EP1798013A1 - Leimauftragsvorrichtung - Google Patents
Leimauftragsvorrichtung Download PDFInfo
- Publication number
- EP1798013A1 EP1798013A1 EP06024600A EP06024600A EP1798013A1 EP 1798013 A1 EP1798013 A1 EP 1798013A1 EP 06024600 A EP06024600 A EP 06024600A EP 06024600 A EP06024600 A EP 06024600A EP 1798013 A1 EP1798013 A1 EP 1798013A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- glue
- roller
- doctor blade
- shutting
- doctor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27G—ACCESSORY MACHINES OR APPARATUS FOR WORKING WOOD OR SIMILAR MATERIALS; TOOLS FOR WORKING WOOD OR SIMILAR MATERIALS; SAFETY DEVICES FOR WOOD WORKING MACHINES OR TOOLS
- B27G11/00—Applying adhesives or glue to surfaces of wood to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/006—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to the edges of essentially flat articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0813—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line characterised by means for supplying liquid or other fluent material to the roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/003—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating incorporating means for heating or cooling the liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0817—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line characterised by means for removing partially liquid or other fluent material from the roller, e.g. scrapers
Definitions
- the present invention relates to a glue distributing apparatus, in particular an apparatus for distributing glue in a woodworking machine, such as for example an edgebanding machine or a squaring edgebanding machine.
- Such machines which typically perform edgebanding operations on panels, tables, flat elements of wood or similar material, comprise glue distributing apparatuses or gluing units that deposit or spread a layer of adhesive glue on belts, strips, beads to be applied to edges of panels, or directly to the edges of said panels.
- the adhesive used is generally a hot-melt glue that has to be appropriately heated before being applied "hot” to surfaces to be joined.
- the glue is applied by means of a suitable rotating gluing roller, that has a knurled or rough external surface, which retains and conveys the glue, supplied by a tank or pot.
- the latter is made of a non-adhering material and is provided with heating elements, such as electric resistances, for uniformly heating and keeping fluid the glue.
- the glue tank is positioned below a work area and suitable supplying means, for example screw conveyor, transfers the glue from said lower tank to the gluing roller.
- glue distributing apparatuses are known that are provided with glue tanks positioned next to the gluing roller and which extend upwards. In this way the heat generated by the tank resistances can be dissipated to the external environment and does not affect, unless marginally, the work area and in particular the roller and the corresponding movement members.
- the tank has a lower portion or chamber provided with an opening through which the glue flows by force of gravity to the gluing roller. The latter partially shuts said opening and, by rotating, transfers and spread the glue on the surfaces of the elements to be joined.
- glue adjusting means comprising fixed doctor blades for adjusting the quantity of glue to be spread onto the knurled surface of the gluing roller.
- said apparatuses can comprise a first doctor blade, called dosing doctor blade, for depositing or spreading an uniform layer of glue of a fixed thickness on the gluing roller, and a second doctor blade, called return or recovery doctor blade, which recovers the exceeding glue on the roller that has not been transferred to the surface to be glued.
- the return doctor blade moreover keeps any foreign bodies outside the chamber.
- doctor blades are arranged parallel to one another at a preset distance, opposite the opening of the lower chamber of the tank in such a way as to form a cavity in which the glue gathers that is taken from the roller.
- Each doctor blade comprises an elongated flat element, provided with a edge abutting on the gluing roller along a generatrix thereof, operating substantially as a "spatula” to spread a uniform layer of glue on said roller.
- each doctor blade may consist of a cylindrical pivot, arranged parallel to the gluing roller and provided with a longitudinal plane that constitutes a flat surface that conveys and spreads the glue on the roller.
- the presence of two distinct doctor blades requires laborious and complex management of the apparatus since adjusting operations for correctly positioning and orienting doctor blades with respect to the roller must be repeated separately for each doctor blade and need skilled operators and also long stops of the machine.
- the gluing roller can, in fact, rotate both in a clockwise and in an anticlockwise direction, according to whether, for example, strips or belts have to be glued, in the case of so-called "softforming", or panels to be edgebanded have to be glued, in the case of so-called "straight" forming.
- doctor blades because their shape and arrangement, form in the lower chamber of the tank a cavity inside which the rotation of the gluing roller causes the formation of turbulence and vortices in the liquid glue contained therein.
- Such a turbulent flow causes an uneven distribution of the glue on the roller since said glue is distributed in a nonuniform manner along the height of roller.
- Turbulent flow and vortices in the liquid glue intensify as rotation speed of gluing roller increases, for example if it is necessary to spread glue on rapidly moving parts, typically in squaring edgebanding machines that machine straight panels in line, with high rectilinear movement speeds.
- This drawback of known glue distributing apparatuses often forces to reduce a production speed of the machines.
- Another drawback of the known distributing apparatuses consists in glue leakages occurring especially during stop periods of said apparatuses.
- the doctor blades are unable to provide a wet seal abutment for this surface and thus to close hermetically the lower chamber of the glue tank.
- a roller rotation provides a dynamic seal between the external surface of the roller and the doctor blades. Nevertheless, during stop periods, in absence of a dynamic seal there is a glue leakage which varies according to glue fluidity, pressure inside the tank, shape and dimensions of the lower chamber opening, etc.
- Glue leakage is a serious drawback, both from a financial point of view, as said hot-melt glue is very expensive, and because of problems that the glue may create by spreading and solidifying in the work area.
- An object of the invention is to improve known glue distributing apparatuses, in particular for woodworking machines for machining elements of wood or similar materials. Another object is to obtain a glue distributing apparatus that enables a uniform and homogenous distribution of glue on a gluing roller for the entire length thereof.
- a further object is to obtain a glue distributing apparatus that is free of glue leakages both in operating conditions and in stop conditions.
- Still another object is to obtain a glue distributing apparatus, which allows adjusting and controlling in a simple, fast and effective manner the glue to be spread on surfaces to be glued, regardless of a rotation direction of gluing roller.
- a glue distributing apparatus comprising roller means for applying a glue to an element to be glued, tank means for containing said glue and provided with an opening for conveying said glue to said roller means, and adjusting means interposed between said roller means and said opening for adjusting a quantity of glue transferred to/from said roller means, characterised in that said adjusting means comprises doctor blade means provided with respective cavity means.
- a glue distributing apparatus for spreading in a uniform and homogenous manner the glue on the roller means, for the entire length thereof.
- the presence of cavities made on the doctor blade means in fact substantially reduces, during the apparatus operation, formation of turbulences and vortices in the liquid glue near the roller means. In this way, the glue can regularly reach all the points of roller means, along the entire length thereof.
- the apparatus further allows adjusting in a precise and effective manner a glue distribution on surface to be glued, especially a thickness of a glue layer to be applied.
- a glue distributing apparatus comprising roller means for applying a glue to an element to be glued, tank means containing said glue and provided with an opening for conveying said glue to said roller means, characterised in that it comprises shutting means, which are interposed between said roller means and said opening and which are movable between a closed position, wherein said shutting means closes said opening to prevent a passage of said glue from said tank means to said roller means, and an open position, wherein said shutting means opens said opening to enable a passage of said glue.
- the shutting means is able, in fact, to hermetically close the opening of tank means, thus preventing the glue from reaching the roller means and to leak through passages and openings on a knurled surface of said roller means.
- a glue distributing apparatus comprising roller means for applying a glue to an element to be glued, tank means containing said glue and provided with an opening for conveying said glue to said roller means, and adjusting means interposed between said roller means and said opening for adjusting a quantity of glue transferred to/from said roller means, characterised in that said adjusting means comprises movable and interconnected doctor blade means.
- a glue distributing apparatus that allows adjusting and controlling in a simple, rapid and effective manner a glue distribution on surfaces to be glued, independently of a rotation direction of roller means.
- the doctor blade means are interconnected and fixed so as to move together, it is possible to adjust easily and quickly their position according to a rotation direction of roller means.
- a rotation of a first doctor blade causes a corresponding rotation of a second doctor blade so that, for example, when first doctor blade is in a first working position, for dosing glue, the second doctor blade is in a second working position, for recovering glue, and vice versa.
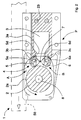
- FIG. 1 to 3 there is schematically shown a glue distributing apparatus comprising roller means 2, tank means 3 and adjusting means 4.
- Roller means 2 comprises a rotating roller, of known type, having a rough or knurled external surface 2a for removing, conveying and applying a preset layer of glue to an element 50 to be glued.
- the roller 2 is rotated by suitable actuating means, of known type and not shown in the Figures, and it can be rotate both clockwise and anticlockwise, depending on elements 50 to be glued.
- the roller 2 rotates clockwise to glue strips or belts in the so-called “softforming” process, whilst it rotates anticlockwise to glue edges of panels or tables to be edgebanded, in the so-called “straight” process.
- Tank means 3 which contains the glue and is placed next to the roller means 2, extends upwards and is provided with an opening 3a for conveying said glue to the roller means 2.
- the tank means 3 is further provided with a plurality of electric heating elements 23 that are able to heat and melt uniformly the glue and to maintain fluid the latter.
- the opening 3a of tank means 3 has a height that is almost the same as that of a portion of the roller 2 configured for receiving the glue.
- Adjusting means 4 is interposed between the roller means 2 and the opening 3a for regulating a quantity of glue transferred to the roller 2 for a subsequent application on an element 50 to be glued. Adjusting means 4 is further configured so as to recover from the roller 2 the exceeding glue, which has not been spread on element 50.
- Adjusting means 4 comprises doctor blade means 5, 6 provided with respective cavity means 5a, 6a.
- Doctor blade means comprise a first doctor blade 5 and a second doctor blade 6.
- Each doctor blade 5, 6 is an element with a longitudinally elongated shape, for example a pin with an approximately cylindrical section, on which a respective cavity 5a, 6a is made, consisting of an open hollow space that extends longitudinally for about the entire length of the element.
- the cavity 5a, 6a is for example a straight groove with a U-shaped cross section having a concave bottom wall.
- the two doctor blade 5, 6 are arranged parallel each other and spaced apart from one another in such a way that the respective cavities 5a, 6a are almost face one another to form a volume or space 7 that is shaped for containing the glue.
- Each doctor blade 5, 6 comprises an abutting portion 5b, 6b, configured so as to contact the roller 2, and a sealing portion 5c, 6c suitable for abutting on a respective seat 3b, 3c of tank means 3.
- the abutting portion 5b, 6b is, for example, an edge made on an external surface of the doctor blade, whilst the sealing portion 5c, 6c is a portion of said external surface, having a concave shape, complementary to a shape of seat 3b, 3c, for example a portion of cylindrical surface.
- Each doctor blade 5, 6 is rotatably mounted around a respective rotation axis 5d, 6d, so as to be movable between a first working position A and a respective second working position B.
- Said rotation axes 5d, 6d are parallel to one another and also parallel to a rotation shaft 8 of roller 2.
- the abutting portion 5b, 6b of the doctor blade 5, 6 substantially abuts on the external surface 2a of the roller 2 in such a way as to adjust the passage of glue to be deposited onto the roller and to uniformly extend said glue onto said outside surface 2a.
- the abutting portion 5b, 6b of doctor blade 5, 6 is spaced from a respective external surface 2a of roller 2 to enable the exceeding glue on the roller 2 to be recovered and at the same time to prevent possible foreign bodies entering the volume 7.
- Driving means of known type and not shown in the Figures, is provided for rotating the doctor blades 5, 6 between the two working positions.
- the doctor blades 5, 6 can be mounted so as to independently rotate, driven separately by respective driving means.
- doctor blades 5, 6 can be mounted linked together and connected by suitable interconnecting means, in such a way as to rotate together.
- Said interconnecting means can be of mechanical type, for example pulley or gear mechanisms, or of electronic type, for example electronic control means of actuating means.
- a rotation of a doctor blade is matched by a same rotation of the other doctor blade. More specifically and with reference to Figures 2 and 3, when for example the first doctor blade 5 is in the respective first working position A, the second doctor blade 6 is in the respective second working position B.
- the apparatus 1 is in a first operating configuration P in which the roller 2 rotates in an anticlockwise direction, for example to apply glue to an edge of a panel 50.
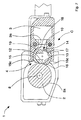
- the apparatus 1 is in a second operating configuration Q wherein the roller 2 rotates in a clockwise direction, for example to apply glue to a strip or belt 50.
- the doctor blade 5, 6 can also be made as a single body. In this case, the respective rotation axes 5d, 6d are coincident.
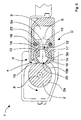
- FIGS 4 to 7 show a version of the apparatus 1 which comprises shutting means 10, that is movable and interposed between the roller 2 and the opening 3a of the tank means 3 for closing and/or opening said opening 3a.
- shutting means 10 can be inserted between the adjusting means 4 and said opening 3a.
- Shutting means 10 is movable between a closed position C, in which it shuts said opening 3a to prevent the glue passing from the tank means 3 to the roller 2 ( Figure 7), and a complete open position D, in which it opens said opening 3a and enables the glue to pass through ( Figures 5, 6).
- the shutting means 10 can adjust a glue flow to the roller 2, partially closing the opening 3a.
- Shutting means 10 comprises an elongated element, substantially cylindrical, rotatably mounted on a rotating pin 11.
- Shutting means 10 further has a passage 12 comprising a longitudinal through opening that enables the glue to transit and which has a length that is almost equal to a height of the opening 3a.
- Shutting means 10 is contained in a suitable respective seat 3d made in the tank means 3, inside which it can rotate.
- the adjusting means 4 comprises a couple of doctor blades 15, 16 made of a single body and rotatable around respective rotation axes 15d, 16d that in this case coincide.
- the adjusting means 4 comprises an elongated tubular element 19 that is substantially cylindrical with open section, provided with two facing and opposite portions 15, 16 acting as doctor blades.
- Each doctor blade 15, 16 has a respective abutting portion 15b, 16b, configured so as to abut on the external surface 2a of the roller 2, and a respective sealing portion 15c, 16c configured so as to abut on said respective seat 3d of tank means 3.
- the tubular body 19 of the adjusting means 4 has an internal cylindrical cavity 17 into which the shutting means 10 is inserted coaxially.
- Glue coming from the tank means 3 can pass through the slot 18 to reach roller means 2.
- This version of the distributing apparatus 1 thus comprises adjusting means 4 and shutting means 10 in a very compact structure.
- Adjusting means 4 that comprises two doctor blades 15, 16, that are integral and movable at the same time, allows adjusting and controlling in a simple, rapid and effective manner a distribution of the glue on surfaces to be glue, regardless of a rotation direction of the roller 2.
- shutting means 10 can close hermetically the opening 3a, thus preventing glue from reaching the roller 2 and leaking through passages and openings of the external surface 2a of said roller during stop phases of the apparatus.
- Shutting means 10 comprises a couple of recesses 13, 14, made on an internal wall of the passage 12 for an entire extent of the latter.
- Recesses 13, 14 are substantially the same and symmetrically arranged with respect to a longitudinal plane of symmetry S of shutting means 4.
- said recesses 13, 14, which have an almost U-shaped section, are arranged so as to form a respective cavity 20 converging on roller means 2.
- respective cavities can be provided on the walls of the tubular body 19 of adjusting means 4 at the doctor blades 15, 16.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Coating Apparatus (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Multi-Process Working Machines And Systems (AREA)
- Non-Silver Salt Photosensitive Materials And Non-Silver Salt Photography (AREA)
- Seal Device For Vehicle (AREA)
- Materials For Medical Uses (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09158812A EP2078596B1 (de) | 2005-11-29 | 2006-11-28 | Klebstoffverteilungsvorrichtung |
| EP09158805A EP2078595B1 (de) | 2005-11-29 | 2006-11-28 | Klebstoffverteilungsvorrichtung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000319A ITMO20050319A1 (it) | 2005-11-29 | 2005-11-29 | Apparato distributore di colla |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09158812A Division EP2078596B1 (de) | 2005-11-29 | 2006-11-28 | Klebstoffverteilungsvorrichtung |
| EP09158805A Division EP2078595B1 (de) | 2005-11-29 | 2006-11-28 | Klebstoffverteilungsvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1798013A1 true EP1798013A1 (de) | 2007-06-20 |
| EP1798013B1 EP1798013B1 (de) | 2009-07-08 |
Family
ID=37964968
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09158812A Active EP2078596B1 (de) | 2005-11-29 | 2006-11-28 | Klebstoffverteilungsvorrichtung |
| EP06024600A Active EP1798013B1 (de) | 2005-11-29 | 2006-11-28 | Leimauftragsvorrichtung |
| EP09158805A Active EP2078595B1 (de) | 2005-11-29 | 2006-11-28 | Klebstoffverteilungsvorrichtung |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09158812A Active EP2078596B1 (de) | 2005-11-29 | 2006-11-28 | Klebstoffverteilungsvorrichtung |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09158805A Active EP2078595B1 (de) | 2005-11-29 | 2006-11-28 | Klebstoffverteilungsvorrichtung |
Country Status (5)
| Country | Link |
|---|---|
| EP (3) | EP2078596B1 (de) |
| AT (3) | ATE435727T1 (de) |
| DE (2) | DE602006021641D1 (de) |
| ES (3) | ES2329498T3 (de) |
| IT (1) | ITMO20050319A1 (de) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2251166A1 (de) * | 2009-05-12 | 2010-11-17 | Homag Holzbearbeitungssysteme AG | Anleimaggregat |
| EP2335891A1 (de) | 2009-12-18 | 2011-06-22 | SCM Group S.p.A. | Klebevorrichtung und Verfahren zur Verklebung |
| ITTO20100631A1 (it) * | 2010-07-21 | 2012-01-22 | Raised Floor Technologies Ltd | Stazione di bordatura per una linea di produzione di pannelli per pavimenti sopraelevati |
| ITMO20100290A1 (it) * | 2010-10-18 | 2012-04-19 | Scm Group Spa | Apparato e metodo di incollaggio |
| EP2875921A3 (de) * | 2013-11-21 | 2015-07-08 | Festool GmbH | Klebemaschine mit einer Zubereitungsanordnung für ein Klebstoffvolumen |
| EP3213824A1 (de) * | 2016-03-03 | 2017-09-06 | Robatech AG | Vorrichtung und verfahren zum auftragen von klebstoff auf ein substrat |
| CN108246559A (zh) * | 2018-04-03 | 2018-07-06 | 佛山市豪伟德机械有限公司 | 一种密封的涂胶装置 |
| CN112710720A (zh) * | 2020-12-17 | 2021-04-27 | 深圳市职业病防治院 | 单细胞凝胶电泳铺胶方法及装置 |
| IT202000004510A1 (it) * | 2020-03-04 | 2021-09-04 | Luigino Salvador | Rullo spalmatore per adesivo termofondente |
| CN115591719A (zh) * | 2021-06-28 | 2023-01-13 | 南兴装备股份有限公司(Cn) | 封边涂胶装置 |
| WO2023208822A1 (de) * | 2022-04-27 | 2023-11-02 | Homag Gmbh | Vorrichtung zum beschichten eines werkstücks |
| IT202400002569A1 (it) * | 2024-02-07 | 2025-08-07 | Tiesse S R L S Unipersonale | Dispositivo di spalmatura |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2395069B1 (es) * | 2011-05-30 | 2013-10-18 | Construcciones Españolas De Herramientas Industriales S.A. | Dispositivo de encolado perfeccionado. |
| JP6523996B2 (ja) * | 2016-03-10 | 2019-06-05 | 三菱重工業株式会社 | 塗布装置 |
| CN106622838A (zh) * | 2016-12-12 | 2017-05-10 | 深圳市华星光电技术有限公司 | 一种树脂胶转印机构及涂布机 |
| CN108452999A (zh) * | 2018-04-12 | 2018-08-28 | 曾漳安 | 一种皮具生产用便携式涂胶机 |
| DE102019110567A1 (de) * | 2019-04-24 | 2020-10-29 | Homag Gmbh | Haftmittelauftragseinrichtung |
| CN110924635B (zh) * | 2019-12-12 | 2021-03-05 | 兴化市正福塑业有限公司 | 一种自动转动涂胶使操作效果更佳的地板上胶设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1886392U (de) * | 1963-08-06 | 1964-01-23 | Henkel & Cie Gmbh | Vorrichtung zum auftragen von klebstoff. |
| DE3447592A1 (de) | 1984-12-28 | 1986-07-10 | Hornberger Maschinenbaugesellschaft mbH & Co KG, 7294 Schopfloch | Vorrichtung zum auftragen von schmelzkleber auf fortlaufend bewegte werkstuecke |
| EP0945235A2 (de) | 1998-03-24 | 1999-09-29 | SCM GROUP S.p.A. | Kantenleimgerät |
| DE20104698U1 (de) | 2001-03-19 | 2001-05-17 | Paul Ott Gmbh, Lambach | Leimbecken für eine Kantenleimmaschine |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1577765A1 (de) * | 1963-07-04 | 1969-06-26 | Porth Erwin | Vorrichtung zum Auftragen von viskosen Fluessigkeiten auf Bogen oder Bahnen von Papier und sonstigen Werkstoffen |
-
2005
- 2005-11-29 IT IT000319A patent/ITMO20050319A1/it unknown
-
2006
- 2006-11-28 AT AT06024600T patent/ATE435727T1/de active
- 2006-11-28 DE DE602006021641T patent/DE602006021641D1/de active Active
- 2006-11-28 EP EP09158812A patent/EP2078596B1/de active Active
- 2006-11-28 EP EP06024600A patent/EP1798013B1/de active Active
- 2006-11-28 ES ES06024600T patent/ES2329498T3/es active Active
- 2006-11-28 ES ES09158805T patent/ES2367094T3/es active Active
- 2006-11-28 EP EP09158805A patent/EP2078595B1/de active Active
- 2006-11-28 AT AT09158805T patent/ATE510666T1/de active
- 2006-11-28 AT AT09158812T patent/ATE507046T1/de active
- 2006-11-28 DE DE602006007663T patent/DE602006007663D1/de active Active
- 2006-11-28 ES ES09158812T patent/ES2365670T3/es active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1886392U (de) * | 1963-08-06 | 1964-01-23 | Henkel & Cie Gmbh | Vorrichtung zum auftragen von klebstoff. |
| DE3447592A1 (de) | 1984-12-28 | 1986-07-10 | Hornberger Maschinenbaugesellschaft mbH & Co KG, 7294 Schopfloch | Vorrichtung zum auftragen von schmelzkleber auf fortlaufend bewegte werkstuecke |
| EP0945235A2 (de) | 1998-03-24 | 1999-09-29 | SCM GROUP S.p.A. | Kantenleimgerät |
| DE20104698U1 (de) | 2001-03-19 | 2001-05-17 | Paul Ott Gmbh, Lambach | Leimbecken für eine Kantenleimmaschine |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2251166A1 (de) * | 2009-05-12 | 2010-11-17 | Homag Holzbearbeitungssysteme AG | Anleimaggregat |
| EP2335891A1 (de) | 2009-12-18 | 2011-06-22 | SCM Group S.p.A. | Klebevorrichtung und Verfahren zur Verklebung |
| ITTO20100631A1 (it) * | 2010-07-21 | 2012-01-22 | Raised Floor Technologies Ltd | Stazione di bordatura per una linea di produzione di pannelli per pavimenti sopraelevati |
| ITMO20100290A1 (it) * | 2010-10-18 | 2012-04-19 | Scm Group Spa | Apparato e metodo di incollaggio |
| EP2875921A3 (de) * | 2013-11-21 | 2015-07-08 | Festool GmbH | Klebemaschine mit einer Zubereitungsanordnung für ein Klebstoffvolumen |
| EP3213824A1 (de) * | 2016-03-03 | 2017-09-06 | Robatech AG | Vorrichtung und verfahren zum auftragen von klebstoff auf ein substrat |
| US10435589B2 (en) | 2016-03-03 | 2019-10-08 | Robatech Ag | Device and method for applying adhesive to a substrate |
| CN108246559B (zh) * | 2018-04-03 | 2023-12-15 | 广东豪德数控装备股份有限公司 | 一种密封的涂胶装置 |
| CN108246559A (zh) * | 2018-04-03 | 2018-07-06 | 佛山市豪伟德机械有限公司 | 一种密封的涂胶装置 |
| IT202000004510A1 (it) * | 2020-03-04 | 2021-09-04 | Luigino Salvador | Rullo spalmatore per adesivo termofondente |
| EP3875176A3 (de) * | 2020-03-04 | 2021-11-10 | Luigino Salvador | Leimverteileranordnung für eine kantenanleimmaschine und verfahren zum kantenanleimen von platten |
| CN112710720A (zh) * | 2020-12-17 | 2021-04-27 | 深圳市职业病防治院 | 单细胞凝胶电泳铺胶方法及装置 |
| CN115591719A (zh) * | 2021-06-28 | 2023-01-13 | 南兴装备股份有限公司(Cn) | 封边涂胶装置 |
| WO2023208822A1 (de) * | 2022-04-27 | 2023-11-02 | Homag Gmbh | Vorrichtung zum beschichten eines werkstücks |
| IT202400002569A1 (it) * | 2024-02-07 | 2025-08-07 | Tiesse S R L S Unipersonale | Dispositivo di spalmatura |
| EP4599941A1 (de) * | 2024-02-07 | 2025-08-13 | Tiesse S.r.l.s. | Streugerät |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1798013B1 (de) | 2009-07-08 |
| ITMO20050319A1 (it) | 2007-05-30 |
| DE602006021641D1 (de) | 2011-06-09 |
| ES2329498T3 (es) | 2009-11-26 |
| ATE510666T1 (de) | 2011-06-15 |
| ATE435727T1 (de) | 2009-07-15 |
| EP2078596B1 (de) | 2011-04-27 |
| EP2078595A1 (de) | 2009-07-15 |
| ES2367094T3 (es) | 2011-10-28 |
| ATE507046T1 (de) | 2011-05-15 |
| EP2078595B1 (de) | 2011-05-25 |
| ES2365670T3 (es) | 2011-10-10 |
| EP2078596A1 (de) | 2009-07-15 |
| DE602006007663D1 (de) | 2009-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1798013A1 (de) | Leimauftragsvorrichtung | |
| EP2454010B1 (de) | Dosiersystem mit variablen volumen | |
| US4735169A (en) | Adhesive applicator assembly | |
| CN109641233B (zh) | 具有分流器板的涂覆器 | |
| EP2473288B1 (de) | Dosiersystem zum gleichzeitigen ausgeben zwei verschiedener haftmittel aus einem einzigen dosierer oder auftraggerät auf ein substrat | |
| US7752995B2 (en) | Slot-coating apparatus | |
| JPS5959264A (ja) | 高速走行する帯状体のための横膠付け装置 | |
| CN102581895A (zh) | 配给镶边运动机构 | |
| US20060213434A1 (en) | Adhesive dispenser | |
| JP5582679B2 (ja) | 流体を吐出するためのスロットノズル組立体を有する装置 | |
| ITMO20100290A1 (it) | Apparato e metodo di incollaggio | |
| US20150337426A1 (en) | Apparatus for applying a hot-melt adhesive to a substrate | |
| EP1563746A1 (de) | Zuführeinheit für Umhüllungsstreifen | |
| FI119444B (fi) | Paperi-/kartonkirainan päällystyslaite | |
| US12083552B2 (en) | Adhesive dispenser with slotted nozzle assembly | |
| JP4606576B2 (ja) | 塗布液供給装置 | |
| KR100702209B1 (ko) | 더블 블레이드밸브 | |
| EP2629983B1 (de) | Klebstoffabgabekopf in einer bindemaschine und bindemaschine mit dem abgabekopf | |
| DE60106852T2 (de) | Verfahren, Gerät und Anlage zum Gummieren von Gegenständen | |
| CN114178134A (zh) | 一种封闭式真空点胶设备 | |
| CN221046462U (zh) | 一种涂胶模块及封边机胶锅装置 | |
| IT202400002569A1 (it) | Dispositivo di spalmatura | |
| CN213409253U (zh) | 一种具有自清洗功能的涂胶机 | |
| CN218554553U (zh) | 封口胶涂抹机构 | |
| KR101343867B1 (ko) | 레이저빔 형상 가변장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20071220 |
|
| 17Q | First examination report despatched |
Effective date: 20080129 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602006007663 Country of ref document: DE Date of ref document: 20090820 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602006007663 Country of ref document: DE Effective date: 20090820 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2329498 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091008 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 |
|
| 26N | No opposition filed |
Effective date: 20100409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602006007663 Country of ref document: DE Effective date: 20100409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091009 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100109 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090708 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20141121 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20141120 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20151128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230518 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20241119 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20241118 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20241213 Year of fee payment: 19 |