CN106976155B - 筒形罗马柱用的成型装置 - Google Patents
筒形罗马柱用的成型装置 Download PDFInfo
- Publication number
- CN106976155B CN106976155B CN201710341676.0A CN201710341676A CN106976155B CN 106976155 B CN106976155 B CN 106976155B CN 201710341676 A CN201710341676 A CN 201710341676A CN 106976155 B CN106976155 B CN 106976155B
- Authority
- CN
- China
- Prior art keywords
- mold
- die
- roman column
- roman
- coated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910001220 stainless steel Inorganic materials 0.000 claims abstract description 7
- 239000010935 stainless steel Substances 0.000 claims abstract description 7
- 239000002994 raw material Substances 0.000 claims abstract description 4
- 239000000463 material Substances 0.000 claims description 21
- 239000003292 glue Substances 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 239000004744 fabric Substances 0.000 claims description 3
- 238000010025 steaming Methods 0.000 claims description 3
- 239000002131 composite material Substances 0.000 claims 1
- 238000010586 diagram Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 2
- 239000004566 building material Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B21/00—Methods or machines specially adapted for the production of tubular articles
- B28B21/76—Moulds
- B28B21/82—Moulds built-up from several parts; Multiple moulds; Moulds with adjustable parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B21/00—Methods or machines specially adapted for the production of tubular articles
- B28B21/02—Methods or machines specially adapted for the production of tubular articles by casting into moulds
- B28B21/10—Methods or machines specially adapted for the production of tubular articles by casting into moulds using compacting means
- B28B21/36—Methods or machines specially adapted for the production of tubular articles by casting into moulds using compacting means applying fluid pressure or vacuum to the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B21/00—Methods or machines specially adapted for the production of tubular articles
- B28B21/86—Cores
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Manufacturing Of Tubular Articles Or Embedded Moulded Articles (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
本发明提供筒形罗马柱用的成型装置,它包括有圆柱形的内模、外模、紧固环,其中,内模呈圆柱形,外模包覆在内模外侧,包覆后的外模与内模之间形成腔型,罗马柱原料位于腔型内,紧固环为多个,沿罗马柱长度方向锁紧在外模外侧,所述的内模由拉杆、内固定块、内模壳构成,其中,内固定块为多个,相邻内固定块之间通过拉杆连接固定,内模壳为多个,多个内模壳包覆在固定块表面形成圆柱形;外模包括有模片、模板,其中,模片采用帆布制作成形,模板由若干个截面为方形的不锈钢管制作成形。采用本方案后的结构合理、浇注效果好。
Description
技术领域
本发明涉及建筑材料技术领域,尤其是指筒形罗马柱用的成型装置。
背景技术
现有的圆形罗马柱都是先做好两个弧形板,再将两个弧形板通过胶水粘接组合形成筒形的罗马柱,这种组合式的结构接合处牢固性及稳定性均不佳。
发明内容
本发明的目的在于克服现有技术的不足,提供一种筒形罗马柱用的结构合理、浇注效果好的成型装置。
为实现上述目的,本发明所提供的技术方案为:筒形罗马柱用的成型装置,它包括有圆柱形的内模、外模、紧固环,其中,内模呈圆柱形,外模包覆在内模外侧,包覆后的外模与内模之间形成腔型,罗马柱原料位于腔型内,紧固环为多个,沿罗马柱长度方向锁紧在外模外侧,所述的内模由拉杆、固定块、内模壳构成,其中,固定块为多个,相邻固定块之间通过拉杆连接固定,内模壳为多个,其主体呈弧形,多个内模壳包覆在固定块表面形成圆柱形;外模包括有模片、模板,其中,模片采用帆布制作成形,模板由若干个截面为方形的不锈钢管制作成形,模板通过胶水或拉钉均匀固定在模片外表面上。
所述的紧固环由两条半圆环形的弧板构成,两条弧板一端通过销轴铰接,另一端设有相互配合的固定板,两块固定板之间通过插销连接。
所述的内模表面包覆有内膜。
本发明在采用上述方案后,外模制作,按罗马柱的外径和长度备好相同长宽的帆布和长度的方管;将不锈钢管和帆布或胶布用胶或拉钉按一定尺寸固定起来;在外模上(帆布表面)布好罗马柱材料;制作一个组合式的内模,此内模为以后成型和加工的基准和支承,罗马柱材料经过真空压实后,在材料上面放置内模,将罗马柱材料紧帖内模按顺时针旋转360度,使罗马柱材料成为一个完整的圆柱,按罗马柱成型后的尺寸制做几个紧固环,紧固环的内径等于外模的最小尺寸;将罗马柱材料和外模合拢后,在外模上按一定距离套上几个紧固环;经过蒸养固化后,拆除紧固环及外模,将罗马柱柱表面加工及处理;拆除内模后得到所需的罗马柱,采用本方案后的结构合理、浇注效果好。
附图说明
图1为本发明的整体结构示意图。
图2为本发明的组合后结构示意图。
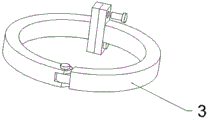
图3为图2的侧视图。
图4为内模结构示意图。
图5为紧固环结构示意图。
实施方式
下面结合所有附图对本发明作进一步说明,本发明的较佳实施例为:参见附图1至附图5,本实施例所述的筒形罗马柱用的成型装置包括有圆柱形的内模1、外模2、紧固环3,其中,内模1呈圆柱形,内模1表面包覆有内膜,外模2包覆在内模1外侧,包覆后的外模2与内模1之间形成腔型,罗马柱原料位于腔型内,紧固环3由两条半圆环形的弧板构成,两条弧板一端通过销轴铰接,另一端设有相互配合的固定板,两块固定板之间通过插销连接,紧固环3为多个,沿罗马柱长度方向锁紧在外模2外侧,所述的内模1由拉杆4、固定块5、内模壳6构成,其中,固定块5为多个,相邻固定块5之间通过拉杆4连接固定,内模壳6为多个,其主体呈弧形,多个内模壳6包覆在固定块5表面形成圆柱形;外模2包括有模片7、模板8,其中,模片7采用帆布制作成形,模板8由若干个截面为方形的不锈钢管制作成形,模板8通过胶水或拉钉均匀固定在模片7外表面上。本实施例的外模制作,按罗马柱的外径和长度备好相同长宽的帆布和长度的方管;将不锈钢管和帆布或胶布用胶或拉钉按一定尺寸固定起来;在外模上(帆布表面)布好罗马柱材料;制作一个组合式的内模,此内模为以后成型和加工的基准和支承,罗马柱材料经过真空压实后,在材料上面放置内模,将罗马柱材料紧帖内模按顺时针旋转360度,使罗马柱材料成为一个完整的圆柱,按罗马柱成型后的尺寸制做几个紧固环,紧固环的内径等于外模的最小尺寸;将罗马柱材料和外模合拢后,在外模上按一定距离套上几个紧固环;经过蒸养固化后,拆除紧固环及外模,将罗马柱柱表面加工及处理;拆除内模后得到所需的罗马柱,采用本实施例后的结构合理、浇注效果好。
以上所述之实施例只为本发明之较佳实施例,并非以此限制本发明的实施范围,故凡依本发明之形状、原理所作的变化,均应涵盖在本发明的保护范围内。
Claims (1)
1.筒形罗马柱用的成型装置,其特征在于:它包括有圆柱形的内模(1)、外模(2)、紧固环(3),其中,内模(1)呈圆柱形,内模(1)表面包覆有内膜;外模(2)包覆在内模(1)外侧,包覆后的外模(2)与内模(1)之间形成腔型,罗马柱原料位于腔型内,紧固环(3)为多个,沿罗马柱长度方向锁紧在外模(2)外侧,紧固环(3)由两条半圆环形的弧板构成,两条弧板一端通过销轴铰接,另一端设有相互配合的固定板,两块固定板之间通过插销连接;所述的内模(1)由拉杆(4)、固定块(5)、内模壳(6)构成,其中,固定块(5)为多个,相邻固定块(5)之间通过拉杆(4)连接固定,内模壳(6)为多个,其主体呈弧形,多个内模壳(6)包覆在固定块(5)表面形成圆柱形;外模(2)包括有模片(7)、模板(8),其中,模片(7)采用帆布制作成形,模板(8)由若干个截面为方形的不锈钢管制作成形,模板(8)通过胶水或拉钉均匀固定在模片(7)外表面上;
上述成型装置在使用时,按罗马柱的外径和长度备好相同长宽的帆布和方管;将不锈钢管和帆布或胶布用胶或拉钉按一定尺寸固定起来;在外模上布好罗马柱材料;制作一个组合式的内模,此内模为以后成型和加工的基准和支承,罗马柱材料经过真空压实后,在材料上面放置内模,将罗马柱材料紧帖内模按顺时针旋转360度,使罗马柱材料成为一个完整的圆柱,按罗马柱成型后的尺寸制做几个紧固环,紧固环的内径等于外模的最小尺寸;将罗马柱材料和外模合拢后,在外模上按一定距离套上几个紧固环;经过蒸养固化后,拆除紧固环及外模,将罗马柱柱表面加工及处理;拆除内模后得到所需的罗马柱。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710341676.0A CN106976155B (zh) | 2017-05-16 | 2017-05-16 | 筒形罗马柱用的成型装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710341676.0A CN106976155B (zh) | 2017-05-16 | 2017-05-16 | 筒形罗马柱用的成型装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106976155A CN106976155A (zh) | 2017-07-25 |
| CN106976155B true CN106976155B (zh) | 2023-07-04 |
Family
ID=59342439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710341676.0A Active CN106976155B (zh) | 2017-05-16 | 2017-05-16 | 筒形罗马柱用的成型装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN106976155B (zh) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH022103U (zh) * | 1988-06-16 | 1990-01-09 | ||
| EP0593009A1 (en) * | 1992-10-16 | 1994-04-20 | ARBLOC s.r.l. | Improved method and form-work particularly for the realization of columnar elements in concrete |
| JPH0712452U (ja) * | 1993-07-28 | 1995-02-28 | 積水化学工業株式会社 | 発泡体成形用型 |
| JPH07214536A (ja) * | 1994-02-09 | 1995-08-15 | Sekisui Chem Co Ltd | 発泡体成形用型及び発泡体の製造方法 |
| CN201339319Y (zh) * | 2008-12-25 | 2009-11-04 | 中建三局第三建设工程有限责任公司 | 现浇清水混凝土圆形罗马柱模板 |
| CN202787969U (zh) * | 2012-08-01 | 2013-03-13 | 中国华冶科工集团有限公司 | 圆柱模板 |
| CN104493971A (zh) * | 2014-12-12 | 2015-04-08 | 武汉工程大学 | 带支撑机构的人工岩芯铸造模具 |
| CN204456855U (zh) * | 2015-01-13 | 2015-07-08 | 北京顺威建设工程有限公司 | 一种拼接组合圆柱模板 |
| CN204977016U (zh) * | 2015-08-11 | 2016-01-20 | 太原工业学院 | 芯模振动制管装置 |
| CN206899477U (zh) * | 2017-05-16 | 2018-01-19 | 贵州大龙建通新材料有限公司 | 筒形罗马柱用的成型装置 |
| CN206899457U (zh) * | 2017-05-16 | 2018-01-19 | 贵州大龙建通新材料有限公司 | 方形罗马柱浇注夹具 |
-
2017
- 2017-05-16 CN CN201710341676.0A patent/CN106976155B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH022103U (zh) * | 1988-06-16 | 1990-01-09 | ||
| EP0593009A1 (en) * | 1992-10-16 | 1994-04-20 | ARBLOC s.r.l. | Improved method and form-work particularly for the realization of columnar elements in concrete |
| JPH0712452U (ja) * | 1993-07-28 | 1995-02-28 | 積水化学工業株式会社 | 発泡体成形用型 |
| JPH07214536A (ja) * | 1994-02-09 | 1995-08-15 | Sekisui Chem Co Ltd | 発泡体成形用型及び発泡体の製造方法 |
| CN201339319Y (zh) * | 2008-12-25 | 2009-11-04 | 中建三局第三建设工程有限责任公司 | 现浇清水混凝土圆形罗马柱模板 |
| CN202787969U (zh) * | 2012-08-01 | 2013-03-13 | 中国华冶科工集团有限公司 | 圆柱模板 |
| CN104493971A (zh) * | 2014-12-12 | 2015-04-08 | 武汉工程大学 | 带支撑机构的人工岩芯铸造模具 |
| CN204456855U (zh) * | 2015-01-13 | 2015-07-08 | 北京顺威建设工程有限公司 | 一种拼接组合圆柱模板 |
| CN204977016U (zh) * | 2015-08-11 | 2016-01-20 | 太原工业学院 | 芯模振动制管装置 |
| CN206899477U (zh) * | 2017-05-16 | 2018-01-19 | 贵州大龙建通新材料有限公司 | 筒形罗马柱用的成型装置 |
| CN206899457U (zh) * | 2017-05-16 | 2018-01-19 | 贵州大龙建通新材料有限公司 | 方形罗马柱浇注夹具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106976155A (zh) | 2017-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102490372B (zh) | 碳纤维管材的成型方法及其模具 | |
| CN105252751B (zh) | 一种筒体缠绕成型模具 | |
| CN104723579B (zh) | 一种全复合材料波纹夹层圆柱壳的组合模具 | |
| CN202742672U (zh) | 一种复合材料格栅管状构件成型模具 | |
| WO2010019966A3 (en) | Method & system for forming composite lattice support structures | |
| CN101890813B (zh) | 空心圆管四面体型全复合材料点阵夹芯板的制备方法 | |
| CN105690795A (zh) | 一种半封闭腔体网格蒙皮结构复合材料成型模具和方法 | |
| CN113103480A (zh) | 一种用于大型固体火箭发动机壳体缠绕的分体式金属芯模 | |
| CN110529480A (zh) | 一种具有多重负泊松比效应的多功能紧固件及其设计方法 | |
| CN107283876A (zh) | 一种制备碳纤维增强褶皱夹芯圆柱壳的方法 | |
| CN106217902A (zh) | 一种用于复合材料网格结构自动铺缠工艺的装置 | |
| CN105599316A (zh) | 可拆卸式缠绕芯模 | |
| CN205685765U (zh) | 大口径玻璃钢圆筒生产用芯模 | |
| CN106976155B (zh) | 筒形罗马柱用的成型装置 | |
| CN103953196B (zh) | 一种混凝土泵车臂架用复合材料接头 | |
| CN206072047U (zh) | 内孔贴片工装 | |
| CN101890814A (zh) | 空心圆管金字塔型全复合材料点阵夹芯板的制备方法 | |
| RU2504471C1 (ru) | Разборная оправка | |
| CN104526930B (zh) | 一种天线罩组合模具 | |
| CN205148595U (zh) | 一种方便脱模的混凝土管预制内模 | |
| CN216329444U (zh) | 制作复合材料方管的模具 | |
| CN206899477U (zh) | 筒形罗马柱用的成型装置 | |
| RU2593447C1 (ru) | Разборная оправка для формообразования полых изделий | |
| CN204977016U (zh) | 芯模振动制管装置 | |
| CN203611461U (zh) | 一种用于制作大型玻璃钢烟囱的可收缩式钢制模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20230609 Address after: 518000 2nd floor, West workshop, Wanli Industrial Building, Futian Free Trade Zone, Futian District, Shenzhen City, Guangdong Province Applicant after: SHENZHEN TERART DECORATION DESIGN ENGINEERING CO.,LTD. Address before: 554001 Zhujiachong, Dalong Economic Development Zone, Tongren Prefecture, Guizhou Province Applicant before: GUIZHOU DALONG JIANTONG BUILDING NEW MATERIAL CO.,LTD. |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |