EP0592708A1 - Verfahren und Vorrichtung zum Behandeln von Platten in einem Gasstrom - Google Patents
Verfahren und Vorrichtung zum Behandeln von Platten in einem Gasstrom Download PDFInfo
- Publication number
- EP0592708A1 EP0592708A1 EP92117516A EP92117516A EP0592708A1 EP 0592708 A1 EP0592708 A1 EP 0592708A1 EP 92117516 A EP92117516 A EP 92117516A EP 92117516 A EP92117516 A EP 92117516A EP 0592708 A1 EP0592708 A1 EP 0592708A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- plates
- chamber
- column
- walls
- gaseous medium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/24—Nitriding
Definitions
- This invention relates to the treatment of apertured plates with a gas.
- the invention has been developed for treating thin steel plates with a nitriding or nitrocarburizing gaseous medium to form an iron nitride layer on the surfaces of the plates.
- the invention provides an apparatus for such treatment, a treatment method and a fastening device on which a plurality of plates can be carried during treatment.
- the device provided for solving the first task part is characterized by opposite end walls and a chamber defined between the end walls, bottom wall, top wall and side walls, by means for circulating a gaseous medium in the chamber in a general direction from one end wall to the other end wall; Means for holding said plates in the chamber at a mutual distance in several adjacent rows which are generally parallel to said end walls so that the surfaces of the plates are parallel to the side walls and to said general direction of flow and by means of deflecting means on at least some of the Floor, ceiling or side walls to redirect the gas flowing along said walls towards and parallel to said rows so that the gas flow on the plates is substantially uniform.
- deflecting means makes it possible to accommodate a large number of plates for effective treatment in the device due to the uniformity of the gas flow on the plates.
- the deflecting means comprise a plurality of deflecting bodies which are attached to and protrude from at least some of the floor, ceiling and side walls mentioned, the projection of the deflecting bodies with which they are removed from the wall to which they are attached, project, the greater the closer the deflecting body in question is to the other end wall of the chamber.
- a device for solving the task is further provided, a chamber defined by opposite end walls and between these end walls bottom wall, ceiling wall and side walls; by means for circulating a gaseous medium in the chamber in a general direction from one end wall to the other end wall, by a fastening device for holding said plates in the chamber, which a base frame with opposite sides, a group of mounted on each of said sides vertical columns, each column of one group being aligned on one side with a column arranged on the other side so that they form a pair, a plurality of support rails, each running between a pair of columns, so that the support rails are arranged generally parallel to the end walls and each pair of columns has a plurality of support rails, each rail being designed so that it can be passed through the openings of a plurality of said plates in order to hold the latter in rows and that it has fixing agents to the pla in fixed positions at a mutual distance hold an apertured end piece at the ends of each support rail, each of these end pieces having an opening for the passage of
- One of said end walls may be in the form of a door, and said chamber may include means by which the fastener can be moved into and out of said chamber through the door.
- Said means for moving the fastening device in and out of the chamber can preferably comprise a roller conveyor which is fastened to the bottom wall of the chamber.
- the invention also provides a method of treating plates with a gaseous medium in a chamber, which is characterized in that a gaseous medium is circulated in a general direction from said one end wall to the other, the plates being solid in the chamber Positions and with a mutual distance in several neighboring, parallel are attached to the end walls of the rows so that the faces of the plates are parallel to the general direction of flow of the gaseous medium in the chamber and the gaseous medium flowing along said walls is deflected such that it is directed towards and between the rows flows and the gas flow is substantially uniform on all plates.
- the plates are preferably provided with openings and are provided in the said rows with openings aligned with one another, so that the said deflected gaseous medium also flows into the aligned openings of the rows of plates.
- the plates are kept at a distance, namely in the recesses of the mounting rails, in that the mounting rails are pushed through the aligned openings of each row of plates.
- the plates are made of steel and are heated in the chamber in an inert atmosphere, which is then suctioned off and replaced by said gaseous medium, which is a nitriding or nitrocarburizing medium, which is heated and circulated so that there is a surface layer of iron nitride on the surface mentioned plates forms.
- said gaseous medium which is a nitriding or nitrocarburizing medium
- the invention also provides a fastener for supporting a plurality of plates during treatment with a gaseous medium, characterized in that it comprises a base frame with opposite sides on each of the sides a group of vertical columns built up, each column of the one group on said one side being aligned with a column which is mounted on said other side and these form a pair, a plurality of support rails, each of which runs between said pair of columns, so that the support rails are generally parallel to one another, a number of support rails on each of these pairs of columns, each support rail being designed so that it can be passed through the openings in a number of said plates to hold the latter in rows, and over Fixing means to keep the plates lined up on them in fixed positions and at a distance from each other and has an end piece with openings at the ends of each support rail, which can be passed through the column and spacer tubes on each column between the end pieces of support rails located one above the other on the Pillar that the Tr Keep rails on the column at a vertical distance.
- the fixing means on the mounting rails are represented by depressions, which are preferably V-shaped to accommodate the edges of the openings in the plates.
- the mounting rails can be made from an upwardly open V-profile, the recesses being formed in the opposite sides of the V-shape.
- At least one connecting rod can connect the columns of each group near the top of the columns.
- it has openings to accommodate the columns. It is designed as an angle profile between the openings mentioned.
- Each of the columns mentioned can consist of several individual parts that can be plugged into one another. This allows the fastener to be set up while the panels are set up on it.
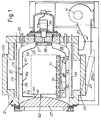
- the heating furnace comprises a central chamber 20 which is arranged within a furnace structure, generally designated 21.
- the heating furnace has an outer housing 22 made of refractory and heat-insulating material and a furnace lining 23. Between the housing 21 and the furnace lining 23 there are heating elements, two of which are shown at 24.
- a pipe 25 has a connection to the furnace lining 23 and runs through the housing 22 and allows the introduction of gaseous treatment medium into the interior of the furnace lining. There is a space between the furnace lining 23 and the outside of the chamber 20.
- the oven assembly 21 carries a door 27 which fits into the left end of the oven liner 23 to close the oven.
- the door 27 can be opened by moving it to the left in FIG. 1 and then lifting it by means not shown.
- a lower wall 28 of the furnace structure is pivotally mounted at 29 so that it can be moved to the position 28a shown in phantom, thereby creating a ventilation duct 30 is connected to the inside of the furnace lining 23.
- the ventilation duct 30 is connected to a suction fan 31, which enables gas to be extracted from the heating furnace.
- the chamber 20 is defined by floor and ceiling walls 32 and 33, side walls 34 and end walls 35 and 36.
- the end wall 35 has a central opening 37, in which a circulating fan 38 is mounted, which is arranged so that it sucks gas out of the chamber 20 and transfers it into the space 28 between the chamber 20 and the furnace lining 23.
- the circulation fan 38 is driven by an electric motor 39.
- the end wall 36 of the chamber 20 has an opening 40 which is partially closed by the door 27 and which in this way forms part of the left end wall of the chamber.
- the space 41 between the opening 40 and the door 27 communicates with the space 26 and the interior of the chamber 20.
- Each of the walls 32 to 34 is provided with three baffle plates 42-50.
- the bottom wall 32 is accordingly provided with the deflection plates 42, 43 and 44.
- the baffle plates 42-50 are inclined to the right towards the wall 36 in the drawing, and it can be seen that the baffle plates 42-50 project further from the wall 32 the closer they are to the wall 35.
- the baffle plate 44 thus projects further from the wall 32 than the baffle plate 43 and the latter further from the wall 32 than the baffle plate 42.
- the top wall 33 has three deflection plates 45, 46 and 47 and each of the side walls 34 is provided with three deflection plates 48, 49 and 50.
- all the baffle plates 42-50 are inclined to the right towards the wall 35 and they are all in the same type as described with reference to the baffle plates 42 to 44, ie the baffle plates which are closer to the wall 35 project further from the wall to which they are attached than the baffle plates which are further from the wall 35 are removed.
- the bottom wall 32 of the chamber carries a roller conveyor 51 which receives a fastening device 52, which will be described below and which are arranged on the plates for treatment in the chamber.
- the fastener can be moved into and out of the chamber 20 when the door 27 is open.
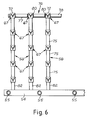
- the fastening device 52 comprises a base frame 53, the opposite sides 54 of which, as shown in FIGS. 5 and 6, are shown in the form of square tubes which are kept at a distance by six cross members 55.
- Each side 54 of the base frame carries ten vertical columns 56, each column 56 on one side 4 of the base frame 53 being aligned with a corresponding column 56 on the other side 4 of the base frame 53.
- the base of each column 56 comprises a cylindrical tube 57 which is welded into aligned openings in the upper and lower walls 58 and 59 of one side 54 to project upwardly from side 54.
- a cylindrical reinforcing bar 60 is received in the lower part of the tube, while the upper part thereof forms a sleeve 61.
- Each column 56 is constructed on a tube 57 from a number of components, such as part 62 and spacer tubes, as shown in FIGS. 8 and 9, respectively.
- Each component 62 has a cylindrical tube 63 with the same diameter as the tube 57 and a pin 64 which is dimensioned such that it fits into the sleeve 61 of the tube 57 and fits into a similar sleeve 65 in the tube 63 of another component 62.
- the tube 63 and the pin 65 are welded at 66.
- a column 56 is built on a tube 57 by inserting the pin 64 of one component 62 into the sleeve 61 and then inserting the pin 64 of another component 62 into the sleeve 65 of the component already in position on the column and so on.
- Figure 10 shows a mounting rail 67 which fits between two mutually aligned columns of the fastening device, one on each side 54 of the base frame 53.
- the mounting rail 67 has a central part 68 in a V-profile with opposite sides 69.
- a series of V-shaped depressions 70 is formed, the depressions 70 on one side 69 being arranged in alignment with those on the other side 69.
- the support rail 67 has an end piece 71, which is provided with openings and has an angular profile, the flanges of which extend vertically and horizontally.
- the vertical flanges 72 are welded to the ends of the middle parts 68 and the horizontal flanges 73 are provided with openings 74.
- the openings 74 are sized so that the tubes 57 and 63 pass through them with little play. As described further below, the openings 74 of the support rails 67 are "threaded" over the tubes 57 and 63 and vertically spaced apart from tubular spacers 75, as shown in FIG. 9, these tubular spacers being pushed over the tubes 57 and 63 .
- FIG. 11 shows a connecting rod 76 for the fastening device.
- the connecting rod is an angle profile with horizontal and vertical flanges 77 and 78.
- the flange 77 is provided with openings at 79 to receive the tubes 63 of the components 62 so that it is supported by the spacers 75.
- the openings 79 are spaced apart to receive the upper ends of the pillars 56.
- the vertical flange 76 is cut out at 80 to create a recess for the vertical flanges 72 of the mounting rails 67, as shown in FIG. 6.
- Figure 4 is a section through the entire assembled fastener carrying a plurality of apertured plates 81, the edges of which apertures are received in the recesses 70 of the support rails 67. Each plate is received in an aligned pair of recesses in a mounting rail and this holds the plates in fixed, mutually spaced positions.
- the fastening device 52 is constructed as follows and filled with plates. It starts with the base frame 53 with the tubes 57 attached to it, then an aligned pair of columns 56 is built up. The pins 64 of the components 62 are inserted into the sleeves 61 of the tubes 57 and short spacer tubes 82, similar to the spacer tubes 75, but shorter, are placed on the tubes 57. A support rail 67 is then hung with plates 81 and the openings 74 are "threaded" at their ends via the tubes 63 in order to rest on the upper ends of the spacer tubes 82. Then spacer tubes 75 are placed over the tubes 63 of the lowermost component 62.
- the fastening device 52 is then placed with the plates 84 it supports in the chamber 20 of the furnace, so that the support rails 67 run parallel to the end walls 35 and 36 of the chamber, as shown schematically in FIG. 2, so that the surfaces of the plates 81 are aligned parallel to the side walls 34 of the chamber 20 and, as described later, parallel to the general direction of gas flow through the chamber 20.
- the plates 81 are preferably made of non-alloy steel or of fine-grained structural steel containing niobium and vanadium or titanium and have a thickness between 0.4 and approximately 5 mm.
- the door 27 When the fastening device 52 is inserted with its plates into the chamber 20, the door 27 is closed.
- the lower wall 28 of the furnace is pivoted downwards and the air is sucked out of the interior of the furnace by the pump 31.
- An inert atmosphere, e.g. B. nitrogen is blown into the furnace through the pipe 25 and the lower wall 28 is closed.
- the oven is then heated to a temperature between 600 and 700 degrees C by the heating elements 24.
- the inert gas is then drawn off by the pump 30 and a gaseous medium capable of covering the surfaces coating the plate 81 with a nitride layer is introduced as described in the aforementioned U.S. Patent 4,793,871.
- the inert atmosphere is circulated by a fan 38.
- the inert gas is drawn by the blower 38 from the interior of the chamber 20 and released into the space 26, from which it re-enters the left end of the chamber 20.
- the baffle plates 42 to 50 direct the flowing gas inwards towards the center of the chamber and, in this way, into the spaces between the rows of plates 81 on the support rails 67. This results in a substantially uniform gas flow over all plates 81 and so also a uniform heating of the plates 81.
- the gas flow is represented by arrows in FIGS. 2 and 3.
- the nitrogenous gas When the nitrogenous gas is introduced into the chamber 20 for treating the plates 81, it is also circulated by the blower 38 and redirected by the baffle plates 42 to 50 so that a substantially uniform flow of reactive gas is achieved across the surfaces of the plates 81 and thus ensuring a uniform coating of nitride on the plates 81.
- the baffles in the oven 42 to 50 ensure a uniform gas flow over the plate surfaces, both when heated and when they are treated, and the holding of the plates 81 in the fastening device 52, as described above, enables a large number of plates 81 to be used simultaneously to treat and, due to the baffle plates 42 to 50, exposed to a uniform gas flow.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Tunnel Furnaces (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zum Behandeln von mit Öffnungen versehenen Platten (81) mit einem gasförmigen Medium, z. B. um eine Oberflächenschicht durch Nitrieren oder Nitrokarbonieren darauf zu erzeugen, indem die Platten (81) in Reihen in einem Ofen plaziert werden und das gasförmige Medium an den Oberflächen der Platten entlanggeführt wird. Dabei wird es im Ofen umgewälzt und von den Wänden umgelenkt, wenn es entlang der Ofenwände strömt, um einen im wesentlichen gleichförmigen Gasstrom an den Plattenoberflächen zu erreichen. Die Platten (81) werden reihenweise in Vertiefungen von Tragschienen (67) gehalten, die von vielteiligen Säulen (56) getragen werden, die wiederum Bestandteil einer Befestigungseinrichtung (52) sind, die in den und aus dem Ofen bewegt werden kann. <IMAGE>
Description
- Diese Erfindung betrifft die Behandlung von mit Öffnungen versehenen Platten mit einem Gas. Insbesondere ist die Erfindung zur Behandlung von dünnen Stahlplatten mit einem nitrierenden oder nitrocarburierendem gasförmigen Medium zur Bildung einer Eisennitridschicht auf den Oberflächen der Platten entwickelt worden. Die Erfindung stellt eine Vorrichtung für eine solche Behandlung, ein Behandlungsverfahren und eine Befestigungseinrichtung bereit, auf der eine Vielzahl von Platten während der Behandlung getragen werden können.
- Aus dem US-Patent Nr. 4,793,871 der Fa. Lucas Industries plc, erteilt am 27. Dezember 1988 ist die Behandlung von Stahlplatten zur Bildung einer Eisennitridschicht darauf bekannt, indem die Platten zuerst in einer Inertatmosphäre in einer Ofenkammer erhitzt werden, dann die Inertatmosphäre abgesaugt wird mit nachfolgendem Einleiten eines stickstoffhaltigen Gases, das mit den erhitzten Platten reagiert und auf deren Oberflächen eine Eisennitridschicht bildet.
- In früheren Vorrichtungen, die für diesen Zweck verwendet wurden, war die Anzahl der Platten, die in der Ofenkammer für eine effektive Behandlung untergebracht werden konnten, begrenzt, da man sich ausschließlich der ungerichteten Zirkulation des stickstoffhaltigen Gases durch die Wärmekammer mittels eines Gebläses bediente.
- Es ist die Aufgabe der vorliegenden Erfindung eine Vorrichtung bereitzustellen, die die effektive Behandlung einer weit größeren Anzahl von Platten erlaubt, als bisher in dem oben beschriebenen Verfahren möglich war. Es ist ferner die Aufgabe der Erfindung ein effektives Behandlungsverfahren bereitzustellen, und es ist desweiteren die Aufgabe der Erfindung eine Befestigungseinrichtung für die Platten bereitzustellen, die sie in günstiger Weise aufnimmt, um eine effektive Behandlung durch ein gasförmiges Medium zu erreichen.
- Die zur Lösung des ersten Aufgabenteils vorgesehene Vorrichtung ist gekennzeichnet durch gegenüberliegende Stirnwände und zwischen den Stirnwänden befindlichen Bodenwand, Deckenwand und Seitenwänden definierte Kammer, durch Mittel zum Umwälzen eines gasförmigen Mediums in der Kammer in einer allgemeinen Richtung von der einen Stirnwand zur anderen Stirnwand; Mittel zum Halten der genannten Platten in der Kammer mit gegenseitigem Abstand in mehreren benachbarten Reihen, die im allgemeinen parallel zu den genannten Stirnwänden verlaufen, so daß die Flächen der Platten parallel zu den Seitenwänden und zur genannten allgemeinen Strömungsrichtung liegen und durch Umlenkmittel an wenigstens einigen der Boden-, Decken- oder Seitenwände, um das an den genannten Wänden entlangströmende Gas in Richtung auf und parallel zu den genannten Reihen umzulenken, so daß der Gasstrom an den Platten im wesentlichen gleichförmig ist.
- Die Bereitstellung von Umlenkmitteln ermöglicht es, eine große Anzahl von Platten zur effektiven Behandlung in der Vorrichtung aufzunehmen aufgrund der Gleichförmigkeit des Gasstromes an den Platten.
- Vorzugsweise ist vorgesehen, daß die Umlenkmittel mehrere Umlenkkörper umfassen, die an zumindest einigen der genannten Boden-, Decken- und Seitenwänden angebracht sind und von diesen vorstehen, wobei der Überstand der Umlenkkörper, mit dem sie von der Wand, an der sie befestigt sind, vorstehen, umso größer ist, je näher der betreffende Umlenkkörper zu der anderen Stirnwand der Kammer angeordnet ist.
- Die Umlenkung des Gases erfolgt auf diese Weise in immer stärkerem Maße je weiter es durch die Kammer strömt und dies stellt die Gleichförmigkeit des Gasstromes an den Platten sicher.
- In Konkretisierung einer Vorrichtung zur Lösung der Aufgabe ist ferner vorgesehen, eine durch gegenüberliegende Stirnwände und zwischen diesen Stirnwänden befindlichen Bodenwand, Deckenwand und Seitenwände definierte Kammer; durch Mittel zum Umwälzen eines gasförmigen Mediums in der Kammer in einer allgemeinen Richtung von der einen Stirnwand zur anderen Stirnwand, durch eine Befestigungseinrichtung zum Halten der genannten Platten in der Kammer, welche ein Grundgestell mit gegenüberliegenden Seiten, auf jeder der genannten Seiten eine Gruppe von montierten vertikalen Säulen, wobei jede Säule der einen Gruppe auf der einen Seite zu einer Säule ausgerichtet ist, die auf der anderen Seite angeordnet ist, so daß sie ein Paar bilden, mehrere Tragschienen, die jeweils zwischen einem Paar von Säulen verlaufen, so daß die Tragschienen im allgemeinen parallel zu den Stirnwänden angeordnet sind und ein jedes Paar von Säulen eine Mehrzahl von Tragschienen aufweist, wobei jede Schiene so ausgeführt ist, daß sie durch die Öffnungen von einer Mehrzahl der genannten Platten hindurchgeführt werden kann, um letztere in Reihen zu halten und daß sie über Fixiermittel verfügt, um die darauf aufgereihten Platten in festen Positionen mit gegenseitigem Abstand zu halten, ein mit Öffnungen versehenes Endstück an den Enden jeder Tragschiene, wobei jedes dieser Endstücke eine Öffnung zur Durchführung einer Säule aufweist und Abstandrohre auf jeder Säule zwischen den Endstücken von auf jeder Säule übereinander angeordneten Tragschienen, die die genannten Tragschienen in vertikalem Abstand auf der Säule halten sowie Ablenkmittel an zumindest einigen der genannten Boden-, Decken- und Seitenwänden zum Umlenken des an den genannten Wänden entlangströmenden Gases in Richtung auf und parallel zu den genannten Reihen, so daß der Gasstrom an den genannten Platten im wesentlichen gleichförmig ist, umfaßt.
- Die Bereitstellung einer Befestigungseinrichtung, wie oben beschrieben, zusammen mit den Umlenkmitteln ermöglicht es, eine große Anzahl von Platten effektiv mit dem gasförmigen Medium zu behandeln.
- Eine der genannten Stirnwände kann in Form einer Tür ausgebildet sein, und die genannte Kammer kann Mittel beinhalten, durch die die Befestigungseinrichtung in die und aus der genannten Kammer durch die Tür bewegt werden kann. Die genannten Mittel zum Hinein- und Herausbewegen der Befestigungseinrichtung aus der Kammer können vorzugsweise eine Rollenbahn umfassen, die an der Bodenwand der Kammer befestigt ist.
- Die Erfindung stellt auch ein Verfahren zur Behandlung von Platten mit einem gasförmigen Medium in einer Kammer bereit, das dadurch gekennzeichnet ist, daß ein gasförmiges Medium in einer allgemeinen Richtung von der genannten einen Stirnwand zur anderen umgewälzt wird, wobei die Platten in der Kammer in festen Positionen und mit gegenseitigem Abstand in mehreren benachbarten, parallel zu den Stirnwänden verlaufenden Reihen angebracht sind, so daß die Flächen der Platten parallel zu der allgemeinen Strömungsrichtung des gasförmigen Mediums in der Kammer liegen und gasförmiges Medium, das entlang der genannten Wände strömt, derart umgelenkt wird, daß es in Richtung auf und zwischen die Reihen strömt und der Gasstrom an allen Platten im wesentlichen gleichförmig ist.
- Das Einrichten der Platten in der Form, daß ihre Flächen parallel zur allgemeinen Strömungsrichtung des Gases durch die Kammer liegen in Kombination mit der Umlenkung des gasförmigen Mediums sichern die effektive Behandlung der Platten.
- Die Platten sind vorzugsweise mit Öffnungen versehen und werden in den genannten Reihen mit zueinander ausgerichteten Öffnungen angebracht, so daß das genannte umgelenkte gasförmige Medium auch in die ausgerichteten Öffnungen der Plattenreihen hineinströmt. Die Platten werden auf Abstand gehalten und zwar in Vertiefungen der Tragschienen, in dem die Tragschienen durch die ausgerichteten Öffnungen jeder Plattenreihe hindurchgeschoben werden.
- Vorzugsweise bestehen die Platten aus Stahl und werden in der Kammer in einer Inertatmosphäre erhitzt, die dann abgesaugt und durch das genannte gasförmige Medium ersetzt wird, welches ein nitrierendes oder nitrokarburierendes Medium ist, das erhitzt und umgewälzt wird, damit es eine Oberflächenschicht aus Eisennitrid auf den genannten Platten bildet.
- Die Erfindung stellt auch eine Befestigungseinrichtung zum Tragen einer Vielzahl von Platten während der Behandlung mit einem gasförmigen Medium bereit, die dadurch gekennzeichnet ist, daß sie ein Grundgestell mit gegenüberliegenden Seiten umfaßt auf jeder der Seiten eine Gruppe von aufgebauten vertikalen Säulen, wobei jede Säule der einen Gruppe auf der genannten einen Seite zu einer Säule ausgerichtet ist, die auf der genannten anderen Seite montiert ist und diese ein Paar bilden, mehrere Tragschienen, die jeweils zwischen einem genannten Säulenpaar verlaufen, so daß die Tragschienen im allgemeinen parallel zueinander verlaufen, eine Anzahl von Tragschienen an je einem dieser Säulenpaare, wobei jede Tragschiene so ausgeführt ist, daß sie durch die Öffnungen in einer Anzahl der genannten Platten hindurchgeführt werden kann, um letztere in Reihen zu halten, und über Fixiermittel, um die darauf aufgereihten Platten in festen Positionen und mit gegenseitigem Abstand zu halten und ein mit Öffnungen versehenes Endstück an den Enden jeder Tragschiene verfügt, wobei durch die Säule hindurchgeführt werden kann sowie Abstandrohre auf jeder Säule zwischen den Endstücken von übereinander befindlichen Tragschienen auf der Säule, die die Tragschienen in vertikalem Abstand auf der Säule zu halten, umfaßt.
- Die Fixiermittel auf den Tragschienen sind durch Vertiefungen dargestellt, die vorzugsweise V-förmig ausgebildet sind, um die Ränder der Öffnungen in den Platten aufnehmen. Die Tragschienen können aus nach oben offenem V-Profil hergestellt sein, wobei die Vertiefungen in den gegenüberliegenden Seiten der V-Form ausgebildet sind.
- Zumindest eine Verbindungsstange kann die Säulen jeder Gruppe nahe dem oberen Ende der Säulen miteinander verbinden. Sie weist hierzu Öffnungen auf, um die Säulen aufzunehmen. Sie ist zwischen den genannten Öffnungen als Winkelprofil ausgebildet.
- Jede der genannten Säulen kann aus mehreren Einzelteilen bestehen, die ineinandersteckbar sind. Dadurch kann die Befestigungseinrichtung aufgebaut werden, während die Platten auf ihr eingerichtet werden.
- Die Erfindung ist nachfolgend im Detail mit Bezug auf die Zeichnung beschrieben.
- Es zeigt
- Fig. 1
- einen vertikalen Querschnitt durch den die Erfindung verkörpernden Wärmeofen,
- Fig. 2 + 3
- eine schematische Draufsicht bzw. vertikal geschnittene Ansicht durch den Wärmeofen der Fig. 1, in denen der Gasstrom durch den Wärmeofen dargestellt ist,
- Fig. 4
- einen vertikalen Schnitt durch eine die Erfindung verkörpernde Befestigungseinrichtung, die eine Vielzahl von zu behandelnden Platten trägt,
- Fig. 5
- eine teilweise weggebrochene Draufsicht der Befestigungseinrichtung aus Fig. 4,
- Fig. 6
- einen Teilschnitt der Befestigungseinrichtung entlang der Linie 6-6 aus Figur 5,
- Fig. 7
- einen Schnitt entlang der Linie 7-7 aus Figur 5,
- Fig. 8
- einen Aufriß eines Bauteils einer der Säulen der Befestigungseinrichtung aus Figur 4,
- Fig. 9
- einen Aufriß eines rohrförmigen Abstandstückes für die Säulen der Befestigungseinrichtung,
- Fig. 10
- eine perspektivische Teilansicht einer Tragschiene zeigt, die Bestandteil der Befestigungseinrichtung aus Fig. 4 ist, und
- Fig. 11
- eine perspektivische Teilansicht einer Verbindungsstange, die Bestandteil der Befestigungseinrichtung aus Figur 4 ist.
- In den Figuren 1 bis 3 wird ein Wärmeofen gezeigt, der zur Oberflächennitrierung von dünnen, mit Öffnungen versehenen Stahlplatten geeignet ist. Der Wärmeofen umfaßt eine zentrale Kammer 20, die innerhalb eines Ofenaufbaus, der allgemein mit 21 beziffert ist, angeordnet ist. Der Wärmeofen hat ein äußeres Gehäuse 22 aus feuerfestem und wärmeisolierendem Werkstoff und ein Ofenfutter 23. Zwischen dem Gehäuse 21 und dem Ofenfutter 23 befinden sich Heizelemente, von denen zwei bei 24 dargestellt sind. Ein Rohr 25 hat Verbindung zum Ofenfutter 23 und verläuft durch das Gehäuse 22 hindurch und erlaubt das Einführen von gasförmigem Behandlungsmedium in das Innere des Ofenfutters. Es besteht ein Raum zwischen dem Ofenfutter 23 und der Außenseite der Kammer 20.
- Der Ofenaufbau 21 trägt eine Tür 27, die in das linke Ende des Ofenfutters 23 paßt, um den Wärmeofen zu schließen. Die Tür 27 kann geöffnet werden, indem sie in Figur 1 nach links bewegt und dann durch nicht dargestellte Mittel angehoben wird.
- Eine untere Wand 28 des Ofenaufbaus ist bei 29 schwenkbar angebracht, so daß sie in die strichpunktiert gezeichnete Stellung 28a bewegt werden kann, wodurch ein Lüftungskanal 30 mit dem Inneren des Ofenfutters 23 verbunden wird. Der Lüftungskanal 30 ist mit einem Absauggebläse 31 verbunden, das ein Abziehen von Gas aus dem Wärmeofen ermöglicht.
- Die Kammer 20 wird durch Boden- und Deckenwände 32 und 33, Seitenwände 34 und Stirnwände 35 und 36 definiert. Die Stirnwand 35 weist eine mittige Öffnung 37 auf, in der ein Umwälzgebläse 38 montiert ist, das so angeordnet ist, daß es Gas aus der Kammer 20 absaugt und in den Zwischenraum 28 zwischen der Kammer 20 und dem Ofenfutter 23 überleitet. Das Umwälzgebläse 38 wird von einem Elektromotor 39 angetrieben.
- Die Stirnwand 36 der Kammer 20 hat eine Öffnung 40, die teilweise durch die Tür 27 geschlossen ist und die auf diese Weise einen Bestandteil der linken Stirnwand der Kammer bildet. Der Zwischenraum 41 zwischen der Öffnung 40 und der Tür 27 steht mit dem Raum 26 und dem Inneren der Kammer 20 in Verbindung.
- Jede der Wände 32 bis 34 ist mit drei Umlenkplatten 42-50 versehen. Die Bodenwand 32 ist entsprechend mit den Umlenkplatten 42, 43 und 44 versehen. Die Umlenkplatten 42-50 sind in der Zeichnung nach rechts zur Wand 36 hin geneigt, und es ist erkennbar, daß sich die Umlenkplatten 42-50 weiter von der Wand 32 abstehen, je näher sie der Wand 35 sind. So steht die Umlenkplatte 44 weiter von der Wand 32 ab als die Umlenkplatte 43 und die letztere weiter von der Wand 32 als die Umlenkplatte 42.
- Die Deckenwand 33 verfügt über drei Umlenkplatten 45, 46 und 47 und jede der Seitenwände 34 ist mit drei Umlenkplatten 48, 49 und 50 versehen. In der Zeichnung ist erkennbar, daß alle Umlenkplatten 42-50 nach rechts zur Wand 35 hin geneigt sind, und sie sind alle in der gleichen Art, wie mit Bezug auf die Umlenkplatten 42 bis 44 beschrieben, angeordnet, d.h. die Umlenkplatten, die näher zur Wand 35 sind, stehen weiter von der Wand ab, an der sie angebracht sind, als die Umlenkplatten, die weiter von der Wand 35 entfernt sind.
- Die Bodenwand 32 der Kammer trägt einen Rollenförderer 51, der eine Befestigungseinrichtung 52 aufnimmt, die nachfolgend noch beschrieben ist und auf der Platten zur Behandlung in der Kammer angeordnet werden. Die Befestigungseinrichtung kann in die und aus der Kammer 20 bewegt werden, wenn die Tür 27 geöffnet ist.
- Wie aus den Figuren 4 bis 11 ersichtlich, umfaßt die Befestigungseinrichtung 52 ein Grundgestell 53, dessen, wie in den Figuren 5 und 6 gezeigt, entgegengesetzte Seiten 54 in Form von Vierkantrohren dargestellt sind, die von sechs Querträgern 55 mit Abstand gehalten werden. Jede Seite 54 des Grundgestells trägt zehn vertikale Säulen 56, wobei jede Säule 56 auf einer Seite 4 des Grundgestells 53 zu einer entsprechenden Säule 56 auf der anderen Seite 4 des Grundgestells 53 ausgerichtet angeordnet ist. Gemäß Figur 7 umfaßt der Sockel jeder Säule 56 ein zylindrisches Rohr 57, das in zueinander ausgerichteten Öffnungen in der oberen und der unteren Wand 58 bzw. 59 einer Seite 54 eingeschweißt ist, um nach oben von der Seite 54 vorzustehen. Ein zylindrischer Verstärkungsstab 60 ist im unteren Teil des Rohres aufgenommen, während der obere Teil davon eine Muffe 61 bildet.
- Jede Säule 56 ist auf einem Rohr 57 aus einer Anzahl von Bauteilen, wie das Teil 62 und Abstandrohren, wie in den Figuren 8 bzw. 9 dargestellt, aufgebaut. Jedes Bauteil 62 weist ein zylindrisches Rohr 63 mit dem gleichen Durchmesser wie das Rohr 57 und einen Zapfen 64 auf, der so dimensioniert ist, daß er in die Muffe 61 des Rohrs 57 und in eine ähnliche Muffe 65 im Rohr 63 eines weiteren Bauteils 62 paßt. Das Rohr 63 und der Zapfen 65 sind bei 66 verschweißt.
- Auf diese Weise wird eine Säule 56 auf einem Rohr 57 aufgebaut, indem der Zapfen 64 eines Bauteils 62 in die Muffe 61 eingeführt und dann der Zapfen 64 eines anderen Bauteils 62 in die Muffe 65 des sich bereits in Position befindlichen Bauteils auf der Säule eingeführt wird und so weiter.
- Figur 10 zeigt eine Tragschiene 67, die zwischen zwei zueinander ausgerichteten Säulen der Befestigungseinrichtung paßt, und zwar je eine auf jeder Seite 54 des Grundgestells 53. Die Tragschiene 67 hat einen Mittelteil 68 in V-Profil mit gegenüberliegenden Seiten 69. In jeder der gegenüberliegenden Seiten 69 ist eine Reihe von V-förmigen Vertiefungen 70 ausgebildet, wobei die Vertiefungen 70 der einen Seite 69 zu denen der anderen Seite 69 ausgerichtet angeordnet sind. An jedem Ende weist die Tragschiene 67 ein mit Öffnungen versehenes Endstück 71 mit Winkelprofil auf, dessen Flansche vertikal und horizontal verlaufen. Die vertikalen Flansche 72 sind mit den Enden der Mittelteile 68 verschweißt, und die horizontalen Flansche 73 sind mit Öffnungen 74 versehen. Die Öffnungen 74 sind von der Größe her so ausgelegt, daß die Rohre 57 und 63 mit geringem Spiel durch sie hindurchpassen. Wie weiter unten beschrieben, werden die Öffnungen 74 der Tragschienen 67 über die Rohre 57 und 63 "gefädelt" und von rohrförmigen Abstandstücken 75, wie in Figur 9 dargestellt, vertikal auf Abstand gehalten, wobei diese rohrförmigen Abstandstücke über die Rohre 57 und 63 geschoben werden.
- Figur 11 zeigt eine Verbindungsstange 76 für die Befestigungseinrichtung. Die Verbindungsstange ist ein Winkelprofil mit horizontalen und vertikalen Flanschen 77 und 78. Der Flansch 77 ist bei 79 mit Öffnungen versehen, um die Rohre 63 der Bauteile 62 aufzunehmen und zwar so, daß er durch die Abstandstücke 75 gestützt wird. Die Öffnungen 79 haben Abstand voneinander, um die oberen Enden der Säulen 56 aufzunehmen. Der vertikale Flansch 76 ist bei 80 ausgeschnitten, um für die vertikalen Flansche 72 der Tragschienen 67, wie in Figur 6 dargestellt, eine Aussparung zu schaffen.
- Figur 4 ist ein Schnitt durch die gesamte zusammengebaute Befestigungseinrichtung, die eine Vielzahl von mit Öffnungen versehenen Platten 81 trägt, wobei die Ränder deren Öffnungen in den Vertiefungen 70 der Tragschienen 67 aufgenommen werden. Jede Platte wird in einem ausgerichteten Paar von Vertiefungen in einer Tragschiene aufgenommen, und diese hält die Platten in festen Positionen mit gegenseitigem Abstand.
- Die Befestigungseinrichtung 52 wird wie folgt aufgebaut und mit Platten gefüllt. Es beginnt mit dem Grundgestell 53 mit den daran befestigten Rohren 57, dann wird jeweils ein ausgerichtetes Paar von Säulen 56 aufgebaut. Dabei werden die Zapfen 64 der Bauteile 62 in die Muffen 61 der Rohre 57 eingeführt und kurze Abstandrohre 82, ähnlich den Abstandrohren 75, aber kürzer, werden auf die Rohre 57 gesetzt. Eine Tragschiene 67 wird sodann mit Platten 81 behängt und die Öffnungen 74 an deren Enden über die Rohre 63 "gefädelt", um auf den oberen Enden der Abstandrohre 82 zu ruhen. Dann werden Abstandrohre 75 über die Rohre 63 des untersten Bauteils 62 gesetzt. Danach werden die Zapfen 64 eines weiteren Paares von Bauteilen 62 in die Muffen 65 des untersten Paares von Bauteilen 62 eingeführt. Sodann wird eine weitere Tragschiene 67 mit ihren Platten 81 über die Rohre 63 des obersten Bauteils 62 gezogen und die Abfolge wird fortgeführt bis fünf Tragschienen 67 auf jeder Säule 56 aufgezogen sind, wie in den Figuren 4 und 6 gezeigt ist. Die übrigen Säulen 56 der Grundgestells 53 werden in der gleichen Weise aufgebaut. Wenn alle Säulen 56 aufgebaut sind, wird eine Verbindungsstange 76 über die oberen Enden der Säulen 76 auf einer Seite 56 der Befestigungseinrichtung 52 geschoben, um den Aufbau zu versteifen.
- Die Befestigungseinrichtung 52 wird dann mit den von ihr getragenen Platten 84 in der Kammer 20 des Ofens plaziert, so daß die Tragschienen 67 parallel zu den Stirnwänden 35 und 36 der Kammer verlaufen, wie in Figur 2 schematisch dargestellt, so daß die Flächen der Platten 81 parallel zu den Seitenwänden 34 der Kammer 20 und, wie später beschrieben, parallel zur allgemeinen Gasströmungsrichtung durch die Kammer 20 ausgerichtet sind.
- Vorzugsweise bestehen die Platten 81 aus nichtlegiertem Stahl oder aus feinkörnigem Baustahl, der Niob und Vanadium oder Titan enthält, und sie weisen eine Dicke zwischen 0,4 und etwa 5 mm auf.
- Wenn die Befestigungseinrichtung 52 mit ihren Platten in die Kammer 20 eingeführt ist, wird die Tür 27 geschlossen. Die untere Wand 28 des Ofens wird nach unten geschwenkt und die Luft wird aus dem Inneren des Ofens durch die Pumpe 31 abgesaugt. Eine Inertatmosphäre, z. B. Stickstoff, wird in den Ofen durch das Rohr 25 eingeblasen und die untere Wand 28 wird geschlossen. Der Ofen wird dann durch die Heizelemente 24 auf eine Temperatur zwischen 600 und 700 Grad C erhitzt.
- Das Inertgas wird dann durch die Pumpe 30 abgesaugt und ein gasförmiges Medium, das in der Lage ist, die Oberflächen der Platten 81 mit einer Nitridschicht zu überziehen, wird, wie in dem oben genannten US-Patent 4,793,871 beschrieben, eingeführt.
- Während der Erhitzung des Ofens wird die Inertatmosphäre durch ein Gebläse 38 umgewälzt. Auf diese Weise wird das Inertgas vom Gebläse 38 aus dem Inneren der Kammer 20 gesaugt und in den Raum 26 abgegeben, von dem aus es wieder in das linke Ende der Kammer 20 eintritt. Die Umlenkplatten 42 bis 50 richten das strömende Gas jeweils nach innen zum Zentrum der Kammer und, auf diese Weise, in die Zwischenräume zwischen den Reihen von Platten 81 auf den Tragschienen 67. Dadurch ergibt sich ein im wesentlichen gleichförmiger Gasstrom über alle Platten 81 und so auch eine gleichmäßige Erwärmung der Platten 81. Der Gasstrom ist in den Figuren 2 und 3 durch Pfeile dargestellt.
- Wenn das stickstoffhaltige Gas in die Kammer 20 zur Behandlung der Platten 81 eingeführt ist, wird dieses auch durch das Gebläse 38 umgewälzt und durch die Umlenkplatten 42 bis 50 umgelenkt, damit ein im wesentlichen gleichförmiger Strom aus reaktivem Gas über die Oberflächen der Platten 81 erzielt und so eine gleichmäßige Beschichtung aus Nitrid auf den Platten 81 sichergestellt wird.
- Die Umlenkplatten im Ofen 42 bis 50 gewährleisten einen gleichmäßigen Gasstrom über die Plattenoberflächen, sowohl bei deren Erhitzung als auch bei deren Behandlung, und die Halterung der Platten 81 in der Befestigungseinrichtung 52, wie oben beschrieben, ermöglicht es, eine große Zahl von Platten 81 gleichzeitig zu behandeln und, aufgrund der Umlenkplatten 42 bis 50, einem gleichförmigen Gasstrom auszusetzen.
-
- 20
- Kammer
- 21
- Ofenaufbau
- 22
- Gehäuse
- 23
- Ofenfutter
- 24
- Heizelement
- 25
- Rohr
- 26
- Raum
- 27
- Tür
- 28
- Wand
- 29
- Schwenklager
- 30
- Lüftungskanal
- 31
- Absauggebläse
- 32
- Bodenwand
- 33
- Deckenwand
- 34
- Seitenwände
- 35,36
- Stirnwand
- 37
- Öffnung
- 38
- Umwälzgebläse
- 39
- Elektromotor
- 40
- Öffnung
- 41
- Zwischenraum
- 42-50
- Umlenkplatten
- 51
- Rollenförderer
- 52
- Befestigungseinrichtung
- 53
- Grundgestell
- 54
- Seiten
- 55
- Querträger
- 56
- Säule
- 57
- Rohr
- 58
- obere Wand
- 59
- untere Wand
- 60
- Verstärkungsstab
- 61
- Muffe
- 62
- Bauteil
- 63
- Rohr
- 64
- Zapfen
- 65
- Muffe
- 66
- 67
- Tragschiene
- 68
- Mittelteil
- 69
- Seiten
- 70
- Vertiefungen
- 71
- Endstück
- 72
- vertikaler Flansch
- 73
- horizontaler Flansch
- 74
- Öffnung
- 75
- Abstandsstück
- 76
- Verbindungsstange
- 77,78
- Flansch
- 79
- Öffnung
- 80
- Aussparung
- 81
- Platte
- 82
- Abstandsrohr
Claims (17)
- Vorrichtung zum Behandeln einer Vielzahl von mit Öffnungen versehenen Platten (81) mit einem gasförmigen Medium,
gekennzeichnet durch
eine durch gegenüberliegende Stirnwände (35,36) und zwischen den Stirnwänden (35,36) befindlichen Bodenwand (32), Deckenwand (33) und Seitenwänden (34) definierte Kammer (20), durch Mittel (38) zum Umwälzen eines gasförmigen Mediums in der Kammer (20) in einer allgemeinen Richtung von der einen Stirnwand (36) zur anderen Stirnwand (35) Mittel (52) zum Halten der genannten Platten (81) in der Kammer (20) mit gegenseitigem Abstand in mehreren benachbarten Reihen, die im allgemeinen parallel zu den genannten Stirnwänden (35,36) verlaufen, so daß die Flächen der Platten (81) parallel zu den Seitenwänden (34) und zur genannten allgemeinen Strömungsrichtung liegen und durch Umlenkmittel (42 bis 50) an wenigstens einigen der Boden-, Decken- oder Seitenwände, um das an den genannten Wänden (32 bis 34) entlangströmende Gas in Richtung auf und parallel zu den genannten Reihen umzulenken, so daß der Gasstrom an den Platten (81) im wesentlichen gleichförmig ist. - Vorrichtung nach Anspruch 1,
dadurch gekennzeichnet,
daß die Umlenkmittel mehrere Umlenkkörper (42 bis 50) umfassen, die an zumindest einigen der genannten Boden-, Decken- und Seitenwänden (32,33,34) angebracht sind und von diesen vorstehen, wobei der Überstand der Umlenkkörper (42 bis 50), mit dem sie von der Wand (32,33,34), an der sie befestigt sind, vorstehen, umso größer ist, je näher der betreffende Umlenkkörper (42 bis 50) zu der anderen Stirnwand (35) der Kammer (20) angeordnet ist. - Vorrichtung zum Behandeln einer Vielzahl von mit Öffnungen versehenen Platten (81) mit einem gasförmigen Medium,
gekennzeichnet durch,
eine durch gegenüberliegende Stirnwände (35,36) und zwischen diesen Stirnwänden (35,36) befindlichen Bodenwand (32), Deckenwand (33) und Seitenwände (34) definierte Kammer (20) durch Mittel (38) zum Umwälzen eines gasförmigen Mediums in der Kammer (20) in einer allgemeinen Richtung von der einen Stirnwand (36) zur anderen Stirnwand (35), durch eine Befestigungseinrichtung (52) zum Halten der genannten Platten (81) in der Kammer (20), welche ein Grundgestell (53) mit gegenüberliegenden Seiten (54), auf jeder der genannten Seiten eine Gruppe von montierten vertikalen Säulen (56), wobei jede Säule (56) der einen Gruppe auf der einen Seite (54) zu einer Säule (56) ausgerichtet ist, die auf der anderen Seite (54) angeordnet ist, so daß sie ein Paar bilden, mehrere Tragschienen (67), die jeweils zwischen einem Paar von Säulen verlaufen, so daß die Tragschienen (67) im allgemeinen parallel zu den Stirnwänden (35) angeordnet sind und ein jedes Paar von Säulen (54) eine Mehrzahl von Tragschienen (67) aufweist, wobei jede Schiene (67) so ausgeführt ist, daß sie durch die Öffnungen von einer Mehrzahl der genannten Platten (81) hindurchgeführt werden kann, um letztere in Reihen zu halten und daß sie über Fixiermittel (70) verfügt, um die darauf aufgereihten Platten (81) in festen Positionen mit gegenseitigem Abstand zu halten, ein mit Öffnungen versehenes Endstück (71) an den Enden jeder Tragschiene (67), wobei jedes dieser Endstücke (71) eine Öffnung (74) zur Durchführung einer Säule (56) aufweist und Abstandrohre (75,82) auf jeder Säule (56) zwischen den Endstücken (71) von auf jeder Säule übereinander angeordneten Tragschienen (67), die die genannten Tragschienen (67) in vertikalem Abstand auf der Säule (56) halten sowie Ablenkmittel (42 bis 50) an zumindest einigen der genannten Boden-, Decken- und Seitenwänden (32,33,34) zum Umlenken des an den genannten Wänden (32,33,34) entlangströmenden Gases in Richtung auf und parallel zu den genannten Reihen, so daß der Gasstrom an den genannten Platten im wesentlichen gleichförmig ist, umfaßt. - Vorrichtung nach Anspruch 3,
dadurch gekennzeichnet,
daß eine der Stirnwände (36) in Form einer Tür (27) ausgebildet ist und bei der die Kammer (20) Mittel (51) umfaßt, durch die die Befestigungseinrichtung (52) durch die Tür (27) in die und aus der Kammer (20) bewegt werden kann. - Vorrichtung nach Anspruch 4,
dadurch gekennzeichnet,
daß die Mittel zum Hinein- und Herausbewegen der Befestigungsein- richtung (52) aus der Kammer (20) als Rollbahn ausgebildet sind, die an der Bodenwand (32) der Kammer (20) befestigt ist. - Verfahren zum Behandeln von Platten mit einem gasförmigen Medium in einer Kammer, die durch gegenüberliegende Stirnwände und dazwischen verlaufende Seitenwände definiert ist,
dadurch gekennzeichnet,
daß ein gasförmiges Medium in einer allgemeinen Richtung von der genannten einen Stirnwand zur anderen umgewälzt wird, wobei die Platten in der Kammer in festen Positionen und mit gegenseitigem Abstand in mehreren benachbarten, parallel zu den Stirnwänden verlaufenden Reihen angebracht sind, so daß die Flächen der Platten parallel zu der allgemeinen Strömungsrichtung des gasförmigen Mediums in der Kammer liegen und gasförmiges Medium, das entlang der genannten Wände strömt, derart umgelenkt wird, daß es in Richtung auf und zwischen die Reihen strömt und der Gasstrom an allen Platten im wesentlichen gleichförmig ist. - Verfahren nach Anspruch 6,
dadurch gekennzeichnet,
daß die Platten Öffnungen aufweisen und in den genannten Reihen mit zueinander ausgerichteten Öffnungen angebracht werden und der umgelenkte Gasstrom die ausgerichteten Öffnung der Plattenreihen durchströmt. - Verfahren nach Anspruch 7,
dadurch gekennzeichnet,
daß die Platten auf konstantem Abstand gehalten werden. - Verfahren nach Anspruch 6,
dadurch gekennzeichnet,
daß die Platten aus Stahl bestehen und in der Kammer in einer Inertatmosphäre erhitzt werden, die dann abgesaugt und durch ein gasförmiges Medium ersetzt wird, welches ein nitrierendes oder nitrokarburierendes Medium ist, das erhitzt und umgewälzt wird, daß es eine Oberflächenschicht auf den genannten Platten bildet. - Verfahren nach Anspruch 9,
dadurch gekennzeichnet,
daß die Platten aus einem nichtlegierten Stahl oder einem feinkörnigen Baustahl mit Niobium und Vanadium oder Titan hergestellt sind. - Befestigungseinrichtung zum Tragen einer Vielzahl von Platten (81) während einer Behandlung mit einem gasförmigen Medium,
dadurch gekennzeichnet,
daß sie ein Grundgestell (53) mit gegenüberliegenden Seiten (54), auf jeder der Seiten (54) eine Gruppe von aufgebauten vertikalen Säulen (56), wobei jede Säule (56) der einen Gruppe auf der genannten einen Seite (54) zu einer Säule (56) ausgerichtet ist, die auf der genannten anderen Seite (54) montiert ist und diese ein Paar bilden, mehrere Tragschienen (67), die jeweils zwischen einem genannten Säulenpaar (56) verlaufen, so daß die Tragschienen (67) im allgemeinen parallel zueinander verlaufen, eine Anzahl von Tragschienen (67) an je einem dieser Säulenpaare, wobei jede Tragschiene (67) so ausgeführt ist, daß sie durch die Öffnungen in einer Anzahl der genannten Platten (81) hindurchgeführt werden kann, um letztere in Reihen zu halten, und Fixiermittel (70), um die darauf aufgereihten Platten in festen Positionen und mit gegenseitigem Abstand zu halten und ein mit Öffnungen versehenes Endstück (71) an den Enden jeder Tragschiene (67) verfügt, wobei durch die Säule (56) hindurchgeführt werden kann sowie Abstandrohre (75,81) auf jeder Säule (56) zwischen den Endstücken (71) von übereinander befindlichen Tragschienen (67) auf der Säule (56), die die Tragschienen (67) in vertikalem Abstand auf der Säule (56) zu halten, umfaßt. - Befestigungseinrichtung nach Anspruch 11,
dadurch gekennzeichnet,
daß die Fixiermittel (71) auf den Tragschienen durch Vertiefungen (71) dargestellt sind, die die Ränder der Öffnungen in den Platten aufnehmen. - Befestigungseinrichtung nach Anspruch 12,
dadurch gekennzeichnet,
daß die Vertiefungen (71) V-förmig ausgebildet sind. - Befestigungseinrichtung nach Anspruch 12,
dadurch gekennzeichnet,
daß die Tragschienen (67) aus einem nach oben offenem V-Profil bestehen und die Vertiefungen (71) in den gegenüberliegenden Seiten gebildet sind. - Befestigungseinrichtung nach Anspruch 13,
dadurch gekennzeichnet,
daß zumindest eine Verbindungsstange (76) die Säulen (56) jeder Gruppe nahe deren oberen Enden miteinander verbindet. - Befestigungseinrichtung nach Anspruch 15,
dadurch gekennzeichnet,
daß die Verbindungsstangen (76) Öffnungen (79) aufweisen, die die Säulen (56) aufnehmen und daß die Verbindungsstangen (76) zwischen den Öffnungen (79) als Winkelprofil ausgeführt sind. - Befestigungseinrichtung nach Anspruch 11,
dadurch gekennzeichnet,
daß jede der Säulen (56) aus mehreren Einzelteilen besteht, die ineinandergreifen.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US07/746,793 US5186764A (en) | 1990-02-13 | 1991-08-12 | Method and apparatus for treating plates with gas |
| EP92117516A EP0592708A1 (de) | 1991-08-12 | 1992-10-14 | Verfahren und Vorrichtung zum Behandeln von Platten in einem Gasstrom |
| JP4301569A JP2700745B2 (ja) | 1991-08-12 | 1992-10-15 | 鋼板処理装置およびその取付具 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US07/746,793 US5186764A (en) | 1990-02-13 | 1991-08-12 | Method and apparatus for treating plates with gas |
| EP92117516A EP0592708A1 (de) | 1991-08-12 | 1992-10-14 | Verfahren und Vorrichtung zum Behandeln von Platten in einem Gasstrom |
| JP4301569A JP2700745B2 (ja) | 1991-08-12 | 1992-10-15 | 鋼板処理装置およびその取付具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0592708A1 true EP0592708A1 (de) | 1994-04-20 |
Family
ID=27234541
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92117516A Withdrawn EP0592708A1 (de) | 1990-02-13 | 1992-10-14 | Verfahren und Vorrichtung zum Behandeln von Platten in einem Gasstrom |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5186764A (de) |
| EP (1) | EP0592708A1 (de) |
| JP (1) | JP2700745B2 (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5225155A (en) * | 1991-07-22 | 1993-07-06 | Corning Incorporated | Methods and apparatus for firing extruded metals |
| US5764646A (en) * | 1996-04-02 | 1998-06-09 | Ericsson Inc. | Packet data transmission with clash subtraction |
| FR2793311B1 (fr) * | 1999-05-05 | 2001-07-27 | Snecma | Dispositif de chargement de pieces a traiter thermiquement |
| JP4131965B2 (ja) * | 2004-12-28 | 2008-08-13 | 昭和シェル石油株式会社 | Cis系薄膜太陽電池の光吸収層の作製方法 |
| US8088328B2 (en) * | 2008-06-13 | 2012-01-03 | Jones William R | Vacuum nitriding furnace |
| KR20120097792A (ko) * | 2011-02-25 | 2012-09-05 | 삼성전자주식회사 | 퍼니스와 이를 이용한 박막 형성 방법 |
| KR101414257B1 (ko) * | 2012-07-04 | 2014-08-06 | 주식회사 하이박 | 진공 질화 열처리로 |
| KR101399331B1 (ko) * | 2013-12-09 | 2014-05-28 | (주)이진히팅시스템 | 진공퍼지식 가압질화로 |
| CA2998891C (en) | 2015-09-23 | 2020-07-07 | Consolidated Engineering Company, Inc. | System for supporting castings during thermal treatement |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3201290A (en) * | 1960-06-17 | 1965-08-17 | Maag Zahnraeder & Maschinen Ag | Process for automatically controlled carburizing of the surface layer of steel articles |
| US3698698A (en) * | 1971-02-16 | 1972-10-17 | Abar Corp | Fixture for heat treating furnaces |
| GB1461295A (en) * | 1973-05-17 | 1977-01-13 | Aichelin Fa J | Process for the production of epsilon-carconitride layers on ferrous metal parts |
| GB2155046A (en) * | 1981-12-16 | 1985-09-18 | Ae Plc | Surface treatment of metal rings |
| DE3612375A1 (de) * | 1986-04-12 | 1987-10-15 | Heraeus Schott Quarzschmelze | Beladevorrichtung zur aufnahme von in einem ofen zu behandelnde substratscheiben |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2067896A (en) * | 1931-07-14 | 1937-01-19 | Nitricastiron Corp | Surface hardened cast iron articles of manufacture |
| JPS5125533U (de) * | 1974-08-15 | 1976-02-25 | ||
| JPS5211176A (en) * | 1975-07-18 | 1977-01-27 | Toshiba Corp | Activation gas reaction apparatus |
| JPS5319111A (en) * | 1976-08-06 | 1978-02-22 | Fuaanesu Jiyuukou Kk | Continuous furnace |
| US4593644A (en) * | 1983-10-26 | 1986-06-10 | Rca Corporation | Continuous in-line deposition system |
| JPS60165370A (ja) * | 1984-02-07 | 1985-08-28 | Ishikawajima Harima Heavy Ind Co Ltd | ステンレス鋼の窒化処理方法 |
-
1991
- 1991-08-12 US US07/746,793 patent/US5186764A/en not_active Expired - Fee Related
-
1992
- 1992-10-14 EP EP92117516A patent/EP0592708A1/de not_active Withdrawn
- 1992-10-15 JP JP4301569A patent/JP2700745B2/ja not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3201290A (en) * | 1960-06-17 | 1965-08-17 | Maag Zahnraeder & Maschinen Ag | Process for automatically controlled carburizing of the surface layer of steel articles |
| US3698698A (en) * | 1971-02-16 | 1972-10-17 | Abar Corp | Fixture for heat treating furnaces |
| GB1461295A (en) * | 1973-05-17 | 1977-01-13 | Aichelin Fa J | Process for the production of epsilon-carconitride layers on ferrous metal parts |
| GB2155046A (en) * | 1981-12-16 | 1985-09-18 | Ae Plc | Surface treatment of metal rings |
| DE3612375A1 (de) * | 1986-04-12 | 1987-10-15 | Heraeus Schott Quarzschmelze | Beladevorrichtung zur aufnahme von in einem ofen zu behandelnde substratscheiben |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH06128718A (ja) | 1994-05-10 |
| US5186764A (en) | 1993-02-16 |
| JP2700745B2 (ja) | 1998-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0712481A1 (de) | Verfahren zum trocknen von platten und trockner | |
| DE1433509A1 (de) | Herdraumwaende,insbesondere Rueckwaende von Industrieoefen,z.B. Siemens-Martin-OEfen | |
| EP0592708A1 (de) | Verfahren und Vorrichtung zum Behandeln von Platten in einem Gasstrom | |
| EP0089408B1 (de) | Verfahren und Vorrichtung zur Belüftung von Trockengut in einem Tunneltrocker | |
| DE2051743A1 (de) | Einsatzhartungsanlage | |
| DE3049162A1 (de) | Trocknungsvorrichtung fuer keramikwaren | |
| DE2904243A1 (de) | Verfahren und vorrichtung zum trocknen von bauholz | |
| DE3832734C1 (de) | ||
| DE19747018A1 (de) | Vorrichtung zur Wärmebehandlung von Werkstücken | |
| DE2009416A1 (de) | Verfahren und Vorrichtung zur Behandlung von Glasscheiben | |
| EP3048404B1 (de) | Tragrollenwechselvorrichtung und Verfahren zum Tragrollenwechsel | |
| DE2501360B2 (de) | Vakuum-Atmosphärenofen zur Wärmebehandlung von Werkstücken | |
| DE3128655C2 (de) | Ofen für die Wärmebehandlung von Glasscheiben | |
| WO2025036528A1 (de) | Temperieranlage zum temperieren von werkstücken und verfahren zum temperieren von werkstücken | |
| DE19858305C1 (de) | Heißlufttrockner für eine Beschichtungsanlage | |
| DE3434906C2 (de) | Vorrichtung zum Vorwärmen von metallischem Gut | |
| DE69901466T2 (de) | Brennofen insbesondere für keramische Erzeugnisse | |
| DE2115640C3 (de) | Trocknungsanlage zum trocknen von einseitig offenen behaeltern, z.b. dosen | |
| DE10028895A1 (de) | Vakuum-Trockenschrank und Verfahren zum Trocknen und zur Reinigung des Vakuum-Trockenschrankes | |
| DE3246196C2 (de) | Ofen zum Glühen zylindrischer metallischer Körper | |
| DE2259410C2 (de) | Anlage zur Herstellung einbaufertiger Betonteile | |
| DE1236900B (de) | Vorrichtung zum Herstellen von metallischen UEberzuegen auf plattenfoermigen Koerpern oder Werkstuecktraegern durch Vakuum-Aufdampfen | |
| AT408177B (de) | Wärmeisolierendes wandelement für backöfen, waffelbacköfen, waffelbackmaschinen oder dergleichen | |
| EP0120378A2 (de) | Verfahren und Tunnelofen zum Sintern von Grünlingen | |
| DE2556721A1 (de) | Hubbalkenofen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19930806 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB IT |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: GKN VISCODRIVE GMBH |
|
| 17Q | First examination report despatched |
Effective date: 19940816 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19950401 |