EP0524062A1 - Verfahren zur Herstellung einer Ladung von Rollen aus zusammendrückbarem Material - Google Patents
Verfahren zur Herstellung einer Ladung von Rollen aus zusammendrückbarem Material Download PDFInfo
- Publication number
- EP0524062A1 EP0524062A1 EP92401975A EP92401975A EP0524062A1 EP 0524062 A1 EP0524062 A1 EP 0524062A1 EP 92401975 A EP92401975 A EP 92401975A EP 92401975 A EP92401975 A EP 92401975A EP 0524062 A1 EP0524062 A1 EP 0524062A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- compression
- rollers
- modules
- stack
- station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 20
- 239000000463 material Substances 0.000 title claims abstract description 13
- 230000006835 compression Effects 0.000 claims abstract description 49
- 238000007906 compression Methods 0.000 claims abstract description 49
- 238000010438 heat treatment Methods 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 claims description 2
- 238000004026 adhesive bonding Methods 0.000 claims 1
- 238000004806 packaging method and process Methods 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 230000015556 catabolic process Effects 0.000 description 4
- 238000006731 degradation reaction Methods 0.000 description 4
- 239000011491 glass wool Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000000717 retained effect Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920006302 stretch film Polymers 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 239000011490 mineral wool Substances 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000008707 rearrangement Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000011150 reinforced concrete Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B13/00—Bundling articles
- B65B13/18—Details of, or auxiliary devices used in, bundling machines or bundling tools
- B65B13/20—Means for compressing or compacting bundles prior to bundling
Definitions
- the present invention relates to the packaging of compressible materials, and in particular insulating felts made of glass wool or other mineral wool, and is more particularly aimed at producing palletizable loads of reduced bulk facilitating the transport and storage of such products.
- the light fibrous insulating materials are generally packaged in the compressed state in the form of rolls closed by unitary packages of the paper belt or plastic envelope type, essentially based on polyethylene, heat-shrunk.
- these rollers are generally assembled in batches on pallets. In practice, the size of these must be compatible with the dimensions of the means of transport, trucks or more often, railway wagons. The latter also limit the total height of the palletized load, which must therefore ultimately comply with a fairly strict gauge in which a reduced number of rollers enters.
- the invention relates to a new solution for compacting a load of rollers of compressible material, and in particular of fibrous insulating material, or, which of course amounts to the same thing, for increasing the number of rollers per load, and this while preserving the quality of the material, taking particular care not to create permanent deformation remaining when the rollers are unpacked, even after a relatively long storage period, for example a few months.
- the method according to the invention consists in stacking rollers in several layers, the rollers being lying down, applying vertical compression by limiting the movements of the extreme rollers of each layer, removing this vertical compression to allow the stack to relax, finally set up links to control the stack to the dimensions obtained.
- the stack can be turned 90 so that the rollers end up standing.
- Temporary vertical compression can be very important, and in any case correspond to a compression rate much higher than the elastic compression limit of the material which, let us recall, is already very strongly compressed during the phase of constitution of the roller.
- the compression can for example temporarily reduce the height of the load to a height between 50% and 80% of the initial height, the duration of the compression phase being adjusted accordingly, and shorter as the temporary compression exerted is high.
- the pile must be maintained at the dimensions obtained after it is released; for this we can use a strapping machine that will set up two or three links, for example plastic.
- Another solution is to bandage with a plastic stretch film, the load being then protected from the weather and can therefore be stored in the open air.
- the stack of rollers is preferably limited to three layers, but several loads, at least two, can be superimposed before the step of placing the links, of course taking care that the axes of the rollers are well aligned to prevent the weight of the upper layers from degrading the lower layers.
- the vertical compression must not be completely compensated for by a displacement of the extreme rollers of each layer, so the latter must be retained, otherwise the compression would drive them aside. This can be done by pre-wrapping the stack of rollers before applying compression.
- Another solution is to surround all of the rollers constituting a layer, which has the advantage of providing modules, for example 4 to 6 rolls, prepackaged which can thus be sold in batches. In this case, the end faces of the rollers are not retained during compression, but on the condition of using a material which has a certain elasticity to surround the roller modules, a fact which poses in practice no problem.
- such belts made of thermoplastic material can contribute to joining the modules together before turning them over, this joining being obtained by heating the belts - for example by blowing hot air - during the release phase of the stack.
- the modules can also be joined together by means of glue strips or adhesive strips.
- the subject of the invention is also a device capable of implementing the method according to the invention, comprising a station for stacking the layers of rollers, a vertical compression station, possibly a rotation station at 90 from the stack, a link placement station and a transporter to move the stack from one station to another.
- the compression station can for example be constituted by a pressure plate suspended by means of a hoist above a conveyor belt used to introduce and evacuate the batteries. Such a compression station can be inserted into an existing packaging line without upsetting the latter.
- the compression station is constituted by a hydraulic table which lifts the load to come and press it against a fixed flat pressing plate, the table then replacing the transporter.
- the pressure plate is not strictly flat but has an additional thickness in its central part, constituting a sort of punch which increases locally and in particular directly below the rollers in the middle of each module. , the compressive force. This allows good alignment of the rollers of the same module which, when the belt is put in place, have a certain tendency to be arranged in an arc, the middle roller playing the role of keystone.
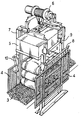
- FIG. 1 represents a perspective diagram of a compression station of a device according to the invention.
- the invention applies to rollers and more particularly to rolls of felts based on glass wool.
- These rolls are for example obtained by operating according to the methods described by patent applications FR-A-2,553,744, EP-A-238,393 or EP-A-294,320, or any other method capable of producing a winding with a compression as uniform as possible over the entire length of the wound felt strip, so as to lead to the formation of turns, all of the same thickness, including for the first wound that constitute the core of the roll and also its most brittle.
- a glass wool-based felt can withstand compression ratios of 4 or more, which means that the thickness of the wound strip is less than a quarter of the initial thickness, the initial thickness which is found when the strip is unrolled.
- all the rollers are produced with identical diameters, whatever the thickness of the strip, so as to maintain dimensions and a substantially constant weight, which simplifies their packaging. Thereafter and to fix the ideas, it will be done reference to a typical roller 400 mm to 410 mm in diameter and 1200 mm long, but it goes without saying that the method according to the invention can be applied to rolls of different diameters.
- the number of rollers per module or per load and half load can of course be modified and adapted to each particular case without departing from the scope of the invention.
- a first step the rolls, each wrapped in a film of heat-shrunk polyethylene, or more simply in kraft paper, are combined in modules of five, each module being surrounded.
- the rollers are laid side by side, arranged in the same alignment. This belt is under tension and therefore deforms the rollers which, from cylindrical, become ovoid, with their largest dimension along the vertical.
- the module has a height of the order of 445 mm and a length of 1495 - 1500 mm, which indicates a slight crushing on the sides.
- the modules are superimposed, as shown in Figure 1, where is shown a stack consisting of three modules 1, five rollers retained by a belt 2 retracted. Because this belt slightly compresses the rollers, the upper generatrices of the rollers of a given module - or respectively the lower generatrices - are not in fact strictly coplanar but define an arcuate curve, a roller - most often the central roller - playing a key role. This phenomenon can be annoying insofar as the more the loads carried out are parallelepipedic and the less will be their bulk. A suitable shape of the pressure plate according to the invention makes it possible to remedy this problem perfectly as will be shown later.
- the stack of three modules thus formed therefore has a height of between 1330 and 1340 mm. It is transported for example by a conveyor belt 3 to the compression station. This compression station is protected by lateral grids 4, the role of which is simply to ensure the safety of the personnel of the packaging line who may have to walk on the conveyor belt.
- the essential organ is a pressure plate 5, here constituted by a reinforced concrete block weighing 3 tonnes, supported by a metal frame made of commercial profiles.
- the pressure plate 5 is moved by means of a hoist 6 capable of moving the plate at slow or fast speed (for example at a speed of the order of 1 m / min at the time of compression and 4 m / min at the time approach and ascent cycles of the plateau).
- the hoist 6 is supported by a metal frame 7 which also plays a role in guiding the pressure plate 5 provided with a sliding guide system on the posts of the frame, and which moreover supports the conveyor belt 3 to compensate for its deformation due to compression forces.
- the assembly also comprises a safety device by locking the pressure plate 5 in the high position, this device being for example constituted by bars 8 on which the heels 9 abut associated with the pressure plate 5 thus preventing its descent.
- this device being for example constituted by bars 8 on which the heels 9 abut associated with the pressure plate 5 thus preventing its descent.
- these bars 8 are separated, by a connecting rod 10 controlled manually in the case shown here, but which can also be controlled in automatic operation by load presence detectors.
- the pressure plate 5 has in its central part, facing the rollers in the middle of the stack, an extra thickness forming a sort of punch, which makes it possible to bring the various modules flat.
- the pressure plate 5 is lowered and crushes the stack so as to reduce its height to a value comprised, for example, between 950 and 1000 mm.
- Such vertical compression is partially compensated by an increase in the length of the modules which, depending on the case, reaches 30 to 50 mm.
- Such compression of the rollers which is added to the compression of the felt produced during winding, is in itself perfectly unacceptable and would inevitably lead to significant degradation of the felt, with a loss of recovery in thickness, if it was maintained for a relatively long period of time. However, it has become apparent that such degradation does not occur if this period of time is short enough.
- this compression is maintained for a duration which is not less than 15 seconds nor more than 40 seconds and preferably between 20 and 30 seconds. If one chooses to compress the load even more, for example by means of a heavier pressure plate, this compression duration will preferably be slightly reduced. Otherwise, it may be lengthened, although this solution is generally not preferred since it leads to a slowing down of production rates.
- the stack is then evacuated and then rotated 90 ° by an appropriate rocking device, so as to arrange the rollers upright.
- Another identical stack is then formed and, by means of a gripping device, for example of the pliers type, the two stacks are placed one on the other on a pallet, ensuring that the rollers of the row are aligned with the lower rollers.
- the load thus formed is kept permanently in state by wrapping with a plastic stretch film. This wrapping makes it possible to compensate for a slightly too great possible loosening of the loads, without however compressing them more (the rollers expand due to a loosening, not a swelling, in other words the air evacuated between the rollers during of compression does does not re-enter the battery during the expansion phase).
- the invention makes it possible to significantly improve the filling coefficient of the means of transport (railway wagons or trucks), the loads being of a reduced bulk.
- the modules may not be glued but maintained by any binding.
- the stack can also be held before compression by wrapping, which then makes the belts of the modules unnecessary.
- the mobile pressure plate can be replaced by a fixed plate associated with a hydraulic table.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Basic Packing Technique (AREA)
- Press Drives And Press Lines (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Treatment Of Fiber Materials (AREA)
- Primary Cells (AREA)
- Heat Treatment Of Articles (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9108863 | 1991-07-15 | ||
| FR9108863A FR2679200B1 (fr) | 1991-07-15 | 1991-07-15 | Procede de realisation d'une charge de rouleaux de materiaux compressibles et dispositif de mise en óoeuvre. |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0524062A1 true EP0524062A1 (de) | 1993-01-20 |
| EP0524062B1 EP0524062B1 (de) | 1995-12-06 |
| EP0524062B2 EP0524062B2 (de) | 1998-09-09 |
Family
ID=9415074
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92401975A Expired - Lifetime EP0524062B2 (de) | 1991-07-15 | 1992-07-09 | Verfahren zur Herstellung einer Ladung von Rollen aus zusammendrückbarem Material |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0524062B2 (de) |
| AT (1) | ATE131122T1 (de) |
| DE (1) | DE69206506T3 (de) |
| ES (1) | ES2083121T5 (de) |
| FI (1) | FI98903C (de) |
| FR (1) | FR2679200B1 (de) |
| NO (1) | NO303535B1 (de) |
| TR (1) | TR27366A (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004103821A1 (fr) * | 2003-05-22 | 2004-12-02 | Knauf Insulation Sa | Paquets de rouleaux et leur procede de fabrication |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4524683A (en) * | 1984-01-09 | 1985-06-25 | Parker Tobacco Company, Inc. | Method of improving the handling of tobacco |
| EP0281658A1 (de) * | 1987-03-13 | 1988-09-14 | Gunze Limited | Apparat zum Zusammendrücken eines Signaturenstapels |
| EP0220980B1 (de) * | 1985-09-25 | 1989-11-23 | Isover Saint-Gobain | Bildung von Ladungen faseriger Wärmeisolierstoffe |
-
1991
- 1991-07-15 FR FR9108863A patent/FR2679200B1/fr not_active Expired - Fee Related
-
1992
- 1992-07-09 EP EP92401975A patent/EP0524062B2/de not_active Expired - Lifetime
- 1992-07-09 ES ES92401975T patent/ES2083121T5/es not_active Expired - Lifetime
- 1992-07-09 AT AT92401975T patent/ATE131122T1/de not_active IP Right Cessation
- 1992-07-09 DE DE69206506T patent/DE69206506T3/de not_active Expired - Fee Related
- 1992-07-14 FI FI923230A patent/FI98903C/fi active
- 1992-07-14 NO NO922773A patent/NO303535B1/no not_active IP Right Cessation
- 1992-07-15 TR TR00686/92A patent/TR27366A/xx unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4524683A (en) * | 1984-01-09 | 1985-06-25 | Parker Tobacco Company, Inc. | Method of improving the handling of tobacco |
| EP0220980B1 (de) * | 1985-09-25 | 1989-11-23 | Isover Saint-Gobain | Bildung von Ladungen faseriger Wärmeisolierstoffe |
| EP0281658A1 (de) * | 1987-03-13 | 1988-09-14 | Gunze Limited | Apparat zum Zusammendrücken eines Signaturenstapels |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004103821A1 (fr) * | 2003-05-22 | 2004-12-02 | Knauf Insulation Sa | Paquets de rouleaux et leur procede de fabrication |
| EA007405B1 (ru) * | 2003-05-22 | 2006-10-27 | Кнауф Инсьюлэйшн Са | Пакеты рулонов и способ их изготовления |
| US7311199B2 (en) | 2003-05-22 | 2007-12-25 | Knauf Insulation Sa | Bundles of rolls and method for production thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| FI923230A0 (fi) | 1992-07-14 |
| NO922773L (no) | 1993-01-18 |
| DE69206506T2 (de) | 1996-07-18 |
| FR2679200B1 (fr) | 1993-10-22 |
| EP0524062B1 (de) | 1995-12-06 |
| FI98903C (fi) | 1997-09-10 |
| FI98903B (fi) | 1997-05-30 |
| DE69206506T3 (de) | 1999-05-27 |
| ES2083121T5 (es) | 1999-01-01 |
| EP0524062B2 (de) | 1998-09-09 |
| FI923230L (fi) | 1993-01-16 |
| TR27366A (tr) | 1995-01-17 |
| FR2679200A1 (fr) | 1993-01-22 |
| ES2083121T3 (es) | 1996-04-01 |
| ATE131122T1 (de) | 1995-12-15 |
| NO303535B1 (no) | 1998-07-27 |
| NO922773D0 (no) | 1992-07-14 |
| DE69206506D1 (de) | 1996-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0220980B1 (de) | Bildung von Ladungen faseriger Wärmeisolierstoffe | |
| CA1150684A (fr) | Fardeau de rouleaux de materiaux compressibles | |
| EP1671883B1 (de) | Vorrichtung und Verfahren zum Verpacken von Reifen | |
| EP0551228B1 (de) | Verfahren und Vorrichtung zum Komprimieren einer Rolle aus Fasermatte | |
| EP0533520B1 (de) | Verfahren und Vorrichtung zum Verpacken von palletierten Ladungen | |
| BE1015523A3 (fr) | Paquets de rouleaux et leur procede de fabrication. | |
| EP0592314B1 (de) | Verfahren und Vorrichtung zum Verpacken von zusammendrückbaren Isolationsprodukten | |
| EP0524062B1 (de) | Verfahren zur Herstellung einer Ladung von Rollen aus zusammendrückbarem Material | |
| EP0679579B1 (de) | Vorrichtung zum Komprimieren und Verpacken eines Stapels von komprimierbaren Gegenständen | |
| CN217375071U (zh) | 一种条烟降解膜包装机 | |
| EP1544109B1 (de) | Verfahren und Vorrichtung zum Konditionieren von Reifen in Stapel | |
| FR2476532A2 (fr) | Procede et dispositif de fabrication de produits en beton | |
| EP3507207B1 (de) | Verpackung von isolierprodukten und verfahren zur herstellung solch einer verpackung | |
| FR2635079A1 (de) | ||
| FR2861365A1 (fr) | Procede de conditionnement d'un materiau isolant aere souple en le | |
| CN114872988A (zh) | 一种条烟降解膜包装机及其包装方法 | |
| IE75384B1 (en) | A method of producing a batch of rolls of compressible materials and an apparatus for carrying out the said method | |
| EP3507206A1 (de) | Isolierendes produktmodul und verfahren zur herstellung eines derartigen moduls | |
| FR2693980A1 (fr) | Procédé et dispositif de conditionnement. | |
| CA1245239A (fr) | Procede et dispositif de prehension de colis | |
| FR2697228A1 (fr) | Dispositif et installation de compactage et d'ensachage d'articles en ouate de cellulose ou analogues. | |
| FR2771376A1 (fr) | Procede et ligne d'emballage automatique de colis parallelepipediques | |
| BE541837A (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19930614 |
|
| 17Q | First examination report despatched |
Effective date: 19941125 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Effective date: 19951206 |
|
| REF | Corresponds to: |
Ref document number: 131122 Country of ref document: AT Date of ref document: 19951215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 69206506 Country of ref document: DE Date of ref document: 19960118 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KIRKER & CIE SA |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2083121 Country of ref document: ES Kind code of ref document: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19960312 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: ROCKWOOL INTERNATIONAL A/S Effective date: 19960906 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: ROCKWOOL INTERNATIONAL A/S |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19980909 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE DK ES FR GB IT LI NL SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: MAINTIEN DU BREVET DONT L'ETENDUE A ETE MODIFIEE |
|
| NLR2 | Nl: decision of opposition | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Kind code of ref document: T5 Effective date: 19981123 |
|
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080912 Year of fee payment: 17 Ref country code: ES Payment date: 20080821 Year of fee payment: 17 Ref country code: DE Payment date: 20080729 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20080703 Year of fee payment: 17 Ref country code: IT Payment date: 20080731 Year of fee payment: 17 Ref country code: FR Payment date: 20080718 Year of fee payment: 17 Ref country code: AT Payment date: 20080711 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080709 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20080709 Year of fee payment: 17 Ref country code: BE Payment date: 20080723 Year of fee payment: 17 |
|
| BERE | Be: lapsed |
Owner name: *ISOVER SAINT-GOBAIN Effective date: 20090731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090709 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20100201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100202 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090731 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090709 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090710 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100201 |