EP1493496B1 - Beschichtungsvorrichtung und Verfahren - Google Patents
Beschichtungsvorrichtung und Verfahren Download PDFInfo
- Publication number
- EP1493496B1 EP1493496B1 EP04291649A EP04291649A EP1493496B1 EP 1493496 B1 EP1493496 B1 EP 1493496B1 EP 04291649 A EP04291649 A EP 04291649A EP 04291649 A EP04291649 A EP 04291649A EP 1493496 B1 EP1493496 B1 EP 1493496B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- substrate
- coating
- fluid
- roll
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
- B05C5/0266—Coating heads with slot-shaped outlet adjustable in length, e.g. for coating webs of different width
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C3/00—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material
- B05C3/18—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material only one side of the work coming into contact with the liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
- B05C5/0262—Coating heads with slot-shaped outlet adjustable in width, i.e. having lips movable relative to each other in order to modify the slot width, e.g. to close it
Definitions
- the subject of the invention is a novel device and a new process for coating a fluid, especially a fluid with a flow threshold.
- coating refers to the application of a fluid or fluidized substance to a support or substrate and, by extension, the layer of the substance deposited as a coating itself.
- Adhesives such as solvent-based two-component polyurethane reagents (PU2K) are frequently used for coating substrates such as woven or knitted webs.
- the coating leads to a mechanical reinforcement of the substrate and has various applications, such as fixing the weave, shaving the loops of the substrate or cutting the substrate.
- US-A-4,554,886 discloses a coating device comprising a coating tank with an opening, adapted to receive a fluid for coating a substrate and a coating roll, the roll being opposite the opening and arranged so that the substrate can be inserted between the roll and the opening.
- Standard roll gluing machines (x) with overflow and recycle feed as used for solvent-based PU2K adhesives are known.
- coating devices using a lip nozzle are known, as is practiced for HMPUR (Reactive Hot-Melt Polyurethanes).
- HMPUR Active Hot-Melt Polyurethanes
- the invention relates to a coating device comprising a coating tank with an opening and a coating roll, wherein the roller is facing the opening.
- the invention also relates to a method of coating a substrate with a fluid comprising the steps of: (i) providing a substrate and a fluid, (ii) applying the fluid to the substrate and (iii) shearing fluid by the substrate set in relative motion relative to the fluid, see US-A-4,554,886 .
- the method according to the invention is further characterized by a step (iv) of extending the substrate at least partially concomitant with the fluid shearing step.
- the invention provides a coating device comprising a coating tank, with an opening, and a coating roll, wherein the roll is facing the opening.
- the coating pan is adapted to receive a substance to be coated on a substrate.
- the opening is smaller than or equal to the roller surface opposite the tray.
- a fluid for example a flow threshold adhesive, can be introduced into the coating tank.
- a substrate for example a textile web, can be inserted between the roll and the opening, the backing of the substrate (that is, the side to be coated) facing the opening.
- the fluid Under the action of gravity or any means of pressure of the appropriate fluid, the fluid is applied to the substrate.
- the substrate When set relatively to the fluid, the substrate exerts a shear stress on a layer of the fluid, for example a lower horizontal layer when the fluid is applied to the substrate under the action of gravity.
- the flow threshold fluid When the flow threshold fluid is subjected to sufficient shear stress by the substrate web, it may flow and then coat the substrate.
- Such a device allows the coating of the strip with good penetration of the fluid into the substrate.
- the substrate can simultaneously be extended at the coating roll, which improves the penetration of the fluid.
- the use of this device with a fluid having both a flow threshold and a rapid cohesion increase further allows good penetration into the substrate, for example in the weft of a textile, without crossing it. It is furthermore possible to co-ordinate the band drive speed and the physicochemical properties of the fluid in order to obtain precise control of the weight of adhesive deposited and, thus, properties of the substrate suitable for various applications. (fixation of the weave, shaving of the loops of the substrate, longitudinal cutting, transverse cutting of the cutter, butting by ultrasonic welding and fixing or stiffening of the selvedges).
- the use of a coating roll gives better coating results than a conventional device using a lip nozzle. In particular, we obtain through the invention a more tense coating and brighter.
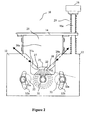
- the figure 1 shows a perspective view of an exemplary coating device according to the invention, using gravity as a means of applying the fluid to the substrate.
- the device 10 comprises a coating tank 21 delimited, in its upper part, by four flanks 26a, 26b, 26c, 26d. These flanks may advantageously be made of polytetrafluoroethylene, given the resistance to chemical substances, the thermal stability and the low coefficient of friction thereof.
- the tray 21 comprises an opening 22 formed by the flanges 27,28 of two other sides 27a, 28a, which will be described with reference to the figures 2 and 3 .
- the coating device 10 further comprises a coating roll 31 facing the opening 22, below it, and whose width is generally between 20 and 60 cm.
- the width of the roll is however not limited theoretically; it is in practice considering the risk of mechanical deformation of the roller (buckling).
- the diameter of the roll is preferably less than 100 mm and more preferably between 30 and 50 mm.
- an adhesive can be introduced into the coating tank 21 and a substrate strip 40 can be inserted between the roller 31 and the lower opening 22, through a space provided for this purpose and, if necessary , adapted to the thickness of the band (relief included).
- the space between the roller 31 and the lower opening 22 is typically between 0.1 and 7 mm, depending on the desired coating weight. For example, providing a space of about 5 mm, corresponding to a thickness of a substrate with its relief, provides a basis weight of between 50 and 5000 g / m 2 , depending on the resistance to crushing of the relief.
- the face to be coated of the substrate 40 is placed on the side of the opening 22. Under the action of gravity, the adhesive is applied to all or part of the strip, the opening having dimensions less than or equal to those of the roll.
- Such a device is particularly well suited to the implementation of a method of coating a substrate with a fluid, according to the invention.
- a fluid may, for example, be a flow threshold fluid, preferably without a solvent.
- the method according to the invention comprises steps of providing a substrate and a fluid; applying the fluid to the substrate; and shearing the fluid by the substrate moving relative to the fluid.
- the method according to the invention therefore proposes to apply the fluid to a substrate and to exert a shear stress on this fluid.
- the shear stress is sufficient to overcome the flow threshold of this fluid, it can flow and wet the substrate properly.
- the shear stress becomes lower than the flow threshold (for example when the stress ceases), the fluid no longer flows.
- the coating method according to the invention further comprises a step of extending the substrate 40 (that is to say an opening of the relief or meshes 42 of the substrate, at least partially concomitant with the shearing step of the substrate. fluid, in order to improve the shearing of the fluid by the substrate as well as the penetration of the fluid into the substrate.
- the device and method according to the invention are well suited for use with a flow threshold fluid such as a fluid whose viscosity, measured using a Brookfield standard viscometer at 23 ° C., is included between 100 and 200000 mPas, preferably between 200 and 4000 mPas, with a flow threshold between 1 and 5000 Pa, preferably between 10 and 500 Pa and a time to obtain the adjusted flow threshold between 1 and 20 seconds, and preferably between 2 and 10 seconds.
- a flow threshold fluid such as a fluid whose viscosity, measured using a Brookfield standard viscometer at 23 ° C., is included between 100 and 200000 mPas, preferably between 200 and 4000 mPas, with a flow threshold between 1 and 5000 Pa, preferably between 10 and 500 Pa and a time to obtain the adjusted flow threshold between 1 and 20 seconds, and preferably between 2 and 10 seconds.
- a flow threshold fluid such as a fluid whose viscosity, measured using a Brookfield standard viscometer
- the fluid can both have a flow threshold and a Newtonian behavior once the threshold is crossed, and remain perfectly suitable for use with the device according to the invention.
- the device according to the invention is also compatible with a wide range of fluids without a flow threshold, that is to say having a threshold less than 1 Pa, but having an appropriate viscosity, between 100 and 200000 mPas.
- the device and the method are particularly well suited for the application of a two-component polyurethane reactive adhesive (PU2K), comprising a resin part comprising at least one polyol and a polyamine, and a hardener part comprising at least one isocyanate.
- PU2K polyurethane reactive adhesive
- Such a reactive mixture is likely to have a flow threshold. It can also advantageously be used without solvent, that is to say having a solvent content of less than 1% and, preferably, less than 500 ppm by weight, in the device according to the invention.
- the driving of the substrate strip 40 around the roller 31 leads to shearing of the fluid by the substrate.
- Sufficient shear of an adhesive having a profile as described above increases the fluidity of this adhesive at the lower opening, thereby causing proper wetting of the substrate fibers.
- the passage of the strip on the roller 31 further leads to an extension of the substrate 40 (that is to say to an opening of the relief or meshes 42 of the substrate), facing side coating.
- This extension varies in particular as a function of the diameter of the roller 31 as well as the angles formed by the substrate on either side of the roller 31: one will speak of angles of arrival and exhaust according to which one is located downstream or upstream of the roller 31, respectively.
- This extension is at least partially concomitant with the shear of the adhesive, which improves the wetting of the substrate fibers by the adhesive.
- the roll diameter 31 of coating sought is the smallest possible, to allow maximum extension of the substrate 40, provided that this diameter does not induce significant buckling of the roll.
- a roll diameter of between 30 and 50 mm makes it possible to optimize the extension of the substrate 40.
- a diameter of 40 mm is particularly suitable for the extension of substrates of various types. The extension of the substrate 40 is resorbed just after the passage on the coating roll 31 while the adhesive resumes cohesion after shearing. The use of such a device 10 with an adhesive having both a flow threshold and a rapid cohesion increase improves the penetration of the fluid into the substrate without crossing it.
- the belt drive speed can be further adjusted (1 to 200 m / min, preferably 10 to 50 m / min) together with the physicochemical properties of the adhesive to allow precise control of the basis weight of the adhesive.
- deposited adhesive for example between 10 and 500 g / m2, depending on the relief of the support.
- Such an adjustment also makes it possible to obtain various properties, depending on the application envisaged, such as fixing the weave, shaving the loops of the substrate, cutting longitudinal or transverse to the cutter, butting by ultrasonic welding and fixing. or the stiffening of the edges.
- the coating device according to the invention is also particularly well suited to the coating of self-gripping textiles.
- the use of a coating roll 31 gives better coating results than a conventional device using a lip nozzle.
- we obtain through the invention a more tense coating and brighter.
- the device 10 according to the invention does not give rise to frequent production stops, even when used with adhesives having a rapid cohesion increase.
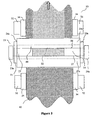
- the figure 2 shows a side view of a coating device 10 according to the invention.
- This view shows the edges 27,28 of the flanks 27a, 28a, defining the lower opening 22 of the tray 21, under which is located the roller 31.
- the flanks 27a, 28a can be inclined, so that the tray 21 has a funnel section, with a hopper angle adapted to facilitate the flow of the fluid.
- another type of section for example rectangular, could also be suitable.
- flanks 27a, 28a can slide according to the arrows shown in FIG. figure 2 . It is thus possible to adjust the space between the tray and the coating roll, depending on the thickness of the substrate and / or in conjunction with the physico-chemical properties of the adhesive, in order to obtain specific properties of the substrate strip 40 (see above).
- a coating device 10 in which the section of the flanges 27,28 is in the form of rounded tip at its end (the osculating circle at the end of a flange has a diameter typically between 0.5 and 15 mm), in order to promote the sliding of the strip and to avoid any hitch with it when it is driven on the roller 31.
- the profile of the flanges 27,28 of the exemplary device shown on the figure 2 results from a compromise between their machinability (the edges are in this example made of a metallic material) and the exhaust angle ⁇ sought.
- the angle corresponding to the point, in section is typically between 20 ° and 40 °.
- It may, however, be adapted to provide an exhaust angle ⁇ greater than the wetting angle of the fluid to prevent the accumulation of fluid against a rim. This makes it possible to lengthen the continuous running time of the device before interruption for cleaning and, therefore, to reduce the frequency of production stoppage.
- the return means 29 comprise one or more coil springs. If necessary, the springs may be in contact with the surfaces of the support 12, a plate 14 and a sleeve 16. This sleeve may optionally be adjustable, that is to say it can be screwed on a rod 16a for adjusting the return force of the spring.
- the previous assembly also makes it possible to adjust the operating position of the tray 21 (in particular the height of the tray, the pitch and roll angles), to dampen the vibrations of the system (for example when passing joints from end to end of the substrate strip) and release occasional stresses generated by the movement of the substrate strip 40.
- rollers 32 for guiding the substrate strip 40, as in the example of device 10 shown in FIG. figure 2 .
- the substrate may be inserted below or above a guide roll, depending on the desired angle of arrival and / or exhaust. These angles are those formed between the upper surface of the substrate and the lower surface of a flange 27, 28.
- the wetting angles of the fluids used typically vary between 15 and 40 °.
- the figure also shows positioning means 32a, 32b of the guide roller. In this example, these means comprise a nut 32a screwed onto the shaft of a guide roll 32 and tightening a washer resting on a bean 32b.
- the nut 32a thus makes it possible to adjust the position of the shaft of the guide roll 32 situated on one side of the coating roll 31. Similar positioning means can be provided on the opposite side of the coating roll 31 to allow adjustment of the position of another guide roll 32.
- a roller 32 may for example be provided with rollers 34, whose spacing may be adjustable to the width of the substrate, in order to guide the substrate strip 40 through the coating device 10.
- a curved guide roller that is to say whose outer surface has a regular curvature and slightly convex in a plane containing the axis of the roller, to allow guiding and centering of the substrate.
- eccentric positioning means make it possible to cover a wider range of arrival angle and / or escape of the substrate on the coating roller 31.
- these means make it possible to adjust the angle of arrival and / or escape of the substrate, and more precisely than with a non-eccentric mechanism.
- These angles will preferably be adjusted to a value greater than that of the wetting angle of the fluid used, to prevent the accumulation of fluid and, thus, to reduce the frequency of downtime.
- the position of a roll 32 may, if necessary, be adjusted, in particular in height, to tension the substrate strip 40 (the substrate then being inserted under the roll 32) and this, while guiding it so as, for example, to optimize the extension of the substrate 40 during its passage at the opening 22.
- the figure 3 shows a schematic view from above of a portion of a coating device 10, not to scale. More particularly, the figure shows flanks 27a, 28a of the coating tank 21, whose flanges 27,28 define the opening 22.
- the length of the opening (that is to say in the direction of flow of the substrate) is typically between 10 and 50 mm.
- Drawers 23,24 are inserted in the opening thus defined, in which they can slide.
- Other sides 26a, 26c of the tray 21 are shown in the figure.
- the drawers are terminated by gripping means 23a, 24a adapted for handling the drawers from outside the coating device 10.
- These gripping means 23a, 24a may comprise fixing means, such as pressure screws. or micrometric adjustment screws, to secure the positioning of the drawers 23,24.
- the outer parts of the drawers are represented by dotted lines: the length of these parts can be adapted to the desired degree of closure of the opening 22 by the drawers 23,24. In particular, it is possible to provide a length of drawers such as to allow the opening 22 to be closed completely. It is thus possible to obtain a removable tray, which facilitates the operation, the substrate change and the cleaning. It should be noted that the same result can be obtained using a single drawer.
- the figure also shows a substrate strip 40 inserted in the device 10, that is to say under the tray 21 and above the roller 31 (not shown). The pattern symbolizes the side of the face to be coated with the substrate. A fluid 60 partially fills the tray 21, its contours being delimited by dotted lines.
- drawers 23,24 makes it possible to control the width of the surface to be coated.
- the substrate 40 After passing under the opening 22, the substrate 40 is partially coated on a surface corresponding to the width defined by the drawers 23,24.
- the coated surface of the substrate is symbolized an altered pattern with respect to the pattern of the substrate 40 before coating.
- a tray 21 with "variable geometry” is obtained. It is furthermore possible to vary the geometry of the tank 21 together with the physicochemical properties of the adhesive, with a view to obtaining specific properties of the substrate strip 40.
- the device 10 described above may also be capable of operating in both directions of circulation of the substrate. This is the case of the device or device parts illustrated on the Figures 1 to 4 .
- This option allows for example to circulate the substrate strip through the device 10 while adjusting the settings of the device (such as the angles of arrival / exhaust and the height of the tray), then to circulate the band in in reverse, once these settings are complete. This saves several meters of substrate tape, which proves to be all the more advantageous as the substrate is expensive.
- the substrate web can be directed into an oven.
- the length of the oven is between 1 and 20 meters, its temperature varies between 50 and 250 ° C and the relative humidity is between 0 and 80%.
- the passage of substrate can also be multiplied inside the oven, in order to save money. oven length.
- the speed of the substrate strip 40 can reach 60 meters per minute inside the oven.
- the adhesive can, depending on its composition, find fluidity (at least temporarily) and thus perfect the wetting.
- the parameters mentioned above can be adjusted so that a mechanical catch takes place without the adhesive passing through the support.
- the cohesion of the adhesive can rapidly increase under the effect of temperature, which favors chemical conversion.
- the chemical conversion rate obtained with a two-component polyurethane adhesive as described above can reach more than 98% at the furnace outlet. It is then sufficient to allow a winding of the substrate strip 40 without release paper and release without blocking effects.
- the device 10 may further advantageously comprise a coil winding of the substrate.
- a winding roller may be located downstream of the coating roller 31 and, where appropriate, downstream of one or more drive rollers 32 and downstream of a furnace. Rotating the winding roller alone may be sufficient to move the belt along its conveying path. This does not preclude the use of independent drive means for each of the rollers 31,32 involved in the device 10, particularly when it is desirable to exert a tension on the web.
- the invention significantly improves backside coating of substrates and can be implemented with substrates having a wide variety of textures.
- substrates that may be suitable are, for example, substrates with brush strands, release papers, plastic films, in particular of polyester, polyamide, polypropylene and polyethylene, metal films or plastic films comprising metallized yarns, glass fabrics, wood-veneered films, natural fiber fabrics (eg, cotton-fiber fabrics), antistatic fabrics, man-made cellulose-based textile materials (eg rayon) and non-woven fabrics -woven synthetic or natural.
- the figure 4 schematically illustrates a partial view, in profile of a substrate 40 inserted in a coating device according to the invention.
- the substrate 40 inserted between the coating roll 31 and the edges 27, 28 of the coating tray has a texture 42 (or relief) of any origin (for example due to weave or fibers) symbolized by battlements.
- the substrate 40 is stretched downstream and / or upstream of the device and the flanges are flush with the substrate.
- the mechanical stress exerted in particular by the roller 31 on the substrate leads to a spacing of the patterns or, again, to an opening of the relief forming the texture of the substrate. This gap or opening can not only improve the shear of the fluid applied to the substrate but also allows the fluid to better penetrate the texture, that is to say, better wet the substrate.
- the height of the fluid above the substrate can be regulated, especially at the level of the coating tank, this fluid height creating a hydrostatic pressure conducive to wetting and impregnation, which it is not possible to get with a squeegee.
- a possible variant comprises the use of a plurality of trays 21 and rollers 31 coating for the successive coating of a substrate strip 40 by different fluids.
- Another variant relates to transfer coating, that is to say a method according to which a coating layer is applied on a temporary support (for example non-stick paper), on which it is then optionally possible to add a coating product. hooking, to finally allow the transfer of the coating layer, for example by means of a roller, on a final support such as a sheet or other medium unsuitable for direct coating.
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
Claims (15)
- Verfahren zum Beschichten eines Substrats mit einem Fluid, umfassend die Schritte:(i) Liefern eines Substrats (40) und eines Fluids;(ii) Auftragen des Fluids auf das Substrat (40);(iii) Abscheren des Fluids dadurch, dass das Substrat (40) in eine Bewegung relativ zu dem Fluid versetzt wird;dadurch gekennzeichnet, dass es außerdem den folgenden Schritt umfasst:(iv) Dehnen des Substrats (40), zumindest teilweise, gleichzeitig mit dem Schritt des Abscherens des Fluids.
- Verfahren zum Beschichten eines Substrats nach Anspruch 1, bei dem das im Schritt (i) gelieferte Substrat (40) ein maschenartiges Substrat ist und bei dem der Schritt (iv) ein Schritt der Dehnung der Maschen des Substrats ist.
- Verfahren zum Beschichten eines Substrats nach Anspruch 1 oder 2, bei dem die Eigenschaften des gelieferten Fluids zum Zeitpunkt des Schritts (ii) Folgendes umfassen:- eine Brookfield-Viskosität bei 23°C im Bereich zwischen 100 und 200 000 mPa·s, vorzugsweise zwischen 200 und 4000 mPa·s;- eine Fließgrenze im Bereich zwischen 1 und 5000 Pa, vorzugsweise zwischen 10 und 500 Pa; und- eine Verzögerung des Erhalts der Fließgrenze, die zwischen 1 und 20 Sekunden, vorzugsweise zwischen 2 und 10 Sekunden eingestellt ist.
- Verfahren zum Beschichten eines Substrats nach einem der Ansprüche 1 bis 3, bei dem das gelieferte Fluid ein Zweikomponenten-Polyurethan-Reaktionsklebstoff ist, der einen Harzteil mit mindestens einem Polyol und einem Polyamin und einen Härterteil mit mindestens einem Isocyanat enthält.
- Verfahren zum Beschichten eines Substrats nach einem der Ansprüche 1 bis 4, außerdem umfassend:(v) einen Schritt des Erwärmens des Substrats (40).
- Verfahren zum Beschichten eines Substrats nach einem der Ansprüche 1 bis 5, außerdem umfassend:(vi) einen Schritt des Aufwickelns des Substrats (40).
- Verfahren zum Beschichten eines Substrats nach einem der Ansprüche 1 bis 6, das eine Beschichtungsvorrichtung verwendet, die Folgendes umfasst:- einen Beschichtungsbehälter (21) mit einer Öffnung (22); und- eine Beschichtungswalze (31), wobei die Walze (31) der Öffnung (22) gegenüberliegt.
- Beschichtungsvorrichtung (10), umfassend:- einen Beschichtungsbehälter (21) mit einer Öffnung (22), der geeignet ist, ein Fluid zum Beschichten eines Substrats aufzunehmen;- eine Beschichtungswalze (31), wobei die Walze (31) der Öffnung (22) gegenüberliegt und so angeordnet ist, dass das Substrat zwischen der Walze (31) und der Öffnung (22) eingezogen werden kann;dadurch gekennzeichnet, dass sie außerdem Folgendes umfasst:- Mittel zum Dehnen des Substrats (40), zumindest teilweise, gleichzeitig mit dem Abscheren des Fluids.
- Beschichtungsvorrichtung (10) nach Anspruch 8, bei der zwischen dem Behälter und der Beschichtungswalze ein Abstand vorgesehen ist, vorzugsweise im Bereich zwischen 0,1 und 7 mm.
- Beschichtungsvorrichtung (10) nach Anspruch 8 oder 9, bei der mindestens ein Schieber (23, 24) gleitet.
- Beschichtungsvorrichtung (10) nach einem der Ansprüche 8 bis 10, die mindestens eine Walze (32) zum Führen des Substrats mit, eventuell, Führungsrollen (34) umfasst.
- Beschichtungsvorrichtung (10) nach Anspruch 11, die Mittel (32a, 32b) zum Positionieren der Führungswalze (32) entlang einer Achse, eventuell exzentrisch bezüglich der Drehachse der Führungswalze (32), umfasst.
- Beschichtungsvorrichtung (10) nach einem der Ansprüche 8 bis 12, die außerdem einen Ofen umfasst.
- Beschichtungsvorrichtung (10) nach einem der Ansprüche 8 bis 13, die außerdem eine Spule zum Aufwickeln des Substrats umfasst.
- Beschichtungsvorrichtung (10) nach einem der Ansprüche 8 bis 14, die außerdem Mittel (29) zum Rückstellen des Beschichtungsbehälters (21) in eine Betriebsposition umfasst.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0307969 | 2003-07-01 | ||
| FR0307969A FR2856941B1 (fr) | 2003-07-01 | 2003-07-01 | Dispositif et procede d'enduction |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1493496A1 EP1493496A1 (de) | 2005-01-05 |
| EP1493496B1 true EP1493496B1 (de) | 2008-04-09 |
Family
ID=33427660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04291649A Expired - Lifetime EP1493496B1 (de) | 2003-07-01 | 2004-06-30 | Beschichtungsvorrichtung und Verfahren |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7749571B2 (de) |
| EP (1) | EP1493496B1 (de) |
| AT (1) | ATE391561T1 (de) |
| DE (1) | DE602004012927T2 (de) |
| ES (1) | ES2304589T3 (de) |
| FR (1) | FR2856941B1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005019686B3 (de) * | 2005-04-22 | 2006-04-13 | Schmid Technology Systems Gmbh | Einrichtung und Verfahren zum Aufbringen einer gleichmäßigen, dünnen Flüssigkeitsschicht auf Substrate |
| EP2770965B1 (de) * | 2011-10-24 | 2021-12-01 | Bostik, Inc. | Neuartiges verfahren zur herstellung eines absorbierenden artikels |
| JP6851042B2 (ja) * | 2016-11-24 | 2021-03-31 | 積水化学工業株式会社 | 樹脂液塗布機 |
| US20190351447A1 (en) * | 2017-11-22 | 2019-11-21 | Acupac Packaging, Inc. | Method and apparatus for coating a substrate |
| CN113617598A (zh) * | 2021-07-21 | 2021-11-09 | 东风延锋汽车饰件系统有限公司 | 汽车内饰包覆表皮涂覆胶水装置及其涂覆方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2620767A (en) * | 1951-09-20 | 1952-12-09 | Robert M Lehman | Filler machine |
| US3486482A (en) * | 1966-12-30 | 1969-12-30 | Westvaco Corp | Apparatus for coating traveling webs |
| US3936549A (en) * | 1972-11-17 | 1976-02-03 | The Kohler Coating Machinery Corporation | Method and apparatus for applying a liquid coating to strip material |
| US3891785A (en) * | 1973-03-20 | 1975-06-24 | Usm Corp | Process for forming a flexible polyurethane coating |
| US4554886A (en) * | 1984-02-27 | 1985-11-26 | Carter Carlos R | Apparatus for coating and cutting sheet material |
| US5876792A (en) * | 1988-03-14 | 1999-03-02 | Nextec Applications, Inc. | Methods and apparatus for controlled placement of a polymer composition into a web |
| JP3758098B2 (ja) * | 1995-10-16 | 2006-03-22 | 富士写真フイルム株式会社 | 塗布方法および塗布装置 |
| JP3817040B2 (ja) * | 1997-08-05 | 2006-08-30 | 藤倉ゴム工業株式会社 | ナイフ塗布システム |
| DE19830728C2 (de) * | 1998-07-09 | 2001-08-02 | Reinhard Duespohl Maschb Gmbh | Kleber-Auftragsvorrichtung |
| US6566560B2 (en) * | 1999-03-22 | 2003-05-20 | Immugen Pharmaceuticals, Inc. | Resorcinolic compounds |
-
2003
- 2003-07-01 FR FR0307969A patent/FR2856941B1/fr not_active Expired - Fee Related
-
2004
- 2004-06-30 EP EP04291649A patent/EP1493496B1/de not_active Expired - Lifetime
- 2004-06-30 DE DE602004012927T patent/DE602004012927T2/de not_active Expired - Lifetime
- 2004-06-30 AT AT04291649T patent/ATE391561T1/de active
- 2004-06-30 ES ES04291649T patent/ES2304589T3/es not_active Expired - Lifetime
- 2004-07-01 US US10/882,102 patent/US7749571B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE602004012927D1 (de) | 2008-05-21 |
| US7749571B2 (en) | 2010-07-06 |
| US20050037142A1 (en) | 2005-02-17 |
| ATE391561T1 (de) | 2008-04-15 |
| EP1493496A1 (de) | 2005-01-05 |
| FR2856941A1 (fr) | 2005-01-07 |
| DE602004012927T2 (de) | 2009-06-04 |
| ES2304589T3 (es) | 2008-10-16 |
| FR2856941B1 (fr) | 2006-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2352136C (fr) | Procede et dispositif de revetement en continu d'au moins une bande metallique par un film fluide en polymere reticulable | |
| FR2887234A1 (fr) | Stabilisation de bande sur un support d'avance et coupe | |
| FR2510152A1 (fr) | Procede et dispositif pour realiser une enduction partielle sur un support textile | |
| EP1001848B1 (de) | Verfahren und vorrichtung zum kontinuierlichen beschichten eines metallbandes mit einem film aus vernetzbarem fliessfähigem polymer | |
| JP2009254367A (ja) | 煙草加工産業の材料帯の貼り付け | |
| EP1493496B1 (de) | Beschichtungsvorrichtung und Verfahren | |
| EP0554345A1 (de) | Windelhose mit elastischen elementen sowie verfahren und vorrichtung zu ihrer kontinuierlichen herstellung. | |
| EP3545122B1 (de) | Vorrichtung zum strecken einer bahn zwischen einer kardiervorrichtung und einem kreuzleger | |
| FR2595673A1 (fr) | Perfectionnements aux enrouleuses a compression | |
| FR2585591A1 (fr) | Procede et dispositif pour l'application en continu d'une enduction reguliere sur une nappe de materiau passant sur un cylindre de contre-partie, en particulier une nappe de papier ou de carton | |
| CN115003495B (zh) | 用于由粘合成管的带材的循环束条来制造棒状的产品的制造机 | |
| WO2002088451A1 (fr) | Machine d'aiguilletage circulaire a table lisse | |
| EP1695815A1 (de) | Vorrichtung und Verfahren zur Herstellung von wellenförmigen Bändern | |
| EP1140375B1 (de) | Verfahren und vorrichtung zum kontinuierlichen beschichten eines metallischen bandes mit flüssigkeitsfilm aus vernetzbarem polymer | |
| FR2661363A1 (fr) | Dispositif pour deposer une couche de composition d'enduction sur une bande de substrat. | |
| US5547509A (en) | Method and apparatus for continuous support of a paper web through a coating installation | |
| WO2016198810A1 (fr) | Installation de découpe de couche mince de matériau synthétique | |
| EP2373187B1 (de) | Verfahren zum zusammenfügen eines trägerstreifens mit einem klebematerial | |
| EP3170650B1 (de) | Herstellungsverfahren eines verbundstoffbandes und entsprechende herstellungsanlage für die herstellung eines segels eines segelbootes | |
| FR3072693A1 (fr) | Procede et machine a regulation d'alimentation pour l'aiguilletage circulaire d'une structure textile formee a partir d'une nappe fibreuse helicoidale | |
| BE592594A (de) | ||
| BE857782A (fr) | Appareil pour enduire du materiel sous forme de bande | |
| BE893898A (fr) | Procede et dispositif pour realiser une enduction partielle sur un support textile | |
| FR2827200A1 (fr) | Procede et dispositif de revetement en continu d'une bande par un film fluide d'epaisseur predeterminee en polymere reticulable exempt de solvant ou de diluant | |
| BE633650A (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050705 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BOSTIK SA |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20061213 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 602004012927 Country of ref document: DE Date of ref document: 20080521 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ZIMMERLI, WAGNER & PARTNER AG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2304589 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080709 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080709 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080630 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| 26N | No opposition filed |
Effective date: 20090112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: BOSTIK SA Free format text: BOSTIK SA#12, PLACE DE L'IRIS#92400 COURBEVOIE (FR) -TRANSFER TO- BOSTIK SA#12, PLACE DE L'IRIS#92400 COURBEVOIE (FR) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080630 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080710 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20120614 Year of fee payment: 9 Ref country code: TR Payment date: 20120521 Year of fee payment: 9 Ref country code: CH Payment date: 20120612 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20120627 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20120620 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120726 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20120529 Year of fee payment: 9 |
|
| BERE | Be: lapsed |
Owner name: BOSTIK SA Effective date: 20130630 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20140101 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 391561 Country of ref document: AT Kind code of ref document: T Effective date: 20130630 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140101 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180619 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180514 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20180625 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602004012927 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200101 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |