EP1433025B1 - Verbundplatteneinheit - Google Patents
Verbundplatteneinheit Download PDFInfo
- Publication number
- EP1433025B1 EP1433025B1 EP02774145A EP02774145A EP1433025B1 EP 1433025 B1 EP1433025 B1 EP 1433025B1 EP 02774145 A EP02774145 A EP 02774145A EP 02774145 A EP02774145 A EP 02774145A EP 1433025 B1 EP1433025 B1 EP 1433025B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- image layer
- panel unit
- laminated panel
- layer
- intermediate adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03C—PHOTOSENSITIVE MATERIALS FOR PHOTOGRAPHIC PURPOSES; PHOTOGRAPHIC PROCESSES, e.g. CINE, X-RAY, COLOUR, STEREO-PHOTOGRAPHIC PROCESSES; AUXILIARY PROCESSES IN PHOTOGRAPHY
- G03C11/00—Auxiliary processes in photography
- G03C11/14—Pasting; Mounting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
- Y10T428/24736—Ornamental design or indicia
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
- Y10T428/24959—Thickness [relative or absolute] of adhesive layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31627—Next to aldehyde or ketone condensation product
- Y10T428/3163—Next to acetal of polymerized unsaturated alcohol [e.g., formal butyral, etc.]
Definitions
- the invention relates to a composite panel unit with at least one image layer between at least two transparent or translucent glass plates, wherein an adhesive intermediate layer is provided on both sides for surface bonding of the image layer with adjacent plates, as well as a method for producing the erfindungsgeffleBen composite plate unit.
- the image layer can have any desired optical image, including, in particular, lettering.
- Such a composite panel unit is already known from EP 375 187 A1, in which case a hologram is glued as an image layer on both sides by means of polyvinyl-butyl-aldehyde layers.
- a composite panel unit in which an image, in particular a photograph, is arranged between a transparent protective layer made of a rigid plastic material and a supporting layer made of a yielding plastic material, the photograph being provided with a polysiloxane-based adhesive between the protective layer and the support layer is glued surface.
- GB 732 046 A discloses a composite panel unit in which a photograph or the like is taken between a transparent panel and a base panel, the transparent panel and the base panel being bonded peripherally by means of an unsaturated acrylic-styrene copolymer adhesive to prevent entry to avoid liquid, wherein the photo is glued on both sides with the transparent plate and the base plate.
- EP 0 175 572 A describes the bonding of a photo layer with a single transparent plate made of glass or plastic material, wherein for this purpose an adhesive is provided which also after its hardening is pressure-sensitive and flexible remains so that a different extent of the image and the carrier plate is possible.
- GB 1 068 565 A a composite glass unit is described in which a photo is glued on one side with a transparent or translucent plate.
- FR 2 030 331 A there is shown a composite panel unit in which a photo layer is placed in a vacuum between two panels, at least one of the panels being transparent. This evacuated cavity is hermetically sealed to the outside environment, for which purpose the plates have marginal strips or a frame is provided between the glass plates.
- a three-layer backing cardboard in which a middle layer is provided, to which an upper paper layer and a lower paper layer adjoins.
- the paper layers are bonded to the middle layer via adhesive surfaces.
- adhesive surfaces in this case different adhesive material compositions can be used.
- a laminated glass unit is already known from US Pat. No. 5,595,794, in which the photo is glued between two glass plates for archiving photoimage material with the aid of two polyurethane adhesive layers, thereby creating a five-layered composite.
- a laminated glass unit is only suitable for archiving in the interior and this only limited, since even at relatively small temperature fluctuations, the polyurethane adhesive layers of the laminated glass unit expand when heated, and thereby the enclosed between the two glass plates photo curls, resulting in an optical gives rise to a negative, unacceptable change in the photoimage included in the composite glass unit.
- a somewhat different composite panel unit having a visible (motif) pattern is described in WO 95/00329 A1.
- a visible pattern is applied to a plastic film such as a polyvinyl butyral film by means of an epoxy resin-based ink and is dried on the polyvinyl butyral film prior to assembly of the composite unit.
- a paint layer is screen printed to make a pattern and only a single plastic film, ie, polyvinyl butyral film, is used to bond two glass or plastic sheets together.
- JP 56-45852 A discloses a process for the production of colored glass, wherein recesses are made by technical means in a resin layer into which finally the desired colors are injected.
- the aim of the present invention is now to provide a verbundplattenhim of the initially mentioned kind, which ensures optically flawless reproduction of the enclosed between the plates image layer even with temperature fluctuations -
- a composite plate unit is to be created, which in the outdoor area, such as facade glazing, windows and the like, can be used and also withstand the outside occurring, significant temperature fluctuations. It is also an object of the invention to provide a method for producing the composite panel unit according to the invention.
- the erfinduugsgemäBe composite plate unit of the type described above is characterized in that the two respectively adjoining the image layer adhesive intermediate layers have a different thermal expansion behavior, so that the image layer is stretched due to the inhomogeneous composite with temperature changes between the glass plates. With the help of the two adjacent to the image layer layers (adhesive intermediate layer, plate), which have a different thermal expansion behavior, the image layer is kept taut even when heating the composite plate unit between the two plates.
- An inhomogeneous composite is reliably ensured if the two adhesive intermediate layers consist of different materials, so that the enclosed image layer is constantly subjected to a voltage when there is a change in temperature, and thus the formation of bubbles or bubbles can be prevented.
- the unwanted wave or blistering can in particular reliably avoided if the two adhesive intermediate layers consist of materials with different thermal expansion coefficients. This ensures that the image layer of the intermediate adhesive layer and / or the plate, which has the greater coefficient of thermal expansion remains reliably stretched even when heating the composite plate unit, with respect to the intermediate adhesive layer and / or the plate with the larger coefficient of thermal expansion slightly concave Krünunung the entire composite panel unit is done.
- an inhomogeneous plate / image layer / plate composite which results in a warp of the entire composite plate unit instead of a corrugation of the image layer enclosed between the plates, it is also advantageous if the two intermediate adhesive layers have different material thickness.
- an inhomogeneous composite is created, although on both sides of the intermediate adhesive layers of the same material, are provided with the same coefficient of thermal expansion, but the plates have a different material thickness.
- At least one intermediate adhesive layer is a film, preferably an ethylene-vinyl acetate copolymer (EVA) film, polyvinyl acetate (PVA) film, polyvinyl butyral (PvB) film, or the like.
- EVA films have proven their worth in practice, since they do not require an autoclave to bond the glass plate to the image layer, unlike the known polyurethane films.
- ethylene-vinyl acetate copolymer films (EVA films) in particular films from Sekisui, Bridgestone and Takeda are preferred, with the S-LEX-EN film Sekisui the best results in terms of bond strength could be achieved.
- an adhesive intermediate layer consists of cast resin
- a reliable composite of the image layer with the adjacent glass plate is given, whereby, of course, various types of cast resin can be used.
- an adhesive intermediate layer consists of silicone adhesive.
- the outer circumference of the plates, on the narrow sides Insulating layer, preferably made of silicone, is provided.
- the image layer is transparent, translucent or opaque.
- the image layer may have a variety of substrates, wherein the carrier material in a transparent or translucent image layer usually consists of triacetate or polyester, while in opaque image layers preferably polyester films or polyethylene paper is used as a carrier material.
- the composite plate unit according to the invention can thus also be used very well as a light regulator which regulates or reduces incident light.
- the composite panel unit has an area greater than 2 m 2 , preferably greater than 4.5 m 2 , it can be advantageously used for outdoor applications such as facades, windows and the like, resulting in an attractive appearance to the viewer from the outside and at the same time the incident Light in the interior reflects the motif of the image layer similar to a slide projection.
- the glass plates are glued autoclave-free, a much more energy-saving production of the composite plate unit is achieved compared to known manufacturing processes in which the composite plate unit is bonded by means of a polyurethane film in an autoclave.
- the composite plate unit is bonded under negative pressure.
- the image layer is cleaned on both sides before bonding, preferably degreased.
- the gluing of the image layer takes place with at least one glass plate in a plastic envelope.
- the plastic sleeve is evacuated with at least one glass plate to preferably substantially 0.8 bar prior to bonding the image layer, thereby advantageously also reducing the humidity in the plastic sleeve.
- a high moisture content in the composite panel unit is particularly disadvantageous when using Ilfochromfotos, as this affects the light fastness of the photo becomes.
- the image layer is connected only to a first glass plate, preferably in a plastic envelope, and only in a second method step does a second glass plate be connected to the first glass plate after the image layer has been bonded becomes.
- an adhesive may be framed at the edge of the glass plate / image layer composite on the image side, thereby keeping the second glass plate spaced from the image layer to rest on the image layer, and the cavity thereafter with cast resin can be filled.
- a composite glass unit 1 is shown in a not yet assembled position, wherein the two glass plates 2 are visible, between which an image layer 3 by means of both sides of the image layer 3 provided intermediate adhesive layers 4, 4 'is glued.
- the image layer 3 which is preferably an Ilfochrome photo, this becomes an increase the adhesive capacity initially degreased on both sides.
- the image layer 3 is applied with the interposition of an adhesive intermediate layer 4 on the glass plate 2.
- the second glass plate 2 with the interposition of a second adhesive intermediate layer 4 'on the glass plate / image layer composite 1' applied.
- the entire not yet glued laminated glass unit is then coated with a plastic sheath or foil (not shown) and sealed airtight.
- a vacuum pump is connected to the plastic sheath and thus generates a negative pressure of about 0.83 bar.
- the entire glass plates / image layer composite is "baked" in an oven.
- the plastic shell is removed.
- the image layer 3 can also first be produced with a glass plate 2 to form a composite 1 ', as is shown in FIG. 1 with the dashed dividing line 5.
- the second glass plate 2 can be placed on the image layer side with the aid of a glue applied like a frame, and the enclosed cavity can be filled with casting resin. Only in a second method step, the second glass plate 2 is then bonded by means of the second cast resin adhesive intermediate layer 4 'with the already glued glass plates / image layer composite 1'.
- a laminated glass unit 1 After bonding, a laminated glass unit 1, as shown in Fig. 2, wherein after bonding to the narrow side 6 on the circumference of the glass plates 2, a silicone bond 7 is applied to reliably prevent moisture from the outside to the between the glass plates 2 enclosed image layer 3 can penetrate; Too high a moisture content in the laminated glass unit would, on the one hand, reduce the strength of the composite and, on the other hand, worsen the lightfastness of the image layer 3 when using an Ilfochrome photo.
- the two adhesive intermediate layers 4, 4 'shown schematically in FIGS. 3a and 3b consist of different materials, since an inhomogeneous bond is thus present; whereby unwanted wave formation of the image layer 3 between the two glass plates 2 is prevented when the laminated glass unit 1 is heated.
- an inhomogeneous glass plate / image layer / glass plate composite is in particular the different thermal expansion behavior and the different adhesiveness of the two adhesive intermediate layers 4, 4 'with the Image layer responsible.
- EVA ethylene-vinyl acetate copolymer
- PVA polyvinyl acetate
- PVB polyvinyl butyral
- a film of modified EVA has proven to be favorable, which is commercially available under the name S-LEX-EN film Sekisui.
- an intermediate adhesive layer of cast resin or silicone adhesive may also be provided, which has a material thickness of about 1 mm.
- the above-mentioned adhesive intermediate layers 4, 4 ' can be combined as desired to obtain a laminated glass unit 1 with different adhesive intermediate layers 4, 4'.
- the films 8 on both sides of the image layer 3 in different numbers of layers as adhesive intermediate layers.
- a single film 8 may be applied as an adhesive interlayer 4, while for bonding to a second glass plate 2, two films 8 for forming the adhesive interlayer 4 'are stacked.
- inkjet or laser printouts can also be used as image layer 3, it being possible in all cases for different carrier materials of image layers 3 to be used.
- image layer 3 can be used as a carrier material, for example paper, polyethylene paper or polyester films sold under the brand name Melinex.
- prints of positive on one of the abovementioned substrates are preferred because of their high lightfastness which are then developed using the silver dye bleaching process.
- the film Ilfochrom Ilford preferred here.
- prints of negatives may also be used on one of the abovementioned support materials, but these have a lower resistance to light.
- the two adhesion intermediate layers 4, 4 'provided for bonding comprise different materials, in particular with different coefficients of thermal expansion and different adhesiveness, whereby, instead of a wave formation of the image layer 3, the entire laminated glass unit 1 slightly warps when heated, but this curvature is so insignificant that it does not adversely affect the appearance of the laminated glass unit.
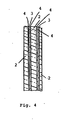
- FIG. 4 shows a section of a laminated glass unit with two image layers 3.
- adhesive intermediate layers 4, 4 ' are provided in this embodiment, each of the same material and with the same material thickness, but the glass plates 2 with, for example, 2 mm, 4 mm and 6 mm different material thicknesses, so that results in a different thermal expansion behavior on each of the two sides of the image layers 3 and thus the image layers 3, even with strongly changing ambient temperatures, as often occurs in outdoor applications, such as facade or the like, stay reliably taut without it being too undesirable Wave or blistering comes.
- the laminated glass unit can also have three or more image layers, it is only essential that the image layers remain taut even with changing ambient temperatures.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Gas-Filled Discharge Tubes (AREA)
Description
- Die Erfindung betrifft eine Verbundplatteneinheit mit zumindest einer Bildschicht zwischen mindestens zwei durchsichtigen bzw. durchscheinenden Glasplatten, wobei zur flächigen verklebung der Bildschicht mit benachbarten Platten beidseitig je eine Haft-Zwischenschicht vorgesehen ist, sowie ein Verfahren zur Herstellung der erfindungsgemäBen Verbundplatteneinheit. Die Bildschicht kann hierbei jede beliebige optische Abbildung aufweisen, worunter insbesondere auch Schriftzüge fallen.
- Aus der EP 375 187 A1 ist bereits eine derartige Verbundplatteneinheit bekannt, wobei hier ein Hologramm als Bildschicht beidseitig mittels Polyvinyl-Butyl-Aldehyd-schichten verklebt ist.
- Aus der DE 31 46 254 A1 ist ein in einem Rahmen angeordnetes Diapositiv bekannt, welches ein- oder beidseitig mit einer zweilagigen Schutzfolie abgedeckt ist. Die beiden Lagen der Schutzfolie weisen hierbei unterschiedliche Wärmeausdehnungskoeffizienten auf, um die Durchbiegung des Dias aufgrund einer Lampe eines Diaprojektors durch eine gegenläufige Durchbiegung der Schutzfolie zu kompensieren.
- Aus der NL 9 201 452 A ist eine Verbundplatteneinheit bekannt, bei der eine Abbildung, insbesondere ein Foto, zwischen einer durchsichtigen Schutzschicht aus einem steifen Kunststoffmaterial und einer Stützschicht aus einem nachgebenden Kunststoffmaterial angeordnet ist, wobei das Foto mit einem Klebstoff aus Polysiloxan-Basis zwischen der Schutzschicht und der Stützschicht flächig verklebt wird.
- In der GB 732 046 A ist eine Verbundplatteneinheit beschrieben, bei welcher ein Foto oder dgl. zwischen einer durchsichtigen Platte und einer Basisplatte aufgenommen ist, wobei die durchsichtige Platte und die Basisplatte randseitig mittels eines ungesättigten Akryl-Styrol-Copolymerklebers verklebt sind, um den Eintritt von Flüssigkeit zu vermeiden, wobei das Foto beidseitig mit der transparenten Platte sowie der Basisplatte verklebt ist.
- In der EP 0 175 572 A ist die Verklebung einer Fotoschicht mit einer einzigen durchsichtigen Platte aus Glas oder Kunststoffmaterial beschrieben, wobei hierzu ein Kleber vorgesehen ist, der auch auch nach seiner Aushärtung drucksensitiv und flexibel verbleibt, so dass eine unterschiedliche Ausdehnung der Abbildung und der Trägerplatte möglich ist.
- In der GB 1 068 565 A ist eine verbundglaseinheit beschrieben, bei welcher ein Foto einseitig mit einer durchsichtigen bzw. durchscheinenden Platte verklebt ist.
- Aus der FR 2 030 331 A ist eine Verbundplatteneinheit gezeigt, bei der zwischen zwei Platten, wobei zumindest eine der Platten durchsichtig ist, eine Fotoschicht in einem luftleeren Hohlraum angeordnet ist. Dieser luftleere Hohlraum ist zur äußeren Umgebung hermetisch abgeschlossen, wobei hierzu die Platten randseitig Leisten aufweisen oder ein Rahmen zwischen den Glasplatten vorgesehen ist.
- Aus der WO 01/10273 A ist ein dreischichtiger Unterlagekarton bekannt, bei dem eine Mittelschicht vorgesehen ist, an welche eine obere Papierschicht sowie eine untere Papierschicht anschließt. Die Papierschichten sind mit der Mittelschicht über Klebeflächen verbunden. Für die Klebeflächen können hierbei unterschiedliche Klebematerial-Zusammensetzungen verwendet werden.
- Aus der US 5 595 794 A ist bereits eine Verbundglaseinheit bekannt, bei der zur Archivierung von Fotobildmaterial mit Hilfe von zwei Polyurethan-Haftschichten das Foto zwischen zwei Glasplatten verklebt wird, wodurch ein fünfschichtiger Verbund geschaffen wird. Eine derartige Verbundglaseinheit ist jedoch lediglich zur Archivierung im Innenraum geeignet und auch dies nur beschränkt, da sich bereits bei relativ geringfügigen Temperaturschwankungen die Polyurethan-Haftschichten der Verbundglaseinheit bei Erwärmung ausdehnen, und sich hierdurch das zwischen den beiden Glasplatten eingeschlossene Foto wellt, wodurch sich eine optisch negative, unakzeptable Veränderung des in der verbundglaseinheit eingeschlossenen Fotobildmaterials ergibt.
- Eine etwas andersartige verbundplatteneinheit, welche ein sichtbares (Motiv)Muster aufweist, wird in der WO 95/00329 A1 beschrieben. Ein sichtbares Muster wird mittels einer Druckfarbe auf Epoxidharzbasis auf eine Kunststofffolie, beispielsweise eine Polyvinylbutyral-Folie, aufgebracht und wird vor dem Zusammenfügen der Verbundeinheit auf der Polyvinylbutyral-Folie getrocknet. Genauer gesagt, wird eine Farbschicht durch Siebdruck zur Herstellung eines Musters verwendet und nur eine einzige Kunststofffolie, d.h. Polyvinylbutyral-Folie, eingesetzt, um zwei Glas- oder Kunststoffscheiben miteinander zu verbinden.
- Die JP 56-45852 A zeigt ein Verfahren zur Herstellung von färbigem Glas, wobei auf technischem Weg Vertiefungen in eine Harzschicht hergestellt werden, in die schließlich die gewünschten Farben injiziert werden.
- Ziel der vorliegenden Erfindung ist es nun eine verbundplatteneinheit der eingangs angeführten Art zu schaffen, welche auch bei Temperaturschwankungen eine optisch einwandfreie wiedergabe der zwischen den Platten eingeschlossenen Bildschicht gewährleistet- Insbesondere soll hiermit auch eine Verbundplatteneinheit geschaffen werden, welche im Außenbereich, beispielsweise als Fassadenverglasung, Fenster und dergleichen, eingesetzt werden kann und auch den im Außenbereich auftretenden, erheblichen Temperaturschwankungen standhält. Ferner ist es Ziel der Erfindung, ein Verfahren zur Herstellung der erfindungsgemäßen Verbundplatteneinheit zu schaffen.
- Die erfinduugsgemäBe verbundplatteneinheit der eingangs angegebenen Art ist dadurch gekennzeichnet, dass die beiden jeweils an die Bildschicht anschließenden Haft-Zwischenschichten ein unterschiedliches Wärmeausdehnungsverhalten aufweisen, so dass die Bildschicht aufgrund des inhomogenen Verbundes bei Temperaturänderungen zwischen den Glasplatten gespannt wird. Mit Hilfe der beiden an die Bildschicht angrenzenden Schichten (Haft-Zwischenschicht, Platte), die ein unterschiedliches Wärmeausdehnungsverhalten aufweisen, wird die Bildschicht auch bei Erwärmung der Verbundplatteneinheit zwischen den beiden Platten gespannt gehalten. Somit kann eine Wellenbildung der zwischen den beiden Platten eingeschlossenen Bildschicht bzw. auch eine Blasenbildung vermieden werden, da sich aufgrund der unterschiedlichen Wärmeausdehnung auf den beiden Seiten der Bildschicht ein inhomogener Glasverbund ergibt, bei dem sich lediglich eine leichte Krümmung der gesamten Verbundplatteneinheit ergibt, welche jedoch weder die optische Erscheinung noch das Klebeverhalten der Bildschicht negativ beeinflusst.
- Ein inhomogener verbund ist zuverlässig gewährleistet, wenn die beiden Haft-Zwischenschichten aus unterschiedlichen Materialien bestehen, so dass die eingeschlossene Bildschicht bei einer Temperaturänderung ständig einer Spannung unterliegt, und somit eine Wellen- bzw. Blasenbildung verhindert werden kann.
- Die ungewünschte Wellen- bzw. Blasenbildung kann insbesondere zuverlässig vermieden werden, wenn die beiden Haft-Zwischenschichten aus Materialien mit unterschiedlichen Wärmeausdehnungskoeffizienten bestehen. Hierdurch ist gewährleistet, dass die Bildschicht von der Haft-zwischenschicht und/oder der Platte, welche den größeren Wärmeausdehnungskoeffizienten aufweist, auch bei Erwärmung der Verbundplatteneinheit zuverlässig gespannt bleibt, wobei eine bezüglich der Haft-Zwischenschicht und/oder der Platte mit dem größeren wärmeausdehnungskoeffizienten geringfügig konkave Krünunung der gesamten verbundplatteneinheit erfolgt.
- Tests haben gezeigt, dass es zur vermeidung der Wellenbildung auch günstig ist, wenn die beiden Haft-Zwischenschichten unterschiedliches Klebevermögen aufweisen, da somit die von beiden Haft-Zwischenschichten eingeschlossene Bildeinheit beidseits unterschiedlich gespannt wird.
- Zur Bildung eines inhomogenen Platte/Bildschicht/Platteverbunds, wodurch sich eine Verkrümmung der gesamten verbundplatteneinheit anstelle einer Wellung der zwischen den Platten eingeschlossenen Bildschicht ergibt, ist es auch von Vorteil, wenn die beiden Haft-Zwischenschichten unterschiedliche Materialstärke aufweisen. Beispielsweise wird auch ein inhomogener verbund geschaffen, wenn zwar beidseitig die Haft-Zwischenschichten aus dem gleichen Material, mit dem gleichen Wärmeausdehungskoeffizient vorgesehen sind, jedoch die Platten eine unterschiedliche Materialstärke aufweisen.
- Bevorzugt wird, dass zumindest eine Haft-Zwischenschicht eine Folie, vorzugsweise eine Ethylen-Vinylacetat-Copolymer (EVA)-Folie, Polyvinylacetat (PVA)-Folie, Polyvinylbutyral (PvB)-Folie oder dergleichen, ist. EVA-Folien haben sich in der Praxis bewährt, da sie im Gegensatz zu den bekannten Polyurethanfolien keine Autoklave zum Verkleben der Glasplatte mit der Bildschicht benötigen. Als Ethylen-Vinylacetat-Copolymer-Folien (EVA-Folien) werden insbesondere Folien von der Firma Sekisui, Bridgestone und Takeda bevorzugt, wobei mit der S-LEX-EN-Folie der Firma Sekisui die besten Ergebnisse hinsichtlich Verbundfestigkeit erzielt werden konnten.
- Wenn eine Haft-Zwischenschicht aus Gießharz besteht, ist ein zuverlässiger verbund der Bildschicht mit der benachbarten Glasplatte gegeben, wobei selbstverständlich verschiedenste Sorten von Gießharz zum Einsatz kommen können. Ebenso hat sich bei Tests auch bewährt, dass eine Haft-Zwischenschicht aus Silikonklebstoff besteht.
- Um zu verhindern, dass Feuchtigkeit zu der zwischen den Platten eingeschlossenen Bildschicht vordringt und somit die Festigkeit der verbundplatteneinheit nicht mehr gegeben ist bzw. eine unerwünschte Wellenbildung der Bildschicht auftritt, ist es von Vorteil, wenn am Umfang der Platten, an den Schmalseiten, eine äußere Isolierschicht, vorzugsweise aus Silikon, vorgesehen ist.
- Wenn ein Foto, Dia, Inkjet-, Laser-, Siebdruck oder dergleichen als Bildschicht vorgesehen ist, können verschiedene verbundplatteneinheiten in den verschiedensten Variationen hergestellt werden und es ergibt sich aufgrund der einfachen Vervielfältigung von Fotos, Inkjet-, Laserdrucks und dergleichen eine besonders kosteneffiziente Herstellung der Verbundplatteneinheit. Insbesondere ist es hinsichtlich einer lang anhaltenden Lichtechtheit der Verbundplatteneinheit bei der Verwendung von Fotos als Bildschicht von Vorteil, wenn ein nach dem Silberbleichverfahren (P3X-Verfahren) entwickeltes Foto vorgesehen ist. Hierbei werden bevorzugt sogenannte Ilfochromfotos der Firma Ilford, die nach dem Silberbleichverfahren hergestellt wurden, verwendet, da diese von allen bekannten Fotofilmen die höchste Lichtbeständigkeit aufweisen. Derartige Fotos bringen auch den Vorteil mit sich, dass sie als Trägermaterial Polyester aufweisen, und demzufolge mit den beiden benachbarten (Glas-) Platten einen äußerst widerstandsfähigen verbund annähernd in der Art von Panzerglas bilden. Ebenso wird durch die Bildschicht die akustische Isolierung der (Glas-)Platten erhöht, wodurch sie sich besonders zur Verwendung als Trennwände eignen.
- Um unterschiedliche optische Effekte mit der Verbundplatteneinheit erzielen zu können, ist es günstig, wenn die Bildschicht transparent, transluzid oder opak ist. Hiebei kann die Bildschicht verschiedenste Trägermaterialien aufweisen, wobei das Trägermaterial bei einer durchsichtigen beziehungsweise transluziden Bildschicht zumeist aus Triacetat oder Polyester besteht, während bei opaken Bildschichten bevorzugt Polyester-Folien oder Polyethylen-Papier als Trägermaterial verwendet wird. Die erfindungsgemäße verbundplatteneinheit kann somit auch sehr gut als Lichtregulator eingesetzt werden, der einfallendes Licht reguliert bzw. reduziert.
- wenn die Verbundplatteneinheit eine Fläche größer 2 m2, vorzugsweise größer 4,5 m2, aufweist, kann sie vorteilhafterweise für Außenanwendungen wie Fassaden, Fenster und dergleichen verwendet werden, wobei sich hierbei für den Betrachter von außen ein attraktives Erscheinungsbild ergibt und zugleich das einfallende Licht im Innenraum das Motiv der Bildschicht ähnlich einer Diaprojektion wiedergibt.
- Das Verfahren zur Herstellung einer Verbundplatteneinheit nach einem der Ansprüche 1 bis 13 ist dadurch gekennzeichnet, dass die Hildschicht beidseitig unter Verwendung von Haft-Zwischenschichten mit den Glasplatten flächig verbunden wird, wobei die Haft-Zwischenschichten ein unterschiedliches Wärmeausdehnungsverhalten aufweisen. Durch dieses Herstellungsverfahren, bei dem auf den beiden Seiten der Bildschicht Haft-Zwischenschichten mit unterschiedlichem vaärmeausdehnungsverhalten eingesetzt werden, können Verbundplattenelnheiten erzeugt werden, bei denen die Bildschicht auch bei Temperaturänderungen keine Wellen bzw. Blasen bilden, so dass sie insbesondere auch in Außenanwendungen eingesetzt werden können.
- Wenn die Glasplatten Autoklav-frei verklebt werden, wird eine gegenüber bekannten Herstellungsverfahren, bei denen die Verbundplatteneinheit mit Hilfe einer Polyurethanfolie in einem Autoklav verklebt wird, wesentlich energiesparendere Herstellung der verbundplatteneinheit erlangt.
- Für einen zuverlässigen verbund der Bildschicht mit den Platten ist es von Vorteil, wenn die Verbundplatteneinheit bei Unterdruck verklebt wird. Zur Erhöhung der Haftneigung der Bildschicht ist es von Vorteil, wenn die Bildschicht vor der Verklebung beidseitig gereinigt, vorzugsweise entfettet wird.
- Für eine einfache und kostengünstige Herstellung sowie zum einfachen Aufbringen eines Unterdrucks für die Verklebung ist es günstig, wenn das Verkleben der Bildschicht mit zumindest einer Glasplatte in einer Kunststoffhülle erfolgt. Hierbei ist es insbesondere günstig, wenn die Kunststoffhülle vor dem Verkleben der Bildschicht mit zumindest einer Glasplatte auf vorzugsweise im Wesentlichen 0,8 bar evakuiert wird, wodurch vorteilhafterweise auch die Luftfeuchtigkeit in der Kunststoffhülle reduziert wird. Ein hoher Feuchtigkeitsanteil in der Verbundplatteneinheit ist insbesondere bei der Verwendung von Ilfochromfotos nachteilig, da hierdurch die Lichtechtheit des Fotos beeinträchtigt wird.
- Wenn als Haft-Zwischenschicht Gießharz verwendet wird, ist es von Vorteil, wenn zunächst die Bildschicht lediglich mit einer ersten Glasplatte, vorzugsweise in einer Kunststoffhülle, verbunden wird und erst in einem zweiten Verfahrensschritt eine zweite Glasplatte nach dem Verbinden der Bildschicht mit der ersten Glasplatte verbunden wird. Somit kann nach dem ersten Verfahrensschritt ein Klebstoff rahmenartig am Rand des Glasplatte/Bildschicht-Verbunds auf der Bildschieht-Seite aufgebracht werden, wodurch die zweite Glasplatte bei Auflage auf der Bildschicht unter Bildung eines Hohlraums von dieser beabstandet gehalten wird, und der Hohlraum danach mit Gießharz gefüllt werden kann.
- Bei der beidseitigen Verwendung von Folien als Haft-Zwischenschichten ist es hinsichtlich einer effizienten, zeitsparenden Herstellung der Verbundplatteneinheit günstig, wenn die Bildschicht gleichzeitig mit beiden Glasplatten verbunden wird.
- Die Erfindung wird nachstehend anhand von in der Zeichnung dargestellten bevorzugten Ausführungsbeispielen, auf die sie jedoch nicht beschränkt sein soll, noch weiter erläutert. Im Einzelnen zeigen in der Zeichnung:
- Fig. 1 eine Ansicht der Verbundglaseinheit in einer auseinandergezogenen noch nicht zusammengefügten Stellung;
- Fig. 2 eine Ansicht der Verbundglaseinheit in einer zusammengefügten Stellung;
- Fig. 3A einen Teilbereich des Schnitts gemäß der Linie III-III in Fig. 2;
- Fig. 3B ebenfalls einen Teilbereich gemäß dem Schnitt III-III in Fig. 2, jedoch mit einer unterschiedlichen Haft-Zwischenschicht; und
- Fig. 4 einen Schnitt einer Verbundglaseinheit mit zwei Bildschichten.
- In Fig. 1 ist eine verbundglaseinheit 1 in einer noch nicht zusammengefügten Stellung gezeigt, wobei die beiden Glasplatten 2 ersichtlich sind, zwischen welchen eine Bildschicht 3 mittels beidseitig der Bildschicht 3 vorgesehenen Haft-Zwischenschichten 4, 4' verklebt wird.
- Vor dem Verkleben der Bildschicht 3, wobei es sich hierbei bevorzugt um ein Ilfochrom-Foto handelt, wird diese zur Erhöhung des Klebevermögens zunächst beidseitig entfettet.
- Sodann wird die Bildschicht 3 unter Zwischenlage einer Haft-Zwischenschicht 4 auf der Glasplatte 2 aufgebracht. Danach wird die zweite Glasplatte 2 unter Zwischenlage einer zweiten Haft-Zwischenschicht 4' auf den Glasplatte/Bildschicht-Verbund 1' aufgebracht. Die gesamte noch nicht verklebte Verbundglaseinheit wird sodann mit einer Kunststoffhülle bzw. -folie (nicht gezeigt) ummantelt und luftdicht abgeschlossen. Darauf folgend wird eine Vakuumpumpe an die Kunststoffhülle angeschlossen und somit ein Unterdruck von ca. 0,83 bar erzeugt. Zum Verkleben der Bildschicht 3 mit den Haft-Zwischenschichten 4, 4' beziehungsweise zur verklebung dieser mit den Glasplatten 2 wird der gesamte Glasplatten/Bildschicht-Verbund in einem Ofen "verbacken".
- Nach Ende des Verklebevorgangs und Abkühlung der Verbundglaseinheit wird die Kunststoffhülle entfernt.
- Alternativ zu der gleichzeitigen Verklebung einer Glasplatte/Bildschicht/Glasplatte-Einheit kann auch zunächst die Bildschicht 3 lediglich mit einer Glasplatte 2 zu einem Verbund 1', wie dieser in Fig. 1 mit der strichlierten Trennlinie 5 skizziert ist, hergestellt werden. Nach der Verklebung der Bildschicht 3 mit einer einzigen Glasplatte 2 kann mit Hilfe eines rahmenartig aufgebrachten Klebstoffes die zweite Glasplatte 2 beabstandet auf der Bildschicht-Seite aufgesetzt und der eingeschlossene Hohlraum mit Gießharz gefüllt werden. Erst in einem zweiten Verfahrensschritt wird sodann die zweite Glasplatte 2 mit Hilfe der zweiten Gießharz-Haft-Zwischenschicht 4' mit dem bereits verklebten Glasplatten/Bildschicht-Verbund 1' verklebt.
- Nach der Verklebung entsteht eine Verbundglaseinheit 1, wie diese in Fig. 2 gezeigt ist, wobei nach der Verklebung an der Schmalseite 6 am Umfang der Glasplatten 2 eine Silikonverklebung 7 aufgebracht wird, um zuverlässig zu verhindern, dass von außen Feuchtigkeit zu der zwischen den Glasplatten 2 eingeschlossenen Bildschicht 3 eindringen kann; ein zu hoher Feuchtigkeitsanteil in der Verbundglaseinheit würde einerseits die Festigkeit des Verbundes verringern und zudem bei Verwendung eines IlfochromFotos die Lichtechtheit der Bildschicht 3 verschlechtern.
- Wesentlich hierbei ist, dass die beiden in Fig. 3a und 3b schematisch gezeigten Haft-Zwischenschichten 4, 4' aus unterschiedlichen Materialien bestehen, da somit ein inhomogener Verbund gegeben ist; wodurch bei Erwärmung der Verbundglaseinheit 1 eine ungewollte Wellenbildung der Bildschicht 3 zwischen den beiden Glasplatten 2 verhindert wird. Für einen inhomogenen Glasplatte/Bildschicht/Glasplatte-Verbund ist insbesondere das unterschiedliche Wärmeausdehnungsverhalten sowie das unterschiedliche Klebevermögen der beiden Haft-Zwischenschichten 4, 4' mit der Bildschicht verantwortlich.
- Für eine zuverlässige Verklebung, welche gleichzeitig die Lichtechtheit der Verbundglaseinheit nicht negativ beeinträchtigt, werden insbesondere Folien mit einer Materialstärke von ca. 0,25-0,4 mm aus Ethylen-Vinylacetat-Copolymer (EVA), Polyvinylacetat (PVA) sowie Polyvinylbutyral (PVB) verwendet, da diese auch zu einer Verklebung ohne Autoklav geeignet sind. Hieraus ergibt sich wiederum der Vorteil einer wesentlich Energie-effizienteren Herstellung der Verbundglaseinheit im Vergleich zur Verklebung der Schichten in einem Autoklav.
- Bei Tests hat sich insbesondere eine Folie aus modifiziertem EVA als günstig herausgestellt, welche im Handel unter der Bezeichnung S-LEX-EN-Folie der Firma Sekisui erhältlich ist. Anstelle der Kunststofffolien kann jedoch ebenfalls eine Haft-Zwischenschicht aus Gießharz oder Silikonklebstoff vorgesehen sein, welche eine Materialstärke von ca. 1 mm aufweist.
- Die vorstehend genannten Haft-Zwischenschichten 4, 4' können hierbei zum Erhalt einer Verbundglaseinheit 1 mit unterschiedlichen Haft-Zwischenschichten 4, 4' beliebig kombiniert werden.
- Insbesondere ist es für einen inhomogenen Verbund auch günstig, als Haft-Zwischenschichten die Folien 8 auf beiden Seiten der Bildschicht 3 in unterschiedlicher Lagenzahl vorzusehen. Beispielsweise kann, wie in Fig. 3b gezeigt, auf einer Seite lediglich eine einzige Folie 8 als Haft-Zwischenschicht 4 angebracht werden, während zur Verbindung mit einer zweiten Glasplatte 2 zwei Folien 8 zur Bildung der Haft-Zwischenschicht 4' übereinander angeordnet sind.
- Als Bildschicht 3 können neben Fotos auch Inkjet- oder Laserausdrucke verwendet werden, wobei in allen Fällen unterschiedliche Trägermaterialien der Bildschichten 3 verwendet werden können. Zur Herstellung einer durchsichtigen bzw. transluziden Verbundglaseinheit 1 wird Triacetat oder Polyester als Trägermaterial bevorzugt. Hingegen zur Herstellung von opaken Verbundglaseinheiten kann die Bildschicht 3 als Trägermaterial, beispielsweise Papier, Polyethylenpapier oder auch Polyesterfolien, die unter dem Markennamen Melinex vertrieben werden, verwendet werden.
- Bei der Verwendung von Fotos als Bildschicht 3 werden aufgrund ihrer hohen Lichtbeständigkeit bevorzugt Abzüge von Positiven auf einem der vorstehend genannten Trägermaterialien verwendet, wobei diese danach mit Hilfe des Silberfarbbleichverfahrens entwickelt werden. Insbesondere wird hierbei der Film Ilfochrom der Firma Ilford bevorzugt. Andererseits können jedoch auch Abzüge von Negativen auf einen der vorstehend genannten Trägermaterialien verwendet werden, wobei diese jedoch eine geringere Lichtbeständigkeit aufweisen.
- Zur Vermeidung der Wellenbildung der zwischen den Glasplatten 2 verklebten Bildschicht 3 ist jedoch lediglich wesentlich, dass die beiden zur Verklebung vorgesehenen Haft-Zwischenschichten 4, 4' aus unterschiedlichen Materialien, insbesondere mit unterschiedlichen Wärmeausdehnungskoeffizienten und unterschiedlichen Klebevermögen, aufweisen, wodurch anstelle einer Wellenbildung der Bildschicht 3 die gesamte Verbundglaseinheit 1 bei Erwärmung leicht verkrümmt, wobei diese Krümmung jedoch so unerheblich ist, dass sie die Optik der Verbundglaseinheit nicht negativ beeinträchtigt.
- In Fig. 4 ist ein Schnitt einer Verbundglaseinheit mit zwei Bildschichten 3 ersichtlich. Zur Erzielung eines inhomogenen verbundes, sind bei diesem Ausführungsbeispiel zwar Haft-zwischenschichten 4, 4' jeweils aus dem gleichen Material und mit der gleichen Materialstärke vorgesehen, jedoch weisen die Glasplatten 2 mit beispielsweise 2 mm, 4 mm und 6 mm unterschiedliche Materialstärken auf, so dass sich ein unterschiedliches Wärmeausdehnungsverhalten auf jeweils den beiden Seiten der Bildschichten 3 ergibt und somit die Bildschichten 3 auch bei sich stark ändernden Umgebungstemperaturen, wie dies häufig bei der Außenanwendung, beispielsweise als Fassade oder dergleichen, auftritt, zuverlässig gespannt bleiben, ohne dass es zu ungewünschten Wellen- oder Blasenbildungen kommt.
- Selbstverständlich kann die Verbundglaseinheit auch drei oder mehr Bildschichten aufweisen, wesentlich ist lediglich, dass die Bildschichten auch bei sich ändernden Umgebungstemperaturen gespannt bleiben.
Claims (21)
- Verbundplatteneinheit (1) mit zumindest einer Bildschicht (3) zwischen mindestens zwei durchsichtigen bzw. durchscheinenden Glasplatten (2), wobei zur flächigen Verklebung der Bildschicht (3) mit benachbarten Platten (2) beidseitig je eine Haft-Zwischenschicht (4, 4') vorgesehen ist, dadurch gekennzeichnet, dass die beiden jeweils an die Bildschicht (3) anschließenden Haft-Zwischenschichten (4, 4') ein unterschiedliches Wärmeausdehnungsverhalten aufweisen, so dass die Bildschicht (3) aufgrund des inhomogenen Verbundes bei Temperaturänderungen zwischen den Glasplatten gespannt wird.
- Verbundplatteneinheit nach Anspruch 1, dadurch gekennzeichnet, dass die beiden Haft-Zwischenschichten (4, 4') aus unterschiedlichen Materialien bestehen.
- Verbundplatteneinheit nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die beiden Haft-Zwischenschichten (4, 4') aus Materialien mit unterschiedlichen Wärmeausdehnungskoeffizienten bestehen.
- Verbundplatteneinheit nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die beiden Haft-Zwischenschichten (4, 4') unterschiedliches Klebevermögen aufweisen.
- Verbundplatteneinheit nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die beiden Haft-Zwischenschichten (4, 4') unterschiedliche Materialstärken aufweisen.
- Verbundplatteneinheit nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass zumindest eine Haft-Zwischenschicht (4, 4') eine Folie, vorzugsweise eine Ethylen-Vinylacetat-Copolymer (EVA) -Folie, Polyvinylacetat(PVA)-Folie, Polyvinylbutyral (PVB)-Folie oder dergleichen, ist.
- Verbundplatteneinheit nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass eine Haft-Zwischenschicht (4, 4') aus Gießharz besteht.
- Verbundplatteneinheit nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass eine Haft-Zwischenschicht (4, 4') aus Silikonklebstoff besteht.
- Verbundplatteneinheit nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass am Umfang der Platten (2), an den Schmalseiten (6), eine äußere Isolierschicht (7), vorzugsweise aus silikon, vorgesehen ist.
- Verbundplatteneinheit nach einem der Ansprüche 1 bis 9 , dadurch gekennzeichnet, dass als Bildschicht (3) ein Foto, Dia, Inkjet-, Laser, Siebdruck oder dergleichen, vorgesehen ist.
- Verbundplatteneinheit nach Anspruch 10, dadurch gekennzeichnet dass ein nach dem Silberbleichverfahren entwickeltes Foto vorgesehen ist.
- Verbundplatteneinheit nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Bildschicht (3) transparent, transluzid oder opak ist.
- Verbuneplatteneinheit nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass die verbundplatteneinheit eine Fläche größer 2 m2, vorzugsweise größer 4,5 m2, aufweist.
- Verfahren zur Herstellung einer Verbundplatteneinheit (1) nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass die Bildschicht (3) beidseitig unter Verwendung von Haft-Zwischenschichten (4, 4') mit den Glasplatten (2) flächig verbunden wird, wobei die Haft-Zwischenschichten (4, 4') ein unterschiedliches Wärmeausdehnungsverhalten aufweisen.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass die Glasplatten (2) Autoklav-frei verklebt werden.
- Verfahren nach Anspruch 14 oder 15, dadurch gekennzeichnet, dass die Verbundplatteneinheit (1) bei Unterdruck verklebt wird.
- Verfahren nach einem der Ansprüche 14 bis 16, dadurch gekennzeichnet, dass die Bildschicht (3) vor der Verklebung beidseitig gereinigt, vorzugsweise entfettet wird.
- Verfahren nach einem der Ansprüche 14 bis 17, dadurch gekennzeichnet, dass das Verkleben der Bildschicht (3) mit zumindest einer Glasplatte (2) in einer Kunststoffhülle erfolgt.
- Verfahren nach einem der Ansprüche 14 bis 18, dadurch gekennzeichnet, dass die Kunststoffhülle vor dem Verkleben der Bildschicht (3) mit zumindest einer Glasplatte (2), auf vorzugsweise im Wesentlichen 0,8 bar, evakuiert wird.
- Verfahren nach einem der Ansprüche 14 bis 19, dadurch gekennzeichnet, dass eine zweite Glasplatte (2) nach dem Verbinden der Bildschicht (3) mit der ersten Glasplatte (2) verbunden wird.
- Verfahren nach einem der Ansprüche 14 bis 19, dadurch gekennzeichnet, dass die Bildschicht (3) gleichzeitig mit beiden Glasplatten (2) verbunden wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT02774145T ATE331977T1 (de) | 2001-09-21 | 2002-09-20 | Verbundplatteneinheit |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0150601A AT410790B (de) | 2001-09-21 | 2001-09-21 | Verbundglaseinheit |
| AT15062001 | 2001-09-21 | ||
| PCT/AT2002/000273 WO2003025671A1 (de) | 2001-09-21 | 2002-09-20 | Verbundplatteneinheit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1433025A1 EP1433025A1 (de) | 2004-06-30 |
| EP1433025B1 true EP1433025B1 (de) | 2006-06-28 |
Family
ID=3688294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02774145A Expired - Lifetime EP1433025B1 (de) | 2001-09-21 | 2002-09-20 | Verbundplatteneinheit |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7255913B2 (de) |
| EP (1) | EP1433025B1 (de) |
| JP (1) | JP2005502512A (de) |
| CN (1) | CN1308772C (de) |
| AT (2) | AT410790B (de) |
| DE (1) | DE50207398D1 (de) |
| ES (1) | ES2268097T3 (de) |
| WO (1) | WO2003025671A1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060234016A1 (en) * | 2005-02-24 | 2006-10-19 | Neill John M | Customizable ceiling or wall panels and method of construction |
| EP2803648B1 (de) | 2012-01-13 | 2018-08-22 | Sekisui Chemical Co., Ltd. | Zwischenfolie für verbundglas und verbundglas |
| KR101386931B1 (ko) * | 2012-09-14 | 2014-04-21 | 한화엘앤씨 주식회사 | 가전제품용 인테리어 접합유리 |
| MY187287A (en) * | 2015-12-16 | 2021-09-19 | Eng Kah Entpr Sdn Bhd | Laser printed photo on glass article method thereof |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB732046A (en) * | 1951-10-13 | 1955-06-15 | Robert Richard Hoare | Improvements in the mounting of pietures, photographs, designs, letterpress and the like |
| GB1068565A (en) * | 1964-04-28 | 1967-05-10 | Fabrika Fotorabot | Method of producing a decorative print,and decorative prints produced by the same |
| DE2004589A1 (de) * | 1969-02-06 | 1971-04-15 | Sovilla Brulhart, Heinz, Renens (Schweiz) | Tragerrahmen fur fotografischen Abzug oder Druckabzug und Verfahren zu dessen Her stellung |
| US3912542A (en) * | 1972-06-30 | 1975-10-14 | Nippon Sheet Glass Co Ltd | Method of producing laminated sheet-like material |
| JPS5645852A (en) * | 1979-09-21 | 1981-04-25 | Masayoshi Saito | Manufacture of stained glass |
| EP0175572A3 (de) * | 1984-09-21 | 1988-03-23 | Oberview Pty. Ltd. | Montierverfahren |
| GB8829643D0 (en) * | 1988-12-20 | 1989-02-15 | Ciba Geigy Ag | Laminated holograms |
| NL9201452A (nl) * | 1992-08-13 | 1994-03-01 | Jozef Carolus Veerman | Weergeefsamenstel. |
| FR2706446B1 (fr) * | 1993-06-18 | 1995-08-25 | Saint Gobain Vitrage Int | Vitrage feuilleté comportant un motif apparent. |
| US5595794A (en) * | 1995-05-11 | 1997-01-21 | Cesar; Claudio | Archival photoprint laminate |
| EP0845707A1 (de) * | 1996-11-27 | 1998-06-03 | Claudio Cesar | Verbundstoffe zur Bildaufnahmeplattenspeicherung |
| EP1207771A4 (de) | 1999-08-09 | 2004-10-13 | Nielsen & Bainbridge Llc | Konservierende einrahmungsschicht |
| US6824868B2 (en) * | 2002-04-30 | 2004-11-30 | Solutia, Inc. | Digital color-design composite for use in laminated glass |
-
2001
- 2001-09-21 AT AT0150601A patent/AT410790B/de not_active IP Right Cessation
-
2002
- 2002-09-20 EP EP02774145A patent/EP1433025B1/de not_active Expired - Lifetime
- 2002-09-20 JP JP2003529240A patent/JP2005502512A/ja active Pending
- 2002-09-20 ES ES02774145T patent/ES2268097T3/es not_active Expired - Lifetime
- 2002-09-20 CN CNB02821580XA patent/CN1308772C/zh not_active Expired - Fee Related
- 2002-09-20 AT AT02774145T patent/ATE331977T1/de not_active IP Right Cessation
- 2002-09-20 WO PCT/AT2002/000273 patent/WO2003025671A1/de not_active Ceased
- 2002-09-20 US US10/489,699 patent/US7255913B2/en not_active Expired - Fee Related
- 2002-09-20 DE DE50207398T patent/DE50207398D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US20040253554A1 (en) | 2004-12-16 |
| JP2005502512A (ja) | 2005-01-27 |
| WO2003025671A1 (de) | 2003-03-27 |
| US7255913B2 (en) | 2007-08-14 |
| DE50207398D1 (de) | 2006-08-10 |
| AT410790B (de) | 2003-07-25 |
| ATE331977T1 (de) | 2006-07-15 |
| ATA15062001A (de) | 2002-12-15 |
| ES2268097T3 (es) | 2007-03-16 |
| EP1433025A1 (de) | 2004-06-30 |
| CN1308772C (zh) | 2007-04-04 |
| CN1578929A (zh) | 2005-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0975463B1 (de) | Verfahren zur herstellung einer gebogenen verbundsicherheitsglasscheibe | |
| DE69824252T2 (de) | Dekorativer Mehrschichtwerkstoff auf Basis von Polyvinylidenfluorid | |
| DE3851997T2 (de) | Verfahren zur Pressbindung von laminierten Schichtstoffen. | |
| DE69632824T2 (de) | Verbesserte laminatstrukturen und deren herstellungsverfahren | |
| DE60004900T2 (de) | Verbundglasscheibe | |
| DE3219887A1 (de) | Verfahren zum herstellen eines lamellierten glasfensters | |
| DE60110548T2 (de) | Verbundglasscheiben | |
| EP0281586B1 (de) | Dekorative schichtpressstoffplatte und verfahren zu deren herstellung | |
| DE1772535B2 (de) | Lichtpolarisator und herstellungsverfahren hierfuer | |
| US5449426A (en) | Process for producing laminated ornamental glass | |
| DE3011944A1 (de) | Verfahren zur herstellung eines dekorativen schalldaemmprodukts, insbesondere einer schalldaemmplatte | |
| EP0877664A1 (de) | Verfahren zur herstellung einer von verwerfungsbedingten optischen störungen freien verbundsicherheitsglasscheibe, verwendung einer besonderen trägerfolie für die herstellung der verbundsicherheitsglasscheibe sowie für das verfahren bzw. die verwendung besonders geeignete trägerfolien | |
| EP3672800B1 (de) | Verbundglas, verbundsicherheitsglas und verfahren zur herstellung eines solchen | |
| DE112020001086T5 (de) | Laminiertes glas | |
| DE3726033C2 (de) | Verfahren und Vorrichtung zum Biegen thermoplastischer Scheiben und zur Herstellung laminierter lichtdurchlassender Tafeln | |
| EP2323843B1 (de) | Flächenstück | |
| EP1433025B1 (de) | Verbundplatteneinheit | |
| DE1704624C3 (de) | Verfahren zur Herstellung eines durchsichtigen Verbundkörpers aus zwei Teilverbundkörpern | |
| DE1704619A1 (de) | Verbundsicherheitsglas | |
| EP0233633B1 (de) | Dekorative Verbundfolie für Oberflächenbeschichtungen,deren Verwendung in einem Mehrschichtverbund,sowie Verfahren zum Herstellen eines solchen Mehrschichtverbundes | |
| DE3315330A1 (de) | Verfahren zur herstellung eines gekruemmten glas-kunststoff-laminats | |
| DE102020118035A1 (de) | Folienverbund zum Erzeugen eines Reflexionseffekts, Gebäudeverkleidungselement, Solarglasverbund | |
| DE69505401T2 (de) | Laminat zum genauen anbringen von bildern auf einem substrat | |
| DE102009017524A1 (de) | Möbelplatte und Verfahren zur Herstellung derselben | |
| DE2904280A1 (de) | Isolierglasscheibe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040329 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17Q | First examination report despatched |
Effective date: 20040823 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ILFORD IMAGING SWITZERLAND GMBH Owner name: BERNHART, KURT Owner name: MARX, BELE Owner name: MUSSARD, GILLES |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50207398 Country of ref document: DE Date of ref document: 20060810 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060928 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060930 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060924 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061128 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ROTTMANN, ZIMMERMANN + PARTNER AG |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2268097 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070329 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20070927 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060920 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20070918 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20070925 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060928 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060920 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060628 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080920 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20090319 Year of fee payment: 7 Ref country code: SK Payment date: 20090320 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20090126 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080920 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080922 |
|
| BERE | Be: lapsed |
Owner name: *MARX BELE Effective date: 20090930 Owner name: *ILFORD IMAGING SWITZERLAND G.M.B.H. Effective date: 20090930 Owner name: *BERNHART KURT Effective date: 20090930 Owner name: *MUSSARD GILLES Effective date: 20090930 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 1075 Country of ref document: SK Effective date: 20090920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090920 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090920 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110330 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: MARX, BELE Free format text: MARX, BELE#SCHREIBERWEG 43A#1190 WIEN (AT) $ MUSSARD, GILLES#2, RUE JOUFROY#75017 PARIS (FR) $ BERNHART, KURT#BLUMENGASSE 16#2700 WIENER NEUSTADT (AT) $ ILFORD IMAGING SWITZERLAND GMBH#RUE DE L'ANCIENNE PAPETERIE#1723 MARLY 1 (CH) -TRANSFER TO- MARX, BELE#SCHREIBERWEG 43A#1190 WIEN (AT) $ MUSSARD, GILLES#2, RUE JOUFROY#75017 PARIS (FR) $ BERNHART, KURT#BLUMENGASSE 16#2700 WIENER NEUSTADT (AT) $ ILFORD IMAGING SWITZERLAND GMBH#RUE DE L'ANCIENNE PAPETERIE#1723 MARLY 1 (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110928 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20111013 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130531 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50207398 Country of ref document: DE Effective date: 20130403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120930 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121001 |