EP0000801A1 - Verfahren zur Herstellung orientierter Hohlkörper - Google Patents
Verfahren zur Herstellung orientierter Hohlkörper Download PDFInfo
- Publication number
- EP0000801A1 EP0000801A1 EP19780200127 EP78200127A EP0000801A1 EP 0000801 A1 EP0000801 A1 EP 0000801A1 EP 19780200127 EP19780200127 EP 19780200127 EP 78200127 A EP78200127 A EP 78200127A EP 0000801 A1 EP0000801 A1 EP 0000801A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- preforms
- neck
- final
- blowing
- molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 238000000034 method Methods 0.000 claims abstract description 31
- 239000012815 thermoplastic material Substances 0.000 claims abstract description 19
- 230000003750 conditioning effect Effects 0.000 claims abstract description 10
- 238000007664 blowing Methods 0.000 claims description 60
- 230000001143 conditioned effect Effects 0.000 claims description 8
- 230000001939 inductive effect Effects 0.000 claims description 2
- 238000007789 sealing Methods 0.000 claims description 2
- 235000014171 carbonated beverage Nutrition 0.000 abstract description 2
- 238000004806 packaging method and process Methods 0.000 abstract description 2
- 210000003739 neck Anatomy 0.000 description 51
- 238000000465 moulding Methods 0.000 description 15
- 238000000071 blow moulding Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 239000002775 capsule Substances 0.000 description 2
- 238000005057 refrigeration Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 208000031968 Cadaver Diseases 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- -1 acrylic nitrile Chemical class 0.000 description 1
- 235000013405 beer Nutrition 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 235000015122 lemonade Nutrition 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/071—Preforms or parisons characterised by their configuration, e.g. geometry, dimensions or physical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/073—Preforms or parisons characterised by their configuration having variable diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/073—Preforms or parisons characterised by their configuration having variable diameter
- B29C2949/0731—Preforms or parisons characterised by their configuration having variable diameter at neck portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/073—Preforms or parisons characterised by their configuration having variable diameter
- B29C2949/0732—Preforms or parisons characterised by their configuration having variable diameter at flange portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/073—Preforms or parisons characterised by their configuration having variable diameter
- B29C2949/0733—Preforms or parisons characterised by their configuration having variable diameter at body portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/076—Preforms or parisons characterised by their configuration characterised by the shape
- B29C2949/0768—Preforms or parisons characterised by their configuration characterised by the shape characterised by the shape of specific parts of preform
- B29C2949/077—Preforms or parisons characterised by their configuration characterised by the shape characterised by the shape of specific parts of preform characterised by the neck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/079—Auxiliary parts or inserts
- B29C2949/0793—Transport means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/081—Specified dimensions, e.g. values or ranges
- B29C2949/0811—Wall thickness
- B29C2949/0816—Wall thickness of the flange
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/081—Specified dimensions, e.g. values or ranges
- B29C2949/0829—Height, length
- B29C2949/0834—Height, length of the flange
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/22—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at neck portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/24—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at flange portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/26—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at body portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/20—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer
- B29C2949/28—Preforms or parisons whereby a specific part is made of only one component, e.g. only one layer at bottom portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/18—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using several blowing steps
Definitions
- the present invention relates to a process for the production of oriented hollow bodies of thermoplastic material, such as bottles and similar articles, the neck of which has an orifice ring at its upper part allowing the application of a tight closure.
- hollow bodies made of thermoplastic material which have substantially improved mechanical properties by using production techniques leading to an orientation, preferably biaxial, of the macromolecules constituting their wall.
- first preforms are blown, of generally cylindrical shape, generally comprising a closed bottom and a molded neck in its final shape. These preforms are then thermally conditioned so as to bring them to an optimum temperature for orientation by stretching. Then, these conditioned preforms are blown in order to give them the shape of the desired hollow bodies.
- the diameter of the preforms and their length are chosen so that they are strongly stretched, preferably biaxially, during the final blowing.
- the hollow bodies produced using this technique can be fitted with a perfectly sealed closure. This is the reason why their necks are usually molded, not during the final blowing, but during the blowing of the preforms. Indeed, as the thermoplastic material is at a relatively high temperature during the blowing of the preforms, it is can mold the collar ensuring perfect fidelity of details and precise calibration of the orifice.
- the neck cannot be molded satisfactorily during the final blowing, which is necessarily done at a relatively low temperature, without having to use extremely complex techniques such as that described in French patent application 69.09515 filed on March 28 1969 on behalf of HERCULES INCORPORATED. This is why, it is currently preferred to permanently mold the neck when blowing the preforms.
- the final molding of the neck during the blowing of the preforms has serious drawbacks.
- the neck area does not exhibit symmetry of revolution, for example because it is threaded, special precautions must be taken to transfer the preforms without damaging the neck and to position them correctly in the final blow mold.
- the thermoplastic material is poorly used at the neck since the wall necessarily has a thickness almost equal to that of the starting tubular parison and has unattractive properties since it is not oriented.
- the present invention therefore relates to a process for the production of oriented hollow bodies of thermoplastic material, the neck of which has an orifice ring at its upper part and a molded lower part, in which preforms are blow molded from a hot tubular parison of thermoplastic material, the preforms are thermally conditioned at a temperature capable of inducing the orientation of the thermoplastic material during its stretching, and the preforms are blown into final blow molds and in which the ring is molded orifice in its final form during the blow molding of the preforms and the part is molded lower neck during final blowing.
- the shape and dimensions of the orifice ring are not critical and are chosen, in general, according to the closure which it is desired to use on the hollow bodies produced.
- the ring can have a rounded profile at its upper part and at right angles to its lower part when it is desired to close the hollow bodies with metal capsules.
- the ring may have a circular or rectangular section for example.
- the height of the ring is between 1 and 10 mm and its thickness between 0.5 and 5 mm.
- the orifice ring can be molded with very great precision since the thermoplastic material can be brought to its ideal temperature to ensure the fidelity of the details and the precision of the calibration during the production of the preforms. Furthermore, the transfer of the preforms no longer poses a problem and their positioning in the final blow mold is greatly simplified since the orifice ring can have a symmetry of revolution without disadvantage. Therefore, the problem of angular positioning of the preforms is eliminated and it suffices to ensure the positioning in height which can be very simple since it can even be done by gravity. Finally, the method according to the present invention gives the possibility of stretching the lower part of the neck during its molding during the final blowing.
- the preforms which can be used to carry out the process according to the invention can be in any form, provided that they include, in the upper part of their neck, in the region near the opening of the hollow body, a molded orifice ring in its final form.
- the preforms are provided with a false neck located above the orifice ring.
- This false neck is eliminated either before or after the final blowing.
- the thermoplastic material which constitutes it is recycled by grinding.
- This false neck can be advantageously exploited for blowing the preform by means of a needle, or the transfer and positioning of the preforms.
- the false neck can be closed or opened, according to the blowing technique used for molding the preforms, and it can be provided with ribs, grooves and pins depending on the operation that one wishes to make.
- the preforms used have a closed hemispherical bottom and a body of generally cylindrical shape.
- the maximum diameter of the preforms is preferably between 20 and 80 X of the maximum diameter of the oriented hollow bodies produced from these preforms.
- Their height can be equal to that of the desired hollow bodies but, in general, it is preferred that the height of the preforms is between 20 and 80% of the height of the oriented hollow bodies produced from these preforms.
- the preforms are molded from a hot tubular parison of thermoplastic material, the production of which presents no particular difficulty and can be ensured by a conventional extruder.
- the technique used for the blow molding of the preforms can be arbitrary as long as it allows the production of an orifice ring molded with precision in its final form.
- the false neck which is preferably housed on the preforms, is kept during the final blowing operation and extends, at least in its upper part, from the final blowing mold .
- the false neck can be exploited to ensure the introduction of the preform into the final blow mold as well as the positive extraction of the product oriented hollow body. by means of a gripping member acting at the level of the false neck.
- the false neck can, in this case, be removed later by a bar turning operation.
- the molding of the preforms is used to condition the preforms produced by cooling them, or at least to initiate the thermal conditioning.
- This result can in particular be achieved by equipping the preform molds with suitable means such as refrigerant pipes.
- the thermal conditioning can be carried out or continued by the usual means, and for example in one or more thermostatted enclosures in which the preforms remain after they are removed from the mold and before their introduction into the blow molds.
- Thermal conditioning can consist of cooling the preforms so as to bring them into the desired temperature range, or of cooling them more strongly and then heating them up to bring them into this same range.
- the temperature is obviously chosen according to the nature of the thermoplastic material.
- the preforms can be brought to a uniform temperature over their entire useful height or over their entire thickness. It is also possible to carry out thermal programming along preforms. Thus, it may be advantageous to bring the region of the preforms located just below the orifice ring to a temperature slightly higher than the rest of the preforms so as to promote the stretching and therefore the thinning of this region. during the final blowing.
- the preforms are introduced into the final blow molds where they are given the final shape of the desired oriented hollow bodies and where one proceeds in particular to the molding of the lower part of the neck, below the orifice ring .
- the final blowing is carried out by means of a blowing nozzle which is inserted into the preforms and which is designed so as to participate in the axial stretching of the preforms before or during their blowing. It is particularly advantageous to use, for this purpose, the blowing technique which is described in Belgian patent 838 910 of 25.2.1976 in the name of the Applicant.
- the seal between the blowing nozzles and the preforms during the final blowing can be ensured by pressing the nozzle directly on the orifice ring.
- the nozzle can also rest on the false neck of the preforms and more particularly on its lower part.
- the nozzles of blowing can, in these two cases, be used simultaneously to ensure the internal calibration of the necks.
- the shape imparted to the lower part of the neck of the final blowing may be arbitrary.
- the molding may in particular consist of a thread.
- the method according to the invention can be used to produce oriented hollow bodies from any thermoplastic material which can be molecularly oriented by drawing.
- thermoplastic material which can be molecularly oriented by drawing.
- examples of the latter include resins with a predominant vinyl chloride content, polyolefins, acrylic copolymers with a high content of acrylic nitrile, thermoplastic polyesters such as polyethylene glycol terephthalate, and polycarbonafes.
- the method according to the invention can be easily carried out by means of a simple apparatus comprising molds for molding the preforms, the imprint of which ensures the molding of the orifice ring in. its final shape, and final blow molds whose imprint ensures precise accommodation of the orifice ring and the molding of the lower part of the neck.
- the apparatus comprises a machine for blowing preforms which is fed by a continuous tubular parison of thermoplastic material and whose molds aligned end to end in a contiguous manner on a first rotary support have suitable imprints allowing the production of a false neck, a thermal conditioning device bringing the preforms to the orientation temperature, a final blowing machine comprising a plurality of molds mounted on a second rotary support and also having suitable imprints and a transfer device, constituted by an endless chain equipped with supports, ensuring the transfer of the preforms from the blowing machine of the preforms to the final blowing machine by passing them through the thermal conditioning device.
- This device can however be mounted directly in the molds for blowing the preforms and be constituted by movable blades which are actuated after the blowing of the preforms and cutting transversely the false molded necks at a certain distance from the orifice rings provided on the preforms.
- the supports equipping the preform transfer chain are preferably adapted to grip these preforms at their false neck during transfers. It is however possible to provide supports adapted to support the preforms below their orifice ring as described in the aforementioned Belgian patent 837 324.
- the final blowing machine can be similar to that described in Belgian patent 837 324. It is preferable that the blowing nozzles fitted to this machine are of the same type as that described in Belgian patent 838 910 already mentioned above.
- This final blowing machine can very advantageously be equipped with extendable radial arms provided at their end with a clamp adapted so as to come to grip the false neck of the preforms, the upper part of which at least projects beyond the final blowing mold.
- the radial arm can be used to positively remove the hollow body from the mold, move it away from the final blow machine and transfer it, for example, to a conveyor which evacuates the hollow bodies to a free-cutting installation where their fake bottleneck is eliminated.
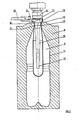
- the preform mold 1 which can be mounted with other identical on a rotary blow molding device not shown, has an imprint 2 whose relief allows the blow molding to from a portion of hot tubular parison of thermoplastic material, from a preform comprising a closed hemispherical bottom 3, a body of generally cylindrical shape 4, an orifice ring 5 molded in its final shape and a closed false neck 6 overcoming this ring.
- the preform is molded by blowing using a retractable hollow needle 7 which pierces the parison in the region intended to form the false neck and which is connected, in a manner known per se, to a source of pressurized fluid not shown.
- the walls of the mold 1 are equipped with refrigeration channels, not shown, the function of which is to cool the molded preform in order to allow it to be removed from the mold and possibly to ensure total or partial thermal conditioning of the preform.
- the length of the molded preform is substantially less than the height of the hollow body oriented to produce and its diameter is significantly less than the maximum diameter of the same hollow body.
- the preform is extracted from the mold 1 and is transferred, passing through a thermal conditioning device, to the final blow mold. During this transfer, the upper part of its false neck 6 is cut in order to open the upper part of the preform.
- the means used for the transfer grip the preform at its false neck 6 and cooperate with the groove which is formed therein so that the upper part of the false neck 6 is released in order to allow the cutting of this part.
- the thermally conditioned preform is introduced into a final blow mold 8 which is shown in fig.2 and is mounted on a rotary support, not shown.
- the mold 8 has an imprint 9 whose relief has a recess 10 allowing the precise housing of the orifice ring 5 molded in its final shape on the preform.
- the introduction of the preform into the mold 8 is carried out in such a way that, when the mold is closed, the orifice ring 5 comes to be housed precisely in the recess. This introduction can in particular be ensured, for example by means of the device for transferring the preforms, via the false neck 6.
- the imprint 9 of the mold 8 reproduces in hollow the shape of the oriented hollow body 11 and includes in particular a relief 12 allowing rmation during the final blowing, of the lower part of the neck 13 of the hollow body.
- the false neck 6 open of the preform overflows from the mold 8 during the final blowing operation. It is used to ensure airtightness during blowing.
- the blowing nozzle 14 has a shoulder 17 which comes to bear on the internal lower part of the false neck 6 and firmly applies the latter against the edge of the opening 18 of the mold 8.
- the blowing nozzle 14 comprises a calibration sleeve 19 which precisely controls the opening diameter of the neck of the hollow body 11, and ensures the sealing and the retention of the preform during the final blowing.
- the rotary final blowing device is provided with a series of extendable radial arms 20 which each collaborate with a final blowing mold 8.
- the ends of these arms 20 are equipped with removable clamps 21 adapted so as to be closed on the false necks 6 of the preforms, the upper part of which extends beyond the final blow molds 8.
- the molded oriented hollow body is held by a clamp 21 which thus unmolds the impression 9 of the mold 8.
- the arm 20 can be extended to radially take out the molded oriented hollow body II from the final blowing machine and bring it onto an evacuation conveyor 22 where it is abandoned by opening of the clamp 21.
- the control of the radial arms can be ensured by mechanical means such as cams or by electrical, pneumatic or hydraulic means.
- the radial extension movement of the arms 20 can be amplified by known devices such as rack and pinion devices.
- the radial arms 20 fitted with clamps 22 can also be exploited by a reverse movement to ensure the introduction of the conditioned preforms into the final blow molds 8.
- thermoplastic material on which it is easy to apply subsequently closures, such as capsules, very tightly and which, therefore, are particularly suitable for the packaging of carbonated drinks such as beer and lemonades.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR7724579A FR2399977A1 (fr) | 1977-08-08 | 1977-08-08 | Procede pour la production de corps creux orientes |
| FR7724579 | 1977-08-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0000801A1 true EP0000801A1 (de) | 1979-02-21 |
| EP0000801B1 EP0000801B1 (de) | 1981-01-28 |
Family
ID=9194424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19780200127 Expired EP0000801B1 (de) | 1977-08-08 | 1978-08-03 | Verfahren zur Herstellung orientierter Hohlkörper |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4317793A (de) |
| EP (1) | EP0000801B1 (de) |
| AT (1) | AT381671B (de) |
| BR (1) | BR7805053A (de) |
| DE (1) | DE2860374D1 (de) |
| FR (1) | FR2399977A1 (de) |
| IT (1) | IT1097570B (de) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4566871A (en) * | 1981-01-16 | 1986-01-28 | Krupp Corpoplast Maschinenbau Gmbh | Apparatus for making a parison for blowmolding of a hollow article |
| DE3101284C2 (de) * | 1981-01-16 | 1985-08-01 | Krupp Corpoplast Maschinenbau GmbH, 2000 Hamburg | Verfahren zum Formen des offenen Endabschnittes eines einen geschlossenen Boden aufweisenden Vorformlings für das Blasformen eines Hohlkörpers aus thermoplastischem Kunststoff, insbesondere einer Flasche, und Vorrichtung zum Durchführen des Verfahrens |
| US4515836A (en) * | 1982-07-16 | 1985-05-07 | Nordson Corporation | Process for coating substrates with aqueous polymer dispersions |
| US4573429A (en) * | 1983-06-03 | 1986-03-04 | Nordson Corporation | Process for coating substrates with aqueous polymer dispersions |
| US4709803A (en) * | 1986-02-12 | 1987-12-01 | B & G Machinery Company | Preform transfer mechanism |
| US4767311A (en) * | 1986-06-02 | 1988-08-30 | Cincinnati Milacron Inc. | Blow molding apparatus with resilient skirted spindle nose |
| EP0527969A1 (de) * | 1990-05-11 | 1993-02-24 | SAAB, Mark, A. | Hochfeste, dünnwandige, einstückige katheter |
| CA2159169C (en) * | 1994-09-27 | 2006-05-16 | Tony Salemi | Modified plastic bottle injection blow-molding apparatus and process |
| IT1311703B1 (it) * | 1999-07-23 | 2002-03-19 | Sipa Spa | Impianto ad alta efficienza di soffiaggio di preforme |
| US7214341B2 (en) * | 2004-01-30 | 2007-05-08 | Owens-Illinois Prescription Products Inc. | Method of injection molding a preform including a radially extending element |
| GB0804266D0 (en) * | 2008-03-07 | 2008-04-16 | Univ Belfast | Thermoplastic preform method and apparatus |
| DE102008021526A1 (de) * | 2008-04-30 | 2009-11-05 | Krones Ag | Vorrichtung zum Expandieren von Kunststoffbehältnissen |
| ES2390753T3 (es) * | 2009-09-10 | 2012-11-16 | Gea Procomac S.P.A. | Molde para modelar un contenedor a obtener a partir de una preforma de material plástico y su correspondiente método |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2005138A1 (de) * | 1968-03-29 | 1969-12-05 | Hercules Inc | |
| FR2013855A1 (de) * | 1968-07-27 | 1970-04-10 | Bosch | |
| FR2021521A1 (de) * | 1968-10-25 | 1970-07-24 | Bosch | |
| FR2062304A5 (de) * | 1969-09-19 | 1971-06-25 | Bosch | |
| FR2098332A1 (de) * | 1970-07-10 | 1972-03-10 | Showa Denko Kk | |
| US3833332A (en) * | 1972-11-17 | 1974-09-03 | Owens Illinois Inc | Apparatus for forming containers of thermoplastic material |
| FR2236634A1 (de) * | 1972-07-03 | 1975-02-07 | Illinois Tool Works | |
| FR2261117A1 (de) * | 1974-02-14 | 1975-09-12 | Solvay | |
| FR2263874A1 (de) * | 1974-03-15 | 1975-10-10 | Solvay | |
| FR2293297A1 (fr) * | 1974-12-04 | 1976-07-02 | Carnaud Total Interplastic | Procede de fabrication de corps creux en matiere plastique a partir de preformes, corps creux obtenus et preformes pour leur obtention |
| FR2297127A1 (fr) * | 1975-01-07 | 1976-08-06 | Solvay | Appareillage pour la production en continu de corps creux orientes en matiere thermoplastique |
| US3973941A (en) * | 1974-12-23 | 1976-08-10 | The Nestle Company Inc. | Method of producing a blown bottle having means determinative of relationship between the bottle body and the annular position of associated means mounted on the finish |
| FR2345280A1 (fr) * | 1976-03-22 | 1977-10-21 | Solvay | Appareillage pour la production en continu de corps creux orientes en matiere thermoplastique |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1451995A (fr) * | 1964-12-30 | 1966-02-25 | Solvay | Décolleteuse de bouteilles en matière plastique et similaires |
| US3585683A (en) * | 1968-03-11 | 1971-06-22 | Phillips Petroleum Co | Blow molding apparatus |
| NO134099C (de) * | 1970-11-10 | 1976-08-18 | Solvay | |
| FR2121541B1 (de) * | 1971-01-04 | 1975-08-29 | Owens Illinois Inc | |
| US3873660A (en) * | 1971-06-01 | 1975-03-25 | Monsanto Co | Method for forming multiaxially oriented containers |
| US3769394A (en) * | 1971-09-15 | 1973-10-30 | American Can Co | Method for finishing blow molded plastic containers in the mold |
| US3801690A (en) * | 1972-02-16 | 1974-04-02 | Phillips Petroleum Co | Closing mold halves on stretched portion of individual parison preform at orientation temperature |
| FR2213148B1 (de) * | 1973-01-05 | 1976-04-30 | Solvay | |
| US3949033A (en) * | 1973-11-02 | 1976-04-06 | Owens-Illinois, Inc. | Method of making a blown plastic container having a multi-axially stretch oriented concave bottom |
| US4080146A (en) * | 1974-11-22 | 1978-03-21 | The Continental Group, Inc. | Segmented blow molds |
| LU71598A1 (de) | 1975-01-07 | 1976-11-11 | ||
| FR2302184A1 (fr) | 1975-02-26 | 1976-09-24 | Solvay | Proce |
-
1977
- 1977-08-08 FR FR7724579A patent/FR2399977A1/fr not_active Withdrawn
-
1978
- 1978-08-01 IT IT2638178A patent/IT1097570B/it active
- 1978-08-03 EP EP19780200127 patent/EP0000801B1/de not_active Expired
- 1978-08-03 DE DE7878200127T patent/DE2860374D1/de not_active Expired
- 1978-08-07 BR BR7805053A patent/BR7805053A/pt unknown
- 1978-08-07 AT AT571678A patent/AT381671B/de not_active IP Right Cessation
-
1980
- 1980-08-14 US US06/178,342 patent/US4317793A/en not_active Expired - Lifetime
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2005138A1 (de) * | 1968-03-29 | 1969-12-05 | Hercules Inc | |
| FR2013855A1 (de) * | 1968-07-27 | 1970-04-10 | Bosch | |
| FR2021521A1 (de) * | 1968-10-25 | 1970-07-24 | Bosch | |
| FR2062304A5 (de) * | 1969-09-19 | 1971-06-25 | Bosch | |
| FR2098332A1 (de) * | 1970-07-10 | 1972-03-10 | Showa Denko Kk | |
| FR2236634A1 (de) * | 1972-07-03 | 1975-02-07 | Illinois Tool Works | |
| US3833332A (en) * | 1972-11-17 | 1974-09-03 | Owens Illinois Inc | Apparatus for forming containers of thermoplastic material |
| FR2261117A1 (de) * | 1974-02-14 | 1975-09-12 | Solvay | |
| FR2263874A1 (de) * | 1974-03-15 | 1975-10-10 | Solvay | |
| FR2293297A1 (fr) * | 1974-12-04 | 1976-07-02 | Carnaud Total Interplastic | Procede de fabrication de corps creux en matiere plastique a partir de preformes, corps creux obtenus et preformes pour leur obtention |
| US3973941A (en) * | 1974-12-23 | 1976-08-10 | The Nestle Company Inc. | Method of producing a blown bottle having means determinative of relationship between the bottle body and the annular position of associated means mounted on the finish |
| FR2297127A1 (fr) * | 1975-01-07 | 1976-08-06 | Solvay | Appareillage pour la production en continu de corps creux orientes en matiere thermoplastique |
| FR2345280A1 (fr) * | 1976-03-22 | 1977-10-21 | Solvay | Appareillage pour la production en continu de corps creux orientes en matiere thermoplastique |
Also Published As
| Publication number | Publication date |
|---|---|
| IT1097570B (it) | 1985-08-31 |
| DE2860374D1 (en) | 1981-03-19 |
| IT7826381A0 (it) | 1978-08-01 |
| AT381671B (de) | 1986-11-10 |
| FR2399977A1 (fr) | 1979-03-09 |
| EP0000801B1 (de) | 1981-01-28 |
| ATA571678A (de) | 1986-04-15 |
| US4317793A (en) | 1982-03-02 |
| BR7805053A (pt) | 1979-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0688724B1 (de) | Verbesserung des Verfahrens zum Herstellen einer Verschlussvorrichtung und Maschine dafür | |
| EP2686259B1 (de) | Übertragungsvorrichtung mit einem greifer | |
| EP1110697B1 (de) | Verfahren zum Herstellen von Hohlkörpern aus Kunststoff | |
| EP0000801B1 (de) | Verfahren zur Herstellung orientierter Hohlkörper | |
| CA2194544C (fr) | Dispositif d'etancheite entre une ebauche de recipient en matiere plastique et une tuyere de soufflage, et machine de soufflage de recipients pourvue d'un tel dispositif | |
| FR2544655A1 (fr) | Procede et dispositif pour fabriquer des corps creux en une matiere plastique deformable | |
| FR2458375A1 (fr) | Procede et appareil pour la fabrication d'un article thermoplastique par etirage et soufflage, et article obtenu | |
| EP0059016B1 (de) | Thermoplastische Vorform und Verfahren zum Blasformen eines Hohlkörpers aus einer derartigen Vorform | |
| CH620394A5 (de) | ||
| EP1795328A1 (de) | Verfahren und Vorrichtung zum Formen durch Streckblasen von Behältern, insbesondere Flaschen aus thermoplastischem Material mit blütenblattförmigem Boden | |
| FR2882963A1 (fr) | Dispositif de transport d'une preforme dans un four, tournette et machine de conditionnement thermique pour installation de soufflage de recipients en materiau thermoplastique comprenant un tel dispositif | |
| CA1066864A (fr) | Appareillage pour la production en continu de corps creux orientes en matiere thermoplastique | |
| FR2539408A1 (fr) | Procede et appareil pour former des ebauches de verre pour la fabricati | |
| EP1063077B1 (de) | Verfahren zum Herstellen von Verpackungen und dazugehörende Vorrichtung | |
| FR2458374A1 (fr) | Procede et equipement pour la fabrication d'articles par etirage, et articles ainsi produits | |
| FR2874193A1 (fr) | Machine de souflage pour la fabrication de recipients thermoplastiques et installation de fabrication de recipients incorporant une telle machine | |
| WO2019043074A1 (fr) | Procede et machine de soufflage de recipients a partir de flans | |
| EP3727795B1 (de) | Halbform mit zylindrischer montagefläche und herstellungsverfahren | |
| EP4261006B1 (de) | Zieh- und kühlstab zur herstellung von behältern | |
| EP3655229B1 (de) | Maschine zur herstellung von kunststoffgegenständen durch blasformen | |
| EP4261007B1 (de) | Streckstange zur herstellung von behältern | |
| BE837324A (fr) | Appareillage pour la production en continu de corps creux orientes en matiere thermoplastique | |
| WO2021123275A1 (fr) | Unite de chauffe de preformes en matiere plastique, comprenant un dispositif de protection de cols des preformes | |
| FR3045444A1 (fr) | Procede de fabrication de recipients et accessoire de manutention pour sa mise en œuvre | |
| EP1405831A1 (de) | Verfahren und Vorrichtung zur Herstellung von einem holen Glasartikel mit einer Ziehphase des Kübels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB LU NL SE |
|
| 17P | Request for examination filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 2860374 Country of ref document: DE Date of ref document: 19810319 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19910723 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19910724 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19910801 Year of fee payment: 14 Ref country code: BE Payment date: 19910801 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19910807 Year of fee payment: 14 Ref country code: LU Payment date: 19910807 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19910830 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19910831 Year of fee payment: 14 |
|
| EPTA | Lu: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19920803 Ref country code: GB Effective date: 19920803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19920804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19920831 Ref country code: BE Effective date: 19920831 |
|
| BERE | Be: lapsed |
Owner name: SOLVAY Effective date: 19920831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19930301 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19920803 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930501 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 78200127.5 Effective date: 19930307 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |