strength and can suppress the occurrence of structural defects such as pinholes, the obtained dip molded product can be used as, for example, a probe cover, a condom, or a surgical glove. It can be used particularly preferably.
- the dip molded product obtained by the manufacturing method of the present invention includes medical supplies such as baby bottle nipples, droplets, tubes, water pillows, balloon sack, and catheters; toys such as balloons, dolls, and balls; Industrial products such as pressure molding bags and gas storage bags; can also be used for finger cots and the like.
- carboxy-modified conjugated diene-based polymer latex of carboxy-modified conjugated diene-based polymer (latex of carboxy-modified synthetic polyisoprene and latex of carboxy-modified SIS)
- the number of carboxyl groups in the carboxy-modified conjugated diene-based polymer was determined by neutralization titration using an aqueous solution. Then, based on the obtained number of carboxyl groups, the modification rate of the monomer having a carboxyl group was determined according to the following formula.
- Degeneration rate (% by weight) (X / Y) x 100
- X represents the weight of the unit of the monomer having a carboxyl group in the carboxy-modified conjugated diene-based polymer
- Y represents the weight of the carboxy-modified conjugated diene-based polymer.
- volume average particle size of particles of carboxy-modified conjugated diene polymer The volume average particle size of the particles of the carboxy-modified conjugated diene-based polymer contained in the carboxy-modified conjugated diene-based polymer latex is measured by a light scattering diffraction particle measuring device (trade name "LS-230", manufactured by Coulter). bottom.
- ⁇ Thickness of dip molded body> Select 5 measurement points within 3 cm from the part of the dip molded body corresponding to the part where the contact time with the coagulant solution is the longest (tip of the glass mold) when the glass mold is immersed in the coagulant solution. bottom. Then, the thickness of the selected 5 points was measured, the arithmetic mean of the measured thicknesses of the 5 points was obtained, and the obtained value (unit: mm) was taken as the thickness of the dip molded body.
- the tensile strength (unit: MPa) and the tensile elongation immediately before breaking (unit:%) were measured. It can be determined that the lower the value of 500% tensile stress, the softer the texture of the dip molded product. Further, it can be determined that the higher the tensile strength, the better the mechanical strength of the dip molded product.
- ⁇ Tear strength of dip molded product> Based on ASTM D624-00, the dip molded product was left in a constant temperature and humidity chamber at 23 ° C. and 50% relative humidity for 24 hours or more, and then punched and torn with a dumbbell (trade name "Die C", manufactured by Dumbbell). A test piece for strength measurement was prepared. The test piece was pulled by a Tensilon universal tester (trade name "RTG-1210", manufactured by A & D Co., Ltd.) at a tensile speed of 500 mm / min, and the tear strength (unit: N / mm) was measured. It can be judged that the higher the tear strength, the better the mechanical strength of the dip molded product.
- the number of pinholes in the dip molded product is determined by cutting one dip molded product into a sheet shape with scissors and observing the sheet surface with a magnifying glass while irradiating light from the back surface of the opened sheet with a backlight. I counted. The number of pinholes per dip molded product was defined as the number of pinholes in the dip molded product.
- Example 1 Manufacture of Latex of Carboxy-modified Synthetic Polyisoprene (A-1)) Synthetic polyisoprene (trade name "NIPOL IR2200L", manufactured by Nippon Zeon Co., Ltd.) is mixed with n-hexane (boiling point: 69 ° C.) and dissolved by raising the temperature to 60 ° C. with stirring to dissolve the synthetic polyisoprene concentration 15. An n-hexane solution (a) of synthetic polyisoprene in% by weight was prepared.
- potassium rosinate was added to water, the temperature was raised to 60 ° C. and dissolved to prepare an aqueous emulsifier solution (b) having a concentration of 1.5% by weight.
- the n-hexane solution (a) of the synthetic polyisoprene obtained above and the emulsifier aqueous solution (b) were added to 100 parts of the synthetic polyisoprene in the n-hexane solution (a) of the synthetic polyisoprene. Then, mix using a mixer (product name "Multiline Mixer MS26-MMR-5.5L", manufactured by Satake Chemical Machinery Co., Ltd.) so that the amount of potassium loginate in the emulsifier aqueous solution (b) is 10 parts.
- a mixer product name "Multiline Mixer MS26-MMR-5.5L", manufactured by Satake Chemical Machinery Co., Ltd.
- an emulsifying dispersion (c) was obtained by mixing and emulsifying at a rotation speed of 4100 rpm using an emulsifying device (product name "Milder MDN310", manufactured by Pacific Kiko Co., Ltd.).
- the total feed flow velocity of the n-hexane solution (a) of the synthetic polyisoprene and the emulsifier aqueous solution (b) is 2,000 kg / hr
- the temperature is 60 ° C.
- the back pressure (gauge pressure) is 0.5 MPa. And said.
- the obtained emulsion dispersion (c) was heated to 80 ° C. under a reduced pressure of ⁇ 0.01 to ⁇ 0.09 MPa (gauge pressure), n-hexane was distilled off, and water of synthetic polyisoprene was distilled off.
- the dispersion liquid (d) was obtained.
- an antifoaming agent (trade name "SM5515", manufactured by Toray Dow Corning Co., Ltd.) was continuously added while spraying so as to have an amount of 300 ppm by weight based on the synthetic polyisoprene in the emulsion dispersion (c). bottom.
- the emulsion dispersion liquid (c) was adjusted to be 70% by volume or less of the volume of the tank, and a three-stage inclined paddle blade was used as the stirring blade at 60 rpm. The stirring was carried out slowly.
- the obtained aqueous dispersion (d) of synthetic polyisoprene was used in a continuous centrifuge (product name "SRG510", manufactured by Alfa Laval).
- the mixture was concentrated by centrifugation at 000 to 9,000 G to obtain a latex (e) of synthetic polyisoprene as a light liquid having a solid content concentration of 60% by weight.
- the conditions for centrifugation were as follows: the solid content concentration of the aqueous dispersion (d) before centrifugation was 8% by weight, the flow velocity during continuous centrifugation was 1300 kg / hr, and the back pressure (gauge pressure) of the centrifuge was 0. It was set to 1 MPa.
- the latex (e) of synthetic polyisoprene to which a dispersant was added was charged into a reaction vessel equipped with a stirrer substituted with nitrogen, and the temperature was heated to 30 ° C. while stirring. Further, using another container, 3 parts of methacrylic acid as a carboxyl group-containing compound and 16 parts of distilled water were mixed to prepare a diluted methacrylic acid solution. This diluted methacrylic acid solution was added to the reaction vessel kept at a temperature of 20 ° C. over 30 minutes.
- the mixture was concentrated in a centrifuge to obtain a latex of carboxy-modified synthetic polyisoprene (A-1).
- the modification rate of the obtained carboxy-modified synthetic polyisoprene (A-1) latex was measured according to the above method, the modification rate was 0.5 mol%.
- the volume average particle size of the particles of the carboxy-modified synthetic polyisoprene contained in the latex of the obtained carboxy-modified synthetic polyisoprene (A-1) was 0.91 ⁇ m.
- the glass mold coated with the coagulant was taken out from the oven and immersed in the latex composition obtained above for 6 seconds.
- the glass mold was air-dried at room temperature for 10 minutes and then immersed in warm water at 60 ° C. for 5 minutes to elute water-soluble impurities to form a dip molded layer on the glass mold.
- the dip molded layer formed in the glass mold is vulcanized by heating it in an oven at a temperature of 130 ° C. for 30 minutes, cooled to room temperature, sprayed with talc, and then peeled from the glass mold.
- a dip molded body was obtained.
- the thickness of the obtained dip molded product was 0.03 mm.
- 500% tensile stress, tensile strength, tensile elongation, tear strength, and number of pinholes were measured according to the above method. The results are shown in Table 1.
- Example 2 A dip molded product was produced in the same manner as in Example 1 except that the immersion time when the glass mold was immersed in the coagulant aqueous solution was changed to 10 seconds, and the evaluation was performed in the same manner. The results are shown in Table 1. The thickness of the obtained dip molded product was 0.05 mm.
- Example 3 A dip molded product was produced in the same manner as in Example 2 except that the immersion time when the glass mold coated with the coagulant was immersed in the latex composition was changed to 15 seconds, and the evaluation was performed in the same manner. .. The results are shown in Table 1. The thickness of the obtained dip molded product was 0.07 mm.
- Example 4 (Preparation of latex composition) A latex composition was obtained in the same manner as in Example 1 except that the solid content concentration was changed to 20% by weight.
- the glass mold coated with the coagulant was taken out from the oven and immersed in the latex composition obtained above for 6 seconds.
- the glass mold was air-dried at room temperature for 10 minutes and then immersed in warm water at 60 ° C. for 5 minutes to elute water-soluble impurities to form a dip molded layer on the glass mold.
- the dip molded layer formed in the glass mold is vulcanized by heating it in an oven at a temperature of 130 ° C. for 30 minutes, cooled to room temperature, sprayed with talc, and then peeled from the glass mold.
- a dip molded body was obtained.
- the thickness of the obtained dip molded product was 0.09 mm.
- evaluation was performed in the same manner as in Example 1. The results are shown in Table 1.
- Example 5 A latex composition was obtained in the same manner as in Example 1 except that the solid content concentration was changed to 30% by weight. Then, a dip molded product was produced in the same manner as in Example 4 except that the obtained latex composition was used and the coagulant concentration was changed to 12% by weight, and evaluation was carried out in the same manner. The results are shown in Table 1. The thickness of the obtained dip molded product was 0.16 mm.
- Example 6> A latex composition having a solid content concentration of 10% by weight was obtained in the same manner as in Example 1 except that the amount of the aqueous sulfur dispersion used was changed to an amount such that the amount of sulfur blended was 0.5 parts. rice field. Then, a dip molded product was produced in the same manner as in Example 1 except that the obtained latex composition was used, and the evaluation was carried out in the same manner. The results are shown in Table 1. The thickness of the obtained dip molded product was 0.03 mm.
- Example 2 A dip molded product was produced in the same manner as in Example 2 except that the latex of synthetic polyisoprene (e) was used instead of the latex of carboxy-modified synthetic polyisoprene (A-1), and evaluation was performed in the same manner. rice field. The results are shown in Table 1. The thickness of the obtained dip molded product was 0.09 mm.
- Example 2 A dip molded product was produced in the same manner as in Example 5 except that the latex of synthetic polyisoprene (e) was used instead of the latex of carboxy-modified synthetic polyisoprene (A-1), and evaluation was performed in the same manner. rice field. The results are shown in Table 1. The thickness of the obtained dip molded product was 0.21 mm.
- Example 3 A dip molded product was produced in the same manner as in Example 5 except that the coagulant concentration was changed to 0.1% by weight, and evaluation was carried out in the same manner. The results are shown in Table 1. The thickness of the obtained dip molded product was 0.01 mm.
- Example 7 Manufacture of carboxy-modified SIS (A-2) latex
- SIS styrene-isoprene-styrene block copolymer
- a latex of carboxy-modified SIS (A-2) was obtained in the same manner as in Example 1.
- the volume average particle size of the carboxy-modified SIS (A-2) particles contained in the obtained carboxy-modified SIS (A-2) latex was 0.64 ⁇ m.
- a dip molded product was produced in the same manner as in Example 5 except that the latex of the carboxy-modified synthetic polyisoprene (A-1) was replaced with the latex of the carboxy-modified SIS (A-2).
- the results are shown in Table 2.
- the thickness of the obtained dip molded product was 0.17 mm.
- the dip molded product having a thickness of 0.02 to 0.19 mm obtained by a manufacturing method of immersing in a latex composition containing latex has no pinholes, has good tensile stress, and has good tensile strength, tensile elongation, and so on. And the tear strength was excellent (Examples 1 to 7).
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Description
本発明のディップ成形体の製造方法において、前記ディップ成形型として、表面が粗化処理されていないものを用いることが好ましい。
本発明のディップ成形体の製造方法において、前記凝固剤溶液の凝固剤濃度が、0.1~20重量%であることが好ましい。
本発明のディップ成形体の製造方法において、前記ディップ成形型を前記凝固剤溶液に浸漬させる際における浸漬時間を、0.1~20秒とすることが好ましい。
本発明のディップ成形体の製造方法において、前記ディップ成形型を前記凝固剤溶液に浸漬させる際における、前記ディップ成形型の温度を、20~100℃とすることが好ましい。
本発明のディップ成形体の製造方法において、前記凝固剤を付着させたディップ成形型を前記ラテックス組成物に浸漬させる際における浸漬時間を、1~20秒とすることが好ましい。
本発明のディップ成形体の製造方法において、前記ラテックス組成物の固形分濃度が、1~40重量%であることが好ましい。
本発明のディップ成形体の製造方法において、前記カルボキシ変性共役ジエン系重合体ラテックスが、合成ポリイソプレン、スチレン-イソプレン-スチレンブロック共重合体、または蛋白質を除去した天然ゴムのラテックスであることが好ましい。
本発明のディップ成形体の製造方法において、前記ラテックス組成物が、硫黄系加硫剤をさらに含むことが好ましい。
本発明のディップ成形体の製造方法において、前記ラテックス組成物が、加硫促進剤をさらに含むことが好ましい。
本発明のディップ成形体の製造方法において、前記加硫促進剤が、キサントゲン化合物であることが好ましい。
ディップ成形型を凝固剤溶液に浸漬させ、前記ディップ成形型に凝固剤を付着させる工程と、
体積平均粒子径が、500~2,000nmであるカルボキシ変性共役ジエン系重合体の粒子が、水中に分散されてなるカルボキシ変性共役ジエン系重合体ラテックスを含有するラテックス組成物を準備する工程と、
前記凝固剤を付着させたディップ成形型を、前記ラテックス組成物に浸漬させることで、厚み0.02~0.19mmであるディップ成形体を得る工程とを備える。
本発明で用いるラテックス組成物は、カルボキシ変性共役ジエン系重合体ラテックスを含有する。
カルボキシ変性共役ジエン系重合体ラテックスは、共役ジエン系重合体を、カルボキシル基を有する単量体により変性して得られるカルボキシ変性共役ジエン系重合体のラテックスである。
上述した方法により合成ポリイソプレンの重合体溶液を得た場合には、重合体溶液中に残った重合触媒の残渣などの不純物を取り除いてもよい。また、重合中または重合後の溶液に、後述する老化防止剤を添加してもよい。また、市販の固形の合成ポリイソプレンを用いることもできる。
乳化物から有機溶媒を除去する方法としては、得られる合成ポリイソプレンラテックス中における、有機溶媒(好ましくは脂環族炭化水素溶媒または脂肪族炭化水素溶媒)の含有量を500重量ppm以下とすることのできる方法が好ましく、たとえば、減圧蒸留、常圧蒸留、水蒸気蒸留、遠心分離等の方法を採用することができる。
消泡剤を添加しながら、有機溶媒を除去することもできる。消泡剤を添加することにより、合成ポリイソプレンの泡立ちを抑制することができる。
この際、合成した後に重合体溶液中に残った重合触媒の残渣などの不純物を取り除いてもよい。また、重合中または重合後の溶液に、後述する老化防止剤を添加してもよい。また、市販の固形のSISを用いることもできる。
なお、有機溶媒の使用量は、SIS100重量部に対して、通常50~2,000重量部、好ましくは80~1,000重量部、より好ましくは100~500重量部、さらに好ましくは150~300重量部である。
消泡剤を添加しながら、有機溶媒を除去することもできる。消泡剤を添加することにより泡立ちを抑制することができる。
また、SIS中のイソプレンブロックにおけるイソプレン単位の含有量は、全単量体単位に対して、好ましくは70~100重量%、より好ましくは90~100重量%、さらに好ましくは100重量%である。
なお、SIS中のスチレン単位とイソプレン単位の含有割合は、「スチレン単位:イソプレン単位」の重量比で、通常1:99~90:10、好ましくは3:97~70:30、より好ましくは5:95~50:50、さらに好ましくは10:90~30:70の範囲である。
変性率(重量%)=(X/Y)×100
なお、上記式においては、Xは、カルボキシ変性共役ジエン系重合体中における、カルボキシル基を有する単量体の単位の重量を、Yは、カルボキシ変性共役ジエン系重合体の重量をそれぞれ表す。Xは、カルボキシ変性共役ジエン系重合体について、1H-NMR測定を行い、1H-NMR測定の結果から算出する方法、あるいは、中和滴定により酸量を求め、求めた酸量から算出する方法などにより求めることができる。
本発明のディップ成形体の製造方法は、
ディップ成形型を凝固剤溶液に浸漬させ、前記ディップ成形型に凝固剤を付着させる工程と、
上記したラテックス組成物を準備する工程と、
前記凝固剤を付着させたディップ成形型を、前記ラテックス組成物に浸漬させることで、厚み0.02~0.19mmであるディップ成形体を得る工程とを備える。
アルミ皿(重量:X1)に試料2gを精秤し(重量:X2)、これを105℃の熱風乾燥器内で2時間乾燥させた。次いで、デシケーター内で冷却した後、アルミ皿ごと重量を測定し(重量:X3)、下記の計算式にしたがって、固形分濃度を算出した。
固形分濃度(重量%)=(X3-X1)×100/X2
カルボキシ変性共役ジエン系重合体のラテックス(カルボキシ変性合成ポリイソプレンのラテックスおよびカルボキシ変性SISのラテックス)を構成するカルボキシ変性共役ジエン系重合体(カルボキシ変性合成ポリイソプレンおよびカルボキシ変性SIS)について、水酸化ナトリウム水溶液を用いた中和滴定により、カルボキシ変性共役ジエン系重合体中におけるカルボキシル基の数を求めた。次いで、求めたカルボキシル基の数に基づいて、下記式にしたがって、カルボキシル基を有する単量体による変性率を求めた。
変性率(重量%)=(X/Y)×100
なお、上記式においては、Xは、カルボキシ変性共役ジエン系重合体中における、カルボキシル基を有する単量体の単位の重量を、Yは、カルボキシ変性共役ジエン系重合体の重量をそれぞれ表す。
光散乱回折粒子測定装置(商品名「LS-230」、コールター社製)により、カルボキシ変性共役ジエン系重合体ラテックス中に含まれる、カルボキシ変性共役ジエン系重合体の粒子の体積平均粒子径を測定した。
ガラス型を凝固剤溶液に浸漬させた際における、凝固剤溶液との接触時間が最も長い箇所(ガラス型の先端)に対応する、ディップ成形体の箇所から、3cm以内で測定箇所を5点選択した。そして、選択した5点の厚みを測定し、測定した5点の厚みの算術平均を求め、得られた値(単位:mm)をディップ成形体の厚みとした。
ASTM D412に基づいて、ディップ成形体を、ダンベル(商品名「スーパーダンベル(型式:SDMK-100C)」、ダンベル社製)で打ち抜き、引張強度測定用試験片を作製した。当該試験片をテンシロン万能試験機(商品名「RTG-1210」、オリエンテック社製)で引張速度500mm/minで引っ張り、伸び率が500%の時の引張応力(単位:MPa)、破断直前の引張強度(単位:MPa)、および破断直前の引張伸び(単位:%)を測定した。500%引張応力の値が低いほど、柔軟な風合いを有するディップ成形体であると判断できる。また、引張強度が高いほど、機械的強度に優れたディップ成形体であると判断できる。
ASTM D624-00に基づいて、ディップ成形体を、23℃、相対湿度50%の恒温恒湿室で24時間以上放置した後、ダンベル(商品名「Die C」、ダンベル社製)で打ち抜き、引裂強度測定用の試験片を作製した。当該試験片をテンシロン万能試験機(商品名「RTG-1210」、A&D社製)で引張速度500mm/minで引っ張り、引裂強度(単位:N/mm)を測定した。引裂強度が高いほど、機械的強度に優れたディップ成形体であると判断できる。
ディップ成形体のピンホール数は、ディップ成形体1枚をはさみで切り開きシート状にし、切り開いたシートの裏面からバックライトで光を照射しながらシート表面を拡大鏡で観察し、ピンホールの数を数えた。前記ディップ成形体1枚当たりのピンホールの数をそのディップ成形体のピンホール数とした。
(カルボキシ変性合成ポリイソプレン(A-1)のラテックスの製造)
合成ポリイソプレン(商品名「NIPOL IR2200L」、日本ゼオン社製)をn-ヘキサン(沸点:69℃)と混合し、攪拌しながら温度を60℃に昇温して溶解し、合成ポリイソプレン濃度15重量%である、合成ポリイソプレンのn-ヘキサン溶液(a)を調製した。
上記にて得られたカルボキシ変性合成ポリイソプレン(A-1)のラテックスを撹拌しながら、カルボキシ変性合成ポリイソプレン(A-1)のラテックス中のカルボキシ変性合成ポリイソプレン(A-1)100部に対して、それぞれ固形分換算で、硫黄1.5部、加硫促進剤としてのジイソプロピルキサントゲン酸亜鉛2.5部、活性化剤としての酸化亜鉛1.5部、老化防止剤(商品名「Wingstay L」、グッドイヤー社製)2部となるように、各配合剤の水分散液を添加して、水を添加することで固形分濃度を調整することで、ラテックス組成物を得た。そして、得られたラテックス組成物を、25℃に調整された恒温水槽で48時間熟成(前加硫)を行うことで、固形分濃度が10重量%のラテックス組成物を得た。
ガラス型(表面粗度Raは2μm)を洗浄し、40℃のオーブン内で予備加熱した後、3重量%の硝酸カルシウムおよび0.05重量%のポリオキシエチレンラウリルエーテル(商品名「エマルゲン109P」、花王社製)を含有する凝固剤水溶液に3秒間浸漬し、凝固剤水溶液から取り出した。次いで、ガラス型を70℃のオーブン内で30分以上乾燥させることで、ガラス型に凝固剤を付着させて、ガラス型を凝固剤により被覆した。
ガラス型を凝固剤水溶液に浸漬させる際における浸漬時間を、10秒に変更した以外は、実施例1と同様にして、ディップ成形体を製造し、同様に評価を行った。結果を表1に示す。なお、得られたディップ成形体の厚みは、0.05mmであった。
凝固剤で被覆されたガラス型をラテックス組成物に浸漬させる際における浸漬時間を、15秒に変更した以外は、実施例2と同様にして、ディップ成形体を製造し、同様に評価を行った。結果を表1に示す。なお、得られたディップ成形体の厚みは、0.07mmであった。
(ラテックス組成物の調製)
固形分濃度を20重量%に変更した以外は、実施例1と同様にして、ラテックス組成物を得た。
ガラス型(表面粗度Raは2μm)を洗浄し、60℃のオーブン内で予備加熱した後、6重量%の硝酸カルシウムおよび0.05重量%のポリオキシエチレンラウリルエーテル(商品名「エマルゲン109P」、花王社製)を含有する凝固剤水溶液に3秒間浸漬し、凝固剤水溶液から取り出した。次いで、ガラス型を70℃のオーブン内で30分以上乾燥させることで、ガラス型に凝固剤を付着させて、ガラス型を凝固剤により被覆した。
固形分濃度を30重量%に変更した以外は、実施例1と同様にして、ラテックス組成物を得た。そして、得られたラテックス組成物を用い、かつ、凝固剤濃度を12重量%に変更した以外は、実施例4と同様にして、ディップ成形体を製造し、同様に評価を行った。結果を表1に示す。なお、得られたディップ成形体の厚みは、0.16mmであった。
硫黄の水分散液の使用量を、硫黄の配合量が0.5部となるような量に変更した以外は、実施例1と同様にして、固形分濃度10重量%のラテックス組成物を得た。そして、得られたラテックス組成物を用いた以外は、実施例1と同様にして、ディップ成形体を製造し、同様に評価を行った。結果を表1に示す。なお、得られたディップ成形体の厚みは、0.03mmであった。
カルボキシ変性合成ポリイソプレン(A-1)のラテックスに代えて、合成ポリイソプレンのラテックス(e)を用いた以外は、実施例2と同様にして、ディップ成形体を製造し、同様に評価を行った。結果を表1に示す。なお、得られたディップ成形体の厚みは、0.09mmであった。
カルボキシ変性合成ポリイソプレン(A-1)のラテックスに代えて、合成ポリイソプレンのラテックス(e)を用いた以外は、実施例5と同様にして、ディップ成形体を製造し、同様に評価を行った。結果を表1に示す。なお、得られたディップ成形体の厚みは、0.21mmであった。
凝固剤濃度を0.1重量%に変更した以外は、実施例5と同様にして、ディップ成形体を製造し、同様に評価を行った。結果を表1に示す。なお、得られたディップ成形体の厚みは、0.01mmであった。

(カルボキシ変性SIS(A-2)のラテックスの製造)
合成ポリイソプレン(商品名「NIPOL IR2200L」、日本ゼオン社製)に代えて、スチレン-イソプレン-スチレンブロック共重合体(SIS)(商品名「Quintac 3620」、日本ゼオン社製)を用いた以外は、実施例1と同様にして、カルボキシ変性SIS(A-2)のラテックスを得た。得られたカルボキシ変性SIS(A-2)のラテックスに含まれる、カルボキシ変性SIS(A-2)の粒子の体積平均粒子径は、0.64μmであった。
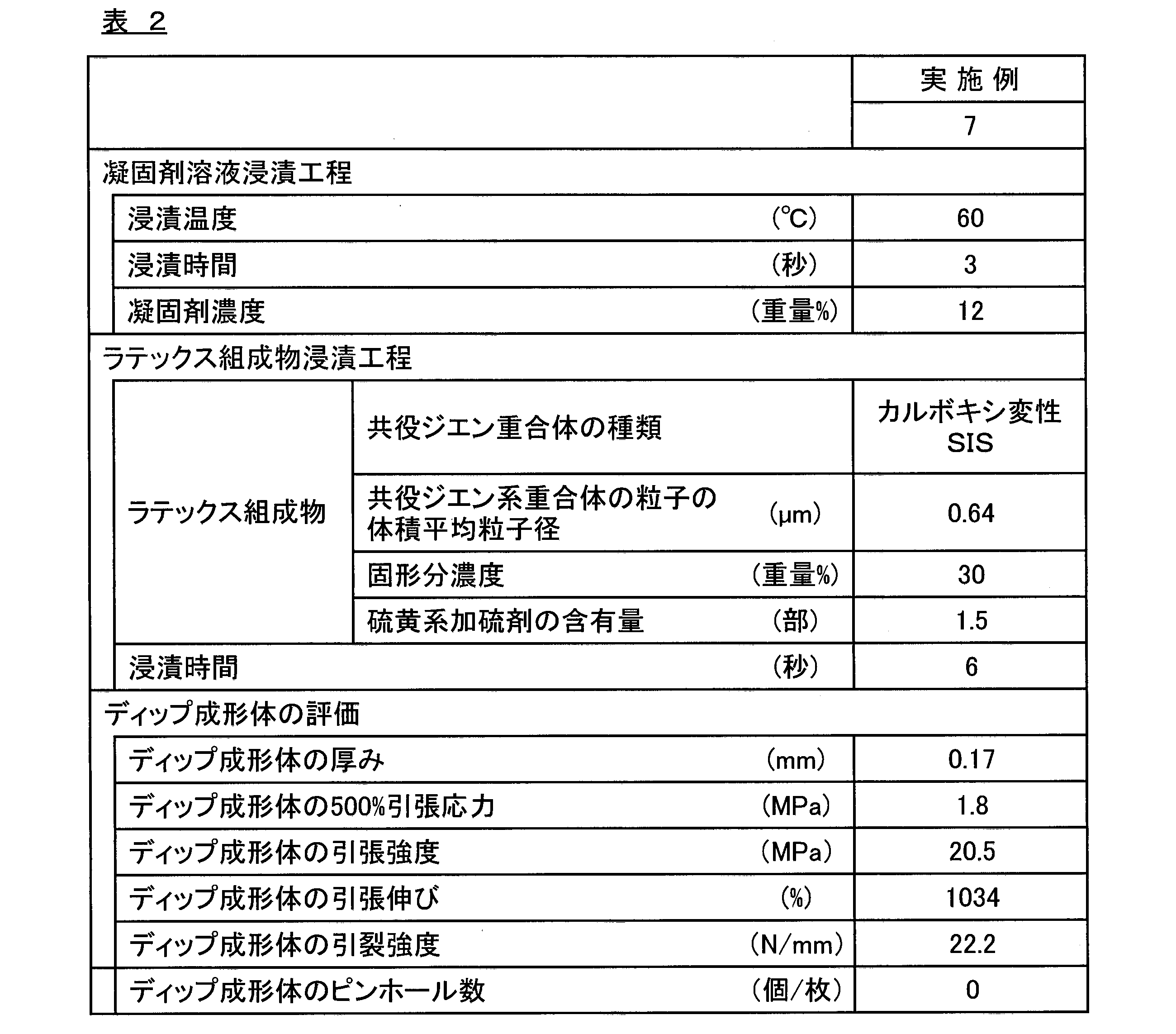
一方、ラテックス組成物として、カルボキシ変性されていない共役ジエン系重合体を含む共役ジエン系重合体ラテックスを含むものを用いる場合、得られるディップ成形体は、ピンホールが多く確認できるものであった(比較例1,2)。
また、0.02未満の厚みであるディップ成形体を製造した場合、得られるディップ成形体は、引張強度および引裂強度が低いものであった(比較例3)。
Claims (14)
- ディップ成形型を凝固剤溶液に浸漬させ、前記ディップ成形型に凝固剤を付着させる工程と、
体積平均粒子径が、500~2,000nmであるカルボキシ変性共役ジエン系重合体の粒子が、水中に分散されてなるカルボキシ変性共役ジエン系重合体ラテックスを含有するラテックス組成物を準備する工程と、
前記凝固剤を付着させたディップ成形型を、前記ラテックス組成物に浸漬させることで、厚み0.02~0.19mmであるディップ成形体を得る工程とを備えるディップ成形体の製造方法。 - 前記ディップ成形体の厚みが、0.02~0.15mmである請求項1に記載のディップ成形体の製造方法。
- 前記ディップ成形体の厚みが、0.02~0.10mmである請求項2に記載のディップ成形体の製造方法。
- 前記ディップ成形体の厚みが、0.02mm以上、0.08mm未満である請求項3に記載のディップ成形体の製造方法。
- 前記ディップ成形型として、表面が粗化処理されていないものを用いる請求項1~4のいずれかに記載のディップ成形体の製造方法。
- 前記凝固剤溶液の凝固剤濃度が、0.1~20重量%である請求項1~5のいずれかに記載のディップ成形体の製造方法。
- 前記ディップ成形型を前記凝固剤溶液に浸漬させる際における浸漬時間を、0.1~20秒とする請求項1~6のいずれかに記載のディップ成形体の製造方法。
- 前記ディップ成形型を前記凝固剤溶液に浸漬させる際における、前記ディップ成形型の温度を、20~100℃とする請求項1~7のいずれかに記載のディップ成形体の製造方法。
- 前記凝固剤を付着させたディップ成形型を前記ラテックス組成物に浸漬させる際における浸漬時間を、1~20秒とする請求項1~8のいずれかに記載のディップ成形体の製造方法。
- 前記ラテックス組成物の固形分濃度が、1~40重量%である請求項1~9のいずれかに記載のディップ成形体の製造方法。
- 前記カルボキシ変性共役ジエン系重合体ラテックスが、合成ポリイソプレン、スチレン-イソプレン-スチレンブロック共重合体、または蛋白質を除去した天然ゴムのラテックスである請求項1~10のいずれかに記載のディップ成形体の製造方法。
- 前記ラテックス組成物が、硫黄系加硫剤をさらに含む請求項1~11のいずれかに記載のディップ成形体の製造方法。
- 前記ラテックス組成物が、加硫促進剤をさらに含む請求項12に記載のディップ成形体の製造方法。
- 前記加硫促進剤が、キサントゲン化合物である請求項13に記載のディップ成形体の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/800,935 US20230088356A1 (en) | 2020-02-27 | 2021-02-08 | Method for producing dip-molded article |
| EP21759647.7A EP4112264B1 (en) | 2020-02-27 | 2021-02-08 | Method for producing dip-molded article |
| JP2022503234A JP7635777B2 (ja) | 2020-02-27 | 2021-02-08 | ディップ成形体の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020031350 | 2020-02-27 | ||
| JP2020-031350 | 2020-02-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021171994A1 true WO2021171994A1 (ja) | 2021-09-02 |
Family
ID=77490485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/004674 Ceased WO2021171994A1 (ja) | 2020-02-27 | 2021-02-08 | ディップ成形体の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230088356A1 (ja) |
| EP (1) | EP4112264B1 (ja) |
| JP (1) | JP7635777B2 (ja) |
| WO (1) | WO2021171994A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022256335A1 (en) * | 2021-06-03 | 2022-12-08 | Shen Wei (Usa) Inc. | Eco-friendly wearable dipped article and method of manufacturing |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021171993A1 (ja) * | 2020-02-26 | 2021-09-02 | 日本ゼオン株式会社 | ラテックス組成物 |
| CN115916500A (zh) * | 2020-03-31 | 2023-04-04 | 利洁时健康有限公司 | 一种聚氨酯安全套成型用的模具及其制备方法和使用方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004352901A (ja) * | 2003-05-30 | 2004-12-16 | Nippon Zeon Co Ltd | ディップ成形用組成物及びディップ成形品 |
| WO2014129547A1 (ja) | 2013-02-22 | 2014-08-28 | 日本ゼオン株式会社 | ディップ成形用ラテックス、ディップ成形用組成物およびディップ成形体 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5229061A (en) * | 1991-12-16 | 1993-07-20 | Gam-Med Packaging Corporation | Mold and method for producing a hollow tube component for a dispensing applicator |
| US6284856B1 (en) * | 1995-02-14 | 2001-09-04 | Avery Dennison Corporation | Acrylate, silicone, styrene, urethane copolymer coatings for natural and synthetic rubber articles |
| KR101475092B1 (ko) * | 2007-03-29 | 2014-12-22 | 제온 코포레이션 | 니트릴 공중합체 고무 조성물 및 니트릴 공중합체 라텍스 조성물 |
| US8087412B2 (en) * | 2008-05-01 | 2012-01-03 | Ansell Healthcare Products Llc | Dip-formed synthetic polyisoprene latex articles with improved intraparticle and interparticle crosslinks |
| KR101715213B1 (ko) * | 2010-06-25 | 2017-03-10 | 얼리젼스 코포레이션 | 알레르기 유발 가능성이 감소된 가황 조성물 |
| WO2016104057A1 (ja) * | 2014-12-25 | 2016-06-30 | 日本ゼオン株式会社 | ディップ成形用ラテックス組成物及びディップ成形品 |
| CH711895B1 (de) * | 2015-12-10 | 2020-05-29 | G Zag Ag C/O Jmp Treuhand & Inkasso Ag | Verfahren zur Herstellung von Elektro-Isolationsprodukten aus synthetischem Polyisopren (IR) sowie derartige Elektro-Isolationsprodukte. |
| JP6947162B2 (ja) * | 2016-03-10 | 2021-10-13 | 日本ゼオン株式会社 | 合成ゴムのラテックスおよびその製造方法 |
| KR102081764B1 (ko) * | 2016-09-01 | 2020-02-26 | 주식회사 엘지화학 | 딥 성형용 라텍스 조성물 및 이로부터 제조된 성형품 |
| EP3587487A4 (en) * | 2017-02-22 | 2020-10-14 | Zeon Corporation | COMPOSITION OF LATEX |
| WO2019022091A1 (ja) * | 2017-07-27 | 2019-01-31 | 日本ゼオン株式会社 | 積層体の製造方法 |
| WO2019058807A1 (ja) * | 2017-09-22 | 2019-03-28 | 日本ゼオン株式会社 | ラテックス組成物の製造方法 |
-
2021
- 2021-02-08 JP JP2022503234A patent/JP7635777B2/ja active Active
- 2021-02-08 WO PCT/JP2021/004674 patent/WO2021171994A1/ja not_active Ceased
- 2021-02-08 US US17/800,935 patent/US20230088356A1/en active Pending
- 2021-02-08 EP EP21759647.7A patent/EP4112264B1/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004352901A (ja) * | 2003-05-30 | 2004-12-16 | Nippon Zeon Co Ltd | ディップ成形用組成物及びディップ成形品 |
| WO2014129547A1 (ja) | 2013-02-22 | 2014-08-28 | 日本ゼオン株式会社 | ディップ成形用ラテックス、ディップ成形用組成物およびディップ成形体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4112264A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022256335A1 (en) * | 2021-06-03 | 2022-12-08 | Shen Wei (Usa) Inc. | Eco-friendly wearable dipped article and method of manufacturing |
| US12201172B2 (en) | 2021-06-03 | 2025-01-21 | Shen Wei (Usa) Inc. | Eco-friendly wearable dipped article and method of manufacturing |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4112264A4 (en) | 2024-04-10 |
| EP4112264A1 (en) | 2023-01-04 |
| JP7635777B2 (ja) | 2025-02-26 |
| JPWO2021171994A1 (ja) | 2021-09-02 |
| EP4112264B1 (en) | 2026-04-01 |
| US20230088356A1 (en) | 2023-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6769445B2 (ja) | ラテックス組成物 | |
| JP7063318B2 (ja) | ラテックス組成物 | |
| JP5472286B2 (ja) | ディップ成形用組成物及びディップ成形体 | |
| JP5488137B2 (ja) | ディップ成形用組成物及びディップ成形体 | |
| JP6358262B2 (ja) | ディップ成形用組成物およびディップ成形体 | |
| WO2014129547A1 (ja) | ディップ成形用ラテックス、ディップ成形用組成物およびディップ成形体 | |
| JP6984607B2 (ja) | ラテックス組成物 | |
| JP6879218B2 (ja) | 重合体ラテックスの製造方法 | |
| JP5187501B2 (ja) | ディップ成形用組成物及び成形体 | |
| JP7635777B2 (ja) | ディップ成形体の製造方法 | |
| JP7655304B2 (ja) | ラテックス組成物の製造方法 | |
| JP7163924B2 (ja) | ラテックス組成物の製造方法 | |
| JP7222398B2 (ja) | 医療用バルーンの製造方法 | |
| JP2018053173A (ja) | ラテックス組成物 | |
| JP7632447B2 (ja) | ラテックス組成物の製造方法 | |
| JP7697469B2 (ja) | 膜成形体 | |
| JP7632306B2 (ja) | キサントゲン化合物分散体、共役ジエン系重合体ラテックス組成物、膜成形体、ディップ成形体、および接着剤組成物 | |
| JP7521534B2 (ja) | ラテックス組成物、膜成形体およびディップ成形体 | |
| WO2021171993A1 (ja) | ラテックス組成物 | |
| JP7604942B2 (ja) | ラテックス組成物およびディップ成形体 | |
| WO2023026782A1 (ja) | ラテックス組成物およびディップ成形体 | |
| WO2022172696A1 (ja) | 成形体の製造方法 | |
| WO2022091728A1 (ja) | ラテックス組成物およびディップ成形体 | |
| WO2023181837A1 (ja) | ラテックス組成物およびディップ成形体 | |
| WO2022181389A1 (ja) | 変性共役ジエン系重合体ラテックスの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21759647 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022503234 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021759647 Country of ref document: EP Effective date: 20220927 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2021759647 Country of ref document: EP |