EP0065943B1 - Schnelles Stichlochbohrverfahren, welches die feuerfeste Auskleidung an der Innenwandung eines Loches mit grossem Durchmesser ermöglicht - Google Patents
Schnelles Stichlochbohrverfahren, welches die feuerfeste Auskleidung an der Innenwandung eines Loches mit grossem Durchmesser ermöglicht Download PDFInfo
- Publication number
- EP0065943B1 EP0065943B1 EP82870026A EP82870026A EP0065943B1 EP 0065943 B1 EP0065943 B1 EP 0065943B1 EP 82870026 A EP82870026 A EP 82870026A EP 82870026 A EP82870026 A EP 82870026A EP 0065943 B1 EP0065943 B1 EP 0065943B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lining
- refractory
- tap hole
- hole
- refractory lining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
- C21C5/4653—Tapholes; Opening or plugging thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/15—Tapping equipment; Equipment for removing or retaining slag
- F27D3/1509—Tapping equipment
- F27D3/1518—Tapholes
Definitions
- the present invention relates to a new method for producing the refractory lining inside a large diameter hole of a metallurgical container.
- the internal coating of the taphole of a metallurgical vessel consists of juxtaposed refractory ferrules, leaning against refractory bricks of suitable shapes such as illustrated in FIG. 1.
- the reference 1 designates the taphole of a converter after masonry
- the reference 2 designates the ferrules as refractories
- the reference 3 designates the refractory bricks of appropriate shapes.
- the conventional technique for making this internal coating of the taphole consists in preassembling the ferrules 2 and the refractory bricks 3 out of the metallurgical container, then placing them in the metallurgical container and masonrying it in the internal refractory lining itself .
- This technique requires cutting a large number of bricks 5 at the tap hole.
- This conventional technique has the disadvantage of requiring a lot of manpower and time.
- the subject of the invention is a new method for making the interior lining of a large diameter taphole, which is faster than the conventional method and which requires less labor.
- Another object of the invention is an internal tap hole coating which has better strength qualities than the traditional coating.
- the interior refractory lining of the metallurgical container is produced at least up to the part situated at the upper level of the future tap hole, then a hole is drilled in the solid of the refractory lining located at the location of the future tap hole. Thanks to a centering system, internal ferrules are then put in place in the cored hole and clay of sufficient refractoriness is introduced into the space between the external surface of the ferrules and the wall of the cored hole.
- a metal lining is placed inside the outer shell to serve as a guide for a corer and, after coring, this metallic guide lining is removed and replaced by an adequate refractory brickwork.
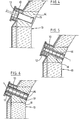
- the inner coating 13 of the converter is then produced (FIG. 3).
- the block 14 of the inner lining is advantageously made beforehand by bonding refractory bricks, preferably bricks of the S-brick type.
- the bonding of the bricks must be carried out with care to avoid the risk of dislocation of the bricks during the coring operation. and thereby obtaining a non-conforming hole.
- the use of S bricks also makes it possible to reduce the risks of cracking of the brick block 14.
- the coring operation of the refractory block 14 is carried out using a core barrel 15 of known type using the metal trim 11 as a guide. This operation can be carried out in a short time depending on the thickness of the coating to be cored.
- the metal guide lining 11 is then removed which is replaced by an adequate refractory brickwork 12 (FIG. 5).
- the interior ferrules 16 are then placed after having put in place an appropriate centering system, and then sufficient refractory clay 17 (FIG. 6) is introduced into the space between the exterior surface. ferrules 16 and the wall 18 of the cored hole. This simple and rapid process allows, among other things, not to slow down the mechanized masonry of the interior lining of the converters.
- the coating produced by the invention is characterized by the fact that it is not necessary to use a mother brick of adequate external shape to fit into the coating of the metallurgical vessel and of adequate interior shape to allow the reception of the ferrules intended to form the final tap hole. Also, by the fact that the qualities of resistance of the conventional coating are maintained despite the appreciable saving of time.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Carbon Steel Or Casting Steel Manufacturing (AREA)
- Drilling And Boring (AREA)
- Drilling Tools (AREA)
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82870026T ATE22703T1 (de) | 1981-05-20 | 1982-05-19 | Schnelles stichlochbohrverfahren, welches die feuerfeste auskleidung an der innenwandung eines loches mit grossem durchmesser ermoeglicht. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE204846 | 1981-05-20 | ||
| BE0/204846A BE888881A (fr) | 1981-05-20 | 1981-05-20 | Procede de carottage rapide permettant la realisation du revetement refractaire a l'interieur d'un trou de grand diametre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0065943A1 EP0065943A1 (de) | 1982-12-01 |
| EP0065943B1 true EP0065943B1 (de) | 1986-10-08 |
Family
ID=3843430
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82870026A Expired EP0065943B1 (de) | 1981-05-20 | 1982-05-19 | Schnelles Stichlochbohrverfahren, welches die feuerfeste Auskleidung an der Innenwandung eines Loches mit grossem Durchmesser ermöglicht |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0065943B1 (de) |
| AT (1) | ATE22703T1 (de) |
| DE (1) | DE3273634D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT408964B (de) * | 1997-12-02 | 2002-04-25 | Boehler Pneumatik Internat Gmb | Verfahren und vorrichtung zur erneuerung der auskleidung einer abstichöffnung von metallurgischen gefässen |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2214459C1 (ru) * | 2002-04-15 | 2003-10-20 | ОАО "Нижнетагильский металлургический комбинат" | Способ торкретирования сталевыпускного отверстия металлургического агрегата |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2705630A (en) * | 1955-04-05 | Tad deo | ||
| FR1488906A (fr) * | 1966-08-09 | 1967-07-13 | Gen Refractories Co | Agencements de trous de coulée |
| US3635459A (en) * | 1968-02-29 | 1972-01-18 | Arrigo Mare | Refractory brick having oblique surface |
| DE6608495U (de) * | 1968-05-22 | 1971-09-09 | Didier Werke Ag | Rohrfoermiger formstein fuer abstichkanaele an metallurgischen gefaessen, oefen u. dgl. |
| AT335492B (de) * | 1973-12-20 | 1977-03-10 | Veitscher Magnesitwerke Ag | Auswechselbarer abstich fur ein feuerfest ausgekleidetes gefass |
| LU77507A1 (de) * | 1977-06-08 | 1977-09-19 | ||
| BE875809A (fr) * | 1979-04-24 | 1979-08-16 | Cockerill | Brique pour le revetement refractaire d'un recipient metallurgique |
-
1982
- 1982-05-19 AT AT82870026T patent/ATE22703T1/de not_active IP Right Cessation
- 1982-05-19 DE DE8282870026T patent/DE3273634D1/de not_active Expired
- 1982-05-19 EP EP82870026A patent/EP0065943B1/de not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT408964B (de) * | 1997-12-02 | 2002-04-25 | Boehler Pneumatik Internat Gmb | Verfahren und vorrichtung zur erneuerung der auskleidung einer abstichöffnung von metallurgischen gefässen |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE22703T1 (de) | 1986-10-15 |
| EP0065943A1 (de) | 1982-12-01 |
| DE3273634D1 (en) | 1986-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2958194A1 (fr) | Procede et dispositif pour la fabrication d'une virole bi-materiaux, et virole ainsi realisee. | |
| EP0065943B1 (de) | Schnelles Stichlochbohrverfahren, welches die feuerfeste Auskleidung an der Innenwandung eines Loches mit grossem Durchmesser ermöglicht | |
| CH631534A5 (fr) | Dispositif de raccordement et procede pour sa fabrication. | |
| FR2536680A1 (fr) | Procede de fabrication d'un raccord tubulaire en forme de te | |
| HU181364B (en) | Method for repairing respectively remaking the fireproof, abrading pieces of gate valves | |
| FR2665384A1 (fr) | Procede de realisation d'une piece moulee en al ou ses alliages munie de canaux integres. | |
| WO1986006749A1 (fr) | Procede de degazage d'une matiere en fusion et dispositif de mise en oeuvre du procede | |
| FR2475063A1 (fr) | Procede de montage et de remplacement d'une garniture pour l'introduction de gaz par la paroi d'un recipient contenant une masse fondue, et dispositif pour sa mise en oeuvre | |
| BE888881A (fr) | Procede de carottage rapide permettant la realisation du revetement refractaire a l'interieur d'un trou de grand diametre | |
| FR2356463A1 (fr) | Procede et outillage pour l'assemblage de tubes | |
| US5131633A (en) | Apparatus for retrieving a slag sample during a steelmaking operation | |
| GB2120369A (en) | An improved metallurgical lance | |
| US7455731B2 (en) | Polycrystalline silicon rod and method for processing the same | |
| FR2564761A1 (fr) | Dispositif d'introduction de coulee pour paniers de coulee d'installations de coulee continue | |
| RU2138723C1 (ru) | Способ изготовления металлопластмассовой трубы | |
| CA2682120A1 (en) | Method for girth welding metallic pipes | |
| EP0743111B1 (de) | Verfahren zur Herstellung eines Fütterungsgitterhebels, ein dadurch hergestellter Hebel und ein Futterungsgitter mit einem solchen Hebel | |
| US3308589A (en) | Layered curvilinear wall | |
| KR20210054867A (ko) | 잔탕제거를 위한 리프터를 포함하는 금속연료심 제조장치 및 이를 이용한 잔탕제거방법 | |
| JPS6036877Y2 (ja) | 溶鋼処理装置フランジ接合部の構造 | |
| JPH01195240A (ja) | 真空脱ガス炉環流管の補修方法 | |
| US6601347B1 (en) | Method for manufacturing a ready-to-use catch pit | |
| SU1210975A1 (ru) | Способ изготовлени биметаллических отливок сталь-бронза | |
| EP0339174A1 (de) | Ein- oder Aufblaslanze mit Kühlkammer | |
| CH349569A (fr) | Procédé de fabrication d'une tubulure et matrice en deux pièces pour la mise en oeuvre de ce procédé |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT DE FR GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830609 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 22703 Country of ref document: AT Date of ref document: 19861015 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3273634 Country of ref document: DE Date of ref document: 19861113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19870531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19870531 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19880519 Ref country code: AT Effective date: 19880519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19880520 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19881201 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19890201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19900530 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19920131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82870026.0 Effective date: 19890510 |