EP0767263A1 - Non-tissé hydrophile à base de polylactides - Google Patents
Non-tissé hydrophile à base de polylactides Download PDFInfo
- Publication number
- EP0767263A1 EP0767263A1 EP96470017A EP96470017A EP0767263A1 EP 0767263 A1 EP0767263 A1 EP 0767263A1 EP 96470017 A EP96470017 A EP 96470017A EP 96470017 A EP96470017 A EP 96470017A EP 0767263 A1 EP0767263 A1 EP 0767263A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filaments
- nonwoven
- polymers
- surfactant
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F11/00—Chemical after-treatment of artificial filaments or the like during manufacture
- D01F11/04—Chemical after-treatment of artificial filaments or the like during manufacture of synthetic polymers
- D01F11/08—Chemical after-treatment of artificial filaments or the like during manufacture of synthetic polymers of macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
- D01F6/625—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters derived from hydroxy-carboxylic acids, e.g. lactones
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/009—Condensation or reaction polymers
- D04H3/011—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2484—Coating or impregnation is water absorbency-increasing or hydrophilicity-increasing or hydrophilicity-imparting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2484—Coating or impregnation is water absorbency-increasing or hydrophilicity-increasing or hydrophilicity-imparting
- Y10T442/2492—Polyether group containing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
Definitions
- the invention relates to a hydrophilic nonwoven and to methods of obtaining it.
- this invention relates to the production of a polyactide-based nonwoven having hydrophilic properties and allowing its use in articles of personal hygiene (ie diapers), in the medical sector (ie fields), in agriculture (mulching) and other traditional applications of hydrophilic nonwovens.
- degradable polymers more specifically biodegradable polymers, such as polymers based on lactic acids (abbreviated as PLA) constitutes a solution to these problems.
- PLA polymers based on lactic acids
- PLA polymers mentioned (especially PLA) are well known in the medical field. They have been used as raw material for sutures, for various kinds of implants (screws, rods, plates, tubes) and for different controlled diffusion systems.
- PLA is one of the most promising.
- PLA provides mechanical and physiocochemical properties that are comparable to those of conventional polymers.
- PLA In addition to their biodegradability, polymers based on PLA use renewable resources such as sugar beet, corn or whey. For this reason, the production of these polymers does not disturb the balance of global carbon dioxide (greenhouse effect). Composting or incinerating PLA releases the same amount of carbon dioxide as that generated during its production. Incineration of polyolefin waste is relatively expensive because it generates too much heat and that it requires cooling using other materials mixed with the waste. On the other hand, PLA contains 60% less energy than polypropylene or polyethylene, which allows better temperature control during incineration.
- PLA-based nonwovens like PP-based nonwovens, are naturally hydrophobic.
- the hydrophilic nature can be obtained by surface treatment of the nonwoven or by injection into the extruder with the products traditionally used for nonwovens based on polypropylene.
- the surface treatment of PLA-based nonwovens has posed a problem for the applicant because it is done using aqueous solutions either by licking, or by spraying or by application of foam.
- this treatment brings about a certain level of critical humidity during and after the treatment (in fact the degradation is generated by hydrolysis) which must be checked before the packaging of the nonwoven and its shipment.
- the invention relates to obtaining biodegradable nonwovens based on polylactides having permanent hydrophilicity.
- the raw material used in the invention comprises polymers based on PLA comprising poly (L-lactic acid) (PLLA) or poly (D-lactic acid) (PDLA), or poly (DL-lactic acid) co -polymers, with a DL ratio varying from 0% to 100%, or mixtures of the polymers mentioned.
- PLA poly (L-lactic acid)
- PDLA poly (D-lactic acid)
- DL-lactic acid) co -polymers with a DL ratio varying from 0% to 100%, or mixtures of the polymers mentioned.
- These polymers based on PLA forming this raw material can also contain from 0.1% to 15% of plasticizer and / or from 0.1% to 5% of monomers and / or from 0.001% to 5% of different kinds of stabilizers, pigments, etc ...
- the nonwoven consists of fibers or continuous filaments with a diameter between 0.1 and 100 ⁇ m preferably.
- This nonwoven can be obtained by different processes, for example by the two continuous spinning (Lurgi, S-tex) or melt-blown (known as melt blown) processes and described below. If a hydrophilic treatment is added to it, it will be carried out either by licking, or by spraying, or by application of foam, or by injection into the surfactant extruder.
- a hydrophilic treatment is added to it, it will be carried out either by licking, or by spraying, or by application of foam, or by injection into the surfactant extruder.
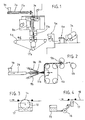
- FIG. 1 shows a presentation of the continuous direct spinning process (ie Stex) comprising a hopper (1a) for raw material, an extruder (2a), a screw (2'a), a die (3a), a carpet (4a), a grille (5a), a system for guiding the web (6a) and winding tension adjustment, a winding (7a), a fiber cooling system (8a), a slot for drawing (11a), a drawing draw (11'a).
- Stex continuous direct spinning process
- the polymer is melted, is extruded by means of a single or twin screw extruder (2.2a) at a temperature which is preferably between 140 and 280 ° C and is conveyed to a spinning pump before pass through a filter to a die with holes varying from 0.2 to 2.0 mm, preferably from 0.4 to 1.0 mm.
- the polymer is spun through the die (3a) to the cooling (8) and drawing (11) installation.
- the cooling can be carried out by means of cooled air, at a temperature preferably varying between 0 and 40 ° C. and the speed varying from 0.1 to 5 m / s, the stretching can be carried out by suction of air or air forced through the stretching system.
- the stretching system may comprise a slot (11) or may be constituted by a series of tubes or slots.
- the drawing air speed is preferably between 10 and 400 m / s.
- the fibers obtained have a decreasing diameter and an oriented structure.
- the draw ratio is generally from 1.1 to 20, preferably from 2 to 15.
- the titer of the fibers is preferably between 0.5 and 20 dtex, more particularly from 1 to 10 dtex.
- the spinning system is followed by a system which randomly layers the fibers on the carpet.
- the carpet conveys the sheet of fibers to a calender (5) heated to a temperature preferably varying from 40 to 160 ° C, more particularly from 60 to 110 ° C.
- Another slot can be installed before the grille in order to obtain a structured nonwoven of several similar or different layers.
- the basic weight can be adjusted according to the speed. It is generally between 5-200 g / m 2 , depending on the application.
- the diagram in Figure 2 represents the MB process: a raw material hopper (1b), an extruder (2b), a die (3b), a forming mat (4b), a calender (5b), a winder (6b) , a blowing (9b), a suction (11b).
- the MB process includes an extruder for melting the polymer. Extrusion temperatures are preferably between 150 ° C and 280 ° C.
- the polymer is transported from the extruder to the die.
- the die has only one row of holes. The holes have a diameter of 0? 2 to 2 mm.
- the base weight of the mat MB is adjusted as a function of the speed of the mat and is preferably between 5 and 100 g / m 2 .
- the fiber diameter is normally between 0.1 and 20 ⁇ m, preferably between 0.5 and 10 ⁇ m.
- the hydrophilic treatment is carried out using surfactants such as silicone-polyether copolymers (ie Silwet (registered trademark) 12037 or Nuwet (registered trademark) 500 from the company OSI Specialties, 4 Place des Maschinen-Unis, Silic 220, 94518 Rungis Cedex).
- surfactants such as silicone-polyether copolymers (ie Silwet (registered trademark) 12037 or Nuwet (registered trademark) 500 from the company OSI Specialties, 4 Place des Maschinen-Unis, Silic 220, 94518 Rungis Cedex).
- silicone-polyether copolymers ie Silwet (registered trademark) 12037 or Nuwet (registered trademark) 500 from the company OSI Specialties, 4 Place des Maschinen-Unis, Silic 220, 94518 Rungis Cedex.
- Silwet registered trademark
- Nuwet registered trademark 500 from the company OSI Specialties, 4 Place des Maschinen-Unis, Silic 220, 94518 R
- the surfactant can be deposited on the sheet in the form of foam.
- the foam after stabilization, has a lower viscosity than the previously used solution and the amount of surfactant is lower than in the solution. It is therefore easier to dose it accurately.
- FIG. 4 describes the diagram of the installation for applying foam: a container of solution (15), a pump forming the foam (16), a nozzle for spraying the foam (17), the nonwoven (18).
- the level of foaming additive is normally between 0.1% and 5%.
- the use and dose of foaming additive depends on the surfactant.
- Another method for treating the web with a surfactant is spraying, the solution being sprayed on the surface of the web with compressed air.
- the last method consists either in injecting the surfactant directly into the main extruder, or in integrating a masterbatch (PLA and surfactant) in the main extruder, or, for surfactants with a point of composition down, incorporate it using a side extruder.
- the moisture level of the web should be checked after the surfactant treatment and, if necessary, the web should be dried.
- the first stage of degradation of a PLA-based polymer being hydrolysis, it is necessary to avoid that degradation by hydrolysis begins at the packaging stage in the case of a nonwoven having a certain humidity.
- a continuous filament nonwoven fabricated according to the Stex process having a weight of 20 g / m 2 and filaments of 2.1 dtex is used as a surface fleece for baby diapers.
- the strike-through urine values (EDANA test 150.1-90- are between 10 and 15 s, the urine return (rewet) at approximately 0.6 g (EDANA 151.1-92).
- Silwet registered trademark
- 7602 the passage of urine is between 2.5 and 3.0 s and the return of urine between 0.8 and 1.0 g.
- the penetration values under inclined plane ( run-off) are less than 1% These results are remarkable.With polypropylene nonwovens, the values are, after two texts, 25 s, 2.0 g and 100% respectively.
- a continuous filament nonwoven fabricated according to the Stex process having a weight of 19 g / m 2 and filaments of 3.2 dtex has urine passage time values of 11 s. and 0.7 g of urine return.
- the treated sheet After treatment with foam with a 10% solution of Nuwet (registered trademark) 500, the treated sheet has values of 2.5 s. for the passage of urine, 4 g for the return of urine, 3.5 s, for the passage of urine after three repetitive tests.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Artificial Filaments (AREA)
- Woven Fabrics (AREA)
- Polyesters Or Polycarbonates (AREA)
Abstract
Description
- L' invention concerne un non-tissé hydrophile et des procédés pour son obtention.
- Plus particulièrement, cette invention concerne la réalisation d'un non-tissé à base de polyactide ayant des propriétés hydrophiles et permettant son utilisation dans des articles d'hygiène corporelle (i.e. couches-bébé), dans le secteur médical (i.e. champs), dans l'agriculture (paillage) et autres applications traditionnelles de non-tissés hydrophiles.
- De nos jours, partout dans le monde, les sites de décharge de déchets solides sont rapidement saturés. Ces déchets proviennent entre autres de produits à usage unique tels que les films et les non-tissés pour l'hygiène (couches-bébé, serviettes hygiéniques), le secteur médical (casaques, champs opératoires), l'agriculture (protection contre le gel, paillage).
- L'utilisation de polymères dégradables, plus spécifiquement de polymères biodégradables, tels que des polymères basés sur des acides lactiques (en abrégé : PLA) constitue une solution à ces problèmes.
- De nos jours, les polymères mentionnés (spécialement les PLA) sont bien connus dans le domaine médical. Ils ont été utilisés comme matière première pour les sutures, pour diverses sortes d'implants (vis, baguettes, plaques, tubes) et pour différents systèmes de diffusion contrôlée.
- Pour remplacer les polymères stables dans la composition des produits de consommation, le PLA est l'un des plus prometteurs. Le PLA permet d'obtenir des propriétés mécaniques et physiocochimiques qui sont comparables à celles des polymères conventionnels.
- En plus de leur biodégradabilité, les polymères basés sur des PLA font appel à des ressources renouvelables telles que le betterave à sucre, le maïs ou le petit lait. Pour cette raison, la production de ces polymères ne perturbe pas l'équilibre de dioxyde de carbone mondial (effet de serre). Le compostage ou l'incinération du PLA libère la même quantité de dioxyde de carbone que celle générée lors de sa production. L' incinération des déchets de polyoléfines est relativement coûteuse parce qu'elle génère trop de chaleur et qu'elle nécessite un refroidissement à l'aide d'autres matériaux mélangés aux déchets. Par contre, le PLA contient 60 % d'énergie en moins que le polypropylène ou le polyéthylène, ce qui permet un meilleur contrôle de la température lors de l'incinération.
- Enfin, la production de polymère à base de PLA utilise des ressources renouvelables.
- Certaines applications nécessitent l'obtention d'un non-tissé présentant un caractère hydrophile. Or les non-tissés à base de PLA, comme les non-tissés à base de PP, sont naturellement hydrophobes. Le caractère hydrophile peut être obtenu par traitement de surface du non-tissé ou par injection dans l'extrudeuse avec les produits traditionnellement utilisés pour les non-tissés à base de polypropylène.
- Le traitement de surface de non-tissés à base de PLA a posé problème à la demanderesse car il se fait en utilisant des solutions aqueuses soit par léchage, soit par pulvérisation ou par application de mousse. Or, ce traitement entraîne un certain niveau d'humidité critique pendant et après le traitement (en effet la dégradation est générée par une hydrolyse) qui doit être contrôlé avant le conditionnement du non-tissé et son expédition.
- L'invention concerne l'obtention de non-tissés biodégradables à base de polylactides présentant une hydrophilie permanente.
- De façon avantageuse, il est rendu hydrophile par traitement avec un tensio-actif disponible sur le marché et sa dégradation est plus rapide que celle d'un non-tissé non traité.
- On comprendra mieux l'invention à l'aide de la description qui suit faite en référence aux figures annexées suivantes :
- Figure 1 : schéma d'une installation par filature directe pour la fabrication d'un non-tissé selon l'invention,
- Figure 2 : schéma d'une installation par procédé fondu-soufflé pour la fabrication d'un non-tissé selon l'invention,
- Figure 3 : schéma d'une installation de traitement hydrophile du non-tissé selon l'invention par léchage,
- Figure 4 : schéma d'une installation de traitement hydrophile du non-tissé selon l'invention par dépôt de mousse.
- La matière première utilisée dans l'invention comporte des polymères basés sur le PLA comprennant du poly(L-acide lactique) (PLLA) ou du poly(D-acide lactique) (PDLA), ou des poly(D-L-acide lactique) co-polymères, avec un ratio D-L variant de 0 % à 100 %, ou des mélanges des polymères mentionnés.
- Ces polymères basés sur des PLA formant cette matière première peuvent en outre contenir de 0,1 % à 15 % de plastifiant et/ou de 0,1 % à 5 % de monomères et/ou de 0,001 % à 5 % de différentes sortes de stabilisants, pigments, etc...
- Dans cette invention, le non-tissé est constitué de fibres ou de filaments continus d'un diamètre entre 0,1 et 100 µm de préférence.
- Ce non-tissé peut être obtenu par différents procédés, par exemple par les deux procédés de filature continue (Lurgi, S-tex) ou de fondu-soufflé (dit melt blown) et décrits ci-après. Si un traitement hydrophile lui est ajouté, il sera réalisé soit par léchage, soit par pulvérisation, soit par application de mousse, ou par injection dans l'extrudeuse de tensio-actifs.
- Le schéma de la figure 1 montre une présentation du procédé de filature directe continue (i.e. Stex) comportant une trémie (1a) pour matière première, une extrudeuse (2a), une vis (2'a), une filière (3a), un tapis (4a), une calandre (5a), un système de guidage de la nappe (6a) et de réglage de tension d'enroulement, un enroulement (7a), un système de refroidissement des fibres (8a), une fente d'étirage (11a), une aspiration de l'étirage (11'a).
- Dans ce procédé, le polymère est fondu est extrudé au moyen d' une extrudeuse simple ou à double vis (2,2a) à une température qui se situe de préférence entre 140 et 280°C et est acheminé vers une pompe de filature avant de passer à travers un filtre jusqu'à une filière comportant des trous variant de 0.2 à 2.0 mm, de préférence de 0.4 à 1.0 mm. Le polymère est filé à travers la filière (3a) jusqu'à l'installation de refroidissement (8) et d'étirage (11). Le refroidissement peut s'effectuer au moyen d'air refroidi, à une température variant de préférence entre 0 et 40°C et la vitesse variant de 0.1 à 5 m/s, l'étirage peut s'effectuer par aspiration d'air ou d'air pulsé à travers le système d'étirage. Le système d'étirage peut comporter une fente (11) ou peut être constitué par une série de tubes ou fentes. La vitesse d'air d'étirage se situe de préférence entre 10 et 400 m/s. Dans le système d'étirage, les fibres obtenues ont un diamètre décroissant et une structure orientée. Le taux d'étirage est généralement de 1.1 à 20, de préférence de 2 à 15. Dans la couche SB le titre des fibres se situe de préférence entre 0.5 et 20 dtex, plus particulièrement de 1 à 10 dtex.
- Le système de filature est suivi d'un système qui couche les fibres au hasard sur le tapis. Le tapis achemine la nappe de fibres vers une calandre (5) chauffée à une température variant de préférence de 40 à 160°C, plus particulièrement de 60 à 110°C. Une autre fente pourra être installée avant la calandre afin d'obtenir un non-tissé structuré de plusieurs couches similaires ou différentes.
- Le poids de base pourra être ajusté selon la vitesse. Il se situe généralement entre 5-200 g/m2, en fonction de l'application.
- Le schéma de la figure 2 représente le procédé MB : une trémie matière première (1b), une extrudeuse (2b), une filière (3b), un tapis de formation (4b), une calandre (5b), une enrouleuse (6b), un soufflage (9b), une aspiration (11b).
- Le procédé MB comprend une extrudeuse destinée à fondre le polymère. Les températures d'extrusion se situent de préférence entre 150°C et 280°C. Le polymère est véhiculé de l'extrudeuse à la filière. La filière ne comporte qu'une seule rangée de trous. Les trous ont un diamètre de 0?2 à 2 mm.
- Un flux d'air des deux côtés de la rangée de trous projette le polymère sous forme de fibres sur la nappe qui défile. Le poids de base de la nappe MB est ajusté en fonction de la vitesse du tapis et se situe de préférence entre 5 et 100 g/m2. Le diamètre des fibres se situe normalement entre 0.1 et 20 µm, de préférence entre 0.5 et 10 µm.
- Le traitement hydrophile est réalisé en utilisant des tensio-actifs tels que les copolymères silicones-polyethers (i.e. Silwet (marque déposée) 12037 ou Nuwet (marque déposée) 500 de la société OSI Specialities, 4 Place des Etats-Unis, Silic 220, 94518 Rungis Cedex). Différents procédés peuvent être utilisés. Selon un procédé de léchage, le surfactant est dissout dans de l'eau à une concentration de 1 à 50 %, de préférence de 5 à 25 %. La solution est acheminée à l'installation de fabrication de non-tissé selon le schéma de la figure 3 montrant : un contenant de la solution (12), un rouleau lisse rotatif (13) sur lequel est déposé une fine couche de surfactant, un point de dépose (14) du surfactant sur la surface de non-tissé.
- Le surfactant peut être déposé sur la nappe sous forme de mousse. La mousse, après stabilisation, présente une viscosité plus faible que la solution précédemment employée et la quantité de surfactant est plus faible que dans la solution. Il est donc plus facile de le doser avec précision.
- La figure 4 décrit le schéma de l'installation pour l'application de mousse : un contenant de la solution (15), une pompe formant la mousse (16), une buse de pulvérisation de la mousse (17), le non-tissé (18).
- Il est parfois nécessaire d'associer un agent moussant particulier à la solution utilisée dans le procédé de traitement par mousse. Le niveau d'additif moussant se situe normalement entre 0.1 % et 5 %. L'utilisation et la dose d'additif moussant dépend du surfactant.
- Un autre procédé pour le traitement de la nappe avec un surfactant est la pulvérisation, la solution étant pulvérisée à la surface de la nappe par de l'air comprimé.
- Enfin, le dernier procédé consiste, soit à injecter le tensio-actif directement dans l'extrudeuse principale, soit à intégrer un mélange-maître (PLA et surfactant) dans l'extrudeuse principale, soit, pour les tensio-actifs à point de composition bas, à l'incorporer à l'aide d' une extrudeuse latérale.
- Le niveau d'humidité de la nappe doit être contrôlé après le traitement par surfactant et, si nécessaire, la nappe doit être séchée. La première étape de la dégradation d'un polymère à base de PLA étant l'hydrolyse, il faut éviter que la dégradation par hydrolyse commence au stade de l'emballage dans le cas d'un non-tissé présentant une certaine humidité.
- La dégradation d' un non-tissé jetable hydrophile à base de PLA commencera plus rapidement que celle d'un non-tissé sans traitement parce qu'il s'imprégnera d'eau plus facilement et de ce fait l'hydrolyse démarrera immédiatement. Les propriétés des non-tissés ainsi obtenus sont très intéressantes, contrairement aux polyoléfines, tous les surfactants permettant d'obtenir des non-tissés présentant des caractéristiques d'hydrophilie permanente.
- On décrit ci-après deux exemples de non-tissés selon l'invention dont les propriétés hydrophiles ont été testées.
- Un non-tissé à filaments continus fabriqué selon le procédé Stex ayant un poids de 20 g/m2 et des filaments de 2.1 dtex est utilisé comme voile de surface pour couche-bébé. Les valeurs de passage d'urine (strike-through) (test EDANA 150.1-90- se situent entre 10 et 15 s, le retour d'urine (rewet) à 0.6 g environ (EDANA 151.1-92). Après application d'une solution de Silwet (marque déposée) 7602 à 15 %, le passage d'urine se situe entre 2.5 et 3.0 s et le retour d'urine entre 0.8 et 1.0 g. Après trois tests répétitifs, les valeurs de pénétration sous plan incliné (run-off) sont inférieures à 1 %. Ces résultats sont remarquables. Avec des non-tissés en polypropylène, les valeurs sont, après deux texts, respectivement 25 s, 2.0 g et 100 %.
- Un non-tissé à filaments continus fabriqué selon le procédé Stex ayant un poids de 19 g/m2 et des filaments de 3.2 dtex présente des valeurs de temps de passage d'urine de 11 s. et de 0.7 g de retour d'urine.
- Après traitement par mousse avec une solution de 10 % de Nuwet (marque déposée) 500, la nappe traitée présente des valeurs de 2.5 s. pour le passage d'urine, de 4 g pour le retour d'urine, de 3.5 s, pour le passage d'urine après trois tests répétitifs.
- Ces résultats sont supérieurs à ceux obtenus avec un non-tissé équivalent en PP, respectivement 5 s et 4 g.
Claims (16)
- Non-tissé à base de filaments de matières thermoplastiques, caractérisé en ce que tous les filaments qui le composent sont totalement fabriqués à partir d'un polymère ou d'un mélange de polymères dérivés d'acide lactique et en ce qu'il présente une hydrophilie permanente.
- Non-tissé selon la revendication 1, caractérisé en ce que les filaments qui le composent sont des filaments continus.
- Non-tissé selon la revendication 2, caractérisé en ce que les filaments ont un diamètre compris entre 0,1 et 100 µm.
- Non-tissé selon l'une des revendications 1 à 3, caractérisé en ce que ledit ou lesdits polymères à partir desquels sont fabriqués les filaments sont dérivés d'acide lactique L ou D.
- Non-tissé selon l'une des revendications 1 à 3, caractérisé en ce que ledit ou lesdits polymères dont sont constitués les filaments sont dérivés d' acides lactiques L et D (copolymères).
- Non-tissé selon l'une des revendications 1 à 3, caractérisé en ce que ledit ou lesdits polymères dont sont constitués les filaments sont dérivés d'un mélange d'acides lactiques L et D.
- Non-tissé selon l'une des revendications 1 à 6, caractérisé en ce qu'il a subit un traitement par un tensio-actif.
- Non-tissé selon la revendication 7, caractérisé en ce que le tensio-acif est un copolymère polyesther-silicone.
- Non-tissé selon l'une des revendications 1 à 8, caractérisé en ce qu'il contient en outre l'un au moins des constituants suivants (0,1 % à 15 % de plastifiant, 0,1 % à 5 % de monomère, 0,01 % à 5 % de stabilisants, des pigments).
- Procédé pour l'obtention d'un non-tissé à base de filament de matières thermoplastiques selon l'une des revendications 1 à 9, caractérisé en ce que ledit ou lesdits filaments continus de matières thermoplastiques sont obtenus par procédé choisi dans l'ensemble (filature continue - procédé fondu-soufflé).
- Procédé selon la revendication 10 caractérisé en ce que les filaments sont obtenus par filature directe comportant préférentiellement les étapes suivantes : extrusion à température comprise entre 140 et 280°C, passage dans une filière dont les trous ont un diamètre compris entre 0,2 et 2 mm, refroidissement à une vitesse de 0,1 à 5 m/s, étirage entre 10 et 4000 m:S.
- Procédé selon la revendication 10, caractérisé en ce que les filaments sont obtenus par fondu-soufflé comportant préférentiellement les étapes suivantes: extrusion entre 150 et 280°C, passage dans une filière dont les trous ont un diamètre de 0,1 à 2 mm.
- Procédé selon l'une des revendications 10 à 12, caractérisé en ce que l'hydrophilie permanente est réalisée par un procédé choisi dans l'ensemble (léchage, pulvérisation, application de mousse, injection par tensio-actif).
- Procédé selon la revendication 13, caractérisé en ce que le procédé de léchage utilise un surfactant dissout dans de l'eau à une concentration de 5 à 25 %.
- Procédé selon la revendication 13, caractérisé en ce que l'application de mousse utilise un agent moussant dont le taux se situe entre 0,1 % et 5 %.
- Procédé selon l'une des revendications 13 à 15, caractérisé en ce qu'il comporte un contrôle du taux d'humidité pendant et après le traitement, et avant le conditionnement.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9511957A FR2739632B1 (fr) | 1995-10-06 | 1995-10-06 | Non-tisse hydrophile a base de polylactides |
| FR9511957 | 1995-10-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0767263A1 true EP0767263A1 (fr) | 1997-04-09 |
| EP0767263B1 EP0767263B1 (fr) | 2000-05-10 |
Family
ID=9483447
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96470017A Expired - Lifetime EP0767263B1 (fr) | 1995-10-06 | 1996-09-10 | Non-tissé hydrophile à base de polylactides |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5910368A (fr) |
| EP (1) | EP0767263B1 (fr) |
| JP (1) | JPH09176950A (fr) |
| AT (1) | ATE192787T1 (fr) |
| CA (1) | CA2187105A1 (fr) |
| DE (1) | DE69608199T2 (fr) |
| FR (1) | FR2739632B1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0940147A3 (fr) * | 1998-03-05 | 2000-11-15 | Celanese Acetate, LLC | Pansement anti-adhésif en acétate de cellulose |
| EP0987993B2 (fr) † | 1997-06-09 | 2010-12-29 | Kimberly-Clark Worldwide, Inc. | Champs absorbants |
| EP2311359B1 (fr) * | 2009-10-19 | 2016-04-27 | Eurofilters Holding N.V. | Sac d'aspirateur |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU4748901A (en) * | 2000-03-21 | 2001-10-03 | Kimberly Clark Co | Permanently wettable superabsorbents |
| US6770356B2 (en) | 2001-08-07 | 2004-08-03 | The Procter & Gamble Company | Fibers and webs capable of high speed solid state deformation |
| US7994078B2 (en) * | 2002-12-23 | 2011-08-09 | Kimberly-Clark Worldwide, Inc. | High strength nonwoven web from a biodegradable aliphatic polyester |
| US20040121680A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Compositions and methods for treating lofty nonwoven substrates |
| US8395016B2 (en) | 2003-06-30 | 2013-03-12 | The Procter & Gamble Company | Articles containing nanofibers produced from low melt flow rate polymers |
| US8487156B2 (en) | 2003-06-30 | 2013-07-16 | The Procter & Gamble Company | Hygiene articles containing nanofibers |
| US7264641B2 (en) * | 2003-11-10 | 2007-09-04 | Cabot Microelectronics Corporation | Polishing pad comprising biodegradable polymer |
| US20050101228A1 (en) * | 2003-11-10 | 2005-05-12 | Cabot Microelectronics Corporation | Polishing pad comprising biodegradable polymer |
| US20050136242A1 (en) * | 2003-12-22 | 2005-06-23 | Kimberly-Clark Worldwide, Inc. | Porous substrates having one side treated at a higher concentration and methods of treating porous substrates |
| ES2361843T3 (es) * | 2004-04-19 | 2011-06-22 | THE PROCTER & GAMBLE COMPANY | Artículos que contienen nanofibras para usar como barreras. |
| CN100552111C (zh) | 2004-04-19 | 2009-10-21 | 宝洁公司 | 包含纳米纤维的非织造纤维网及其制品和生产方法 |
| SE528009C2 (sv) * | 2004-12-30 | 2006-08-01 | Moelnlycke Health Care Ab | Självhäftande förband |
| EP2128320B1 (fr) * | 2008-05-29 | 2013-09-25 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Procédé et dispositif destinés à la fabrication de tissus non tissés en filaments |
| CA2727701A1 (fr) | 2008-06-12 | 2009-12-17 | 3M Innovative Properties Company | Compositions hydrophiles biocompatibles |
| EP2291558B1 (fr) * | 2008-06-12 | 2017-07-26 | 3M Innovative Properties Company | Fines fibres obtenues par fusion-soufflage et procédés de fabrication |
| JP5731475B2 (ja) | 2009-03-27 | 2015-06-10 | スリーエム イノベイティブ プロパティズ カンパニー | 親水性ポリプロピレン融体添加剤 |
| US9487893B2 (en) | 2009-03-31 | 2016-11-08 | 3M Innovative Properties Company | Dimensionally stable nonwoven fibrous webs and methods of making and using the same |
| MX347302B (es) * | 2009-12-17 | 2017-04-21 | 3M Innovative Properties Company * | Telas fibrosas no tejidas dimensionalmente estables y metodos para fabricar y utilizar las mismas. |
| AU2010330866A1 (en) * | 2009-12-17 | 2012-07-12 | 3M Innovative Properties Company | Dimensionally stable nonwoven fibrous webs, melt blown fine fibers, and methods of making and using the same |
| TW201221714A (en) | 2010-10-14 | 2012-06-01 | 3M Innovative Properties Co | Dimensionally stable nonwoven fibrous webs and methods of making and using the same |
| CN104780875B (zh) | 2012-10-12 | 2018-06-19 | 3M创新有限公司 | 多层制品 |
| CN105671793B (zh) * | 2016-03-23 | 2017-10-27 | 江苏豪悦实业有限公司 | 卫生用品表面包覆层用聚乳酸生物降解非织造布制备方法 |
| CN112022305A (zh) * | 2020-09-29 | 2020-12-04 | 广州宜尚科技有限公司 | 一种内科药物介入治疗装置 |
| CN113322584A (zh) * | 2021-06-16 | 2021-08-31 | 南宁侨虹新材料股份有限公司 | 一种孖纺生产线添加亲水剂新型工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0597427A1 (fr) * | 1992-11-11 | 1994-05-18 | MITSUI TOATSU CHEMICALS, Inc. | Toile-non-tissée biodégradable et son procédé de réalisation |
| EP0637641A1 (fr) * | 1993-08-02 | 1995-02-08 | Fiberweb Sodoca Sarl | Non-tissé à base de polymères dérivés de l'acide lactique, procédé de fabrication et utilisation d'un tel non-tissé |
| EP0637341A1 (fr) | 1992-04-24 | 1995-02-08 | THE GOVERNMENT OF THE UNITED STATES OF AMERICA as represented by the SECRETARY OF THE DEPARTMENT OF HEALTH AND HUMAN SERVICES | Methode predictive pour un comportement suicidaire |
| JPH0748769A (ja) * | 1992-11-11 | 1995-02-21 | Mitsui Toatsu Chem Inc | 分解性不織布およびその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69330046T2 (de) * | 1992-10-02 | 2001-11-15 | Cargill, Inc. | Schmelzstabiles lactidpolymergewebe und verfahren zu seiner herstellung |
-
1995
- 1995-10-06 FR FR9511957A patent/FR2739632B1/fr not_active Expired - Fee Related
-
1996
- 1996-09-10 DE DE69608199T patent/DE69608199T2/de not_active Expired - Fee Related
- 1996-09-10 AT AT96470017T patent/ATE192787T1/de not_active IP Right Cessation
- 1996-09-10 EP EP96470017A patent/EP0767263B1/fr not_active Expired - Lifetime
- 1996-10-03 CA CA002187105A patent/CA2187105A1/fr not_active Abandoned
- 1996-10-04 US US08/725,770 patent/US5910368A/en not_active Expired - Lifetime
- 1996-10-07 JP JP8282869A patent/JPH09176950A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0637341A1 (fr) | 1992-04-24 | 1995-02-08 | THE GOVERNMENT OF THE UNITED STATES OF AMERICA as represented by the SECRETARY OF THE DEPARTMENT OF HEALTH AND HUMAN SERVICES | Methode predictive pour un comportement suicidaire |
| EP0597427A1 (fr) * | 1992-11-11 | 1994-05-18 | MITSUI TOATSU CHEMICALS, Inc. | Toile-non-tissée biodégradable et son procédé de réalisation |
| JPH0748769A (ja) * | 1992-11-11 | 1995-02-21 | Mitsui Toatsu Chem Inc | 分解性不織布およびその製造方法 |
| EP0637641A1 (fr) * | 1993-08-02 | 1995-02-08 | Fiberweb Sodoca Sarl | Non-tissé à base de polymères dérivés de l'acide lactique, procédé de fabrication et utilisation d'un tel non-tissé |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 95, no. 002 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0987993B2 (fr) † | 1997-06-09 | 2010-12-29 | Kimberly-Clark Worldwide, Inc. | Champs absorbants |
| EP0940147A3 (fr) * | 1998-03-05 | 2000-11-15 | Celanese Acetate, LLC | Pansement anti-adhésif en acétate de cellulose |
| EP2311359B1 (fr) * | 2009-10-19 | 2016-04-27 | Eurofilters Holding N.V. | Sac d'aspirateur |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2187105A1 (fr) | 1997-04-07 |
| FR2739632A1 (fr) | 1997-04-11 |
| EP0767263B1 (fr) | 2000-05-10 |
| DE69608199T2 (de) | 2001-02-01 |
| US5910368A (en) | 1999-06-08 |
| FR2739632B1 (fr) | 1997-11-07 |
| JPH09176950A (ja) | 1997-07-08 |
| DE69608199D1 (de) | 2000-06-15 |
| ATE192787T1 (de) | 2000-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0767263B1 (fr) | Non-tissé hydrophile à base de polylactides | |
| RU2561122C2 (ru) | Упрочненные волокна полимолочной кислоты | |
| US20220002911A1 (en) | Hollow Porous Fibers | |
| KR100802219B1 (ko) | 생분해성 통기성 필름 및 라미네이트 | |
| US8268738B2 (en) | Polylactic acid fibers | |
| KR101810274B1 (ko) | 개질된 폴리락트산 섬유 | |
| FR2733520A1 (fr) | Structure composite biodegradable non tisse/film | |
| US11186927B2 (en) | Hollow porous fibers | |
| CN1314507A (zh) | 中空纤维和中空纤维的制造方法 | |
| MX2014009543A (es) | Fibras de acido polilactico modificadas. | |
| EP0637641B1 (fr) | Non-tissé à base de polymères dérivés de l'acide lactique, procédé de fabrication et utilisation d'un tel non-tissé | |
| CA2160313A1 (fr) | Procede de fabrication d'un non-tisse a base d'acide lactique et non-tisse obtenu | |
| US8461262B2 (en) | Polylactic acid fibers | |
| US6699922B2 (en) | Hydrophilic additive | |
| FR2725732A1 (fr) | Structure composite formee de derives d'acide lactique et son procede d'obtention | |
| EP3387175B1 (fr) | Procédé de formation de fibres poreuses | |
| FR2732196A1 (fr) | Filtre a cigarette fabrique a partir d'une nappe de non-tisse | |
| JPH07197368A (ja) | 網状繊維不織布及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19970423 |
|
| 17Q | First examination report despatched |
Effective date: 19980619 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19990805 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 20000510 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000510 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20000510 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20000510 |
|
| REF | Corresponds to: |
Ref document number: 192787 Country of ref document: AT Date of ref document: 20000515 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69608199 Country of ref document: DE Date of ref document: 20000615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20000810 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20000810 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000910 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SPIERENBURG HELMLE-KOLB & PARTNER AG PATENT- UND M |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: FIBERWEB FRANCE Effective date: 20000930 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020904 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20020916 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020918 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020930 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030910 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040401 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20030910 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20040401 |