WO2021210542A1 - Procédé de production de film de revêtement - Google Patents
Procédé de production de film de revêtement Download PDFInfo
- Publication number
- WO2021210542A1 WO2021210542A1 PCT/JP2021/015199 JP2021015199W WO2021210542A1 WO 2021210542 A1 WO2021210542 A1 WO 2021210542A1 JP 2021015199 W JP2021015199 W JP 2021015199W WO 2021210542 A1 WO2021210542 A1 WO 2021210542A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coating liquid
- film
- coating
- support
- liquid film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/02—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber
- B05D7/04—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber to surfaces of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D201/00—Coating compositions based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/02—Emulsion paints including aerosols
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2252/00—Sheets
- B05D2252/02—Sheets of indefinite length
Definitions
- This disclosure relates to a method for manufacturing a coating film.
- a method of producing a target coating film on a support by a continuous process of a roll-to-roll method is known.
- a method for producing a coating film for example, there is a method of applying a coating liquid for obtaining a target coating film on a support and drying the obtained coating liquid film.
- curl regulating means may be used in order to suppress curl (also referred to as warpage) of the coating film.
- Patent Document 1 describes a development processing unit that develops an undeveloped photographic film and a photographic film that has been developed in the development processing unit.
- the drying processing unit conveys the photographic film while performing the drying treatment of the photographic film and the hot air blowing means for performing the drying treatment by blowing hot air on the developed photographic film.
- the curl regulating means is provided with a transporting means for controlling the curl in the film width direction due to the drying process of the photographic film, and the curl regulating means is located on the downstream side in the transport direction from the position where the photographic film is in the reduced drying state.
- Patent Documents 2 to 5 disclose various curl controlling means.
- it is a method of manufacturing a coating film on a support that is continuously conveyed, such as a continuous process in a roll-to-roll method, in which a water-based coating liquid is applied onto the support to form a coating liquid film.
- a water-based coating liquid is applied onto the support to form a coating liquid film.
- the present invention is to provide a method for producing a coating film in which a coating film in which cracks and curls are suppressed can be obtained.
- Means for solving the above problems include the following embodiments. ⁇ 1> Step A in which a long support is continuously transported and a water-based coating liquid is applied onto the continuously transported support. Step B of drying the coating liquid film obtained in step A on the support that is continuously conveyed, and step B. Including In the constant rate drying step of the coating liquid film in step B, while the solid content concentration of the coating liquid film is 70% by mass to 95% by mass, the laminate composed of the support and the coating liquid film is coated. A method for manufacturing a coating film, which starts curl regulation that does not contact the working liquid film.
- ⁇ 2> The method for producing a coating film according to ⁇ 1>, wherein the solid content concentration of the coating liquid in step A is 30% by mass to 60% by mass.
- ⁇ 3> The method for producing a coating film according to ⁇ 1> or ⁇ 2>, wherein the water-based coating liquid is a coating liquid containing particles.
- Non-contact curl regulation is performed by means of ejecting gas on one or both sides of the laminate and continuously transporting the laminate while bending it in the thickness direction by the wind pressure of the gas.
- ⁇ 1> to ⁇ 3> The method for producing a coating film according to any one of the above.
- ⁇ 5> The method for producing a coating film according to any one of ⁇ 1> to ⁇ 4>, wherein the support is a metal support.
- ⁇ 6> The method for producing a coating film according to any one of ⁇ 1> to ⁇ 5>, wherein the thickness of the support is 10 ⁇ m to 30 ⁇ m.
- a method for producing a coating film on a support that is continuously conveyed wherein a coating film in which cracks and curls are suppressed can be obtained. ..
- FIG. 1 is a schematic view showing each step of the method for producing a coating film of one embodiment.
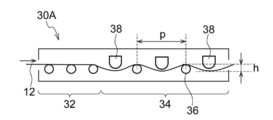
- FIG. 2 is a schematic side view for explaining an example of curl regulating means in step B.
- FIG. 3 is a schematic side view for explaining another example of the curl regulating means in the step B.
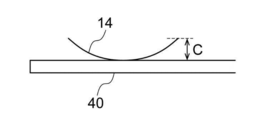
- FIG. 4 is a schematic view illustrating a method for measuring the amount of curl.
- the numerical range indicated by using "-" in the present disclosure means a range including the numerical values before and after "-" as the minimum value and the maximum value, respectively.
- the upper limit value or the lower limit value described in a certain numerical range may be replaced with the upper limit value or the lower limit value of another numerical range described stepwise.
- the upper limit value or the lower limit value described in a certain numerical range may be replaced with the value shown in the examples.
- the "width direction” refers to a long support, a coating liquid film, and a direction orthogonal to the longitudinal direction of the coating film.
- a combination of two or more preferred forms or embodiments is a more preferred embodiment or embodiment.
- ⁇ Manufacturing method of coating film As described above, it is a method of manufacturing a coating film on a support that is continuously conveyed, and is formed by a step of applying a water-based coating liquid on the support to form a coating liquid film. In the step of drying the coating liquid film and the method of manufacturing the coating film, cracks and curls may occur in the obtained coating film. The occurrence of cracks and curls in the coating film is a phenomenon that appears remarkably when a water-based coating liquid in which the solvent or the dispersion medium is substantially water is used as the coating liquid.
- the present inventors have studied the above-mentioned method for producing a coating film, and found that cracks and curls are generated by starting curl regulation that does not contact the coating liquid film at a certain timing of the constant rate drying stage. It has been found that a suppressed coating film can be produced, and the present invention has been made.
- the method for producing a coating film according to the present embodiment includes a step A of continuously transporting a long support and applying a water-based coating liquid onto the continuously transported support, and a step A of continuously transporting the coating film onto the continuously transported support.
- the solid content concentration of the coating liquid film is 70% by mass or more in the constant rate drying step of the coating liquid film of the step B, which includes the step B of drying the coating liquid film obtained in the step A.
- This is a method for producing a coating film, in which curl regulation of non-contact with the coating liquid film is started for a laminate composed of a support and a coating liquid film while the content is 95% by mass.
- a coating film in which cracks and curls are suppressed can be obtained.
- Patent Documents 1 to 5 describes curl regulation in the drying process of the coating liquid film. That is, neither of Patent Documents 1 to 5 describes the relationship between the solid content concentration of the coating liquid film and the timing at which curl regulation is started.
- step A when the tip of the wound long support 10 is sent out and continuous transportation is started, the water-based coating liquid is applied by the coating means 20 (step A).
- step A a coating liquid film of the water-based coating liquid is formed on the long support.
- step B the coating liquid film is dried on the support 10 by continuously transporting the laminated body 12 of the coating liquid film formed in the step A and the support 10 in the drying means 30.
- step B the coating liquid film on the long support is dried and the coating film is formed.
- step A a long support is continuously conveyed, and a water-based coating liquid is applied onto the continuously conveyed support.
- the water-based coating liquid refers to a coating liquid in which the solvent (or dispersion medium) contained in the coating liquid is substantially water.
- the solvent (or dispersion medium) is substantially water means that the inclusion of a solvent other than water introduced when the solid content is used is allowed, and the total solvent (or total dispersion medium) contains.
- the ratio of water in the total solvent (or total dispersion medium) is preferably 95% by mass or more, and the total solvent (or total dispersion medium) is water. Is particularly preferred.
- the solid content refers to a component excluding a solvent (or a dispersion medium).
- the long support used in this step is not particularly limited as long as it is a long support applicable to roll-to-roll.
- it is a support having high thermal conductivity such as a metal support that is prone to cracks and curls in the coating film.
- a coating film in which cracks and curls are suppressed can be obtained even when a support having high thermal conductivity is used.
- the support having high thermal conductivity examples include a support having a thermal conductivity of 200 W / (m ⁇ K) or more.
- the support used in this step is, for example, a support having a multi-layer structure including a metal foil and a resin film, if the thermal conductivity of the support as a whole is 200 W / (m ⁇ K) or more, heat is generated.
- a support having a conductivity of 200 W / (m ⁇ K) or more is used.
- the upper limit of the thermal conductivity of the support is not particularly limited, and is, for example, 500 W / (m ⁇ K).
- Examples of the support exhibiting the thermal conductivity include a metal support. More specifically, examples of the support exhibiting thermal conductivity include copper, aluminum, silver, gold, and a metal support made of an alloy thereof.
- the metal support may be a support made of stainless steel, nickel, titanium, or an Invar alloy. Among them, a copper support and an aluminum support are preferably used from the viewpoints of shape stability as a support, a track record of use, and the like.
- the thermal conductivity of the support is measured using a laser flash method. Specifically, for example, the measurement is performed by the following method. First, the support is cut out at three locations along the width direction (specifically, a position 5 mm from both edges in the width direction and a central portion in the width direction) at a diameter of 5 mm to 10 mm to obtain three measurement samples. The thermal conductivity of the three measurement samples obtained is measured with a thermophysical property measuring device (Kyoto Denshi Kogyo Co., Ltd., model LFA-502) to which the laser flash method is applied. The arithmetic mean value of the three measured values is taken as the thermal conductivity of the support.
- a thermophysical property measuring device Kelvinshi Kogyo Co., Ltd., model LFA-502
- the thickness of the support may be appropriately set from the viewpoint of applying to the roll-to-roll method.
- the thickness of the support is, for example, preferably 3 ⁇ m to 50 ⁇ m, and preferably 10 ⁇ m to 30 ⁇ m.
- the width and length of the support may be appropriately set from the viewpoint of applying to the roll-to-roll method and the width and length of the target coating film.
- the thickness of the support is measured as follows. That is, the thickness of the support is set at three points along the width direction (specifically, a position 5 mm from both edges in the width direction and a central part in the width direction), a contact-type thickness measuring machine, for example, Co., Ltd. Measure with S-2270 of Fujiwork. The arithmetic mean value of the three measured values is taken as the thickness of the support.
- the water-based coating liquid used in this step is not particularly limited as long as it is a liquid material containing water as a solvent (or dispersion medium) and a solid content.
- the solid content contained in the water-based coating liquid includes a component for obtaining a target coating film, a component for improving coating suitability, and the like.
- Examples of the water contained in the water-based coating liquid include natural water, purified water, distilled water, ion-exchanged water, pure water, ultra-pure water (for example, Milli-Q water) and the like.
- the Milli-Q water is ultrapure water obtained by the Milli-Q water production apparatus of Merck Millipore Co., Ltd.
- the content of water in the water-based coating liquid is not particularly limited, and is preferably 40% by mass or more, more preferably 50% by mass or more, based on the total mass of the water-based coating liquid, for example.
- the upper limit of the water content may be less than 100% by mass, but for example, from the viewpoint of coating suitability, it is 80% by mass with respect to the total mass of the water-based coating liquid.
- the water-based coating liquid may contain particles as one of the solids. That is, the water-based coating liquid may be a coating liquid containing particles.
- agglomeration of particles is also added at the constant rate drying stage, so that cracks and curls tend to occur.
- cracks and curls generated in the coating film can be suppressed even when a water-based coating liquid containing particles is used.
- the particles are not particularly limited as long as they are granular particles, and may be inorganic particles, organic particles, or composite particles of an inorganic substance and an organic substance.
- the inorganic particles known inorganic particles that can be applied to the target coating film can be used.
- the inorganic particles include metal (alkali metal, alkaline earth metal, transition metal, etc. and alloys of these metals) particles, metalloid (silicon, etc.) particles, or metal or metalloid compounds (oxides). , Hydroxide, nitride, etc.) particles, pigment particles containing carbon black and the like, and the like.
- Other examples of the inorganic particles include mineral particles such as mica, inorganic pigment particles, and polycrystalline diamond.
- organic particles known organic particles applicable to the target coating film can be used.
- the organic particles are not particularly limited as long as they are solid organic particles such as resin particles and organic pigment particles.
- the composite particles of the inorganic substance and the organic substance As the composite particles of the inorganic substance and the organic substance, the composite particles in which the inorganic particles are dispersed in the matrix of the organic substance, the composite particles in which the periphery of the organic particles is coated with the inorganic substance, and the periphery of the inorganic particles are coated with the organic substance.
- Examples include composite particles.
- the particles may be surface-treated for the purpose of imparting dispersibility and the like.
- the composite particles may be formed as described above by being subjected to surface treatment.
- particle size there are no particular restrictions on the particle size, specific gravity, usage pattern (for example, the presence or absence of combined use, etc.) of the particles, depending on the target coating film or the conditions suitable for producing the coating film. , It may be selected as appropriate.
- the content of the particles in the water-based coating liquid is not particularly limited, and is appropriately determined according to the target coating film, the conditions suitable for producing the coating film, or the purpose of adding the particles. , Should be decided.
- the solid content contained in the water-based coating liquid is not particularly limited, and examples thereof include various components used to obtain the desired coating film. Specifically, as the solid content contained in the water-based coating liquid, in addition to the above-mentioned particles, a binder component, a component contributing to the dispersibility of the particles, a polymerizable compound, a reactive component such as a polymerization initiator, a surfactant, etc. Ingredients for enhancing the coating performance of the above, other additives and the like can be mentioned.
- the solid content concentration of the water-based coating liquid used in this step is not particularly limited, but is preferably less than 70% by mass, and more preferably 30% by mass to 60% by mass.
- the thickness of the coating liquid film formed in this step is not particularly limited, and may be appropriately determined according to the target coating film.
- As the thickness of the coating liquid film for example, 10 ⁇ m to 200 ⁇ m can be selected, and 20 ⁇ m to 100 ⁇ m can be selected from the viewpoint of susceptibility to cracks and curls.
- the thickness of the coating liquid film is measured as follows. That is, regarding the coating liquid film, three locations along the width direction (specifically, a position 5 mm from both edges in the width direction and a center portion in the width direction), an optical interferometry type thickness measuring machine, for example, KEYENCE CORPORATION. Measured with the infrared spectroscopic interferometry film thickness meter SI-T80. Obtain the arithmetic mean value of the measured values at three points, and use this as the thickness of the coating liquid film.
- the coating width (that is, the width of the coating liquid film) in this step is not particularly limited, but 100 mm or more can be selected from the viewpoint of susceptibility to curl, and 1000 mm or more can be selected.
- the upper limit of the coating width is the width of the support.
- the coating width is measured as follows.
- the width of the coating liquid film is measured from the upper surface of the coating film surface by Mitutoyo Co., Ltd.'s FALCIO-APEX776, and this is used as the coating width.
- a known coating means is applied to the coating of the coating liquid in this step.
- the coating means include a curtain coating method, a dip coating method, a spin coating method, a print coating method, a spray coating method, a slot coating method, a roll coating method, and a slide coating method.
- step B the coating liquid film obtained in step A is dried on the support that is continuously conveyed. Then, in the constant rate drying step of the coating liquid film in step B, while the solid content concentration of the coating liquid film is 70% by mass to 95% by mass, the laminate composed of the support and the coating liquid film is subjected to. , Start curl regulation that does not contact the coating liquid film.
- Drying in this step refers to the process until the coating liquid film formed in step A reaches the target solid content concentration through the constant rate drying step and the reduced rate drying step.
- Constant drying is a form of drying in which the content of the solvent (or dispersion medium) in the coating liquid film decreases with time.
- the coating liquid film exhibits constant rate drying from immediately after formation until a certain period of time elapses, and then exhibits rate reduction drying.
- the time indicating constant drying is described in, for example, the Chemical Engineering Handbook (pages 707 to 712, published by Maruzen Co., Ltd., October 25, 1980).
- the change over time in the film surface temperature at the center of the formed coating liquid film in the width direction is measured, and the film surface temperature is measured immediately after coating (immediately after the coating liquid film is formed).
- the period showing a constant value (specifically, the period during which the temperature change of the film surface temperature is within ⁇ 5 ° C.) is regarded as the “constant drying stage”.
- the period in which the film surface temperature shows a constant value is regarded as the "declining rate drying stage”.
- the film surface temperature is measured with a non-contact radiation thermometer.
- step B the drying temperature may be changed stepwise or continuously toward the transport direction of the coating liquid film.
- the film surface temperature of the coating liquid film is also affected and changes. Therefore, in step B, the period in which the film surface temperature of the coating liquid film changes to the same extent as the amount of change in the drying temperature is included in the "period in which the film surface temperature shows a constant value". That is, until the film surface temperature of the coating liquid film rises beyond the amount of change in the drying temperature, it is regarded as a constant rate drying stage.
- the constant rate drying step when the drying temperature in step B is constant will be described in detail.
- the change over time in the film surface temperature in the central portion in the width direction is measured, and the relationship between the measured film surface temperature and the elapsed time is determined, for example, the film surface temperature.
- the period during which the film surface temperature shows a constant value specifically, the temperature change of the film surface temperature.
- the period during which is within ⁇ 5 ° C. is regarded as the constant drying stage.
- the point of change in the film surface temperature at which the film surface temperature starts to rise is defined as the end point of the constant rate drying step.
- the change point is obtained from the intersection of a straight line obtained by extending the film surface temperature during the period showing a constant value toward the elapsed time side and a tangent line drawn at the point where the gradient of the film surface temperature becomes maximum.
- the solid content concentration of the coating liquid film reaches 70% by mass, the solid content concentration is sufficiently high, so that even if stress is applied to the coating liquid film by curl regulation (for example, gas spraying). Even if it is done), the occurrence of cracks can be suppressed.
- the curl is regulated by the time the solid content concentration of the coating liquid film reaches 95% by mass, as compared with the case where the curl is regulated after reaching the lapse rate drying stage. , The curl regulation effect can be enhanced. Further, since the curl regulation performed in this step is non-contact with the coating liquid film, it does not come into contact with the surface of the coating liquid film in which fluidity remains in the constant rate drying stage. As a result, the curl regulation can suppress the influence on the surface surface, properties, etc. of the coating liquid film. Therefore, by performing curl regulation at the above timing, a coating film in which cracks and curls are suppressed is formed.
- the water-based coating liquid dries from the time when the water-based coating liquid is applied onto the support using the infrared spectroscopic interferometry film thickness meter SI-T80 manufactured by KEYENCE CORPORATION. It can be obtained by measuring the non-contact thickness until it becomes a film. Specifically, first, the non-contact thickness from the time when the water-based coating liquid is applied onto the support until the water-based coating liquid becomes a dry film is measured. Next, the thickness of the film (dry film) after drying is measured with a contact thickness meter.
- the measured thickness of the dry film is subtracted from the previously measured non-contact thickness to calculate the thickness of the solvent (or dispersion medium) in the coating liquid film at each measurement point.
- the dry film per unit area of the coating liquid film at the measurement point Convert to the weight and the solvent weight to obtain the value of solid content concentration.
- non-contact curl regulation As a non-contact curl regulation used in this step, the widthwise end of the laminate of the coating liquid film and the support is curled toward the coating liquid film side without contacting the coating liquid film.
- non-contact curl regulation is a means of ejecting gas on one side or both sides of the laminate and continuously transporting the laminate while bending it in the thickness direction by the wind pressure of the gas (hereinafter, curl regulation means). It is preferable that it is performed in (also referred to as).
- the curl controlling means also functions as a part of the drying means because it promotes drying (that is, an increase in the solid content concentration) by ejecting a gas to the laminate.
- FIGS. 2 and 3 are schematic side views for explaining the curl controlling means in the step B.
- 32 indicates a pre-curl regulation region
- 34 indicates a curl regulation region.
- gas is ejected onto one surface of the laminate 12 (that is, the surface on which the coating liquid film is formed), and the laminate is curved in the thickness direction by the wind pressure of the gas.
- curl control means for continuous transportation is used.
- a curl regulating means is used that continuously conveys the gas while bending it in the thickness direction.
- the laminated body 12 can be conveyed while undulating in a wavy shape. By transporting the laminated body 12 while undulating in this way, curl regulation is effectively exhibited, and the curl suppressing effect can be enhanced.
- the drying speed of the coating liquid film can also be controlled by adjusting the type, wind pressure, temperature, humidity, etc. of the gas ejected from the curl regulating means. Further, the curl regulating means shown in FIGS. 2 and 3 have the same curl regulating ability.
- the drying means 30A shown in FIG. 2 will be described. As shown in FIG. 2, the laminate 12 of the coating liquid film and the support is conveyed in the drying means 30A to dry the coating liquid film. In FIG. 2, the solid content concentration of the coating liquid film in the laminate 12 is increased in the curl regulation pre-regulation region 32, and the solid content concentration of the coating liquid film on the support 12 is 70 mass in the curl regulation region 34. While at% to 95% by weight, curl regulation is initiated.
- a drying means for example, a warm air blower as described later is used to increase the solid content concentration of the coating liquid film in the laminate 12.
- a plurality of transport rolls 36 are provided on the same plane on the support side, and a gas is ejected between the installation positions of the transport rolls 36 on the coating liquid film side.
- a plurality of portions 38 are provided side by side on the same plane.
- a gas (for example, air at 40 ° C.) is ejected from the ejection portion 38 toward the laminate 12, and the transfer roll 36 rotates, so that the laminate 12 is conveyed while being curved in the thickness direction by the wind pressure of the gas. ..
- the drying means 30B shown in FIG. 3 will be described. As shown in FIG. 3, the laminate 12 of the coating liquid film and the support is conveyed in the drying means 30B to dry the coating liquid film. In FIG. 3, the solid content concentration of the coating liquid film in the laminate 12 is increased in the curl regulation pre-regulation region 32, and the solid content concentration of the coating liquid film on the support 12 is 70 mass in the curl regulation region 34. While at% to 95% by weight, curl regulation is initiated.
- a drying means for example, a warm air blower as described later is used to increase the solid content concentration of the coating liquid film in the laminated body 12.
- a plurality of ejection portions 38a for ejecting gas are provided on the same plane on the support side, and the gas is located between the installation positions of the ejection portions 38a on the coating liquid film side.
- a plurality of ejection portions 38b for ejecting the gas are provided on the same plane.
- the curl regulation region 34 in FIGS. 2 and 3 is installed at a position where curl regulation is started while the solid content concentration of the coating liquid film of the conveyed laminate 12 is 70% by mass to 95% by mass. Just do it.
- the installation position of the curl regulation area 34 can be set based on the investigation result in advance by investigating the transition of the solid content concentration of the coating liquid film. Further, by determining the installation position of the curl regulation region 34 and appropriately adjusting the transport speed of the laminated body 12, the drying conditions of the curl regulation pre-region 32, etc., when the curl regulation region 34 is reached, coating is applied.
- the dry state of the coating liquid film may be controlled so that the solid content concentration of the liquid film is in the range of 70% by mass to 95% by mass.
- the end point of the curl regulation region 34 is preferably, for example, up to the outlet of the drying means 30A or 30B. That is, it is preferable that the curl regulation region 34 continues from the constant rate drying stage to the reduced rate drying stage.
- Examples of the gas ejected toward the laminated body 12 in the curl regulation region 34 in FIGS. 2 and 3 include air and the like.
- the temperature of the gas to be ejected is, for example, preferably 25 ° C. to 200 ° C., more preferably 30 ° C. to 150 ° C.
- the wind speed of the ejected gas is preferably, for example, 1.5 m / sec to 50 m / sec.
- the amount of deformation of the laminated body 12 in the curl regulation region 34 may be adjusted. As shown in FIGS.
- the amount of deformation of the laminated body 12 is the distance p between the mountain and the adjacent mountain in the laminated body 12 that undulates in a wavy shape when the laminated body 12 is viewed from the side, and the mountain in the laminated body 12.
- the distance p is equivalent to the distance between the transport rolls 36 or the distance between the ejection portions 38b.
- the distance p for example, 100 mm to 1500 mm is preferable, and 200 mm to 1000 mm is more preferable.
- the height difference h is preferably 10 mm to 500 mm, more preferably 20 mm to 200 mm.
- the distance p / height difference h is preferably 10 or less, more preferably 5 or less, because the smaller the value, the higher the curl regulating force.
- the lower limit value of the distance p / height difference h is the equipment installation space, the intake capacity, and the like. Optimal design is preferable in consideration of cost and the like.
- the lower limit of the distance p / height difference h is, for example, 2.
- the film surface temperature in the constant rate drying stage is not particularly limited and may be, for example, 35 ° C. or higher.
- a known drying means is applied to the drying of the coating liquid film.
- the drying means include an oven, a hot air blower, an infrared (IR) heater, and the like.
- a coating film is formed on the support through step B.
- the thickness of the coating film obtained through the step B is not particularly limited, and may be any thickness according to the purpose, application, and the like.
- the thickness of the coating film is preferably 40 ⁇ m or more, more preferably 50 ⁇ m or more, and 60 ⁇ m or more. It is more preferable to do so.
- the upper limit of the thickness of the coating film is not particularly limited and may be determined according to the intended use, but is, for example, 65 ⁇ m.
- the measurement of the thickness of the coating film is the same as the measurement of the thickness of the coating liquid film.
- step A and at least one after step B may be provided before step A and at least one after step B.
- the other steps are not particularly limited, and include a pretreatment step performed before applying the coating liquid film, a posttreatment step performed on the formed coating film depending on the use of the coating film, and the like. Be done.
- steps specifically, a step of surface-treating the support, a step of curing the coating film, a step of compressing the coating film, a step of cutting the coating film, and a step of removing the support from the coating film. Examples thereof include a peeling step.
- the method for producing a coating film according to the present embodiment is a method for producing a coating film on a support that is continuously conveyed, it is suitable for producing a coating film for applications requiring high productivity.
- Preparation of water-based coating liquid [Preparation of water-based coating liquids A1 and A2] The following components were mixed to prepare a water-based coating liquid A. Next, the water-based coating liquid A was diluted with pure water to prepare a water-based coating liquid A1 having a solid content concentration of 60% by mass and a water-based coating liquid A2 having a solid content concentration of 30% by mass, respectively.
- the mixture was dispersed for 15 minutes to obtain an aqueous dispersion of Artpearl J-7P (particle concentration: 20% by mass).
- the true specific gravity of the silica composite crosslinked acrylic resin fine particles in the obtained aqueous dispersion is 1.20, and the average particle size is 6.5 ⁇ m.
- water-based coating liquid B1 Preparation of water-based coating liquid B1
- the viscosity of the water-based coating liquid B was 20 mPa ⁇ s, and the average particle size of the particles was 0.108 ⁇ m.
- the water-based coating liquid B was diluted with ion-exchanged water (or pure water) to adjust the solid content concentration to 30% by mass, and this was used as the water-based coating liquid B1.
- -Dispersion A prepared by the following method: 132.1 parts-Dispersion B prepared by the following method: 396.2 parts-Boric acid (crosslinking agent): 2.94 parts-Polyvinyl alcohol (7.3 mass) % Aqueous solution): 230.7 parts (Kuraray Co., Ltd., PVA 235, saponification degree 88%, polymerization degree 3500) -Diethylene glycol monobutyl ether: 2.7 parts (Buchisenol 20-P, KH Neochem Co., Ltd.) -Ion-exchanged water: 93.5 parts-Polyoxyethylene lauryl ether (surfactant): 0.49 parts (10% aqueous solution of Emulgen 109P, HLB value 13.6, Kao Corporation) ⁇ Ethanol: 41.4 parts
- Example 1 In the apparatus configured as shown in FIG. 1, the water-based coating liquid A1 is applied onto the aluminum support 1 (that is, AL1) to form a coating liquid film, and the formed coating liquid film is formed. It was dried to obtain a coating film. Specifically, the water-based coating liquid A1 was applied onto the continuously conveyed support AL1 with a coating width of 200 mm (step A). The thickness of the formed coating liquid film is as shown in Table 1. Subsequently, while transporting the laminate 12 of the coating liquid film and the support obtained in step A through the drying means 30A shown in FIG. 2, the curl regulating means shown in Table 1 is used for coating. The working liquid film was dried (step B). In the curl regulation region 34 in the drying means 30A shown in FIG.
- Examples 2 to 15, Comparative Examples 1 to 10 The type of support, the type and solid content concentration of the coating liquid, the thickness of the coating liquid film, and the solid content concentration of the coating liquid film at the start of curl regulation were changed as appropriate as shown in Table 1. A coating film was formed in the same manner as in Example 1.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180027275.2A CN115397568B (zh) | 2020-04-16 | 2021-04-12 | 涂布膜的制造方法 |
| KR1020227034707A KR102821978B1 (ko) | 2020-04-16 | 2021-04-12 | 도공막의 제조 방법 |
| JP2022515376A JP7446412B2 (ja) | 2020-04-16 | 2021-04-12 | 塗工膜の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020073689 | 2020-04-16 | ||
| JP2020-073689 | 2020-04-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021210542A1 true WO2021210542A1 (fr) | 2021-10-21 |
Family
ID=78084805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/015199 Ceased WO2021210542A1 (fr) | 2020-04-16 | 2021-04-12 | Procédé de production de film de revêtement |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7446412B2 (fr) |
| KR (1) | KR102821978B1 (fr) |
| CN (1) | CN115397568B (fr) |
| WO (1) | WO2021210542A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025047198A1 (fr) * | 2023-08-31 | 2025-03-06 | 富士フイルム株式会社 | Procédé de production de film de revêtement |
| EP4604192A1 (fr) | 2024-02-16 | 2025-08-20 | FUJIFILM Corporation | Feuille d'électrode et procédé de fabrication de feuille d'électrode |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1190946A (ja) * | 1997-09-19 | 1999-04-06 | Fuji Photo Film Co Ltd | セルロースアセテートフイルムおよび製造方法 |
| JP2005279959A (ja) * | 2004-03-26 | 2005-10-13 | Matsushita Electric Works Ltd | 表面強化木質建材 |
| WO2017056580A1 (fr) * | 2015-09-30 | 2017-04-06 | 日本合成化学工業株式会社 | Procédé de fabrication d'un film polarisant, film polarisant et plaque de polarisation |
| JP2018089127A (ja) * | 2016-12-02 | 2018-06-14 | 花王株式会社 | シートの折り返し装置及びそれを用いた吸収体の製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5812578B2 (ja) * | 1976-03-01 | 1983-03-09 | コニカ株式会社 | 写真感光材料用疎水性フイルムの下引加工方法 |
| JPS6053411B2 (ja) * | 1979-12-15 | 1985-11-26 | 日東電工株式会社 | 透明導電性膜の製造法 |
| JPH10337848A (ja) | 1997-06-05 | 1998-12-22 | Fuji Kikai Kogyo Kk | 乾燥器 |
| JP4093728B2 (ja) * | 2001-03-21 | 2008-06-04 | リンテック株式会社 | 粘着シート積層体及びその製造方法 |
| JP4822036B2 (ja) * | 2001-05-21 | 2011-11-24 | 大日本印刷株式会社 | 乾燥装置 |
| JP2006154375A (ja) | 2004-11-30 | 2006-06-15 | Noritsu Koki Co Ltd | フィルム現像装置 |
| WO2009147126A1 (fr) * | 2008-06-03 | 2009-12-10 | Basf Se | Composition de dioxyde de titane contenant des nanoparticules de dioxyde de titane, sa préparation et son utilisation |
| JP2010188285A (ja) * | 2009-02-18 | 2010-09-02 | Canon Inc | 記録媒体の製造方法 |
| JP5750261B2 (ja) | 2010-12-14 | 2015-07-15 | リンテック株式会社 | 印刷装置および印刷方法 |
| JP5619051B2 (ja) * | 2012-02-29 | 2014-11-05 | 富士フイルム株式会社 | 塗膜付きフィルムの製造方法 |
| JP5915405B2 (ja) | 2012-06-21 | 2016-05-11 | 株式会社リコー | 画像形成装置 |
| JP5877169B2 (ja) | 2013-02-28 | 2016-03-02 | 富士フイルム株式会社 | 用紙搬送装置及び画像形成装置 |
| JP2016224334A (ja) * | 2015-06-02 | 2016-12-28 | コニカミノルタ株式会社 | 光学フィルムの製造方法 |
| JP6942654B2 (ja) * | 2018-02-23 | 2021-09-29 | 株式会社Screenホールディングス | 塗工装置および塗工方法 |
-
2021
- 2021-04-12 WO PCT/JP2021/015199 patent/WO2021210542A1/fr not_active Ceased
- 2021-04-12 KR KR1020227034707A patent/KR102821978B1/ko active Active
- 2021-04-12 CN CN202180027275.2A patent/CN115397568B/zh active Active
- 2021-04-12 JP JP2022515376A patent/JP7446412B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1190946A (ja) * | 1997-09-19 | 1999-04-06 | Fuji Photo Film Co Ltd | セルロースアセテートフイルムおよび製造方法 |
| JP2005279959A (ja) * | 2004-03-26 | 2005-10-13 | Matsushita Electric Works Ltd | 表面強化木質建材 |
| WO2017056580A1 (fr) * | 2015-09-30 | 2017-04-06 | 日本合成化学工業株式会社 | Procédé de fabrication d'un film polarisant, film polarisant et plaque de polarisation |
| JP2018089127A (ja) * | 2016-12-02 | 2018-06-14 | 花王株式会社 | シートの折り返し装置及びそれを用いた吸収体の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025047198A1 (fr) * | 2023-08-31 | 2025-03-06 | 富士フイルム株式会社 | Procédé de production de film de revêtement |
| EP4604192A1 (fr) | 2024-02-16 | 2025-08-20 | FUJIFILM Corporation | Feuille d'électrode et procédé de fabrication de feuille d'électrode |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021210542A1 (fr) | 2021-10-21 |
| KR20220146650A (ko) | 2022-11-01 |
| CN115397568A (zh) | 2022-11-25 |
| KR102821978B1 (ko) | 2025-06-17 |
| CN115397568B (zh) | 2023-08-01 |
| JP7446412B2 (ja) | 2024-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7446412B2 (ja) | 塗工膜の製造方法 | |
| US8938195B2 (en) | Fixing toner using heating-liquid-blocking barrier | |
| JP2015120289A5 (fr) | ||
| WO2021205920A1 (fr) | Procédé pour la production d'un film de revêtement | |
| EP4369428A1 (fr) | Procédé de formation de film de revêtement | |
| JP5529435B2 (ja) | 多孔質シートの製造方法及び多孔質シート | |
| JP2016150473A (ja) | 粗面化フィルム及びその製造方法 | |
| WO2023145842A1 (fr) | Dispositif de séchage et procédé de séchage | |
| JP7758689B2 (ja) | 積層体の製造方法 | |
| JP2831714B2 (ja) | 電子写真用熱定着ロールの製造方法 | |
| JP7812804B2 (ja) | 積層体の製造方法 | |
| WO2025047198A1 (fr) | Procédé de production de film de revêtement | |
| US8849170B2 (en) | Toner fixer with liquid-carrying porous material | |
| JP5089068B2 (ja) | 定着用回転体及びその製造方法 | |
| JP2008112097A (ja) | 無端ベルト、無端ベルトの製造方法、定着装置、及び画像形成装置 | |
| US8798515B2 (en) | Transported medium heating-liquid-barrier toner fixer | |
| US8824944B2 (en) | Applying heating liquid to fix toner | |
| JP2007144817A (ja) | 無端ベルトの製造方法 | |
| US20140119748A1 (en) | Toner-fixing drum containing heating liquid | |
| JP2024093659A (ja) | 複合粒子の製造方法、複合粒子、複合材料の製造方法、及び複合材料 | |
| US8805261B2 (en) | Toner fixer impinging heating liquid onto medium | |
| US8843047B2 (en) | Toner fixer impinging heating liquid onto barrier | |
| CN114405751A (zh) | 一种具有改善涂布均匀性的光学膜涂布用的微凹辊 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21789231 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022515376 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227034707 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21789231 Country of ref document: EP Kind code of ref document: A1 |