EP1466712A2 - Procédé pour fabriquer des moyens pour la fabrication de décoration en relief sur des carreaux en céramique - Google Patents
Procédé pour fabriquer des moyens pour la fabrication de décoration en relief sur des carreaux en céramique Download PDFInfo
- Publication number
- EP1466712A2 EP1466712A2 EP04007084A EP04007084A EP1466712A2 EP 1466712 A2 EP1466712 A2 EP 1466712A2 EP 04007084 A EP04007084 A EP 04007084A EP 04007084 A EP04007084 A EP 04007084A EP 1466712 A2 EP1466712 A2 EP 1466712A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- plate
- press
- punch
- decoration pattern
- tiles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/36—Linings or coatings, e.g. removable, absorbent linings, permanent anti-stick coatings; Linings becoming a non-permanent layer of the moulded article
- B28B7/364—Linings or coatings, e.g. removable, absorbent linings, permanent anti-stick coatings; Linings becoming a non-permanent layer of the moulded article of plastic material or rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/34—Moulds, cores, or mandrels of special material, e.g. destructible materials
- B28B7/346—Manufacture of moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/36—Linings or coatings, e.g. removable, absorbent linings, permanent anti-stick coatings; Linings becoming a non-permanent layer of the moulded article
- B28B7/366—Replaceable lining plates for press mould
Definitions
- the invention relates to manufacturing means for making embossed decoration patterns on ceramic tiles.
- the ceramic industry produces tiles having different decorative embossed patterns, for example drawings or geometrical figures, or tiles with particular surface roughness or other means for obtaining the desired aesthetic effect.
- the embossed decorations are obtained on the tiles during press-forming, by a press die having a pattern to be reproduced in reverse.
- the production of the production die is preceded by an experimental step which includes:
- the production die can be produced, otherwise, if the judgment is negative, the whole procedure is repeated, beginning from a new aluminum plate.
- the aluminum plate is used to transfer the pattern impression to the production die, by a known technique called "heat gumming", which includes substantially applying layers of gummy material to the surface, which is intended to push against the tile. Such layers are obviously complementary to embossment made on the aluminium plate.
- the machining of the aluminum plates is slow and its difficulty increases together with the complexity of the decoration to be obtained. Moreover, the material removal by the mechanical tools reduces the possible definition which can be obtained on the decoration pattern.
- the gum parts of the die wear out, therefore, they must be reconstructed at preset times, in order to maintain the tiles within the fixed quality standards.
- the aluminum plate with the final pattern is put away, so that it can be re-used when the gum parts of the die must be reconstructed.
- the object of the present invention is to propose a method, which allows to accelerate the above described experimental step, to obtain the final pattern to be produced.
- Another object of the method is to obtain even very complicated decorations with definition characteristics superior with respect to the ones obtained normally.
- a further object of the method is to facilitate the storage and handling of the plates for re-gumming of the dies.
- the method being subject of the present invention allows to prepare a die 40 of a press 4 for obtaining embossed decorations on ceramic tiles 1 ( Figure 7).
- the method includes a first step, during which the final decoration pattern, to be embossed in the tiles later on, is designed.
- the first operation of the above mentioned first step includes etching the decoration pattern in reverse on a test plate of gum material, synthetic or natural, by using a laser beam controlled by a electronic processor (not shown), in which the decoration pattern to be obtained is stored in digital form.
- the second operation is mounting (by removable fastening) the plate of gummy material on a punch of a press, with the decoration in reverse turned toward the upper surface 1a of a tile 1, onto which the punch is intended to push.
- the above mentioned press can be the sampling press, mentioned in the introductory note, as well as the production press ( Figure 7).
- the next operation is press-forming a series of sample tiles 1 and evaluating the obtained result.
- the second step of the method can start, otherwise, if the result is not satisfying, the digital pattern stored in the electronic processor is modified and then, the operations described above are repeated, until the desired result is obtained.
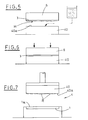
- the above mentioned laser beam piloted by the electronic processor, is used to etch a die M, with the final decoration in positive, on a plate 3, which has definite flexibility and which can resist to temperatures about 120°, without any change in its characteristics.
- the thickness of the plate 3 is limited and obviously, it must have a surface, which can be treated with the laser.
- Figure 1 shows by way of non limiting example, a possible embodiment of the plate 3, according to which a layer 30 of gummy material, synthetic or natural, aimed at being machined, is coupled with a support 31, which gives the desired global flexibility.
- the layer 30 is preferably made of a synthetic material, normally available, already used in the field, which maintains its physical-mechanical characteristics up to about 160°, that is widely beyond the required temperature.
- the plate 3 can be arranged flat or applied around a drum 13, with the laser 15 arranged radially ( Figure 2).
- the around-applied configuration possible due to the plate 3 flexibility, is advantageous for the reduction of time necessary for etching.
- the plate 3 is removably fastened to a rigid plate 6, with the die M turned outwards ( Figure 4).
- the punch 40 of the production press 4 is hot-gummed, which includes, as it has been already said in the introductory note, the application of layers R of gummy material onto the surface 40a of the punch 40 aimed at pushing against the tile 1, with the layers R reproducing the desired decoration in reverse.
- the punch 40 in order to be gummed, the punch 40 must be removed from the press 4 and its surface 40a must be covered with suitable material, softened by heating, aimed at forming the above mentioned layers R ( Figure 6).
- the surface 40a of the punch 40 is brought to touch the die M embossed in the plate 3, fastened to the rigid plate 6, and then the die M is pressed in order to shape the gummy material of the layers R ( Figure 7).
- the punch 40 can be remounted onto the press 4 and the production of the tiles 1 can start.
- the plate 3 is separated from the rigid plate 6 and stored to be used when needed.
- the just described method has many advantages; first of all, the slow and expensive processing of the aluminum plates is avoided, due to the use of test plates, which can be etched with laser.
- the laser technique for etching the gummy material allows complicated patterns of high definition to be obtained without noticeable cost increase.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
- Laser Beam Processing (AREA)
- Finishing Walls (AREA)
- Printing Methods (AREA)
- Moulds, Cores, Or Mandrels (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITBO20030176 | 2003-03-28 | ||
| IT000176A ITBO20030176A1 (it) | 2003-03-28 | 2003-03-28 | Metodo per la preparazione di stampi per piastrelle |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1466712A2 true EP1466712A2 (fr) | 2004-10-13 |
| EP1466712A3 EP1466712A3 (fr) | 2005-07-20 |
| EP1466712B1 EP1466712B1 (fr) | 2006-12-27 |
Family
ID=32866037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04007084A Expired - Lifetime EP1466712B1 (fr) | 2003-03-28 | 2004-03-24 | Procédé pour fabriquer des moyens pour la fabrication de décoration en relief sur des carreaux en céramique |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1466712B1 (fr) |
| AT (1) | ATE349307T1 (fr) |
| DE (1) | DE602004003850T2 (fr) |
| ES (1) | ES2279247T3 (fr) |
| IT (1) | ITBO20030176A1 (fr) |
| PT (1) | PT1466712E (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100551653C (zh) * | 2006-09-11 | 2009-10-21 | 黄建平 | 一种艺术瓷砖的制作工艺方法 |
| ES2803083A1 (es) * | 2019-07-22 | 2021-01-22 | Nutrilife Int S L | Dispositivo de asistencia al engomado de troqueles |
| CN116568471A (zh) * | 2020-12-09 | 2023-08-08 | 格拉夫产业股份公司 | 用于制造具有纹路效果的陶瓷板的工艺,特别是用于表面涂覆的工艺 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5922260A (en) * | 1995-03-22 | 1999-07-13 | Rossi; Pellegrino | Method of making die set for forming ceramic tiles |
| ITMO20010067A1 (it) * | 2001-04-12 | 2002-10-12 | Tecno Europa Srl | Metodo per produrre mezzi a schermo |
-
2003
- 2003-03-28 IT IT000176A patent/ITBO20030176A1/it unknown
-
2004
- 2004-03-24 AT AT04007084T patent/ATE349307T1/de not_active IP Right Cessation
- 2004-03-24 PT PT04007084T patent/PT1466712E/pt unknown
- 2004-03-24 ES ES04007084T patent/ES2279247T3/es not_active Expired - Lifetime
- 2004-03-24 EP EP04007084A patent/EP1466712B1/fr not_active Expired - Lifetime
- 2004-03-24 DE DE602004003850T patent/DE602004003850T2/de not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100551653C (zh) * | 2006-09-11 | 2009-10-21 | 黄建平 | 一种艺术瓷砖的制作工艺方法 |
| ES2803083A1 (es) * | 2019-07-22 | 2021-01-22 | Nutrilife Int S L | Dispositivo de asistencia al engomado de troqueles |
| CN116568471A (zh) * | 2020-12-09 | 2023-08-08 | 格拉夫产业股份公司 | 用于制造具有纹路效果的陶瓷板的工艺,特别是用于表面涂覆的工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE349307T1 (de) | 2007-01-15 |
| ITBO20030176A1 (it) | 2004-09-29 |
| DE602004003850D1 (de) | 2007-02-08 |
| DE602004003850T2 (de) | 2007-08-30 |
| EP1466712A3 (fr) | 2005-07-20 |
| EP1466712B1 (fr) | 2006-12-27 |
| ES2279247T3 (es) | 2007-08-16 |
| PT1466712E (pt) | 2007-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| GB2026625A (en) | Making bearings | |
| EP1466712B1 (fr) | Procédé pour fabriquer des moyens pour la fabrication de décoration en relief sur des carreaux en céramique | |
| DE60222501D1 (de) | Verfahren zum Füllen der Fliesenpressformen, Vorrichtung zum Durchführen des Verfahrens und so hergestellte Fliesen | |
| US5483890A (en) | Direct applied embossing casting methods | |
| KR100841703B1 (ko) | 입체적 나뭇결 무늬 표면을 가지는 장식용 합성수지 판재의제조방법 | |
| EP1403018B1 (fr) | Procédé et dispositif pour fabriquer des moyens pour la fabrication de décoration en relief sur des carreaux en céramique | |
| US2280864A (en) | Mold | |
| WO2008047127A1 (fr) | Procédé de gaufrage d'un substrat | |
| JP2887563B2 (ja) | プレス成形装置、プレス成形方法 | |
| EP1640129A2 (fr) | Procédé d'obtention de reliefs sur la surface des carreaux en céramique | |
| GB2107637A (en) | Moulding fired clay or ceramic articles | |
| JP4054186B2 (ja) | 粉末成形方法および流路部材の製造方法 | |
| CN1899857A (zh) | 一种皮雕工艺 | |
| EP3141399B1 (fr) | Procédé amélioré de production de moules métalliques, tels que des feuilles, des cylindres et analogues pourvus d'au moins une surface structurée et timbres métalliques obtenus selon ledit procédé | |
| US5467708A (en) | Direct applied embossing casting method | |
| JP4150875B2 (ja) | レンガ調タイルの製造方法 | |
| JP3699231B2 (ja) | 無機質板の製造方法 | |
| RU2101192C1 (ru) | Способ изготовления рабочего инструмента для художественной обработки изделий | |
| SU625834A1 (ru) | Способ изготовлени рабочих поверхностей матриц пресс-форм | |
| JPH0924510A (ja) | 凹溝を有するタイルの成型方法 | |
| TW202606827A (zh) | 利用沖床沖壓特殊工件之成型方法 | |
| JP2002052897A (ja) | エンボス加工型形成方法とエンボス加工型 | |
| US2350564A (en) | Printed article | |
| JPS6057410B2 (ja) | 軸受メタルの製造方法 | |
| JP2021017048A (ja) | タイヤ用モールドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20060116 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B28B 7/36 20060101AFI20060807BHEP Ipc: B28B 17/00 20060101ALI20060807BHEP Ipc: G06Q 99/00 20060101ALI20060807BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TOSI S.P.A. |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602004003850 Country of ref document: DE Date of ref document: 20070208 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070327 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070327 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: RIEDERER HASLER & PARTNER PATENTANWAELTE AG |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20070322 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2279247 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070628 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: TOSILAB S.P.A. Free format text: TOSI S.P.A.#VIA FALZAREGO 70#41049 SASSUOLO (MODENA) (IT) -TRANSFER TO- TOSILAB S.P.A.#VIA MARZABOTTO, 21#41042 FIORANO MODENESE (MODENA) (IT) |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: TD Effective date: 20111026 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602004003850 Country of ref document: DE Representative=s name: HAUCK PATENT- UND RECHTSANWAELTE, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: TOSILAB S.P.A, IT Effective date: 20111123 Ref country code: FR Ref legal event code: CA Effective date: 20111123 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602004003850 Country of ref document: DE Representative=s name: HAUCK PATENTANWALTSPARTNERSCHAFT MBB, DE Effective date: 20111123 Ref country code: DE Ref legal event code: R081 Ref document number: 602004003850 Country of ref document: DE Owner name: TOSILAB S.P.A., IT Free format text: FORMER OWNER: TOSI S.P.A., SASSUOLO, MODENA, IT Effective date: 20111123 Ref country code: DE Ref legal event code: R082 Ref document number: 602004003850 Country of ref document: DE Representative=s name: HAUCK PATENT- UND RECHTSANWAELTE, DE Effective date: 20111123 Ref country code: DE Ref legal event code: R081 Ref document number: 602004003850 Country of ref document: DE Owner name: TOSILAB S.P.A., IT Free format text: FORMER OWNER: TOSI S.P.A., SASSUOLO, IT Effective date: 20111123 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: TOSILAB S.P.A. Effective date: 20120227 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20220218 Year of fee payment: 19 Ref country code: GB Payment date: 20220225 Year of fee payment: 19 Ref country code: DE Payment date: 20220217 Year of fee payment: 19 Ref country code: CH Payment date: 20220218 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20220221 Year of fee payment: 19 Ref country code: NL Payment date: 20220217 Year of fee payment: 19 Ref country code: LU Payment date: 20220217 Year of fee payment: 19 Ref country code: IT Payment date: 20220217 Year of fee payment: 19 Ref country code: FR Payment date: 20220221 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20220401 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602004003850 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230925 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20230401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230401 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230324 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230324 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230324 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231003 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230324 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20240503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20240404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20240404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230324 |