CN100413761C - 容器的外包装套套装装置 - Google Patents
容器的外包装套套装装置 Download PDFInfo
- Publication number
- CN100413761C CN100413761C CNB031464912A CN03146491A CN100413761C CN 100413761 C CN100413761 C CN 100413761C CN B031464912 A CNB031464912 A CN B031464912A CN 03146491 A CN03146491 A CN 03146491A CN 100413761 C CN100413761 C CN 100413761C
- Authority
- CN
- China
- Prior art keywords
- container
- bottle
- outsourcing encapsulation
- aforementioned
- external packing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005538 encapsulation Methods 0.000 claims description 122
- 238000012946 outsourcing Methods 0.000 claims description 122
- 238000012856 packing Methods 0.000 claims description 61
- 230000007246 mechanism Effects 0.000 claims description 44
- 238000012546 transfer Methods 0.000 claims description 40
- 230000002093 peripheral effect Effects 0.000 claims description 10
- 238000000034 method Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 8
- 238000007634 remodeling Methods 0.000 description 7
- 230000008602 contraction Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 238000010521 absorption reaction Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 4
- 230000001276 controlling effect Effects 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 230000003321 amplification Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 230000002085 persistent effect Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000008399 tap water Substances 0.000 description 1
- 235000020679 tap water Nutrition 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/20—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C3/00—Labelling other than flat surfaces
- B65C3/06—Affixing labels to short rigid containers
- B65C3/065—Affixing labels to short rigid containers by placing tubular labels around the container
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1744—Means bringing discrete articles into assembled relationship
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1744—Means bringing discrete articles into assembled relationship
- Y10T156/1768—Means simultaneously conveying plural articles from a single source and serially presenting them to an assembly station
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1744—Means bringing discrete articles into assembled relationship
- Y10T156/1768—Means simultaneously conveying plural articles from a single source and serially presenting them to an assembly station
- Y10T156/1771—Turret or rotary drum-type conveyor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1744—Means bringing discrete articles into assembled relationship
- Y10T156/1768—Means simultaneously conveying plural articles from a single source and serially presenting them to an assembly station
- Y10T156/1771—Turret or rotary drum-type conveyor
- Y10T156/1773—For flexible sheets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Labeling Devices (AREA)
- Sealing Of Jars (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
Abstract
一种容器的外包装套套装装置,其在主转台的外周上等间距地配置有外包装套套装头,该外包装套套装头具有容器载置台、推压支持于该容器载置台的容器的顶部的容器推杆机构以及保持外包装套的空气吸盘。外包装套套装头备有在容器推杆主体(41)的下部具有稍小于套装用外包装套的直径的外径的外包装套姿势控制构件(42)的容器推杆机构(40),瓶子(32)如果供给到瓶子载置台(7)则外包装套姿势控制构件(42)穿过由外包装套保持机构所保持的外包装套(29)而下降,靠能够缓冲地设在外包装套姿势控制构件(42)上的容器推压头(44)与容器载置台(7)夹持瓶子,在该状态下使瓶子上升,借此瓶子嵌合于外包装套(29)。
Description
技术领域
本发明涉及把标签套等外包装套自动地套装于瓶子等容器的外包装套套装装置。
背景技术
现在,把热塑性的标签套等外包装套套装于合成树脂瓶或玻璃瓶等容器(以下单称为瓶子),再通过使之收缩来完成装设,这样的生产活动已在广泛地进行。作为历来的外包装套套装装置,例如特开2000-289715号公报、特开2000-264319号公报以及特开2002-87417号公报中所述的公知技术。现有的外包装套套装装置的基本方式,如图9和图10中所示,由入口星形轮70、主转台71、旋转吸轮72以及出口星形轮73组合而成。在主转台上,每个工作头,如图10中所示,配置有能开闭自如的瓶子保持器78、吸附保持外包装套的标签保持器74、能上下移动的导向器75、把外包装套下推到瓶子的规定位置的套筒76。
在上述装置中所进行的外包装套的装设中,靠瓶子保持器78保持由入口星形轮70所供给的瓶子,在沿着配置于主转台的外侧固定部的导向导轨77进行旋转移送的同时,按照图10中所示的工序进行套装。也就是说,靠瓶子保持器78保持瓶子30而主转台71旋转,如果到达标签张开结束位置则导向器75开始下降(工序a),如果导向器前端连接于瓶子30的瓶盖而把瓶子定位,则瓶子保持器78打开。在该状态下套筒76下降而下推标签并使其套在瓶子上(工序c),标签的插入一结束瓶子保持器78就再次闭合(工序d~e)。如果瓶子保持器完全闭合(e工序),则导向器75与套筒76上升而返回初始位置(f工序)。然后,如果到达出口星形轮的位置,则瓶子保持器打开,瓶子被移动承载到出口星形轮的凹处,靠出口传送带移送到收缩装置,通过加热,使外包装套29收缩而紧密接触于瓶子的外表面。
如上所述,在现有的装置中的主转台中,因为必须具有把持瓶子筒部的瓶子保持器和配置于瓶子移送路径中的外侧固定部的固定导向器,所以瓶子保持器和固定导向器有必要根据瓶子的大小、圆形断面或方形断面等形状的不同而换型,故存在着对应瓶子的种类的不同而进行换型作业,导致需要很多时间和作业人员等的问题。此外,在现有的装置中在把靠外包装套保持机构保持的外包装套稳定地套装于瓶子时需要下推外包装套的套筒。进而,为了使外包装套套装装置在正确的方向或位置上而使其紧密接触于瓶子,必须特别注意使外包装套从套装到收缩的过程中不产生错位,但是现有的装置存在着如果从所套装的外包装套上边夹住瓶子,则在夹住时和保持器打开时外包装套容易产生错位这样的问题。
另一方面,外包装套29在容量500ml等比较小的瓶子30的场合,如图11(a)中所示,虽然是几乎覆盖整个筒部的场合,但是例如在如该图(b)中所示1~2L瓶子那样容量大的瓶子32的场合,往往是仅覆盖瓶子的肩部33。在此场合下,因为外包装套29容易不稳定地倾斜,故如果不正确地嵌合则如该图(c)中所示,以倾斜的状态套装,如果以原封不动的状态收缩则外装管29皱褶收缩形成皱褶,存在着产生不良品这样的问题,要求更正确地把外装管套装于瓶子。
发明内容
因此,本发明的目的在于提供一种外包装套套装装置,其不需要现有装置中所需的瓶子保持器和固定导向器,由此缩短换型作业时间或瞬时地进行换型,并且还不需要套装用套筒而简化结构,进而不产生外包装套错位,即使在仅瓶子的肩部等不稳定的部位进行装设的场合也可以正确地装设。
解决上述问题的本发明的容器的外包装套套装装置,作为主转台的外周上等间距地配置多组外包装套套装头的容器的外包装套套装装置,其特征在于:各外包装套套装头具有容器载置台、推压支持于该容器载置台的容器的顶部的容器推杆机构以及外包装套保持机构,通过前述主转台旋转,前述容器推杆机构穿过由前述外包装套保持机构所保持的外包装套而下降,推压供给到前述容器载置台的容器,再由容器载置台与容器推杆机构夹持容器,使该容器沿轴向相对于前述外包装套保持机构相对地移动,借此把外包装套套装于容器。
容器与外包装套保持机构的相对的轴向移动,采用把外包装套保持于规定位置,使容器载置台与容器推杆机构上下移动,或把容器保持于规定高度位置而使外包装套保持机构上下移动,或者使前述的两者都沿轴向移动的某种机构也是可以的。此外,前述容器推杆机构由容器推杆主体和设外包装套姿势控制构件来构成,该外包装套姿势控制构件位于该容器推杆主体的下部,具有大于该容器推杆主体的直径且小于外包装套的直径的外径,借此即使在把外包装套装设于容器的肩部等的场合,也可以稳定地正确地套装。而且,前述外包装套姿势控制构件由嵌合于外包装套的姿势控制构件主体和接触于容器顶部的容器推压头来构成,最好是对姿势控制构件主体能够缓冲地设置该容器推压头。进而,前述姿势控制构件主体下端部有沿圆周方向分割成多条的花键槽,前述容器推压头在其外周部上有嵌合于前述姿势控制构件主体的花键槽的多个突起,从前述突起向容器接触部形成锥形,借此可以更正确地把外包装套套装于容器。
附图说明
图1是根据本发明的实施方式的外包装套套装装置的俯视配置示意图;
图2是表示其外包装套套装头的构成的主要部分的概略图;
图3是表示根据本发明的实施方式的外包装套套装装置的套装工序的分解图;
图4(a)、4(b)分别是外包装套保持器的作用说明示意图,图4(a)表示瓶子上升嵌合于外包装套保持器把持的外包装套的状态,图4(b)表示把外包装套推到并使其贴附于瓶子上后离开的状态;
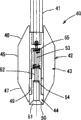
图5是根据本发明的外包装套套装装置的另一个实施方式的瓶子推杆机构的局部剖视图;
图6是由图5中所示的瓶子推杆机构进行的外包装套的套装工序图;
图7是根据本发明的外包装套套装装置的又一个实施方式的瓶子推杆机构的局部剖视图,图7(a)是正常状态下的剖视图,图7(b)是容器推压头被瓶子推压的状态下的剖视图,图7(c)是图7(a)图中的A-A断面图;
图8是由图7中所示的瓶子推杆机构进行的外包装套的套装工序图;
图9是现有的外包装套套装装置的俯视配置示意图;
图10是由现有的外包装套套装装置进行的外包装套的套装工序图;
图11(a)~(c)是表示外包装套向瓶子的套装状态的主视图、
具体实施方式
以下,详细说明本发明的实施方式。
图1是本发明的外包装套套装装置的基本实施方式的配置示意图,图2是其外包装套套装头的基本结构图,图3是外包装套套装装置的套装工序的分解图。根据本实施方式的外包装套套装装置1用于把构成标签的由合成树脂收缩薄膜形成的外包装套套装于瓶子等容器,由主转台2、配置于其外周部的入口转台3、用于把外包装套套装完毕的瓶子从主转台移动承载到传送带的出口转台4以及供给外包装套的旋转吸轮5来构成。上述构成当中,本发明与现有技术的显著不同之处是主转台2的结构,就该点详细地进行说明。
在本实施方式的主转台2中,等间距地配置多组备有支持瓶子30的底部的容器载置台7、推压支持于该容器载置台7上的瓶子的瓶盖的容器推杆机构8和撑开吸附保持外包装套的外包装套保持机构9的外包装套套装头,在容器从入口转台供给到容器载置台7的同时靠容器载置台7与容器推杆机构8夹持着瓶子进行旋转输送。因而,即使没有历来的那种瓶子保持器和固定导向器也可以稳定地进行旋转输送,省略了它们的换型作业并且可以简化结构。
容器载置台7设在上下动自如地支持于下侧转盘10的杆11的顶部,在该杆的下部设有与配置在回转台的旋转线路的周围的下侧固定圆柱凸轮13的凸轮槽14相连接的凸轮从动件15,通过回转台的旋转,沿着凸轮槽如图3的分解图中所示那样,在规定范围内上下动。在本实施方式中,使瓶子30上升直到瓶子的标签装设位置达到保持于外包装套保持机构的外包装套的位置,以使从外包装套保持机构直接获取外包装套。因而,即使没有历来的装置中必要的套装用套筒也可以可靠地套装,可以谋求结构的简化。
容器推杆机构8用于与前述容器载置台7一起夹持瓶子,虽然只要其下端面能对装设于瓶子的瓶盖的顶面进行挤压就可以了,从而可以由前端为平面的圆棒组成的推杆主体来构成即可,但是最好是如图2中所示的那样,在推杆主体的下端设置锥面18以使即使通过换型所得到的外径不同的瓶盖可以始终接触于瓶盖顶面的外周缘,从而可以把瓶盖夹持于其中心部。容器推杆机构8配置成可以沿着与杆11相同的轴线对称地上下运动的状态,其穿过上侧转盘19被上下运动自如地支持,在其上部设置有凸轮从动件22,该凸轮从动件22与沿着回转台的旋转路线配置的上侧固定圆柱凸轮20的凸轮槽21相连接,通过主转台2的旋转,沿着凸轮槽21如图3的分解图中所示的那样,在规定范围内上下动。容器推杆机构8在初始位置上处于其下端面高于外包装套保持机构9的位置,瓶子在其从入口转台3移动承载到容器载置台7的同时下降,以使推压瓶盖的顶面的操作能够进行,对瓶子进行夹持后,通过凸轮槽21对行程进行限制,以使其与容器载置台7同步地上下运动。再者,虽然容器推杆机构8有必要随着瓶子的高度的不同而变更其最下端的下降位置,在本实施方式中,其结构能通过触发的方式对上侧固定圆柱凸轮20进行自动调节,以使其能根据瓶子的种类进行高度位置的调节,从而在换型时通过按压与瓶子的种类对应的按钮,即可实现出发式的自动调节。
外包装套保持机构9如图4中所示由用于吸引保持成为扁平状的外包装套29的两壁的一对空气吸盘23组成,其结构能通过未图示的适当的开闭机构进行开闭。靠一对空气吸盘23吸附保持从旋转吸轮5获取来的外包装套29,随着主转台的旋转如图3中所示的那样逐渐地撑开外包装套,然后进行等待状态。接着,容器推杆机构8穿过撑开的外包装套的内部,下降后夹持瓶子,在该状态下,通过瓶子的上升使外包装套29套在瓶子上。
虽然入口转台3、出口转台4和旋转吸轮5可以采用公知的机构,但是在本发明中,由于在从入口转台3获取瓶子的同时容器推杆机构8下降,所以在此之前由于外包装套必须保持于外包装套保持机构,因此旋转吸轮5配置于入口转台的上游侧。出口转台虽然也可以与公知技术同样采用星形轮,但是在本实施方式中,为了防止套装于瓶子的外包装套的错位,避免在瓶子交接时把持外包装套,在出口转台上等间隔地设置有把持瓶子30的颈部31的瓶颈保持器25。
接下来,基于图3的分解图来说明具有以上结构的本实施方式的外包装套套装装置的动作。
在图中,a是容器推杆机构的行程曲线,b表示容器载置台的行程曲线。
靠旋转吸轮5把连续带状地供给来的带状外包装套29切断成规定尺寸的外包装套29,在外包装套供给位置P1上供给到主转台2的外包装套保持机构9。外包装套29随着主转台的旋转靠适当的凸轮机构等逐渐被撑开,在撑开几乎结束的位置P2上容器推杆机构8的下降开始,穿过撑开的外包装套的内部下降至瓶子供给位置P3。另一方面,填充密封完内容物的瓶子30靠入口转台3在瓶子供给位置P3上供给到主转台的容器载置台7。在该时刻容器推杆机构8下降而推压瓶盖把瓶子夹持于容器推杆机构8和容器载置台7之间。因而,瓶子成为被固定状态,即使没有保持瓶子筒部的瓶子保持器或导向器也不会错位,与主转台一体地旋转。
在靠容器载置台与容器推杆机构夹持瓶子30的状态下,随着主转台的旋转通过凸轮作用瓶子如图示那样上升,达到瓶子的标签装设位置P4后,则如图所示设置规定时间的暂留,此时外包装套保持机构9的空气吸盘23如图4(b)中所示瞬间地轻微闭合而把保持的外包装套29轻轻推到瓶子30的装设位置并且解除真空吸附,使外包装套贴附于瓶子筒部。在瓶子筒部的外包装套套装位置上,因为在瓶子即将被供给到主转台前靠未图示的喷嘴喷射自来水或清洁水,使其成为润湿状态,故由收缩薄膜所形成的外包装套仅通过轻压即可装设于瓶子。然后,瓶子在外包装套贴附于规定位置的状态下被容器载置台与容器推杆机构夹持着下降达到向出口转台4的交接位置P5。此时,空气吸盘最好是维持更宽松的状态,使其不妨碍套装的外包装套通过。另一方面,容器推杆机构8开始上升,在P6的位置上返回到初始位置。再者,虽然在前述实施方式中,空气吸盘23瞬间地轻微闭合而把保持的外包装套29轻轻推到瓶子30的装设位置并且同时解除真空吸附,但是由于即使仅单单解除真空吸附,撑开的外包装套因弹性也具有恢复到原来的扁平状态的趋势而贴附于瓶子表面,所以并非一定要瞬间地关闭空气吸盘。
在出口转台4从主转台2获取瓶子之际,通过瓶颈保持器25保持并获取瓶颈部,然后将其移动承载到通往作为下道工序的收缩工序的传送带。因而,由于可以不直接接触外包装套而移动承载瓶子,在把外包装套套装于瓶子后在瓶子移送中保持器等不接触外包装套,所以外包装套不产生错位,在该状态下移动承载到收缩工序,通过加热而产生热收缩,使外包装套紧密接触于瓶子的规定位置。此外,如果用本实施方式的外包装套套装装置,则可以把外包装套的文字或花纹等正确地装设于预定的瓶子的规定位置,可以得到高品质的制品。
图5表示本发明的外包装套套装装置的另一个实施方式,本实施方式中,可以保持更好的垂直度地把外包装套套装于容器,即使在把外包装套仅套装于作为瓶子的倾斜部的肩部的场合,也可以使外包装套不倾斜地正确地进行装设。
此外包装套套装装置与前述实施方式相比,主要是容器推杆机构的结构不同。本实施方式的容器推杆机构40由推杆主体41,和能够装拆地设在该推杆主体的下部的外包装套姿势控制构件42来构成。该外包装套姿势控制构件42由与保持于空气吸盘的外包装套相嵌合而保持该外包装套姿势的姿势控制构件主体43,和沿轴向能够缓冲地保持于该姿势控制构件主体43的下端中央部的容器推压头44来构成。姿势控制构件主体43包括具有大于推杆主体4 1的直径而稍小于套装用外包装套的直径的外径的中央筒部45,其上、下端部侧成为上方锥面46和下方锥面47。该姿势控制构件主体43通过象这样具有下方锥面47,使姿势控制构件主体43从保持于空气吸盘的外包装套的上方下降时容易进行嵌合,并且通过其具有上方锥面46,使该姿势控制构件主体43与容器载置台7一起夹持瓶子并从外包装套的下方上升时容易嵌合于外包装套。而且,通过其具有中央筒部45,可以在保持成垂直的状态下把外包装套嵌合于瓶子。因此,中央筒部45最好是具有外包装套的高度以上的长度,此外把姿势控制构件主体43形成得长些,在其极限下降位置上如果其上端部未从外包装套露出,则没有必要一定形成上方锥面。
容器推压头44如图5中放大所示,能够滑动地嵌合于在姿势控制构件主体43的轴心所形成的滑动孔49,在其下端有具有孔51,该孔51具有成为连接于瓶盖的顶面外周缘的容器接触部的圆锥面50,在该孔的顶部形成有用于嵌合导向杆53的导向杆嵌合孔52,导向杆53的头部54嵌合于该孔52的下端的外周面,借此限制下降。导向杆嵌合孔52的上部固定于姿势控制构件主体,在姿势控制构件主体43与容器推压头44之间设有弹簧55,始终对容器推压头向下进行加载。
基于图6中所示的主要部分工序图说明具有以上结构的推杆机构的本实施方式的外包装套向瓶子的套装动作。
与前述实施方式的场合同样,从空气吸盘23吸附、打开并保持外包装套的状态(该图(a))起,容器推杆机构40下降,外包装套姿势控制构件42穿过外包装套,容器推压头44的下面下降到与瓶子32的瓶盖33接合的位置,在与容器载置台7之间夹持瓶子(该图(b))。此时,由于外包装套姿势控制构件42上形成下方锥面,所以即使把其中央筒部45的外径接近于外包装套29的内径,也可以顺利地嵌合于外包装套,不会使外包装套倾斜或受到损伤。
通过在此一状态下容器载置台与容器推杆机构同步上升,再通过外包装套姿势控制构件42再次从下方与外包装套嵌合,对外包装套进行整形,使其打开成为正确的容器断面形状的状态(该图(c))。此时,因为在外包装套姿势控制构件42上形成上方锥面46,故可以顺利地与外包装套29嵌合。从此状态起,容器载置台7与容器推杆机构40进一步进行同步,直至作为外包装套粘贴位置的瓶子的肩部上升至外包装套的位置(该图(d)),在此状态下空气吸盘解除吸附,借此保持于空气吸盘的外包装套29靠弹性收缩并在贴附于瓶子肩部的水分的作用下贴附于瓶子肩部,借此套装于瓶子的规定位置。然后,与前述实施方式同样地采用收缩法,使外包装套套装于瓶子。这样一来,在本实施方式中,由于容器推杆机构40具有外包装套姿势控制构件42,可以到把外包装套向瓶子套装之前使外包装套维持正确姿势外包装套,故即使在外包装套仅套装于容器肩部的场合,其外包装套也不会倾斜,可以正确地进行套装。再者,在套装于容器的大小不同者的场合,仅替换上大小合适的外包装套姿势控制构件,就可以容易地进行换型。
图7示出本发明的外包装套套装装置的又一个实施方式,本实施方式中,改善了容器推杆机构,特别是进一步改善了其外包装套姿势控制构件。与图5~图6中所示的实施方式同样的部分标注相同标号,仅就不同点进行说明。
本实施方式的容器推杆机构60,外包装套姿势控制构件61的姿势控制构件主体62形成为中空筒状,在其外周面上以规定间隔形成有用于嵌合容器推压头64的花键状突起67的花键槽63。因而,外包装套姿势控制构件61的外周面与容器推压头64的花键状突起67的外周面位于同一直径的圆周面上,经由其与外包装套之间微小的间隙进行嵌合。容器推压头64具有形成用于使外包装套姿势控制构件61嵌合于外包装套的导向面的下方锥面65,在其下端面上形成与瓶盖相嵌合的容器接触部66。容器推压头64受到瓶子的推压则弹簧55进行缓冲,如图7(b)和图8(c)中所示的那样,引入姿势控制构件主体62内,由于姿势控制构件主体62的外周面的下端依然处于位于瓶子肩部附近的状态,所以可以在外包装套的下端缘正确地维持圆形的状态下进行嵌合。也就是说,根据本实施方式,用于与外包装套相嵌合的作为的导向部的锥面形成容器推压头,在姿势控制构件主体上仅形成用于把外包装套维持成圆筒状态需要的圆筒面,由于分体地形成锥面与姿势控制构件主体,所以相对于姿势控制构件主体能独立地移动锥面,如图7(b)中所示可以在使姿势控制构件主体62的下端位于瓶子的肩部附近的状态下,仅对容器推压头64进行缓冲。再者,虽然在本实施方式中示出其运用于断面为圆筒状的瓶子的场合,但是不用说也可以运用于断面为方形的瓶子。
以上,虽然就本发明的实施方式进行了说明,但是本发明不限定于上述实施方式,在其技术思想的范围内能进行种种的设计变更。例如,与上述实施方式相反地把容器保持于规定高度,外包装套保持机构下降而外包装套嵌合于容器也是可能的。此外,向主转台的容器的供给和排出,不一定限于入口转台和出口转台,采用其他移动承载机构也是可能的。
像以上这样,如果用本发明,则因为可以消除历来的装置中必要的瓶子保持器和固定导向器,可以避免它们的换型作业,故与历来相比可以大幅度地缩短换型作业时间,可以提高生产效率。此外,由于可以不用历来必要的套装用套筒即可把外包装套从外包装套保持器套装于容器,所以可以简化结构,并且接触于外包装套的构件减少,可以减少外包装套的错位。进而,根据本发明的结构,则由于即使在靠出口转台的移送中也不直接把持外包装套,所以即使在从主转台向出口转台的移动承载过程中也不产生错位,可以正确地装设外包装套,可以提高标签装设品质。
Claims (6)
1. 一种容器的外包装套套装装置,其在主转台的外周上等间距地配置有多组外包装套套装头,其特征在于:其中各外包装套套装头具有容器载置台、推压支持于该容器载置台的容器的顶部的容器推杆机构以及外包装套保持机构,通过前述主转台的旋转,前述容器推杆机构穿过由前述外包装套保持机构所保持的外包装套而下降,推压供给到前述容器载置台的容器,通过容器载置台与容器推杆机构夹持容器,使该容器相对于前述外包装套保持机构沿轴向进行移动,借此把外包装套套装于容器。
2. 权利要求1中所述的外包装套套装装置,其特征在于:在由前述容器载置台与容器推杆机构夹持瓶子的状态下,前述容器载置台与容器推杆机构一起同步地上、下移动,以使保持于外包装套保持机构的外包装套套装于容器。
3. 权利要求1中所述的外包装套套装装置,其特征在于:通过外包装套保持机构的上、下移动,使外包装套套装于由前述容器载置台与容器推杆机构所夹持的容器上。
4. 权利要求1~3的任一项所述的外包装套套装装置,其特征在于:前述容器推杆机构由容器推杆主体和外包装套姿势控制构件构成,该外包装套姿势控制构件设在该容器推杆主体的下部,具有大于该容器推杆主体的直径且小于外包装套的直径的外径。
5. 权利要求4中所述的外包装套套装装置,其特征在于:前述外包装套姿势控制构件由嵌合于外包装套的姿势控制构件主体和接触于容器顶部的容器推压头构成,该容器推压头相对于姿势控制构件主体能够进行缓冲。
6. 权利要求5中所述的外包装套套装装置,其特征在于:前述姿势控制构件主体下端部具有沿圆周方向分割成多条的花键槽,前述容器推压头在其外周部上有嵌合于前述姿势控制构件主体的花键槽的多个突起,而且在容器推压头的下端具有容器接触部,从前述突起向容器接触部形成锥形。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP164868/2003 | 2003-06-10 | ||
| JP2003164868A JP4332779B2 (ja) | 2003-06-10 | 2003-06-10 | 容器の外装用チューブ嵌装装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1572659A CN1572659A (zh) | 2005-02-02 |
| CN100413761C true CN100413761C (zh) | 2008-08-27 |
Family
ID=33534567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB031464912A Expired - Fee Related CN100413761C (zh) | 2003-06-10 | 2003-07-16 | 容器的外包装套套装装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6978819B2 (zh) |
| JP (1) | JP4332779B2 (zh) |
| KR (1) | KR101013393B1 (zh) |
| CN (1) | CN100413761C (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI458660B (zh) * | 2012-02-04 | 2014-11-01 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004056040B3 (de) * | 2004-11-19 | 2006-06-14 | Khs Ag | Verschließmaschine für Flaschen oder dgl. Behälter |
| US9096338B2 (en) * | 2009-08-20 | 2015-08-04 | Fuji Seal International, Inc. | Film fitting system |
| JP5478712B2 (ja) * | 2010-03-19 | 2014-04-23 | 株式会社フジシールインターナショナル | 被嵌装置およびラベルオープナー |
| JP5736571B2 (ja) * | 2010-12-10 | 2015-06-17 | 株式会社フジシール | ラベル装着装置 |
| DE102011002788A1 (de) * | 2011-01-17 | 2012-07-19 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Anbringen elastischer Folienhülsen auf Behältern |
| JP5778288B2 (ja) * | 2011-09-06 | 2015-09-16 | 株式会社フジシールインターナショナル | ラベル装着装置 |
| JP5778289B2 (ja) * | 2011-09-06 | 2015-09-16 | 株式会社フジシールインターナショナル | ラベル装着装置 |
| DE102011087723A1 (de) * | 2011-12-05 | 2013-06-06 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Etikettieren von Behältern mit Etikettenhülsen |
| DE102011087726A1 (de) * | 2011-12-05 | 2013-06-06 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Etikettieren von Behältern mit Etikettenhülsen |
| CN103193003B (zh) * | 2013-04-25 | 2015-09-23 | 广州达意隆包装机械股份有限公司 | 一种料瓶装盒机及其装盒工艺 |
| DE102013223977A1 (de) * | 2013-11-25 | 2015-05-28 | Robert Bosch Gmbh | Transportvorrichtung mit Pfadumschaltung |
| KR101705689B1 (ko) * | 2015-10-27 | 2017-02-10 | 주식회사 포스코 | 용기 튜브 교체용 지그 장치 |
| US10946990B2 (en) | 2017-07-31 | 2021-03-16 | Alpha Brewing Operations | Material saving canning system |
| CN107985975B (zh) * | 2017-12-27 | 2024-04-05 | 浙江龙文精密设备有限公司 | 集罐输送平台 |
| CN109229612B (zh) * | 2018-07-27 | 2020-08-04 | 台州鑫德龙电动工具有限公司 | 一种继电器的包装装置 |
| US11731797B2 (en) | 2019-05-21 | 2023-08-22 | Inline Plastics Corp. | Side wrap labeling apparatus |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4104845A (en) * | 1974-05-21 | 1978-08-08 | B & H Manufacturing Company, Inc. | Method and apparatus for applying sleeves to necks of bottles and other containers |
| CN86103010A (zh) * | 1985-05-02 | 1986-11-12 | 赫尔曼·克龙塞德 | 给瓶子或类似容器贴标签的设备 |
| JPH05262339A (ja) * | 1992-01-09 | 1993-10-12 | Koyo Autom Mach Co Ltd | ラべリングマシン |
| CN2345459Y (zh) * | 1998-08-18 | 1999-10-27 | 谭亚特 | 密贴包装机 |
| CN1297410A (zh) * | 1999-04-30 | 2001-05-30 | 克罗内斯股份公司 | 将标签筒贴在物品上的方法和装置 |
| JP2002037226A (ja) * | 2000-06-17 | 2002-02-06 | Krones Ag | 容器へのラベル・スリーブの装着装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5550084Y2 (zh) * | 1975-06-24 | 1980-11-21 | ||
| DE69318233D1 (de) * | 1992-07-21 | 1998-06-04 | Venture Packaging Inc | Vorrichtung zum Aufbringen von hülsenförmigen Etiketten auf eine Vielzahl von Flaschen oder sonstigen Behältern |
| FR2723913B1 (fr) * | 1994-08-23 | 1996-10-04 | Protection Decoration Conditio | Procede et machine pour la pose de manchons d'etiquetage etirables sur des bouteilles ou similaires |
| FR2783235B1 (fr) * | 1998-09-14 | 2000-11-10 | Prot Decoration Conditionnemen | Machine pour la pose de manchons d'etiquetage sur des bouteilles |
| JP2000264319A (ja) | 1999-03-16 | 2000-09-26 | Nippon Jido Seiki Kk | ロータリー型高速ラベラーにおける容器とシュリンクラベルのずれ止め移送装置 |
| JP3615959B2 (ja) * | 1999-04-07 | 2005-02-02 | 日本自働精機株式会社 | ラベルチューブ嵌装装置 |
| NL1015124C2 (nl) * | 2000-05-04 | 2001-11-06 | Fuji Seal Europe Bv | Inrichting voor het aanbrengen van een sleeve op een houder en werkwijze voor toepassing van de inrichting. |
| JP4583567B2 (ja) | 2000-09-13 | 2010-11-17 | 株式会社フジシールインターナショナル | ラベル装着装置 |
-
2003
- 2003-06-10 JP JP2003164868A patent/JP4332779B2/ja not_active Expired - Fee Related
- 2003-07-16 KR KR1020030048710A patent/KR101013393B1/ko not_active Expired - Fee Related
- 2003-07-16 CN CNB031464912A patent/CN100413761C/zh not_active Expired - Fee Related
- 2003-07-17 US US10/620,368 patent/US6978819B2/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4104845A (en) * | 1974-05-21 | 1978-08-08 | B & H Manufacturing Company, Inc. | Method and apparatus for applying sleeves to necks of bottles and other containers |
| CN86103010A (zh) * | 1985-05-02 | 1986-11-12 | 赫尔曼·克龙塞德 | 给瓶子或类似容器贴标签的设备 |
| JPH05262339A (ja) * | 1992-01-09 | 1993-10-12 | Koyo Autom Mach Co Ltd | ラべリングマシン |
| CN2345459Y (zh) * | 1998-08-18 | 1999-10-27 | 谭亚特 | 密贴包装机 |
| CN1297410A (zh) * | 1999-04-30 | 2001-05-30 | 克罗内斯股份公司 | 将标签筒贴在物品上的方法和装置 |
| JP2002037226A (ja) * | 2000-06-17 | 2002-02-06 | Krones Ag | 容器へのラベル・スリーブの装着装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI458660B (zh) * | 2012-02-04 | 2014-11-01 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040261949A1 (en) | 2004-12-30 |
| KR20040108306A (ko) | 2004-12-23 |
| JP4332779B2 (ja) | 2009-09-16 |
| JP2005001684A (ja) | 2005-01-06 |
| KR101013393B1 (ko) | 2011-02-14 |
| US6978819B2 (en) | 2005-12-27 |
| CN1572659A (zh) | 2005-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100413761C (zh) | 容器的外包装套套装装置 | |
| US4548668A (en) | Combination machine for assembling container components | |
| US2863579A (en) | Case unloader with bottle rejecting head | |
| US6832640B2 (en) | Device for gripping and handling bottles in a labeling machine and method of bottle filling/pressurising | |
| US5533608A (en) | Quick-change center star assembly for a capping machine | |
| EP2396229B1 (en) | System and method for pressurizing a plastic container | |
| US20120167526A1 (en) | Capping apparatus and capping system for bottle filling device | |
| US9156669B2 (en) | Liquid bottling method and machine, in particular for carbonated liquids or oxygen sensitive liquids | |
| CN105967128A (zh) | 一种瓶状物料自动化旋转及输送装置 | |
| US20110123666A1 (en) | Moulding unit for a plant for blow-moulding plastic containers, particularly bottles | |
| CN111547664A (zh) | 一种带有封盖保护的加盖设备 | |
| WO2001042113A1 (en) | Handling apparatus for use in a bottling plant to handle bottles with neck rings | |
| CN116209621A (zh) | 用于将部件联接至容器的联接单元和联接方法以及生产与之相关的物品的设备 | |
| US8516782B2 (en) | Method and apparatus for insertion of uniquely shaped packaging elements | |
| KR101027597B1 (ko) | 인서트성형용 금형내에 장착하는 시트 공급방법 | |
| KR101389991B1 (ko) | 구획된 용기의 음료자동주입장치 | |
| JP2003212221A (ja) | 容器の外装用チューブ嵌装装置 | |
| US2031735A (en) | Container closure applying apparatus | |
| EP1207125A2 (en) | Pickup head for pallet unloading machines | |
| JP6933796B2 (ja) | 容器搬送装置 | |
| CN110431081A (zh) | 具有用于夹紧容器的对中元件的容器处理装置 | |
| US10889130B2 (en) | Device for printing a closure device for containers | |
| CN107826280B (zh) | 膏剂灌装生产线的自动插管机及生产系统 | |
| JPH11227730A (ja) | ラベル開口装置及びそのラベル開口装置を用いたロータリ型ラベル嵌挿装置 | |
| CN117069028B (zh) | 为了处理容器而对容器进行定心 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| ASS | Succession or assignment of patent right |
Owner name: SHIBUYA KOGYO CO. Free format text: FORMER OWNER: NIPPON JIDOSEIGYO LTD. Effective date: 20060804 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20060804 Address after: Ishikawa County Applicant after: Shibuya Kogyo Co.,Ltd. Address before: Kanagawa Applicant before: NIPPON AUTOMATIC FINE MACHINERY CO.,LTD. |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20080827 |