WO2023119701A1 - 多層構造紡績糸、その製造方法、生地及び衣類 - Google Patents
多層構造紡績糸、その製造方法、生地及び衣類 Download PDFInfo
- Publication number
- WO2023119701A1 WO2023119701A1 PCT/JP2022/028007 JP2022028007W WO2023119701A1 WO 2023119701 A1 WO2023119701 A1 WO 2023119701A1 JP 2022028007 W JP2022028007 W JP 2022028007W WO 2023119701 A1 WO2023119701 A1 WO 2023119701A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- spun yarn
- fibers
- yarn
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/44—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific cross-section or surface shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H55/00—Wound packages of filamentary material
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/02—Carding machines
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/32—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/36—Cored or coated yarns or threads
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/47—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads multicomponent, e.g. blended yarns or threads
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
- D03D13/008—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft characterised by weave density or surface weight
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/233—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads protein-based, e.g. wool or silk
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/54—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads coloured
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2211/00—Protein-based fibres, e.g. animal fibres
- D10B2211/01—Natural animal fibres, e.g. keratin fibres
- D10B2211/02—Wool
Definitions
- the present invention relates to a multi-layered spun yarn in which a multifilament yarn is arranged in the core and short fibers are arranged in the sheath, its manufacturing method, fabric and clothing.
- Patent Document 1 proposes a method of making a long and short conjugate spun yarn having a uniform mixed fiber structure by electrically opening a multifilament yarn and twisting it with short fibers by a ring spinning method.
- Patent Document 2 proposes a long and short conjugate spun yarn in which a filament yarn made of a conjugate conjugate fiber yarn is arranged in the core portion and short fibers are arranged in the sheath portion by a ring spinning method.
- Patent Document 3 proposes a long and short conjugate spun yarn in which a multifilament false-twisted yarn is arranged in the core portion and a short fiber bundle is arranged in the sheath portion by a ring spinning method.
- Patent Document 4 proposes a long and short composite spun yarn using a bundle spinning method.
- Fibers with a short fiber length have problems in that they are difficult to pass through the process, often break, and have fluff, and are difficult to form into spun yarn.
- the present invention provides a multi-layer spun yarn that does not have similar yarn physical properties and fabric physical properties to conventional products by optimizing the yarn structure even if it contains fibers with a short fiber length.
- the manufacturing method, fabrics and garments thereof are provided.
- the present invention provides a multi-layered spun yarn containing a core component fiber and a sheath component fiber, wherein the core component fiber is a multifilament yarn, the sheath component fiber includes an inner layer fiber and a surface layer fiber, and the sheath component fiber
- the inner layer fibers are untwisted, and the surface layer fibers are wrapped in one direction to bundle the whole, and the sheath component fibers are short fibers A having an average fiber length of 10 mm or more and 25 mm or less and average fiber lengths of more than 25 mm and 51 mm or less.
- It is a multilayer structure spun yarn in which the short fibers B of are blended.
- the method for producing a multi-layered structure spun yarn of the present invention is the above-mentioned method for producing a multi-layered structure spun yarn, wherein short fibers A having an average fiber length of 10 mm or more and 25 mm or less and short fibers B having an average fiber length of more than 25 mm and 51 mm or less are mixed.
- the fiber bundle is supplied to a spindle arranged away from the discharge portion of the front roller, false-twisted by a swirling flow, and then wound.
- the fabric of the present invention is a woven or knitted fabric using the multi-layered spun yarn.
- the clothing of the present invention includes the multi-layered spun yarn or fabric described above.
- the multilayer structure spun yarn of the present invention comprises a core component fiber and a sheath component fiber, the core component fiber is a multifilament yarn, the sheath component fiber comprises an inner layer fiber and a surface layer fiber, and the inner layer fiber of the sheath component fiber. is untwisted, and the surface layer fibers are wrapped in one direction to bundle the whole.
- the yarn structure is optimized even for fibers with a short fiber length, and the yarn physical properties and fabric physical properties are not discolored with conventional products. Can provide fabrics and clothes.
- the staple fibers A with an average fiber length of 10 mm or more and 25 mm or less are shorter than the average fiber length of ordinary staple fibers for spinning (38 mm as an example), but they are entangled with the multifilament yarn of the core component fiber to form a swirling flow spindle. can be transported to and formed into threads.
- the multifilament yarn of the core component fiber functions as a connecting yarn.
- the resulting multi-layered spun yarn (tie spun yarn) has surface fibers wrapped in one direction to bind the whole. becomes nothing.
- the method for producing the multi-layered spun yarn of the present invention is a tie spinning method, it can be spun at a speed about 10 to 20 times faster than the ring spinning method, and can be produced efficiently, rationally, and at a low cost. It is possible to provide a multi-layered spun yarn which is a uniform yarn with a small number of fluffs and has a high hot water shrinkage.
- FIG. 1 is a schematic perspective view showing the essential parts of a binding spinning device for producing a multi-layered spun yarn in one embodiment of the present invention.
- FIG. 2 is a schematic perspective view of a multilayer structure spun yarn in one embodiment of the present invention.
- FIG. 3 is a side view photograph (magnification: 200) of a multi-layer structure spun yarn of one example of the present invention.
- FIG. 4 is a fabric weave diagram of one embodiment of the present invention.
- the inventors examined whether short fibers A with an average fiber length of 10 mm or more and 25 mm or less could be utilized. At first, it was investigated whether the short fibers A and B could be blended to form a ring-spun yarn, but the short average fiber length of the short fibers A was short, making it difficult to form a yarn. Next, using a binding spinning machine, we examined whether it could be made into a spun yarn in the same way, but the average fiber length of the short fiber A was short, and the fiber bundle did not pass between the front roller and the swirling flow spindle, and yarn formation was not possible. was difficult.
- a multifilament yarn is arranged in the core, and a short fiber bundle obtained by blending the short fibers A containing the short fibers A and the short fibers B is arranged in the sheath to form a long and short composite spun yarn (spinning
- the multifilament yarn of the core component fiber exerts the function of a connecting yarn, and the short fiber A is entangled with the multifilament yarn and transported to the swirling flow spindle to form a yarn. rice field.
- the multi-layered spun yarn of the present invention is composed of a core component fiber and a sheath component fiber, and the sheath component fiber has a three-layer structure including an inner layer fiber and a surface layer fiber.
- the yarn structure becomes strong, and the frictional strength and anti-pilling properties of the fabric can be improved.
- the multifilament yarn of the core component fiber does not come out and is less prone to snarling.
- staple fibers A having an average fiber length of 10 mm or more and 25 mm or less and staple fibers B having an average fiber length of more than 25 mm and 51 mm or less are blended and used as sheath component fibers.
- the short fibers A have an average fiber length of 10 to 25 mm, preferably 18 to 22 mm.
- This binding spinning device is also called a VORTEX spinning device.
- the mixing ratio of the short fibers A is preferably 0.1 to 20% by mass, more preferably 0.5 to 18% by mass, and further preferably 1 to 15% by mass. % by mass.
- a high value-added product can be obtained without degrading the quality of the product.
- the frictional strength, elongation and anti-pilling properties of the fabric can be improved.
- the short fibers A are preferably 100% by mass of animal hair fibers or a blended product of animal hair fibers and other fibers. Any value can be applied to the blend ratio of the blended yarn.
- Animal hair fibers include those described later, such as wool.
- Fibers other than animal hair fibers include synthetic fibers such as polyester and nylon, regenerated fibers such as rayon, and natural fibers such as cotton.
- the short fibers B are preferably 100% by mass of virgin animal hair fibers or a blended product of animal hair fibers and other fibers. Any value can be applied to the blend ratio of the blended yarn.
- the average fiber length of shinwata animal hair fibers of the short fibers B is preferably more than 25 mm and 35 mm or less, and the average fiber length of fibers other than animal hair fibers is preferably more than 25 mm and 51 mm or less.
- the short fibers other than new cotton animal hair fibers may be synthetic fibers, regenerated fibers, or natural fibers.
- Polyester staple fibers are preferred. Among these, polyester staple fibers are preferable because they have high strength and stiffness.
- the multi-layered spun yarn is a multi-layered spun yarn in which the inner layer fiber and the surface layer fiber are included, the inner layer fiber is untwisted, and the surface layer fiber is wound in one direction to bundle the whole.
- This yarn structure makes the yarn strong, and can improve the frictional strength and anti-pilling properties of the fabric.
- the multifilament yarn of the core component fiber does not protrude outside and is less prone to snare. These characteristics are suitable for business suits, business uniforms, school uniforms, and the like.
- the multifilament yarn of the core component fiber is preferably an elastic multifilament yarn.
- Conjugate multifilament yarns or false twisted multifilament yarns are preferred as stretchable multifilament yarns. This can improve the elongation of the fabric.
- the conjugate multifilament yarn is, for example, preferably a polyester conjugate filament yarn in which polyethylene terephthalate (PET) and polytrimethylene terephthalate (PTT) are conjugate-spun side-by-side.
- PET polyethylene terephthalate
- PTT polytrimethylene terephthalate
- Such a stretchable yarn is, for example, the product name "Lycra T400 Fiber" (sold by Toray Operontex Co.).
- stretch yarns that can be used include two-component polyethylene terephthalate conjugate yarns with different intrinsic viscosities, PET and polybutylene terephthalate (PBT) conjugate yarns, and PTT and PBT conjugate yarns.
- PET and PBT conjugate yarns PET and polybutylene terephthalate (PBT) conjugate yarns
- PTT and PBT conjugate yarns Such polyester conjugate filament yarns are highly chlorine and lightfast as are PET multifilament yarns.
- the conjugated multifilament yarn develops crimps by hot water treatment at about the dyeing temperature, and develops elasticity (stretchability). For this reason, it is also called a latent crimped yarn.
- the false-twisted multifilament yarn is preferably a polyester false-twisted multifilament yarn, a nylon false-twisted multifilament yarn, a cellulose acetate false-twisted multifilament yarn, a cupra false-twisted multifilament yarn, a silk false-twisted multifilament yarn, or the like.
- these yarns When these yarns are combined with animal hair fibers, they become high-value-added cross-twisted yarns.
- polyethylene terephthalate multifilament false-twisted yarn is preferable because of its high strength and stiffness.
- the sheath component fiber is preferably a blended fiber containing staple fiber A and new cotton animal hair fiber, or short fiber A, new cotton animal hair fiber, and short fibers other than the above new cotton animal hair fiber.
- the short fibers located in the inner layer are untwisted, and the short fibers located in the surface layer are wound in one direction in a real twist to bind the whole.
- the non-twisted short fibers in the inner layer and the real-twisted fibers in the surface layer may be different fibers, or the same fibers may be replaced by migration.
- Animal hair fibers include sheep's wool (fiber length 30-150 mm in the case of merino wool), goat hair mohair (fiber length 100-300 mm), cashmere (fiber length 40-90 mm), and camel hair.
- Camel fiber length 50 to 70 mm
- alpaca fiber length 100 to 200 mm
- vicuna fiber length 20 to 70 mm
- angora rabbit fiber length 100 to 130 mm
- wool is preferred because it is the most versatile.
- Wool and other animal hair fibers may be blended. It is preferable to cut the average fiber length of the animal hair fibers to be more than 25 mm and 35 mm or less.
- the mixing ratio of new cotton animal hair fibers is preferably 5 to 50% by mass, more preferably 7 to 45% by mass, and still more preferably 10 to 40% by mass.
- the remainder is preferably new cotton fibers other than animal hair fibers (for example, polyester short fibers).
- the core component fiber multifilament yarn is preferably 10 to 40% by mass, and the sheath component fiber is preferably 60 to 90% by mass. More preferably, the multifilament yarn of the core component fiber is 15 to 35% by mass, and the sheath component fiber is 65 to 85% by mass. Fiber is 70-80% by weight.
- Multifilament yarn 10 to 40 parts by mass, more preferably 15 to 35 parts by mass, still more preferably 20 to 30 parts by mass.
- New cotton animal hair fibers 5 to 50 parts by mass, more preferably 7 to 45 parts by mass, still more preferably 10 to 40 parts by mass, particularly preferably 20 to 35 parts by mass.
- New cotton fibers other than animal hair fibers for example, polyester staple fibers: 5 to 50 parts by mass, more preferably 7 to 45 parts by mass, still more preferably 10 to 40 parts by mass, particularly preferably 20 to 35 parts by mass .
- Staple fiber A 0.1 to 20 parts by mass, more preferably 0.5 to 18 parts by mass, still more preferably 1 to 15 parts by mass.
- the multi-layered spun yarn of the present invention is preferably a bundled spun yarn because of its excellent productivity.
- Tie spun yarn is about 10 to 20 times more productive than ring spun yarn.
- the spun bundled yarn obtained by a binding spinning device having one swirl flow nozzle has less fuzz, a strong yarn structure, and improved frictional strength and anti-pilling properties of the fabric.
- the bundle spinning is also called VORTEX spinning.
- the multilayer structure spun yarn of the present invention preferably has a metric count (single yarn) and a range of 20 to 40 (fineness: 500 to 250 decitex). This range is suitable for business suits, business uniforms, school uniforms, and the like.
- the multilayer structure spun yarn may be a two-ply yarn in which two yarns are twisted together.
- the metric count of the two-ply yarn is preferably 10 to 20 (fineness: 1000 to 500 decitex). Two-ply yarn not only makes the surface of the fabric clean, but also increases the strength of the fabric.
- the weight per unit area of the woven or knitted fabric of the present invention is preferably in the range of 50-400 g/m 2 . If it is the said range, it can be set as lighter and more comfortable clothes. It is more preferably in the range of 100-350 g/m 2 , particularly preferably in the range of 150-300 g/m 2 .
- the woven fabric may be any weave such as plain weave, twill weave, satin weave, and other variation weaves.
- the knitted fabric may be weft knitted, circular knitted, warp knitted, or the like, and any knitted fabric may be used.
- FIG. 1 is a perspective view showing the main part of a binding spinning device 1 according to one embodiment of the present invention.
- the draft zone 6 of the binding spinning device 1 is composed of a pair of front rollers 2, 2', a pair of second rollers 3 having an apron, a pair of third rollers 4, and a pair of back rollers 5.
- a sliver 7 obtained by blending animal hair fibers to be a sheath component fiber and short fibers of an animal hair fiber template is passed through a sliver guide 8, supplied from a back roller 5, and drafted in a draft zone 6.
- the obtained multi-layered structure spun yarn 11 passes through the slab catcher 12, is taken up by the friction roller 13, is driven by the winding drum 14 of the winding section 17, and is supported by the cradle arm 15 as a package. 16 is wound up.
- the spinning machine used in the manufacturing method of the present invention is sold under the trade name "MURATA VORTEX SPINNER” manufactured by Murata Machinery Co., Ltd., for example. Characteristically, the yarn speed is 300-450 m/min, which is about 10-20 times faster than the ring spinning machine.
- FIG. 2 shows a multi-layer structure spun yarn (bundle spun yarn) 20 as an example of the present invention.
- This yarn is an example in which the core component fiber 21 is an elastic multifilament yarn, and the blend ratio of wool (total of recycled wool and new cotton wool) is 35% by mass.
- the sheath component fiber 24 is a blended fiber of short fiber A (50% by mass of wool and 50% by mass of polyester staple fiber), new cotton wool, and new cotton polyester (PET) short fiber.
- Both the inner layer fibers 22 and the surface layer wound fibers 23 of the sheath component fiber 24 are the inner layer fibers 22 and the surface layer wound fibers 23 in the state of blended fibers of wool and PET staple fibers.
- the wound fibers 23 of the surface layer are in a real-twisted shape, twisted in one direction, and bundle the whole. As a result, there is little fluff or slack, and even if it is worn, the fibers do not come off and maintain a strong yarn state.
- "one direction” refers to S-twisted fibers or Z-twisted fibers, and does not mean that the twist angles are the same.
- S-twist wound fibers or Z-twist wound fibers are determined by the direction of the pneumatic swirl flow of the spinner of the tie spinner.
- This multi-layer structure spun yarn (bundle spun yarn) 20 has a three-layer structure of a core component fiber 21, an untwisted inner layer fiber 22 of the sheath component fiber 24, and a wound fiber 23 of the surface layer. Due to this yarn structure, the yarn strength is high. In addition, since the wool in the inner layer is covered and protected by the short PET fibers in the surface layer, the wool is prevented from being damaged. As is clear from FIG. 2, the wound fibers of the surface layer tightly wrap the core component fibers and the inner layer fibers of the sheath component, which contributes to the improvement of the friction strength, weft elongation and pilling resistance of the fabric. I can say.
- Example 1 Fibers used
- Core component fiber polyester conjugate multifilament yarn obtained by side-by-side composite spinning of polyethylene terephthalate (PET) and polytrimethylene terephthalate (PTT) at a ratio of 50:50, trade name “Lycra T400”. Fiber” (sold by Toray Opelontex Co., Ltd.), total fineness 83 decitex, number of components 34, black dope-dyed product was used.
- Sheath Component Fibers The following fibers were card blended.
- staple fiber B New cotton wool A fiber bundle (20 g/m) of merino wool having an average diameter of 22 ⁇ m and an average fiber length of 80 mm was square cut into an average fiber length of 28 mm.
- FIG. 3 shows a side view photograph of the obtained multi-layered structure bundled spun yarn.
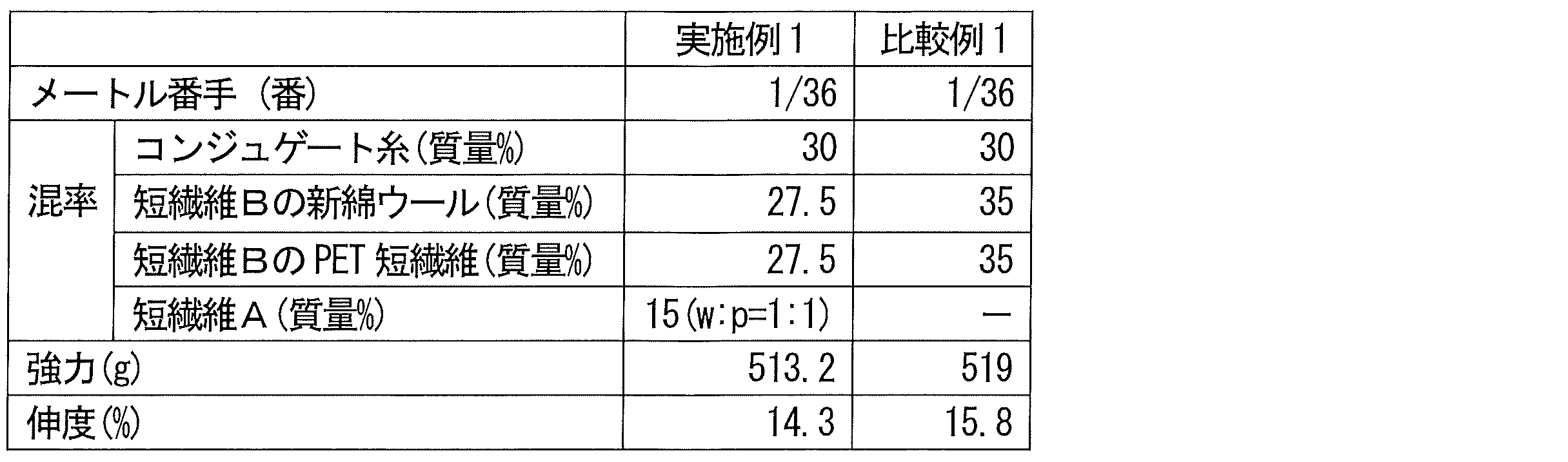
- Example 1 The procedure was carried out in the same manner as in Example 1, except that the recycled fiber was not added. Table 1 shows the proportion of each fiber and the physical properties of the obtained spun yarn bundle.
- the spun yarn bundle of Example 1 did not have the same physical properties as the spun yarn bundle of Comparative Example 1.
- Examples 2-3 Fabrics were produced under the following conditions. (1) Weft The multilayer structure spun yarn of Example 1 was used. (2) Warp Wool 50% by mass, PET staple fiber 50% by mass, ring-spun two-ply yarn of metric count 48 (208decitex), metric count 2/48 (417decitex) was used. (3) Production of Woven Fabric A 2/1 twill fabric shown in FIG. 4 was woven using warp and weft using a rapier loom. In FIG. 4, the float of the warp yarn at the texture point is indicated by black, and the sinking is indicated by white. The resulting fabric was dyed by using an acid dye to dye wool, heated from room temperature (25°C) to 100°C over 75 minutes, immersed in hot water at 100°C for 45 minutes, and then washed. bottom.
- Comparative example 2 The same procedure as in Example 2 was repeated except that the spun yarn bundle of Comparative Example 1 was used as the weft. Table 2 summarizes the conditions and results.
- Example 3 In the binding spinning apparatus shown in FIG. 1, the same operation as in Example 1 was performed except that the stretchable multifilament yarn 9 serving as the core component fiber was not supplied. I didn't. From this, it was confirmed that the multifilament yarn of the core component fiber exhibited the function of a connecting yarn, and the short fibers A were entangled with the multifilament yarn and transported to the swirl flow spindle to form a yarn.
- the fabric made from the multi-layered spun yarn of the present invention is suitable for business suits, business uniforms, school uniforms, and the like. In addition, it is suitable for socks, gloves, WHOLEGARMENT knitting, and the like.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Multicomponent Fibers (AREA)
- Woven Fabrics (AREA)
- Knitting Of Fabric (AREA)
Abstract
Description
前記スライバーを紡績機のドラフトゾーンに供給してドラフトし、
前記ドラフトゾーンのフロントローラの上流側に芯成分繊維となるマルチフィラメント糸を供給し、前記スライバーと合体させて繊維束とし、
前記繊維束を前記フロントローラの排出部から離れて配置されているスピンドルに供給し、旋回流によって仮撚りを掛けた後に巻き取る多層構造紡績糸の製造方法である。
(1)マルチフィラメント糸:10~40質量部、より好ましくは15~35質量部、さらに好ましくは20~30質量部。
(2)新綿獣毛繊維:5~50質量部、より好ましくは7~45質量部、さらに好ましくは10~40質量部、とくに好ましくは20~35質量部。
(3)獣毛繊維以外の新綿繊維(例えばポリエステル短繊維):5~50質量部、より好ましくは7~45質量部、さらに好ましくは10~40質量部、とくに好ましくは20~35質量部。
(4)短繊維A:0.1~20質量部、より好ましくは0.5~18質量部、さらに好ましくは1~15質量部。
(1)ドラフト工程
結束紡績装置1のドラフトゾーン6は、一対のフロントローラ2,2’と、エプロンを有する一対のセカンドローラ3と、一対のサードローラ4と、一対のバックローラ5で構成されている。鞘成分繊維となる獣毛繊維と獣毛繊維鋳型の短繊維を混紡したスライバー7は、スライバーガイド8を通過させてバックローラ5から供給され、ドラフトゾーン6でドラフトされる。
(2)芯成分繊維と被覆成分繊維との合体工程
ドラフトゾーン6のフロントローラ2,2’手前(上流側)に、芯成分繊維となる伸縮性マルチフィラメント糸9を供給し、スライバー7がドラフトされた繊維束と合体させる。
(3)紡績糸形成工程
フロントローラ2,2’の排出部から離れて配置されているスピンドル10に、合体させた芯成分繊維糸と鞘成分繊維の繊維束を供給し、旋回流によって仮撚りを掛けて多層構造紡績糸11とする。
(4)巻き取り工程
得られた多層構造紡績糸11は、スラブキャッチャー12を通過し、フリクションローラ13で引き取られ、巻取り部17の巻き取りドラム14により駆動されクレードルアーム15に支持されたパッケージ16に巻き取られる。
本発明の製造方法に使用する紡績機は、例えば村田機械社製、商品名”MURATA VORTEX SPINNER”として販売されている。特徴的なことは、糸速度が300~450m/分であり、リング紡績機の約10~20倍生産速度が速いことである。
図2から明らかなとおり、表層の巻き付き繊維が、芯成分繊維及び鞘成分の内層繊維を強固にラッピングしており、これが生地の摩擦強力、緯伸び及び抗ピリング性の向上に寄与しているといえる。
本発明の実施例、比較例における測定方法はJIS又は業界規格にしたがって測定した。
1.使用繊維
(1)芯成分繊維
芯成分繊維として、ポリエチレンテレフタレート(PET)とポリトリメチレンテレフタレート(PTT)が50:50の割合でサイドバイサイド複合紡糸されたポリエステルコンジュゲートマルチフィラメント糸、商品名“ライクラT400ファイバー”(東レ・オペロンテックス社販売)、トータル繊度83decitex、構成本数34本、黒原着品を使用した。
(2)鞘成分繊維
下記の繊維をカード混紡した。
(i)短繊維A
短繊維Aは、リサイクル反毛繊維として古着の混紡品を使用し、カッター機で裁断し、ガーネット反毛機でほぐしてウェブとした。平均繊維長は20.7mm、混紡割合は質量比でウール:ポリエステル(PET)=50:50であった。
(ii)短繊維B
・新綿ウール
平均直径22μm、平均繊維長80mmのメリノ種ウールの繊維束(20g/m)を平均繊維長28mmにスクウエアカットした。
・新綿PET短繊維
繊度1.56decitexのポリエチレンテレフタレート(PET)、スクエアカット(平均繊維長38mm)、黒原着品を使用した。
以上のリサイクル反毛繊維とウールとPET短繊維を表1に示す所定の割合にてカード機で均一に混紡し、常法によりスライバーとした。
2.多層構造紡績糸の作製
ポリエステルコンジュゲートマルチフィラメント糸を芯成分繊維とし、ウールとPET短繊維を混紡した繊維束(スライバー)を鞘成分繊維とし、図1に示す村田機械社製、商品名”No.870,MURATA VORTEX SPINNER”を使用し、300m/分の速度で多層構造結束紡績糸を製造した。得られた糸のメートル番手は36番(278decitex)であった。この糸は単糸使いの場合は1/36と表示する。この糸は全体としてウール35質量%、ポリエステル65質量%であった。得られた多層構造結束紡績糸の側面写真を図3に示す。
リサイクル反毛繊維を加えない以外は実施例1と同様に実施した。
各繊維の割合及び得られた結束紡績糸の物性は表1に示す通りであった。
次の条件で織物を製造した。
(1)緯糸
実施例1の多層構造紡績糸を用いた。
(2)経糸
ウール50質量%、PET短繊維50質量%、メートル番手48番(208decitex)のリング紡績糸双糸、メートル番手2/48番(417decitex)を用いた。
(3)織物の作製
経糸と、緯糸を使用し、レピア織機を使用して図4に示す2/1綾組織の織物を製織した。図4において、組織点の経糸の浮きは黒、沈みは白で示す。得られた織物は、ウールを染色するため酸性染料を使用し、室温(25℃)から100℃まで75分かけて昇温し、100℃の熱水で45分間浸漬して染色し、その後洗浄した。
緯糸として、比較例1の結束紡績糸を使用した以外は実施例2と同様に実施した。
条件と結果を表2にまとめて示す。

図1に示す結束紡績装置において、芯成分繊維となる伸縮性マルチフィラメント糸9を供給しない以外は実施例1と同様に実施したところ、短繊維束は旋回流スピンドル10まで運ばれず、糸形成できなかった。このことから、芯成分繊維のマルチフィラメント糸はつなぎ糸の機能を発揮し、短繊維Aはマルチフィラメント糸に絡まって旋回流スピンドルまで運ばれ、糸形成できることが確認できた。
2,2’ フロントローラ
3 セカンドローラ
4 サードローラ
5 バックローラ
6 ドラフトゾーン
7 スライバー
8 スライバーガイド
9 伸縮性マルチフィラメント糸
10 スピンドル
11 多層構造紡績糸
12 スラブキャッチャー
13 フリクションローラ
14 巻き取りドラム
15 クレードルアーム
16 パッケージ
20 多層構造紡績糸
21 芯成分繊維
22 内層繊維
23 巻き付き繊維
24 鞘成分繊維
Claims (12)
- 芯成分繊維と鞘成分繊維を含む多層構造紡績糸であって、
前記芯成分繊維はマルチフィラメント糸であり、
前記鞘成分繊維は内層繊維と表層繊維を含み、前記鞘成分繊維の内層繊維が無撚り状であり、表層繊維が一方向に巻き付いて全体を束ねており、
前記鞘成分繊維は、平均繊維長10mm以上25mm以下の短繊維Aと、平均繊維長25mmを超え51mm以下の短繊維Bが混紡されていることを特徴とする多層構造紡績糸。 - 前記多層構造紡績糸を100質量%としたとき、前記短繊維Aの混合率は0.1~20質量%である請求項1に記載の多層構造紡績糸。
- 前記短繊維Aは、獣毛繊維100質量%又は獣毛繊維とそれ以外の繊維の混紡品である請求項1又は2に記載の多層構造紡績糸。
- 前記短繊維Bは、新綿獣毛繊維とそれ以外の繊維の混紡品である請求項1~3のいずれか1項に記載の多層構造紡績糸。
- 前記短繊維Bは、新綿獣毛繊維の平均繊維長は25mmを超え35mm以下、獣毛繊維以外の繊維の平均繊維長は25mmを超え51mm以下である請求項1~4のいずれか1項に記載の多層構造紡績糸。
- 前記多層構造紡績糸を100質量%としたとき、獣毛繊維の混率は5~50質量%である請求項1~5のいずれか1項に記載の多層構造紡績糸。
- 前記マルチフィラメント糸は、コンジュゲートマルチフィラメント糸及び仮撚マルチフィラメント糸から選ばれる少なくとも一つの伸縮性マルチフィラメント糸である請求項1~6のいずれか1項に記載の多層構造紡績糸。
- 前記多層構造紡績糸を100質量%としたとき、前記芯成分繊維は10~40質量%であり、鞘成分繊維は60~90質量%である請求項1~7のいずれか1項に記載の多層構造紡績糸。
- 前記多層構造紡績糸の単糸は、メートル番手で20~40番(繊度:500~250decitex)の範囲である請求項1~8のいずれか1項に記載の多層構造紡績糸。
- 請求項1~9のいずれか1項に記載の多層構造紡績糸の製造方法であって、
平均繊維長10mm以上25mm以下の短繊維Aと、平均繊維長25mmを超え51mm以下の短繊維Bを、カード機で開繊し、かつ混紡してスライバーとし、
前記スライバーを紡績機のドラフトゾーンに供給してドラフトし、
前記ドラフトゾーンのフロントローラの上流側に芯成分繊維となるマルチフィラメント糸を供給し、前記スライバーと合体させて繊維束とし、
前記繊維束を前記フロントローラの排出部から離れて配置されているスピンドルに供給し、旋回流によって仮撚りを掛けた後に巻き取ることを特徴とする多層構造紡績糸の製造方法。 - 請求項1~9のいずれか1項に記載の多層構造紡績糸を含む織物生地及び編物生地から選ばれる少なくとも一つの生地。
- 請求項1~9のいずれか1項に記載の多層構造紡績糸を含む衣類又は請求項11に記載の生地を含む衣類。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280014552.0A CN116888315A (zh) | 2021-12-20 | 2022-07-19 | 多层结构短纤纱、其制造方法、坯布及衣类 |
| JP2023516275A JP7319483B1 (ja) | 2021-12-20 | 2022-07-19 | 多層構造紡績糸、その製造方法、生地及び衣類 |
| US18/264,482 US20240294354A1 (en) | 2021-12-20 | 2022-07-19 | Multilayer structured spun yarn, method for producing the same, fabric, and clothing |
| EP22910431.0A EP4279646A4 (en) | 2021-12-20 | 2022-07-19 | MULTILAYER STRUCTURED SPUN YARN, MANUFACTURING METHOD THEREOF AND WOVEN FABRICS AND CLOTHING THEREOF |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021206337 | 2021-12-20 | ||
| JP2021-206337 | 2021-12-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023119701A1 true WO2023119701A1 (ja) | 2023-06-29 |
Family
ID=86901756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/028007 Ceased WO2023119701A1 (ja) | 2021-12-20 | 2022-07-19 | 多層構造紡績糸、その製造方法、生地及び衣類 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240294354A1 (ja) |
| EP (1) | EP4279646A4 (ja) |
| JP (1) | JP7319483B1 (ja) |
| CN (1) | CN116888315A (ja) |
| WO (1) | WO2023119701A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4450689B1 (en) * | 2023-04-20 | 2025-10-29 | Sanko Tekstil Isletmeleri San. Ve Tic. A.S. | A core spun yarn comprising short cellulosic staple fibers and process for its production |
| US12546035B1 (en) * | 2024-12-31 | 2026-02-10 | Advance Denim Co., Ltd. | Elastic yarn and elastic fabric |
| CN120082997B (zh) * | 2025-03-10 | 2025-12-02 | 广东工业大学 | 羊毛再生纱线的制备方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0214033A (ja) * | 1989-03-16 | 1990-01-18 | Toray Ind Inc | 伸縮性を有する複合糸の製造方法 |
| JPH0345734A (ja) * | 1989-07-12 | 1991-02-27 | Du Pont Toray Co Ltd | 芯鞘構造弾性糸 |
| JPH11217741A (ja) | 1998-01-27 | 1999-08-10 | Niigata Prefecture | 複合結束紡績糸及びその製造方法並びに織編物 |
| JP2009293136A (ja) * | 2008-06-02 | 2009-12-17 | Toray Ind Inc | 長短複合紡績糸およびそれを用いてなる無縫製ニット製品 |
| JP2012102445A (ja) | 2010-11-15 | 2012-05-31 | Toyobo Co Ltd | 長短複合紡績糸織物及び製品 |
| JP2015045112A (ja) | 2013-08-29 | 2015-03-12 | ユニチカトレーディング株式会社 | 長短複合紡績糸及びこの紡績糸を用いた編地 |
| WO2019044910A1 (ja) * | 2017-08-30 | 2019-03-07 | 日本毛織株式会社 | 長短複合紡績糸、その製造方法、及び長短複合紡績糸を含む織物、編み物又は衣料用繊維製品 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3978267A (en) * | 1970-05-20 | 1976-08-31 | Imperial Chemical Industries Limited | Compact twistless textile yarn comprising discontinuous fiber bonded by potentially adhesive composite fibers |
| JPS5830427B2 (ja) * | 1974-06-28 | 1983-06-29 | 東洋紡績株式会社 | 捲纏紡積糸及びその製造方法 |
| US5103626A (en) * | 1984-12-03 | 1992-04-14 | Burlington Industries, Inc. | Fasciated yarn structure made by vacuum spinning |
| US4912781A (en) * | 1988-10-11 | 1990-04-03 | Robins Steven D | Cut resistant yarn construction and body protective apparel |
| US5749212A (en) * | 1995-06-06 | 1998-05-12 | Dixy Yarns, Inc. | Elastomeric core/staple fiber wrap yarn |
| CN1094528C (zh) * | 1999-07-22 | 2002-11-20 | 顾承瑞 | 羊绒短纤维纱及其制备方法 |
| US6146759A (en) * | 1999-09-28 | 2000-11-14 | Land Fabric Corporation | Fire resistant corespun yarn and fabric comprising same |
| US20020127939A1 (en) * | 2000-11-06 | 2002-09-12 | Hwo Charles Chiu-Hsiung | Poly (trimethylene terephthalate) based meltblown nonwovens |
| US6701703B2 (en) * | 2001-10-23 | 2004-03-09 | Gilbert Patrick | High performance yarns and method of manufacture |
| JP2005042206A (ja) * | 2003-07-22 | 2005-02-17 | Murata Mach Ltd | コアヤーン製造方法及びその装置 |
| US7155891B2 (en) * | 2003-09-15 | 2007-01-02 | E. I. Du Pont De Nemours And Company | Composite twist core-spun yarn and method and device for its production |
| JP2006132038A (ja) * | 2004-11-08 | 2006-05-25 | Toray Ind Inc | コアーヤーン縫糸 |
| DE102011116936A1 (de) * | 2010-11-29 | 2012-05-31 | Amann & Söhne GmbH & Co. KG | Garn, insbesondere Näh- oder Stickgarn sowie Verfahren zur Herstellung eines derartigen Garnes |
| US20150176160A1 (en) * | 2011-10-24 | 2015-06-25 | Best Key Textiles Limited | Woven and knitted fabrics with improved properties and core spun yarns for producing the same |
| JP6063768B2 (ja) * | 2013-02-21 | 2017-01-18 | 住友ゴム工業株式会社 | スチールコード及びそれを用いた弾性クローラ |
| WO2018127991A1 (ja) * | 2017-01-05 | 2018-07-12 | 日本毛織株式会社 | 結束紡績糸とこれを用いた繊維生地及び衣料用繊維製品 |
| JP6599496B2 (ja) * | 2018-03-07 | 2019-10-30 | 日本毛織株式会社 | 多層構造紡績糸とこれを使用した耐熱性布帛及び耐熱性防護服 |
| CN113056580B (zh) * | 2018-11-27 | 2023-06-30 | 帝人富瑞特株式会社 | 布帛和纤维制品 |
| CN213538222U (zh) * | 2019-10-23 | 2021-06-25 | 北京东土复兴服饰有限公司 | 一种多层无捻复合纱线及纺织面料 |
| JP6831943B1 (ja) * | 2019-10-24 | 2021-02-17 | 三ツ星ベルト株式会社 | 摩擦伝動ベルトおよびその製造方法 |
| CN111893612A (zh) * | 2020-07-02 | 2020-11-06 | 苏州维杰纺织有限公司 | 一种高弹抗静电包芯纱 |
| CN112899839A (zh) * | 2020-12-08 | 2021-06-04 | 苏州维杰纺织有限公司 | 一种高弹保暖涡流复纺纱及其生产工艺 |
| US11773515B2 (en) * | 2021-02-19 | 2023-10-03 | New York Knitworks, Llc | Single, multi-effect, energy harvesting and heat managing spun yarn and manufacturing method thereof |
| JP7141770B1 (ja) * | 2021-10-25 | 2022-09-26 | 伊澤タオル株式会社 | タオル生地及びその製造方法 |
| EP4328364A4 (en) * | 2022-07-11 | 2024-11-13 | The Japan Wool Textile Co., Ltd. | MULTILAYER STRUCTURED SPUN YARN, MANUFACTURING METHOD THEREOF AND WOVEN FABRICS AND CLOTHING THEREOF |
| EP4450689B1 (en) * | 2023-04-20 | 2025-10-29 | Sanko Tekstil Isletmeleri San. Ve Tic. A.S. | A core spun yarn comprising short cellulosic staple fibers and process for its production |
-
2022
- 2022-07-19 WO PCT/JP2022/028007 patent/WO2023119701A1/ja not_active Ceased
- 2022-07-19 US US18/264,482 patent/US20240294354A1/en active Pending
- 2022-07-19 JP JP2023516275A patent/JP7319483B1/ja active Active
- 2022-07-19 EP EP22910431.0A patent/EP4279646A4/en active Pending
- 2022-07-19 CN CN202280014552.0A patent/CN116888315A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0214033A (ja) * | 1989-03-16 | 1990-01-18 | Toray Ind Inc | 伸縮性を有する複合糸の製造方法 |
| JPH0345734A (ja) * | 1989-07-12 | 1991-02-27 | Du Pont Toray Co Ltd | 芯鞘構造弾性糸 |
| JPH11217741A (ja) | 1998-01-27 | 1999-08-10 | Niigata Prefecture | 複合結束紡績糸及びその製造方法並びに織編物 |
| JP2009293136A (ja) * | 2008-06-02 | 2009-12-17 | Toray Ind Inc | 長短複合紡績糸およびそれを用いてなる無縫製ニット製品 |
| JP2012102445A (ja) | 2010-11-15 | 2012-05-31 | Toyobo Co Ltd | 長短複合紡績糸織物及び製品 |
| JP2015045112A (ja) | 2013-08-29 | 2015-03-12 | ユニチカトレーディング株式会社 | 長短複合紡績糸及びこの紡績糸を用いた編地 |
| WO2019044910A1 (ja) * | 2017-08-30 | 2019-03-07 | 日本毛織株式会社 | 長短複合紡績糸、その製造方法、及び長短複合紡績糸を含む織物、編み物又は衣料用繊維製品 |
| JP6696004B2 (ja) | 2017-08-30 | 2020-05-20 | 日本毛織株式会社 | 長短複合紡績糸、その製造方法、及び長短複合紡績糸を含む織物、編み物又は衣料用繊維製品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4279646A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116888315A (zh) | 2023-10-13 |
| US20240294354A1 (en) | 2024-09-05 |
| JP7319483B1 (ja) | 2023-08-01 |
| EP4279646A1 (en) | 2023-11-22 |
| EP4279646A4 (en) | 2025-01-15 |
| JPWO2023119701A1 (ja) | 2023-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7319483B1 (ja) | 多層構造紡績糸、その製造方法、生地及び衣類 | |
| WO2024013792A1 (ja) | 多層構造紡績糸、その製造方法、生地及び衣類 | |
| CN103981610A (zh) | 一种阻燃复合纱线及其制造方法 | |
| US10344406B2 (en) | Core-spun yarn featuring a blended core for use in the construction of flame barrier fabrics and finished articles made therefrom | |
| CN109652881B (zh) | 麻混纺单纱的制造方法 | |
| CN115125641B (zh) | 一种异芯包缠纱及其制造方法 | |
| WO2021073551A1 (zh) | 一种复合纱线及由其制得的面料 | |
| JP6696004B2 (ja) | 長短複合紡績糸、その製造方法、及び長短複合紡績糸を含む織物、編み物又は衣料用繊維製品 | |
| EP3399080A1 (en) | Twisted union yarn, and fabric and textile products for clothing using the same | |
| CN206521560U (zh) | 一种包芯纱结构 | |
| JP7265572B2 (ja) | 多層構造紡績糸、その製造方法、生地及び衣類 | |
| JP2004183191A (ja) | 伸縮性紡績糸及び織編物並びにその製造方法 | |
| JP2004176218A (ja) | 長短複合紡績糸およびその製造法 | |
| JP2012172266A (ja) | スーツ用軽量長短複合紡績糸織物 | |
| JP3212193U (ja) | 帯電防止糸条および帯電防止布帛 | |
| JP6572159B2 (ja) | 交撚糸及びこれを用いた布帛と衣料用繊維製品 | |
| JPS6242059B2 (ja) | ||
| JP2008303510A (ja) | 異染性意匠織物及びその製造方法 | |
| JP7587537B2 (ja) | ダブルニット編地、その製造方法及びこれを含む衣類 | |
| JP2022145007A5 (ja) | ||
| JPS58109648A (ja) | 複合糸の製造方法と装置 | |
| JP2026036522A (ja) | 精紡交撚糸及びその製造方法 | |
| JPH01213428A (ja) | 空気仮撚法による麻/レーヨン混紡糸 | |
| JP2006132038A (ja) | コアーヤーン縫糸 | |
| JPH0214034A (ja) | 複合糸 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023516275 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18264482 Country of ref document: US |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22910431 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280014552.0 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2022910431 Country of ref document: EP Effective date: 20230818 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |