EP0342470B1 - Gaut en particulier pour une boîte à gants contenant des substances radioactives et son procédé de fabrication - Google Patents
Gaut en particulier pour une boîte à gants contenant des substances radioactives et son procédé de fabrication Download PDFInfo
- Publication number
- EP0342470B1 EP0342470B1 EP89108251A EP89108251A EP0342470B1 EP 0342470 B1 EP0342470 B1 EP 0342470B1 EP 89108251 A EP89108251 A EP 89108251A EP 89108251 A EP89108251 A EP 89108251A EP 0342470 B1 EP0342470 B1 EP 0342470B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- synthetic rubber
- glove
- coating
- polyester urethane
- solvent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- G—PHYSICS
- G21—NUCLEAR PHYSICS; NUCLEAR ENGINEERING
- G21F—PROTECTION AGAINST X-RADIATION, GAMMA RADIATION, CORPUSCULAR RADIATION OR PARTICLE BOMBARDMENT; TREATING RADIOACTIVELY CONTAMINATED MATERIAL; DECONTAMINATION ARRANGEMENTS THEREFOR
- G21F3/00—Shielding characterised by its physical form, e.g. granules, or shape of the material
- G21F3/02—Clothing
- G21F3/035—Gloves
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D19/00—Gloves
- A41D19/0055—Plastic or rubber gloves
- A41D19/0058—Three-dimensional gloves
Definitions
- the invention relates to a glove according to the preamble of claim 1 and a method for producing a glove.
- Such a glove is known from US-A-3 883 749. It is used for surgical purposes and is produced with a molded body that runs out into a hand, which is repeatedly immersed in a mixture of the one-component polyester methane with a solvent consisting of dimetylacetamide and is then pulled out of this mixture.
- a mixture of the one-component polyester methane with a solvent consisting of dimetylacetamide can be used as the starting material for manufacturing the glove.
- the object of the invention is to create a glove with a glove body that is as thin and elastic as possible, but which is also protected against chemical decomposition.
- thermoplastic one-component polyester urethane based on an aromatic diisocyanate used for this glove is only soluble in organic solvents and results in a homogeneous, viscous honey or syrup-like solution. If a shaped body is immersed in this solution and pulled out again, the coating consisting of the solution can be dried on this shaped body by moving the shaped body in a warm air stream. From the molded body can then a glove made of polymerized polyester urethane is removed, the glove body of which not only does not have to have a supporting fabric and can be particularly thin, but whose glove body also has a particularly high tear resistance, high tear resistance and high puncture resistance. The tensile strength and elasticity are also extremely high.
- the synthetic rubber layer protects against the action of aggressive chemicals.
- Such a glove can be produced in a favorable manner in accordance with the method of claim 8.
- Claims 2 to 7 are directed to advantageous developments of the glove according to the invention and claims 9 to 14 are directed to advantageous developments of the method for producing a glove according to the invention.
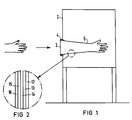
- FIG. 1 shows schematically a longitudinal section through a glove box.
- FIG. 2 schematically shows the cross section of the wall of the glove body of a glove according to the invention.
- the glove box has a wall 2 in which there is a housing opening 3.
- an outwardly projecting ring 4 is inserted, on which a gas-tight work glove 5 is seated on the outside of the housing wall 2.
- the glove body of the work glove 5 can have four interconnected layers 12 to 15 arranged from one side of the glove body to the other.
- the layer 12 on one side of the glove body consists of thermoplastic one-component polyester urethane based on an aromatic diisocyanate.
- the layer 13 following this layer 12 consists of synthetic rubber, the next layer 14 consists of a mixture of lead oxide and polychloroprene, the next layer 15 consists of synthetic rubber and the layer 16 on the other side of the glove body again consists of thermoplastic one-component polyester urethane based on an aromatic diisocyanate.
- the composite system consisting of layers 12 to 16 further improves the tear resistance, tear resistance, puncture resistance and elongation at break and tensile strength of the work glove.
- Layer 14 of lead oxide and polychloroprene shields radioactive rays, and layers 13 and 15 of synthetic rubber protect the thermoplastic polyester urethane of layers 12 and 16 from a decomposing chemical reaction with the lead in layer 14.
- the synthetic rubber from which the layers 13 and 15 consist is advantageously vulcanized.
- a 30% solution of a thermoplastic one-component polyester urethane based on an aromatic which is commercially available under the trade name "Impranil ENB-03" from Bayer, Leverkusen, is used.
- a solvent consisting of a mixture of dimethylformamide and methyl ethyl ketone in a ratio of 2: 1.
- the solvent mixture can also contain 20 to 30% toluene addition.
- a molded body that runs out into a hand is immersed in this solution and, with a polyester urethane coating, pulled out of the solution.
- the solvent is dried by drying e.g. expelled in a warm air stream while moving the molded body at 130 ° C. After this drying, there is a polyester urethane coating on the molded body, which corresponds, for example, to layer 12 in FIG.
- the molded body with the dried polyester urethane coating is then immersed in a solution of synthetic rubber and toluene as the solvent. After pulling out of this solution, the dried polyester urethane coating is provided on the molded body with a synthetic rubber coating, from which the solvent is expelled by drying in a hot air stream and which corresponds to layer 13 in FIG. 2.
- a connecting layer made of a mixture of polyurethane and synthetic rubber has also been formed, which ideally ensures that the layers 12 and 13 adhere to one another.
- the molded body is suspended in a suspension of lead oxide, polychloroprene and Toluene immersed and provided with a coating of a mixture of lead oxide and polychloroprene pulled out of the suspension.
- the toluene is then expelled from this coating by drying in a warm air stream.
- the coating of the mixture of lead oxide and polychloroprene corresponds to layer 14 in FIG. 2.
- the molded body is then immersed again in the solution of chlorosulfonated polyethylene and toluene as the solvent and, with an additional coating of chlorosulfonated polyethylene, drawn out of the solution.
- the solvent is then expelled again from this chlorosulfonated polyethylene by drying.
- This dried additional coating made of chlorosulfonated polyethylene corresponds to layer 15 in FIG. 2.
- the molded body with the coatings on it is then introduced into a vulcanizing furnace, in which the coatings consisting of synthetic rubber are vulcanized in air at elevated temperature and pressure.
- the molded body After vulcanization, the molded body is finally immersed again in the solution of the one-component thermoplastic polyester based on an aromatic diisocyanate in the solvent consisting of the mixture of dimethylformamide and methyl ethyl ketone with the addition of toluene and pulled out of the solution provided with a polyester urethane coating. After drying by expelling the solvent from this polyester urethane coating in a warm air stream, this polyester urethane coating corresponds to layer 16 in FIG. 2.
- the finished glove can then be removed from the molded body and attached, for example, to the glove box according to FIG. 1.
- the wall thickness of the glove body can be between 0.4 and 0.9 mm.
- the layers 12 to 16 can each have a thickness of 0.05 to 0.4 mm. The layers 12 to 16 adhere well to one another.
- a glove body with the layers 12 and 13 in FIG. 2 is sufficient. Since the connection layer made of polyester urethane and synthetic rubber is located between these layers 12 and 13, such a glove body can not only be extremely thin be executed, but this glove body is also extremely gas-tight. Furthermore, the glove body has a high tear, tensile and puncture resistance.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- High Energy & Nuclear Physics (AREA)
- Gloves (AREA)
- Laminated Bodies (AREA)
- Moulding By Coating Moulds (AREA)
- Manipulator (AREA)
Claims (14)
caractérisé en ce que
la pièce de gant comporte, au moins d'un côté, une couche en caoutchouc de synthèse, ayant une couche de liaison avec la pièce de gant et constituée en un mélange du polyesteruréthane et du caoutchouc de synthèse.
caractérisé en ce que
sur la couche de caoutchouc de synthèse, se trouve une autre couche en un mélange d'oxyde de plomb et de polychloroprène, qui est munie à son tour d'un revêtement supplémentaire en caoutchouc de synthèse.
caractérisé en ce que
sur le revêtement supplémentaire en caoutchouc de synthèse, est appliqué un revêtement superficiel, dépourvu de tissu de support, en polyesteruréthane thermoplastique à un seul constituant et à base d'un diisocyanate aromatique et ayant une couche de liaison avec le revêtement supplémentaire en caoutchouc synthétique, constituée en un mélange du polyesteruréthane et du caoutchouc de synthèse.
caractérisé en ce que
le caoutchouc de synthèse est du polyéthylène chlorosulfoné.
caractérisé en ce que
le caoutchouc de synthèse est du caoutchouc éthylène-propylène insaturé.
caractérisé en ce que
le caoutchouc de synthèse est vulcanisé.
caractérisé en ce
qu'à l'extrémité ouverte du gant est raccordée une ouverture ménagée dans le boitier d'une boîte à gants.
caractérisé en ce
qu'il consiste à plonger un corps moulé se terminant sous la forme d'une main dans une solution du polyesteruréthane thermoplastique à un seul constituant dans un solvant constitué d'un mélange de diméthylformamide et de méthyléthylcétone, et à le retirer de la solution, muni d'un revêtement en polyesteruréthane, à évacuer ensuite le solvant du revêtement de polyesteruréthane par séchage, à tremper le corps moulé, après le séchage du revêtement de polyesteruréthane, dans une solution constituée du caoutchouc de synthèse et de toluène comme solvant et à le retirer de la solution, muni d'un revêtement de caoutchouc de synthèse et à évacuer ensuite le solvant du revêtement de caoutchouc de synthèse par séchage.
caractérisé en ce
qu'il consiste à utiliser le solvant constitué d'un mélange de diméthylformamide et de méthyléthylcétone avec une addition de toluène.
caractérisé en ce
qu'il consiste à plonger le corps moulé, après le séchage du revêtement en caoutchouc de synthèse, dans une suspension constituée d'oxyde de plomb, du polychloroprène et de toluène, et à le retirer de la suspension munie d'un revêtement en un mélange d'oxyde de plomb et de polychloroprène et à évacuer ensuite le toluène de ce revêtement par séchage.
caractérisé en ce
qu'il consiste à plonger le corps moulé, après le séchage du revêtement constitué du mélange d'oxyde de plomb et de polychloroprène, dans une solution constituée du caoutchouc de synthèse dans du toluène servant de solvant et à le retirer de la solution muni d'un revêtement supplémentaire en caoutchouc de synthèse et à évacuer ensuite le solvant de ce caoutchouc de synthèse par séchage.
caractérisé en ce
qu'il consiste à vulcaniser le revêtement en caoutchouc de synthèse et le revêtement supplémentaire en caoutchouc de synthèse après le séchage.
caractérisé en ce
qu'il consiste à plonger le corps moulé, après le séchage du revêtement supplémentaire en caoutchouc de synthèse dans une solution du polyesteruréthane dans un solvant constitué d'un mélange de diméthylformamide et de méthyléthylcétone et à le retirer de la solution, muni d'un revêtement de polyesteruréthane et à évacuer ensuite le solvant du revêtement de polyesteruréthane par séchage.
caractérisé en ce
qu'il consiste à utiliser le solvant constitué d'un mélange de diméthylformamide et de méthyléthylcétone avec une addition de toluène.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3816951 | 1988-05-18 | ||
| DE3816951 | 1988-05-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0342470A1 EP0342470A1 (fr) | 1989-11-23 |
| EP0342470B1 true EP0342470B1 (fr) | 1992-04-15 |
Family
ID=6354637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89108251A Expired - Lifetime EP0342470B1 (fr) | 1988-05-18 | 1989-05-08 | Gaut en particulier pour une boîte à gants contenant des substances radioactives et son procédé de fabrication |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5165114A (fr) |
| EP (1) | EP0342470B1 (fr) |
| JP (1) | JPH0248910A (fr) |
| DE (1) | DE58901139D1 (fr) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0816750B2 (ja) * | 1991-08-26 | 1996-02-21 | セイコーエプソン株式会社 | 液晶表示装置 |
| WO1994014589A1 (fr) * | 1992-12-24 | 1994-07-07 | Smith & Nephew Plc | Moulage par injection |
| WO1996031856A1 (fr) * | 1995-04-06 | 1996-10-10 | The Regents Of The University Of California | Materiaux-ecran permettant la detection des perforations |
| US5761743A (en) * | 1996-06-28 | 1998-06-09 | Marmon Holdings, Inc. | Finger cot and method of manufacturing finger cot |
| FR2777163B1 (fr) * | 1998-04-08 | 2000-06-09 | Piercan Sa | Gant souple et etanche |
| US6347408B1 (en) | 1998-11-05 | 2002-02-19 | Allegiance Corporation | Powder-free gloves having a coating containing cross-linked polyurethane and silicone and method of making the same |
| JP2007255946A (ja) * | 2006-03-20 | 2007-10-04 | Mitsui Eng & Shipbuild Co Ltd | グローブボックス用グローブ |
| RU2358627C2 (ru) * | 2007-07-31 | 2009-06-20 | Открытое акционерное общество "Научно-исследовательский институт резиновых и латексных изделий" (ОАО "НИИР") | Резиновая композиция и изделия, полученные на ее основе, и способ их изготовления |
| CN101591457B (zh) * | 2009-04-24 | 2012-05-23 | 中国核动力研究设计院 | 橡胶基柔性屏蔽材料及其制备工艺 |
| CN111452094B (zh) * | 2020-03-26 | 2023-04-07 | 上海微纳国际贸易有限公司 | 一种存在压差工况下的操作方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2312921A (en) * | 1941-10-17 | 1943-03-02 | Wolf X Ray Products Inc | X-ray-proof glove |
| US2367446A (en) * | 1941-11-13 | 1945-01-16 | Louis J Strobino | Process for making flexible protective shields |
| US3025403A (en) * | 1959-02-11 | 1962-03-13 | Charleston Rubber Company | Seamless article |
| US3200085A (en) * | 1959-03-02 | 1965-08-10 | Arthur L Barber Jr | Radiation barrier material and method of making the same |
| US3045121A (en) * | 1959-04-07 | 1962-07-17 | Charles W Leguillon | X-ray protective shields |
| DE1142832B (de) * | 1959-12-22 | 1963-01-31 | Teroson Werk Erich Ross | Verfahren zur Herstellung von Schutzkleidung, insbesondere Handschuhen |
| GB926238A (en) * | 1961-03-07 | 1963-05-15 | Veedip Ltd | Manufacture of flexible articles or materials of polymeric organic materials containing heavy metals such as lead |
| US3609372A (en) * | 1963-06-04 | 1971-09-28 | Marxen Friedrich | Shaped polymeric shield against neutron and gamma radiation |
| FR1384603A (fr) * | 1963-06-07 | 1965-01-08 | Pneumatiques, Caoutchouc Manufacture Et Plastiques Kleber-Colombes | Mélange de polyéthylène et de composés du plomb |
| US3382138A (en) * | 1964-11-04 | 1968-05-07 | Internat Latex & Chemical Corp | Process and articles involving codeposition of latex and polyurethane |
| GB1203727A (en) * | 1968-02-21 | 1970-09-03 | Bp Chem Int Ltd | Lead-filled polyurethane foams |
| US3883749A (en) * | 1972-08-15 | 1975-05-13 | Arco Nuclear Co | Radio opaque gloves |
| FR2448307A1 (fr) * | 1979-02-12 | 1980-09-05 | Hutchinson Mapa | Perfectionnements apportes aux gants de protection, notamment pour electriciens, et a leurs procedes de fabrication |
| DE3201976A1 (de) * | 1982-01-22 | 1983-08-04 | Alkem Gmbh, 6450 Hanau | Handschuhkasten |
| US4441213A (en) * | 1982-06-07 | 1984-04-10 | Northern Telecom Limited | Flexible tear resistant protective glove for use on high voltage systems |
| JPS6088544A (ja) * | 1983-10-22 | 1985-05-18 | レイテック株式会社 | プラスチツク手袋の製造方法及びプラスチツク手袋 |
| JPS61146802A (ja) * | 1984-12-21 | 1986-07-04 | ダイヤゴム株式会社 | 透湿性且つ耐油性作業用手袋およびその製造方法 |
| US4785479A (en) * | 1987-11-23 | 1988-11-22 | Towa Glove Co., Ltd. | Glove and the method of making the same |
-
1989
- 1989-05-08 EP EP89108251A patent/EP0342470B1/fr not_active Expired - Lifetime
- 1989-05-08 DE DE8989108251T patent/DE58901139D1/de not_active Expired - Lifetime
- 1989-05-15 JP JP1121304A patent/JPH0248910A/ja active Pending
-
1992
- 1992-03-04 US US07/846,732 patent/US5165114A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE58901139D1 (de) | 1992-05-21 |
| EP0342470A1 (fr) | 1989-11-23 |
| US5165114A (en) | 1992-11-24 |
| JPH0248910A (ja) | 1990-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0342470B1 (fr) | Gaut en particulier pour une boîte à gants contenant des substances radioactives et son procédé de fabrication | |
| DE1586651A1 (de) | Mehrlagige Wandung fuer Fluessigkeitsbehaelter | |
| DE60007067T2 (de) | Verfahren zum herstellen einer klebemittelbehandelten faserkordel aus polyester | |
| DE2628462B2 (de) | Gummihandschuh und Verfahren zu seiner Herstellung | |
| DE1178998B (de) | Verfahren zur Herstellung von mit Fasern oder Geweben verstaerkten elastomeren Formkoerpern | |
| DE2555173A1 (de) | Laminierter behaelter | |
| DE7717997U1 (de) | Schlauchreifen fuer fahrraeder | |
| EP1256512A2 (fr) | Elément de renforcement d'un corps creux, notamment poutre de véhicule automobile | |
| DE1505062A1 (de) | Leichtwulst fuer Luftreifen | |
| DE2550664C3 (de) | Verfahren zum Herstellen eines druckmittelfiihrenden Schlauches | |
| DE1905930A1 (de) | Verfahren zum Giessen verstaerkter Gegenstaende | |
| DE2700184B2 (de) | Verfahren zur Herstellung eines Rohres | |
| DE1544786C3 (de) | Verfahren zur Verbesserung der Haftung von Naturkautschuk und synthetischen Elastomeren an Glasfasern | |
| WO1991004432A1 (fr) | Tuyau | |
| DE102016004311A1 (de) | Verfahren zum Herstellen einer Polstervorrichtung für ein Tragegurtsystem für ein Atemgerät, Polstervorrichtung, Tragegurtsystem und Atemgerät | |
| EP0161509B1 (fr) | Procédé pour la fabrication des tubes de caoutchouc vulcanisé | |
| DE919741C (de) | Saeurebestaendiger Druck- und Saugschlauch | |
| DE1925852A1 (de) | Ballonkatheter | |
| DE202004000533U1 (de) | Armierter Polymerschlauch und Vorrichtung zur Herstellung | |
| DE897398C (de) | Verfahren zur Verbesserung der Eigenschaften von Gebilden aus linearen hochpolymerenPolyamiden, Polyestern, Polyharnstoffen, Polyurethanen u. dgl. | |
| DE2145157A1 (de) | Polyurethanverbindung | |
| DE2215399A1 (de) | Gewebe für Schutzplanen oder ähnliche Verwendungszwecke | |
| DD269975A3 (de) | Verfahren zum innengummieren von gewebeschlaeuchen | |
| DE1224033B (de) | Verfahren zur Herstellung von festen, offenzelligen Polyurethanschaumstoffen | |
| DE1629344A1 (de) | Herstellung von flexiblen Hohlgegenstaenden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19891219 |
|
| 17Q | First examination report despatched |
Effective date: 19910625 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 58901139 Country of ref document: DE Date of ref document: 19920521 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19950511 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19950522 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950720 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19960419 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19960531 |
|
| BERE | Be: lapsed |
Owner name: SIEMENS A.G. Effective date: 19960531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19970131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19970508 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970508 |