EP1070821B1 - Kunststoffhohlprofil - Google Patents
Kunststoffhohlprofil Download PDFInfo
- Publication number
- EP1070821B1 EP1070821B1 EP00110912A EP00110912A EP1070821B1 EP 1070821 B1 EP1070821 B1 EP 1070821B1 EP 00110912 A EP00110912 A EP 00110912A EP 00110912 A EP00110912 A EP 00110912A EP 1070821 B1 EP1070821 B1 EP 1070821B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- profile
- reinforcing
- plastics material
- hollow profile
- reinforced plastics
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000004033 plastic Substances 0.000 title claims description 65
- 229920003023 plastic Polymers 0.000 title claims description 65
- 229920001169 thermoplastic Polymers 0.000 claims abstract 2
- 230000003014 reinforcing effect Effects 0.000 claims description 124
- 239000000463 material Substances 0.000 claims description 22
- 238000000576 coating method Methods 0.000 claims description 18
- 239000011248 coating agent Substances 0.000 claims description 16
- 239000002990 reinforced plastic Substances 0.000 claims description 16
- 229910000831 Steel Inorganic materials 0.000 claims description 6
- 239000010959 steel Substances 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 239000004411 aluminium Substances 0.000 claims 1
- 230000002787 reinforcement Effects 0.000 abstract description 16
- 229910052751 metal Inorganic materials 0.000 abstract description 11
- 239000002184 metal Substances 0.000 abstract description 11
- 239000004416 thermosoftening plastic Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 28
- 238000009413 insulation Methods 0.000 description 18
- 238000005260 corrosion Methods 0.000 description 15
- 230000007797 corrosion Effects 0.000 description 13
- 238000005457 optimization Methods 0.000 description 11
- 230000005855 radiation Effects 0.000 description 10
- 238000013461 design Methods 0.000 description 8
- 238000005452 bending Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 238000009825 accumulation Methods 0.000 description 4
- 230000035508 accumulation Effects 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 239000000835 fiber Substances 0.000 description 3
- 230000007935 neutral effect Effects 0.000 description 3
- 239000002984 plastic foam Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 241000446313 Lamella Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 239000003000 extruded plastic Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/06—Single frames
- E06B3/08—Constructions depending on the use of specified materials
- E06B3/20—Constructions depending on the use of specified materials of plastics
- E06B3/22—Hollow frames
- E06B3/221—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity
- E06B3/222—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity with internal prefabricated reinforcing section members inserted after manufacturing of the hollow frame
Definitions
- the invention relates to a plastic hollow profile with at least one hollow chamber for receiving a reinforcing profile according to the preamble of patent claim 1.
- Hollow chamber profiles are produced for a wide variety of applications, e.g. for window frames, door frames, cable ducts and facades. If these hollow chamber profiles are exposed to stresses, the profiles bend noticeably, which is why reinforcing profiles have to be inserted for their stiffening. Reinforcement profiles are usually made of metal, so that the advantage of the plastic hollow sections, a low heat conduction between the inside and outside, is significantly reduced. Therefore, one strives in the art to improve the thermal insulation of hollow plastic profiles with reinforcing inserts, but without reducing their mechanical strength to any significant extent.
- DE 44 26 331 A1 describes an extruded plastic profile, in which a substantially rectangular reinforcing profile is used.
- a substantially rectangular reinforcing profile is used.
- the heat radiation is reduced.
- the importance of providing a plurality of chambers in the plastic profile as well as the provision of guide webs which bear against the reinforcing profile and generate lateral air chambers between the reinforcing profile and the surrounding walls is not discussed in this document.
- German Utility Model 295 17 037 describes the attachment of a dam layer on a reinforcing insert to achieve a sound and / or thermal insulation.
- German Offenlegungsschrift 4 331 816 also proposes to fill the air chamber between the surrounding walls of the hollow chamber of a plastic frame and a reinforcing profile with plastic foam.
- This plastic foam can be glued in the form of a foam strip on the reinforcing profile and introduced together with this in the hollow chamber of the frame profile.
- the provision of a foam layer on the outside of a reinforcing profile has the disadvantage that the reinforcing profile must be dimensioned smaller, whereby the strength gain is reduced by the use of a reinforcing profile.
- the German Utility Model 297 15 346 describes the provision of a hollow chamber of the hollow plastic profile adjacent to the interior of the window or the door and the insertion of a reflective lamella, e.g. of metal with a reflective surface, into the interior of the hollow chamber.
- the plastic window profile shown in FR 2 268 444 A has various hollow chambers.
- both the frame and wing profile are Reinforcement inserts made of metal used.
- the reinforcing layers are located between integrally formed with the hollow profile support lugs. Chambers are provided both in the heat flow direction and perpendicular to the heat flow direction between the reinforcing inserts and the surrounding walls of the respective hollow chamber.
- FR 2 268 444 A represents the closest prior art.
- the invention has for its object to propose a reinforced plastic hollow profile, which has improved thermal insulation and improved corrosion behavior, but without reducing the strength of the reinforcement sustainable.
- the invention is based on the idea that the provision of air chambers transverse to the main heat flow direction has a significantly higher effect than the provision of air chambers between the side walls of the reinforcing profile and the surrounding walls of the hollow chamber.
- the direction "transverse to the main heat flow direction" is indicated by arrows C in FIG.
- At least one second air chamber is provided between the surrounding walls of the hollow chamber and the reinforcing profile parallel to the main heat flow direction.
- the air layer thickness of the at least one second air chamber is at least 1 mm, preferably 2 to 6 mm. From a comparison of these preferred air layer thicknesses with the predetermined in claim 1 air layer thicknesses of the first air chambers, it is clear that the second air chambers make a smaller contribution to the thermal insulation of the plastic hollow profile and therefore the air layer thicknesses should be lower in order not to unduly reduce the strength of the reinforcing profile. As will be explained later, there are also possibilities to optimize the shaping of the reinforcing profiles in order to improve the thermal insulation.
- the plastic hollow profile further comprises a layer of low thermal conductivity, preferably foamed plastic, in the second air chamber or chambers.
- a layer of low thermal conductivity preferably foamed plastic
- the reinforcing profile is made of steel and has on the entire circumference on the outside or outside as well as inside a corrosion protection coating, which has an emissivity of less than 20%.
- This coating which can be produced for example by coil coating / tape coating, is both corrosion protection for the reinforcing profile 4 as well as a reflective layer that reflects infrared radiation.
- the emissivity of the anticorrosive coating is below 10%, most preferably in the range of 5%.
- a corrosion protection coating on the outside is applied, already coming from the frame side infrared radiation is reflected for the most part. Nevertheless, due to the remaining heat radiation as well as the heat conduction and free convection, a temperature gradient forms in the reinforcement profile. Since the reinforcing profile also has an anticorrosive coating on the inside with a correspondingly low emissivity, the thermal radiation between opposing surfaces of the reinforcing profile is thus also minimized.
- the reinforcing profile is held by support members on the hollow profile, which are preferably formed integrally with the hollow profile.
- the provision of plastic support parts provides good decoupling of the metal reinforcement profile from the surrounding plastic profile, since heat conduction from the plastic to the metal can take place only in the area of the support parts.
- the plastic hollow profile comprises support members which secure the reinforcing profile against movement in two directions.
- Finished support members for example, have a web extending from the surrounding wall of the hollow chamber inwardly, and an L-shaped retaining profile, take over the function of two separate support members, since movement of the reinforcing profile is prevented in two directions and at the same time a guide is provided for the insertion of the reinforcing profile.
- the basic idea in the thermal optimization of the support parts is to reduce the number of support parts and reduce their cross-sections, thereby keeping the heat conduction from the plastic profile to the reinforcing profile as low as possible.
- the reinforcing profile is formed as a rectangular profile, wherein the air layer thickness of the first air chambers each exceeds the air layer thickness of the at least one second air chamber.
- the first air chambers have a greater effect than the second air chambers. Therefore, the optimum design of the air chambers with respect to the geometry of the reinforcing profile in first air chambers with an air layer thickness of 2 to 12 mm, preferably 3 to 8 mm, without reducing the rigidity of the reinforcing profile by a reduction in depth, and second air chambers with a lower air layer thickness which is between 2 and 6 mm.
- the reinforcing profile is reinforced at least partially perpendicular to the main heat flow direction.
- the reinforcing profile is formed as a double-T-profile, wherein the connecting web extends in the main heat flow direction.
- this design has a high moment of resistance around the X-axis, since this is a very high accumulation of material of the neutral fiber is removed.
- care must also be taken to ensure that the reinforcing profile has the highest possible strength in the Y direction, since the self-load absorption of filling elements by the plastic profile leads to a bend about the Y axis.
- the Y-axis is perpendicular to the X-axis and in the direction of Main heat flow direction.
- the connecting web of the double-T-profile is offset from the center, so that the two second air layer thicknesses are different sizes, this connecting web is removed from the neutral fiber and also contributes to the modulus with respect to the Y-axis.
- the reinforcing profile is formed as a double-T-profile with two connecting webs, wherein the two connecting webs are spaced from each other.
- the provision of two connecting webs allows them to be spaced from the neutral fiber with respect to the bending moment about the Y-axis, while at the same time symmetrical behavior can be produced. Due to the cross-sectional closed shape of the profile also a further air chamber is generated, which is enclosed by the profile.
- the reinforcing profiles are roll formed. This manufacturing method makes it possible to produce reinforcing profiles with even complex shape cost and at the same time provide reinforcements by the double-layered execution of the profiles at the desired locations.
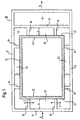
- a base body of a hollow plastic profile is shown, which is generally designated by reference numeral 10 and is hereinafter referred to briefly as a hollow plastic profile.
- the plastic hollow profile is generally made of polyvinyl chloride (PVC) and is used for windows, doors and facades. Due to the low bending stiffness of plastic hollow profiles metal profile inserts are used as reinforcing profiles 12 in the rule. Reinforcement profiles are usually made of steel or aluminum and are often rectangular tubes, as shown in Fig. 1.
- the use of the hollow plastic profile shown in Fig. 1 in windows, doors and facades in each case requires that, depending on the climatic conditions, significant temperature differences between the inside and the outside of the profile 10 occur. For example, in winter a very low outside temperature prevail, while inside the building a favorable for the living or working climate indoor temperature is to be maintained. For this reason, the entire profile, consisting of the hollow plastic profile 10 as well as the reinforcing profile 10 should have the lowest possible heat loss from the warm to the cold side.
- the heat loss current across the cross-section of the profile takes place by heat conduction, free convection in the cavities of the profile as well as by radiation.
- the heat conduction is as far as possible reduced by the use of poorly conductive plastic for the plastic hollow section 10.
- care must be taken be worn that also the reinforcing profile 12 has the least possible contribution to the heat conduction.
- the heat conduction in the reinforcing profile can be reduced by the reinforcing profile 12 is provided with smaller dimensions and the path along the plastic profile to be traversed heat flow is increased as possible.
- a reduction in the dimensions of the reinforcing profile 12 has the disadvantage that the desired strength gain is reduced by the insertion of the reinforcing profile. Therefore, a suitable compromise must be found between a sufficient dimensioning of the reinforcing profile 12 and an improvement of the thermal insulation.
- Fig. 1 In the embodiment shown in Fig. 1 are two chambers in the plastic hollow profile, a first closed chamber, which is arranged either to the outside or inside of the profile and a second chamber 16, in which support members 18 extend, which hold the reinforcing profile 12 and at the same time serve as a guide when inserting the reinforcing profile 12.
- the support members 18 fulfill another function, namely to ensure predetermined distances between the reinforcing profile 12 and the surrounding wall parts of the hollow plastic profile.
- the support parts which are formed integrally with the surrounding wall parts of the plastic hollow profile 10, are formed in the main heat flow direction indicated by the arrows Q with a different length a or b.
- the support parts 18, which are usually designed only as distance cams in the prior art, are to be provided so that defined distances a and b in the direction of the main heat flow between the reinforcing profile 12 and the chamber 16 surrounding wall parts of the plastic hollow profile are to be realized.
- first air chambers 20 are formed in each case. These first air chambers have a width a, b of 2 to 12 mm and preferably 3 to 8 mm.
- the first air chambers 20 have a much greater importance for the overall thermal insulation of the profile than that between the reinforcing profile 12 and the side walls 21 of the plastic hollow profile, i. Nevertheless, the total thermal insulation can be improved by 12 lateral second air chambers 22 are provided in the use of the rectangular reinforcing profile 12 shown in Fig. 1, but the thickness c is less than that of the first air chambers 20.
- the reinforcing profile 12 made of steel has a corrosion protection coating, which has a low emissivity.
- the anti-corrosion coating thus serves both the corrosion protection as well as the reflection of infrared radiation.
- it is advantageous for the entire thermal insulation also apply to the lying in the interior of the reinforcing profile 12 surfaces 24 a corresponding corrosion protection coating with low emissivity. From a manufacturing point of view, as well as in the sense of complete corrosion protection, it will be preferable to provide all surfaces inside as well as outside of the metal reinforcement profile with a corresponding corrosion protection coating.
- a suitable, low emissivity profiles with a coil coating / a metallic tape coating can be used.
- Such surfaces can, as measurements have shown, even after several weeks of outdoor weathering reach emissivities below 10%.
- emissivities lower in the range of 5% are used to eliminate the radiation as much as possible.
- this method has the advantage that corrosion protection is provided simultaneously with the application of a layer with very low emissivity.
- this approach is superior to the also simple and inexpensive to perform applying aluminum foil on the metal insert profile.
- Fig. 2 shows the reinforcing profile 12 shown in Fig. 1, but wherein the support members have been optimized from a thermal point of view. Since the heat conduction room side of the surrounding hollow plastic profile for reinforcing profile 12 out takes place, a thermal optimization can be achieved by first the number of support parts is reduced. From a comparison of the configuration of the support members in Fig. 2 with that shown in Fig. 1 follows that, in contrast to the provision of eight support members of FIG. 1 only four support members are provided. As a result, even with the same cross-sectional dimension, the heat flow can be halved by heat conduction from the plastic hollow profile 10 to the reinforcing profile 12 and vice versa. A further reduction of the heat flow can be achieved by reducing the cross sections of the support parts. Again, a comparison of the illustrations in Fig. 2 and Fig. 1 shows that the feet 18 a of the support members 18 as shown in FIG. 2 have a smaller cross-section, whereby also the heat conduction is reduced.
- thermo-technical optimization of the support parts relates to the position of the support parts.
- a thermal optimization can also be achieved by extending the heat-conducting paths, which is why the feet 18a of the support members 18 are arranged perpendicular to the main heat flow direction.
- Fig. 3 shows an alternative embodiment of the reinforcing profile 12.
- the plastic hollow section 10 has been largely taken from the Darstellulng in Fig. 1, it should be clear that this is only exemplary character has.
- the reinforcing profile 12 is roll-formed and executed at the two ends 12a double-layered. As a result, the strength of the profile with respect to the moment of inertia with respect to the X-axis 25 is increased by providing material accumulations on the areas of the reinforcing profile 12 remote from the X-axis 25.
- the web 12b connecting the two reinforced end portions is further spaced sufficiently far from the Y-axis 24 so that good strength values can be obtained with respect to the bending moment about the Y-axis 24 as well.
- the alternative reinforcing profile 12 shown in FIG. 3 furthermore has the advantage that the heat longitudinal line is reduced in the main heat flow direction due to the only one central part 12b and the associated reduction in cross-section. At the same time, of course, this thermally more favorable alternative is bought by a reduced strength of the reinforcing profile 12. Also in the example shown in FIG. 3, the air layer thicknesses a and b of the first air chambers 20 are greater than the air layer thickness c of the second air chamber 22.
- a thermal optimization can be achieved by providing a corrosion layer with low emissivity. While this will not be discussed in detail in subsequent embodiments, it should be understood that both the optimization of the reinforcement profiles and the optimization of the radiation characteristics of the reinforcement profile can be accomplished by the provision of low emissivity anti-corrosion coatings in all the alternative embodiments discussed.
- Fig. 4 shows an alternative embodiment of the reinforcing profile in the surrounding hollow plastic profile 10, wherein for the clarity of the differences back to the basic geometry of FIG. 1 was used.
- the reinforcing profile 12 is formed non-symmetrical. In principle, it is of course also possible to provide a non-symmetrical with respect to the Y-axis 25 or X-axis 24 gain profile, but in Fig. 4, only different detail solutions should be shown side by side.
- the roll-formed reinforcing profile 12 again has reinforcing regions 12, which are angled to provide an improved flexural rigidity to those in the double-walled region single, 12c or even multiple 12d.
- the web 12b connecting the double-walled regions is likewise provided with angled portions, as a result of which the width c of the second air chamber 22 is increased in regions.
- FIG. 5 shows a further embodiment of the hollow plastic profile 10 shown in FIG. 1 with a special shaping of the reinforcing profile 12.
- the illustration in FIG. 5 shows only one half of the hollow plastic profile 10, the second half runs mirror-inverted to the illustrated X-axis 25.
- the profile shown in Fig. 5 has reinforcing regions 12a, in the region of which both a material accumulation as well as a stiffening of the reinforcing profile 12 is present.
- the connecting regions 12b between the reinforcing regions 12a are each designed as a single layer, with two connecting regions 12b extending in the main heat flow direction.
- the air layer thickness c of the second air chambers 22 is greater by this special design of the reinforcing profile 12, but nevertheless sufficient rigidity of the reinforcing profile 12 due the two parallel to the main heat flow direction extending connecting portions 12b is given.
- the support members 18 could be designed and arranged in a manner as shown in Fig. 2. This and a slightly different design of the reinforcing profile 12 is shown in Fig. 6, in which in the drawing plane above a support member 18 is shown with an L-shaped support pad, which ensures a fixation of the reinforcing profile both in the main heat flow direction as well as perpendicular thereto.
- FIG. 7 shows yet another embodiment of a reinforcing profile 12 in a plastic hollow profile 10, which is shown only as a half section and can be formed symmetrically with respect to the X-axis 25.
- the reinforcing profile shown herein has a double-walled reinforcing region 12a disposed in the region remote from the X-axis 25, thus resulting in a high moment of inertia with respect to the X-axis.
- the two reinforcing regions 12a are connected to one another by a single connecting region 12b, which runs centrally between the side walls 21 of the plastic hollow profile 10 and is likewise held and guided on supporting parts 18.
- the two in the drawing plane in Fig. 7 arranged below support members can be replaced by a single support member corresponding to the top of the plane arranged support member.
- the embodiment in FIG. 7 again has the advantage that due to the small cross-sectional area of the connecting region 12b, only a reduced heat conduction in the main heat flow direction takes place through the reinforcing profile 12.
- FIG. 8 shows a variant of the reinforcing profile 12 shown in FIG. 7 in a hollow plastic profile 10.
- the difference from the geometry of FIG Reinforcement profile 12 is that in the alternative embodiment shown in Fig. 8, the connecting portion 12 b extends from the Y-axis 24 spaced. This increases the bending stiffness about the Y-axis.
- FIG. 9 shows various possible variants for forming roll-formed steel profiles, which are each designed with a view to good stiffness values and at the same time low material usage and low heat conduction.
- the reinforcing profiles can be further optimized by recesses are provided in the form of punched holes, which hinder the heat conduction.
- recesses may be circular, rectangular or even parallelogram-shaped or triangular in shape, the geometry of the recesses being selected as a function of the desired strength values with regard to the most significant possible impairment of the heat conduction.
- second air chambers may preferably be provided between the side walls of the hollow plastic profile and the reinforcing profile, which have an air layer thickness of at least 1 mm, preferably 3 to 6 mm.
- Another measure for improving the thermal insulation is to provide the steel reinforcing profile outside or outside as well as inside with a corrosion protection coating, which has an emissivity of less than 20% and preferably less than 10% or even less than 5%.
- a further optimization of the thermal insulation can be achieved by the targeted attachment and design of the support parts, as has been explained in particular in connection with FIG. 2.
- a layer of low thermal conductivity is not attached to the interfaces inside and outside, but also on the two long sides.
- a layer of low thermal conductivity consists of plastic foam, which surrounds the reinforcing profile on the entire circumference and fixed in the plastic hollow profile.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Building Environments (AREA)
- Materials For Medical Uses (AREA)
- Thermal Insulation (AREA)
Description
- Die Erfindung betrifft ein Kunststoffhohlprofil mit mindestens einer Hohlkammer zur Aufnahme eines Verstärkungsprofils gemäß dem Oberbegriff des Patentanspruchs 1.
- Hohlkammerprofile werden für die verschiedensten Anwendungsgebiete hergestellt, z.B. für Fensterrahmen, Türrahmen, Kabelkanäle und Fassaden. Werden diese Hohlkammerprofile Belastungen ausgesetzt, so biegen sich die Profile merklich durch, weshalb zu ihrer Versteifung Verstärkungsprofile eingeschoben werden müssen. Verstärkungsprofile bestehen in der Regel aus Metall, so daß der Vorteil der Kunststoffhohlprofile, eine geringe Wärmeleitung zwischen der Innen- und Außenseite, deutlich herabgesetzt wird. Daher ist man in der Technik bestrebt, die Wärmedämmung von Kunststoffhohlprofilen mit Verstärkungseinlagen zu verbessern, ohne aber deren mechanische Festigkeit in nennenswertem Maße zu verringern.
- In der Technik sind eine Reihe von Maßnahmen bekannt geworden, um die Wärmedämmung von Kunststoff-Hohlprofilen zu verbessern.
- So wird in der DE 44 26 331 A1 ein extrudiertes Kunststoffprofil beschrieben, in das ein im wesentlichen rechteckiges Verstärkungsprofil eingesetzt ist. Durch das Aufbringen einer einzigen reflektierenden Schicht auf das Verstärkungsprofil wird die Wärmestrahlung verringert. Die Bedeutung des Vorsehens mehrerer, Kammern im Kunststoffprofil wie auch das Vorsehen von Führungsstegen, die am Verstärkungsprofil anliegen und seitliche Luftkammern zwischen dem Verstärkungsprofil und den umgebenden Wanden erzeugen, wird in dieser Druckschrift nicht diskutiert.
- Das deutsche Gebrauchsmuster 295 17 037 beschreibt die Anbringung einer Dammschicht an einer Verstärkungseinlage, um eine Schall- und/oder Wärmeisolierung zu erzielen. Auch die deutsche Offenlegungsschrift 4 331 816 schlägt vor, die Luftkammer zwischen den umgebenden Wanden der Hohlkammer eines Kunststoffrahmens und einem Verstärkungsprofil mit Kunststoffschaum zu verfüllen. Dieser Kunststoffschaum kann in Form eines Schaumstoffstreifens auf das Verstärkungsprofil aufgeklebt und mit diesem gemeinsam in die Hohlkammer des Rahmenprofils eingebracht werden. Das Vorsehen einer Schaumschicht an der Außenseite eines Verstärkungsprofils besitzt allerdings den Nachteil, dass das Verstärkungsprofil geringer dimensioniert werden muss, wodurch der Festigkeitsgewinn durch die Verwendung eines Verstärkungsprofils verringert wird.
- Das deutsche Gebrauchsmuster 297 15 346 beschreibt das Vorsehen einer zur Rauminnenseite des Fensters oder der Tür benachbarten Hohlkammer des Kunststoffhohlprofils und das Einstecken einer reflektierenden Lamelle, z.B. von Metall mit spiegelnder Oberflache, in das Innere der Hohlkammer.
- Das in der FR 2 268 444 A dargestellte Fensterprofil aus Kunststoff weist verschiedene Hohlkammern auf. In einigen Hohlkammern, sowohl des Rahmens- wie auch Flügelprofils, sind Verstärkungseinlagen aus Metall eingesetzt. Die Verstärkungslagen befinden sich zwischen einstückig mit dem Hohlprofil ausgebildeten Stützansätzen. Es sind Kammern sowohl in Wärmestromrichtung wie auch senkrecht zur Wärmestromrichtung zwischen den Verstärkungseinlagen und den umgebenden Wandungen der betreffenden Hohlkammer vorgesehen. Die FR 2 268 444 A stellt den nächstkommenden Stand der Technik dar.
- Der Erfindung liegt die Aufgabe zugrunde, ein verstärktes Kunststoffhohlprofil vorzuschlagen, das eine verbesserte Wärmedämmung und ein verbessertes Korrosionsverhalten aufweist, ohne aber die Festigkeit der Verstärkung nachhaltig zu verringern.
- Diese Aufgabe wird durch ein Kunststoffhohlprofil mit den Merkmalen des Anspruchs 1 gelöst.
- Der Erfindung liegt der Gedanke zugrunde, daß das Vorsehen von Luftkammern quer zur Hauptwärmestromrichtung einen bedeutend höheren Effekt besitzt als das Vorsehen von Luftkammern zwischen den Seitenwänden des Verstärkungsprofils und den umgebenden Wänden der Hohlkammer. Die Richtung "quer zur Hauptwärmestromrichtung" ist in Fig. 1 durch Pfeile C gekennzeichnet. Aus einer Abwägung des Nutzens des Vorsehens einer erhöhten Luftschichtdicke mit dem Nachteil einer geringeren Dimensionierung des Verstärkungsprofils und einer damit einhergehenden Verringerung der Festigkeit des Kunststoffhohlprofils wurde für die jeweils zwischen den umgebenden Wänden der Hohlkammer und dem Verstärkungsprofil quer zur Hauptwärmestromrichtung angeordneten ersten Luftkammern Luftschichtdicken von 2 bis 12 mm und vorzugsweise 3 bis 8 mm als Optimum herausgefunden. Zwei erste Luftkammern sind aus wärmetechnischer Sicht sehr viel günstiger als eine erste Luftkammer doppelter Luftschichtdicke an einer Seite des Profils.
- Bevorzugte Ausführungsformen sind durch die übrigen Ansprüche gekennzeichnet.
- So ist nach einer bevorzugten Ausführungsform mindestens eine zweite Luftkammer zwischen den umgebenden Wänden der Hohlkammer und dem Verstärkungsprofil parallel zur Hauptwärmestromrichtung vorgesehen. Durch diese Maßnahme läßt sich der Wärmewiderstand weiter verbessern, da Kunststoff die Wärme besser als Luft leitet und somit das Vorsehen zweiter Luftkammern zwischen dem Kunststoffhohlprofil und dem gut leitenden, metallischen Verstärkungsprofil den Gesamtwärmestrom von der warmen zur kalten Seite verringert. Diese vorgeschlagene weitere Maßnahme zur Verbesserung der Wärmedämmung ist jedoch im Zusammenhang mit den gewünschten Festigkeitswerten des verstärkten Hohlprofiles zu sehen, da das Vorsehen einer oder zweier verstärkter Luftkammern zu einer Verkleinerung des Verstärkungsprofils und einer Verringerung der Festigkeit führt.
- Vorzugsweise ist die Luftschichtdicke der mindestens einen zweiten Luftkammer mindestens 1 mm, vorzugsweise 2 bis 6 mm. Aus einem Vergleich dieser bevorzugten Luftschichtdicken mit dem in Anspruch 1 vorgegebenen Luftschichtdicken der ersten Luftkammern wird deutlich, daß die zweiten Luftkammern einen geringeren Beitrag zur Wärmedämmung des Kunststoffhohlprofils leisten und daher auch die Luftschichtdicken geringer sein sollten, um die Festigkeit des Verstärkungsprofils nicht unangemessen zu verringern. Wie später erläutert werden wird, bestehen auch Möglichkeiten, die Formgebung der Verstärkungsprofile zu optimieren, um die Wärmedämmung zu verbessern.
- Nach einer bevorzugten Ausführungsform umfaßt das Kunststoffhohlprofil weiterhin eine Schicht geringer Wärmeleitfähigkeit, vorzugsweise geschäumter Kunststoff, in der oder den zweiten Luftkammern. Hierdurch kann man das Verstärkungsprofil aus Metall im gesamten Umfang thermisch entkoppeln, weil die eine Schicht aus geschäumtem Kunststoff das Verstärkungsprofil in der Hohlkammer stabilisiert.
- Nach einer bevorzugten Ausführungsform besteht das Verstärkungsprofil aus Stahl und weist auf dem gesamten Umfang außen oder außen wie auch innen einen Korrosionsschutzüberzug auf, der eine Emissivität von unter 20% aufweist. Dieser Überzug, der beispielsweise durch Bandbeschichten/Bandüberziehen erzeugt werden kann, ist sowohl Korrosionsschutz für das Verstärkungsprofil 4 wie auch eine Reflexionsschicht, die Infrarotstrahlung reflektiert. Vorzugsweise liegt die Emissivität des Korrosionsschutzüberzugs unter 10%, am meisten bevorzugt im Bereich von 5%. Indem außen ein Korrosionsschutzüberzug aufgebracht wird, wird bereits die von der Rahmenseite herkommende Infrarotstrahlung zum größten Teil reflektiert. Trotzdem bildet sich im Verstärkungsprofil aufgrund der verbleibenden Wärmestrahlung wie auch der Wärmeleitung und freien Konvektion ein Temperaturgefälle heraus. Indem das Verstärkungsprofil auch innen einen Korrosionsschutzüberzug mit einer entsprechend geringen Emissivität aufweist, wird somit die Wärmestrahlung zwischen einander gegenüberliegenden Flächen des Verstärkungsprofils ebenfalls minimiert.
- Nach einer bevorzugten Ausführungsform der Erfindung ist das Verstärkungsprofil durch Stützteile am Hohlprofil gehalten, die vorzugsweise einstückig mit dem Hohlprofil ausgebildet sind. Das Vorsehen von Stützteilen aus Kunststoff bietet eine gute Entkoppelung des Metallverstärkungsprofils von dem umgebenden Kunststoffprofil, da nur im Bereich der Stützteile eine Wärmeleitung vom Kunststoff zum Metall erfolgen kann.
- Vorzugsweise umfaßt das Kunststoffhohlprofil Stützteile, die das Verstärkungsprofil gegen eine Bewegung in zwei Richtungen sichern. Fertige Stützteile, die beispielsweise einen Steg besitzen, der sich von der umgebenden Wand der Hohlkammer nach innen erstreckt, sowie ein L-förmiges Halteprofil, übernehmen die Funktion zweier getrennter Stützteile, da eine Bewegung des Verstärkungsprofils in zwei Richtungen unterbunden wird und gleichzeitig auch eine Führung für das Einschieben des Verstärkungsprofils bereitgestellt wird. Die Grundidee bei der wärmetechnischen Optimierung der Stützteile liegt darin, die Anzahl der Stützteile zu reduzieren und deren Querschnitte zu verringern, um hierdurch die Wärmeleitung von dem Kunststoffprofil zu dem Verstärkungsprofil möglichst gering zu halten.
- Eine weitere Optimierung läßt sich erreichen, indem sich die Stützteile von dem umgebenden Hohlprofil senkrecht zur Hauptwärmestromrichtung erstrecken. Somit kann auch eine gezielte Auswahl der Lage der Stützteile zur wärmetechnischen Optimierung des gesamten Kunststoffhohlprofils beitragen.
- Nach einer bevorzugten Ausführungsform ist das Verstärkungsprofil als Rechteckprofil ausgebildet, wobei die Luftschichtdicke der ersten Luftkammern jeweils die Luftschichtdicke der mindestens einen zweiten Luftkammer übersteigt. Wie oben bereits erläutert wurde, besitzen im Hinblick auf eine wirkungsvolle Wärmedämmung die ersten Luftkammern eine größere Wirkung als die zweiten Luftkammern. Daher liegt die im Hinblick auf die Geometrie des Verstärkungsprofils optimale Gestaltung der Luftkammern bei ersten Luftkammern mit einer Luftschichtdicke von 2 bis 12 mm, vorzugsweise 3 bis 8 mm, ohne durch eine Bautiefenverringerung die Steifigkeit des Verstärkungsprofils zu verringern, und zweiten Luftkammern mit einer geringeren Luftschichtdicke, die zwischen 2 und 6 mm liegt.
- Nach einer bevorzugten Ausführungsform ist das Verstärkungsprofil senkrecht zur Hauptwärmestromrichtung zumindest bereichsweise verstärkt. Dabei wird eine hohe Biegefestigkeit um die X-Achse, die senkrecht zur Hauptwärmestromrichtung verläuft, durch eine hohe Materialansammlung an Orten, die möglichst weit von der X-Achse entfernt sind, erzeugt.
- Vorzugsweise ist das Verstärkungsprofil als Doppel-T-Profil ausgebildet, wobei der Verbindungssteg in Hauptwärmestromrichtung verläuft. Auch diese Gestaltung besitzt ein hohes Widerstandsmoment um die X-Achse, da hierbei eine sehr hohe Materialanhäufung von der neutralen Faser entfernt vorliegt. Allerdings muß auch Sorge dafür getragen werden, daß das Verstärkungsprofil eine möglichst hohe Festigkeit in Y-Richtung besitzt, da die Eigenlastaufnahme von Füllelementen durch das Kunststoffprofil zu einer Biegung um die Y-Achse führt. Die Y-Achse verläuft senkrecht zur X-Achse und in Richtung der Hauptwärmestromrichtung. Indem vorzugsweise der Verbindungssteg des Doppel-T-Profils von der Mitte versetzt ist, so daß die beiden zweiten Luftschichtdicken unterschiedlich groß sind, wird dieser Verbindungssteg von der neutralen Faser entfernt und leistet ebenfalls einen Beitrag zum Widerstandsmoment in bezug auf die Y-Achse.
- Nach einer bevorzugten Ausführungsform ist das Verstärkungsprofil als Doppel-T-Profil mit zwei Verbindungsstegen ausgebildet, wobei die beiden Verbindungssstege voneinander beabstandet sind. Hierdurch wird ein Profil mit einer Form beschrieben, die im Querschnitts betrachtet einem Hundeknochen ähnlich ist. Das Vorsehen von zwei Verbindungsstegen erlaubt es, diese von der neutralen Faser in bezug auf das Biegemoment um die Y-Achse zu beabstanden, während gleichzeitig ein symmetrisches Verhalten hergestellt werden kann. Durch die im Querschnitt geschlossene Form des Profils wird zudem eine weitere Luftkammer erzeugt, die vom Profil umschlossen ist.
- Vorzugsweise sind die Verstärkungsprofile rollgeformt. Dieses Herstellverfahren ermöglicht es, Verstärkungsprofile mit auch komplexer Formgebung kostengünstig herzustellen und gleichzeitig an den gewünschten Stellen Verstärkungen durch das doppellagige Ausführen der Profile vorzusehen.
- Nachfolgend wird die Erfindung rein beispielhaft anhand der beigefügten Figuren beschrieben, in denen:
- Fig. 1
- einen Grundkörper eines Kunststoffhohlprofils mit einem Verstärkungsprofil zeigt;
- Fig. 2
- den Grundkörper des Kunststoffhohlprofils mit der in Fig. 1 gezeigten Verstärkung darstellt, wobei eine alternative Gestaltung der Stützteile dargestellt ist;
- Fig. 3
- eine alternative Ausgestaltung des Verstärkungsteils in dem in Fig. 1 dargestellten Grundkörper des Hohlprofils zeigt;
- Fig. 4
- eine weitere alternative Ausgestaltungen von Verstärkungsprofilen in dem in Fig. 1 dargestellten Grundkörper des Kunststoffhohlprofils zeigt;
- Fig. 5
- eine Halbschnittdarstellung des in Fig. 1 dargestellten Grundkörpers des Kunststoffhohlprofils mit einer weiteren Ausführungsform eines darin eingelegten Verstärkungsprofils zeigt;
- Fig. 6
- eine Halbschnittdarstellung des in Fig. 1 dargestellten Grundkörpers des Kunststoffhohlprofils mit einer weiteren Ausführungsform eines darin eingelegten Verstärkungsprofils zeigt;
- Fig. 7
- eine Halbschnittdarstellung eines Grundkörpers eines Kunststoffhohlprofils mit einer weiteren alternativen Ausgestaltung eines darin eingelegten Verstärkungsprofils darstellt;
- Fig. 8
- eine Halbschnittdarstellung eines Grundkörpers eines Kunststoffhohlprofils mit einer noch weiteren alternativen Ausführungsform eines darin eingelegten Verstärkungsprofils zeigt; und
- Fig. 9
- verschiedene Formen von Verstärkungsprofilen zur Einlage in Kammern eines Grundkörpers eines Kunststoffhohlprofils darstellt.
- In der nachfolgenden Beschreibung der Figuren werden jeweils gleiche Bauteile mit identischen Referenzziffern bezeichnet.
- In Fig. 1 ist ein Grundkörper eines Kunststoffhohlprofils dargestellt, das allgemein mit Referenzziffer 10 bezeichnet ist und im folgenden kurz als Kunststoffhohlprofil bezeichnet wird. Das Kunststoffhohlprofil besteht im allgemeinen aus Polyvinylchlorid (PVC) und wird für Fenster, Türen und Fassaden verwendet. Aufgrund der geringen Biegesteifigkeit von Kunststoffhohlprofilen werden in der Regel Metallprofileinschübe als Verstärkungsprofile 12 eingesetzt. Verstärkungsprofile bestehen in der Regel aus Stahl oder Aluminium und sind häufig Rechteckrohre, wie in Fig. 1 dargestellt ist.
- Der Einsatz des in Fig. 1 dargestellten Kunststoffhohlprofils bei Fenstern, Türen und Fassaden bedingt jeweils, daß abhängig von den klimatischen Bedingungen, deutliche Temperaturunterschiede zwischen der Innen- und der Außenseite des Profils 10 auftreten. Beispielsweise kann im Winter eine sehr geringe Außentemperatur herrschen, während im Inneren des Bauwerks eine für das Wohn- oder Arbeitsklima günstige Innentemperatur aufrecht erhalten werden soll. Aus diesem Grund sollte das gesamte Profil, bestehend aus dem Kunststoffhohlprofil 10 wie auch dem Verstärkungsprofil 10 einen möglichst geringen Verlustwärmestrom von der warmen zur kalten Seite aufweisen.
- Der Verlustwärmestrom über den Querschnitt des Profils hinweg erfolgt durch Wärmeleitung, freie Konvektion in den Hohlräumen des Profils wie auch durch Strahlung.
- Die Wärmeleitung wird durch die Verwendung von schlecht leitendem Kunststoff für das Kunststoffhohlprofil 10 möglichst weitgehend reduziert. Allerdings muß Sorge dafür getragen werden, daß auch das Verstärkungsprofil 12 einen möglichst geringen Beitrag zur Wärmeleitung aufweist. Prinzipiell läßt sich natürlich die Wärmeleitung im Verstärkungsprofil verringern, indem das Verstärkungsprofil 12 mit geringeren Abmessungen vorgesehen wird und der entlang des Kunststoffprofils zurückzulegende Weg des Wärmestromes möglichst erhöht wird. Eine Verringerung der Abmessungen des Verstärkungsprofils 12 besitzt jedoch den Nachteil, daß der gewünschte Festigkeitsgewinn durch das Einschieben des Verstärkungsprofils herabgesetzt wird. Daher muß ein geeigneter Kompromiß zwischen einer ausreichenden Dimensionierung des Verstärkungsprofils 12 und einer Verbesserung der Wärmedämmung gefunden werden.
- Bei der in Fig. 1 dargestellten Ausführungsform befinden sich zwei Kammern im Kunststoffhohlprofil, eine erste geschlossene Kammer, die entweder zur Außenseite oder Innenseite des Profils hin angeordnet ist sowie eine zweite Kammer 16, in die sich Stützteile 18 erstrecken, welche das Verstärkungsprofil 12 halten und beim Einschieben des Verstärkungsprofils 12 gleichzeitig als Führung dienen.
- Im vorliegenden Fall erfüllen die Stützteile 18 jedoch noch eine weitere Funktion, nämlich vorgegebene Abstände zwischen dem Verstärkungsprofil 12 und den umgebenden Wandungsteilen des Kunststoffhohlprofiles sicherzustellen. Wie aus Fig. 1 ersichtlich ist, sind die Stützteile, die einstückig mit den umgebenden Wandungsteilen des Kunststoffhohlprofils 10 ausgebildet sind, in der durch die Pfeile Q angedeuteten Hauptwärmestromrichtung mit einer unterschiedlichen Länge a bzw. b ausgebildet.
- Wie aus einer systematischen Berechnung des Wärmestromverhaltens eines Profils gemäß Fig. 1 folgt, sind die im Stand der Technik meist nur als Distanznocken ausgebildeten Stützteile 18 so vorzusehen, daß definierte Abstände a und b in Richtung des Hauptwärmestroms zwischen dem Verstärkungsprofil 12 und den die Kammer 16 umgebenden Wandungsteilen des Kunststoffhohlprofils zu verwirklichen sind. Zwischen dem Verstärkungsprofil 12 und der die Kammer 16 umgebenden Wand 19 des Kunststoffhohlprofils sind jeweils erste Luftkammern 20 gebildet. Diese ersten Luftkammern besitzen eine Breite a, b von 2 bis 12 mm und vorzugsweise 3 bis 8 mm.
- Es wurde gefunden, daß die ersten Luftkammern 20 eine sehr viel größere Bedeutung für die gesamte Wärmedämmung des Profils besitzen als die zwischen dem Verstärkungsprofil 12 und den Seitenwänden 21 des Kunststoffhohlprofils, d.h. denjenigen Wänden des Kunststoffhohlprofils, deren Längserstreckung parallel zur Hauptwärmestromrichtung verläuft, angeordneten zweiten Luftkammern 22. Trotzdem läßt sich die Gesamtwärmedämmung verbessern, indem bei der Verwendung des in Fig. 1 dargestellten rechteckigen Verstärkungsprofils 12 auch seitliche, zweite Luftkammern 22 vorgesehen werden, deren Dicke c jedoch geringer als diejenige der ersten Luftkammern 20 ist.
- Weiterhin wurde gefunden, daß es aus wärmetechnischer Sicht günstiger ist, das Verstärkungsprofil so im Kunststoffhohlprofil anzuordnen, daß in Hauptwärmestromrichtung zwei erste Luftkammern 20 vorgesehen sind. Im konkreten Beispiel gemäß Fig. 1 bedeutet dies, daß die Wärmedämmung im vorliegenden Beispiel mit den individuellen Dicken der ersten Luftkammern a und b besser ist als mit einer nur auf einer der beiden Seiten angeordneten ersten Luftkammer mit der Dicke a + b. Gleiches gilt auch für die seitlich angeordneten zweiten Luftkammern 22, wobei jedoch aufgrund der aus wärmetechnischer Sicht geringeren Bedeutung der zweiten Luftkammern 22 diese auch nur auf einer Seite vorgesehen sein kann, wenn es die ausreichende Bemessung des Verstärkungsprofils 12 erfordern sollte.
- Eine weitere Verbesserung der gesamten Wärmedämmung läßt sich erzielen, indem das Verstärkungsprofil 12 aus Stahl einen Korrosionsschutzüberzug aufweist, der eine geringe Emissivität besitzt. Der Korrosionsschutzüberzug dient somit sowohl dem Korrosionsschutz wie auch der Reflexion von Infrarotstrahlung. Vorzugsweise sind die Korrosionsschutzüberzüge auf den Flächen 23, die zu den ersten Luftkammern 20 hin weisen, auf dem Verstärkungsprofil aufgebracht. Weiterhin ist es für die gesamte Wärmedämmung vorteilhaft, ebenfalls auf den im Inneren des Verstärkungsprofils 12 liegenden Flächen 24 einen entsprechenden Korrosionsschutzüberzug mit geringer Emissivität aufzubringen. Aus fertigungstechnischer Sicht wie auch im Sinne eines vollständigen Korrosionsschutzes wird es jedoch bevorzugt sein, sämtliche Flächen innen wie auch außen des Metallverstärkungsprofils mit einem entsprechenden Korrosionsschutzüberzug zu versehen.
- Vorzugsweise können zum Erzielen einer geeigneten, geringen Emissivität Profile mit einer Bandbeschichtung/einem metallischen Bandüberzug, eingesetzt werden. Derartige Oberflächen können, wie Messungen ergaben, auch noch nach einer mehrwöchigen Freibewitterung Emissionsgrade unter 10% erreichen. Vorzugsweise werden jedoch Emissionsgrade geringer im Bereich von 5% eingesetzt, um die Strahlung weitestgehend zu eliminieren. Wie oben bereits erläutert wurde, besitzt dieses Verfahren den Vorteil, daß gleichzeitig mit dem Aufbringen einer Schicht mit sehr geringer Emissivität auch ein Korrosionsschutz vorgesehen wird. Somit ist diese Vorgehensweise dem ebenfalls einfach und kostengünstig durchzuführenden Aufbringen von Aluminiumfolie auf das Metalleinschubprofil überlegen.
- Fig. 2 zeigt das in Fig. 1 dargestellte Verstärkungsprofil 12, wobei jedoch die Stützteile aus wärmetechnischer Sicht optimiert wurden. Da die Wärmeleitung raumseitig von dem umgebenden Kunststoffhohlprofil zum Verstärkungsprofil 12 hin erfolgt, läßt sich eine wärmetechnische Optimierung erzielen, indem zunächst die Zahl der Stützteile verringert wird. Aus einem Vergleich der Ausgestaltung der Stützteile in Fig. 2 mit der in Fig. 1 dargestellten folgt, daß im Unterschied zu dem Vorsehen von acht Stützteilen gemäß Fig. 1 nur noch vier Stützteile vorgesehen sind. Hierdurch läßt sich bereits bei gleicher Querschnittsabmessung der Wärmestrom durch Wärmeleitung von dem Kunststoffhohlprofil 10 zum Verstärkungsprofil 12 und umgekehrt halbieren. Eine weitere Reduzierung des Wärmestroms läßt sich erzielen, indem die Querschnitte der Stützteile verringert werden. Auch hier zeigt ein Vergleich der Darstellungen in Fig. 2 und Fig. 1, daß die Füße 18a der Stützteile 18 gemäß Fig. 2 einen geringeren Querschnitt besitzen, wodurch ebenfalls die Wärmeleitung verringert wird.
- Durch die spezielle Ausgestaltung der in Fig. 2 dargestellten Stützteile 18 kann ein einziges Stützteil durch die L-förmige Kontaktfläche mit dem darin eingeschobenen Verstärkungsprofil 12 das Verstärkungsprofil einer Bewegung in zwei Richtungen hindern, so daß die Anzahl der Stützteile entsprechend verringert werden kann. Eine letzte wärmetechnische Optimierung der Stützteile betrifft die Lage der Stützteile. Eine wärmetechnische Optimierung läßt sich auch durch eine Verlängerung der wärmeleitenden Wege erzielen, weshalb die Füße 18a der Stützteile 18 senkrecht zur Hauptwärmestromrichtung angeordnet sind. Hierdurch kann nicht mehr eine direkte Wärmeleitung zwischen der Wand 19 des Kunststoffhohlprofils 10 und des Verstärkungsprofils 12 erfolgen, sondern bedarf es eines "Umwegs" des Wärmestromes über die Seitenwände 21 und von diesen wieder in Richtung auf das Verstärkungsprofil 12.
- Fig. 3 zeigt eine alternative Ausgestaltung des Verstärkungsprofils 12. Das Kunststoffhohlprofil 10 wurde weitestgehend aus der Darstellulng in Fig. 1 übernommen, es sollte deutlich sein, daß dies nur beispielhaften Charakter besitzt. Das Verstärkungsprofil 12 ist rollgeformt und an den beiden Enden 12a doppellagig ausgeführt. Hierdurch wird die Festigkeit des Profils im Hinblick auf das Trägheitsmoment bezogen auf die X-Achse 25 erhöht, indem an den von der X-Achse 25 entfernten Bereichen des Verstärkungsprofils 12 gezielt Materialanhäufungen vorgesehen werden. Der die beiden verstärkten Endbereiche verbindende Steg 12b ist des weiteren ausreichend weit von der Y-Achse 24 beabstandet, so daß auch in bezug auf das Biegemoment um die Y-Achse 24 gute Festigkeitswerte erzielt werden können. Das in Fig. 3 dargestellte alternative Verstärkungsprofil 12 besitzt darüber hinaus den Vorteil, daß die Wärmelängsleitung in Hauptwärmestromrichtung aufgrund des nur einen Mittelteils 12b und der somit verbundenen Querschnittsverringerung reduziert wird. Gleichzeitig wird selbstverständlich diese wärmetechnisch günstigere Alternative durch eine verminderte Festigkeit des Verstärkungsprofils 12 erkauft. Auch bei dem in Fig. 3 dargestellten Beispiel sind die Luftschichtdicken a und b der ersten Luftkammern 20 größer als die Luftschichtdicke c der zweiten Luftkammer 22.
- Wenn auch in Fig. 3 nicht dargestellt, so läßt sich auch das in Fig. 3 dargestellte Profil durch eine Umgestaltung der Stützteile 18 wärmetechnisch optimieren. Darüber hinaus läßt sich wie bei dem in Fig. 1 dargestellten Ausführungsbeispiel eine wärmetechnische Optimierung durch das Vorsehen einer Korrosionsschicht mit geringer Emissivität erzielen. Wenn dies auch bei den nachfolgenden Ausführungsbeispielen nicht mehr im einzelnen diskutiert werden wird, so sollte deutlich sein, daß sowohl die Optimierung der Verstärkungsprofile wie auch das Optimieren der Strahlungseigenschaften des Verstärkungsprofils durch das Vorsehen von Korrosionsschutzüberzügen mit geringer Emissivität bei allen diskutierten Ausführungsalternativen verwirklicht werden kann.
- Fig. 4 zeigt eine alternative Ausgestaltung des Verstärkungsprofils in dem umgebenden Kunststoffhohlprofil 10, wobei zur Verdeutlichung der Unterschiede wieder auf die Grundgeometrie gemäß Fig. 1 zurückgegriffen wurde. Wie aus Fig. 4 ersichtlich ist, ist das Verstärkungsprofil 12 nichtsymmetrisch ausgebildet. Prinzipiell ist es selbstverständlich auch möglich, ein in bezug auf die Y-Achse 25 oder X-Achse 24 nichtsymmetrisches Verstärkungsprofil vorzusehen, doch sollten in Fig. 4 lediglich verschiedene Detaillösungen nebeneinander dargestellt werden. Das rollgeformte Verstärkungsprofil 12 besitzt wieder Verstärkungsbereiche 12, die zum Vorsehen einer verbesserten Biegesteifigkeit zu den im doppelwandigen Bereich einfach, 12c oder auch mehrfach 12d abgewinkelt sind. Der die doppelwandigen Bereiche verbindende Steg 12b ist ebenfalls mit Abwinklungen versehen, wodurch die Breite c der zweiten Luftkammer 22 bereichsweise erhöht wird.
- Eine Optimierung der Stützteile 18 ist in Fig. 4 nicht dargestellt, doch würde sich hier eine Ausgestaltung der Stützteile entsprechend Fig. 2 anbieten.
- Fig. 5 zeigt eine weitere Ausführungsform des in Fig. 1 dargestellten Kunststoffhohlprofils 10 mit einer speziellen Formgebung des Verstärkungsprofils 12. Die Darstellung in Fig. 5 zeigt nur eine Hälfte des Kunststoffhohlprofils 10, die zweite Hälfte verläuft spiegelbildlich zur dargestellten X-Achse 25. Auch das in Fig. 5 dargestellte Profil weist Verstärkungsbereiche 12a auf, im Bereich derer sowohl eine Materialanhäufung wie auch eine Versteifung des Verstärkungsprofils 12 vorliegt. Die Verbindungsbereiche 12b zwischen den Verstärkungsbereichen 12a sind jeweils einlagig ausgeführt, wobei in Hauptwärmestromrichtung zwei Verbindungsbereiche 12b verlaufen. Die Luftschichtdicke c der zweiten Luftkammern 22 ist durch diese spezielle Gestaltung des Verstärkungsprofils 12 größer, wobei jedoch trotzdem eine ausreichende Steifigkeit des Verstärkungsprofils 12 aufgrund der beiden parallel zur Hauptwärmestromrichtung verlaufenden Verbindungsbereiche 12b gegeben ist. Auch im Falle des Verstärkungsprofils 12 könnten die Stützteile 18 in einer Weise gestaltet und angeordnet sein, wie sie in Fig. 2 dargestellt ist. Dies und eine leicht unterschiedliche Gestaltung des Verstärkungsprofils 12 ist in Fig. 6 gezeigt, in der in der Zeichenebene oben ein Stützteil 18 mit einer L-förmigen Stützauflage dargestellt ist, die eine Fixierung des Verstärkungsprofils sowohl in Hauptwärmestromrichtung wie auch senkrecht zu dieser sicherstellt.
- Fig. 7 zeigt eine wieder andere Ausgestaltung eines Verstärkungsprofils 12 in einem Kunststoffhohlprofil 10, das nur als Halbschnitt dargestellt ist und symmetrisch zur X-Achse 25 ausgebildet sein kann. Das hierin gezeigte Verstärkungsprofil weist einen doppelwandigen Verstärkungsbereich 12a auf, der in dem von der X-Achse 25 entfernten Bereich angeordnet ist und somit zu einem hohen Trägheitsmoment in bezug auf die X-Achse führt. Die beiden Verstärkungsbereiche 12a werden durch einen einzigen Verbindungsbereich 12b miteinander verbunden, der mittig zwischen den Seitenwänden 21 des Kunststoffhohlprofils 10 verläuft und ebenfalls an Stützteilen 18 gehalten und geführt wird. Zur Verbesserung der Wärmedämmung können die beiden in der Zeichenebene in Fig. 7 unten angeordneten Stützteile durch ein einziges Stützteil entsprechend dem oben auf der Zeichenebene angeordneten Stützteil ersetzt werden.
- Die Ausführungsform in Fig. 7 besitzt wiederum den Vorteil, daß aufgrund der geringen Querschnittsfläche des Verbindungsbereichs 12b nur eine verminderte Wärmeleitung in Hauptwärmestromrichtung durch das Verstärkungsprofil 12 erfolgt.
- Fig. 8 zeigt eine Variante des in Fig. 7 gezeigten Verstärkungsprofils 12 in einem Kunststoffhohlprofil 10. Der Unterschied zu der in Fig. 7 dargestellten Geometrie des Verstärkungsprofils 12 liegt darin, daß bei der in Fig. 8 gezeigten, alternativen Ausführungsform der Verbindungsbereich 12b von der Y-Achse 24 beabstandet verläuft. Hierdurch wird die Biegesteifigkeit um die Y-Achse erhöht.
- Fig. 9 zeigt schließlich verschiedene mögliche Varianten für das Formen rollgeformter Stahlprofile, die jeweils im Hinblick auf gute Steifigkeitswerte bei gleichzeitig geringem Materialeinsatz und geringer Wärmeleitung konzipiert sind.
- Bei allen oben gezeigten Ausführungsformen wurde jeweils nur die Formgebung der Verstärkungsprofile in bezug auf einen Schnitt senkrecht zur Längserstreckung der Verstärkungsprofile diskutiert. Zur Verringerung der Wärmeleitung können jedoch auch die Verstärkungsprofile weiter optimiert werden, indem Aussparungen in Form von Ausstanzungen vorgesehen sind, welche die Wärmeleitung behindern. Diese Aussparungen können kreisrund, rechteckig oder auch parallelogrammförmig oder dreieckförmig ausgebildet sein, wobei die Geometrie der Aussparungen in Abhängigkeit von den gewünschten Festigkeitswerten im Hinblick auf eine möglichst deutliche Beeinträchtigung der Wärmeleitung ausgewählt werden.
- Allen den obigen Ausführungsformen ist gemeinsam, daß bei einer Berücksichtigung der Festigkeit des Verstärkungsprofils jeweils besonderer Wert auf eine bestmögliche Wärmedämmung des gesamten Profils gelegt wurde. Hierbei ist es wesentlich, daß die Wärmeleitung zwischen dem umgebenden Kunststoffhohlprofil und dem Verstärkungsprofil möglichst gering gehalten wird. Dies läßt sich durch das Vorsehen von Luftkammern erreichen, die in Hauptwärmestromrichtung zwischen dem Verstärkungsprofil und den umgebenden Wandungen des Kunststoffhohlprofils angeordnet sind und eine Luftschichtdicke von 2 bis 12 mm und vorzugsweise 3 bis 8 mm besitzen.
- Weiterhin können vorzugsweise zweite Luftkammern zwischen den Seitenwänden des Kunststoffhohlprofils und dem Verstärkungsprofil vorgesehen sein, die eine Luftschichtdicke von mindestens 1 mm, vorzugsweise 3 bis 6 mm, besitzen. Eine weitere Maßnahme zur Verbesserung der Wärmedämmung liegt darin, das Verstärkungsprofil aus Stahl außen oder außen wie auch innen mit einem Korrosionsschutzüberzug zu versehen, der eine Emissivität von unter 20% und vorzugsweise unter 10% oder auch unter 5% besitzt.
- Eine weitere Optimierung der Wärmedämmung läßt sich durch die gezielte Anbringung und Ausgestaltung der Stützteile erreichen, wie insbesondere im Zusammenhang mit der Fig. 2 erläutert wurde.
- All die oben genannten Maßnahmen in Kombination leisten einen Beitrag dahingehend, ein Verstärkungsprofil mit einer ausreichenden mechanischen Stabilität so in ein Kunststoffhohlprofil einzubringen, daß der gesamte Wärmestrom über das aus Kunststoffprofil und Verstärkungsprofil bestehenden Gesamtprofil möglichst gering gehalten werden kann, indem sowohl die Wärmeleitung, aber auch die Wärmestrahlung und die freie Konvektion jeweils möglichst gering gehalten werden.
- Zuletzt besteht noch die Möglichkeit, eine thermische Entkopplung des Verstärkungsprofils aus Metall am gesamten Umfang vorzusehen, indem eine Schicht geringer Wärmeleitfähigkeit nicht an den Grenzflächen Innen- und Außenseite, sondern auch an den zwei Längsseiten angebracht wird. Eine derartige Schicht geringer Wärmeleitfähigkeit besteht aus Kunststoffschaum, der das Verstärkungsprofil am gesamten Umfang umgibt und in dem Kunststoffhohlprofil fixiert.
Claims (15)
- Verstärktes Kunststoffhohlprofil (10) mit mindestens einer Hohlkammer (16), in der sich ein Verstärkungsprofil (12) befindet, bei dem- quer zur Hauptwärmestromrichtung jeweils zwischen den umgebenden Wänden (19) der Hohlkammer (16) und dem Verstärkungsprofil (12) zwei erste Luftkammern (20) gebildet sind,dadurch gekennzeichnet, dass- die Luftschichtdicke (a, b) der ersten Luftkammern (20) 2 bis 12 mm, vorzugsweise 3 bis 8 mm, beträgt;- das Verstärkungsprofil aus Aluminium oder aus Stahl besteht und auf dem gesamten Umfang außen oder außen wie auch innen einen Korrosionsschutzüberzug aufweist, der eine Emissivität von unter 20% aufweist.
- Verstärktes Kunststoffhohlprofil (10) nach Anspruch 1,
dadurch gekennzeichnet, dass
das Hohlprofil (10) aus thermoplastischem Kunststoff extrudiert ist. - Verstärktes Kunststoffhohlprofil nach einem der vorhergehenden Ansprüche, weiterhin umfassend parallel zur Hauptwärmestromrichtung mindestens eine zweite Luftkammer (22) zwischen den umgebenden Wänden (21) der Hohlkammer (16) und dem Verstärkungsprofil (12).
- Verstärktes Kunststoffhohlprofil (10) nach Anspruch 3,
dadurch gekennzeichnet, dass
die Luftschichtdicke (c) der mindestens einen zweiten Luftkammer (22) mindestens 1 mm, vorzugsweise 2 bis 6 mm, beträgt. - Verstärktes Kunststoffhohlprofil (10) nach Anspruch 3 oder 4, weiter umfassend eine Schicht geringer Leitfähigkeit, vorzugsweise geschäumter Kunststoff, in der oder den zweiten Luftkammern (22).
- Verstärktes Kunststoffhohlprofil (10) nach Anspruch 1,
dadurch gekennzeichnet, dass
die Emissivität des Korrosionsschutzüberzugs unter 10%, vorzugsweise im Bereich von 5% liegt. - Verstärktes Kunststoffhohlprofil (10) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
das Verstärkungsprofil durch Stützteile (18) am Hohlprofil (10) gehalten ist, die vorzugsweise einstückig mit dem Hohlprofil (10) ausgebildet sind. - Verstärktes Kunststoffhohlprofil (10) nach Anspruch 7, umfassend Stützteile, die das Verstärkungsprofil gegen eine Bewegung in zwei Richtungen sichern.
- Verstärktes Kunststoffhohlprofil nach Anspruch 7 oder Anspruch 8,
dadurch gekennzeichnet, dass
sich die Stützteile (18) von dem umgebenden Hohlprofil (10) senkrecht zur Hauptwärmestromrichtung erstrecken. - Verstärktes Kunststoffhohlprofil (10) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
das Verstärkungsprofil (12) als Rechteckprofil ausgebildet ist, wobei die Luftschichtdicke (a, b) der ersten Luftkammern (20) jeweils die Luftschichtdicke (c) der mindestens einen zweiten Luftkammer (22) übersteigt. - Verstärktes Kunststoffhohlprofil (10) nach einem der Anspruche 1 bis 9,
dadurch gekennzeichnet, dass
das Verstärkungsprofil (12) senkrecht zur Hauptwärmestromrichtung zumindestens bereichsweise verstärkt (12a) ausgebildet ist. - Verstärktes Kunststoffhohlprofil (10) nach einem der Anspruche 1 bis 9 oder 11,
dadurch gekennzeichnet, dass
das Verstärkungsprofil (12) als Doppel-T-Profil ausgebildet ist, wobei der Verbindungssteg (12b) in Hauptwärmestromrichtung verläuft. - Verstärktes Kunststoffhohlprofil (10) nach Anspruch 12,
dadurch gekennzeichnet, dass
der Verbindungssteg so von der Mitte versetzt ist, dass die beiden Luftschichtdicken (c) der beiden zweiten Luftkammern unterschiedlich groß sind. - Verstärktes Kunststoffhohlprofil nach einem der Ansprüche 1 bis 9 oder 11,
dadurch gekennzeichnet, dass
das Verstärkungsprofil (12) als Doppel-T-Profil mit zwei Verbindungsstegen (12b) ausgebildet ist, wobei die beiden Verbindungsstege voneinander beabstandet sind. - Verstärktes Kunststoffhohlprofil (10) nach einem der Anspruche 1 bis 14,
dadurch gekennzeichnet, dass
das Verstärkungsprofil (12) rollgeformt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19933993A DE19933993A1 (de) | 1999-07-20 | 1999-07-20 | Kunststoffhohlprofil |
| DE19933993 | 1999-07-20 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1070821A2 EP1070821A2 (de) | 2001-01-24 |
| EP1070821A3 EP1070821A3 (de) | 2002-11-06 |
| EP1070821B1 true EP1070821B1 (de) | 2006-09-06 |
Family
ID=7915418
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00110912A Expired - Lifetime EP1070821B1 (de) | 1999-07-20 | 2000-05-24 | Kunststoffhohlprofil |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1070821B1 (de) |
| AT (1) | ATE338874T1 (de) |
| DE (2) | DE19933993A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202011052460U1 (de) * | 2011-12-23 | 2013-03-25 | Rehau Ag + Co | Hohlprofil für einen Rahmen |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1009989B (it) * | 1974-04-22 | 1976-12-20 | Komarex Spa | Serramento in materia plastica |
| DE4331816C2 (de) * | 1993-09-18 | 1996-08-01 | Koemmerling Kunststoff | Blend- und/oder Flügelrahmen mit erhöhtem Wärmedurchgangswiderstand |
| DE4426331A1 (de) * | 1994-07-25 | 1996-02-08 | Veka Ag | Extrudiertes Kunststoffprofil für Fenster, Türen o. dgl. |
| DE29517037U1 (de) * | 1995-10-27 | 1996-11-21 | VEKA AG, 48324 Sendenhorst | Kunststoffhohlprofil für ein Fenster oder eine Tür |
| DE29715346U1 (de) * | 1996-09-03 | 1997-12-11 | KBE Kunststoffproduktion GmbH, 12277 Berlin | Wärmegedämmtes Hohlprofil insbesondere aus thermoplastischem Kunststoff für Fenster oder Türen |
| CA2199198A1 (en) * | 1997-03-05 | 1998-09-05 | Tony Digiorgio | Door panel frame having plastic covered internal reinforcement |
| DE19933099A1 (de) * | 1999-07-15 | 2001-01-18 | Schueco Int Kg | Kunststoffhohlprofil mit eingelagerter Metallverstärkung, vorzugsweise Rahmenprofil für Fenster oder Türen |
| GB2353316B (en) * | 1999-08-20 | 2001-07-04 | Everest Ltd | Reinforcement member for a hollow extruded plastics frame section |
| DE10011576B4 (de) * | 2000-03-09 | 2004-07-08 | Hoffmann Gmbh & Co. Kg | Fenster- oder Türrahmen für Container o. dgl. |
-
1999
- 1999-07-20 DE DE19933993A patent/DE19933993A1/de not_active Withdrawn
-
2000
- 2000-05-24 AT AT00110912T patent/ATE338874T1/de not_active IP Right Cessation
- 2000-05-24 DE DE50013421T patent/DE50013421D1/de not_active Expired - Fee Related
- 2000-05-24 EP EP00110912A patent/EP1070821B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE50013421D1 (de) | 2006-10-19 |
| EP1070821A3 (de) | 2002-11-06 |
| EP1070821A2 (de) | 2001-01-24 |
| ATE338874T1 (de) | 2006-09-15 |
| DE19933993A1 (de) | 2001-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102006061035C5 (de) | Kunststoffprofil für Fenster-, Türen- und Fassadenelemente | |
| EP2044284B1 (de) | Leiterförmiger isoliersteg für ein verbundprofil für fenster-, türen- und fassadenelemente und verbundprofil für fenster-, türen- und fassadenelemente | |
| DE3407639A1 (de) | Verbundstab, insbesondere fuer fensterrahmen, tuerrahmen und rollaeden | |
| WO2016202438A1 (de) | Isolierelement | |
| EP3555404B1 (de) | Wärmegedämmtes metall-kunststoff-verbundprofil | |
| EP3889384B1 (de) | Extrudiertes fenster- oder tür-hohlkammerprofil, system mit einem solchen hohlkammerprofil und daraus hergestellter rahmen | |
| EP1070821B1 (de) | Kunststoffhohlprofil | |
| DE19613046C2 (de) | Wärmeisolierender Verbundsteg | |
| EP1127990A2 (de) | Rahmenkonstruktion mit verbesserter Wärmedämmung | |
| DE2129779A1 (de) | Kastenprofil | |
| DE20121281U1 (de) | Bauelement und Verwendung eines Trägers | |
| EP4006291B1 (de) | Zarge sowie fenstereinbauelement mit kompressionseinlage | |
| CH695108A5 (de) | Hohlprofil für Fenster- oder Türrahmen. | |
| DE8801361U1 (de) | Feuerschutztürblatt | |
| EP2746487B1 (de) | Winkelprofil | |
| DE3040608C2 (de) | In einem Isolierglas integriertes Ziergitter mit hohlen Gittersprossen aus extrudierten Profilstäben | |
| EP4102021B1 (de) | Fenster- oder tür-hohlkammerprofil, system mit einem solchen hohlkammerprofil und daraus hergestellter rahmen | |
| DE1909128B2 (de) | Heizkörper | |
| DE29821183U1 (de) | Isolierverbund für Aluminium-Profile | |
| EP4424968B1 (de) | Verbundprofil, rahmen und verfahren zur herstellung des verbundprofils | |
| DE202008012945U1 (de) | Isoliersteg für Metall-Verbundprofile | |
| DE29520444U1 (de) | Dämmstege zur Verbesserung der Wärmedämmung | |
| DE202015009359U1 (de) | Dämmelement mit einer Statikkonsole | |
| AT404860B (de) | Hohlprofil aus kunststoff mit mitteln zur wärmeisolation | |
| AT406784B (de) | Hohlprofil aus kunststoff mit mitteln zur wärmeisolation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20030428 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AXX | Extension fees paid |
Extension state: LV Payment date: 20030428 Extension state: RO Payment date: 20030428 Extension state: LT Payment date: 20030428 Extension state: SI Payment date: 20030428 |
|
| 17Q | First examination report despatched |
Effective date: 20030826 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: LT LV RO SI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060906 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060906 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060906 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060906 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060906 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50013421 Country of ref document: DE Date of ref document: 20061019 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: NOVAGRAAF INTERNATIONAL SA |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061206 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070219 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20060906 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20060906 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| EN | Fr: translation not filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20070515 Year of fee payment: 8 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070607 |
|
| BERE | Be: lapsed |
Owner name: INGENIEUR-BURO, DR.-ING. HARALD SCHULZ Effective date: 20070531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061207 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070511 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080530 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060906 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060906 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070524 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090527 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090524 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101201 |