EP0399540A1 - Procédé et dispositif pour envelopper des marchandises avec une housse de film étirable et ensemble d'emballage formé avec ceux-ci - Google Patents
Procédé et dispositif pour envelopper des marchandises avec une housse de film étirable et ensemble d'emballage formé avec ceux-ci Download PDFInfo
- Publication number
- EP0399540A1 EP0399540A1 EP90109925A EP90109925A EP0399540A1 EP 0399540 A1 EP0399540 A1 EP 0399540A1 EP 90109925 A EP90109925 A EP 90109925A EP 90109925 A EP90109925 A EP 90109925A EP 0399540 A1 EP0399540 A1 EP 0399540A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- piece goods
- length
- weld seam
- film
- parallel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 34
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 15
- 230000000717 retained effect Effects 0.000 claims abstract 2
- 239000000463 material Substances 0.000 claims description 22
- 229920006302 stretch film Polymers 0.000 claims description 19
- 238000003466 welding Methods 0.000 claims description 16
- 238000003892 spreading Methods 0.000 claims description 4
- 230000007480 spreading Effects 0.000 claims description 4
- 238000004904 shortening Methods 0.000 claims description 2
- 238000012856 packing Methods 0.000 claims 1
- 230000015572 biosynthetic process Effects 0.000 abstract description 3
- 230000008569 process Effects 0.000 description 10
- 229920006300 shrink film Polymers 0.000 description 7
- 238000003860 storage Methods 0.000 description 6
- 238000004804 winding Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 239000003209 petroleum derivative Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/13—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the preformed tubular webs being supplied in a flattened state
- B65B9/135—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the preformed tubular webs being supplied in a flattened state for palletised loads
Definitions
- the invention relates to a method for wrapping piece goods - in particular stacked piece parts such as, for example, and in particular generally formed by a palletizing device, essentially cuboid or cube-shaped piece stacks, which consist of a plurality of layers of piece goods arranged one above the other, generally congruent, by means of a tubular stretch film section , whose unstretched original circumference is smaller than the circumference of the piece goods to be wrapped, which is stretched in its circumferential direction by an amount before the covering over the piece goods to be wrapped, which is an effortless over allows pulling over the piece goods to be wrapped, and which, after being pulled over, remains tightly stretched against the piece goods, the tubular stretch film section being welded at one end to form a welded stretch hood to form a weld seam, which after the wrapping runs essentially in the center and parallel to two opposite edges of the end faces of the piece goods to be wrapped.
- the invention further relates to a device for wrapping piece goods according to the above method, which u.a. four (spread) fingers or the like has, which are to be introduced into the interior of the tubular film before wrapping.
- the invention further relates to a packaging unit to be formed in particular by the above method and / or using the above device.
- palletized piece goods stacks which are made, for example, of cement, such as chemical bulk goods or the like. filled sacks and i.a. are formed by means of a palletizing device, packaging methods are known in which the piece goods or the piece goods stack is wrapped with so-called shrink film, which is subjected to heat after the wrapping and then firmly shrinks against the piece goods to be wrapped / the piece goods stack to be wrapped .
- so-called winding methods in which flat film is wrapped around the piece goods / the piece goods stack to be wrapped
- so-called hood processes are also known, in which at least one (possibly also two) film hood (n ) over the piece goods to be wrapped and then to this is shrunk.
- the main disadvantages of the shrink film packaging process include in that the piece goods wrapped in shrink film must be subjected to heat for the purpose of shrinking. This not only leads to correspondingly high energy costs, but also, in particular when exposed to an open flame, to the fact that these processes are not suitable for flammable goods, such as those that are available, for example, and especially in the chemical industry, because of the associated dangers are suitable.
- a further disadvantage of all shrinking methods is that, due to the required film thicknesses, a relatively high amount of material is required, which leads to relatively high packaging costs, since film material has become very expensive as a petroleum product, particularly since the known energy crises.
- shrinkage is often perceived as not being environmentally friendly, since this creates exhaust gases to a not inconsiderable extent, and because the operators are exposed to considerable noise pollution.
- stretch films instead of the shrink films, which do not require any heat in order to adhere to the packaging Create general cargo.
- stretching leads, after the wrapping, to the fact that the film material contracts again and thereby firmly attaches to the piece goods to be wrapped or packaged.
- winding stretching has become known, in which web-shaped stretch film - similar to winding shrinkage - is wrapped around the piece goods to be wrapped.
- advantages achieved compared to shrinking winding stretching is also associated with not inconsiderable disadvantages.
- These lie, for example, in the fact that the desired good load securing is still unsatisfactory, since winding stretching produces only horizontal or only vertical tensioning forces if the piece goods to be wrapped are not wrapped in both directions. The latter, however, leads to a disproportionate use of materials with corresponding costs.
- the film consumption - although lower than the shrinkage - is still perceived as unsatisfactory for cost reasons, this being caused in particular by the fact that not inconsiderable overlaps of two mutually adjacent film webs are required in each case in the stretching process.
- a flat film is to be given as a cover sheet, and that a separate cover sheet feeder with a corresponding work step is required for this. This can cause corrugations in the area of such a cover sheet and, in particular, damage if the cover is turned over several times, since such a cover sheet does not bear under tension on the piece goods.
- packaged goods packed by stretch wrap are often not adequately weather-resistant, since moisture can often penetrate into the packaging unit at the edges of the film, and that the view of the packaged packaged goods is often imperfect, if it is often difficult to wrap them around preventable crease comes.
- a weld seam is just as unavoidable with stretch film hoods, which are each formed from a section of a tubular film material for reasons of economy, as is the case with shrink film hood processes, whereby the difficulties detailed below with shrink film packaging using film hoods are probably due to the Heat exposure and the restructuring of the molecules taking place here have not shown nearly as much as has been the case up to now with stretch film hood processes.
- Such tubular film material is known to have a folded, as it were flat initial state, in which the tubular film material has two mutually parallel first side surfaces and two V-shaped inwardly folded second side surfaces. This folding is therefore useful in order to be able to store such tubular film material rolled up into rolls in a space-saving manner (and thus also with a relatively small width, among other things).
- I.ü. It has been shown that such tubular film material folded in the stock state can be opened better than is the case when the tubular film material is fed to a hood former in the unfolded state, in which the tubular film width is therefore equal to half the circumference of the tubular film.
- the weld seam in this way of working during stretching is inevitable and necessarily one subjected to considerable stretching, and not only when stretching in front of the Wrapping the piece goods / piece goods stack, in which the tubular film must be widened to such an extent that it can be easily pulled over the piece goods / piece goods stack, but also afterwards in the wrapped state.
- Such a formation of the weld seam can, however, result in the internal stresses present in the film material being lost (largely or even essentially completely) during the plasticization of the film material during the welding process, so that they also remain in the welded section after the welding process has ended are practically no longer available, but they remain in the rest of the film material, so that tearing or even tearing can occur, particularly in the border areas between the weld seam and adjacent film material, in particular when packaging units formed in this way are turned over several times, which then results in corresponding tears Loss of the required stack strength can lead to a loss of the desired tightness.
- the present invention has for its object to improve the known methods and devices and thus last but not least the packaging units to be formed therewith in such a way that the problems previously occurring in the weld seam area and in the adjacent areas are avoided or at least considerably reduced to a harmless level.
- the length of the weld seam is selected so that it is at least approximately 85 to 90% of the length of the end edges of the piece goods to be encased which are parallel to it in the encased state, and this is preferred provided that it is at least about 95% of the length of the face edges of the piece goods parallel to it in the encased state, a most preferred embodiment being that the length of the weld seam is substantially equal to the length of the wrapped state is parallel to the end edges of the piece goods, the weld seam is preferably formed before (transverse) stretching.
- the weld seam length before the (transverse) stretching is formed with a length which is practically equal to the length of the end edges of the piece goods parallel to it in the wrapped state, no harmful tensions occur in the finished wrapping state of the packaging unit more and there are still no tears, unwanted corrugations and the like, because the weld seam in the unstretched (unstretched) initial state before stretching the film material has more or less exactly the same length as in the wrapping state.
- the practically unstretched condition of the welded-off area also does not have any adverse side effects, because in this area no stretch tensions are required for the desired tight or tight wrapping of the piece goods.
- the customary folded film tube material which has two mutually parallel first side faces and two second side faces each folded in a V-shape
- the storage width of the tubular film material before the welding process is then generally increased to the desired size of the weld seam, and the relevant tubular film section is then stretched with the appropriate weld seam length after welding and thereby onto a piece goods (stack) concerned adapted shape, so that the way formed stretch film hood effortlessly pull over the piece goods to be wrapped.
- the weld seam area is then generally stretched somewhat, but due to the inventive dimensioning of the weld seam in the wrapping state, this stretching state practically goes back to zero, since the unstretched weld seam length according to the invention is essentially equal to the length of the end wall edges parallel to the weld seam in the wrapped state was trained.
- a device for carrying out the method according to the invention which generally has four (spreading) fingers or the like. has, which are to be introduced into the interior of the tubular film in order to open it fully and (cross) it, designed according to the invention in such a way that the fingers can first be moved into a first position or working position in which the length of the mutually parallel first side walls the tubular film has the desired length of the weld seam, and that the fingers or the like. only afterwards (namely after welding) can be moved into a second position, in which the tubular film is stretched into its covering state.
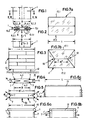
- FIG. 1 to 4 show the free end section of the tubular film 1 formed as a stretch film, which comes from a roll-up reel of tubular film and which is supplied with a width B corresponding to the storage width to a piece goods stack 2 according to the arrow 3 in FIG. 3 from the center, and which has two mutually parallel first side faces 4.1 and 4.2 and two second side faces 5.1 and 5.2 folded inwards in a V-shape in the folded storage and supply state, each of which has two legs 6.1.1 and 6.1.2 or 6.2.1 and 6.2.2 exist.
- FIG. 1 shows a side view of the tubular film 1 in the direction of the arrow I in FIG. 2 and FIG. 2 shows a section through the tubular film 1 according to FIG. 1 in the direction of the section line II-II, but already in a slightly opened position State in which (spreading) fingers 7 (see FIGS. 4 and 5) or the like may already be. can be inserted into the interior of the tubular film 1.
- Such opening of the tubular film 1 from the state of storage, in which adjacent first and second side surfaces 4 and 5 are in contact with one another, can for example by suction bar 8 or the like. (see FIG. 2), which are placed on the free end section of the tubular film 1 from the outside on the first side faces 4 and can then be moved apart by a corresponding amount according to the arrows 9 (see FIG. 2).
- Fig. 3 shows a side view of the relative assignment of the free end portion of the tubular film 1 to a piece of goods to be wrapped with a stretched film hood 2, which is supported to enable understretching on its underside 10 on the substrate 11 by means of a support means 12, the area of which is smaller than the bottom 10 of the piece goods stack 2.
- the length L of the weld seam 13 to be formed at the upper end of the stretch film section is substantially equal to the length l of the front edges of the piece goods stack 2 parallel to it in the wrapped state
- the width B of the supplied tubular film 1 i.e. the length of its mutually parallel first side surfaces 4, must therefore first be enlarged accordingly.
- the fingers or the like. 7, which will later be used for completely opening the tubular film 1 and for stretching, are moved into the slightly open tubular film according to FIG. 4, the lower section of which is generally used. is reefed zigzag folded by means of suitable devices to enable the lowest possible overall height, and that Accordingly, the fingers 7 are first moved in the direction of the arrows 14 parallel to the first side faces 4, with their enlargement and corresponding reduction of the second side faces 5, until the length B 'of the first side faces 4 is at least in the designated welding area equal to the predetermined or The intended length L of the weld seam to be formed, namely the length l of the end edges of the stack of packaged goods 2 which are parallel to the weld seam 13 in the wrapped state.
- the fingers 7 can then be extended diagonally according to the arrows 16 (see FIG. 5) while the tubular film 1 is completely open and, if necessary, also perform the (transverse) stretching process in which the film hood 1 'now formed in relation to the piece goods stack 2 is brought to an oversize, which allows it to be subsequently pulled from above over the piece goods stack 2, with its lower edge portion shrinking the underside 10 of the piece goods stack 2 and the film hood 1 ', thus under permanent stretch, firmly on the piece goods stack 2 is present.
- FIG. 7a shows a plan view of the piece goods stack 2 wrapped with the film hood 1. It can be seen that the length of the weld seam 13 is practically equal to the length l of the face edges 17.1 and 17.2 of the piece goods stack 2 parallel to it, and that the weld seam 13 thus again has the length l, which it already has before Had stretching.
- FIG. 6c it was subjected to a certain stretch in the transverse direction during the (transverse) stretching, but this stretching stretch is evidently reduced to zero due to the design according to the invention, so that the problems previously occurring in the area of the weld seam 13 are not only so reduced to a different level, but are practically completely eliminated.
- FIG. 7b shows a view according to Fig. 7a on a with a film hood 1 'wrapped piece of goods, in which the weld 13' was carried out in a conventional manner before stretching in a length B that the width of the supplied tubular film 1 corresponds.
- the weld seam 13 ' (its length is therefore considerably smaller than the length l of the face edges 17.1 and 17.2 of the piece goods stack 2 parallel to it in the wrapped state) not only when stretching to oversize (for covering the General cargo stack 2) is considerably (more) stretched, but that the weld seam 13 'remains in a considerable stretched state, especially in the wrapped state when the film hood 1' is firmly attached to the general cargo stack 2, with the result that it is particularly in the tip regions 18 considerable stress peaks, which in turn can lead to tears, particularly in the case of multiple handling, and thus to the removal of protection against the effects of weather and possibly even to the loss of the required dimensional stability of the packaging unit.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Basic Packing Technique (AREA)
- Wrappers (AREA)
- Closing Of Containers (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3917110A DE3917110A1 (de) | 1989-05-26 | 1989-05-26 | Verfahren und vorrichtung zum umhuellen von stueckgut mit einer stretchfolienhaube und hiermit zu bildende verpackungseinheit |
| DE3917110 | 1989-05-26 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0399540A1 true EP0399540A1 (fr) | 1990-11-28 |
| EP0399540B1 EP0399540B1 (fr) | 1993-12-08 |
| EP0399540B2 EP0399540B2 (fr) | 2000-07-05 |
Family
ID=6381414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90109925A Expired - Lifetime EP0399540B2 (fr) | 1989-05-26 | 1990-05-25 | Procédé et dispositif pour envelopper des marchandises avec une housse de film étirable et ensemble d'emballage formé avec ceux-ci |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0399540B2 (fr) |
| AT (1) | ATE98178T1 (fr) |
| DE (2) | DE3917110A1 (fr) |
| DK (1) | DK0399540T4 (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0576731A1 (fr) * | 1992-07-01 | 1994-01-05 | Teepak, Inc. | Méthode d'emballage d'un groupement d'enveloppes pour denrées alimentaires |
| EP1063169A1 (fr) | 1999-06-21 | 2000-12-27 | Maschinenfabrik Möllers GmbH u. Co. | Procede et appareil pour envelopper une pile d' objets ainsi que l' ensemble obtenu par ce procede |
| EP1072514A1 (fr) | 1999-07-23 | 2001-01-31 | Beumer Maschinenfabrik GmbH & Co. KG | Procede et appareil pour envelopper des marchandises, en particulier des piles de marchandises, avec une housse de film etirable |
| WO2002058996A1 (fr) * | 2001-01-25 | 2002-08-01 | MSK-Verpackungs-Systeme Gesellschaft mit beschränkter Haftung | Procede pour disposer une bande tubulaire plate en film etirable sur une pile de marchandises |
| EP1266829A1 (fr) | 2001-06-13 | 2002-12-18 | Beumer Maschinenfabrik GmbH & Co. KG | Procédé et appareil pour envelopper des marchandises, en particulier des piles de marchandises, avec un film étirable, ainsi que la charge obtenue |
| FR2869876A1 (fr) * | 2004-05-07 | 2005-11-11 | Thimon Sa | Dispositif et procede d'ouverture d'une gaine plastique a soufflets pour la mise en forme d'une housse souple d'emballage d'une charge |
| DE202009008434U1 (de) | 2009-05-08 | 2009-09-03 | Maschinenfabrik Möllers Gmbh | Vorrichtung zum Herstellen einer palettenlosen Verpackungseinheit und palettenlose Verpackungseinheit |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20109692U1 (de) * | 2001-06-13 | 2002-10-24 | Beumer Maschinenfabrik Gmbh & Co. Kg, 59269 Beckum | Vorrichtung zum Umhüllen von Stückgut mittels einer Stretchfolienhaube |
| DE102006005666A1 (de) * | 2006-01-31 | 2007-08-09 | Corpac Deutschland Gmbh & Co.Kg | Folie sowie hieraus hergestellte Haube |
| WO2007088155A1 (fr) | 2006-01-31 | 2007-08-09 | Corpac Deutschland Gmbh & Co. Kg | Capot ou couvercle, en particulier pour des récipients pour une charge sensible à la corrosion |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4050219A (en) * | 1976-02-19 | 1977-09-27 | Comptex, Inc. | Bagging machine |
| DE2706955A1 (de) * | 1977-02-18 | 1978-08-24 | Keller Gmbh & Co Kg | Einrichtung zum umhuellen von stapeln, insbesondere von ziegelstapeln |
| DE8808508U1 (de) * | 1988-06-03 | 1988-08-25 | Bernhard Beumer Maschinenfabrik KG, 59269 Beckum | Vorrichtung zum Umhüllen von Stückgut mit einer Stretchfolienhaube |
| EP0285855A1 (fr) * | 1987-03-11 | 1988-10-12 | Kurt Lachenmeier A/S | Procédé et appareil pour emballer des articles dans une feuille thermoplastique sous forme de bande tubulaire |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2316127A1 (fr) * | 1975-07-04 | 1977-01-28 | Hurdequint Louis | Procede de suremballage d'un fardeau par une gaine etirable, et dispositif de mise en oeuvre du procede |
| DE3707877A1 (de) * | 1987-03-11 | 1988-09-22 | Lachenmeier Kurt Aps | Verfahren und vorrichtung zum verpacken von gegenstaenden mit einer bahnfoermigen kunststoffolie |
-
1989
- 1989-05-26 DE DE3917110A patent/DE3917110A1/de active Granted
-
1990
- 1990-05-25 EP EP90109925A patent/EP0399540B2/fr not_active Expired - Lifetime
- 1990-05-25 DK DK90109925T patent/DK0399540T4/da active
- 1990-05-25 AT AT90109925T patent/ATE98178T1/de not_active IP Right Cessation
- 1990-05-25 DE DE59003755T patent/DE59003755C5/de not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4050219A (en) * | 1976-02-19 | 1977-09-27 | Comptex, Inc. | Bagging machine |
| DE2706955A1 (de) * | 1977-02-18 | 1978-08-24 | Keller Gmbh & Co Kg | Einrichtung zum umhuellen von stapeln, insbesondere von ziegelstapeln |
| EP0285855A1 (fr) * | 1987-03-11 | 1988-10-12 | Kurt Lachenmeier A/S | Procédé et appareil pour emballer des articles dans une feuille thermoplastique sous forme de bande tubulaire |
| DE8808508U1 (de) * | 1988-06-03 | 1988-08-25 | Bernhard Beumer Maschinenfabrik KG, 59269 Beckum | Vorrichtung zum Umhüllen von Stückgut mit einer Stretchfolienhaube |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0576731A1 (fr) * | 1992-07-01 | 1994-01-05 | Teepak, Inc. | Méthode d'emballage d'un groupement d'enveloppes pour denrées alimentaires |
| EP1063169A1 (fr) | 1999-06-21 | 2000-12-27 | Maschinenfabrik Möllers GmbH u. Co. | Procede et appareil pour envelopper une pile d' objets ainsi que l' ensemble obtenu par ce procede |
| EP1072514A1 (fr) | 1999-07-23 | 2001-01-31 | Beumer Maschinenfabrik GmbH & Co. KG | Procede et appareil pour envelopper des marchandises, en particulier des piles de marchandises, avec une housse de film etirable |
| EP1072514B1 (fr) * | 1999-07-23 | 2005-04-27 | Beumer Maschinenfabrik GmbH & Co. KG | Procede et appareil pour envelopper des marchandises, en particulier des piles de marchandises, avec une housse de film etirable |
| WO2002058996A1 (fr) * | 2001-01-25 | 2002-08-01 | MSK-Verpackungs-Systeme Gesellschaft mit beschränkter Haftung | Procede pour disposer une bande tubulaire plate en film etirable sur une pile de marchandises |
| EP1266829A1 (fr) | 2001-06-13 | 2002-12-18 | Beumer Maschinenfabrik GmbH & Co. KG | Procédé et appareil pour envelopper des marchandises, en particulier des piles de marchandises, avec un film étirable, ainsi que la charge obtenue |
| FR2869876A1 (fr) * | 2004-05-07 | 2005-11-11 | Thimon Sa | Dispositif et procede d'ouverture d'une gaine plastique a soufflets pour la mise en forme d'une housse souple d'emballage d'une charge |
| DE202009008434U1 (de) | 2009-05-08 | 2009-09-03 | Maschinenfabrik Möllers Gmbh | Vorrichtung zum Herstellen einer palettenlosen Verpackungseinheit und palettenlose Verpackungseinheit |
Also Published As
| Publication number | Publication date |
|---|---|
| DK0399540T3 (da) | 1994-02-14 |
| DE3917110C2 (fr) | 1993-07-15 |
| DE59003755D1 (de) | 1994-01-20 |
| DE3917110A1 (de) | 1990-11-29 |
| EP0399540B2 (fr) | 2000-07-05 |
| EP0399540B1 (fr) | 1993-12-08 |
| DK0399540T4 (da) | 2000-09-04 |
| DE59003755C5 (de) | 2006-10-12 |
| ATE98178T1 (de) | 1993-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3918311C2 (de) | Verfahren und Vorrichtung zum Umhüllen von Stückgut, insbesondere Stückgutstapeln, mit einer Stretchfolienhaube | |
| EP2251267B1 (fr) | Dispositif et procédé d'emballage d'une unité de chargement dotée d'une feuille | |
| DE2413807C3 (de) | Verfahren und Maschine zum Herstellen einer Palettenpackung durch Umwickeln des auf eine Palette gestapelten Packgutes mit einer Folienbahn | |
| EP2371716B1 (fr) | Procédé et dispositif destinés à recouvrir une feuille tubulaire ou une enveloppe de feuille sur une pile de marchandises | |
| EP1059233A1 (fr) | Procédé et dispositif pour emballer des objets dans une housse en feuille | |
| DE1927857A1 (de) | Verfahren und Vorrichtung zum Zusammenfassen einer Paletten-Sammelpackung zu einer stabilen Einheit | |
| EP2036818A1 (fr) | Procédé de fabrication d'une unité d'emballage sans palette | |
| EP0399540B1 (fr) | Procédé et dispositif pour envelopper des marchandises avec une housse de film étirable et ensemble d'emballage formé avec ceux-ci | |
| DE3781018T2 (de) | Verfahren zum verpacken von gegenstaenden in einer folie. | |
| EP1963187B1 (fr) | Installation d'emballage par bache avec dispositif de realisation de plis lateraux | |
| DE102020117410A1 (de) | Verpackungsmaschine | |
| DE2614558B2 (de) | Verfahren und Vorrichtung zur Herstellung palettenloser Verpackungseinheiten | |
| DE3908957A1 (de) | Verfahren und vorrichtung zum umhuellen von stueckgut mit kunststoffolie | |
| DE19612372C2 (de) | Stretcheinrichtung zum Stretchen einer Stretchfolienhaube | |
| DE60311050T2 (de) | Verfahren und Vorrichtung zum Umhüllen einer palettisierten Ladung mit einer Stretchfolienhaube | |
| EP3895997B1 (fr) | Machine d'emballage | |
| EP0445443B1 (fr) | Gaine à replis intérieurs en feuille étirable destinée à l'emballage d'articles | |
| DE202009008118U1 (de) | Vorrichtung zum Umhüllen von Stückgut | |
| EP2130771B1 (fr) | Dispositif et procédé de recouvrement d'une feuille tubulaire sur une pile de marchandises | |
| DE19503927A1 (de) | Verfahren und Vorrichtung zum Überziehen einer Stretchfolienhaube über einen Gutstapel | |
| DE60302588T2 (de) | Verfahren und Vorrichtung zum Überziehen einer Stretchfolienhaube über eine palettesierte Ladung | |
| EP0764579B1 (fr) | Procédé et dispositif d'emballage d'objets dans une feuille tubulaire en matière plastique rétractable | |
| EP1275581A1 (fr) | Procédé et appareil pour envelopper une pile de marchandises avec une housse de film étirable | |
| EP0314086A2 (fr) | Emballage rétrécissable ainsi que procédé pour sa fabrication | |
| DE102009024663A1 (de) | Verfahren und Vorrichtung zum Umhüllen von Stückgut |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK FR LI LU NL |
|
| 17P | Request for examination filed |
Effective date: 19901019 |
|
| 17Q | First examination report despatched |
Effective date: 19930226 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK FR LI LU NL |
|
| REF | Corresponds to: |
Ref document number: 98178 Country of ref document: AT Date of ref document: 19931215 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 59003755 Country of ref document: DE Date of ref document: 19940120 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: KURT LACHENMEIER A/S KL INDUSTRIMASKINER Effective date: 19940510 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: KURT LACHENMEIER A/S KL INDUSTRIMASKINER |
|
| 26 | Opposition filed |
Opponent name: MASCHINENFABRIK MOELLERS GMBH U. CO. Effective date: 19940720 Opponent name: KURT LACHENMEIER A/S KL INDUSTRIMASKINER Effective date: 19940510 |
|
| EPTA | Lu: last paid annual fee | ||
| 26 | Opposition filed |
Opponent name: MASCHINENFABRIK MOELLERS GMBH U. CO. Effective date: 19940720 Opponent name: MSK-VERPACKUNGS-SYSTEME GMBH Effective date: 19940827 Opponent name: KURT LACHENMEIER A/S KL INDUSTRIMASKINER Effective date: 19940510 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: MASCHINENFABRIK MOELLERS GMBH U. CO. |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: MSK - VERPACKUNGS - SYSTEME GMBH |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: KURT LACHENMEIER A/S KL INDUSTRIMASKINER * 940720 Effective date: 19940510 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: MSK-VERPACKUNGS-SYSTEME GMBH Opponent name: KURT LACHENMEIER A/S KL INDUSTRIMASKINER Opponent name: MASCHINENFABRIK MOELLERS GMBH U. CO. |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| R26 | Opposition filed (corrected) |
Opponent name: MASCHINENFABRIK MOELLERS GMBH U. CO. * 19940827 MS Effective date: 19940720 |
|
| 27A | Patent maintained in amended form |
Effective date: 20000705 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE DK FR LI LU NL |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: MSK-VERPACKUNGS-SYSTEME GMBH Opponent name: MASCHINENFABRIK MOELLERS GMBH U. CO. |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| NLR2 | Nl: decision of opposition | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T4 |
|
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BUECHEL, KAMINSKI & PARTNER PATENTANWAELTE ESTABLI Ref country code: CH Ref legal event code: PFA Free format text: BERNHARD BEUMER MASCHINENFABRIK KG TRANSFER- BEUMER MASCHINENFABRIK GMBH & CO. KG |
|
| NLS | Nl: assignments of ep-patents |
Owner name: BEUMER MASCHINENFABRIK GMBH & CO. KG |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20090531 Year of fee payment: 20 Ref country code: DK Payment date: 20090526 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090528 Year of fee payment: 20 Ref country code: AT Payment date: 20090615 Year of fee payment: 20 Ref country code: FR Payment date: 20090528 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20090619 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090615 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20090720 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: BEUMER MASCHINENFABRIK GMBH & CO. KG Free format text: BEUMER MASCHINENFABRIK GMBH & CO. KG#OELDER STRASSE 40#59269 BECKUM (DE) -TRANSFER TO- BEUMER MASCHINENFABRIK GMBH & CO. KG#OELDER STRASSE 40#59269 BECKUM (DE) |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V4 Effective date: 20100525 |
|
| BE20 | Be: patent expired |
Owner name: BERNHARD *BEUMER MASCHINENFABRIK K.G. Effective date: 20100525 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EUP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20100525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20100525 |