CN1170638A - 对基质材料的浸渍方法和浸渍基质材料以及由制造的物品 - Google Patents
对基质材料的浸渍方法和浸渍基质材料以及由制造的物品 Download PDFInfo
- Publication number
- CN1170638A CN1170638A CN97102981A CN97102981A CN1170638A CN 1170638 A CN1170638 A CN 1170638A CN 97102981 A CN97102981 A CN 97102981A CN 97102981 A CN97102981 A CN 97102981A CN 1170638 A CN1170638 A CN 1170638A
- Authority
- CN
- China
- Prior art keywords
- host material
- resin combination
- resin
- continuous
- dipping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 218
- 238000000034 method Methods 0.000 title claims abstract description 52
- 238000005470 impregnation Methods 0.000 title description 15
- 239000000758 substrate Substances 0.000 title description 3
- 229920005989 resin Polymers 0.000 claims description 142
- 239000011347 resin Substances 0.000 claims description 142
- 238000007598 dipping method Methods 0.000 claims description 55
- 239000011324 bead Substances 0.000 claims description 20
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 18
- 239000000203 mixture Substances 0.000 claims description 18
- 239000007788 liquid Substances 0.000 claims description 15
- 239000011342 resin composition Substances 0.000 claims description 12
- 229920001971 elastomer Polymers 0.000 claims description 10
- 239000003822 epoxy resin Substances 0.000 claims description 10
- 229920000647 polyepoxide Polymers 0.000 claims description 10
- 239000005060 rubber Substances 0.000 claims description 10
- 229920001567 vinyl ester resin Polymers 0.000 claims description 10
- 239000000178 monomer Substances 0.000 claims description 9
- 238000010526 radical polymerization reaction Methods 0.000 claims description 9
- 238000006243 chemical reaction Methods 0.000 claims description 8
- 230000033228 biological regulation Effects 0.000 claims description 7
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 claims description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 6
- 208000034189 Sclerosis Diseases 0.000 claims description 6
- 239000011521 glass Substances 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 claims description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 claims description 4
- 239000007870 radical polymerization initiator Substances 0.000 claims description 4
- 230000000694 effects Effects 0.000 claims description 3
- 239000011152 fibreglass Substances 0.000 claims description 3
- 239000003365 glass fiber Substances 0.000 claims description 2
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 claims description 2
- 229920003244 diene elastomer Polymers 0.000 claims 1
- 229920001187 thermosetting polymer Polymers 0.000 claims 1
- 239000000805 composite resin Substances 0.000 abstract 5
- 239000002966 varnish Substances 0.000 description 72
- 230000000052 comparative effect Effects 0.000 description 16
- 239000000835 fiber Substances 0.000 description 11
- 238000010438 heat treatment Methods 0.000 description 8
- 239000002904 solvent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- -1 Fypro Substances 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 238000007654 immersion Methods 0.000 description 4
- AYEKOFBPNLCAJY-UHFFFAOYSA-O thiamine pyrophosphate Chemical compound CC1=C(CCOP(O)(=O)OP(O)(O)=O)SC=[N+]1CC1=CN=C(C)N=C1N AYEKOFBPNLCAJY-UHFFFAOYSA-O 0.000 description 4
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 150000002118 epoxides Chemical class 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920002799 BoPET Polymers 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 238000006424 Flood reaction Methods 0.000 description 2
- 229920000459 Nitrile rubber Polymers 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 230000002344 fibroplastic effect Effects 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000004519 grease Substances 0.000 description 2
- 125000000687 hydroquinonyl group Chemical class C1(O)=C(C=C(O)C=C1)* 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 238000002803 maceration Methods 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000003505 polymerization initiator Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- XKZQKPRCPNGNFR-UHFFFAOYSA-N 2-(3-hydroxyphenyl)phenol Chemical compound OC1=CC=CC(C=2C(=CC=CC=2)O)=C1 XKZQKPRCPNGNFR-UHFFFAOYSA-N 0.000 description 1
- FRIBMENBGGCKPD-UHFFFAOYSA-N 3-(2,3-dimethoxyphenyl)prop-2-enal Chemical compound COC1=CC=CC(C=CC=O)=C1OC FRIBMENBGGCKPD-UHFFFAOYSA-N 0.000 description 1
- ULKLGIFJWFIQFF-UHFFFAOYSA-N 5K8XI641G3 Chemical compound CCC1=NC=C(C)N1 ULKLGIFJWFIQFF-UHFFFAOYSA-N 0.000 description 1
- 235000003301 Ceiba pentandra Nutrition 0.000 description 1
- 244000146553 Ceiba pentandra Species 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N Methyl ethyl ketone Natural products CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 1
- XYFCBTPGUUZFHI-UHFFFAOYSA-N Phosphine Chemical compound P XYFCBTPGUUZFHI-UHFFFAOYSA-N 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 125000000853 cresyl group Chemical class C1(=CC=C(C=C1)C)* 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 150000001470 diamides Chemical class 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 210000000887 face Anatomy 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011086 glassine Substances 0.000 description 1
- 210000003128 head Anatomy 0.000 description 1
- 150000002466 imines Chemical class 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 238000010992 reflux Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000000153 supplemental effect Effects 0.000 description 1
- 230000009469 supplementation Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/032—Organic insulating material consisting of one material
- H05K1/0326—Organic insulating material consisting of one material containing O
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
Abstract
提供以高浸渍性向连续基质材料浸渍树脂组合物,并能高速向连续基质材料进浸渍的浸渍方法。一边送入很长的连续基质材料1,一边由其表面浸渍树脂组合物2。此时,树脂组合物2在以规定角度倾斜的板面盘3上流下,上述连续基质材料1,一边与板面盘3上面平行输送,一边使连续基质材料的表面和板面盘3上流下的树脂组合物2相接触。在加压力作用下,树脂组合物2靠毛细管现象浸入连续基质材料1中。
Description
本发明是关于在具有开口部位的基质材料,特别是连续的基质材料,如由各种纤维形成的交叉或束状纤维制品中,浸渍如漆状的液体村脂组合物的方法,和由此方法获得的浸渍了树脂组合物的基质材料,以及由这种基质材料制成的物品,例如所谓的预浸材料(浸渍基质材料)和层压板。
本说明书中所称的树脂组合物是含有至少一种树脂形成的组合物,树脂组合物可以含有其它成分,如在这种树脂成分中加入溶剂、可聚合的单体和/或聚合引发剂等。所说的液状树脂组合物是像这样的组合物在实施本发明方法的温度下呈液体状。虽然树脂组合物呈溶液状较理想,但只要是不产生特殊问题,也可以是分散液或悬浮液。具体讲,在本说明书的液体树脂组合物中含有本身呈液体状的树脂组合物以外加入将这样的液体树脂组合物进一步溶解于溶剂中所得到的组合物,或将固体树脂组合物溶解在溶剂中所得到的组合物。例如,本说明书中的液体树脂组合物的一例是清漆(溶解在溶剂中的树脂组合物)和所谓的「清漆树脂」(在溶剂中不溶解时也是固有液体的树脂组合物,例如,含有乙烯酯树脂和苯乙烯而形成的热固化树脂组合物)。
在层压板制造中所用的预浸材料(浸渍基质材料),通常可以通过在具有细小的连续(或开放的)气泡状开口部位的层状基质材料中浸渍清漆树脂,再干燥和/或硬化,进行制备。作为这样的基质材料,通过一连串的连续工序进行制造,一般使用校长的连续基质材料,将这种连续基质材料一边连续送入,一边浸渍清漆树脂,进而将浸渍了清漆树脂的连续基质材料连续送入加热炉,进行干燥和/或硬化,以此制得预浸材料。
其中,作为在上述连续基质材料中浸渍清漆树脂的方法有,边连续送入连续基质材料,边在清漆树脂槽中进行浸渍的浸渍方式,利用喷淋将清漆树脂涂敷在连续基质材料上的喷淋方式等。
采用浸渍方式的问题是由于清漆树脂从连续基质材料的两侧进入基质材料的内部开口处,由于清漆树脂将空气闭塞在内部,所以易产生残存有未浸渍部位,这是因气泡造成的。而喷淋方式的问题是难以高速浸渍。
美国专利说明书4076867号中提出一种轻触涂布的方法。这种轻触涂布方式,参照图6,是在提供清漆树脂2的清漆槽10内设有轻触辊子11,按箭头方向连续送入,在连续基质材料1,使其与该轻触辊子11的周面接触,同时由轻触辊子11将清漆树脂2轻轻涂敷在连续基质材料1的表面上。我们说这种轻触涂布方式,由于清漆树脂2从表面向连续基质材料浸透,所以最大的问题是将气泡封闭在连续基质材料1的内部。
然而,使用了这种轻触辊子11的轻触涂布方式,由于连续基质材料在规定压力(接触压力)下,将清漆树脂强制性的压入基质材料内部,浸渍不很充分,所以产生的问题是仍残存有未浸渍部分。
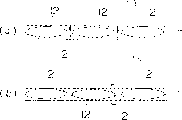
即,参照图7(a)和(b)中所示的由玻璃股线12构成的连续基质材料的玻璃交叉1的断面,使用轻触涂布方式时,连续基质材料1的表面(下表面)在接触压力下与轻触辊子11接触,如图7(a)中箭头所示,在这种接触压力下,清漆树脂2在短时间内通过股线12之间宽阔的开口部位进入到连续基质材料1的另一表面(上表面),股线12由清漆树脂2形成密封状态,在股线12内,构成股线的纤维丝间狭窄的开口部位(图中未示出)处的空气被封闭住,并由于空气不能释放出,所以清漆树脂2也就不能浸透到股线12的内部,从而导致仍残存有未浸渍部分。
另外连续基质材料1时常以纵向送入,由于连续基质材料1的输送而带来的风和其它原因而产生影响周围环境的空气流,会作用到连续基质材料1的表面上。这样,当如图7(b)中箭头所示的风作用在连续基质材料1的表面上时,已浸渍在连续基质材料1上的清漆树脂2,其中的低沸点成分很容易从曝露表面蒸发出,结果,使已浸渍清漆树脂2的表面(即,首先与空气接触的部分)粘度变高,由毛细管现象向股线12内部浸透受到抑制,很容易残存未浸渍部分。例如,在配合有交联剂苯乙烯单体的清漆树脂2中,当风力作用于连续基质材料1的表面时,苯乙烯单体很容易蒸发,结果最易产生的问题是清漆树脂2的粘度变高。
本发明鉴于上述问题而作出的,提供一种含有基质材料,开口部位,特别是含有连续气泡状开口部位的连续基质材料,可以以高浸渍度浸渍树脂组合物,例如清漆树脂,而且以高速实施这种浸渍的浸渍方法。
本发明提供的方法,是具有开口部位,实质上根据二个相对向的主表面,在规定层状的基质材料的开口部位处浸渍液状树脂组合物的方法,其特征是使一方主表面和树脂组合物相接触,基质材料保持位于上侧的状态。在本发明中,所说的主表面可以认为是将层状基质材料作整体规定的,假定的平滑的面,具体的意思是如图7(a)中描述的规定状基质材料1模式的上侧面1a和下侧面1b。
在本发明方法中,没有和树脂组合物接触的基质材料的另一个主表面,实际上是自由的(free)。因此,像这样的另一个主表面,实际上只是和存在其上的气体(如空气)相接触。
本发明方法中,所说的基质材料位于上侧状态,是指,基质材料的某一主表面和树脂组合物本体的界面呈水平时,基质材料位于上侧的状态,或者,由水平状态(将其称为0°状态)界面呈倾斜的状态,基质材料仍位于上侧的状态,即,所使用的状态包括从水平状态开始所含界面的轴,最好是使用与基质材料的纵向相垂直,含界面的轴的周围包括到,使界面在+90°到-90°的范围内呈倾斜后的状态的。换句话说,假定树脂组合物本体和基质材料完全没有重力以外的力作用的条件下,除了作用于树脂组合物本体的重力而产生的力作用于基质材料的状态,也就是使用如此含义的状态。这里所说的树脂组合物本体,是指和基质材料主表面相接触的树脂组合物整体,参照图7(a)时,实施本发明方法时,是指位于下侧面1b处的树脂组合物。因此,关于基质材料和树脂组合物的接触状态,和基质材料中浸渍的树脂组合物无关。在基质材料保持和树脂组合物相接触的状态下,基质材料,至少一部分,最好大部分,更好是基本上全部实质上呈平坦状态,最为理想。这样的基质材料可以以上述的水平态或倾斜态与树脂组合物相接。
在本发明中,开口部位在规定层数的基质材料的二个主表面之间相连通,因此,呈连续气泡状的最好,具有这样的开口部位的基质材料,可以是纤维制品,如纺织品,编织品,组编制品,不进行纺织的无纺织制品也可以,或者是所谓的泡沫形态。在本发明中,基质材料实际上是很长的,最好是连续性的。网此,在本发明方法中,基质材料,例如是卷成卷状的纤维制品,最为理想的形式,基质材料呈连续性的提供于本发明的浸渍方法中。
具体讲,本发明的基质材料,只要是具有开口部位,可以由任何类型纤维形成的股线(即构成基质材料的丝)所构成,例如,可以使用玻璃纤维、陶瓷纤维等无机纤维和,聚酯纤维、聚酰胺纤维、聚丙烯纤维、聚亚胺纤维等有机质纤维和使用了纤维素纤维、木棉等天然纤维的编织物、纸、栅网等。构成基质材料的股线,既可以是单纤维股线,也可以是多纤维股线。特别是由多纤维股线构成的基质材料,当应用于本发明方法时,最为有利的是进入到股线间较大空隙中的树脂组合物,也能有效地浸渍进构成股线的各纤维之间比较细微的空隙中。
本发明中,所用的树脂组合物,向基质材料中浸渍所必需的液状树脂组合物,没有特殊限定,例如,所示的在层压板制造中使用的树脂组合物。作为构成树脂组合物的具体树脂,可以列举出有环氧树脂,酚树脂,聚亚胺树脂、密胺树脂,及含有游离基的可聚合的双键不饱和基,通过该不饱和基的游离基聚合反应而硬化的树脂(如游离基聚合型硬化性树脂),例如,不饱和聚酯树脂、环氧丙烯酸酯树脂、二丙烯邻苯二甲酸酯树脂、乙烯酯树脂、聚酯丙烯酸酯树脂、聚氨酯丙烯酸酯树脂和螺烷树树脂等。树脂组合物,这类树脂之外可以含有可聚合的单体(例如苯乙烯单体)和/或聚合引发剂,作为桥联剂加入到这些树脂中。树脂组合物也可以含有无机填充剂(例如二氧化硅、碳酸钙)和既可调节树脂组合物的粘度,又能使其液化的溶剂(例如丙酮等的酮类、甲醇等的醇类、N,N-二甲基甲酰胺等的酰胺类)。
特别适宜于本发明方法的树脂组合物是含有以下成分形成的树脂组合物。
(A)(a)环氧树脂
(b)含有氨基和/或羧基的共轭系橡胶聚合物(例如羧基末端的丁腈橡胶等)和
(c)使丙烯酸和/或异丁烯酸反应获得的橡胶变性乙烯酯树脂,
(B)游离基聚合性单体(例如苯乙烯、丙烯酸、异丁烯酸等),和
(C)游离基聚合引发剂(丁酮过氧化物、枯烯氢过氧化物等)。
这种树脂组合物是热固性的,详细情况记载在特开平3-73339号公报(对应于特公平5-29548号、美国专利说明书4866134号、英国专利2158830号和德国专利公开3512791A1号)中,通过引用这些文件,其中专利文献所公开的内容也写入本说明书中。
在这种树脂组合物中,使用本发明方法最为理想的树脂组合物,特征是含有游离基聚合性单体,该单体具有作为(B)成分的苯乙烯和OH基(例如丙烯酸、异丁烯酸、季戊四醇三丙烯酸酯、季戊四醇三异丁烯酸酯等),具有这种OH基的游离基聚合性单体的比率为树脂组合物总重量的4-8(w)%。这种树脂组合物用于制造层压板最为理想,例如铜箔层压板。这种最为理想的树脂组合物公开在日本专利平成8平第64322号中,通过这种引用,也将该专利中公开的内容写入本说明书中。
这些树脂组合物由于粘度比较高,使用老的技术方法浸渍基质材料,达不到理想的浸渍度,但使用本发明方法进行浸渍时,浸渍度获得了提高。
在本发明中,将基质材料和树脂组合物保持接触状态的时间,一般就是达到规定浸渍度的时间。这受到各种因素的影响,例如,所用基质材料的种类(厚度、开口部位的大小,所含构成股线等基质材料的性质)、树脂组合物的种类(粘度、所含的成分等)、根据浸渍温度和情况基质材料的提供速度等。如果是本领域的普通技术人员,根据本说明书所公开的内容,就能确定所用基质材料和树脂组合物以及操作条件等,以选择适当的保持时间(例如通过试检法)。正如本发明的方法,在向基质材料浸渍树脂组合物时,一般需要一定的时间,因此,本发明方法中,这种保持时间通常不是非常短暂的时间。虽然根据所用树脂组合物和基质材料而变化,但作为本发明方法中保持接触状态的时间至少要5秒,最好10秒,15秒更好。最理想的实施形式中,本发明所提供的浸渍方法,特征是将和连续提供的层状长的基质材料某一主表面和主要浸渍的树脂组合物,使之基质材料位于上侧的状态进行接触而保持。
这样的实施形式如图1所示,层状基质材料1最好以与水平向倾斜的角度连续提供。这种情况,装有树脂组合物的容器3,最好是如图所示,具有板状底而的板面盘形式,基质材料倾斜时,这种板面盘也以相同的角度倾斜。因此,基质材料的倾斜角度,不妨考虑为和实际上相同的角度,如图1中所示的θ(是装有树脂组合物容器的倾斜角度,水平向状态相当于θ=0°)。
当水平向状态为0°时,倾斜角度,可根据所用基质材料和树脂组合物的性质等,选择和上述相同的接触状态保持时间,一般将角度定在0-90°(包括0°和90°),最好为10°-70°,好为25°-60°,30°-45°尤其好,例如可选为30°。如图所示,实际上容器3以上述角度倾斜最好理想。因此,基质材料和板面盘底部之间的距离,也就是树脂组合物本身的厚度或深度,受到使用基质材料和树脂组合物性质的影响,一般为0.5-30mm,最好1-5mm,1.5-3mm更好,例如可选2mm。
具体讲,本发明的浸渍方法,是一边送入长的连续基质材料,一边从其下侧主表面浸渍树脂组合物,所规定的倾斜角度能使装入长板面盘中的树脂组合物很好地流动,并形成覆盖的树脂组合物表面,因此,可经常地连续地送入基质材料,实际上和板面盘呈平行状。这时,连续供入的基质材料,由于连续地从板面盘内带走树脂组合物,所以必需连续地向板面盘内补充树脂组合物。这时,当基质材料和板面盘倾斜时,由于树脂组合物向板面盘下方端部流动,所以必需回收流到板面盘下方端部的树脂组合物,并将其循环回板面盘的上方端部,同时,通过补充因浸渍而减少的树脂组合物,保证清漆树脂连续地在板面盘上向下流动。
在基质材料和板面盘的倾斜形式中,当从板面盘上端部供应树脂组合物时,设置存贮树脂组合物的槽,使树脂组合物从该供应槽向板面盘的下端部自动溢流,沿着树脂组合物的流向供入连续基质材料(因此,基质材料的送入方向和树脂的流动方向相同,即,所谓并流),以这种简单操作就能很好地保持接触状态。
在水平向送入基质材料时,由于基质材料带走了树脂组合物,所以必需连续补充树脂组合物。不用说,虽然可以回流提供树脂组合物,但,这时,由于板而盘内的树脂组合物减少,基质材料必需稍稍向板面盘的底面降低。
更好的实施形式,在使连续基质材料和树脂组合物保持接触状态时,在与树脂组合物接触的主表面相反一侧连续基质材料的主表面一侧设置挡风板,使相反一侧的主表面实际上与周围环境隔开,这样就抑制了周围环境的影响,例如空气流的影响。
再一个好的实施形式是在和树脂组合物接触后(因此,浸渍了树脂组合物的基质材料与树脂组合物本体分离开后),基质材料的两个主表面与周围环境隔开。
以下参照附图,以清漆树脂浸渍基质材料的最好实施形式为例,更详细地说明本发明。
图1示出了实施本发明方法时,使用的浸渍装置的模拟实例。图示的浸渍装置具有供应清漆树脂2的板面盘3,该板面盘可以以水平向为0°,以任意角度(θ)倾斜。该板面盘3,在其上端部收容清漆树脂的槽4,在其下端有接收流动而浸有浸渍的清漆树脂(树脂组合物本体)的槽15。清漆树脂2,例如,以一定的流量提供到收容槽4内,从收容槽4向下方溢流,以规定的厚度沿板面盘3的底面流动,贮存在接收槽15内。贮存的清漆树脂由出口17流出,通常再循环回收容槽4内。如图所示,由于板面盘像滑台一样,与水平向以θ角度倾斜,所以清漆树脂靠自身的重量就能在板面盘上向下流动。
浸渍了清漆树脂的连续基质材料1,可以是长带状的玻璃编织品,玻璃纸、玻璃栅网等,由适当的基质材料供应点(未图示)向板面盘3,例如以规定的速度连续供入,通过板面盘3的前面的辊子18和板面盘3后面的辊子19,在基质材料1达到板面盘3上端,通过板面达到板面下端期间,一直保持某一主表面和在板面盘上流下的清漆树脂本体呈接触状态,至少和一部分清漆树脂保持接触状态(即在基质材料的下侧附着少量的清漆树脂状态),导向使之离开板面盘3。
在图示的形式中,θ约为30°,正如上述那样,本发明的方法,实际上θ为0°-90°。
在图1所示的方法中,连续基质材料1按图1中箭头方向送入,连续基质材料1的下表面和板面盘3上的清漆树脂2的液面(清漆树脂本体)相接触,清漆树脂2从连续基质材料1的下面浸入。由于清漆树脂2从连续基质材料1的下面慢慢地向上面浸入,随着清漆树脂2的浸入,连续基质材料1中的空气将从上面排出,这样空气就不能残留在连续基质材料1的内部,清漆树脂2在连续基质材料1内以向上的浸渍度浸渍。
这样,本发明方法中达到向上浸渍度的原理,虽然根据如下考虑很容易理解,但这种考虑没有对本发明形成任何约束,只不过是比较合理地说明本发明效果的一个可行性方案。本发明和这种考虑没任何关系,本发明所付与的基本特征是在基质材料的某一主表面和树脂组合物呈接触状态时,基质材料位于上侧。
只是连续基质材料1的下表面和清漆树脂2的液面(本体)相接触,由于树脂组合物没有主动地施以压力,从图4模式中所示的斜线部分可以理解,清漆树脂2以毛细管现象从连续基质材料1的下表面慢慢向上表面浸渍,基质材料的浸渍是如此进行的。即,可以认为是浸入到基质材料中的清漆树脂先头部分慢慢地向基质材料的另一表面进行浸渍。
因此,如图7(a)所示,当压入清漆树脂时,基质材料1的股线12之间宽大的开口处首先被清漆树脂所充满,当达到相反一侧的主表面时,由于清漆树脂对股线的封闭,股线内细小空隙中的空气被封闭住,没有逃逸的地方,结果可以防止,空气被封闭在股线12内的这种现象。据依这种理由可以推测到达股线12内部的清漆树脂2可通过毛细管现象进行浸渍,不会残留未被浸渍的部分,清漆树脂2能全部浸透连续基质材料1中。
进而,如图6所示,使用轻触辊子11时,虽然轻触辊子11能将限量的清漆树脂2以线状形式涂布的连续基质材料1上,但,本发明方法可以确保,连续基质材料1从板面盘3的上端到下端之间,清漆树脂2能保持与连续基质材料1相接触的状态进行浸渍,例如,连续基质材料1的送入速度即使很快,也能经常地向连续基质材料1提供足量的清漆树脂2,结果,可认为能实现高速浸渍。
图2示出了本发明方法的另一实施形式,连续基质材料1和清漆树脂2相接触的部分,因此,实际上是在板面盘3上的部分,连续基质材料1和清漆树脂2接触面相反的一侧,即在连续基质材料1的上侧围绕挡风板5。这样,当连续基质材料1被挡风板5所围时,就可能防止连续基质材料1的暴露表面不受周围环境的影响,特别是气流的影响,也可以抑制苯乙烯单体一类的低沸点物从已浸渍到连续基质材料1中的清漆树脂2先头部分内蒸发掉。因此,如图4所示,可认为,由于防止了进入连续基质材料1中的清漆树脂2先头部分(即斜线部分的上面)的粘度上升,也就不会妨碍清漆树脂2靠毛细管现象浸入到股线12的内部。
图3是本发明方法的又一实施形式,如图所示,在板面盘3的上侧处加以挡风板5,并在连续基质材料1的上侧围以挡风板,使由板面盘3中出来的连续基质材料1直接通过挡风板6中,连续基质材料1边由挡风板6围绕,边输送,不易受到周围环境的影响。这种基质材料1一边由挡风板6围绕一边输送,就可以防止连续基质材料1的上下表面受到风的作用,和上述挡风板5的情况一样,防止了通过清漆树脂的连续基质材料的先端面和残留附着在连续基质材料1下面的清漆树脂露出面的粘度上升,从而促使了清漆树脂2通过毛细管现象浸入到股线12的内部。即,在板面盘3中,基质材料移动期间浸渍没完时,在通过挡风板6期间,由于不受周围环境的影响,仍能进行残余浸渍。因此,本发明也提供了通过上述浸渍方法制造的浸渍了树脂组合物的基质材料。
因此,如上所述,通过本发明方法,在连续基质材料1中浸渍了清漆树脂2后,再使浸渍了这种清漆树脂2的连续基质材料1通过加热炉,使其加热干燥,必要时,通过至少部分硬化可制造预浸材料。同样,再将一层或多层这种预浸材料重叠加热,必要时施加压力,通过成形硬化制成一个整体的层压板(但,一层预浸材料也能制成成形物)。另外,在一张或多张重叠的预浸材料单面或双面上,通过加热或根据情况进行加压重叠成形上各种各样的其他层,例如铜箔等金属层,制成金属箔层压板。进而,这种金属箔层压板的金属箔进行印刷线路加工形成回路,从而可制成印刷线路板。
在其它方法中,在浸渍了清漆树脂的状态下,通过重叠至少一张基质材料或根据情况重叠至少一张其它薄层,加热成形(通过加压)硬化,不必经过预浸状态,也可直接获得整体层压板。
因此,本发明,通过对上述浸渍方法获得的基质材料,进行加热干燥和/或硬化,制得预浸材料,进而由至少一张浸渍了树脂组合物的基质材料制成的层压板。
以下通过具体实施例进一步说明本发明:
实施例1
利用图1所示的装置对连续基质材料1浸渍清漆树脂2。在此,作为清漆树脂2,使用调制的游离基聚合型热固化树脂,在混合了如下配合物后,在0.1atm下减压除泡30分钟。
·乙烯脂树脂(昭和高分子(株)制「S510」)100重量份
·游离基聚合引发剂(日本油脂(株)制「パ-ブチル0 」)
1重量份
·苯乙烯 6重量份
作为连续基质材料使用厚度为0.18mm,宽1000mm的玻璃纤维编织品(旭シュュ-ベル(株)制「7628」、ASTM规格D579而规定的型口7628型),以2米/分的速度连续送入。进一步调整,板面盘3的倾斜角度θ=30℃,使板面盘3的水平向长度为L=1m,连续基质材料1和板面盘3之间的间隙约2mm,清漆树脂2的供应量为10升/分。
实施例2
使用图2所示的装置对连续基质材料1浸渍清漆树脂2,在此,作为挡风板5使用以PET薄膜形成的板,在距离连续基质材料1的上表面50mm处设置挡风板5,连续基质材料1全面覆盖在板面盘3上。其它条件和实施例1相同。
实施例3
使用图3所示的装置对连续基质材料1浸渍清漆树脂2。在此,作为挡风板6使用由PET薄膜制成的板,在分别距离连续基质材料1上下表面50mm处设置挡风板6,在连续基质材料1的上下表面处,纵向方向上覆盖1m,其它条件和实施例2相同。
比较例1
使用图5所示的轻触辊子装置对连续基质材料1浸渍清漆树脂2。在此,图5中各轻触辊子11的直径为130mm,轻触辊子11之间的距离设定为2000mm。使用的清漆树脂2,连续基质材料1和实施例1-3相同,所设定的连续基质材料1的送入速度也和实施例1-3相同。
在上述实施例1-3和比较例中,在距离浸渍清漆树脂2的连续基质材料1的最终部位(实施例1-3中的板面盘3出口处,比较例1中的后轻触辊子11处),向下一道工序的3m处,用肉眼检测连续基质材料1,得到表1所示浸渍状态的评价。
表1
| 实施例1 | 实施例2 | 实施例3 | 比较例1 |
| 未浸渍部分为数少 | 未浸渍部分为数更少 | 未浸渍部分实际上没有 | 未浸渍部分为数很多 |
从表1判知,比较例1中,从向连续基质材料1开始涂布清漆树脂2,经过3m时,未浸渍部分很多,而且浸渍性很差,但,各实施例中,未浸渍部分很少,几乎没有,而且浸渍性很好。
实施例4-6
首先制备在日本专利第8-64322号中公开的3种树脂组合物。
[制造橡胶变性乙烯酯树脂]
在树脂组合物中使用的橡胶变性乙烯酯树脂,以表2所示的成分和份量按以下程序合成。
称量液状的羧基末端的丁腈橡胶CTBN1300×8(宇部兴产社制的商品名)和CTBN1300×13(宇部兴产社制的商品名)、环氧树脂YDB-400(东都化成社制的商品名,环氧当量400)和聚合抑制剂对苯二酚,装入4口瓶内,加热熔融。接着,只添加表2中所示第1段反应量的反应催化剂三苯磷化氢(以下称TPP),在100℃下反应,至到酸价变为1.0以下止(第1段反应)。随后,再添加表2所示量的甲基丙烯酸(三菱レ-ョン社制)和TPP(只是第2段反应的量),在120℃下反应,直到酸价变为10.0以下为止,得到橡胶变性乙烯酯树脂,根据JISK6901测定酸值。
表2
| 橡胶变性乙烯酯树脂 | ||||
| 实施例4 | 实施例5 | 实施例6 | ||
| CTBN1300×13 | 49.8 | 18.7 | 31.2 | |
| CTBN1300×8 | 49.8 | 18.7 | 31.2 | |
| 配合(克) | 环氧树脂(YDB-400) | 583.6 | 635.4 | 614.7 |
| 对苯二酚 | 0.2 | 0.2 | 0.2 | |
| TPP(1段反应) | 0.34 | 0.34 | 0.34 | |
| 甲基丙烯酸 | 116.8 | 127.2 | 123.1 | |
| TPP(2段反应) | 0.4 | 0.4 | 0.4 | |
| 含橡胶聚合体的比率(W%) | 12.45 | 4.68 | 7.80 | |
[制备树脂组合物]
按表3所示的比例,将上述得到的橡胶变性乙烯酯树脂和其它成分混合,制得日本专利第8-64322号中公开的树脂组合物。制备树脂组合物,针对表3所示成分的总量可含有1重量份的游离基聚合引发剂(商品名:パ-クミルH日本油脂社制)。根据计算求得的树脂组合物中橡胶状聚合体的比例也一并记于表2和表3中。
表3
| 实施例4 | 实施例5 | 实施例6 | ||
| 配合重量% | 橡胶变性乙烯酯树脂 | 64 | 64 | 64 |
| 苯乙烯 | 22 | 25 | 27 | |
| 丙烯酸 | 6 | 6 | 0 | |
| 甲基丙烯酸 | 0 | 0 | 6 | |
| 树脂组合物中橡胶状聚合体的比例(重量%) | 8 | 5 | 3 | |
苯乙烯:新日铁化学社制
丙烯酸:三菱油化社制除了使用上述制备的树脂组合物,和基质材料输送速度1m/分之外,重复实施例1。
比较例2-4
取代使用本发明方法,使用比较例1中使用的装置,除了基质材料的输送速度为1m/分外,其他实施和实施例4-6相同的浸渍。
和上述实施例1-3和比较例1的情况一样,通过肉眼检测浸渍程度。结果示于表4和表5。
表4
| 实施例4 | 实施例5 | 实施例6 |
| 未浸渍部分为数很少 | 未浸渍部分为数更少 | 未浸渍部分实际没有 |
表5
| 比较例2 | 比较例3 | 比较例4 |
| 未浸渍部分为数很多 | 未浸渍部分为数很多 | 未浸渍部分为数很多 |
从这些结果判知,使用本发明浸渍方法,比使用轻触辊子时、可获得提高浸渍度。
实施例7-9
当使用下述树脂组合物时,除了改变连续基质材料的输送速度,和改变基质材料的倾斜角度外,其他以和实施例1相同的条件,对基质材料浸渍树脂组合物后,加热到180℃,干燥,干燥后的树脂重量约为预浸材料的51(w)%。[配制树脂组合物]
·环氧树脂(1):环氧当量为500的四溴二酚A型环氧树脂(东都化成社制、商品名YDB-500) 94重量份
·环氧树脂(2):环氧当量为220的甲酚热塑性酚醛型环氧树脂(东都化成社制,商品名YDCN-220) 13重量份
·硬化剂:二氰基二酰胺 2.8重量份
·硬化促进剂:2-乙基4-甲基咪唑 0.1重量份
·溶剂:N,N-二甲基甲酰胺 25重量份
环氧树脂(1)和(2)是固体。按表6所示改变连续基质材料的输送速度和基质材料的倾斜角度。表6
| 实施例7 | 实施例8 | 实施例9 | |
| 基质材料输送速度 | 5m/分 | 5m/分 | 5m/分 |
| 倾斜角度 | 30° | 10° | 90° |
比较例5
使用比较例1的装置(轻触辊子),利用实施例7-9中所用的树脂组合物浸渍基质材料。基质材料的输送速度为3m/分。
从上述实施例7-9和比较例5中浸渍加热得到的预浸材料切取10cm×10cm的试验片,吊于电炉内,在163℃下加热15分钟后,冷却,用肉眼评价玻璃纤维编织品有无没被树脂浸渍的部分。结果示于表7。
表7
| 实施例7 | 实施例8 | 实施例9 | 比较例5 |
| 未浸渍部分实际上没有 | 未浸渍部分为数比较少 | 未浸渍部分为数很少 | 未浸渍部分为数很多 |
正如从该结果知道的,使用本发明方法,即使倾斜角度为90°,与使用轻触辊子时相比,也能获得浸渍度提高。而且,即使增加基质材料的输送速度,和使用轻触辊子时比较,也能获得浸渍度的提高。
使用上述本发明,一边输送具有开口部位的基质材料,一边从它的表面浸渍树脂组合物基质材料的下表面和树脂组合物本体的接触状态,由于基质材料保持位于上侧,所以可有限地减少对基质材料的作用力,树脂组合物通过毛细管现象可浸入基质材料中,从而抑制了残留有未浸渍部分。
另外,树脂组合物在板面盘上流下,连续基质材料一边与该板面盘上表面平行输送,一边使连续基质材料的表面与板面盘上面流下的树脂组合物相接触。以规定角度倾斜,保持基质材料和树脂组合物呈接触状态时,从板面盘的上端到下端之间,树脂组合物连续与连续基质材料接触,并进行浸渍,连续基质材料即使以很快的输送速度,都能以充足量的树脂组合物经常地存在于连续基质材料的下表面上,并进行浸渍,结果,高速浸渍成为可能。
进而,在板面盘的上端设置提供树脂组合物的供应槽,从该供应槽,树脂组合物自动溢流出,沿板面盘的上表面流下,在板面盘上面,以等厚度的液面覆盖在盘的横方向上(流下方向和垂直方向),能确保树脂组合物流动,树脂组合物横向均匀覆盖在连续基质材料上,可很容易地进行浸渍。
再有,在基质材料和树脂组合物保持接触状态中,连续基质材料和树脂组合物的接触面和相反面用挡风板围绕时,可有限防止连续基质材料的表面受到周围环境的恶烈影响,也防止了因低沸点成分蒸发而使浸渍基质材料的树脂组合物(或浸透面)的粘度上升,并能通过毛细管现象,树脂组合物有效地浸入到连续基质材料的内部,大大提高了浸渍性。
图1是表示本发明方法的一例实施形式概略图。
图2是表示本发明方法的另一例实施形式概略图。
图3是表示本发明方法的又一例实施形式概略图。
图4是说明本发明中浸渍作用的概略断面图。
图5是比较例中所用装置概略图。
图6是老实例的概略图。
图7(a)和(b)是分别说明以往实例的浸渍作用的概略断面图。
符号说明
1连续基质材料
2树脂组合物
3板面盘
4供给槽
5挡风板
6挡风板
Claims (13)
1 一种向基质材料中浸渍树脂组合物的方法,是在具有开口部位,实际上由2个相对表面形成规定层状的基质材料开口部位,浸渍液状树脂组合物,其特征是某一主表面和树脂组合物接触时,保持使基质材料位于上侧的状态。
2 根据权利要求1所述的方法,其特征是基质材料是连续供入的长形物体。
3 根据权利要求2所述的方法,其特征是基质材料由水平向,以0°-90°范围内的规定角度倾斜,与树脂组合物接触。
4 根据权利要求3所述的方法,其特征是树脂组合物实际上与基质材料相同角度流下,基质材料和流下的组合物同一方向送入,以此保持基质材料和树脂组合物呈接触状态。
5 根据权利要求1-4的任一项中所述的方法,其特征是浸渍了树脂组合物的基质材料,利用挡风板装置与周围环境隔离。
6 根据权利要求5所述的方法,其特征是挡风板装置空间作用,以保持树脂组合物和基质材料呈接触状态。
7 根据权利要求5或6所述的方法,其特征是挡风板装置,在保持树脂组合物和基质材料呈接触状态后,对浸渍了树脂组合物的基质材料产生作用。
8 根据权利要求1-7的任一项中所述的方法,其特征是基质材料选自玻璃纤维编织品、玻璃纤维纸或玻璃纤维网状物。
9 根据权利要求1-8的任一项中所述的方法,其特征是作为树脂组合物,使用含有以下成分的树脂组合物,
(A)(a)环氧树脂
(b)含有氨基和/或羧基的共轭二烯系橡胶聚合体,和
(c)使丙烯酸和/或异丁烯酸反应获得的橡胶变性乙烯酯树脂,
(B)游离基聚合性单体,和
(c)游离基聚合引发剂。
10 根据权利要求9所述的方法,其特征是作为(B)成分,使用具有苯乙烯和OH的游离基聚合性单体,具有OH基的游离基聚合性单体的所含比率为树脂组合物总量的4-8重量%。
11 根据权利要求1-10任一项中所述方法制得的含树脂组合物的基质材料。
12 根据权利要求1-10任一项中所述方法,通过对浸渍了树脂组合物的基质材料进行加热,干燥和/或硬化,制得的预浸材料。
13 根据权利要求1-10任一项中所述方法,通过将至少一层浸渍了树脂组合物的基质材料和至少一种金属层重叠,加热形成一体,而制得的层压板。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP430796 | 1996-01-12 | ||
| JP004307/1996 | 1996-01-12 | ||
| JP004307/96 | 1996-01-12 | ||
| JP064322/1996 | 1996-03-21 | ||
| JP6432296A JPH09255739A (ja) | 1996-03-21 | 1996-03-21 | 積層板用樹脂組成物及びそれを用いた銅張積層板 |
| JP064322/96 | 1996-03-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1170638A true CN1170638A (zh) | 1998-01-21 |
| CN1118338C CN1118338C (zh) | 2003-08-20 |
Family
ID=26338053
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97102981A Expired - Fee Related CN1118338C (zh) | 1996-01-12 | 1997-01-12 | 对基质材料的浸渍方法和浸渍基质材料以及由此制造的物品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6143369A (zh) |
| EP (1) | EP0783946B1 (zh) |
| CN (1) | CN1118338C (zh) |
| DE (1) | DE69714482T2 (zh) |
| TW (1) | TW343210B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102781592A (zh) * | 2009-12-18 | 2012-11-14 | 化学工业有限公司 | 塑料片同时水基清洗、涂漆及浸渍之产品及方法 |
| TWI381925B (zh) * | 2006-11-16 | 2013-01-11 | Sumitomo Bakelite Co | 預浸材製造方法及預浸材 |
| CN108291044A (zh) * | 2015-12-25 | 2018-07-17 | 东丽株式会社 | 预浸料坯及其制造方法 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6964749B2 (en) * | 2001-06-04 | 2005-11-15 | Polymer Group, Inc. | Three-dimensional nonwoven substrate for circuit board |
| DE10134302C1 (de) * | 2001-07-14 | 2002-12-12 | Technocell Dekor Gmbh & Co Kg | Vorimprägnat, Verfahren zu dessen Herstellung sowie daraus erhältliche Dekorimprägnate oder dekorative Beschichtungswerkstoffe |
| WO2008059603A1 (en) * | 2006-11-15 | 2008-05-22 | Sumitomo Bakelite Co., Ltd. | Prepreg manufacturing method and prepreg |
| US8569876B2 (en) | 2006-11-22 | 2013-10-29 | Tessera, Inc. | Packaged semiconductor chips with array |
| US7791199B2 (en) * | 2006-11-22 | 2010-09-07 | Tessera, Inc. | Packaged semiconductor chips |
| EP2135280A2 (en) | 2007-03-05 | 2009-12-23 | Tessera, Inc. | Chips having rear contacts connected by through vias to front contacts |
| KR101538648B1 (ko) | 2007-07-31 | 2015-07-22 | 인벤사스 코포레이션 | 실리콘 쓰루 비아를 사용하는 반도체 패키지 공정 |
| SK287845B6 (sk) * | 2007-09-18 | 2012-01-04 | Stu Fakulta Chemickej A Potravinarskej Technologie | Multifunction device for modification of cellulose materials and method for modification of cellulose materials |
| US8791575B2 (en) | 2010-07-23 | 2014-07-29 | Tessera, Inc. | Microelectronic elements having metallic pads overlying vias |
| US9640437B2 (en) | 2010-07-23 | 2017-05-02 | Tessera, Inc. | Methods of forming semiconductor elements using micro-abrasive particle stream |
| US8796135B2 (en) | 2010-07-23 | 2014-08-05 | Tessera, Inc. | Microelectronic elements with rear contacts connected with via first or via middle structures |
| US8847380B2 (en) | 2010-09-17 | 2014-09-30 | Tessera, Inc. | Staged via formation from both sides of chip |
| US8610259B2 (en) | 2010-09-17 | 2013-12-17 | Tessera, Inc. | Multi-function and shielded 3D interconnects |
| KR101059490B1 (ko) | 2010-11-15 | 2011-08-25 | 테세라 리써치 엘엘씨 | 임베드된 트레이스에 의해 구성된 전도성 패드 |
| US8736066B2 (en) | 2010-12-02 | 2014-05-27 | Tessera, Inc. | Stacked microelectronic assemby with TSVS formed in stages and carrier above chip |
| US8637968B2 (en) | 2010-12-02 | 2014-01-28 | Tessera, Inc. | Stacked microelectronic assembly having interposer connecting active chips |
| US8587126B2 (en) | 2010-12-02 | 2013-11-19 | Tessera, Inc. | Stacked microelectronic assembly with TSVs formed in stages with plural active chips |
| US8610264B2 (en) | 2010-12-08 | 2013-12-17 | Tessera, Inc. | Compliant interconnects in wafers |
| DE102016202337A1 (de) * | 2016-02-16 | 2017-08-17 | Rolls-Royce Deutschland Ltd & Co Kg | Verfahren zur Herstellung von textilen Halbzeugen und textile Halbzeuge |
| US10953598B2 (en) * | 2016-11-04 | 2021-03-23 | Continuous Composites Inc. | Additive manufacturing system having vibrating nozzle |
| US11358347B2 (en) * | 2019-02-21 | 2022-06-14 | Johns Manville | Manufacturing fiber-reinforced thermoplastic concentrates |
| CA3131502A1 (en) * | 2019-02-27 | 2020-09-03 | Kuraray Co., Ltd. | Reinforcing fiber, method for manufacturing same, and molded body using same |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3526536A (en) * | 1967-08-28 | 1970-09-01 | Scott Paper Co | Process and apparatus for bead coating a web |
| US3632374A (en) * | 1968-06-03 | 1972-01-04 | Eastman Kodak Co | Method of making photographic elements |
| US4076867A (en) * | 1975-02-28 | 1978-02-28 | Armstrong Cork Company | Multilevel embossing of foamed-sheet materials |
| US4116162A (en) * | 1977-08-31 | 1978-09-26 | Hoechst Aktiengesellschaft | Coating device |
| DE2921163A1 (de) * | 1979-05-25 | 1980-12-04 | Bayer Ag | Selbsthaertendes material zur herstellung eines witterungsbestaendigen, nicht vergilbenden stuetzverbands |
| DE3033264C2 (de) * | 1980-09-04 | 1984-06-20 | Dynamit Nobel Ag, 5210 Troisdorf | Verfahren zur Herstellung von mit thermoplastischen Kunststoffpasten imprägnierten porösen textilen Trägerbahnen |
| GB8329289D0 (en) * | 1983-11-02 | 1983-12-07 | Otty M | Resin impregnation method |
| JPS60217232A (ja) | 1984-04-11 | 1985-10-30 | Matsushita Electric Works Ltd | 熱硬化性樹脂組成物 |
| US4767643A (en) * | 1986-07-22 | 1988-08-30 | Westinghouse Electric Corp. | Method of continuously vacuum impregnating fibrous sheet material |
| JPH0373339A (ja) | 1990-08-09 | 1991-03-28 | Matsushita Electric Works Ltd | 電気用金属箔張り積層板 |
| AT397387B (de) * | 1991-06-24 | 1994-03-25 | Isovolta | Verfahren zum imprägnieren eines flächigen, faserigen trägermaterials mit kunstharz, vorrichtungen zur durchführung dieses verfahrens, durch dieses verfahren hergestellte produkte sowie deren verwendung |
| JPH0529548A (ja) * | 1991-07-23 | 1993-02-05 | Matsushita Electric Ind Co Ltd | 半導体装置及び半導体装置の製造方法 |
| US5354376A (en) * | 1992-03-11 | 1994-10-11 | Institute Of Paper Science And Technology | Flotation coating device for traveling webs |
| AT400550B (de) * | 1992-05-15 | 1996-01-25 | Isovolta | Komprimierbares prepreg auf der basis von mit duromeren kunstharzen imprägnierten flächigen trägermaterialien, ein verfahren zu dessen herstellung sowie dessen verwendung |
-
1996
- 1996-12-10 TW TW085115342A patent/TW343210B/zh not_active IP Right Cessation
- 1996-12-30 US US08/773,947 patent/US6143369A/en not_active Expired - Lifetime
-
1997
- 1997-01-08 DE DE69714482T patent/DE69714482T2/de not_active Expired - Lifetime
- 1997-01-08 EP EP97100174A patent/EP0783946B1/en not_active Expired - Lifetime
- 1997-01-12 CN CN97102981A patent/CN1118338C/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI381925B (zh) * | 2006-11-16 | 2013-01-11 | Sumitomo Bakelite Co | 預浸材製造方法及預浸材 |
| CN102781592A (zh) * | 2009-12-18 | 2012-11-14 | 化学工业有限公司 | 塑料片同时水基清洗、涂漆及浸渍之产品及方法 |
| CN108291044A (zh) * | 2015-12-25 | 2018-07-17 | 东丽株式会社 | 预浸料坯及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69714482T2 (de) | 2003-05-08 |
| EP0783946A2 (en) | 1997-07-16 |
| CN1118338C (zh) | 2003-08-20 |
| DE69714482D1 (de) | 2002-09-12 |
| US6143369A (en) | 2000-11-07 |
| TW343210B (en) | 1998-10-21 |
| EP0783946B1 (en) | 2002-08-07 |
| EP0783946A3 (de) | 1998-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1118338C (zh) | 对基质材料的浸渍方法和浸渍基质材料以及由此制造的物品 | |
| US11015047B1 (en) | Moldings of fiber-reinforced thermoplastic resin | |
| CN1077118C (zh) | 交联的聚烯烃泡沫及其生产方法 | |
| Dairi et al. | Morphological, mechanical, and physical properties of composites made with wood flour‐reinforced polypropylene/recycled poly (ethylene terephthalate) blends | |
| EP2371897A1 (en) | Fiber-reinforced propylene resin composition | |
| CN1813022A (zh) | 一种具有改善的防粘连性和剥离性的含微粒的硅酮隔离涂料 | |
| KR102435612B1 (ko) | 친환경 부표 및 그 제조 방법 | |
| CN1699457A (zh) | 硅烷交联低回缩聚乙烯塑料及其制备方法和应用 | |
| JPS58169521A (ja) | 被覆された伸長鎖のポリオレフイン繊維 | |
| JP2013173811A (ja) | 樹脂組成物、成形材料およびその製造方法 | |
| CN105255329B (zh) | 一种紫外光固化树脂包覆的改性竹纤维及其制备方法 | |
| CN1265165A (zh) | 无纺织物处理 | |
| CN1413814A (zh) | 短切原丝和由其制得的不饱和聚酯树脂bmc的模塑产品 | |
| CN1089778C (zh) | 聚合物产品制造工艺 | |
| JP2012091418A (ja) | 繊維強化樹脂シートの製造方法 | |
| CN1270968A (zh) | 制备泡沫树脂制品的方法 | |
| Shibata et al. | Preparation and properties of biocomposites composed of glycerol‐based epoxy resins, tannic acid, and wood flour | |
| JP2014096252A (ja) | シラン架橋ポリエチレンを用いた電線・ケーブル及びその製造方法 | |
| US11421119B2 (en) | Resin composition, and three-dimensional moulding production method | |
| Rahman et al. | Jute reinforced polypropylene composite: effect of surface pretreatment by photocuring with acrylic monomers | |
| KR20200079329A (ko) | Smc-몰딩된 열가소성 복합재의 적용을 위한 액체 조성물 | |
| CN1304467C (zh) | 聚烯烃类树脂发泡体的模内发泡成型方法 | |
| JP2013194338A (ja) | 炭素繊維束及びそれからなる複合材料 | |
| JP6554815B2 (ja) | 繊維強化熱可塑性樹脂成形品および繊維強化熱可塑性樹脂成形材料 | |
| CN1526526A (zh) | 浸渍木材用树脂组合物及浸脂木材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1008505 Country of ref document: HK |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20030820 Termination date: 20160112 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |