EP0242702A1 - Procédé et dispositif pour tourner des objets plats - Google Patents
Procédé et dispositif pour tourner des objets plats Download PDFInfo
- Publication number
- EP0242702A1 EP0242702A1 EP87105170A EP87105170A EP0242702A1 EP 0242702 A1 EP0242702 A1 EP 0242702A1 EP 87105170 A EP87105170 A EP 87105170A EP 87105170 A EP87105170 A EP 87105170A EP 0242702 A1 EP0242702 A1 EP 0242702A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conveying direction
- deflection
- grippers
- fabrics
- articulated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 12
- 239000000969 carrier Substances 0.000 claims description 13
- 230000008878 coupling Effects 0.000 claims description 8
- 238000010168 coupling process Methods 0.000 claims description 8
- 238000005859 coupling reaction Methods 0.000 claims description 8
- 239000004744 fabric Substances 0.000 claims 6
- 238000001514 detection method Methods 0.000 claims 1
- 230000015572 biosynthetic process Effects 0.000 abstract description 12
- 230000001133 acceleration Effects 0.000 abstract description 2
- 238000005755 formation reaction Methods 0.000 description 9
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/003—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/003—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers
- B65H29/005—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers by chains or bands having mechanical grippers engaging the side edges of articles, e.g. newspaper conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/31—Features of transport path
- B65H2301/312—Features of transport path for transport path involving at least two planes of transport forming an angle between each other
- B65H2301/3122—U-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
- B65H2301/332—Turning, overturning
- B65H2301/3321—Turning, overturning kinetic therefor
- B65H2301/33214—Turning, overturning kinetic therefor about an axis perpendicular to the direction of displacement and parallel to the surface of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
- B65H2301/332—Turning, overturning
- B65H2301/3322—Turning, overturning according to a determined angle
- B65H2301/33224—180°
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
- B65H2301/333—Inverting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4471—Grippers, e.g. moved in paths enclosing an area
- B65H2301/44712—Grippers, e.g. moved in paths enclosing an area carried by chains or bands
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S271/00—Sheet feeding or delivering
- Y10S271/902—Reverse direction of sheet movement
Definitions
- the present invention relates to a method according to the preamble of patent claim 1 and a device according to the preamble of patent claim 5.
- a device according to the preamble of patent claim 5 In particular in the case of printed products resulting in scale formations, in particular newspapers or newspaper components, it often happens that the side of the printed product lying in the scale pattern below is suitable for the Further processing, for example for merging individual different printed products into a finished product, should be on top so that the individual components in the finished product are correctly oriented with respect to one another.
- the proposed method has the steps specified in the characterizing part of patent claim 1 and the device has the features defined in the characterizing part of patent claim 5.
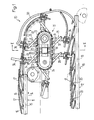
- FIGS. 1 and 2 In the device 10 shown, a feed conveyor 11 and a removal conveyor 12 and a deflection mechanism 13 arranged between them can be seen.
- the feed conveyor 11 effective in the direction of the arrow 14 has driver cams 16 fastened at regular intervals from one another on an endless, guided chain 15 indicated by dash-dotted lines, each of which pushes a printed product 17 in front of it.
- the mutual distance of the driver cams 16 from one another is smaller than the format of the printed products 17 measured in the direction of the arrow 14, so that their leading edge (here the cut edge or flower) overlaps the trailing edge (here the fold or collar) of the preceding printed product.
- the printed products 17 thus occur here in an ordered scale flow with a regular, so-called "scale spacing".
- the removal conveyor 12 effective in the direction of arrow 18 is constructed analogously.
- Driving cams 20 are fastened at intervals from one another to an endless, revolvingly driven and guided chain, which in turn push the now-turned printed products 17 (it will be come back to this later) at their trailing edge.
- the distances of the driver cams 20 from one another correspond to those of the driver cams 16 from one another and the speed of the chain 19 corresponds to that of the chain 15, regardless of the direction.
- the deflection device 13 - as can be seen in FIG. 2 - has two pairs of chains 21-21 and 22-22 rotating in parallel to one another, the deflection wheels 23, 24 (FIG. 1) arranged in pairs and in parallel axes and in between in upper rails 25, 25 'and lower rails 26, 26' are guided in a straight line.
- Each of the chain pairs 21-21 and 22-22 is equipped with a total of six outwardly projecting carriers 27 and 28, the spacing of which from one another - as seen in the straight-line sections of the chain pairs 21-21 and 22-22 - the distances between the driving cams 16 or 20 correspond from each other.
- Each of the carriers 17, 18 consists of two articulated couplers 29, 30 and 31, 32, which are articulated at their outer ends at 33 and 34 and at their inner ends at a distance from one another on the corresponding pair of chains 21-21 and 22- 22 are articulated.
- the carriers 27 and 28 are each provided with a gripper 35 or 36, which has a jaw 37 or 38 which is fixed with respect to the corresponding articulated coupling 29 or 31 and which is fixed to the fixed jaw 37 by springs 40 or 41 or 38 to, ie Has pivoted jaw 42 or 43 biased in the closed position.
- the pivotable jaws 42 and 43 are by means of a non-visible lever mechanism, of which only a tappet 42 ', 43', which is protruding from the side and is provided with rollers, can be seen from the closed position into the open position indicated by dash-dotted lines in FIG and controllable back.
- the parallel pairs of chains 21-21 and 22-22 are each driven via a sprocket 46 or 47 via chains, not shown, in synchronism with one another, at the same speed as the chains 15 and 19.
- the distance between the carriers 27 and that the carrier 28 corresponds to one another - as long as they are on the strand of the chain pairs 21-21 or on the straight line between the deflection wheels 23, 24 or 22-22 are - that of the driver cams 16 and 20 from each other.
- the grippers 35 and 36 as long as their carriers 27 and 28 on the rectilinear strands of the chain pairs 21-21 and 22-22 are absolutely synchronous with those from the feed conveyor 11 on a sliding table 48 (FIG. 1 above) deferred print products 17 run.
- the sliding table 48 is less wide than the printed products 17, so that they protrude on both sides.
- the grippers 35 and 36 are closed, as shown in FIG. l is shown at the top right next to section line II-II. In this way, they grasp the printed product 17 located in their area on its lateral edges.
- the deceleration phase of the carriers 27, 28 and thus the grippers 35, 36 begins. This deceleration phase continues until the The articulation point of the articulated coupling 29, 31 on the corresponding chain pair 21-21 or 22-22 has left the deflection wheel 23.
- the grippers 35, 36 thus run at the same speed as the conveyor 12 and the grippers can thus be opened, whereupon the corresponding printed product 17 is transferred to the conveyor 12.
- Fig. 1 the upper side of the printed products 17 accumulating on the feed conveyor 11 is indicated by a thick line.
- this side which was at the top lies at the bottom, but the scale formation present on the conveyor 11 has been preserved in the sense that the leading edge of each printed product overlaps the trailing edge of the preceding printed product 17 .
- Each printed product is therefore turned around turning axes parallel to the conveying direction and the original formation has been retained.
- the printed products 17 can also be produced with the leading bundle and the trailing flower on the feed conveyor 11 and can be carried away on the away conveyor.
- the embodiment outlined in FIG. 3 differs from the previously described embodiment primarily in that one and the same individual conveyor 51 serves as the feed conveyor and as the away conveyor.
- This is essentially like the one described in CH-PS 644.816 (largely identical in content to DE-OS 3 102 242.1 and US-PS 4,381,056) with a difference.
- This difference consists in the fact that its grippers 52 are coupled at regular intervals from one another via a coupling element 54 to the chain 53, which is only indicated, but at the same time each gripper is pivotably articulated on the coupling member 54 about a pivot pin 55 directed transversely to the chain 53.
- a roller 56 is arranged on the housing of each of the grippers 52, which are controlled in the open or closed position in the same way as in the abovementioned patents, and which cooperates with stationary scenes 57, 58, so that ultimately the scenes 57, 58 determine the pivoting position of the grippers 52 determine with respect to chain 53.
- the printed products 17 produced by the strand of the individual conveyor 51 appearing at the top in FIG. 3 in the same formation as in FIG. 1 are now taken over by an intermediate conveyor 59 constructed similarly to the feed conveyor 11 or the removal conveyor 12, the driver cams 60 of which are at a greater distance are attached to each other on the only indicated chain 61 as the mutual distance of the grippers 52 on the chain 53.
- the conveying speed of the intermediate conveyor 59 is so much higher than that of the individual conveyor 51 that one of the driving cams 60 always meets one of the grippers 52 .
- the driver cams 60 thus pull the pressure pro Products 17 from the mouth of the now opened grippers 52 and push them forward onto the sliding table 48, where they are taken over by the deflection mechanism 13, which is only shown schematically.
- the carriers 27, 28 which carry the grippers 35, 36 and protrude outwards from the chains 21-21, 22-22 are not formed here by two articulated couplers, but are fastened in a suitable manner to the associated chains 21-21, 22-22 that they protrude from them at right angles.
- the distance between the carriers 27, 28 corresponds to that of the driver cams 60 from one another and the rotational speed of the chains 21-21, 22-22 corresponds here to that of the intermediate conveyor 59.
- the grippers 35, 36 and the printed product 17 captured by them suddenly get a higher speed as soon as the corresponding carrier 27, 28 or its associated chains 21-21, 22-22 runs onto the deflection wheel 23, which in this case is smaller than the deflection wheel 24 is.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Discharge By Other Means (AREA)
- Registering Or Overturning Sheets (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87105170T ATE46489T1 (de) | 1986-04-18 | 1987-04-08 | Verfahren und vorrichtung zum wenden kontinuierlich gefoerderter flaechengebilde. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH157986 | 1986-04-18 | ||
| CH1579/86 | 1986-04-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0242702A1 true EP0242702A1 (fr) | 1987-10-28 |
| EP0242702B1 EP0242702B1 (fr) | 1989-09-20 |
Family
ID=4213718
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87105170A Expired EP0242702B1 (fr) | 1986-04-18 | 1987-04-08 | Procédé et dispositif pour tourner des objets plats |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4896874A (fr) |
| EP (1) | EP0242702B1 (fr) |
| JP (1) | JP2538243B2 (fr) |
| AT (1) | ATE46489T1 (fr) |
| CA (1) | CA1282365C (fr) |
| DE (1) | DE3760577D1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0330868A1 (fr) * | 1988-03-03 | 1989-09-06 | Ferag AG | Procédé et dispositif d'évacuation de produits imprimés, qui sont amenés en formation en écailles |
| EP0754642A3 (fr) * | 1995-07-20 | 1997-08-27 | Heidelberger Druckmasch Ag | Dispositif de sortie de produits en forme de feuille |
| CH692617A5 (de) * | 1998-02-27 | 2002-08-30 | Ferag Ag | Vorrichtung zum Verarbeiten von flexiblen, flächigen Erzeugnissen. |
| EP2243734A1 (fr) * | 2009-04-23 | 2010-10-27 | Müller Martini Holding AG | Procédé de retournement de produits d'impression transportés sur une trajectoire de transport dans un flux de transport |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE468765B (sv) * | 1991-05-24 | 1993-03-15 | Wamag Idab Ab | Sidogripande transportoer |
| US5451040A (en) * | 1993-05-03 | 1995-09-19 | R.R. Donnelley & Sons Co. | Signature feeder for a binding line |
| EP0712736B1 (fr) * | 1994-11-18 | 1999-02-10 | Grapha-Holding Ag | Méthode pour la fabrication de livres, brochures ou similaires reliés par adhésif |
| US5957449A (en) * | 1995-04-11 | 1999-09-28 | Grapha-Holding Ag | Process and device for conveying a stream of print shop products |
| AU755468B2 (en) | 1998-06-15 | 2002-12-12 | Ferag Ag | Apparatus for processing flexible, sheet-like products |
| DE19837095A1 (de) * | 1998-08-17 | 2000-02-24 | Weitmann & Konrad Fa | Bogenauslegevorrichtung |
| EP0985617B1 (fr) * | 1998-09-04 | 2002-11-27 | Ferag AG | Dispositif de transport d'articles plats, flexibles, arrivant en formation d'écaille de poisson |
| EP1227052B1 (fr) * | 2001-01-24 | 2004-08-11 | Ferag AG | Procédé et dispositif pour changer la position de saisie des objets plats, convoyés par des pinces |
| CH705026A2 (de) * | 2011-05-16 | 2012-11-30 | Ferag Ag | Einrichtung und Verfahren zur Erzeugung eines lückenlosen Schuppenstromes aus flächigen Produkteinheiten, insbesondere Druckprodukten. |
| CN116177270B (zh) * | 2023-05-04 | 2023-07-07 | 常州宏业包装材料有限公司 | 一种瓦楞纸板翻板机 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3417053A1 (de) * | 1983-06-09 | 1984-12-13 | Ferag AG, Hinwil, Zürich | Verfahren und vorrichtung zum zwischenspeichern von in einem schuppenstrom anfallenden druckprodukten, wie zeitungen, zeitschriften o.dgl. |
| DE3404459A1 (de) * | 1984-02-08 | 1985-08-14 | Frankenthal Ag Albert | Verfahren und vorrichtung zur auslage bogenfoermiger produkte in form eines schuppenstromes |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3642274A (en) * | 1970-08-07 | 1972-02-15 | Francis Walter Herrington | Sheet-supporting assembly for an inverter roll |
| CH644816A5 (de) * | 1980-02-08 | 1984-08-31 | Ferag Ag | Foerdereinrichtung, inbesondere fuer druckprodukte, mit an einem umlaufenden zugorgan verankerten greifzangen. |
| CH652105A5 (de) * | 1981-07-15 | 1985-10-31 | Grapha Holding Ag | Verfahren und vorrichtung zum speichern von druckbogen. |
| CH657114A5 (de) * | 1982-06-02 | 1986-08-15 | Ferag Ag | Verfahren und vorrichtung zum verarbeiten von in einer schuppenformation anfallenden flaechigen erzeugnissen, insbesondere druckprodukten. |
| CH660171A5 (de) * | 1983-06-09 | 1987-03-31 | Ferag Ag | Verfahren und vorrichtung zum zwischenspeichern von in einem schuppenstrom anfallenden druckprodukten, wie zeitungen, zeitschriften oder dgl. |
| JPS606548A (ja) * | 1983-06-24 | 1985-01-14 | Kitagawa Seiki Kk | 板状物の反転機構 |
| US4566687A (en) * | 1984-05-11 | 1986-01-28 | Custom-Bilt Machinery, Inc. | Transferring newspapers or the like from a moving belt to a series of clamps |
-
1987
- 1987-04-08 EP EP87105170A patent/EP0242702B1/fr not_active Expired
- 1987-04-08 AT AT87105170T patent/ATE46489T1/de active
- 1987-04-08 DE DE8787105170T patent/DE3760577D1/de not_active Expired
- 1987-04-13 US US07/037,960 patent/US4896874A/en not_active Expired - Fee Related
- 1987-04-14 JP JP62091843A patent/JP2538243B2/ja not_active Expired - Lifetime
- 1987-04-16 CA CA000534894A patent/CA1282365C/fr not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3417053A1 (de) * | 1983-06-09 | 1984-12-13 | Ferag AG, Hinwil, Zürich | Verfahren und vorrichtung zum zwischenspeichern von in einem schuppenstrom anfallenden druckprodukten, wie zeitungen, zeitschriften o.dgl. |
| DE3404459A1 (de) * | 1984-02-08 | 1985-08-14 | Frankenthal Ag Albert | Verfahren und vorrichtung zur auslage bogenfoermiger produkte in form eines schuppenstromes |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0330868A1 (fr) * | 1988-03-03 | 1989-09-06 | Ferag AG | Procédé et dispositif d'évacuation de produits imprimés, qui sont amenés en formation en écailles |
| US4953847A (en) * | 1988-03-03 | 1990-09-04 | Ferag Ag | Method of and apparatus for outfeeding printed products arriving in an imbricated formation |
| EP0754642A3 (fr) * | 1995-07-20 | 1997-08-27 | Heidelberger Druckmasch Ag | Dispositif de sortie de produits en forme de feuille |
| CH692617A5 (de) * | 1998-02-27 | 2002-08-30 | Ferag Ag | Vorrichtung zum Verarbeiten von flexiblen, flächigen Erzeugnissen. |
| EP2243734A1 (fr) * | 2009-04-23 | 2010-10-27 | Müller Martini Holding AG | Procédé de retournement de produits d'impression transportés sur une trajectoire de transport dans un flux de transport |
| US8167112B2 (en) | 2009-04-23 | 2012-05-01 | Mueller Martini Holding Ag | Method and arrangement to turn print products conveyed in a flow along a conveying path |
| AU2010201530B2 (en) * | 2009-04-23 | 2014-05-01 | Muller Martini Holding Ag | Method to turn printed products transported in a transport stream on a transporting path |
| AU2010201530A8 (en) * | 2009-04-23 | 2014-05-15 | Muller Martini Holding Ag | Method to turn printed products transported in a transport stream on a transporting path |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2538243B2 (ja) | 1996-09-25 |
| DE3760577D1 (en) | 1989-10-26 |
| US4896874A (en) | 1990-01-30 |
| CA1282365C (fr) | 1991-04-02 |
| JPS62255340A (ja) | 1987-11-07 |
| EP0242702B1 (fr) | 1989-09-20 |
| ATE46489T1 (de) | 1989-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1232978B1 (fr) | Dispositif de transport pour assembler et transporter des feuilles imprimées déposées à cheval sur un premier convoyeur à chaine | |
| EP0013920B1 (fr) | Dispositif pour alimenter un transporteur en objets plats en formation imbriquée, en particulier des produits imprimés | |
| CH630583A5 (de) | Vorrichtung zum wegfoerdern von in einem schuppenstrom anfallenden flaechigen erzeugnissen, insbesondere druckprodukten. | |
| EP0208081B1 (fr) | Procédé et dispositif d'ouverture pour imprimés pliés de manière excentrée | |
| DE19731846A1 (de) | Vorrichtung zum Transportieren flacher Produkte zu Weiterverarbeitungseinrichtungen oder Auslagestationen | |
| EP0305671B1 (fr) | Convoyeur pour des imprimés et application du convoyeur | |
| EP0242702B1 (fr) | Procédé et dispositif pour tourner des objets plats | |
| DE3145491A1 (de) | "vorrichtung zum uebereinanderlegen von einzelnen flaechigen erzeugnissen, insbesondere druckprodukten" | |
| EP0368009A1 (fr) | Procédé et dispositif pour délivrer des articles d'imprimerie | |
| EP0564812B1 (fr) | Procédé et dispositif pour ouvrir des produits d'imprimerie pliés | |
| EP0754642B1 (fr) | Méthode et dispositif de sortie de produits en forme de feuille | |
| EP0407763B1 (fr) | Dispositif pour enlever des produits imprimés d'une roue à aubes entraînée en rotation faisant partie d'une machine d'impression | |
| EP0312755B1 (fr) | Convoyeur pour des produits plans amenés en continu, notamment d'imprimés | |
| EP0300171B1 (fr) | Dispositif de transport pour produits plats, en particulier des produits imprimés | |
| DE2832660C3 (de) | Vorrichtung zum gruppenweisen Abteilen von geschuppt übereinanderliegend geförderten Werkstücken | |
| EP0218804B1 (fr) | Dispositif pour reprendre et transférer des feuilles pliées d'un dispositif de transport | |
| EP0551055A2 (fr) | Procédé et dispositif pour assembler des imprimés | |
| EP0307889A2 (fr) | Dispositif pour émettre des imprimés à partir des roues à aubes d'une plieuse | |
| EP0647582A1 (fr) | Dispositif pour ouvrir et transporter des produits imprimés | |
| EP0518064B1 (fr) | Procédé et appareil pour la manutention de produits imprimés | |
| EP1072546B1 (fr) | Convoyeur pour assembler et traiter des produits imprimés | |
| EP0300170B1 (fr) | Procédé et dispositif de séparation de produits se chevauchant, en particulier de produits imprimés | |
| DE2104440C3 (de) | Vorrichtung zum Ablegen von ohne Überlappung hintereinander voranbewegten, flachen, schmiegsamen Werkstücken, z.B. Schlauchstücken | |
| EP2017209B1 (fr) | Procédé et dispositif pour transférer des produits imprimés transportés en formation imbriquée à un convoyeur sans fin muni de pinces | |
| DE1561141B2 (de) | Vorrichtung zum einfuehren von beilagen in gefaltete druckerzeugnisse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19871009 |
|
| 17Q | First examination report despatched |
Effective date: 19880718 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 46489 Country of ref document: AT Date of ref document: 19891015 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 3760577 Country of ref document: DE Date of ref document: 19891026 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 87105170.2 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960318 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960321 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19960322 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19970408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971231 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 87105170.2 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040331 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040408 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20040426 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: FERAG AG Free format text: FERAG AG#ZUERICHSTRASSE 74#8340 HINWIL (CH) -TRANSFER TO- FERAG AG#PATENTABTEILUNG Z. H. MARKUS FELIX ZUERICHSTRASSE 74#8340 HINWIL (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050408 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051101 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050408 |