EP0366936B1 - Verfahren und Vorrichtung zum Herstellen von hochverdichteten zylindrischen Presslingen aus losem Halmgut - Google Patents
Verfahren und Vorrichtung zum Herstellen von hochverdichteten zylindrischen Presslingen aus losem Halmgut Download PDFInfo
- Publication number
- EP0366936B1 EP0366936B1 EP89118023A EP89118023A EP0366936B1 EP 0366936 B1 EP0366936 B1 EP 0366936B1 EP 89118023 A EP89118023 A EP 89118023A EP 89118023 A EP89118023 A EP 89118023A EP 0366936 B1 EP0366936 B1 EP 0366936B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressed strand
- strand
- feed
- binding
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 19
- 238000004804 winding Methods 0.000 claims description 47
- 238000005520 cutting process Methods 0.000 claims description 28
- 239000000463 material Substances 0.000 claims description 19
- 238000003825 pressing Methods 0.000 claims description 12
- 239000010902 straw Substances 0.000 claims description 10
- 238000005259 measurement Methods 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 230000004323 axial length Effects 0.000 claims description 2
- 230000007246 mechanism Effects 0.000 claims description 2
- 239000011230 binding agent Substances 0.000 description 25
- 238000000926 separation method Methods 0.000 description 9
- 238000001125 extrusion Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 238000010276 construction Methods 0.000 description 5
- 230000033001 locomotion Effects 0.000 description 4
- 230000000875 corresponding effect Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000004460 silage Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 238000003306 harvesting Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 230000001960 triggered effect Effects 0.000 description 2
- 239000004484 Briquette Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000004459 forage Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 238000009527 percussion Methods 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0005—Details of, or accessories for, presses; Auxiliary measures in connection with pressing for briquetting presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/22—Extrusion presses; Dies therefor
- B30B11/222—Extrusion presses; Dies therefor using several circumferentially spaced rollers, e.g. skewed rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/22—Extrusion presses; Dies therefor
- B30B11/227—Means for dividing the extruded material into briquets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3082—Presses specially adapted for particular purposes for baling; Compression boxes therefor with compression means other than rams performing a rectilinear movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3089—Extrusion presses
Definitions
- the invention relates to a method for producing high-density cylindrical compacts from loose stalk material, such as hay or straw, which is continuously taken up and compacted to form a rotating extrusion that flows continuously in the axial direction, with individual extrusion sections (compacts) from the front end of the extrusion in succession. be separated.
- the invention further relates to a collecting press working according to the winding principle for producing high-density cylindrical compacts from loose stalk material, such as hay or straw, or from other materials, in particular for carrying out the above-mentioned method, consisting of a front end formed by a plurality of swiveling press rollers open winding space to be loaded on the circumferential side to produce a press strand flowing out in axial and continuous feed on the open end face and a separating device for dividing the press strand into individual compacts.
- the invention is thus based on the previously known briquetting presses, the term "compact" used above being used for the highly compressed stalk crop briquettes produced by a briquetting press, which usually have a diameter of 10 to 15 cm and a length corresponding to this diameter.
- the density of such stalk briquettes is between 350 and 500 kg / m3, in extreme cases even around 800 kg / m3.
- a briquetting press of the type described in the introduction can be found, for example, in US Pat. No. 3,244,088.
- the changing room is e.g. formed by six press rolls, which can be pivoted with respect to the winding space axis.
- the winding space should have a slightly conical design in order to facilitate the exit of the rotating press strand which is continuously conveyed axially out of the winding space.
- the press strand emerging from the winding space is separated into individual briquettes directly behind the winding space by a separating device, the length of which in the exemplary embodiment shown can also be shorter than its diameter.
- a comparable briquetting press can be found in DE-A-1 176 418.
- the winding space is formed by four or five press rolls, which define a conical winding space and are subject to a positive drive.
- the wound material is continuously rotated out of the winding space and pressed into a cylinder, where it is braked by adjustable springs. Cylinders and springs rotate in the same sense and at the same speed as the material flow.
- Handy briquettes are then separated from the material strand, with the help of tear-off teeth that reach through the longitudinal slots of the cylinder jacket.
- the springs mentioned also serve the purpose in the Retain the remaining wrapping bale against the action of the tear teeth.
- DE-A1-36 09 631 also discloses a comparable briquetting press in which separating knives are successively pressed radially into the press strand emerging from the winding space, which protrude radially from a cutting wheel which is carried along by the knives from the feed of the press strand and thereby cuts compacts .
- the knives With this entrainment of the cutting wheel, the knives are pressed relatively slowly into the press strand, which is carried by two pairs of conveyor rollers for this purpose.
- the conveyor rollers thus form the abutment for the considerable pressure to be applied by the knives. This pressure is difficult to absorb by the conveyor rollers, since gaps must necessarily remain between the conveyor rollers, through which the stalk material of the press strand can be squeezed. This results in the risk of the press strand or the briquettes being dissolved.
- roller bale presses belong to a machine category to be distinguished from the briquetting presses. These presses, which are widely used in practice, produce roller bales that usually have a diameter of 100 to 150 cm and a dry matter density of only about 100 to 120 kg / m3.
- DE-A2-2 443 838 a discontinuously operating roll baler, in which the finished bale located in the wrapping room is wrapped several times with a binder, a thread or a mat made of net or film. The wrapped bale is removed from it by pivoting the rear part of the wrapping space housing; then the changing room is closed again. The machine must be brought to a standstill during setting and opening and closing of the changing room.
- EP-A3-0 268 002 discloses a continuously operating roller baler, the conical press space of which is formed by a plurality of press rolls, for example 16.
- the baling chamber which is open on the end face of larger diameter and is to be loaded on the circumferential side, is used to generate a press strand flowing out on the open end face in axial and continuous feed, the diameter of which corresponds to that of conventional roller bales.
- a cylindrical conveyor section Directly downstream of the exit from the press chamber is a cylindrical conveyor section, the jacket of which is formed by driven conveyor rollers, which are arranged with their axes of rotation parallel to one another and together define a conveyor channel, the diameter of which approximately corresponds to that of the press strand emerging axially from the press chamber.
- a binding device is provided for binding the press strand, which is still under radial pressure, during its axial advance with a binding agent fed between two of the said conveying rollers.
- a separating device Downstream of the binding device is a separating device, which can either be arranged in the area of the mentioned conveyor section or directly behind it.
- the invention is based on the object of developing a method and a device with which compacts, that is to say highly compressed stalk material briquettes, can be produced which are so dimensionally stable that the length of the compacts produced can optionally be a multiple of their diameter.
- This object is achieved with respect to the method in that for the production of dimensionally stable compacts with optionally different lengths, the extrusion still under radial pressure during its axial advance and before the separation of a compact with a binder supplied under tension, using the extrusion rotation and the - Feed is wrapped automatically.
- the object underlying the invention is achieved with respect to the device in that the winding space has approximately the same diameter over its axial length, and that in front of the separating device in the end region of the winding space, but at least immediately behind the winding space, a binding device for tying the press strand still under radial pressure during its axial feed with a binder supplied under tension as a thread, tape, net or film, made of plastic or other, for example feedable material is arranged, with a single winding unit being able to produce dimensionally stable compacts, the length of which corresponds approximately to their diameter (straw briquettes) or is a multiple of their diameter (compact rolls).
- a completely new product can thus be produced with the method according to the invention or the device according to the invention, which can be called a compact roll, which is also intended to be covered by the term "compact".
- This is a product which has the high density of the previously known stalk briquettes, but can be produced in a length of several meters due to the dimensional stability which has not previously been achievable, but surprisingly achieved according to the invention.
- the compact rolls consist of material that can be ensiled, such a compact roll can produce excellent silage as a result of the extensive opening of the straws, which is advantageous in terms of feeding technology and associated with pressing, and because of the density in the compact roll, which is about twice as high as in conventional chopped material silos.
- the silage quality can be further improved by connecting a processing device, for example a pair of squeeze rollers, upstream of the winding unit.
- a processing device for example a pair of squeeze rollers
- caps for example made of film or plastic
- machine-made "small silos" can be produced in the form of compact rolls.
- the wrapping briquettes or the compact rolls because of the tying that takes place before they are separated from the press strand, take away the possibility of loosening up during the severing or subsequent handling or even dissolve so that centrifugal forces and especially those when cutting or at the subsequent destructive influences that occur later are completely eliminated.
- the stalk length does not matter at all, which must not be less than a critical length in the known continuously operating winding briquetting presses because of the internal cohesion of the winding briquettes required for this, so that in particular briquetting of Grummet was practically impossible.
- the device according to the invention has a significantly higher throughput and thus a particularly advantageous increase in machine output for agriculture.
- the device it is particularly advantageous that one and the same machine can be used to produce either highly compressed stalk briquettes or highly compressed compact rolls of different lengths. Both options lead to a reduction in transport and storage space requirements to 1/3 to 1/4 of the values usual for roller bales. While in the discontinuously operating roller balers in one machine two wrapping units or other very complex solutions have to be used in order to achieve a continuous mode of operation, the machine according to the invention allows continuous operation with only a single wrapping unit.
- the solution according to the invention for the device with constant wrapping space diameter follows the opposite tendency, as is common today in roller baler construction. While according to the invention the size of the compacts can be varied by changing their length, the tendency has prevailed in roller baler construction with a single one Machine roll to produce bales that have different diameters with the same roll bale length.
- the separation of a compact takes place as a function of a measurement of the extruded strand feed that is carried out continuously. It is advantageous if the feed measurement mentioned is used to control the extrusion winding.
- the wrapping of the press strand is preferably carried out continuously helically, which is preferably designed according to the device in accordance with the invention such that the binding device arranged fixed to the frame automatically wraps the press strand continuously with the binder by the rotation and the advance of the press strand in a helical manner.
- the frame-mounted binding device which together with the axial advance of the press strand leads to the automatic, helical wrapping of the press strand, there is on the one hand a simple construction and on the other hand a low binder requirement, since the individual turns of the binder, especially when processing longer crops, have a corresponding effect Can keep distance from each other.
- a tape is used as a binder, there is the advantage that it can be wound with only a small distance in terms of its windings, so that there is practically a single-layer covering of the compact.
- the pressing strand is wrapped discontinuously using a binder, the width of which covers a substantial part of the length of the compact.
- the binder here can in particular be a mesh or a film. Because there is a dense coverage of the compact with the binder, this type of wrapping is particularly advantageous for particularly short crops.
- the binding device In order to avoid that the binding device continues to work unnecessarily in the event of failure of the press strand feed, it is advantageous if the wrapping of the press strand is interrupted if the press strand feed fails.
- the binding device can be switched off manually or automatically.
- the separating device In order to allow the separating device to interact harmoniously with the feed of the press strand, it is advantageous if the separating device consists of a pivotable separating element (rotating cutting disc, oscillating separating knife, double-knife cutting mechanism, chainsaw), which is coupled to the press strand during the separating process in such a way that that it participates in its feed, and its swiveling can be controlled in such a way that compacts of different lengths (straw briquettes, compact rolls) can be separated. Due to this running of the separating element with the press strand, there is no axial jamming between the separating element and the press strand. The separating element cuts into the pressed strand, which is kept in shape by the binding, while at the same time removing the binding, the binding of the separated compact being retained on the crop.
- a pivotable separating element rotating cutting disc, oscillating separating knife, double-knife cutting mechanism, chainsaw
- a trigger wheel driven by the feed of the press line can preferably be arranged in the axial plane of the press line, which carries circumferential star wheels which are arranged perpendicular to its plane and which carry the Start rotation of the press strand.
- a device which pivots the press rolls in dependence on the press pressure in the winding space, the control preferably taking place in dependence on the drive torque of the press.
- a removable elevator or a removable throwing device for conveying the crop briquettes can be arranged on the frame of the collecting press.
- These additional organs are only necessary if the stalk briquettes should not be thrown directly onto the ground.
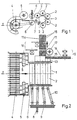
- the pick-up press shown in the examples of FIGS. 1, 2 and 3 consists (FIG. 1) of a winding unit 1 with a plurality of press rollers 2, which form the winding space 3 represented by the dash-dotted circular line.
- the straw material picked up by the collector 4 is fed to the winding space 3 via the feed screws 5, the pair of pre-press rollers 6 and the feed roller 7.
- the pressing rollers 2 are driven from the tractor PTO shaft 8, the chain drive 9 and the cardan shafts 10.
- the pressing rollers 2 are known from the device in a known manner as a function of the pressing pressure in the winding room in Fig. 2 drawn axially parallel position pivoted so that their axes are at an oblique angle to the winding space axis. For reasons of clarity, this pivoting of a few degrees is not shown. The pivoting takes place by rotating the bearing plate for the press rolls, which is rotatably arranged on one side of the winding space 3.
- the press rolls When the press rolls are pivoted, the tangentially supplied and compacted crop material in the winding space 3 is conveyed axially out of the winding space in the form of a continuously flowing rotating press strand 11 (FIG. 2).
- the press strand 11 is received by tubes or rollers 42 arranged on a frame-fixed frame (FIGS. 6 and 8).
- the binding device 12 is arranged immediately behind the changing space 3; it has the mechanically driven or loosely rotating guide rollers 13 (FIG. 2) driven by the rotating press strand 11, to which the binding agent, a thread or a narrow band 15 made of net or film is fed from a supply reel 14.
- the binding agent automatically and continuously wraps around the press strand 11.
- the helical binding depending on the speed and feed of the press strand 11 can be predetermined so that the tape edges overlap slightly.
- a separating device 16 for example by a pivoting and during the cutting process participating in the advance of the extrudate 11 rotating cutting disc 33 (Fig. 6 and 7) - in any length compacts (11 a in Fig. 2 or 11 b in Fig. 4) divided.
- the desired length of the compacts is set and measured using a release wheel 17 (see description of FIGS. 6 and 7).
- Fig. 3 shows a pick-up press, in which the binding device 12 is not arranged outside the winding space, but in the last part of the winding space itself. As a result, the guide rollers 13 (FIG. 2) can be saved .
- the guide rollers 13 arranged outside the wrapping space 3 it is possible to design the guide rollers 13 arranged outside the wrapping space 3 to be substantially longer than shown in FIG. 2, and the press strand 11 outside the wrapping space 3 in the case of roller balers known manner to wrap discontinuously with a wider binder 15, ie with a net or a film, the width of which covers a substantial part of the length of the compact 11 a, 11 b.
- a thread provided with barbs or a narrow band 15 made of net or film is used for binding.
- continuous swath picking such a binder 15 wraps the press strand 11 automatically and continuously without interruption.
- the binding device 12 is shown together with the separating device 16 in FIGS. 6 and 7.
- the binder 15 is fed from the supply reel 14 via brake rollers 20, the feed roller 21 and the driven feed roller 22 into the gap between the guide plate 23 and one of the guide rollers 13. If the supply of material is interrupted for a long time, ie if there is no axial extension of the press strand 11, the supply of the binder 15 is interrupted by pivoting the impact knife 24 (counterclockwise) about the axis 25 and simultaneously pivoting the pressure roller 26 (clockwise) around the axis 27 .
- the percussion knife 24 separates the part of the binder 15 enveloping the press strand from the end of the binder fed by the supply spool.
- the binding is reintroduced by pivoting the pressure roller 26 against the feed roller 22 wrapped in the binder 15.
- the fly knife 24 is simultaneously pivoted back into the position shown in FIG. 6.
- the binder preload can be set on the brake rollers 20 in a manner known per se. Start and interruption of the binding process can be controlled in the manner known for roller balers, not shown here, by mechanical or electromagnetic actuating means both manually by the tractor driver and automatically by the switching wheel 17.
- the release device 16 is triggered by the release wheel 17 (FIGS. 6 and 7). It consists here of a disk which can be freely rotated about the axis 27, on the periphery of which rotatable star wheels 28 are arranged perpendicularly to its plane, which engage in a form-fitting manner in the press strand 11 and record its rotary movement. Due to the press strand feed, the trigger wheel 17 is rotated about its axis 27, the respective angle of rotation being a measure of the length of the feed of the press strand 11. The triggering point and thus the length of the compact can be varied by attaching switching cams 29 at various points along its circumference, for example. The trigger wheel 17 can also be used to automatically switch the binding device 12 on and off.
- the switching cams 29 actuate a switch, which in turn sets the oil supply to the pivot cylinder 30 of the separating device 16 in motion via a hydraulic system, not shown here.
- the separating device 16 consists of a lever arm 32 which can be pivoted about the axis 31, at one end of which the pivot cylinder 30 and at the other end of which the hydraulically driven, constantly rotating cutting disc 33 are arranged (FIGS. 6 and 7).
- the swivel cylinder 30 When the swivel cylinder 30 is actuated, the cutting process begins with the engagement of the rotating cutting disk 33 in the rotating and bound and thus stabilized press strand 11. Because of the adhesion of the binder to the press strand, the binding is retained even after the severing.
- the cutting disc 33 is pivoted so far that the disc circumference has approximately reached the axis of the press strand, the cutting process is ended.
- the cutting disc 33 is Slidably mounted on the spline shaft 35 mounted in the lever 32, driven by the hydraulic motor 34, so that it is coupled to the press strand 11 during the separation process and participates in its advancing movement.
- the swivel cylinder 30 is relieved by the hydraulic system, so that the tension spring 37 swings the swivel arm 32 with the cutting disk 33 back into the starting position shown in FIG. 6.
- the cutting disc 33 is then returned by the force of the compression spring 36 to the initial position shown in FIG. 7 on the spline shaft 35.
- the separating device 16 is that the entire separating device, including its drive, is arranged separately from the winding space housing and is controlled such that it is coupled to the pressing strand 11 during the separating process and thus participates in the advance of the pressing strand 11.
- the separating device 16 is mounted on a carriage 38 which can be moved in two U-bars 39 of the machine frame in the direction of the extrusion feed.
- the carriage 38 is held in the rest position by two tension springs 40 or a hydraulic cylinder, not shown.
- the cutting disc 33 engages in the press strand 11, so that the carriage 38 takes part in the feed movement of the press strand 11 when the tension springs 40 are gradually tensioned.
- the cutting disc 33 releases the press strand 11, so that the carriage 38 is pulled back into its rest position by the springs 40.
- an additional, e.g. pivoting and rotating driving wheel 41 controlled by a cam disk are provided, which at the same time engages with the cutting disk 33 in the pressing strand and ensures the safe driving of the entire cutting device; 8 and 9, the driving wheel 41 is only indicated.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Apparatuses For Bulk Treatment Of Fruits And Vegetables And Apparatuses For Preparing Feeds (AREA)
- Threshing Machine Elements (AREA)
Description
- Die Erfindung betrifft ein verfahren zum Herstellen von hochverdichteten zylindrischen Preßlingen aus losem Halmgut, wie Heu oder Stroh, das kontinuierlich aufgenommen und zu einem rotierenden Preßstrang verdichtet wird, der kontinuierlich in axialer Richtung fließt, wobei von dem jeweils vorderen Preßstrangende nacheinander einzelne Preßstrangabschnitte (Preßlinge) abgetrennt werden.
- Die Erfindung betrifft ferner eine nach dem Wickelprinzip arbeitende Aufsammelpresse zum Herstellen von hochverdichteten zylindrischen Preßlingen aus losem Halmgut, wie Heu oder Stroh, oder aus anderen Materialien, insbesondere zur Durchführung des vorstehend genannten Verfahrens, bestehend aus einem durch mehrere verschwenkbare Preßwalzen gebildeten, an einer Stirnseite offenen, umfangsseitig zu beschickenden Wickelraum zur Erzeugung eines an der offenen Stirnseite in axialem und kontinuierlichem Vorschub ausfließenden Preßstranges und einer Trennvorrichtung zum Zerteilen des Preßstranges in einzelne Preßlinge.
- Die Erfindung geht somit aus von den vorbekannten Brikettierpressen, wobei die vorstehend verwendete Bezeichnung "Preßling" benutzt wird für die von einer Brikettierpresse hergestellten hochverdichteten Halmgutbriketts, die üblicherweise einen Durchmesser von 10 bis 15 cm und eine etwa diesem Durchmesser entsprechende Länge aufweisen. Die Dichte derartiger Halmgutbriketts liegt zwischen 350 und 500 kg/m³, im Extremfall sogar bei etwa 800 kg/m³.
- Eine Brikettierpresse der eingangs beschriebenen Art läßt sich beispielsweise der US-A-3,244,088 entnehmen. Der Wickelraum wird hier z.B. durch sechs Preßwalzen gebildet, die sich gegenüber der Wickelraumachse verschwenken lassen. Außerdem soll der Wickelraum eine leicht konische Ausbildung erhalten, um den Austritt des axial aus dem Wickelraum kontinuierlich geförderten, rotierenden Preßstranges zu erleichtern. Der aus dem Wickelraum austretende Preßstrang wird unmittelbar hinter dem Wickelraum durch eine Trennvorrichtung in einzelne Briketts zertrennt, deren Länge in dem dargestellten Ausführungsbeispiel auch kürzer sein kann als ihr Durchmesser.
- Eine vergleichbare Brikettierpresse läßt sich der DE-A-1 176 418 entnehmen. Hier wird der Wickelraum durch vier oder fünf Preßwalzen gebildet, die einen kegelförmigen Wickelraum definieren und einem Zwangsantrieb unterliegen. Infolge der kegelförmigen Erweiterung des Wickelraumes wird das aufgewickelte Gut fortlaufend drehend aus dem Wickelraum herausgeschoben und in einen Zylinder gedrückt, wo es durch einstellbare Federn gebremst wird. Zylinder und Federn drehen sich in gleichem Sinne und mit gleicher Drehzahl wie der Gutstrom. Von dem Gutstrang werden dann handliche Briketts abgetrennt und zwar mit Hilfe von Abreißzähnen, die durch Längsschlitze des Zylindermantels greifen. Beim Abreißvorgang dienen die genannten Federn zugleich dazu, den in der Wickelkammer verbleibenden Wickelballen entgegen der Wirkung der Abreißzähne zurückzuhalten.
- Auch die DE-A1-36 09 631 offenbart eine vergleichbare Brikettierpresse, bei der in den aus dem Wickelraum austretenden Preßstrang nacheinander Trennmesser radial eingedrückt werden, die von einem Schneidrad radial abstehen, das über die Messer vom Vorschub des Preßstranges mitgenommen wird und dabei Preßlinge abschneidet. Bei dieser Mitnahme des Schneidrades werden die Messer relativ langsam in den Preßstrang hineingedrückt, der hierzu von zwei Förderwalzenpaaren getragen wird. Die Förderwalzen bilden somit das Widerlager für den von den Messern aufzubringenden erheblichen Druck. Das Auffangen dieses Drucks durch die Förderwalzen ist schwierig, da zwischen den Förderwalzen notwendigerweise Zwischenräume verbleiben müssen, durch die das Halmgut des Preßstranges hindurchgequetscht werden kann. Hieraus resultiert die Gefahr der Auflösung des Preßstranges bzw. der Briketts.
- Allen diesen Brikettierverfahren bzw. -pressen gemeinsam ist folgender Nachteil: Infolge der Rotation des Preßstrangs und der dadurch auf das Halmgut einwirkenden Zentrifugalkräfte sowie infolge der vom Trennelement auf den Preßstrang ausgeübten Trennkräfte werden die Wickelbriketts vor allem an ihrer Oberfläche derart aufgelockert, daß sie sich beim Zertrennen, spätestens aber bei der nachfolgenden Handhabung weitgehend auflösen und daher für den Landwirt unbrauchbar sind. Aufgrund dieses Nachteils sind jahrzehntelang und weltweit in Wissenschaft und Industrie durchgeführte Entwicklungsarbeiten an kontinuierlich arbeitenden Aufsammel-Brikettierpressen oder Wickelvorrichtungen mit axial austretendem Preßstrang und anschließender Trennvorrichtung für diesen Preßstrang über das Versuchsstadium nicht hinausgekommen und schließlich in der Praxis ganz eingestellt worden.
- Zu einer von den Brikettierpressen zu unterscheidenden Maschinengattung gehören die sogenannten Großrollballen-Pressen. Diese in der Praxis weit verbreiteten Pressen erzeugen Rollballen, die üblicherweise einen Durchmesser von 100 bis 150 cm und eine Trockenmassendichte von nur etwa 100 bis 120 kg/m³ aufweisen. So offenbart z.B. die DE-A2-2 443 838 eine diskontinuierlich arbeitende Rollballenpresse, bei der der im Wickelraum befindliche fertige Ballen mit einem Bindemittel, einem Faden oder einer Matte aus Netz oder Folie mehrmals umwickelt wird. Durch Schwenken des hinteren Teils des Wickelraumgehäuses wird der umwickelte Ballen aus diesem entfernt; danach wird der Wickelraum wieder geschlossen. Während des Abbindens und des Öffnens und Schließens des Wickelraums muß die Maschine zum Stillstand gebracht werden.
- Die EP-A3-0 268 002 offenbart eine kontinuierlich arbeitende Rollballenpresse, deren kegelförmig ausgebildeter Preßraum durch eine Vielzahl von Preßwalzen, z.B. 16, gebildet ist. Der an seiner Stirnseite größeren Durchmessers offene, umfangsseitig zu beschickende Preßraum dient zur Erzeugung eines an der offenen Stirnseite in axialem und kontinuierlichem Vorschub ausfließenden Preßstranges, dessen Durchmesser dem herkömmlicher Rollballen entspricht. Dem Austritt aus dem Preßraum unmittelbar nachgeschaltet ist ein zylindrischer Förderabschnitt, dessen Mantel durch angetriebene Förderrollen gebildet ist, die mit ihren Drehachsen parallel zueinander angeordnet sind und gemeinsam einen Förderkanal definieren, dessen Durchmesser angenähert dem des kontinuierlich axial aus dem Preßraum austretenden Preßstrang entspricht. Hinter dem Preßraum und im Bereich des Förderabschnitts ist eine Bindeeinrichtung vorgesehen zum Umbinden des noch unter Radialdruck stehenden Preßstranges während seines axialen Vorschubes mit einem zwischen zwei der genannten Förderrollen zugeführten Bindemittel. Der Bindeeinrichtung nachgeschaltet ist eine Trennvorrichtung, die entweder noch im Bereich des genannten Förderabschnitts oder aber unmittelbar hinter diesem angeordnet sein kann.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren sowie eine Vorrichtung zu entwickeln, mit denen sich Preßlinge, also hochverdichtete Halmgutbriketts herstellen lassen, die so formbeständig sind, daß wahlweise die Länge der hergestellten Preßlinge ein Vielfaches ihres Durchmessers betragen kann.
- Diese Aufgabe wird erfindungsgemäß hinsichtlich des Verfahrens dadurch gelöst, daß zur Erzeugung formbeständiger Preßlinge mit wahlweise unterschiedlicher Länge der noch unter Radialdruck stehende Preßstrang während seines axialen Vorschubes und vor dem Abtrennen eines Preßlinges mit einem unter Spannung zugeführten Bindemittel unter Ausnutzung der Preßstrang-Rotation und des -Vorschubes selbsttätig umwickelt wird.
- Die der Erfindung zugrundeliegende Aufgabe wird hinsichtlich der Vorrichtung dadurch gelöst, daß der Wickelraum über seine Axiallänge angenähert gleichen Durchmesser aufweist, und daß vor der Trennvorrichtung im Endbereich des Wickelraumes, zumindest aber unmittelbar hinter dem Wickelraum eine Bindeeinrichtung zum Umbinden des noch unter Radialdruck stehenden Preßstranges während seines axialen Vorschubes mit einem unter Spannung zugeführten Bindemittel als Faden, Band, Netz oder Folie, aus Kunststoff oder anderem, z.B. verfütterbarem Material angeordnet ist, wobei mit einem einzigen Wickelaggregat formbeständige Preßlinge herstellbar sind, deren Länge etwa ihrem Durchmesser entspricht (Halmgutbriketts) oder aber ein Vielfaches ihres Durchmessers beträgt (Kompaktrollen).
- Mit dem erfindungsgemäßen Verfahren bzw. der erfindungsgemäßen Vorrichtung läßt sich somit ein völlig neues Produkt herstellen, das als Kompaktrolle bezeichnet werden kann, die ebenfalls durch den Begriff "Preßling" erfaßt sein soll. Es handelt sich hier um ein Produkt, das die hohe Dichte der vorbekannten Halmgutbriketts aufweist, aber aufgrund der bisher nicht erzielbaren, erfindungsgemäß aber überraschend erreichten Formbeständigkeit in einer Länge von mehreren Metern herstellbar ist. Bestehen die Kompaktrollen aus silierfähigem Gut, so kann in einer solchen Kompaktrolle infolge des fütterungstechnisch günstigen, mit dem Pressen verbundenen weitgehenden Aufschließens der Halme und infolge der in der Kompaktrolle etwa doppelt so hohen Dichte wie in üblichen Häckselgut-Silos hervorragende Silage erzeugt werden. Durch Vorschalten einer Aufbereitungsvorrichtung, z.B. eines Quetschwalzenpaares, vor das Wickelaggregat läßt sich die Silagequalität noch weiter verbessern. Durch Umbinden des Preßstranges mit Folie und durch Anbringen von Kappen, z.B. aus Folie oder Kunststoff, an beiden Stirnseiten des Preßlings und innerhalb der Maschine können maschinell erzeugte "Kleinstsilos" in Form von Kompaktrollen hergestellt werden. Für die Halmfutterernte lassen sich damit infolge der erreichbaren hohen Preßdichte völlig neue Verfahren schaffen: Wesentliche Reduzierung des Transport- und Lagerraumbedarfs; Transport von Kompaktrollen aus Stroh zu Verbrennungszwecken auf weite Entfernungen; neue verlust- und raumsparende Heuernte und Silagebereitung. Längere Kompaktrollen lassen sich aber auch für Bauzwecke, insbesondere auch in Entwicklungsländern verwenden.
- Aufgrund des während seines axialen Vorschubes stattfindenden Umbindens des Preßstranges ergeben sich eine Reihe von wesentlichen Vorteilen: Den Wickelbriketts bzw. den Kompaktrollen wird wegen des noch vor ihrem Abtrennen vom Preßstrang erfolgenden Umbindens die Möglichkeit genommen, sich beim Abtrennen oder bei der nachfolgenden Handhabung aufzulockern bzw. sogar aufzulösen, so daß Zentrifugalkräfte und insbesondere die beim Zertrennen oder bei der späteren Weiterverarbeitung auftretenden zerstörenden Einflüsse völlig eliminiert sind. Außerdem spielt die Halmlänge überhaupt keine Rolle, die bei den bekannten kontinuierlich arbeitenden Wickelbrikettierpressen wegen des bei diesen erforderlichen inneren Zusammenhalts der Wickelbriketts eine kritische Länge nicht unterschreiten darf, so daß insbesondere ein Brikettieren von Grummet praktisch unmöglich war. Auch konnten bisher Halmgutarten, wie z.B. Stroh, überhaupt nicht verarbeitet werden, während sich erfindungsgemäß auch aus diesem Material formbeständige Preßlinge erzeugen lassen. Da die Preßlinge überdies auch einen wesentlich größeren Durchmesser aufweisen können als die bisher bekanntgewordenen Wickelbriketts, ergibt sich für die erfindungsgemäße Vorrichtung ein wesentlich größerer Durchsatz und damit eine für die Landwirtschaft besonders vorteilhafte Erhöhung der Maschinenleistung.
- Vorrichtungsmäßig ist es besonders vorteilhaft, daß sich mit ein-und derselben Maschine wahlweise hochverdichtete Halmgutbriketts oder aber hochverdichtete Kompaktrollen unterschiedlicher Länge herstellen lassen. Beide Möglichkeiten führen zu einer Reduzierung des Transport- und Lagerraumbedarfs auf 1/3 bis 1/4 der für Rollballen üblichen Werte. Während bei den diskontinuierlich arbeitenden Rollballenpressen in einer Maschine zwei Wickelaggregate oder andere sehr aufwendige Lösungen verwendet werden müssen, um eine kontinuierliche Arbeitsweise zu erreichen, erlaubt die erfindungsgemäße Maschine eine kontinuierliche Arbeitsweise mit nur einem einzigen Wickelaggregat. Dabei folgt die erfindungsgemäße Lösung für die Vorrichtung mit konstantem Wickelraumdurchmesser der umgekehrten Tendenz, wie sie heute im Rollballenpressenbau üblich ist. Während erfindungsgemäß die Größe der Preßlinge durch Verändern ihrer Länge variiert werden kann, hat sich im Rollballenpressenbau die Tendenz durchgesetzt, mit einer einzigen Maschine Rollballen zu erzeugen, die bei gleichbleibender Rollballenlänge verschieden große Durchmesser aufweisen.
- Erfindungsgemäß ist es zweckmäßig, wenn die Abtrennung eines Preßlinges in Abhängigkeit von einer ständig durchgeführten Messung des Preßstrangvorschubes erfolgt. Dabei ist es vorteilhaft, wenn die genannte Vorschubmessung zur Steuerung der Preßstrangumwicklung verwendet wird.
- Das Umwickeln des Preßstranges erfolgt vorzugsweise kontinuierlich schraubenlinienförmig, was vorrichtungsmäßig erfindungsgemäß vorzugsweise so gestaltet wird, daß die rahmenfest angeordnete Bindeeinrichtung den Preßstrang kontinuierlich mit dem Bindemittel durch die Rotation und den Vorschub des Preßstranges selbsttätig schraubenlinienförmig umwickelt. Wegen der rahmenfest angeordneten Bindeeinrichtung, die zusammen mit dem axialen Vorschub des Preßstranges zum selbsttätigen, schraubenlinienförmigen Umwickeln des Preßstranges führt, ergibt sich einerseits eine einfache Konstruktion und andererseits ein geringer Bindemittelbedarf, da die einzelnen Windungen des Bindemittels insbesondere bei der Verarbeitung von längerem Halmgut einen entsprechenden Abstand voneinander einhalten können. Im Falle der Verwendung von einem Band als Bindemittel ergibt sich der Vorteil, daß dieses hinsichtlich seiner Windungen mit nur geringem Abstand gewickelt werden kann, so daß sich praktisch eine einlagige Umhüllung des Preßlings ergibt.
- Erfindungsgemäß ist es aber auch möglich, daß das Umwickeln des Preßstranges diskontinuierlich erfolgt unter Verwendung eines Bindemittels, dessen Breite einen wesentlichen Teil der Länge des Preßlings überdeckt. Das Bindemittel kann hier insbesondere ein Netz oder eine Folie sein. Da sich hierbei eine dichte Überdeckung des Preßlings mit dem Bindemittel ergibt, ist diese Art der Umwicklung insbesondere bei besonders kurzem Halmgut von Vorteil.
- Um zu vermeiden, daß die Bindeeinrichtung bei Ausfall des Preßstrangvorschubs unnötig weiterarbeitet, ist es vorteilhaft, wenn das Umwickeln des Preßstranges bei Ausfall des Preßstrangvorschubes unterbrochen wird. Hierfür kann die Bindeeinrichtung von Hand oder automatisch abschaltbar sein.
- Um die Trennvorrichtung harmonisch mit dem Vorschub des Preßstrangs zusammenwirken zu lassen, ist es vorteilhaft, wenn die Trennvorrichtung aus einem einschwenkbaren Trennelement (rotierende Trennscheibe, oszillierendes Trennmesser, Doppelmesser-Schneidwerk, Kettensäge) besteht, das während des Trennvorgangs mit dem Preßstrang derart gekoppelt ist, daß es an seinem Vorschub teilnimmt, und dessen Einschwenken so steuerbar ist, daß wahlweise Preßlinge unterschiedlicher Länge (Halmgutbriketts, Kompaktrollen) abtrennbar sind. Aufgrund dieses Mitlaufens des Trennelements mit dem Preßstrang ergibt sich keine axiale Verklemmung zwischen Trennelement und Preßstrang. Das Trennelement schneidet in den durch die Umbindung formbeständig gehaltenen Preßstrang unter gleichzeitiger Abtrennung der Umbindung ein, wobei die Umbindung über dem abgetrennten Preßling in ihrer Haftung am Halmgut erhalten bleibt.
- Zur Ermittlung des Preßstrang-Vorschubs für das Auslösen der Trennvorrichtung und/oder die Steuerung der Bindeeinrichtung kann vorzugsweise ein durch den Vorschub des Preßstranges angetriebenes Auslöserad in der Axialebene des Preßstranges angeordnet werden, das an seinem Umfang senkrecht zu seiner Ebene angeordnete Sternräder trägt, die die Rotation des Preßstranges aufnehmen.
- Erfindungsgemäß kann eine Vorrichtung vorgesehen werden, die die Preßwalzen in Abhängigkeit vom Preßdruck im Wickelraum verschwenkt, wobei die Steuerung vorzugsweise in Abhängigkeit vom Antriebsdrehmoment der Presse erfolgt.
- Für die Wegbeförderung der Halmgutbriketts kann man am Rahmen der Aufsammelpresse einen abbaubaren Elevator oder eine abbaubare Wurfvorrichtung zum Fördern der Halmgutbriketts anordnen. Diese Zusatzorgane sind nur dann erforderlich, wenn die Halmgutbriketts nicht direkt auf den Boden abgeworfen werden sollen. Darüber hinaus ist es möglich, am Rahmen der Aufsammelpresse eine abbaubare Vorrichtung zum Sammeln, Bündeln und Abwerfen einer größeren Anzahl von Kompaktrollen anzubringen. Eine derartige Zusatzvorrichtung gestattet es, größere Einheiten sofort aufzuladen und einzufahren.
- In der Zeichnung sind einige als Beispiele dienende Ausführungsformen der Erfindung dargestellt. Es zeigen:
- Fig. 1
- einen Querschnitt durch die Elemente einer im Längs-Querfluß nach dem Wickelprinzip arbeitenden Aufsammelpresse von im wesentlichen bekannter Bauart,
- Fig.2
- eine Draufsicht auf eine im Längs-Querfluß arbeitende Aufsammelpresse mit außerhalb des Wickelraums angeordneter Bindeeinrichtung,
- Fig. 3
- eine Draufsicht auf eine im Längs-Querfluß arbeitende Aufsammelpresse mit im letzten Abschnitt des Wickelraums angeordneter Bindeeinrichtung und angebautem Brikett-Elevator,
- Fig. 4
- eine Draufsicht auf eine im Quer-Längsfluß arbeitende Aufsammelpresse mit angebauter Kompaktrollen-Sammel- und Bündelvorrichtung,
- Fig. 5
- einen Querschnitt durch die Sammel- und Bündelvorrichtung,
- Fig. 6
- eine Seitenansicht der Bindeeinrichtung und der Auslöse- und Trennvorrichtung,
- Fig. 7
- eine Draufsicht auf die Bindeeinrichtung und die Auslöse- und Trennvorrichtung,
- Fig. 8
- einen Querschnitt durch eine Alternativlösung für die Trennvorrichtung,
- Fig. 9
- die Seitenansicht der alternativen Trennvorrichtung.
- Die in den Beispielen der Fig. 1, 2 und 3 dargestellte Aufsammelpresse besteht (Fig. 1) aus einem Wickelaggregat 1 mit mehreren Preßwalzen 2, die den durch die strichpunktierte Kreislinie dargestellten Wickelraum 3 bilden. Das vom Aufsammler 4 aufgenommene Halmgut wird dem Wickelraum 3 über die Zuführschnecken 5, das Vorpreßwalzenpaar 6 und die Zuführwalze 7 zügeführt.
- Da sich alle Preßwalzen 2 zur Formung des Preßstrangs 11 gleichsinnig drehen müssen, ist hinter der unteren Preßwalze 6 nicht - wie bisher üblich - eine den anderen Preßwalzen 2 entsprechende gleichgroße Preßwalze angeordnet, die dann einen der unteren Vorpreßwalze 6 entgegengesetzten Drehsinn haben und die Gutzufuhr behindern würde. Vielmehr hat es sich als zweckmäßig erwiesen, anstatt einer gleichgroßen Preßwalze 2 eine unmittelbar hinter der unteren Vorpreßwalze 6 angeordnete Zuführwalze 7 von gleichem Drehsinn, wie die Vorpreßwalze 6 und dahinter eine kleinere Preßwalze 2 von entgegengesetztem Drehsinn anzuordnen.
- Der Antrieb der Preßwalzen 2 (Fig. 2) erfolgt von der Schlepperzapfwelle aus über den Wellenstummel 8, das Kettengetriebe 9 und die Gelenkwellen 10. Die Preßwalzen 2 werden durch eine hier nicht näher dargestellte Vorrichtung in Abhängigkeit vom Preßdruck im Wickelraum in bekannter Weise aus der in Fig. 2 gezeichneten achsparallelen Lage heraus so verschwenkt , daß ihre Achsen schiefwinklig zur Wickelraumachse liegen. Aus Gründen der Übersichtlichkeit ist diese Verschwenkung von wenigen Winkelgraden nicht dargestellt. Das Verschwenken geschieht durch Drehen der auf einer Seite des Wickelraums 3 verdrehbar angeordneten Lagerplatte für die Preßwalzen. Bei Verschwenken der Preßwalzen wird das tangential zugeführte und im Wickelraum 3 verdichtete Halmgut in Form eines kontinuierlich fließenden rotierenden Preßstrangs 11 (Fig. 2) axial aus dem Wickelraum herausgefördert. Dabei wird der Preßstrang 11 von an einem rahmenfesten Gestell angeordneten Rohren oder Rollen 42 (Fig. 6 und 8) aufgenommen.
- Unmittelbar hinter dem Wickelraum 3 ist gemäß Fig. 2 die Bindeeinrichtung 12 angeordnet; sie weist die mechanisch angetriebenen oder lose umlaufenden und vom rotierenden Preßstrang 11 angetriebenen Führungsrollen 13 (Fig. 2) auf, denen von einer Vorratsspule 14 aus das Bindemittel, ein Faden oder ein schmales Band 15 aus Netz oder Folie, zugeführt wird. Infolge von Rotation und Vorschub des durch die Führungsrollen unter Druck stehenden Preßstrangs 11 wickelt sich das Bindemittel selbsttätig und kontinuierlich schraubenlinienförmig um den Preßstrang 11. Bei entsprechender Wahl der Bandbreite kann die schraubenlinienförmige Umbindung in Abhängigkeit von Drehzahl und Vorschub des Preßstrangs 11 so vorausbestimmt werden, daß die Bandränder sich geringfügig überlappen. Der so gebundene, aus der Bindeeinrichtung 12 austretende Preßstrang 11 wird dann durch eine Trennvorrichtung 16 - beispielsweise durch eine schwenkbare und während des Trennvorgangs am Vorschub des Preßstrangs 11 teilnehmende rotierende Trennscheibe 33 (Fig. 6 und 7) - in beliebig lange Preßlinge (11 a in Fig. 2 oder 11 b in Fig. 4) zerteilt. Dabei wird die gewünschte Länge der Preßlinge mit Hilfe eines Auslöserades 17 eingestellt und gemessen (siehe Beschreibung zu Fig. 6 und 7).
- Auf die beschriebene Weise können sowohl mit der Ausführungsform der Maschine nach Fig. 2 und 3 (Längs-Querfluß-Bauart) als auch mit der Ausführungsform nach Fig. 4 (Quer-Längsfluß-Bauart) mit einem einzigen Wickelaggregat wahlweise formbeständige, hochverdichtete Halmgutbriketts 11 a hergestellt werden, deren Länge in etwa ihrem Durchmesser entspricht, oder aber - bei anderer Einstellung des Auslöserades 17 - Kompaktrollen 11 b, deren Länge ein Vielfaches ihres Durchmessers betragen kann (in der Praxis etwa 1 - 2 m). Die schüttgutähnlichen Halmgutbriketts 11 a lassen sich leicht mit einem anbaubaren Elevator 18 (Fig. 3) oder einer nicht gezeichneten, bekannten Schleudervorrichtung auf den an die Aufsammelpresse angehängten Wagen fördern. Längere Kompaktrollen 11 b können mit einer nicht näher beschriebenen anbaubaren Vorrichtung 19, 19 a (Fig. 4 und 5) gesammelt und gebündelt werden, so daß das auf das Feld abgeworfene Bündel mit dem Frontlader aufgehoben und geladen werden kann. Zur Bündelung kann beispielsweise eine der im Pressenbau bekannten Bindeeinrichtungen 19 a verwendet werden.
- Fig. 3 zeigt eine Aufsammelpresse, bei der die Bindeeinrichtung 12 nicht außerhalb des Wickelraums, sondern im letzten Teil des Wickelraums selbst angeordnet ist. Dadurch können die Führungsrollen 13 (Fig. 2) eingespart werden.
- Andererseits ist es möglich, die außerhalb des Wickelraums 3 angeordneten Führungsrollen 13 wesentlich länger auszubilden, als in Fig. 2 dargestellt, und den Preßstrang 11 außerhalb des Wickelraums 3 in der bei Rollballenpressen bekannten Weise diskontinuierlich mit einem breiteren Bindemlttel 15, d. h. mit einem Netz oder einer Folie, zu umwickeln, deren Breite einen wesentlichen Teil der Länge des Preßlings 11 a, 11 b überdeckt. Vorzugsweise wird zum Binden ein z.B. mit Widerhaken versehener Faden oder ein schmales Band 15 aus Netz oder Folie verwendet. Bei normaler, fortlaufender Schwadaufnahme umwickelt ein solches Bindemittel 15 den Preßstrang 11 selbsttätig und stetig ohne Unterbrechung. Bei kürzeren Unterbrechungen der Halmgutzufuhr und damit des Preßstrangvorschubes - wie z.B. beim Überfahren von Fehlstellen im Schwad - braucht die Bindemittelzufuhr nicht unterbrochen zu werden, da die dann an einer Stelle des Preßlings entstehende etwas größere Lagenzahl später nicht störend wirkt und da auch der dadurch bedingte Mehrverbrauch an Bindemittel 15 nur unwesentlich ist. Bei längerer Unterbrechung - wie z.B. bei Fahrten am Vorgewende - wird jedoch die Bandzufuhr durch eine von Hand oder automatisch zu betätigende Einrichtung unterbrochen; durch dieselbe Einrichtung wird bei erneuter Halmgutzufuhr das Band 15 dann dem Preßstrang 11 wieder zugeführt.
- Die Bindeeinrichtung 12 ist zusammen mit der Trennvorrichtung 16 in Fig. 6 und 7 dargestellt. Das Bindemittel 15 wird von der Vorratsspule 14 über Bremsrollen 20, die Zuführrolle 21 und die angetriebene Zuführrolle 22 in den Spalt zwischen Leitblech 23 und eine der Führungsrollen 13 zugeführt. Bei längerer Unterbrechung der Gutzufuhr, d.h. bei ausbleibendem Axialausschub des Preßstranges 11, wird die Zufuhr des Bindemittels 15 durch Schwenken des Schlagmessers 24 (entgegen dem Uhrzeigersinn) um die Achse 25 und durch gleichzeitiges Ausschwenken der Druckrolle 26 (im Uhrzeigersinn) um die Achse 27 unterbrochen. Das Schlagmesser 24 trennt dabei den den Preßstrang umhüllenden Teil des Bindemittels 15 von dem von der Vorratsspule zugeführten Bindemittelende. Bei Wiedereinsetzen von Gutzufuhr und Preßstrangvorschub wird durch Einschwenken der Druckrolle 26 gegen die vom Bindemittel 15 umschlungene Zuführrolle 22 die Bindung erneut eingeleitet. Dabei wird das Schlagmesser 24 gleichzeitig in die in Fig. 6 gezeichnete Stellung zurückgeschwenkt. Nachdem das Bindemittel 15 infolge Reibung gegenüber Preßstrang 11 und Führungsrollen 13 von beiden erfaßt worden ist, setzt sich die oben beschriebene Bindung selbsttätig fort. An den Bremsrollen 20 kann die Bindemittelvorspannung in an sich bekannter Weise eingestellt werden. Start und Unterbrechung des Bindevorgangs können in der bei Rollballenpressen bekannten, hier nicht dargestellten Weise über mechanische oder elektromagnetische Betätigungsmittel sowohl vom Schlepperfahrer manuell als auch durch das Schaltrad 17 automatisch gesteuert werden.
- Das Auslösen der Trennvorrichtung 16 erfolgt durch das Auslöserad 17 (Fig. 6 und 7). Es besteht hier aus einer um die Achse 27 frei drehbaren Scheibe, an deren Umfang senkrecht zu seiner Ebene drehbare Sternräder 28 angeordnet sind, die formschlüssig in den Preßstrang 11 eingreifen und seine Drehbewegung aufnehmen. Durch den Preßstrangvorschub wird das Auslöserad 17 um seine Achse 27 gedreht, wobei der jeweilige Drehwinkel ein Maß für die Länge des Vorschubs des Preßstranges 11 ist. Durch Anbringen beispielsweise von Schaltnocken 29 an verschiedenen Stellen seines Umfangs können der Auslösezeitpunkt und damit die Preßlingslänge variiert werden. Das Auslöserad 17 kann zusätzlich auch dazu verwendet werden, die Bindeeinrichtung 12 automatisch aus- und einzuschalten. In der Regel wird es jedoch genügen, das Aus- und Einschalten vom Schleppersitz aus mit einem elektrischen Schalter von Hand vorzunehmen. Die Schaltnocken 29 betätigen einen Schalter, der wiederum über eine hier nicht dargestellte Hydraulikanlage die Ölzufuhr zum Schwenkzylinder 30 der Trennvorrichtung 16 in Gang setzt.
- Die Trennvorrichtung 16 besteht aus einem um die Achse 31 schwenkbaren Hebelarm 32, an dessen einem Ende der Schwenkzylinder 30 und an dessen anderem Ende die hydraulisch angetriebene ständig rotierende Trennscheibe 33 angeordnet sind (Fig. 6 und 7). Bei Betätigen des Schwenkzylinders 30 beginnt der Trennvorgang mit dem Eingriff der rotierenden Trennscheibe 33 in den rotierenden und umbundenen und dadurch stabilisierten Preßstrang 11. Aufgrund der Haftung des Bindemittels am Preßstrang bleibt die Umbindung auch nach dem Abtrennen erhalten. Wenn die Trennscheibe 33 soweit geschwenkt ist, daß der Scheibenumfang etwa die Preßstrangachse erreicht hat, ist der Trennvorgang beendet. Die Trennscheibe 33 ist gleitbar auf der im Hebel 32 gelagerten, durch den Hydraulikmotor 34 angetriebenen Keilwelle 35 angeordnet, so daß sie während des Trennvorgangs mit dem Preßstrang 11 gekoppelt ist und an dessen Vorschubbewegung teilnimmt. Nach Beendigung des Trennvorganges wird der Schwenkzylinder 30 durch die Hydraulikanlage entlastet, so daß die Zugfeder 37 den Schwenkarm 32 mit der Trennscheibe 33 wieder in die in Fig. 6 gezeichnete Ausgangsstellung zurückschwenkt. Die Trennscheibe 33 wird dann durch die Kraft der Druckfeder 36 in ihre in Fig. 7 gezeichnete Ausgangsstellung auf der Keilwelle 35 zurückgeführt.
- Ein anderes Beispiel für die Ausbildung der Trennvorrichtung 16 besteht darin, daß die gesamte Trennvorrichtung einschließlich ihres Antriebs vom Wickelraumgehäuse getrennt angeordnet und so gesteuert wird, daß sie während des Trennvorgangs mit dem Preßstrang 11 gekoppelt ist und so am Vorschub des Preßstrangs 11 teilnimmt. Wie in den Fig. 8 und 9 gezeigt, ist die Trennvorrichtung 16 dabei an einem Wagen 38 montiert, der in zwei U-Eisen 39 des Maschinenrahmens in Preßstrang-Vorschubrichtung fahrbar ist. Der Wagen 38 wird durch zwei Zugfedern 40 oder einen nicht dargestellten Hydraulikzylinder in Ruhestellung gehalten. Nach Auslösen des Trennvorgangs greift die Trennscheibe 33 in den Preßstrang 11 ein, so daß der Wagen 38 bei allmählichem Spannen der Zugfedern 40 an der Vorschubbewegung des Preßstranges 11 teilnimmt. Nach Beendigung des Trennvorgangs gibt die Trennscheibe 33 den Preßstrang 11 frei, so daß der Wagen 38 durch die Federn 40 wieder in seine Ruhestellung zurückgezogen wird. Zur sicheren Kopplung der Trennvorrichtung 16 mit dem Preßstrang 11 und zur Entlastung der Trennscheibe 33 kann am Wagen 38 zusätzlich ein, z.B. durch eine Kurvenscheibe gesteuertes einschwenkbares und rotierendes Mitnehmerrad 41 vorgesehen werden, das zugleich mit der Trennscheibe 33 in den Preßstrang eingreift und für die sichere Mitnahme der gesamten Trennvorrichtung sorgt; in Fig. 8 und 9 ist das Mitnehmerrad 41 nur angedeutet.
Claims (13)
- Verfahren zum Herstellen von hochverdichteten zylindrischen Preßlingen aus losem Halmgut, wie Heu oder Stroh, das kontinuierlich aufgenommen und zu einem rotierenden Preßstrang (11) verdichtet wird, der kontinuierlich in axialer Richtung fließt, wobei von dem jeweils vorderen Preßstrangende nacheinander einzelne Preßstrangabschnitte (Preßlinge) abgetrennt werden, dadurch gekennzeichnet, daß zur Erzeugung formbeständiger Preßlinge mit wahlweise unterschiedlicher Länge bis zum Vielfachen ihrer Durchmesser der noch unter Radialdruck stehende Preßstrang während seines axialen Vorschubes und vor dem Abtrennen eines Preßlinges mit einem unter Spannung zugeführten Bindemittel unter Ausnutzung der Preßstrang-Rotation und des -Vorschubes selbsttätig umwickelt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Abtrennung eines Preßlinges in Abhängigkeit von einer ständig durchgeführten Messung des Preßstrangvorschubes erfolgt.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß die genannte Vorschubmessung zur Steuerung der Preßstrangumwicklung verwendet wird.
- Verfahren nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, daß das Umwickeln des Preßstranges kontinuierlich schraubenlinienförmig erfolgt.
- Verfahren nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, daß das Umwickeln des Preßstranges diskontinuierlich erfolgt unter Verwendung eines Bindemittels, dessen Breite einen wesentlichen Teil der Länge des Preßlings überdeckt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß das Umwickeln des Preßstranges bei Ausfall des Preßstrangvorschubes unterbrochen wird.
- Nach dem Wickelprinzip arbeitende Aufsammelpresse zum Herstellen von hochverdichteten zylindrischen Preßlingen aus losem Halmgut, wie Heu oder Stroh, oder aus anderen Materialien, insbesondere zur Durchführung des Verfahrens nach einem der vorhergehenden Ansprüche, bestehend aus einem durch mehrere verschwenkbare Preßwalzen (2) gebildeten, an einer Stirnseite offenen, umfangsseitig zu beschickenden Wickelraum (3) zur Erzeugung eines an der offenen Stirnseite in axialem und kontinuierlichem Vorschub ausfließenden Preßstranges (11) und einer Trennvorrichtung (16) zum Zerteilen des Preßstranges (11) in einzelne Preßlinge, dadurch gekennzeichnet, daß der Wickelraum (3) über seine Axiallänge angenähert gleichen Durchmesser aufweist, und daß vor der Trennvorrichtung (16) im Endbereich des Wickelraumes (3), zumindest aber unmittelbar hinter dem Wickelraum (3) eine Bindeeinrichtung (12) zum Umbinden des noch unter Radialdruck stehenden Preßstranges (11) während seines axialen Vorschubes mit einem unter Spannung zugeführten Bindemittel als Faden, Band, Netz oder Folie, aus Kunststoff oder anderem, z.B. verfütterbarem Material angeordnet ist, wobei mit einem einzigen Wickelaggregat formbeständige Preßlinge herstellbar sind, deren Länge etwa ihrem Durchmesser entspricht (Halmgutbriketts) oder aber ein Vielfaches ihres Durchmessers beträgt (Kompaktrollen).
- Aufsammelpresse nach Anspruch 7, dadurch gekennzeichnet, daß die rahmenfest angeordnete Bindeeinrichtung (12) den Preßstrang (11) kontinuierlich mit dem Bindemittel durch die Rotation und den Vorschub des Preßstranges (11) selbsttätig schraubenlinienförmig umwickelt.
- Aufsammelpresse nach Anspruch 7, dadurch gekennzeichnet, daß die Bindeeinrichtung (12) den Preßstrang (11) diskontinuierlich mit einem Netz oder einer Folie umwickelt, deren Breite einen wesentlichen Teil der Länge des Preßlings (11a, 11b) überdeckt.
- Aufsammelpresse nach Anspruch 7, 8 oder 9, dadurch gekennzeichnet, daß die Bindeeinrichtung (12) bei Ausfall des Preßstrangvorschubes von Hand oder automatisch abschaltbar ist.
- Aufsammelpresse nach einem der Ansprüche 7 - 10, dadurch gekennzeichnet, daß die Trennvorrichtung aus einem einschwenkbaren Trennelement (rotierende Trennscheibe 33, oszillierendes Trennmesser, Doppelmesser-Schneidwerk, Kettensäge) besteht, das während des Trennvorgangs mit dem Preßstrang (11) derart gekoppelt ist, daß es an seinem Vorschub teilnimmt, und dessen Einschwenken so steuerbar ist, daß wahlweise Preßlinge unterschiedlicher Länge (Halmgutbriketts 11a, Kompaktrollen 11b) abtrennbar sind.
- Aufsammelpresse nach einem der Ansprüche 7 - 11, dadurch gekennzeichnet, daß zur Ermittlung des Preßstrang-Vorschubs für das Auslösen der Trennvorrichtung (16) und/oder die Steuerung der Bindeeinrichtung (12) ein durch den Vorschub des Preßstranges (11) angetriebenes Auslöserad (17) in der Axialebene des Preßstranges (11) angeordnet ist, das an seinem Umfang senkrecht zu seiner Ebene angeordnete Sternräder (28) trägt, die die Rotation des Preßstranges (11) aufnehmen.
- Aufsammelpresse nach einem der Ansprüche 7 - 12, gekennzeichnet durch eine Vorrichtung, die die Preßwalzen (2) in Abhängigkeit vom Preßdruck im Wickelraum (3) verschwenkt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3837230A DE3837230A1 (de) | 1988-11-02 | 1988-11-02 | Nach dem wickelprinzip arbeitende aufsammelpresse zum herstellen von hochverdichteten halmgutpresslingen |
| DE3837230 | 1988-11-02 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0366936A2 EP0366936A2 (de) | 1990-05-09 |
| EP0366936A3 EP0366936A3 (de) | 1991-08-28 |
| EP0366936B1 true EP0366936B1 (de) | 1994-06-22 |
Family
ID=6366346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89118023A Expired - Lifetime EP0366936B1 (de) | 1988-11-02 | 1989-09-29 | Verfahren und Vorrichtung zum Herstellen von hochverdichteten zylindrischen Presslingen aus losem Halmgut |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5020311A (de) |
| EP (1) | EP0366936B1 (de) |
| JP (1) | JPH07100237B2 (de) |
| DE (2) | DE3837230A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101733950B (zh) * | 2010-01-12 | 2012-05-30 | 汪淼 | 再生能源碳料机 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4030091C1 (en) * | 1990-09-22 | 1992-04-23 | Martin 3300 Braunschweig De Bueermann | Mfr. of pressed strands of loose material - involves chambers with rollers and binding device with carrier plate |
| DE4122858A1 (de) * | 1991-07-10 | 1993-01-14 | Wesche Heiner | Verfahren und vorrichtung zur umhuellung eines rotierenden pressstranges aus halmgut oder anderen materialien |
| DE4130508A1 (de) * | 1991-09-13 | 1993-03-18 | Polydress Plastic Gmbh | Netzstreifen zum umhuellen von presskoerpern aus halmgut |
| US5377481A (en) * | 1993-03-17 | 1995-01-03 | Sibley; Duane L. | Apparatus for baling bulk fibrous material |
| DE4312991A1 (de) * | 1993-04-21 | 1994-10-27 | Sacht Hans Otto Dr Ing | Verfahren und Presse zum Bilden quaderförmiger Preßballen aus landwirtschaftlichem Erntegut |
| DE4317206C1 (de) * | 1993-05-22 | 1994-05-11 | Welger Geb | Compactrollenpresse |
| FI1004U1 (fi) * | 1993-07-08 | 1993-11-11 | Juha Rinne | Anordning foer foerpackning av foder i en plastfolie |
| DE29508739U1 (de) * | 1995-05-26 | 1996-06-27 | Maschinenfabriken Bernard Krone Gmbh, 48480 Spelle | Ballenpresse |
| US5822967A (en) * | 1996-06-11 | 1998-10-20 | Vermeer Manufacturing Co. | Baler with swing arm bale wrapper |
| DE10036606A1 (de) * | 2000-07-27 | 2002-03-28 | Lely Welger Maschinenfabrik Gm | Vorrichtung zum Entfernen der Umhüllung von Ballen aus landwirtschaftlichen Erntegütern |
| NO315937B1 (no) * | 2001-12-10 | 2003-11-17 | Asbjoern Nes | Ensilering av grasballar utan innpakking i plast |
| CN100450763C (zh) * | 2007-01-31 | 2009-01-14 | 毛倜 | 流动式油电两用多功能植物秸杆压块机 |
| CN101780721B (zh) * | 2009-01-16 | 2012-07-04 | 李国星 | 移动式智能稻麦秸秆蜂窝饼成型机 |
| US8333059B2 (en) | 2010-12-22 | 2012-12-18 | Cnh America Llc | Baler direct feed pickup |
| US8475628B1 (en) | 2011-03-29 | 2013-07-02 | Hbi Branded Apparel Enterprises, Llc | Process and apparatus for orienting bast stalks for decortication |
| US8635844B1 (en) | 2011-03-29 | 2014-01-28 | Hbi Branded Apparel Enterprises, Llc | Method for harvesting bast plants |
| CA2969674C (en) * | 2014-12-02 | 2023-04-25 | Mchale Engineering | Continuous round baler |
| CN104813811B (zh) * | 2015-04-14 | 2016-07-06 | 中国农业大学 | 一种秸秆收集压块车 |
| US11716936B2 (en) | 2019-11-15 | 2023-08-08 | Cnh Industrial America Llc | Round baler with movable follower rolls |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB723426A (en) * | 1951-09-14 | 1955-02-09 | Anthony Bridgeman Gibbons | Improvements in and relating to wrapping extruded briquettes and the like |
| DE1176418B (de) * | 1963-07-12 | 1964-08-20 | Welger Geb | Vorrichtung zum Herstellen von Wickelballen |
| US3244088A (en) * | 1965-04-12 | 1966-04-05 | Case Co J I | Agricultural implement |
| DE2103169C3 (de) * | 1971-02-04 | 1974-05-22 | Gebr. Claas Maschinenfabrik Gmbh, 4834 Harsewinkel | |
| DE2443838C3 (de) * | 1974-09-13 | 1982-09-02 | Gebrüder Welger GmbH & Co KG, 3340 Wolfenbüttel | Aufsammel-Rollballenpresse |
| DE3445060A1 (de) * | 1984-12-11 | 1986-06-12 | Klöckner-Humboldt-Deutz AG Zweigniederlassung Fahr, 7702 Gottmadingen | Vorrichtung zum binden von rollballen aus landwirtschaftlichem halmgut |
| IL75234A (en) * | 1985-05-20 | 1988-10-31 | Technion Res & Dev Foundation | Equipment for producing compacted wafers from plants and stalks |
| DE3609631A1 (de) * | 1986-03-21 | 1987-09-24 | Konrad Biberger | Vorrichtung zum pressen und schneiden von zylindrischen ballen aus halmartigem gut |
| GB2197247A (en) * | 1986-11-14 | 1988-05-18 | Deere & Co | Machine for forming cylindrical bales of crop |
-
1988
- 1988-11-02 DE DE3837230A patent/DE3837230A1/de not_active Withdrawn
-
1989
- 1989-09-29 EP EP89118023A patent/EP0366936B1/de not_active Expired - Lifetime
- 1989-09-29 DE DE58907944T patent/DE58907944D1/de not_active Expired - Fee Related
- 1989-11-01 US US07/430,177 patent/US5020311A/en not_active Expired - Fee Related
- 1989-11-02 JP JP1285139A patent/JPH07100237B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101733950B (zh) * | 2010-01-12 | 2012-05-30 | 汪淼 | 再生能源碳料机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0366936A2 (de) | 1990-05-09 |
| DE3837230A1 (de) | 1990-05-03 |
| EP0366936A3 (de) | 1991-08-28 |
| US5020311A (en) | 1991-06-04 |
| JPH02258197A (ja) | 1990-10-18 |
| DE58907944D1 (de) | 1994-07-28 |
| JPH07100237B2 (ja) | 1995-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0366936B1 (de) | Verfahren und Vorrichtung zum Herstellen von hochverdichteten zylindrischen Presslingen aus losem Halmgut | |
| DE2443838C3 (de) | Aufsammel-Rollballenpresse | |
| EP2861055B1 (de) | Garnknoter | |
| EP0311775B1 (de) | Verfahren zum Herstellen von Ernte-gut-Rollballen sowie Vorrichtung zum Durchführen des Verfahrens | |
| EP1170984B1 (de) | Verfahren zum wickeln eines in einer rundballenpresse gepressten rundballens, folienumwicklungsvorrichtung und rundballenpresse mit einer solchen folienumwickelungsvorrichtung | |
| EP0341508A1 (de) | Grossballenpresse | |
| DE69015338T2 (de) | Ballenumwickelvorrichtung für Rundballenpressen. | |
| DE68907517T2 (de) | Ballenpresse. | |
| EP0535532A2 (de) | Verfahren zum Binden eines Ballens und Vorrichtung hierfür | |
| DE2530320C3 (de) | Bindevorrichtung für Wickelballenpressen | |
| EP0185919A1 (de) | Vorrichtung zum Binden von Rollballen aus landwirtschaftlichem Halmgut | |
| DE2740339A1 (de) | Rollballenpresse mit schneidvorrichtung | |
| DE69613526T2 (de) | Maschine und Verfahren um Rundballen zu Umhüllen | |
| DE3208645A1 (de) | Grossballenpresse | |
| EP0095689A1 (de) | Rundballenpresse mit einem einen Guteinlass aufweisenden Ballenpressraum | |
| DE69516030T2 (de) | Vorrichtung und Verfahren zur Rundballeneinwicklung | |
| DE4312991A1 (de) | Verfahren und Presse zum Bilden quaderförmiger Preßballen aus landwirtschaftlichem Erntegut | |
| EP4039081A1 (de) | Garnknoter und verfahren zur bildung zweier knoten in einem garn | |
| EP4282248A1 (de) | Rundballenpresse | |
| DE2740292C2 (de) | Großballenpresse mit hydraulischer oder mechanischer Preßvorrichtung | |
| EP0134397B1 (de) | Rundballenpresse | |
| EP1099367B1 (de) | Hüllmittelzufuhrvorrichtung | |
| DE19705582A1 (de) | Rundballenpresse | |
| EP4282250B1 (de) | Rundballenpresse | |
| DE2054476B1 (de) | Verfahren zum Aufnehmen von langfaserigem Erntegut vom Boden bis zum Aufbereiten in einem Arbeitsgang |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19910810 |
|
| 17Q | First examination report despatched |
Effective date: 19920924 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MATTHIES, HANS JUERGEN, PROF. DR.-ING. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT NL |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940627 |
|
| REF | Corresponds to: |
Ref document number: 58907944 Country of ref document: DE Date of ref document: 19940728 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970717 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970909 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19970923 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990531 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19990401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19991025 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050929 |