EP0383246B2 - Procédé et appareil pour alimenter les flocons de fibres en quantité donnée - Google Patents
Procédé et appareil pour alimenter les flocons de fibres en quantité donnée Download PDFInfo
- Publication number
- EP0383246B2 EP0383246B2 EP90102745A EP90102745A EP0383246B2 EP 0383246 B2 EP0383246 B2 EP 0383246B2 EP 90102745 A EP90102745 A EP 90102745A EP 90102745 A EP90102745 A EP 90102745A EP 0383246 B2 EP0383246 B2 EP 0383246B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- feed
- roller
- rollers
- accordance
- feed roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G23/00—Feeding fibres to machines; Conveying fibres between machines
- D01G23/02—Hoppers; Delivery shoots
- D01G23/04—Hoppers; Delivery shoots with means for controlling the feed
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G13/00—Mixing, e.g. blending, fibres; Mixing non-fibrous materials with fibres
Definitions
- the present invention relates to a method for metered mixing according to the preamble of claim 1 and a mixer according to the preamble of claim 4.
- a method or a device of this type is known from DE-A-24 36 096.
- relative Methods and devices are for example from British Patent 735 172 or corresponding Swiss patent 313 355 known.
- German Patent 196 821 of German Patent 31 51 063 and Japanese publication 62-263327 are also German Patent 196 821 of German Patent 31 51 063 and Japanese publication 62-263327.
- the mixing can take place, for example, in such a way that the different types of fibers are in each case Filling shafts filled and by means of the feed rollers arranged at the lower end of the flake shafts be placed on a conveyor belt running underneath the shafts. This creates a continuous layered structure on the conveyor element, which is then fed to an opening roller, wherein This opening roller removes individual flakes from the layer structure and for thorough mixing of the different fibers of the different layers. By controlling the speed of rotation the individual feed rollers succeed in achieving the desired proportions of the individual fiber components to determine.
- DE-A-24 36 096 describes a system for producing mixed spinnable Fiber materials.
- At the bottom of a collecting box there are two transport rollers and two discharge rollers arranged. Both transport rollers are driven by a variable speed drive.
- One delivery roller is fixed, the other is spring-loaded and with the movable Core of a transformer attached.
- a change in the fiber density causes a movement of the Kernes, whereby a signal for controlling the drive of the transport rollers is generated. This will when the fiber density changes, the speed of the two transport rollers is changed so that Purpose is that a uniform density of the material is maintained between the discharge rollers.
- There there is a distance between the transport rollers and the discharge rollers is the whole regulation delayed and this leads to vibrations in the control.
- DE-A-24 36 096 actual path measurement possible with the movable core There is none in DE-A-24 36 096 actual path measurement possible with the movable core.
- the CH patent 490526 describes a method for dosed mixture of different types of fibers, each in Flake shafts can be filled. From the end of each Flake shaft is a pair of take-off rollers, the forwards a fiber wad to a pair of delivery rollers, whereby in the area between the pair of draw rollers and the Delivery roller pair measured the weight of the fiber wadding becomes.
- the take-off rollers and the delivery rollers are driven by a motor with a tachometer generator is provided and the signal of the tachometer generator multiplied by the measured watter weight and by a target value for production in a comparator compared, its output signal to control the speed of the motor and therefore of the take-off rollers and the delivery rollers, ⁇ m is the target production to reach.
- U.S. Patent 4,275,483 describes one Control system for a card at the gwei feed roll are provided from the lower end of a flock shaft, one feed roller towards the other feed roller is biased by springs and changes of the distance between the feed rollers with one Measuring equipment are used for modification the drive speeds of the feed rollers are drawn by a comparison to achieve the delivery.
- the object of the present invention is to provide a method and a device at the outset to further develop the type mentioned so that high metering accuracy with inexpensive manufacture can be achieved without the fill level in the flake shaft having to be precisely predetermined.
- the invention provides in terms of the process that the speed of at least one of the feed rollers is regulated in each flake shaft in such a way that the product (nx) of the speed and the distance remains constant at least on average, thereby resulting in a predefinable mean production setpoint m should set, and that the bias of one feed roller in the direction of the other feed roller is carried out by means of at least one spring or a tensioning element, either by means of a spring or a tensioning element, the force of which remains at least substantially constant within the predetermined displacement path or is substantially within the intended Displacement changes, then taking the spring property into account in the control loop and the control is corrected accordingly.
- the mixer according to the invention is characterized in that a control is provided which the speed (s) of Feed rollers based on the determined distance in the sense of reaching a predetermined target value of Current production regulates, and that the bias of one Feed roller in the direction of the other feed roller by means of at least one spring or one Clamping element is carried out, either by means of a spring or a clamping element, the force of which within the predetermined Displacement remains at least substantially constant or significantly within the intended displacement changes, taking into account the spring property in the control loop and the regulation is corrected accordingly.
- the solution according to the invention uses the different density, pressure and Degree of opening of the fibers by the distance between the feed rollers, i.e. the width of the conveyor gap to change, and then takes into account this change in the delivery gap when regulating the speed the feed rollers themselves.
- the inventive method is designed so that the Width of the conveyor gap automatically adapts to the respective properties of the flakes in the filling shaft, the resulting widths of the conveyor gap then during the subsequent speed regulation of the Feed rollers are taken into account.
- the dosing device independently determines the respective properties of the fiber flakes and corrects the speed control of the feed rollers so that the The target value of the desired instantaneous production (flake weight per unit of time) is observed.
- the process can be carried out very sensitively, so that the dosing amounts are precise can be specified and the resulting fiber mixtures always kept within the desired tolerance range can be.
- a preferred embodiment of the method according to the invention is characterized in that the speed control is carried out in such a way that the product is integrated over a predefinable time interval, so that the instantaneous production results therefrom is formed, where K represents a constant, that a comparison between the actual value m ⁇ of the momentary production and its set value m ⁇ is to be carried out, and that therefrom a new RPM value is calculated for the next time interval in the sense of an approximation m of the next value of the momentary production ⁇ at their nominal value m ⁇ should.
- the speed of the feed rollers is within each time interval regulated to a respective constant value.
- control device is designed in such a way that the control is carried out in predeterminable time intervals t 1 -t 2 , that for each time interval the instantaneous production is given by the integrand is calculated, where K is a constant, and that the control m a comparison between the momentary production m ⁇ and whose setpoint ⁇ is to perform and the rotational speed thereof n for the next time interval in the sense of an approximation to the set value m ⁇ is to determine and regulates to this value.
- the leadership of the slidable feed roller can be achieved inexpensively if the axis of rotation of the displaceable feed roller from the axis of rotation of the opening roller (or another roller) by means of two arms supported on the axis of rotation of the opening roller (or the other roller).
- a particularly preferred inexpensive solution is the spring in the form of a gas pressure spring provide, since such gas springs are able to a relatively long stroke to generate at least a substantially constant clamping force.
- feathers it is not absolutely necessary to use feathers, for example you could also use Think pre-tensioning devices that are hydraulically or pneumatically loaded and for example pressure regulating valves included so that the preload remains constant.
- adjustable stop devices are preferably provided, which is the minimum distance between the feed rollers, i.e. the minimum width of the conveyor gap determine.
- the anchor devices preferably work together with the aforementioned arms and limit their range of rotation.
- the fill level of the flakes present in the shaft are predetermined.
- the upper limit and the lower limit can be exceeded by means of Light barriers are detected, the use of a light barrier to regulate the output speed the opening machine filling the shaft is already known from CH-PS 313 355.
- the device determining the fill level is on provided the upper end of the shaft and feeds flakes from an arranged above the device Buffer space into the shaft.
- the device determining the fill level is preferably itself one of two feed rollers and an opening roller existing metering device, which corresponds to the previously described metering device or the dosing method described so far is regulated.
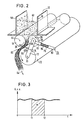
- each metering device 12 consists of a filling shaft 14 Showcase 16 and from two to three feed rollers 18, 20 arranged at the lower end of the shaft and an opening roller 22.
- the flakes present in the shaft, the upper limit of which is 24, become detected by the feed rollers 18 and 20 rotating in the respective directions 26, 28 and by the Conveyor gap formed between these two rollers of the opening roller 22 is supplied.
- the latter rotates faster than the feed rollers and removes flakes from the supplied flake cotton wool and feeds them through a channel 30 in the form of open, loose flakes 32 on the upper run 34 of the conveyor belt.
- the loose flake bundles 32.1 and 32.2 from the two further metering devices are in layers placed on the first layer formed by the bundle of flakes 32 and with the upper run of the conveyor belt 34 in the direction of arrow 36 to the right end of the mixing device in FIG.
- a Another revolving conveyor belt 38 which rotates in the direction of arrow 40 and whose lower run 42 to the upper run 34 of the conveyor belt 10 is inclined in the conveying direction 36. So the three Layers 32, 32.1 and 32.2 are compressed and then in the feed nip of two feed rollers 44, 46 captured.
- the feed rollers 44, 46 feed the layer structure thus formed to an opening roller 48, which revolves in the direction of arrow 50 and detaches the flakes from the layered structure and via a shaft 52 passes on the subsequent processing. If necessary, by opening by means of the opening roller 48 Loose dirt or waste is collected in the outlet chamber 54 and, if necessary, from here of an air flow away.
- FIG. 1 does not have three metering devices 12 is limited, but any number of layers can be arranged above the conveyor belt 10 become.
- the two side walls 56, 58 of the flake shaft extend close to the surfaces of the Feed roller 18 or 20 approach and diverge slightly from each other so that there are no flake jams.
- the flakes 60 in the shaft 12 which have a high degree of opening are removed by the flakes in the direction of the arrow 26, 28 detected in opposite directions rotating feed rollers 18 and 20 and to a Flake cotton 62 compressed.
- the opening roller 22 then loosens the flakes out of this cotton flake and forms a flake flow 32 which moves further in the direction of arrow 64 in the direction of the conveyor belt.
- the axis of rotation of the feed roller 18 is 66, the axis of rotation of the feed roller 20 is 68 and Axis of rotation of the opening roller 22 marked 70.
- the axis of rotation 66 of the feed roller 18 is as well the axis of rotation 70 of the opening roller 22 is fixedly arranged in the flake shaft.
- the axis of rotation 68 of the feed roller However, 20 is carried by two arms 72, only one of which can be seen in FIG. 2.
- the second Arm 72 is located on the other end of the feed roller 20 and is designed just like that shown arm 72.
- This arm 72 is mounted on the axis of rotation of the opening roller 22 and can thus Carry out rotary movements about this axis of rotation 70 in the direction of the double arrow 74. As can be seen such movements lead to a change in the distance x.
- a prestressing device 76 is provided on the right side of FIG. 2, in the form of a Preload spring 78, which at one end against a stop 80 fixedly arranged on the filling shaft and abuts a stop 82 connected to arm 72 at its other end. Between the Stop 76 and the stop 82 extends a rod 84 which is slidable within the Stop 82 is arranged. It is understood that a second pretensioner 76 is on top of the other End face of the feed roller 20 is provided and there also presses on the associated arm 72. The Both springs 78 therefore try to make the distance x smaller. The minimum distance x is given by a stop device 86 is specified which cooperates with the arm 72 shown. Another Stop device 86 is located on the other end of the feed roller 20 and works in correspondingly together with the arm 72 there.
- the distance x arises during operation depending on the pressure, the density and in the conveyor shaft the degree of opening of the flakes and the force of the spring 78, the size of the distance x itself can be determined by the displacement movement of the rod 84 within the stop 82.
- the rod 84 and the stop 82 are designed as a path measuring device.
- the mass flow equal to the momentary production m ⁇ is v ⁇ . ⁇ .
- ⁇ is the material density in the conveyor gap and this is at least essentially constant due to the prestressing with an essentially constant force.
- FIG. 4 shows a metering device, which is approximately the metering device 12 at the left end of the Fig. 1 corresponds.
- a further roller 88 is provided, which the flakes in the shaft Feed rollers 18 and 20 feeds.
- the roller 18 is designed to be displaceable, while the roller 20 remains stationary.
- the Axis of rotation 66 of the displaceable feed roller 18.1 is also here of two arms 72.1, which in this Example not of the axis of rotation of the opening roller 22, but of the axis of rotation 90 of the additional Roller 88 are worn.
- the pretensioner 76.1 is now on the left side of the flake shaft arranged and engages on arm 72.1 as in the embodiment according to FIG. 2. The easier one For the sake of illustration, neither the spring nor the displacement measuring device is shown here, but it is understood that these units are present in exactly the same way as in the embodiment according to FIG. 2. It is also understood that a further prestressing device 76.1 is provided on the other end of the roller 18.
- the feed rollers 18.1 and 20.1 and the further roller 88 are driven by a common motor 92 driven.
- the drive consists of a chain 94, which is by a sprocket 96 on the output shaft of the motor 92 is driven.
- the chain 94 runs on one end of the roller 88 provided sprocket 98 and another, provided on one end of the roller 20.1 Sprocket 100 and a sprocket 102 provided for tensioning the chain with a tensioning device 104 ⁇ m.
- the direction of rotation of the chain is marked with arrow 106, from which the Desired direction of rotation 28 of the feed roller 20.1 and the direction of rotation 108 of the further roller 88 result.
- the feed roller 18.1 is driven by a further revolving chain 110, which by the as Double sprocket trained sprocket 98 is driven.
- the sprockets 100 and 98 and that Sprocket 112 on one end of the feed roller 18.1 have the same diameter, so that the Rotational speeds of these rollers are all the same.
- the opening roller 22.1 is a separate motor 114 and a rotating chain 116th driven.
- FIG. 4 also shows how the opening roller rotates within sheet metal guides 118 and 120, the sheet metal guide 120 being adjustable in the direction of the double arrow 122.
- the sheet 120 forms together with another sheet 124 a guide channel 126 for the flake nonwoven 32.
- the special one The shape of this guide channel 126 slows down the flakes after they emerge from the area of the Opening roller and gently feeds it to the conveyor belt 34 without producing a pronounced air flow, which could potentially interfere with sandwich formation on the conveyor belt.
- the reference numeral 128 represents the feed channel by means of which the flakes are pneumatically fed into the Shaft 14 can be transported into it.
- 130 represents the computer which, via line 132, represents the speed of the feed rollers controls and via line 134 the signal of the path measuring device installed in the pretensioning device 76.1 receives.
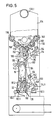
- FIG. 5 shows a further embodiment, the arrangement of the feed rollers 18, 20 and Opener roller 22 is designed according to the arrangement of FIG. 2, which is why these parts are not closer to be discribed.
- the motor 92.1 feed roller 18 drives over the revolving chain 136.
- This chain is by the tensioning device 104.1 and that Tensioning wheel 102.1 tensioned.
- the second motor 114.1 drives an intermediate wheel 142 via the chain 140, which via another coupled sprocket 144, a revolving chain 146, another double sprocket 148 and one Another rotating chain 150 that the opening roller 22 via the sprocket rotatably coupled to this drives.
- the further metering device 152 is supplied with flakes from a buffer space 154, namely from four Feed rollers 156, 158, 160 and 162.
- These feed rollers 156, 158, 160, 162 are of their own motor 164 driven, namely via a revolving chain 166.
- the respective directions of rotation of the feed rollers 156, 158, 160, 162 can be seen from the arrows drawn in each case. About these directions of rotation To secure, it is necessary to feed roller 160 through feed roller 162 via a separate chain 168 drive. From this it can be seen that the revolving chain 166 on the feed roller 160 only over one Sprocket is freely rotatably mounted.
- the metering device 152 is of a construction with the metering device almost identical at the lower end of the filling shaft 14.2.
- the drive of the two feed rollers 170, 172 is carried out by the motor 174, specifically via a revolving chain 176, which is essentially guided in this way is like the chain 136 at the lower end of the conveyor shaft, which is why the exact arrangement is not closer is described.
- the second feed roller 172 is separated by a separate rotating chain 78 driven.
- the opening roller 180 is driven by the chain wheel 142 via a further rotating chain 182, from which it can be seen that the sprocket 142 is designed as a double sprocket.
- the metering device 152 is switched on and off via light barriers 184, 186, which Determine the upper and lower limits of the fill level. Since the shaft 14.2 is relatively wide, measured in the Direction perpendicular to the plane of the drawing, two light barriers are provided on both sides, to take into account the inclined positions of the upper limit of the flake filling Switching on the dosing device 152 can take place when both lower light barriers are free, but switching off when both upper light barriers 186 are interrupted.
- Mass flows are assigned.
- the lowest light barrier can be idle, the top one Represent overflow protection.
- FIG. 6 shows a schematic representation of a pretensioning device 76.2 for the one feed roller 20, this biasing device being very similar to the biasing device 76 of FIG. 2.
- the feed roller 20 is due to the sophisticated geometry of the arrangement and utilization the feed roller 20 as a counterweight and by providing an additional counterweight 200, ensured that in all positions of the feed roller 20 within the intended swivel range ⁇ an at least substantially constant clamping force on the flake mass 62 between the two feed rollers 18, 20 is exercised.
- the maximum opening angle ⁇ i.e. at a position of the arm 72 in which its longitudinal direction 204 is in the position 206, the spring 84 is more compressed than in the position shown, i.e. the clamping force exerted by the spring Represents maximum.
- the feed roller 20 causes a larger one at the maximum angle ⁇ Compression force on the spring 84, since the feed roller 20 then a larger lever arm for the weight force directed vertically downwards.
- the additional counterweight 200 which over arm 202 exerts a counterclockwise torque on arm 72 again an additional force in the direction of the spring force 84 on the fiber flakes, which is between the two Feed rollers 18 and 20 are located.
- This additional force has a relative in the angular position 206 small value.
- that is between those of the two feed rollers 18 and 20 Flock exerted a tension value in position 206, which is approximately the difference between the maximum spring force and the maximum value of the weight force directed against this spring force Feed roller 20 corresponds.
- the additional weight 200 exercises due to the maximum length of the lever arm for vertically downward forces Torque on the arm 72, which supports the force exerted by the spring 84.
- the equation for the system can be easily created by looking around the arm 72 the axis of rotation 70 is calculated as a function of the angle ⁇ and then for each Angle ⁇ equals zero. These equations can then be used to obtain optimal values for the individual weights as well as the spring force and for the spring constant. It is also conceivable that one without the additional weight 200 can at least achieve a good approximation to a constant clamping force.
- the arm 72 must of course not be pivoted about the axis of rotation 70 of the opening roller 22. Instead, the articulation axis for the arm 72 can be chosen so that the clamping force is as desired remains constant.
- Fig. 7 shows an alternative embodiment of the biasing device 76.3, which is in the form of a Has gas pressure spring.
- a gas pressure spring has the property of having a relatively long stroke exert constant tension.
- Fig. 8 shows a hydraulic solution to the task of maintaining a constant clamping force produce.
- the feed rollers 18 and 20 are also shown schematically here.
- Spring preloading devices is the preloading device 76.4 here by means of two piston-in-cylinder arrangements 210 and 212 are formed, which engage on opposite ends of the axis of the feed roller 20, for example, the piston rods 214, 216 of the two piston-in-cylinder arrangements on the Axis of rotation of the feed roller 20 are articulated and the cylinders 218, 220 of the two piston-in-cylinder arrangements are hinged to the frame of the assigned flake shaft. In operation there is in the pressure in both cylinders, which is predetermined by the accumulator 222.
- the accumulator 222 consists of a cylinder, which by means of a flexible membrane 224 in two rooms 226 and 228 is divided.
- the space 226 is filled with a gas, for example air, while the space 228 receives a hydraulic fluid, which via the lines 230, 232 and 234 communicates with the pressure chambers of the two cylinders 218, 220.
- a gas for example air
- the space 228 receives a hydraulic fluid, which via the lines 230, 232 and 234 communicates with the pressure chambers of the two cylinders 218, 220.
- An initial pressure is built up in the hydraulic system via a metering device Line 236, as explained in more detail below. However, backflow through line 236 is not possible, as also explained in more detail later. Due to the set pressure, the piston-in-cylinder arrangements practice 210, 212 a predetermined force on the feed roller 20.
- the situation changes the feed roller 20 due to the resulting flake flow, for example, liquid from displaced the cylinders 218, 220 into the space 228 of the accumulator 222, which leads to an increase in the Volume of this space and a compression of the gas volume 226 leads.
- the pressure set in the system remains at least essentially constant, so that a constant clamping force is exerted on the feed roller 20 which resilience is also at least substantially independent of the actual position of the Feed roller is.
- a hand pump 238 which sucks hydraulic fluid from a reservoir 240 and through a check valve 242 and a Distributor valve 246 is pressed into the pressure chambers 218, 220 and 228.
- the one in these pressure rooms established pressure can be read off the manometer 248.
- a relief valve 250 ensures that the pressure generated by pump 238 does not exceed a maximum value, for example in the event of failure check valve 242.
- Another relief valve 252 prevents excessive pressure from building up in the hydraulic pressure system. Should the valve 250 or the valve 252 due to overpressure cause a pressure relief, the relieved liquid flows via line 254 into the Container 240 back.
- the distributor valve 246 is constructed here so that the total pressures at eight different Flake chutes A to H can be constructed with assigned metering devices. For each There are two piston-in-cylinder arrangements 210 and 212, as well as an accumulator 222 and the shaft assigned lines provided. The individual pre-tensioning devices can be operated via the distributor valve 246 can be selected successively. After the pressure setting for shaft H in the present example the manifold valve is rotated to a closed position in which the connection between the pump 238 and the individual printing systems is interrupted. It is obvious that in this example for each Pressure system must also be provided its own relief valve 252.
- the feed rollers 18, 20 or 18.1, 20.1 or 170, 172 can be designed as grooved rollers, i.e. they can have rollers with longitudinal grooves on the surface, or rollers with other surface textures, for example, pimpled rollers, sand rollers, etc.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
Claims (19)
- Procédé pour mélanger par quantités données différentes sortes de fibres qui sont déversées dans des silos de flocons respectifs (14, 14.1, 14.2) et sont évacuées vers l'opération de mélange suivante à l'aide de cylindres distributeurs (18, 20; 18.1, 20.1) disposés à l'extrémité inférieure des silos de flocons, dans chacun desquels un procédé de dosage destiné à alimenter des quantités prédéterminables de flocons de fibres par unité de temps est exécuté à l'aide de deux cylindres distributeurs (18, 20; 18.1, 20.1), disposés à l'extrémité inférieure du silo de flocons (14, 14.1, 14.2), tournant en sens inverses et formant entre eux une fente d'alimentation, dans lequel un cylindre ouvreur (22; 22.1) est disposé en dessous des cylindres distributeurs (18, 20; 18.1, 20.1) et au moins un des cylindres distributeurs (20; 18.1) est soumis à une force de sollicitation en direction de l'autre cylindre distributeur (18; 20.1) au moyen d'un ressort (78; 76.3; 210, 212) et peut être écarté de ce cylindre sous la pression des flocons, dans lequel est mesuré l'écart (x) entre les deux cylindres distributeurs (18, 20; 18.1, 20.1) ou une valeur proportionnelle à cet écart, caractérisé en ce que la vitesse de rotation d'au moins un des cylindres distributeurs (18, 20; 18.1, 20.1) est régulée pour chaque silo de flocons de manière que le produit (n.x) de la vitesse et de l'écart reste constant pour le moins en moyenne et qu'ainsi se règle une consigne de production moyenne prédéterminable mcnsg, et que la force de sollicitation de l'un des cylindres distributeurs (20; 18.1) en direction de l'autre cylindre distributeur (18; 20.1) soit réalisée au moyen d'au moins un ressort (78; 76.3; 210, 212) ou d'un élément tendeur (78), au moyen d'un ressort (78; 76.3; 210, 212) ou d'un élément tendeur dont la force reste constante au moins pour l'essentiel à l'intérieur du trajet de déplacement prédéfini ou se modifie considérablement à l'intérieur du trajet de déplacement prédéfini, la caractéristique du ressort étant prise en compte dans le circuit de régulation et la régulation étant corrigée de manière correspondante.
- Procédé selon la revendication 1, caractérisé en ce que la régulation de vitesse est réalisée de manière que le produit (n.x) soit intégré sur un intervalle de temps prédéterminable (t2 -t1), à partir duquel on forme la production momentanéeoù K représente une constante, en ce que l'on effectue une comparaison entre la valeur réelle m de la production momentanée et sa consigne mcnsg et qu'à partir de cette comparaison on calcule une nouvelle valeur de vitesse pour le prochain intervalle de temps afin que la prochaine valeur de la production momentanée m approche la consigne de production momentanée (mcnsg).

- Procédé selon la revendication 2, caractérisé en ce que la vitesse de rotation n des cylindres distributeurs est régulée pendant chaque intervalle de temps sur une valeur constante correspondante.
- Mélangeur destiné à former un mélange à partir de différentes sortes de fibres qui sont déversées dans des silos de flocons respectifs (14, 14.1, 14.2) et sont évacuées vers l'opération de mélange suivante à l'aide de cylindres distributeurs (18, 20; 18.1, 20.1) disposés à l'extrémité inférieure des silos de flocons, en particulier en employant le procédé selon la revendication 1, dans lequel il est prévu au niveau de chaque silo de flocons (14, 14.1, 14.2) un dispositif de dosage qui se compose de deux cylindres distributeurs (18, 20; 18.1, 20.1), disposés à l'extrémité inférieure du silo de flocons (14, 14.1, 14.2), tournant en sens inverses et formant entre eux une fente d'alimentation, dans lequel un cylindre ouvreur (22; 22.1) est disposé en dessous des cylindres distributeurs et dans lequel l'axe de rotation (68, 66.1) d'un des cylindres distributeurs (20, 18.1) est positionné de sorte qu'il puisse être écarté de l'autre cylindre distributeur (18, 20.1) dans la direction de l'axe de rotation (66, 68.1) de celui-ci et est soumis à une force de sollicitation dans la direction de l'axe de rotation (66, 68.1) de l'autre cylindre distributeur (18; 20.1) au moyen d'un ressort (78; 76.3; 210, 212), dans lequel est prévu un dispositif de mesure de déplacement (82, 84) qui détermine au cours de l'opération d'alimentation des flocons l'écart résultant (x) entre les deux cylindres distributeurs (18, 20; 18.1, 20.1) ou une valeur proportionnelle à cet écart, caractérisé en ce qu'il est prévu une régulation (130) qui régule la vitesse de rotation (n) des cylindres distributeurs (18, 20; 18.1, 20.1) sur la base de l'écart (x) déterminé en vue d'atteindre une consigne prédéfinie (mcneg) de la production momentanée (m) et en ce que la force de sollicitation de l'un des cylindres distributeurs (20; 18.1) en direction de l'autre cylindre distributeur (18; 20.1) est réalisée au moyen d'au moins un ressort (78; 76.3; 210, 212) ou d'un élément tendeur (78), au moyen d'un ressort ou d'un élément tendeur dont la force reste constante au moins pour l'essentiel à l'intérieur du trajet de décalage prédéfini ou se modifie considérablement à l'intérieur du trajet de décalage prédéfini, la caractéristique du ressort étant alors prise en compte dans le circuit de régulation et la régulation étant corrigée de manière correspondante.
- Mélangeur selon la revendication 4, caractérisé en ce que la régulation est réalisée dans des intervalles de temps prédéterminables (t2 - t1), que la production momentanée (m) donnée par l'intégraleest calculée pour chaque intervalle de temps, où K est une constante, et en ce que la régulation réalise une comparaison entre la production momentanée (m) et la consigne de production momentanée (mcnsg), et détermine à partir de cette comparaison la vitesse de rotation n pour le prochain intervalle de temps en vue d'approcher la consigne (mcnsg) et se règle sur cette valeur.
- Mélangeur selon la revendication 4 ou 5, caractérisé en ce que l'axe de rotation du cylindre distributeur (20), qui peut être décalé de l'axe de rotation du cylindre ouvreur (22) ou d'un autre cylindre (88), est maintenu au moyen de deux bras (72) montés sur l'axe de rotation du cylindre ouvreur ou, respectivement, de l'autre cylindre (88).
- Mélangeur selon la revendication 6, caractérisé en ce qu'il est prévu deux ressorts ou éléments tendeurs (78) qui agissent chacun sur l'un des bras (72; 72.1).
- Mélangeur selon l'une des revendications 3 à 7, caractérisé en ce qu'il est prévu de préférence des dispositifs réglables de butée (86) qui déterminent l'écart minimal entre les cylindres distributeurs, c'est-à-dire la largeur minimale de la fente d'alimentation.
- Mélangeur selon les revendications 6 et 8, caractérisé en ce que les dispositifs de butée (86) limitent la zone de rotation des bras (72; 72.1).
- Mélangeur selon une des revendications précédentes 4 à 9, caractérisé en ce que la hauteur de remplissage (24) des flocons présents dans le silo n'est pas prédéfinie.
- Mélangeur selon une des revendications précédentes 4 à 9, caractérisé en ce qu'un dispositif (152) est prévu afin de maintenir la hauteur de remplissage des flocons présents dans le silo à l'intérieur de limites haute et basse prédéterminées.
- Mélangeur selon la revendication 11, caractérisé en ce que le dépassement par le haut de la limite haute et le dépassement par le bas de la limite basse sont détectables au moyen de barrières lumineuses (184, 186).
- Mélangeur selon la revendication 11 ou 12, caractérisé en ce que le dispositif déterminant la hauteur de remplissage est prévu à l'extrémité supérieure du silo et que des flocons sont déversés dans le silo à partir d'un réservoir tampon (154) en forme de silo placé au-dessus du dispositif, le réservoir tampon présentant de préférence des parois criblées.
- Mélangeur selon la revendication 13, caractérisé en ce que le dispositif (152) déterminant la hauteur de remplissage est lui-même un appareil de dosage qui se compose de deux cylindres distributeurs (170, 172) et d'un cylindre ouvreur (180), et qui est formé conformément à une ou plusieurs des revendications 4 à 10.
- Mélangeur selon une des revendications précédentes 4 à 10, caractérisé en ce qu'une pluralité de barrières lumineuses est disposée à différentes hauteurs dans le silo de flocons, et que la hauteur de remplissage respective déterminée par les barrières lumineuses peut être prise en compte par le dispositif de régulation régulant la vitesse de rotation des cylindres distributeurs.
- Mélangeur selon une des revendications précédentes 4 à 15, caractérisé en ce que les cylindres distributeurs (18, 20; 18.1, 20.1; 170, 172) sont des cylindres rainurés, c'est-à-dire des cylindres avec des rainures longitudinales sur leurs surfaces, ou des cylindres avec d'autres particularités de surface, par exemple des cylindres à plots, des cylindres à surface granuleuse etc.
- Mélangeur selon une des revendications 4 à 16, caractérisé en ce que l'un des cylindres distributeurs (20) est soumis à la force de tension en direction de l'autre cylindre distributeur (18) au moyen d'au moins un vérin télescopique (76.3).
- Mélangeur selon une des revendications 4 à 16, caractérisé en ce que l'un des cylindres distributeurs (20) est soumis à la force de sollicitation en direction de l'autre cylindre distributeur (18) au moyen d'au moins un ressort (78) ; en ce qu'au moins un contrepoids (20, 200) est prévu afin de compenser au moins partiellement la chute de la force de sollicitation lorsque l'écart entre les deux cylindres distributeurs (18, 20) diminue, le contrepoids (20, 200) ou au moins une partie du contrepoids, le cas échéant en cas de suspension appropriée de l'un des cylindres distributeurs (20), étant formé par ce cylindre distributeur (20) même.
- Mélangeur selon une des revendications 4 à 6, caractérisé en ce que l'un des cylindres distributeurs (20) est soumis à la force de sollicitation en direction de l'autre cylindre distributeur (18) au moyen d'un dispositif de tension hydraulique qui est formé par exemple, soit par un système de refoulement (210, 214; 220, 226) activé par le déplacement de l'un des cylindres distributeurs et par un accumulateur (222) raccordé sur le système, soit par un dispositif "piston dans vérin" avec un système de pompe générant une pression constante tout au moins pour l'essentiel.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19904025476 DE4025476A1 (de) | 1990-02-12 | 1990-08-10 | Dosierverfahren und -vorrichtung zur abgabe vorgebbarer mengen von faserflocken pro zeiteinheit |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3904390 | 1989-02-14 | ||
| DE3904390 | 1989-02-14 | ||
| DE3913997A DE3913997A1 (de) | 1989-02-14 | 1989-04-27 | Dosierverfahren und -vorrichtung zur abgabe vorgebbarer mengen von faserflocken |
| DE3913997 | 1989-04-27 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP0383246A2 EP0383246A2 (fr) | 1990-08-22 |
| EP0383246A3 EP0383246A3 (en) | 1990-09-05 |
| EP0383246B1 EP0383246B1 (fr) | 1994-09-28 |
| EP0383246B2 true EP0383246B2 (fr) | 2002-05-15 |
Family
ID=25877777
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90102745A Expired - Lifetime EP0383246B2 (fr) | 1989-02-14 | 1990-02-12 | Procédé et appareil pour alimenter les flocons de fibres en quantité donnée |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5121523A (fr) |
| EP (1) | EP0383246B2 (fr) |
| JP (1) | JP2776941B2 (fr) |
| CN (1) | CN1024821C (fr) |
| DE (2) | DE3913997A1 (fr) |
| RU (1) | RU2050424C1 (fr) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5257438A (en) * | 1990-02-14 | 1993-11-02 | Maschinenfabrik Rieter Ag | Dosing method and apparatus for the delivery of predeterminate quantities of fiber flocks per unit of time |
| EP0470577B1 (fr) * | 1990-08-10 | 1994-09-21 | Maschinenfabrik Rieter Ag | Procédé et dispositif de dosage pour la distribution de quantités prédétermineés de flocons de fibres par unité de temps |
| DE4131759A1 (de) * | 1991-09-24 | 1993-03-25 | Hollingsworth Gmbh | Vorrichtung zum pneumatischen speisen von fasergut |
| DE19614519A1 (de) * | 1996-04-12 | 1997-10-16 | Bhs Corr Masch & Anlagenbau | Vorrichtung zum Fördern einer Materialbahn, insbesondere einer Wellpappenbahn |
| DE19630018A1 (de) * | 1996-07-25 | 1998-01-29 | Rieter Ag Maschf | Anlage zum Verarbeiten von Fasern |
| EP0810309B1 (fr) | 1996-05-20 | 2004-09-29 | Maschinenfabrik Rieter Ag | Installation pour le traitement de fibres |
| JPH1088433A (ja) * | 1996-09-12 | 1998-04-07 | Taihei:Kk | 混紡方法及び装置並びにマット |
| EP0894878A3 (fr) | 1997-07-30 | 2000-04-19 | Maschinenfabrik Rieter Ag | Nettoyeur de flocons |
| ATE238702T1 (de) * | 1998-02-26 | 2003-05-15 | Philip Morris Prod | Trichter |
| EP1167590A3 (fr) | 2000-06-23 | 2002-09-11 | Maschinenfabrik Rieter Ag | Mesure de la longeur de fibres |
| DE102005033180B4 (de) * | 2005-07-13 | 2020-03-12 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung zum Erfassen eines Parameters an mehreren, einem Streckwerk einer Spinnereimaschine zugeführten Faserbändern |
| DE102005040399A1 (de) * | 2005-08-25 | 2007-03-01 | Maschinenfabrik Rieter Ag | Flockenbeschickungssystem |
| DE102007014694B4 (de) * | 2007-03-27 | 2012-01-26 | Oskar Dilo Maschinenfabrik Kg | Vorrichtung zum geführten Transport einer Faserflockenmatte |
| US7811157B1 (en) * | 2009-07-23 | 2010-10-12 | Laitram, L.L.C. | Peeler with self-adjusting rollers |
| CN101724938B (zh) * | 2009-11-19 | 2011-09-28 | 太仓市万龙非织造工程有限公司 | 一种干法非织造前处理设备及设备上的罗拉组合输送装置 |
| DE102012100637A1 (de) * | 2011-01-26 | 2012-07-26 | Thüringisches Institut für Textil- und Kunststoff-Forschung e.V. | Verfahren zur kontinuierlichen Dosierung von Stapelfasern an Schneckenmaschinen |
| CH706658A1 (de) * | 2012-06-29 | 2013-12-31 | Rieter Ag Maschf | Verfahren und Vorrichtung zur Regelung der Faserzufuhr zu einer Karde. |
| WO2014008917A1 (fr) * | 2012-07-09 | 2014-01-16 | Thüringisches Institut für Textil- und Kunststoff-Forschung e.V. | Dispositif et procédé destinés au dosage continu de fibres discontinues sur des machines à vis sans fin |
| EP2695982A1 (fr) * | 2012-08-06 | 2014-02-12 | Oskar Dilo Maschinenfabrik KG | Dispositif et méthode pour égaliser ou obtenir un profil donné à un matelas de flocons de fibres |
| US20140041949A1 (en) * | 2012-08-09 | 2014-02-13 | Melvin D KERNUTT | Indirect Material Weighing Sensor |
| CN103103645B (zh) * | 2012-12-10 | 2015-06-24 | 苏州道众机械制造有限公司 | 一种纺织机械的微调罗拉 |
| CN103510201A (zh) * | 2013-09-12 | 2014-01-15 | 浙江新澳纺织股份有限公司 | 电子式改善条干均匀的方法 |
| JP6159632B2 (ja) * | 2013-09-26 | 2017-07-05 | ユニ・チャーム株式会社 | 吸収体の製造方法及び製造装置 |
| CN103741268A (zh) * | 2013-11-29 | 2014-04-23 | 吴江市大业丝绸整理有限公司 | 一种用于清理杂纤维的装置 |
| CN103710794B (zh) * | 2014-01-02 | 2016-03-30 | 孙海侠 | 一种开花机的喂给罗拉 |
| EP3699334B1 (fr) * | 2019-02-21 | 2023-08-09 | Oskar Dilo Maschinenfabrik KG | Dispositif d'alimentation d'une installation de formation du non-tissé |
| EP3739089B1 (fr) * | 2019-05-16 | 2022-08-10 | Oskar Dilo Maschinenfabrik KG | Dispositif d'alimentation d'une installation de formation du non-tissé |
| CN110592739B (zh) * | 2019-10-18 | 2024-09-20 | 盐城金大纺织机械制造有限公司 | 一种多品种棉层叠夹式混纺系统 |
| CN112877787B (zh) * | 2020-07-20 | 2025-06-24 | 国际竹藤中心 | 一种网纹竹纤维制备机组 |
| CN115872122B (zh) * | 2023-02-09 | 2023-05-23 | 山东日发纺织机械有限公司 | 一种传送速度的控制方法、控制器及生产线 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE196821C (fr) * | ||||
| GB735172A (en) * | 1952-05-16 | 1955-08-17 | Tmm Research Ltd | Improvements relating to the preparation of blended fibrous materials |
| FR1270586A (fr) * | 1960-07-18 | 1961-09-01 | Perfectionnements aux procédés et aux machines pour le mélange des matières textiles en vue de leur filature | |
| US3448905A (en) * | 1967-02-07 | 1969-06-10 | Topps Chewing Gum Inc | Article feed control |
| GB1270670A (en) * | 1968-10-30 | 1972-04-12 | British Iron Steel Research | Rolling sheet or strip from particulate material |
| DE1946213B2 (de) * | 1969-09-12 | 1971-09-02 | Heinrich Weiste & Co Gmbh, 4770 Soest | Dosiergeraet fuer pneumatisch arbeitnde verteilersysteme |
| CH562889A5 (fr) * | 1972-12-05 | 1975-06-13 | Rieter Ag Maschf | |
| US3889319A (en) * | 1973-10-23 | 1975-06-17 | Crompton & Knowles Corp | Method and system for producing blended textile fibrous materials |
| DE2834586C2 (de) * | 1978-08-07 | 1983-02-03 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Verfahren und Vorrichtung zur Regelung der einer Karde zuzuführenden Flockenmenge |
| JPS5637325A (en) * | 1979-09-03 | 1981-04-11 | Mitsubishi Rayon Co | Production of special crimped yarn |
| JPS594319B2 (ja) * | 1979-09-14 | 1984-01-28 | 孝生 岩崎 | 筆記具 |
| US4476611A (en) * | 1980-11-17 | 1984-10-16 | Automatic Material Handling, Inc. | Fiber feeding apparatus with fiber leveling means |
| DE3110668A1 (de) * | 1981-03-19 | 1982-09-30 | Maschinen- und Apparatevertrieb Helmut Strunk, 5241 Kirchen-Freusburg | Messanordnung fuer die vorschubgeschwindigkeit, die vorgeschobene laenge, das gewicht einer vorgeschobenen laenge eines angetriebenen gestreckten koerpers sowie zur regelung seiner vorschubgeschwindigkeit |
| DE3151063C2 (de) * | 1981-12-23 | 1984-05-24 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Verfahren und Vorrichtung zum Mischen von Textilfasern |
| GB2138578B (en) * | 1983-04-19 | 1986-08-28 | Haigh Chadwick Ltd | Fibre metering arrangement |
| DE3535684C2 (de) * | 1985-10-05 | 1996-06-05 | Truetzschler Gmbh & Co Kg | Vorrichtung zur Speisung eines Öffners oder Reinigers für Textilfaserflocken |
| JPH0246693B2 (ja) * | 1986-05-12 | 1990-10-17 | Ohara Tekkosho Kk | Senitafutonojunkankaisensochi |
| US4682388A (en) * | 1986-08-22 | 1987-07-28 | John D. Hollingsworth On Wheels, Inc. | Textile flock feed control system and method |
| DE3636381A1 (de) * | 1986-10-25 | 1988-05-11 | Simar Foerdertechnik Gmbh | Vorrichtung mit einem sammelbehaelter und einer austrageinrichtung |
| IN170276B (fr) * | 1986-12-12 | 1992-03-07 | Rieter Ag Maschf | |
| DE3705148C3 (de) * | 1987-02-18 | 1996-11-21 | Spinnbau Gmbh | Vorrichtung zum Zuführen von Fasermaterial in Wattevliesform zu einer Krempel, Karde oder dergleichen |
| IN171263B (fr) * | 1987-04-13 | 1992-08-29 | Rieter Ag Maschf | |
| DE3713590A1 (de) * | 1987-04-23 | 1987-10-08 | Hergeth Hubert | Schachtmischer |
| DE3733632C2 (de) * | 1987-10-05 | 1998-04-23 | Truetzschler Gmbh & Co Kg | Vorrichtung bei einer Karde oder Krempel zur Vergleichmäßigung des Faserbandes oder -vlieses |
-
1989
- 1989-04-27 DE DE3913997A patent/DE3913997A1/de not_active Ceased
-
1990
- 1990-02-12 DE DE59007294T patent/DE59007294D1/de not_active Expired - Fee Related
- 1990-02-12 EP EP90102745A patent/EP0383246B2/fr not_active Expired - Lifetime
- 1990-02-13 CN CN90101432A patent/CN1024821C/zh not_active Expired - Fee Related
- 1990-02-13 RU SU904743227A patent/RU2050424C1/ru active
- 1990-02-14 JP JP2031658A patent/JP2776941B2/ja not_active Expired - Lifetime
- 1990-02-14 US US07/480,123 patent/US5121523A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE3913997A1 (de) | 1990-08-23 |
| DE59007294D1 (de) | 1994-11-03 |
| US5121523A (en) | 1992-06-16 |
| CN1045609A (zh) | 1990-09-26 |
| EP0383246A2 (fr) | 1990-08-22 |
| CN1024821C (zh) | 1994-06-01 |
| RU2050424C1 (ru) | 1995-12-20 |
| EP0383246A3 (en) | 1990-09-05 |
| EP0383246B1 (fr) | 1994-09-28 |
| JPH03820A (ja) | 1991-01-07 |
| JP2776941B2 (ja) | 1998-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0383246B2 (fr) | Procédé et appareil pour alimenter les flocons de fibres en quantité donnée | |
| DE69020530T2 (de) | Verfahren und Vorrichtung zum Ausstrecken von Teig. | |
| DE2338374C2 (de) | Verfahren und Vorrichtung zum Herstellen einzelner Packungseinheiten aus Tabakfasern | |
| DE2506061B2 (de) | Wiegeeinrichtung zum kontinuierlichen Wiegen einer durchlaufenden Faserschicht | |
| DE3000153A1 (de) | Zufuehrvorrichtung fuer eine tabakschneidmaschine | |
| DE3116454C2 (fr) | ||
| DE19855571A1 (de) | Vorrichtung an einer Spinnereimaschine zum Herstellen eines Faserverbandes, z.B. aus Baumwolle, Chemiefasern | |
| EP0226925B1 (fr) | Dispositif pour couper des portions | |
| DE1535616A1 (de) | Webmaschine | |
| DE1812291B2 (de) | Vorrichtung zum bilden weitgehend gewichtsgleicher tabakportionen | |
| EP0470577B1 (fr) | Procédé et dispositif de dosage pour la distribution de quantités prédétermineés de flocons de fibres par unité de temps | |
| DE2724596A1 (de) | Verteiler fuer eine zigarettenherstellungsmaschine | |
| DE4025476A1 (de) | Dosierverfahren und -vorrichtung zur abgabe vorgebbarer mengen von faserflocken pro zeiteinheit | |
| EP0341450A1 (fr) | Dispositif pour décharger une natte de fibres d'une conduit d'alimentation | |
| DE2915710A1 (de) | Wiegevorrichtung | |
| DE3230144C2 (fr) | ||
| DE2302472A1 (de) | Verfahren und vorrichtung zum ueberwachen und regeln der bandspannung | |
| CH693676A5 (de) | Vorrichtung zum Messen der Dicke und/oder der Ungleichmässigkeit von Faserbändern. | |
| DE3141537C2 (de) | Vorrichtung zur Regelung der Zuführung von Spinngut zu einer Verarbeitungsmaschine | |
| EP0064584B1 (fr) | Procédé et dispositif pour déposer un ruban de fibres textiles | |
| DD292035A5 (de) | Dosierverfahren und -vorrichtung zur abgabe vorgebbarer mengen von faserflocken | |
| DE2509720A1 (de) | Verteiler einer zigarettenstrangmaschine | |
| DE3615357A1 (de) | Verfahren und vorrichtung zur bildung einer bahn | |
| DE1290853B (de) | Anlage zum Speisen einer Kardengruppe | |
| CH616183A5 (en) | Process for forming a lap web of constant weight per unit length and an apparatus for carrying out the process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19910305 |
|
| 17Q | First examination report despatched |
Effective date: 19920929 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940928 |
|
| REF | Corresponds to: |
Ref document number: 59007294 Country of ref document: DE Date of ref document: 19941103 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950106 |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: TRUETZSCHLER GMBH & CO. KG Effective date: 19950607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19951031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| RDAH | Patent revoked |
Free format text: ORIGINAL CODE: EPIDOS REVO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19990128 Year of fee payment: 10 |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000229 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020124 Year of fee payment: 13 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20020515 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): CH DE FR GB IT LI |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19940928 |
|
| EN | Fr: translation not filed | ||
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070216 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20070613 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080212 |