EP0992043B9 - Spulenwickelvorrichtung und spulenwickelverfahren - Google Patents
Spulenwickelvorrichtung und spulenwickelverfahren Download PDFInfo
- Publication number
- EP0992043B9 EP0992043B9 EP98910972A EP98910972A EP0992043B9 EP 0992043 B9 EP0992043 B9 EP 0992043B9 EP 98910972 A EP98910972 A EP 98910972A EP 98910972 A EP98910972 A EP 98910972A EP 0992043 B9 EP0992043 B9 EP 0992043B9
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding
- wire
- tool
- coil
- rectangular wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/077—Deforming the cross section or shape of the winding material while winding
Definitions
- the present invention relates to a coil winder for winding wire and, in particular, for winding rectangular wire band, in a vertical manner and to a coil winding method therefor.
- a coil winder for winding in a vertical a band-like rectangular wire having a rectangular cross-section.
- This coil winder comprises a rotating axle member which makes contact with one of the narrow surfaces of the rectangular wire band; a cylindrical-shaped bushing which makes contact with one of the wide surfaces of the rectangular wire band on the edge surface (the supporting surface) thereof while being inserted through this rotating member; and a pressure roller for applying pressure to the other narrow surface of the rectangular wire band in such as way that the rectangular wire band is held between the above-mentioned bushing and this pressure roller, and by means of the controlled rotation of the above-mentioned pressure roller and bushing, the rectangular wire band is successively wound around the rotation axle member.
- this coil winder the rectangular wire band is wound vertically, therefore, it is possible to form a comparatively thin coil.
- the coil wound by means of the above-mentioned coil winder is one in which the wider surfaces of the rectangular wire band are mutually opposing each other.
- this type of coil after winding, springing back of the rectangular wire band occurs, therefore, the spaces between the windings of the rectangular wire band (the spaces which are parallel to the central axis of the coil) increase, and the thickness of the coil increases.
- a coil wound by means of this type of conventional winder has the problem that because the coil has spaces in the axial direction between each of the windings, it is not possible to sufficiently reduce the thickness of the coil.
- This type of problem with the coil is an extremely important problem in the field of electronic devices where the demands for reduction in thickness and miniaturization are pressing.
- the above-mentioned conventional coil there is also the problem that after being wound, the diameter of the winding increases due to spring back.
- both end sections of the coil are left unwound in a straight condition, therefore, in accordance with need, it may be necessary to cut these straight sections during post-processing.
- a conventional coil winder since a separate process is necessary in which the first section of the coil and the last section of the coil are cut, there is the problem of cost increases due to the fact that their are many processes required in the manufacture of the coil.
- a first object of the present invention is the provision of a coil winder according to claim 1 and a coil winding method according to claim 6 with which it is possible to realize miniaturization and reductions in the thickness of the coil.
- reference 1 is a rectangular platform, and, for example, it is arranged lengthwise along the direction of the X-axis.
- an L-shaped base member 2 which is flat and rectangular, which is arranged lengthwise along the X-axis, and on the end section of which a standing section 2a projects along the Z-axis;
- a moveable supporting body 4 which can move along the X-axis by means of a rail 3 which is positioned at a distance from the above mentioned base member 2; a cylinder 5 for moving the above-mentioned moveable supporting body 4 along the X-axis; and a wire guide 6 for supporting the rectangular wire band A in a freely slidable manner.
- an L-shaped auxiliary base member 8 which moves along the X-axis via rail 7 is provided; and, in addition, a cylinder 9 which moves the auxiliary base member 8 along the X-axis is provided on the standing member 2a.
- the above-mentioned auxiliary base member 8 is formed in the same shape as the above-mentioned base member 2 and has a standing section 8a which is fixed by means of the tip of the rod of the cylinder 9.
- a head member 10 is provided which moves along the X-axis via rail 9A.
- a pressure applying cylinder 11 for moving the head member 10 along the X-axis is fixed by means of bracket 12.
- a core winder longitudinal-feed cylinder 8b is provided on the auxiliary base member 8.
- a rod-shaped winding core member 13 is fixed via a coupling member 14 to the tip of the rod of this core winder longitudinal-feed cylinder 8b.
- Coupling member 14 is for the purpose of connecting the winding core member 13 to the core winder longitudinal-feed cylinder 8b in a rotatable manner.
- the above-mentioned winding core member 13 is at the center of the X-axis, passes through the above-mentioned head member 10, and is moved along the X-axis, in other words, along the central axis, by means of the winding core longitudinal-feed cylinder 8b.
- the head member 10 has a rotation tool supporting device 15 through which the above-mentioned winding core member 13 passes and which supports the above-mentioned winding core member 13 in a rotatable manner; and a spindle motor 16 for rotating the above-mentioned rotation tool supporting device 15, a chuck opening-and-closing cylinder 17, such that a rotating tool R can be installed. More specifically, the above-mentioned winding core member 13 passes through the rotation tool R along the center of rotation of the rotation tool R.
- the rotation tool supporting device 15 comprises a cylindrical rotation supporting body 18 and chuck 19 which has a hollow cylindrical shape and which is provided at the end surface (the rear surface) of the above-mentioned rotation supporting body 18.
- the rotation supporting body 18 is for the purpose of supporting the above-mentioned rotation tool R, and is linked via belt 20 to pulley 16a which is installed on the axle of the spindle motor 16. This rotation supporting body 18 rotates rotation tool R due to the driving rotation of the spindle motor 16.
- Chuck 19 is for connecting/separating winding core member 13 to the rotation supporting member 18, and, on the peripheral surface thereof, a plurality of splines are formed along the X-axis.
- This chuck 19 connects/separates winding core member 13 and rotation supporting body 18 by means of the movement of ring-shaped binding member 22 in the X-axis along the splines, and this binding member 22 is fitted to the tip of the rod of chuck opening-and-closing cylinder 17 via supporting tool 21 which is long in shape.
- the movable supporting body 4 is for supporting a cylindrically shaped fixed tool S in such a way that the end surface (front surface) of the fixed tool S is positioned opposite the end surface (front surface) of the above-mentioned rotation tool R, and the movable supporting body 4 comprises a pressure applying cylinder 23 for applying pressure to the fixed tool S in a negative direction along the X-axis.
- the fixed tool S is installed on movable supporting body 4 in such a manner that it can be moved along the X-axis by means of spring 24.
- the tip of the rod of pressure applying cylinder 23 is installed on the end surface (the rear surface) of the fixed tool S by means of bracket 25, and by means of the operation of this pressure applying cylinder 23, the fixed tool S is pushed in a negative direction along the X-axis.
- a cylindrically shaped center tool Sa passes through the center of the shaft of the fixed tool S.
- This center tool Sa is supported in such a way that the end surface (rear surface) of the center tool Sa is fixed to movable supporting body 4, and the other end (the front end) of the center tool is such that it is opposite the above-mentioned winding core member 13.
- the above-mentioned rectangular wire band A is a flat wire, and a cross-section thereof comprises a narrow surface a1 and a wide surface a2.
- This type of rectangular wire band A is supplied from wire supplying device 26 and supported by means of wire guide 6 such that the rectangular wire band A is inserted between the above-mentioned rotating tool R and the fixed tool S which are arranged opposite each other. Moreover, the above-mentioned rotating tool R and the fixed tool S together make up the wire winding tool.
- the center tool Sa comprises a tube-shaped main body s1; a winding core insertion aperture s3 which is an aperture formed in the center of the front surface s2 of the above-mentioned main body s1 and into which the front end of the cylindrically shaped winding core member 13 is inserted; and a guard section s5 which is formed in the peripheral surface s4 of the main body s1 extending along the axis line L from the above-mentioned front surface s2 for a fixed length.
- a surface s7 (guiding surface) which runs from the front surface s2 to the edge section s6 is formed in such a way that it is slightly inclined toward the back surface s8 of the main body s1 with regard to the front surface s2.
- the width of this guiding surface s7 and of the above-mentioned front surface s2 is set so as to be slightly larger than the width b of the wide surface a2 of the above-mentioned rectangular wire band A.
- the fixed tool S is formed in such a way that a center tool Sa having the above-described structure can be inserted into it, and, for example, the fixed tool S is formed having a cylindrically-shaped main body s9; a winding housing aperture s10 which is formed in the center of the above-mentioned main body s9 along the axis line L and into which the center tool Sa can be inserted, and a wire introduction window s13 which has a fixed depth and which is formed along the axis line L extending from the peripheral surface s12 of the main body s9 to the winding housing aperture s10 at a position corresponding to the front surface s11 of the main body s9 and the above-mentioned guard section s5.
- the front surface s11 of this fixed tool S (the surface which is opposite the rotation tool R) is not a simple flat surface and it has the following form. Specifically, in the ring-shaped front surface s11, a segment section s14 having a fixed angle is formed from the wire introduction window s13 with the axis line L shown in the Figures as the center, and this segment section s 14 is formed in such a way that it is orthogonal with regard to the axis line L.
- the other surface section s15 of front surface s11 which is not part of segment section s14 is formed such that it recedes smoothly and successively with regard to the segment section s14 in the direction indicated by the arrow k1 In other words, there is a step s17 of a fixed depth at the edge section s16 of the segment surface section s14.
- rotation tool R has the following form.
- the rotation tool R comprises, for example, a cylindrically shaped main body r1; an insertion aperture r2 formed in the center of the above-mentioned main body r1 along the axis line L and through which the above-mentioned winding core member 13 passes; and a guiding groove r4 which is formed in the front surface r3 (the surface which is opposite the fixed tool S) of the main body r1.
- the leading end of the rectangular wire band A enters this guiding groove r4 in such a way that the narrow surface a1 of the rectangular wire band A comes into contact with the peripheral surface of the winding core member 13 (i.e.
- this guiding groove r4 is formed in the front surface r3 and is inclined such that the depth increases at a constant grade from the top of the above-mentioned insertion aperture r2 to the external peripheral surface r5 of the main body r1.
- the depth of the guiding groove r4 at the external peripheral surface r5 is formed slightly greater than the width of the narrow surface a1 of the rectangular wire band A.
- the front surface r3 of the above-mentioned rotation tool R is also not a simple flat surface.
- a segment section r6 is formed with a fixed angle from the guiding groove r4 with the axis line L at the center, and this segment section r6 is formed in such a way that it is orthogonal with respect to the axis line L.
- the other surface r7 of the front surface r3 which is not part of the segment section r6 is formed such that it recedes smoothly and successively with regard to the segment section r6 in the direction indicated by the arrow k2.
- the front surface r3 of the rotation tool R can be put in contact with the surface of front surface s11 of the above-mentioned fixed tool S with the rectangular wire band A in a sandwiched condition therebetween.
- the structure of the coil winder of the present embodiment is explained: however. the cylinders 5 and 9 which are the driving means, the winding longitudinal-feed cylinder 8b, the pressure applying cylinders 11 and 23, the chuck opening-and-closing cylinder 17, and the spindle motor 16 are controlled and driven by means of a controlling device which is not shown in the Figures. In addition, supply of the rectangular wire band A is adjusted by the wire supplying device 26.
- the rectangular wire band A is maintained at a fixed position, as shown in Figure 1, along the X-axis by means of the wire guide 6 which supports the rectangular wire band A in such a way that the wire can slide freely in the direction of the Y-axis.
- the rotation tool R and the fixed tool S are moved by means of the operation of the cylinders 5 and 9 so as to hold the rectangular wire band A from both sides.
- the movable supporting body 4 is moved along the rail 3 in a negative direction along the X-axis by means of the operation of cylinder 5, thereby, a portion (the portion which is opposite the guiding groove r4) of the front surface s11 of the fixed tool S and the guiding surface s7 of the center tool Sa make contact with one of wide surfaces a2 of the rectangular wire band A.
- the auxiliary base member 8 is moved along the rail 7 in a positive direction along the X-axis, and together with the operation of the winding core longitudinal-feed cylinder 8b, the front end of the winding core member 13 is inserted into the winding core insertion aperture s3 and the leading end of the rectangular wire band A fits into the guiding groove r4, and the bottom surface of this guiding groove r4 and a portion (the portion which is opposite the guiding surface s7 of the center tool Sa) of the front surface r3 of the rotation tool R make contact with the other one of the wide surfaces a2 of the rectangular wire band A.
- the rectangular wire band A held by the fixed tool S, the center tool Sa and the rotating tool R, because of the presence of the incline in the above-mentioned guiding surface s7 and the incline having a constant grade in the guiding groove r4, the leading end of the rectangular wire band A becomes slightly inclined toward the rotation tool R with regard to the axis line L.
- the rectangular wire band A is in a condition in which it can slide freely with regard to the above-mentioned various surfaces (contact surfaces) with which it is in contact.
- each of the wide surface a2 of the rectangular wire band A are pressed at constant contact pressure by the above-mentioned contact surfaces.
- the above-mentioned contact pressure is a force in a direction which is orthogonal to the longitudinal direction (the direction of winding) of the rectangular wire band A, and acts as lateral pressure with regard to the rectangular wire band A.
- This lateral pressure (contact pressure) is set in accordance with the type of rectangular wire band A, and is set at a pressure which slightly exceeds the elastic limit of the rectangular wire band A, in other words, at a pressure which can plastically deform the rectangular wire band A.
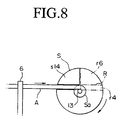
- FIG 5 is a process diagram showing the condition (the initial position of the winding process) in which lateral pressure is applied to the rectangular wire band A in the above-mentioned way.
- the rotation tool R is rotated in a clockwise direction by means of the operation of the spindle motor 16.
- the supply of the rectangular wire band A is prevented by means of the wire supplying device 26, thereby, as shown in Figure 6, the leading end of the rectangular wire band A, in other words, the portion which is held in the guiding groove r4, is wound around the peripheral surface of the winding core member 13 in accordance with the rotation of the rotation tool R.
- the rectangular wire band A is fed out synchronously with the rotation of the rotation tool R from the wire supplying device 26 and, thereby, from this time on, the rectangular wire band A is held between the front surface r3 of the rotation tool R, and the front surface s2 of the center tool Sa.
- the force of pressure (the lateral pressure) applied to the rectangular wire band A by the front surface r3 of the rotation tool and the front surface s2 of the center tool Sa is also set at a pressure which plastically deforms the rectangular wire band A, and from this time on, the rectangular wire band A is wound around the winding core member 13 while being plastically deformed.
- the position of the wire guide 6 along the X-axis in other words, the supply position for the rectangular wire band A, is fixed, and the position of the movable supporting body 4 and the position of the center tool Sa along the X-axis can be fixed at a set position by means of cylinder 5.
- the wound rectangular wire band A is successively taken into the inside of the wire housing aperture s10 in response to the rotation of the rotation tool R, the position of the rotation tool R along the X-axis changes successively in a negative direction along the X-axis as shown in Figure 9, and simultaneously with this, the position of the fixed tool S also changes successively in a negative direction along the X-axis.
- the rectangular wire band A When the rectangular wire band A has been wound for a predetermined number of times in the above-mentioned way, the rectangular wire band A is cut at the supply side, for example, at the wire introduction window s13, by means of a cutting device not shown in the figures. Then, by means of additional rotation of the rotation tool R, the remaining rectangular wire band A is completely wound. Then, when all of the rectangular wire band A has been wound, the pressure applied by means cf the pressure applying cylinders 11 and 23 is released, and the winding core member 13 is withdrawn from the fixed tool S by the operation of the core longitudinal-feed cylinder 8b. In addition, the coil housed in the wire housing aperture s10 can be removed by separating the fixed tool S and the rotation tool R by means of the operation of cylinders 5 and 9.
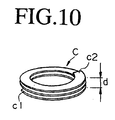
- FIG 10 is a perspective view of a coil C which was manufactured by means of the above-described winding process.
- this type of coil manufacturing method since the rectangular wire band A is wound while being plastically deformed by lateral pressure applied to the wide surface a2 of the above-mentioned rectangular wire band A, it is possible to suppress spring back which occurs after the winding is completed. Consequently, it is possible to manufacture a thin coil having a coil thickness d because the space between the windings of the rectangular wire band A which has been wound can be made smaller.
- the present invention is not limited to the above-mentioned Embodiment and, for example, Embodiment Variations like the following are also included in the scope of the present invention.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Coil Winding Methods And Apparatuses (AREA)
- Wire Processing (AREA)
Claims (8)
- Spulenwickelvorrichtung zum Wickeln eines Drahtes (A) um eine Oberfläche eines Wicklungskernelements (13),
dadurch gekennzeichnet, dass
die Wickelvorrichtung den Draht mittels eines Paars an Wickelwerkzeugen (R, S), die im Gebrauch den Draht von beiden Seiten mit einer den Draht plastisch verformenden Kontaktdruckkraft halten, um die Oberfläche des Wicklungskernelements wickeln kann, wobei das eine Wickelwerkzeug ein Rotationswickelwerkzeug (R), das rotierbar ist, und das andere Wickelwerkzeug ein feststehendes Wickelwerkzeug (S) ist. - Spulenwicketvorrichtung nach Anspruch 1 weiters umfassend ein mittiges Werkzeug (Sa), das innerhalb des feststehenden Wickelwerkzeugs liegt und zwischen den Wickelwerkzeugen frei entlang einem Drehmittelpunkt des Rotationswickelwerkzeugs bewegt werden kann, wobei das mittige Werkzeug den Draht zwischen sich und einer gegenüberliegenden Oberfläche des Rotationswickelwerkzeugs halten kann, und zwar durch einen Druck, der den Draht plastisch verformt.
- Spulenwickelvorrichtung nach Anspruch 1 oder 2, worin das Rotationswickelwerkzeug eine Führungsnut (r4) aufweist, in die ein vorderes Ende des Drahts eingeführt werden kann.
- Spulenwickelvorrichtung nach einem der Ansprüche 1 bis 3, weiters umfassend eine Drahtzuführvorrichtung (26), um, wenn ein vorderes Ende des Drahts um die Oberfläche des Wicklungsspulenelements gewickelt worden ist, den Draht simultan zur Drehung des Rotationswickelwerkzeugs auszugeben.
- Spulenwickelvorrichtung nach einem der Ansprüche 1 bis 4, worin der Draht ein rechteckiger Banddraht ist und die Spulenwickelvorrichtung den rechteckigen Banddraht vertikal wickeln kann.
- Spulenwickelverfahren, worin ein Draht (A) in einen Zustand gebracht wird, in dem er sich in Kontakt mit einem Wicklungskemelement (13) befindet, und der Draht durch ein Paar an Wickelwerkzeugen (R, S), die den Draht von beiden Seiten mit einer Kontaktdruckkraft halten, die den Draht plastisch verformt, und durch Rotieren beider Wickelwerkzeuge um die Oberfläche des Wicklungskemelements gewickelt wird.
- Spulenwickelverfahren nach Anspruch 6, worin, wenn die Drahtzufuhr zu Beginn des Wickelns gestoppt wird, ein vorderes Ende des Drahts um eine Oberfläche des Wicklungskemelements gewickelt wird und ein hinteres Ende des Drahts beim Abschluss des Wickelns um die Oberfläche des Wicklungskernelements gewickelt wird.
- Spulenwickelverfahren nach Anspruch 6 oder 7, worin der Draht ein rechteckiger Banddraht ist und der Draht vertikal gewickelt wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP1998/001295 WO1999049482A1 (en) | 1998-03-25 | 1998-03-25 | Coil winder and coil winding method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0992043A1 EP0992043A1 (de) | 2000-04-12 |
| EP0992043B1 EP0992043B1 (de) | 2004-05-19 |
| EP0992043B9 true EP0992043B9 (de) | 2004-09-08 |
Family
ID=14207895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98910972A Expired - Lifetime EP0992043B9 (de) | 1998-03-25 | 1998-03-25 | Spulenwickelvorrichtung und spulenwickelverfahren |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0992043B9 (de) |
| JP (1) | JP3345024B2 (de) |
| DE (1) | DE69823999T2 (de) |
| WO (1) | WO1999049482A1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4664470B2 (ja) * | 2000-07-24 | 2011-04-06 | 日特エンジニアリング株式会社 | 空芯コイルの巻線方法および巻線装置 |
| WO2004021377A1 (ja) * | 2002-08-28 | 2004-03-11 | Tanaka Seiki Co., Ltd. | 矩形断面線材の巻線装置 |
| JP4517979B2 (ja) * | 2005-07-20 | 2010-08-04 | 東洋電装株式会社 | エッジワイズコイルの巻線装置 |
| JP4741415B2 (ja) * | 2006-05-18 | 2011-08-03 | 日特エンジニアリング株式会社 | コイル巻線装置及びコイル巻線方法 |
| JP5628096B2 (ja) * | 2011-06-09 | 2014-11-19 | 本田技研工業株式会社 | コイル導線の巻取方法及び巻取装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1005481A (en) * | 1963-02-19 | 1965-09-22 | Peder Ulrik Poulseon | Improvement in and relating to electric coils |
| US5174013A (en) * | 1988-06-16 | 1992-12-29 | Nippondenso Co., Ltd. | Winding apparatus and method which deforms the wire during winding |
| JP2877913B2 (ja) * | 1990-07-17 | 1999-04-05 | 株式会社モステック | 高周波用縦▲ま▼きコイル及びコイル製造方法 |
-
1998
- 1998-03-25 JP JP54804099A patent/JP3345024B2/ja not_active Expired - Fee Related
- 1998-03-25 WO PCT/JP1998/001295 patent/WO1999049482A1/en not_active Ceased
- 1998-03-25 DE DE69823999T patent/DE69823999T2/de not_active Expired - Fee Related
- 1998-03-25 EP EP98910972A patent/EP0992043B9/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0992043A1 (de) | 2000-04-12 |
| DE69823999D1 (de) | 2004-06-24 |
| JP3345024B2 (ja) | 2002-11-18 |
| EP0992043B1 (de) | 2004-05-19 |
| JP2001500673A (ja) | 2001-01-16 |
| WO1999049482A1 (en) | 1999-09-30 |
| DE69823999T2 (de) | 2005-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3657520B1 (de) | Drahtwickelvorrichtung und diese verwendendes drahtwickelverfahren | |
| EP2884507B1 (de) | Aufwickelvorrichtung und verfahren zur bindung von drahtmaterial an eine anschlussklemme | |
| JP2009055711A (ja) | スピンドル巻線装置 | |
| JP2005116657A (ja) | コイル巻線機 | |
| EP0992043B9 (de) | Spulenwickelvorrichtung und spulenwickelverfahren | |
| CN114520574B (zh) | 一种双轴飞叉马达绕线机 | |
| KR20010085325A (ko) | 전기적 변압기용의 연속 권취 방법 및 장치 | |
| JPH0218932B2 (de) | ||
| EP0631368B1 (de) | Verfahren zum Wickeln einer Spule und Zusammensetzung einer Spulenwickelmaschine zur Durchführung des Verfahrens | |
| JP3580656B2 (ja) | コイル巻線方法とその装置 | |
| JP4764276B2 (ja) | コイル巻線方法及び装置 | |
| JPH0612945B2 (ja) | 多種コイル巻線装置 | |
| JP2595072B2 (ja) | 巻線機 | |
| US11878895B2 (en) | Cable coiling system | |
| CN112352299B (zh) | 绕线装置以及绕线方法 | |
| US4947543A (en) | Method of winding wire on inner surface of cylindrical member | |
| JPH09115758A (ja) | 平角線のエッジワイズ巻線方法および巻線装置 | |
| JP3771337B2 (ja) | トロイダル巻線装置 | |
| CN113808845B (zh) | 一种紧凑型空心线圈绕线装置 | |
| JP4574289B2 (ja) | コイルばねの第2ばね掛け起こし加工方法 | |
| JPH10106877A (ja) | テープ巻き付け装置 | |
| JPH10284334A (ja) | コイル巻線機 | |
| JP2009202163A (ja) | 金属板z折り曲げ装置 | |
| US5842363A (en) | Production method and apparatus for double curve formed products | |
| JPH069572Y2 (ja) | コイルインサータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19991207 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20030122 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69823999 Country of ref document: DE Date of ref document: 20040624 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050325 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050222 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050325 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090330 Year of fee payment: 12 Ref country code: DE Payment date: 20090326 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100325 |