EP1201577A2 - Einrichtung zum Zuführen von Bogen - Google Patents
Einrichtung zum Zuführen von Bogen Download PDFInfo
- Publication number
- EP1201577A2 EP1201577A2 EP01122532A EP01122532A EP1201577A2 EP 1201577 A2 EP1201577 A2 EP 1201577A2 EP 01122532 A EP01122532 A EP 01122532A EP 01122532 A EP01122532 A EP 01122532A EP 1201577 A2 EP1201577 A2 EP 1201577A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- speed
- drive
- sheets
- conveyor belts
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H11/00—Feed tables
- B65H11/002—Feed tables incorporating transport belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6609—Advancing articles in overlapping streams forming an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6654—Advancing articles in overlapping streams changing the overlapping figure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/0816—Suction grippers separating from the top of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/24—Feeding articles in overlapping streams, i.e. by separation of articles from a pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/34—Varying the phase of feed relative to the receiving machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/10—Selective handling processes
- B65H2301/14—Selective handling processes of batches of material of different characteristics
- B65H2301/141—Selective handling processes of batches of material of different characteristics of different format, e.g. A0 - A4
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/443—Moving, forwarding, guiding material by acting on surface of handled material
- B65H2301/4432—Moving, forwarding, guiding material by acting on surface of handled material by means having an operating surface contacting only one face of the material, e.g. roller
- B65H2301/44322—Moving, forwarding, guiding material by acting on surface of handled material by means having an operating surface contacting only one face of the material, e.g. roller belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2403/00—Power transmission; Driving means
- B65H2403/80—Transmissions, i.e. for changing speed
- B65H2403/82—Variable speed drive units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/22—Distance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/40—Increasing or maximizing
- B65H2601/42—Increasing or maximizing entities relating to the handling machine
- B65H2601/422—Versatility
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
Definitions
- the invention relates to a device for feeding sheets with a suction head for cyclical separation of the sheets from a stack of separating suction cups with transport suction cups for transporting the sheets in the sheet conveying direction to a belt table, the conveyor belts through which the sheets are transported in a scale-like manner and subsequently be fed to a sheet-processing machine with a drive for the Suction head and a drive for the conveyor belts that influence the conveying speed and the arc spacing can be switched.
- the object of the invention is to change a generic device so that Optimal conditions for the handing over of the sheets from the transport suction cups can be realized on the conveyor belts.
- the solution according to the invention makes it possible to increase the universality of sheet-processing machines by changing the staggered distance, the transfer conditions remaining constant regardless of the respective staggered distance.
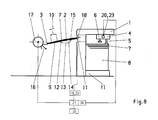
- the device for feeding sheets shown in FIG. 1 consists of a sheet feeder 1, a belt table 2 and front marks 3 assigned to the belt table 2.
- the sheet feeder 1 has a suction head 4 with separating suction devices 5 and transport suction devices 6.
- a sheet stack 8 consisting of sheets 7 is provided in sheet feeder 1.
- the belt table 2 arranged downstream of the sheet feeder 1 in the sheet conveying direction 10 has a table plate 9 and belt rolls 11, 12 extending transversely to the sheet conveying direction 10.
- the belt rollers 11, 12 are wrapped by one or more conveyor belts 13, which are guided by deflection rollers 14 and tensioning rollers 15.
- the front marks 3 provided on the end of the belt table 2 facing away from the sheet feeder 1 can be moved periodically from the position shown in FIG. 1 to a position under the belt table 2 by means not shown.
- the belt table 2 is further followed by an oscillating system 16 and a feed drum 17 of a sheet-processing machine, and in the region of the end facing the sheet feeder 1 a clock roller 18 corresponding to the belt roller 11 is assigned.
- a drive 19, in the exemplary embodiment of the belt roll 11, is assigned to one of the belt rolls 11, 12.
- the drive 19 consists of a transmission 19.1 and a transmission 19.2.
- the uniform rotary motion derived from the downstream sheet-processing machine is fed to the transmission gearbox 19.1, which converts it into a sinusoidal rotary motion.
- the transmission gear 19.1 is coupled to the belt roller 11.
- the manual transmission 19.2 is provided with shift positions I, II, III, for example, it being possible for further shift positions to be provided.
- switch position I a ratio of 1: 1 and thus, for example, such a spacing distance is realized that n sheets 7 lie on the conveyor table 2.
- the switching position I the uniform rotary movement derived from the sheet processing machine arranged downstream of the sheet feeder 1 is fed to the drive 20 of the suction head 4 without being overlaid with another movement. If the switching position I of the transmission gear 19.1 is also set, a staggered spacing that is characteristic of the sheet feeder 1 and thus n sheets 7 on the belt table 2 as well as optimal transfer conditions when the sheets 7 are transferred from the transport suction devices 6 to the conveyor belts 13 are realized.
- FIGS. 4 and 5 show the path and speed of the transport suction device 6 in the switching position I - thus n sheet 7 on the belt table 2 -, with the transfer of sheet 7 from in the transfer point U (in the exemplary embodiment at 90 ° of a single-turn shaft) the transport suction 6 to the conveyor belts 13 (Fig. 2 and 3).
- the speed relationships between the transport suction devices 6 and the conveyor belts 12 are coordinated with one another and the transfer conditions are thus optimized. Since, as can be seen from FIGS. 2 and 3, in the switching positions II and III of the gearbox 19.2 in the transfer point Ü the path and speed profiles have been changed, the path and speed profiles of the transport suction devices 6 have to be tracked accordingly, what, as in the FIGS.
- FIG. 7 shows the course of the speed W A of the drive 20 and shows that the instantaneous speed at the transfer point U is the same regardless of the selected switching position I, II or III.
- the gearbox 19.2 and the gearbox 21 which realizes a sinusoidal output movement can be linked, so that the same gear stages are set for both gearboxes 19.2, 21 in each case for an actuating action. Irrespective of this, it is also possible to provide an electric motor 22 as the drive 19 and to assign an electric motor 23 to the suction head 4 as the drive 20.
- the motors 22, 23 and thus the conveyor belts 13 and the suction head 4 are driven isochronously with the sheet-processing machine via a computer and control unit 24, by supplying the computer and control unit 24 with synchronization signals from the sheet-processing machine, whereby a such a spacing distance is realized that n sheets 7 lie on the conveyor table 2 and the transfer conditions are optimized.
- a further sinusoidal drive of the conveyor belts 13 is also implemented in a known manner by the computer and control unit 24.
- An input device 25 can also be used, in order to be able to change the scale spacing 1, for example to activate a transmission ratio n +1 or n - 1, as a result of which n + 1 sheet 7 or n - 1 sheet 7 are provided on the conveyor table 2.
- the regulating and control device 24 is also assigned a memory 26 in that speed profiles are stored, which the motor 23 of the suction head 4 follows and thus drives the transport suction device 6 in such a way that when the staggered distance 1 changes, optimal transfer conditions for the transfer of the sheets 7 from the suction cups 6 are given to the conveyor belts 13.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Abstract
Description
Um die Schuppung zu verändern, ist es aus der EP 0 313 868 A2 bekannt, den Transportbändern einen Antrieb zuzuordnen, mit dem unterschiedliche Transportgeschwindigkeiten realisiert werden können. So können bei einer ersten Geschwindigkeit großformatige Bogen schuppenförmig und bei einer zweiten Geschwindigkeit, die doppelt so groß wie die erste Geschwindigkeit ist, kleinformatige Bogen als Einzelbogen angelegt werden.
Damit kommt es bei einer anderen Geschwindigkeit und so geändertem Staffelabstand zu Früh-, Spät- oder Schiefbogen. Da die zur Verarbeitung gelangenden Bogen aus Karton, Kunststoff, Blech oder Papier bestehen können, besteht außerdem die Möglichkeit, dass Papierbogen bei der Übergabe beschädigt werden bzw. bei der Verarbeitung steifer Bogen die Transportsauger einem hohen Verschleiß unterliegen.
Durch die erfindungsgemäße Lösung ist es möglich, die Universalität von bogenverarbeitenden Maschinen zu erhöhen, indem der Staffelabstand verändert werden kann, wobei die Übergabebedingungen unabhängig vom jeweiligen Staffelabstand konstant bleiben.
- Fig. 1:
- eine Einrichtung zum Zuführen von Bogen in der Seitenansicht
- Fig. 2:
- das Wegschaubild der Transportbänder
- Fig. 3:
- das Geschwindigkeitsschaubild der Transportbänder
- Fig. 4:
- das Wegschaubild der Transportsauger
- Fig. 5:
- das Geschwindigkeitsschaubild der Transportsauger
- Fig. 6:
- den Überlagerungsgeschwindigkeitsverlauf des Antriebs für den Saugkopf
- Fig. 7:
- den Drehzahlverlauf des Antriebs für den Saugkopf
- Fig. 8:
- eine weitere Ausführungsform der Einrichtung gem. Fig. 1.
Die am dem Bogenanleger 1 abgewandten Ende des Bändertischs 2 vorgesehenen Vordermarken 3 können durch nicht dargestellte Mittel periodisch aus der in Fig. 1 dargestellten Position in eine Position unter dem Bändertisch 2 verbracht werden. Dem Bändertisch 2 sind weiterhin eine Schwinganlage 16 und eine Anlegtrommel 17 einer bogenverarbeitenden Maschine nachgeordnet sowie im Bereich des dem Bogenanleger 1 zugewandten Endes eine mit der Bänderwalze 11 korrespondierende Taktwalze 18 zugeordnet.
Einer der Bänderwalzen 11, 12 ist ein Antrieb 19, im Ausführungsbeispiel der Bänderwalze 11, zugeordnet. Der Antrieb 19 besteht aus einem Übertragungsgetriebe 19.1 und einem Schaltgetriebe 19.2.
In Fig. 2 und 3 sind der Weg- und der Geschwindigkeitsverlauf der Transportbänder 13 in den Schaltstellungen I, II, III des Schaltgetriebes 19.2 dargestellt. Diese Darstellungen zeigen, dass die Geschwindigkeit in jeder Schaltstellung I, II, II in einem angenommenen Übergabepunkt Ü, der im Ausführungsbeispiel bei 90° einer Eintourenwelle liegt, in dem die Übergabe der Bogen 7 von den Transportsaugern an die Transportbänder 13 erfolgt, voneinander verschieden und damit die Übergabeverhältnisse unterschiedlich sind, was zu den bekannten Nachteilen führt.
Zur Vermeidung dieser Nachteile ist einem dem Saugkopf 4 zugeordnetem Antrieb 20 ein eine sinusähnliche Abtriebsbewegung realisierendes Getriebe 21 vorgeordnet. Dieses Getriebe 21 kann z.B. als Räderkoppelgetriebe ausgebildet sein und weist analog zum Schaltgetriebe 19.2 ebenfalls drei Schaltstellung I, II, III auf. Ist das Schaltgetriebe 19.2 mit weiteren Schaltstufen versehen, so ist auch das Getriebe 21 mit einer entsprechenden Anzahl Schaltstufen ausgestattet. In der Schaltstellung I wird die von der dem Bogenanleger 1 nachgeordneten bogenverarbeitenden Maschine abgeleitete gleichförmige Drehbewegung ohne Überlagerung mit einer anderen Bewegung dem Antrieb 20 des Saugkopfes 4 zugeführt. Ist auch die Schaltstellung I des Übertragungsgetriebes 19.1 eingestellt, werden ein für den Bogenanleger 1 charakteristischer Staffelabstand und damit n Bogen 7 auf dem Bändertisch 2 sowie optimale Übergabebedingungen bei der Übergabe der Bogen 7 von den Transportsaugern 6 an die Transportbänder 13 realisiert.
In diesem Übergabepunkt Ü sind die Geschwindigkeitsverhältnisse zwischen den Transportsaugern 6 und den Transportbändern 12 aufeinander abgestimmt und damit die Übergabebedingungen optimiert. Da, wie aus den Fig. 2 und 3 ersichtlich, in den Schaltstellungen II und III des Schaltgetriebes 19.2 im Übergabepunkt Ü die Weg- und Geschwindigkeitsverläufe verändert wurden, müssen die Weg- und Geschwindigkeitsverläufe der Transportsauger 6 entsprechend nachgeführt werden, was, wie in den Figuren 4 und 5 dargestellt, durch Überlagerung des Geschwindigkeitsverlaufes VA bei n Bogen 7 mit der von dem Getriebe 21 initiierten Sinusbewegung (Fig. 6) realisiert wird. In der Figur 7 ist der Verlauf der Drehzahl WA des Antriebes 20 dargestellt und gezeigt, dass die momentane Drehzahl im Übergabepunkt Ü unabhängig von der gewählten Schaltstellung I, II oder III gleich ist.
Das Schaltgetriebe 19.2 und das eine sinusähnliche Abtriebsbewegung realisierende Getriebe 21 können verknüpft sein, so dass bei einer Stellhandlung jeweils für beide Getriebe 19.2, 21 gleiche Schaltstufen eingestellt werden.
Unabhängig davon ist es auch möglich, als Antrieb 19 einen Elektromotor 22 vorzusehen und dem Saugkopf 4 als Antrieb 20 einen Elektromotor 23 zuzuordnen. In an sich bekannter Weise werden die Motoren 22, 23 und damit die Transportbänder 13 und der Saugkopf 4 über eine Rechner- und Steuereinheit 24 taktsynchron mit der bogenverarbeitenden Maschine angetrieben, indem der Rechner- und Steuereinheit 24 Synchronisiersignale der bogenverarbeitenden Maschine zugeleitet werden, wobei ein solcher Staffelabstand realisiert wird, dass n Bogen 7 auf dem Bändertisch 2 liegen und die Übergabebedingungen optimiert sind. Durch die Rechner- und Steuereinheit 24 wird weiterhin auf ebenfalls bekannte Weise ein sinusförmiger Antrieb der Transportbänder 13 realisiert. Über ein Eingabegerät 25 kann außerdem, um den Staffelabstand 1 verändern zu können, z.B. ein Übersetzungsverhältnis n +1 oder n - 1 aktiviert werden, wodurch n + 1 Bogen 7 oder n - 1 Bogen 7 auf dem Bändertisch 2 vorgesehen werden. Der Regel- und Steuereinrichtung 24 ist weiterhin ein Speicher 26 zugeordnet, indem Geschwindigkeitsverläufe abgelegt sind, denen der Motor 23 des Saugkopfes 4 folgt und damit die Transportsauger 6 so antreibt, dass bei einer Änderung des Staffelabstandes 1 optimale Übergabebedingungen bei der Übergabe der Bogen 7 von den Transportsaugern 6 an die Transportbänder 13 gegeben sind.
- 1
- Bogenanleger
- 2
- Bändertisch
- 3
- Vordermarke
- 4
- Saugkopf
- 5
- Trennsauger
- 6
- Transportsauger
- 7
- Bogen
- 8
- Bogenstapel
- 9
- Tischblech
- 10
- Bogenförderrichtung
- 11
- Bänderwalze
- 12
- Bänderwalze
- 13
- Transportband
- 14
- Umlenkrolle
- 15
- Spannrolle
- 16
- Schwinganlage
- 17
- Anlegtrommel
- 18
- Taktwalze
- 19
- Antrieb
- 19.1
- Übertragungsgetriebe
- 19.2
- Schaltgetriebe
- 20
- Antrieb
- 21
- Getriebe
- 22
- erster Elektromotor
- 23
- zweiter Elektromotor
- 24
- Rechner- und Steuereinheit
- 25
- Eingabegerät
- 26
- Speicher
- I
- Schaltstellung
- II
- Schaltstellung
- III
- Schaltstellung
- n
- Anzahl von Bogen 7 auf dem Bändertisch 2
- SB
- Weg der Transportbänder 13
- ST
- Weg der Transportsauger 6
- VB
- Geschwindigkeit der Transportbänder 13
- VT
- Geschwindigkeit der Transportsauger 6
- VA
- Überlagerungsgeschwindigkeit
- WA
- Drehzahl des Antriebes 20
- Ü
- Übergabepunkt
- 1
- Staffelabstand
Claims (6)
- Einrichtung zum Zuführen von Bogen mit an einem Saugkopf zum taktweisen Vereinzeln der Bogen von einem Stapel angeordneten Trennsaugern, mit Transportsaugern zum Transportieren der Bogen in Bogenförderrichtung zu einem Bändertisch, der Transportbänder aufweist, durch die die Bogen schuppenförmig transportiert und nachfolgend einer bogenverarbeitenden Maschine zugeführt werden, mit einem Antrieb für den Saugkopf sowie einen Antrieb für die Transportbänder, der zur Beeinflussung der Geschwindigkeit der Transportbänder und damit des Staffelabstandes der Bogen umschaltbar ist, dadurch gekennzeichnet, dass zum Nachführen der Geschwindigkeit (VT) der Transportsauger (6) der jeweils gewählten Geschwindigkeit (VB) der Transportbänder (13) der Antrieb (20) des Saugkopfes (4) mit einer sinusähnlichen Überlagerungsgeschwindigkeit (VA) überlagerbar ist.
- Einrichtung nach Anspruch 1, dadurch gekennzeichnet, dass dem Antrieb (20) ein eine sinusähnliche Abtriebsbewegung realisierendes Getriebe (21) zugeordnet ist.
- Einrichtung nach Anspruch 1 und 2, dadurch gekennzeichnet, dass das Getriebe (21) als Räderkoppelgetriebe ausgebildet ist.
- Einrichtung nach Anspruch 1 bis 3, dadurch gekennzeichnet, dass dem Antrieb (19) der Transportbänder (13) ein Schaltgetriebe (19.2) zugeordnet ist, das mit dem Getriebe (21) in Wirkverbindung steht.
- Einrichtung nach Anspruch 1, dadurch gekennzeichnet, dass als Antrieb (19) ein erster Elektromotor (22) und als Antrieb (20) ein zweiter Elektromotor (23) vorgesehen ist, die über eine Regel- und Steuereinheit (24) taktsynchron mit der bogenverarbeitenden Maschine antreibbar sind, wobei zur Veränderung des Staffelabstandes (1) die Geschwindigkeit des Antriebes (19) mittels eines der Regel- und Steuereinheit (24) zugeordneten Eingabegerätes (25) einstellbar ausgeführt ist.
- Einrichtung nach Anspruch 1 bis 5, dadurch gekennzeichnet, dass in einem der Regel-und Steuereinheit (24) zugeordneten Speicher (26) Geschwindigkeitsverläufe abgelegt sind, mit denen ein Ansteuern des zweiten Elektromotors (23) zur Anpassung der Geschwindigkeitsverhältnisse bei der Übergabe der Bogen (7) von den Transportsaugern (6) an die Transportbänder (13) bei unterschiedlichen Staffelabständen (1) erfolgt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10052772 | 2000-10-25 | ||
| DE10052772A DE10052772A1 (de) | 2000-10-25 | 2000-10-25 | Einrichtung zum Zuführen von Bogen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1201577A2 true EP1201577A2 (de) | 2002-05-02 |
| EP1201577A3 EP1201577A3 (de) | 2004-01-28 |
| EP1201577B1 EP1201577B1 (de) | 2005-12-07 |
Family
ID=7660937
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01122532A Expired - Lifetime EP1201577B1 (de) | 2000-10-25 | 2001-09-24 | Einrichtung zum Zuführen von Bogen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1201577B1 (de) |
| DE (2) | DE10052772A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1528021A1 (de) * | 2003-11-03 | 2005-05-04 | Bobst S.A. | Bogenzuführvorrichtung einer Bogenverarbeitungsmaschine |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008013101B4 (de) * | 2007-03-23 | 2022-08-11 | Heidelberger Druckmaschinen Ag | Bogenanleger mit variabler Schuppenlänge und Bogenankunftsregelung |
| DE102008036139A1 (de) | 2008-08-02 | 2010-02-04 | Koenig & Bauer Aktiengesellschaft | Verfahren und Vorrichtung zum Zuführen von in einem Schuppenabstand angeordneten Bogen |
| DE102008036232A1 (de) | 2008-08-02 | 2010-02-04 | Koenig & Bauer Aktiengesellschaft | Verfahren zum Zuführen von in einem Schuppenabstand angeordneten Bogen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH185166A (de) * | 1937-08-25 | 1936-07-15 | Kleim & Ungerer | Bogenanleger. |
| JPS517405B2 (de) * | 1972-04-14 | 1976-03-08 | ||
| DE3544359C1 (en) * | 1985-12-14 | 1987-05-27 | Mabeg Maschb Gmbh Nachf Hense | Sheet feeding apparatus |
| DE3736841A1 (de) * | 1987-10-30 | 1989-05-11 | Heidelberger Druckmasch Ag | Bogenanleger fuer rotationsdruckmaschinen |
-
2000
- 2000-10-25 DE DE10052772A patent/DE10052772A1/de not_active Withdrawn
-
2001
- 2001-09-24 DE DE50108295T patent/DE50108295D1/de not_active Expired - Lifetime
- 2001-09-24 EP EP01122532A patent/EP1201577B1/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1528021A1 (de) * | 2003-11-03 | 2005-05-04 | Bobst S.A. | Bogenzuführvorrichtung einer Bogenverarbeitungsmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1201577B1 (de) | 2005-12-07 |
| DE10052772A1 (de) | 2002-05-08 |
| EP1201577A3 (de) | 2004-01-28 |
| DE50108295D1 (de) | 2006-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0454011B1 (de) | Vorrichtung zum Fördern eines insbesondere geschuppten Stroms von Bogen | |
| DE19955819A1 (de) | Vorrichtung zum Verlangsamen und Führen eines Bogens, und Verfahren hierfür | |
| DE69715655T2 (de) | Blattzufuhrapparat | |
| EP2055657B1 (de) | Verfahren zum Steuern der Zufuhr von Bogen zu einer Bogendruckmaschine | |
| EP0922657B1 (de) | Bogentrenner | |
| EP2444344A1 (de) | Bogenfalzmaschine und Verfahren zum Betreiben einer Falzmaschine | |
| US5433430A (en) | Device including a first and an adjustable second conveying member for conveying and separating folding printer products | |
| EP3533609A1 (de) | Vorrichtung und verfahren zur weiterverarbeitung sequenziell bedruckter druckbogen | |
| EP1201577B1 (de) | Einrichtung zum Zuführen von Bogen | |
| DE19935186C1 (de) | Verfahren und Vorrichtung zum geschuppten Anordnen von zumindest zwei Blättern | |
| DE102020107836B4 (de) | Bogenverarbeitende Maschine mit einem Bogentrenner | |
| EP0922659B1 (de) | Verfahren und Vorrichtung zum Zuführen von Bogen | |
| DE3114102A1 (de) | Verfahren und vorrichtung zum zufuehren von boegen au papier, pappe o.dgl. | |
| DE2720599C2 (de) | Bogenzufuhreinrichtung für eine Rotations-Druckmaschine mit einer Seitenziehvorrichtung | |
| EP0499691A1 (de) | Verfahren zur Verarbeitung von in einem Schuppenstrom ununterbrochen zugeführten Druckprodukten sowie Vorrichtung zur Ausübung des Verfahrens | |
| DE19755519C2 (de) | Vorrichtung zum Zuführen von Bogen | |
| DE202004007808U1 (de) | Einrichtung zum Überführen von Buchblocks oder Büchern zur taktweisen Verarbeitung | |
| DE10022585B4 (de) | Einrichtung zum drehwinkelgerechten Zuschalten oder Trennen eines Bogenanlegers | |
| EP0922658B1 (de) | Bogentrenner | |
| EP2746204B1 (de) | Vorrichtung und Verfahren zum Drehen von flachen Gütern | |
| EP1055625B1 (de) | Vorrichtung und Verfahren zum Umlenken von Bedruckstoffbogen | |
| EP1219556B1 (de) | Verfahren und Einrichtung zur Herstellung eines Druckerzeugnisses mit Druckwerk, Schneidwerk und Stapeleinheit | |
| EP2128063A2 (de) | Fördereinrichtung für Bogenlagen und Verfahren zum Bilden und Fördern eines Schuppenstroms aus Bogenlagen | |
| EP0275040B1 (de) | Vorrichtung zum Zuführen von Bogen | |
| DE10248687A1 (de) | Verfahren und Vorrichtung zum Zuführen von Bogen zu einer drucktechnischen Maschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20031215 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB |
|
| 17Q | First examination report despatched |
Effective date: 20041029 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50108295 Country of ref document: DE Date of ref document: 20060112 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060314 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060908 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50108295 Country of ref document: DE Owner name: KOENIG & BAUER AG, DE Free format text: FORMER OWNER: KOENIG & BAUER AKTIENGESELLSCHAFT, 97080 WUERZBURG, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150924 Year of fee payment: 15 Ref country code: DE Payment date: 20150925 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150924 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50108295 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160924 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160924 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170401 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 |