CN1170645C - 液体冷却的结晶器 - Google Patents
液体冷却的结晶器 Download PDFInfo
- Publication number
- CN1170645C CN1170645C CNB971947775A CN97194777A CN1170645C CN 1170645 C CN1170645 C CN 1170645C CN B971947775 A CNB971947775 A CN B971947775A CN 97194777 A CN97194777 A CN 97194777A CN 1170645 C CN1170645 C CN 1170645C
- Authority
- CN
- China
- Prior art keywords
- crystallizer
- copper plate
- copper
- cross
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0408—Moulds for casting thin slabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0406—Moulds with special profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/055—Cooling the moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/059—Mould materials or platings
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
一连铸薄钢板的液体冷却的结晶器具有两个相对的侧壁(2),一个铜板(8)和一个钢支承板(9)。围成模腔(4)的铜板(8)通过由CuNiMnFe合金制成的金属销(12)和支承板(9)可拆相连。使用一镍环(13)作为焊料添加剂将金属销(12)焊接到铜板(8)上。在铜板(8)上设有冷却剂(10)的通道,并且在金属销(12)的横截平面(QE)的区域设有冷却孔(11)。
Description
一种所述方式的液体冷却的结晶器用于连铸薄钢板坯,其横断面长度是横断面宽度的几倍。至少每个宽侧壁由一个限制模腔的铜板和一个钢制的支承板组成。铜板借助于横向伸出的金属销固定到支承板上。为此,金属销穿过支承板中的孔。孔的一端是扩大区,在这里,螺母可以拧到金属销的螺纹端部。借助于其帮助可将铜板固定到支承板上。
在US-PS 3,709,286的范围内已知,金属销由不锈钢构成。然而,由不锈钢制作的金属销,与铜板的焊接接合性不好,因为在焊接部位形成了粗晶粒组织。它具有小的弹性,因此对弯曲应力很敏感。
从JP-A-3258440日本专利摘要中知道了,螺栓套筒拧入围成结晶器内腔的铜板的背面孔中并且向这个螺栓套筒中插入较长的杆,这些杆横向通过一个冷却盒,并且使铜板靠向由不锈钢制成的支承板。为此,在支承板中还预定有一些孔。此外,采用销钉焊接把短固定销固定到铜板的背面。这个短固定销装有接纳套管,较短的、穿过冷却盒的杆拧入该接纳套筒中。
根据现有技术水平,本发明的目的是,创造一种用于高浇注速度的、特别是用于与最终尺寸接近的连铸钢坯的液体冷却的结晶器,在这种结晶器中,金属销与铜板连接范围内的强度问题明显减少了。
按照本发明的结晶器可实现上述目的,该结晶器横断面长度是横断面宽度的几倍,它包括了两个相对面的、分别具有一个铜板和一个支承板的宽侧壁和限制连铸坯宽度的窄侧壁,在这里,形成模腔的铜板借助于由CuNiFe-合金制作的金属销,可松开地固定在支承板上,而且金属销焊接到铜板上。
本发明的核心点是,采取了有目的地用CuNiFe-合金制作金属销的措施。由于这种特别是冷拔的金属销使现在在同铜板焊接连接中,只有很小的强度散射(Festigkeitsstreuung),从而可以大大提高强度。这个金属销可以由纯铜、比如说SF-Cu,或者由耐高温的铜合金,例如加有铬和/或者锆的、能淬火的铜合金组成。取消了迄今不可靠地手工操作和焊接期间的许多影响因素,而它们会导致100%的检验。
根据特别有利的实施形式,金属销由CuNi30Mn1Fe-材料组成。
为了把金属销固定到铜板上,采用大家比较熟悉的销钉焊接方法是比较合理的。
为了改善焊接的强度和韧性,在采用焊接添加料的情况下,把金属销焊接到铜板上。
在这里,特别是采用镍作为焊接添加料。焊接添加料可以作为薄膜放入金属销和铜板之间。同样也可以,在铜板的连接部位放上焊接添加料,或者在金属销的端面涂上焊接添加料。此外也可以,在金属销四周使用镍圈作为焊接添加料。
在按照本发明基本想法的另外构造中,宽侧壁的铜板具有与浇注方向平行伸展的、被支承板盖住的槽形冷却剂通道。借助于这种冷却剂通道,可以保证提高从浇注侧到冷却水的传热,这样就可以采用高浇注速度,并可消除铜板中的裂缝形成和可能情况下存在的表面涂层的损伤。如果铜板厚度够,可以设置按横断面的足够大的冷却剂通道,则特别是可以采用在铜板内的冷却剂通道。
为了在金属销范围内也能把热量强烈地排出去,铜板具有在冷却剂通道旁边与浇注方向平行伸展的以及在金属销的垂直横断面平面中延伸的冷却孔。这样的冷却孔可以采用机械式深钻来形成。通过这些冷却孔传送冷却剂,从而在连铸生产中,避免了在金属销与铜板连接范围附近铜板温度局部提高。
另外,冷却孔最好是配置在熔池液面区域内。在使用可以保证很好导热的薄铜板的情况下,本发明的支承板具有与浇注方向平行伸展的、被铜板盖住的槽形冷却剂通道。然而,在铜板中没有冷却剂通道。在可能情况下,也可以将铜板中和支承板中的冷却剂通道组合起来应用。
为了进一步提高浇注速度,可以使在浇注侧一端的模腔的横断面大于在连铸坯出口侧一端的横断面。
此外,在这种关系中,如果模腔具有一个多重的锥度是有优点的。
最后,在模腔的浇注侧一端,可以设有一个鼓起部分,这个鼓起部分在浇注方向变小。这个鼓起部分特别用于容纳插入管。
下面,借助于附图中说明的实施例详细介绍了本发明。图中示出了:
图1:液体冷却结晶器的垂直纵断面的示意图;
图2:按照图3箭头2的图1结晶器的铜板背面部分视图的放大示意图;
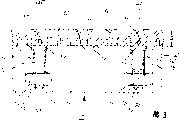
图3:以放大比例示出的、图1结晶器宽侧壁的部分-水平断面图和
图4:同样以放大比例示出的、按照另一实施形式的宽侧壁的部分-水平断面图
在图1中,用1表示用于连续浇注没有详细示出的薄钢板坯的、只以示意图说明的液体冷却结晶器,其横断面长度是横断面宽度的几倍。结晶器1具有两个相对的多层宽侧壁2和两个同样相对的窄侧壁3,它们构成了一个模腔4。
宽侧壁2在模腔4的浇注侧一端5配置了鼓起部分6,这些鼓起部分沿着结晶器1的高度向下不断回缩成型(zurueckgeformt)。在连铸出口侧一端7,模腔4的横断面是矩形的,并且调整到所要求的薄板坯横断面。两个相对鼓起部分6的目的在于,为没有详细说明的、用于输入金属熔液的插入管提供所需要的位置。
如从图3中详细得知的,每个宽侧壁2具有一个围成模腔4的铜板8和一个钢制的支承板9。如从没有示出支承板9的图2中可以看出,在铜板8中,预定有与浇注方向GR平行伸展的、被支承板9盖住的槽形冷却剂通道10。
另外,从图2和3中可以了解到,一同样加入冷却水的冷却孔11与冷却剂通道10平行延伸。冷却孔11延伸到由CuNi30Mn1Fe制成的金属销12的垂直横断面平面QE里面,采用销钉焊接方法并使用镍圈13作为焊接添加料,把金属销固定到(焊接到)铜板8的背面14。金属销12贯穿支承板9中的孔。通过在金属销12的螺纹端17拧上螺母16使铜板8靠近支承板9并且固定到支承板上。螺母16位于孔15的扩大的一端段18中。
通过冷却剂通道10向冷却孔11输入冷却剂,而且如图2示出的,宜通过冷却孔11和相邻冷却剂通道10之间的一个支管19而输入。
此外,从图3可以了解到,在金属销12的横断面平面QE旁边的冷却剂通道10比另一个冷却剂通道10要深。
只有在铜板8具有足够的厚度D时,才在铜板8中配置冷却剂通道10和冷却孔11。
如果相反,采用了与此相对比较薄的铜板8a,按照图4,冷却剂通道10a可以放入支承板9a里,并在用金属销12把铜板8a固定到支承板9a上时,被铜板8a盖住。
Claims (12)
1.用于连铸薄钢板坯的液体冷却的结晶器,其横断面长度是横断面宽度的几倍,它包括了两个相对面的、分别具有一个铜板(8,8a)和一个支承板(9,9a)的宽侧壁(2)和限制连铸坯宽度的窄侧壁(3),在这里,形成模腔(4)的铜板(8,8a)借助于由CuNiFe-合金制作的金属销(12),可松开地固定在支承板(9,9a)上,而且金属销(12)焊接到铜板(8,8a)上。
2.按照权利要求1所述的结晶器,其特征在于,
金属销(12)是由CuNi30Mn1Fe-材料制成的。
3.按照权利要求1或者2所述的结晶器,其特征在于,
采用销钉焊接方法,把金属销(12)固定到铜板(8,8a)上。
4.按照权利要求1至3中任一项所述的结晶器,其特征在于,
在采用焊接添加料(13)的情况下,把金属销(12)焊接到铜板(8,8a)上。
5.按照权利要求4所述的结晶器,其特征在于,
焊接添加料(13)是镍。
6.按照权利要求1至5中任一项所述的结晶器,其特征在于,
宽侧壁(2)的铜板(8)具有与浇注方向平行伸展的、被支承板(9)盖住的槽形冷却剂通道(10)。
7.按照权利要求1至6中任一项所述的结晶器,其特征在于,
铜板(8)具有在冷却剂通道(10)旁边与浇注方向(GR)平行伸展的和在金属销(12)的垂直横断面平面(QE)中延伸的冷却孔(11)。
8.按照权利要求7所述的结晶器,其特征在于,
冷却孔(11)配置在熔池液面区域。
9.按照权利要求1至5任一项所述的结晶器,其特征在于,
支承板(9a)具有与浇注方向(GR)平行伸展的、被铜板(8a)盖住的槽形冷却剂通道(10a)。
10.按照权利要求1至9任一项所述的结晶器,其特征在于,
在浇注侧一端(5)的模腔(4)的横断面大于在连铸坯出口侧一端(7)的横断面。
11.按照权利要求1至10任一项所述的结晶器,其特征在于,
模腔(4)具有一个多重的锥度。
12.按照权利要求1至11任一项所述的结晶器,其特征在于,
在浇注侧一端(5)的模腔(4)至少具有一个鼓起部分(6),这个鼓起部分在浇注方向(GR)变小。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19619073.8 | 1996-05-13 | ||
| DE19619073 | 1996-05-13 | ||
| DE19716450A DE19716450A1 (de) | 1996-05-13 | 1997-04-21 | Flüssigkeitsgekühlte Kokille |
| DE19716450.1 | 1997-04-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1219143A CN1219143A (zh) | 1999-06-09 |
| CN1170645C true CN1170645C (zh) | 2004-10-13 |
Family
ID=26025623
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB971947775A Expired - Fee Related CN1170645C (zh) | 1996-05-13 | 1997-05-07 | 液体冷却的结晶器 |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US6145579A (zh) |
| EP (1) | EP0912271B1 (zh) |
| JP (1) | JP2000510049A (zh) |
| KR (1) | KR20000010963A (zh) |
| CN (1) | CN1170645C (zh) |
| AT (1) | ATE195678T1 (zh) |
| AU (1) | AU712782B2 (zh) |
| BR (1) | BR9709585A (zh) |
| CA (1) | CA2253873A1 (zh) |
| CZ (1) | CZ335498A3 (zh) |
| DK (1) | DK0912271T3 (zh) |
| ES (1) | ES2150774T3 (zh) |
| GR (1) | GR3034806T3 (zh) |
| PL (1) | PL183716B1 (zh) |
| PT (1) | PT912271E (zh) |
| RU (1) | RU2182058C2 (zh) |
| WO (1) | WO1997043063A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103781572A (zh) * | 2011-11-09 | 2014-05-07 | 新日铁住金株式会社 | 钢的连续铸造装置 |
| CN109789478A (zh) * | 2016-12-19 | 2019-05-21 | Kme德国有限及两合公司 | 铸型板和铸型 |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19639295C2 (de) * | 1996-09-25 | 1999-09-09 | Schloemann Siemag Ag | Stranggießkokille |
| JP3246404B2 (ja) | 1997-08-07 | 2002-01-15 | 住友金属工業株式会社 | 連続鋳造用鋳型 |
| DE19802809A1 (de) * | 1998-01-27 | 1999-07-29 | Km Europa Metal Ag | Flüssigkeitsgekühlte Kokille |
| DE19829606A1 (de) * | 1998-07-02 | 2000-01-05 | Schloemann Siemag Ag | Breitseite einer Brammenkokille |
| DE19835111A1 (de) * | 1998-08-04 | 2000-02-10 | Schloemann Siemag Ag | Kokillenwand einer Stranggießanlage |
| DE19904149A1 (de) * | 1999-02-03 | 2000-08-10 | Sms Demag Ag | Anordnung zum Verbinden einer Kokillenplatte mit einem Wasserkasten |
| JP3443109B2 (ja) * | 2001-05-31 | 2003-09-02 | ジャパン・エンジニアリング・ネットワーク株式会社 | 連続鋳造用組立て鋳型 |
| KR100768315B1 (ko) * | 2001-11-12 | 2007-10-17 | 주식회사 포스코 | 통크레인용 조우 승강장치 |
| DE10226214A1 (de) * | 2002-06-13 | 2003-12-24 | Sms Demag Ag | Stranggießkokille für flüssige Metalle, insbesondere für flüssigen Stahl |
| DE10237473A1 (de) * | 2002-08-16 | 2004-02-26 | Km Europa Metal Ag | Flüssigkeitsgekühlte Kokille zum Stranggießen von Metallen |
| DE10237472A1 (de) * | 2002-08-16 | 2004-02-26 | Km Europa Metal Ag | Flüssigkeitsgekühlte Kokille |
| US7106905B2 (en) * | 2002-08-23 | 2006-09-12 | Hewlett-Packard Development Company, L.P. | Systems and methods for processing text-based electronic documents |
| JP2006320925A (ja) * | 2005-05-18 | 2006-11-30 | Sanyo Special Steel Co Ltd | 均一冷却によって鋳片疵を防止する連続鋳造用鋳型 |
| EP1918042A1 (de) * | 2006-10-10 | 2008-05-07 | Concast Ag | Stranggiesskokille für Vorprofile |
| DE102007002804A1 (de) * | 2007-01-18 | 2008-07-24 | Sms Demag Ag | Kokillenwand einer Kokille zum Gießen einer Metallschmelze |
| CN102126002B (zh) * | 2011-03-24 | 2013-01-23 | 中冶京诚工程技术有限公司 | 用于锭坯组合箱式水冷铸造装置的箱式水冷板组件 |
| ITMI20120153A1 (it) * | 2012-02-06 | 2013-08-07 | Arvedi Steel Engineering S P A | Lingottiera per la colata continua veloce di bramme sottili di acciaio |
| CN102581239B (zh) * | 2012-03-27 | 2014-01-01 | 中冶南方工程技术有限公司 | 用于高效板坯连铸机的结晶器宽面铜板 |
| CN105108084A (zh) * | 2015-09-15 | 2015-12-02 | 西峡龙成特种材料有限公司 | 金属连铸结晶器液冷窄面铜板 |
| CN106041005A (zh) * | 2016-07-19 | 2016-10-26 | 上海宝钢工业技术服务有限公司 | 一体式连铸结晶器部件及制备方法 |
| RU2748425C2 (ru) * | 2019-05-07 | 2021-05-25 | Вячеслав Викторович Стулов | Кристаллизатор для получения слябовых заготовок |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU128581A1 (ru) * | 1959-08-31 | 1959-11-30 | М.Р. Мильнер | Кристаллизатор |
| US3709286A (en) * | 1970-11-02 | 1973-01-09 | United States Steel Corp | Continuous-casting mold with thin-walled copper liner |
| SU414045A1 (ru) * | 1972-02-22 | 1974-02-05 | Кристаллизатор | |
| US3967673A (en) * | 1974-12-11 | 1976-07-06 | United States Steel Corporation | Continuous-casting mold with minimal thermal restraint and method of making |
| DE3723857A1 (de) * | 1987-07-18 | 1989-01-26 | Schloemann Siemag Ag | Kokille zum vertikalen stranggiessen von stahlband |
| JPH03258440A (ja) * | 1990-03-06 | 1991-11-18 | Mitsubishi Materials Corp | 連続鋳造用鋳型 |
| JPH0826539B2 (ja) * | 1991-08-19 | 1996-03-13 | 中嶋 志朗 | 地盤改良体造成工法及びその装置 |
-
1997
- 1997-05-07 PL PL97329805A patent/PL183716B1/pl not_active IP Right Cessation
- 1997-05-07 KR KR1019980709112A patent/KR20000010963A/ko not_active Ceased
- 1997-05-07 JP JP09540391A patent/JP2000510049A/ja active Pending
- 1997-05-07 BR BR9709585-0A patent/BR9709585A/pt not_active IP Right Cessation
- 1997-05-07 WO PCT/DE1997/000961 patent/WO1997043063A1/de not_active Ceased
- 1997-05-07 CZ CZ983354A patent/CZ335498A3/cs unknown
- 1997-05-07 EP EP97924881A patent/EP0912271B1/de not_active Expired - Lifetime
- 1997-05-07 PT PT97924881T patent/PT912271E/pt unknown
- 1997-05-07 RU RU98122364/02A patent/RU2182058C2/ru not_active IP Right Cessation
- 1997-05-07 ES ES97924881T patent/ES2150774T3/es not_active Expired - Lifetime
- 1997-05-07 AT AT97924881T patent/ATE195678T1/de not_active IP Right Cessation
- 1997-05-07 CN CNB971947775A patent/CN1170645C/zh not_active Expired - Fee Related
- 1997-05-07 US US09/180,695 patent/US6145579A/en not_active Expired - Fee Related
- 1997-05-07 AU AU30237/97A patent/AU712782B2/en not_active Ceased
- 1997-05-07 DK DK97924881T patent/DK0912271T3/da active
- 1997-05-07 CA CA002253873A patent/CA2253873A1/en not_active Abandoned
-
2000
- 2000-11-10 GR GR20000402493T patent/GR3034806T3/el not_active IP Right Cessation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103781572A (zh) * | 2011-11-09 | 2014-05-07 | 新日铁住金株式会社 | 钢的连续铸造装置 |
| CN109789478A (zh) * | 2016-12-19 | 2019-05-21 | Kme德国有限及两合公司 | 铸型板和铸型 |
| US11077490B2 (en) | 2016-12-19 | 2021-08-03 | Kme Germany Gmbh & Co. Kg | Permanent mold plate and permanent mold |
| CN109789478B (zh) * | 2016-12-19 | 2022-01-18 | Kme特殊产品有限责任两合公司 | 铸型板和铸型 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE195678T1 (de) | 2000-09-15 |
| US6145579A (en) | 2000-11-14 |
| EP0912271A1 (de) | 1999-05-06 |
| KR20000010963A (ko) | 2000-02-25 |
| AU712782B2 (en) | 1999-11-18 |
| DK0912271T3 (da) | 2000-11-06 |
| PT912271E (pt) | 2001-02-28 |
| PL329805A1 (en) | 1999-04-12 |
| WO1997043063A1 (de) | 1997-11-20 |
| PL183716B1 (pl) | 2002-07-31 |
| GR3034806T3 (en) | 2001-02-28 |
| RU2182058C2 (ru) | 2002-05-10 |
| CA2253873A1 (en) | 1997-11-20 |
| EP0912271B1 (de) | 2000-08-23 |
| JP2000510049A (ja) | 2000-08-08 |
| CZ335498A3 (cs) | 1999-07-14 |
| ES2150774T3 (es) | 2000-12-01 |
| AU3023797A (en) | 1997-12-05 |
| BR9709585A (pt) | 2000-05-02 |
| CN1219143A (zh) | 1999-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1170645C (zh) | 液体冷却的结晶器 | |
| CN1045066C (zh) | 用于连铸的模具和制造此模具的方法 | |
| JP4610548B2 (ja) | 連続鋳造用管状鋳型 | |
| US5117895A (en) | Continuous casting mold arrangement | |
| CN1481952A (zh) | 液冷式结晶器 | |
| RU2302312C2 (ru) | Трубчатый кристаллизатор для непрерывной разливки металлов (варианты) | |
| US20050115695A1 (en) | Adjustment of heat transfer in continuous casting moulds in particular in the region of the meniscus | |
| US6315030B1 (en) | High speed continuous casting device and relative method | |
| CN1187147C (zh) | 把钢连铸成方坯和初轧坯的结晶器 | |
| JP2971747B2 (ja) | 連続鋳造用モールドのモールド壁 | |
| CN1096898C (zh) | 用于金属连铸或半连铸的装置 | |
| JPH0130578B2 (zh) | ||
| US6176298B1 (en) | Continuous casting mould | |
| CN101039764A (zh) | 电磁搅拌线圈 | |
| CN1291122A (zh) | 用于冶金产品的热顶连续铸造的多角铸模 | |
| CN1216704C (zh) | 金属材料的连铸或半连铸装置 | |
| ZA200406378B (en) | Adjustment of heat transfer in continuous casting moulds in particular in the region of the meniscus. | |
| JPH0638599Y2 (ja) | 水平連続鋳造用鋳型 | |
| JPH028817B2 (zh) | ||
| JPH09225593A (ja) | 角ビレットの連続鋳造用鋳型 | |
| RU2022693C1 (ru) | Гильзовый кристаллизатор для двустороннего горизонтального литья прямоугольных заготовок | |
| SU1574351A1 (ru) | Устройство дл отливки слитков | |
| KR20030039796A (ko) | 연속주조시 주편의 코너 근방 표면결함 방지를 위한 단변주형 | |
| JPH0523797A (ja) | 組立鋳型 | |
| UA76368C2 (en) | Crystallizer for continuous pouring of metals |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |