EP1831441B1 - Vorrichtung zur herstellung, behandlung und weiterverarbeitung von synthetischen fasern - Google Patents
Vorrichtung zur herstellung, behandlung und weiterverarbeitung von synthetischen fasern Download PDFInfo
- Publication number
- EP1831441B1 EP1831441B1 EP05850247A EP05850247A EP1831441B1 EP 1831441 B1 EP1831441 B1 EP 1831441B1 EP 05850247 A EP05850247 A EP 05850247A EP 05850247 A EP05850247 A EP 05850247A EP 1831441 B1 EP1831441 B1 EP 1831441B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drive
- permanent magnet
- shaft
- rollers
- driven
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D13/00—Complete machines for producing artificial threads
Definitions
- the invention relates to a device for the production, treatment and further processing of synthetic fibers according to the preamble of claim 1.
- Such devices are usually placed next to each other in several machine halls, so that a plurality of simultaneously driven process units are operated and thus a non-negligible noise pollution of the overall system occurs, affecting in particular handling at the beginning of the process and maintenance by operators.
- the gear units driven by a gearbox require a longer service cycle, resulting in undesirable process interruptions.
- Another object of the invention can be seen to equip a generic device with the most compact and flexibly applicable process units.
- the invention has the particular advantage that the proportion of directly driven by the electric motor process unit can be significantly increased. Thus, additional transmission can be saved, since in particular permanent magnet motors are known to transmit high torques at relatively low speeds.
- the driven by a Permanentmagenet motor process units have a higher dynamics and flexibility, so that different applications without changes such as a gearbox replacement are possible.
- the high torques generated by the permanent magnet motor at low speeds can be advantageously transferred by the development of the invention, in which the synchronous motor for coupling a shaft portion to the rotor has a hollow shaft receiving, in which the shaft portion can be inserted.
- the shaft portion may be formed directly at one end of a drive shaft of one of the process units.
- individual drive solutions of the process units can be realized.
- the development of the invention is particularly advantageous, in which the permanent magnet motor is connected to a control unit which is coupled at least to a sensor unit associated with the process unit.
- the actual value of a drive speed of the process unit sensed by the sensor means or directly a guide speed can be adjusted with a respective predetermined setpoint value and continuously regulated.
- a guide roller, a drafting device, a crimping device or a cutting device is driven directly by permanent magnet motors.
- the processing units such as a depositing device, a calender or a nonwoven winding device can be driven directly with a permanent magnet motor.
- a first embodiment of a device according to the invention for the one-stage production of staple fibers is shown schematically.
- Such devices are generally known in the art as compact spinning machines for the production of staple fibers, preferably of polypropylene.
- the compact spinning systems are available with spinning speeds in the range of max. 250 m / min. operated. This means that very high production capacities of up to 50 t / day can be achieved.
- the embodiment of the device according to the invention has a plurality of processing stations, which form a process sequence from a melt preparation 1 to a cutting device 9 for cutting the synthetic fibers.
- Melt preparation 1 is followed by a spinning device 2, a drawing device 3, a stretching device 4, a spinning cable laying device 5, a crimping device 6, a drying device 7 and a tension adjusting device 8 upstream of the cutting device 9.
- Each of the processing stations has one or more driven processing units.
- the melt preparation 1 contains an extruder 10 with an extruder drive 11.
- the extruder 10 is charged with a polymer in the form of granules and melted.
- the molten polymer melt melted by the extruder 10 is fed to the next processing station of the spinning device 2.
- the spinning device 2 has a plurality of spinning stations 12.1, 12.2 and 12.3.
- the number of spinning stations of in Fig. 1 shown embodiment is exemplary.
- Each of the spinning stations 12.1, 12.2 to 12.3 is constructed identically, so that this will be explained in more detail with reference to the spinning station 12.1.
- a preferably annular spinneret 15 is provided, which has a plurality of nozzle bores on its underside.
- the spinneret 15 is connected to a spinning pump 13, which supplies the spinneret 15 with a melt stream under pressure.
- the spinning pump 13 is driven directly by a pump drive 14 for this purpose.
- the spinnerets 15 of the spinning stations 12.1, 12.2 and 12.3 are arranged in a heated spinning beam.
- Below the spinnerets 15 a substantially centrally disposed to the spinneret 15 cooling device 16 is provided below the spinnerets 15 .
- the cooling device 16 is designed as an injection, in which a cooling air flow is generated from an annular blowing nozzle, so that the cooling air through the fiber strands formed annular veil penetrates from the inside out and leads to cooling of the fiber strands.
- the cooling air is supplied to the cooling device 16 from above through the spinning beam.
- the trigger device 3 is arranged downstream.
- the trigger device 3 is located directly below the spinning device 2.
- the trigger device 3 has a plurality of preparation rollers 17 and take-off rollers 18.
- the preparation rollers 17 and the take-off rollers 18 are driven independently of each other. In this case, in particular the take-off rolls 18 can be jointly driven by a group drive or separately by individual drives.
- the fiber strands 30 of the spinning units 12.1, 12.2 and 12.3 are deducted and deflected out of a vertical guide out;
- the multiplicity of fiber strands that are brought together by the preparation rollers 17, which are referred to as tows, are subsequently taken over by a stretching device 4.
- the stretching device 4 has two draw frames 19.1 and 19.2 arranged one behind the other in the direction of fiber travel. Between the drafting units 19.1 and 19.2, a hot stretching channel 21 is arranged. Within the hot stretch channel 21, the fiber strands 30 can be tempered to a predetermined temperature by means of hot air or by means of a superheated steam.
- Each of the drafting units 19.1 and 19.2 has in each case a plurality of draw rollers 20, which guide the fiber strands 30 with simple looping.
- the drafting rollers 20 of the drafting units 19.1 and 19.2 are driven by a group drive, wherein the drafting rollers 20 of the drafting system 19.2 are operated with respect to the drafting rollers 20 of the drafting system 19.1 at a higher peripheral speed for setting a specific drawing ratio.
- the drafting rollers 20 of the two drafting systems 19.1 and 19.2 can have a cooled roll shell or a heated roll shell.
- the formation of the group drive for the drafting rollers 20 of the drafting systems 19.1 and 19.2 will be described in more detail below.
- the juxtaposed tows are merged into a tow within the towfitting apparatus 5.
- the spinning cable laying device in the inlet region on a driven separating roller 22 and a driven collecting roller 24 at the output.
- a plurality of dividing rollers 23 are arranged one above the other in order to guide the spinning cable to the separating roller 22 side by side guided in a common plane, so that at the collecting roller 24, the tow are merged into a tow.
- the crimping device 6 has two driven crimping rollers 25, which are arranged one above the other to form a nip. On the outlet side of the nip, a stuffer box 26 connects. The formation of the group drive of the crimping rollers 25 will be described in more detail below.
- the fiber strands of the drying device 7 are supplied and then abandoned by the Zuginstell noticed 8 with defined voltage of the cutter 9.
- the drying device 7 is formed by a furnace 66, through which the fiber strands are continuously guided.
- the tension adjuster 8 has a plurality of driven guide rollers 27 for securing the fiber strands from the dryer.
- a driven cutting head 28 is provided in the cutting device 9, through which the fiber strands 30 are cut into small pieces and taken up by a fiber collector 29.
- the in the Fig. 1 not shown drives the individual process units can be formed by individual drives or group drives, in which the process unit is driven directly by an electric motor or in which the process unit is driven by the interposition of a transmission gear.
- the device according to the invention is characterized even by such low process speeds by a number of more directly driven process units.
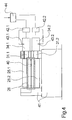
- Fig. 2 and 3 For this purpose, the drafting system 19.1 is shown in several views with a group drive 45.
- Fig. 2 shows the device in a cross-sectional view and Fig. 3 in a side view.
- the following description applies to both figures. Since the drafting systems 19.1 and 19.2 of the embodiment according to Fig. 1 are constructed essentially identical, the following explanation applies to drafting 19.1 and 19.2. However, it should be mentioned at this point that the structure of the drafting systems 19.1 could also be completely different depending on the process.
- a plurality of offset from each other stretching rollers 20.1 to 20.5 are arranged on a frame wall 32 .
- the drafting rollers 20.1 to 20.5 are held cantilevered on the frame wall 32 and rotatably supported in the frame wall 32 via drive shafts 31.1 to 31.5.
- Each of the drive shafts 31.1 to 31.5 has at the bearing portion within the frame wall 2, a gear 33.1 to 33.5, which is fixedly connected to the circumference of the respective drive shaft 31.1 to 31.5.
- the gears 33.1 to 33.5 are identical and are engaged with each other.
- the drive shafts 31.1 to 31.5 protrude with a free end on the back of the frame wall 2. This free end of the drive shafts 31.1 to 315 usually represents a connection option for controlling the temperature of the rollers.
- the group drive 45 for driving the drafting rollers 20.1 to 20.5 a permanent magnet motor 34.
- the permanent magnet motor 34 is connected via a rotor shaft 39 and a coupling 38 with a Intermediate shaft 35 connected.
- the intermediate shaft 35 is rotatably mounted in the frame wall 32 and protrudes with the drive end on the back of the frame wall 32.
- a gear 36 is arranged, which is in engagement with a gear 37.
- the gear 37 is arranged on the circumference of the drive shaft 31.2.
- drafting system 19.1 is the direct drive of the rollers 31.1 to 31.5 such that the intermediate shaft 35 is driven directly by the rotor shaft 39 of the permanent magnet motor 34 at a predetermined drive speed.
- the rotational movement of the intermediate shaft 35 is transmitted synchronously to the drive shaft 31.2.
- the meshing gears 36 and 37 are identical in their diameter.
- the drive of the adjacent drive shaft 31.1 and 31.3 to 31.5 are driven at identical peripheral speeds directly by the permanent magnet motor 34.
- Fig. 4 is the in the embodiment according to Fig. 1 used crimping 6 described in more detail.
- Fig. 1 the crimping device is shown schematically in a view.
- the crimping device 6 consists essentially of two rotatably mounted in a machine frame 41 K Hurselwalzen 25.1 and 25.2 and the K Hurselwalzen 25.1 and 25.2 downstream compression chamber 26.
- the stuffer box 26 is shown in a cross-sectional view.
- a nip 40 is formed in order to be able to pull in the fiber material and to curl it by buckling.
- Each of the crimping rollers 25.1 and 25.2 is coupled to a drive shaft 31.1 and 31.2.
- the drive shaft 31.1 of the upper crimping roller 25.1 is connected at a drive end directly to a permanent magnet motor 34.1.
- the lower crimping roller 25.2 is connected via the drive shaft 31.2 directly to a second permanent magnet motor 34.2.
- the distance between the crimping rollers 25.1 and 25.2 is changeable.
- the upper crimping roller 25.1 with the drive shaft 31.1 and the permanent magnet motor 34.1 is preferably held adjustably in the machine frame 41 relative to the lower crimping roller 25.2.
- the mechanical means required for holding and guiding the upper crimping roller 25.1 are shown in FIG Fig. 4 not shown and not described in detail here.
- the crimping roller 25.1 is held for this purpose on a pivoting support, which can be guided by a piston-cylinder unit.
- the piston-cylinder unit is used to hold the upper crimping roller 25.1 in a nip 40 determining operating position.
- each motor 34.1 and 34.2 is preceded by a respective control unit 42.1 and 42.2, which is coupled to the motors.
- control devices 42.1 and 42.2 are associated with sensor means 43.1 and 43.2, which detect the rotational speeds or rotor position of the motors 34.1 and 34.2.
- sensor means 43.1 and 43.2 which detect the rotational speeds or rotor position of the motors 34.1 and 34.2.
- a control unit 44 is arranged upstream of the control units 42.1 and 42.3.
- the control units 44 To operate the in Fig. 4 illustrated Kisseselvoriques is the control units 44, the control units 42.1 and 42.2 given a target specification of the drive speeds, so that the two Permanentmagenet motors 34.1 and 34.2 with identical settings drive the associated drive shafts 31.1 and 31.2.
- the crimping rollers 25.1 and 25.2 are driven at the same peripheral speeds.
- the control of the permanent magnet motors 34.1 and 34.2 is monitored by sensor means 43.1 and 43.2.
- the sensor means 43.1 and 43.2 could be designed as a position sensor or Dreiere toneler.
- the permanent magnet motors 34.1 and 34.2 are preferably designed as synchronous motors to drive the rollers at constant peripheral speeds.
- Fig. 4 illustrated embodiment of the crimping device is characterized by a direct drive of the crimping, so that no additional mechanical means for the translation or coupling of the drive shafts are needed.
- the crimping device is designed with a particularly compact and essential maintenance-free group drive.
- the permanent magnet motors could also be replaced by sensorless variants in which the control of the motors is carried out by software.
- a possible construction variant of a permanent magnet motor in the form of a synchronous motor is shown in a cross-sectional view, as it would be used for example for driving the drafting rollers 20 or the crimping rollers 25.
- the permanent magnet motor which is also known as a so-called torque motor, has a Hohlwellenaufiiahme 48, in which a shaft portion 54 of a drive shaft, for example, the drive shaft 31.1, a crimping roller is plugged in.
- the hollow shaft receptacle 48 is formed in a housing 46 of the pemament magnet motor. In the housing 46, an annular stator 47 is attached.
- the stator 47 encloses a ring-shaped inside the stator 47 rotor 51, which carries a plurality of juxtaposed permanent magnets on the periphery.
- the rotor 51 is rotatably supported by the bearing 49 in the housing 46.
- On one end face of the rotor 51 is fixedly connected to a collar of a ring bush 50.
- the ring bushing 50 is rotatably coupled to the circumference of the shaft portion 54.
- the shaft portion 54 is supported by the bearing 53 in the housing 46.
- the in Fig. 5 illustrated and designed as a synchronous motor permanent magnet motor is a preferred drive variant for direct driving of rollers.
- the use of permanent magnets with constant magnetic flux in the air gap allows high power output at low speeds.
- the permanent magnet motor is particularly suitable to the process units in the in Fig. 1 illustrated embodiment of the device according to the invention to drive directly.
- the in Fig. 5 to use shown permanent magnet motor to directly drive an extruder screw of an extruder, a drive shaft of a spinning pump or a cutting head of a cutting device.
- substantially maintenance-free process units are executable, so that the inventive device as a whole system has a high productivity due to fewer maintenance cycles.
- the high proportion of directly driven process units allows greater freedom to make process changes in the production and treatment of fiber material.
- Fig. 6 is a further embodiment of a device according to the invention shown schematically.
- the processing stations arranged successively to one another are used to produce a spunbonded fabric from a plastic material presented.
- the processing stations and Process units here have identical reference numerals held insofar as their function is identical to the previous embodiment.
- the apparatus has a melt preparation 1, a spinning device 2, a depositing device 55, a calender device 56 and a nonwoven winding device 57.
- a plastic granulate is melted by an extruder 10, which is driven by an extruder drive 11, and fed as polymer melt via a line system of the spinning device 2.
- the spinning device 2 has a spinner head 63 with a substantially formed in a row-shaped arrangement spinneret. Below the spinning head 63, a take-off nozzle 64 is provided for drawing off the fiber strands extruded through the spinneret bores and conveying them to a depositing device 55.
- the storage device 55 consists of a driven conveyor belt 58, which is guided by drive rollers 59.
- a calender 56 is arranged for solidifying the thermoplastic web having a plurality of driven calender rolls 60.
- the calender 56 is followed by a nonwoven wrap 57, which has a driven winding support 61 which is rotatably supported in a machine frame.
- the illustrated embodiment of the device according to the invention Fig. 6 is intended for the production of a spunbonded fabric.
- the melt-spun fiber strands 30 are deposited as a curtain having a predetermined width to form a nonwoven 62.
- the web 62 is fed to the calender 56 after being deposited by the conveyor 58. Between the driven calender rollers 60 nips are formed through which the web is led to solidification. After solidification, the nonwoven 62 is wound up into a nonwoven roll 65.
- a permanent magnet motor 34 For driving the conveyor belt 58, and for driving at least one calender roller 60, a permanent magnet motor 34 is provided in each case.
- the permanent magnet motor 34 according to the embodiment after Fig. 5 connect directly to a drive shaft of the drive rollers 59 or the drive shaft of the calender roll 60.
- winding support 61 is driven directly by a permanent magnet motor.
- Fig. 1 and 6 illustrated embodiments of the device according to the invention are exemplary in their nature and operation of the processing stations and the construction of the process units.
- a tow is produced and deposited in a jug.
- several tows are withdrawn from cans and cut as tow into fibers.
- the device according to the invention is characterized by a particularly quiet overall system, which shows high process uniformity in the guidance of the fiber material due to the good control properties of the direct drives.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zur Herstellung, Behandlung und Weiterverarbeitung von synthetischen Fasern gemäß dem Oberbegriff des Anspruchs 1.
- Zur Herstellung von synthetischen Fasern sowie zur Behandlung und Weiterverarbeitung zu Faserprodukten, wie beispielsweise Fäden, Spinnkabel, Stapelfaser, Spinnvliese oder Vliesstoffe ist es bekannt, das Fasergut in mehreren Bearbeitungsstationen einer Prozessfolge zu führen. Innerhalb jeder Bearbeitungsstation sind ein oder mehrere angetriebene Prozessaggregate vorgesehen, um die Führung und Behandlung des Fasergutes ausführen zu können. Je nach Anforderung werden dabei die Prozessaggregate direkt durch einen Elektromotor oder indirekt über Zwischenschaltung eines Getriebes angetrieben. Eine Ausführungsvariante einer derartigen Vorrichtung ist beispielsweise aus der
EP 1 022 364 A1 bekannt. - Derartige Vorrichtungen werden üblicherweise zu mehreren in Maschinenhallen nebeneinander aufgestellt, so dass eine Vielzahl von gleichzeitig angetriebenen Prozessaggregaten betrieben werden und somit eine nicht zu vernachlässigende Geräuschbelastung des Gesamtsystems auftritt, die insbesondere Handhabungen zu Prozessbeginn und zu Wartungszwecken durch Bedienpersonen beeinträchtigen. Zudem erfordern die mit einem Getriebe angetriebenen Prozessaggregate einen höheren Wartungszyklus, der unerwünschte Prozessunterbrechungen zur Folge hat.
- Es ist somit Aufgabe der Erfindung, eine Vorrichtung zur Herstellung, Behandlung und Weiterverarbeitung von synthetischen Fasern der gattungsgemäßen Art bereitzustellen, bei welcher die Prozessaggregate in den Bearbeitungsstationen möglichst umweltfreundlich mit geringen Prozessunterbrechungen betrieben werden können.
- Ein weiteres Ziel der Erfindung kann darin gesehen werden, eine gattungsgemäße Vorrichtung mit möglichst kompakten und flexibel anwendbaren Prozessaggregaten auszustatten.
- Die Aufgabe wird erfindungsgemäß durch eine Vorrichtung mit den Merkmalen nach Anspruch 1 gelöst:
- Vorteilhafte Weiterbildungen der Erfindung sind durch die Merkmale und Merkmalskombinationen der Unteransprüche definiert.
- Die Erfindung besitzt den besonderen Vorteil, dass der Anteil der direkt durch Elektromotor angetriebene Prozessaggregat erheblich gesteigert werden kann. So können zusätzliche Getriebe eingespart werden, da insbesondere Permanentmagnet-Motoren bekannt sind, um hohe Drehmomente bei relativ niedrigen Drehzahlen zu übertragen. Zudem weisen die durch einen Permanentmagenet- Motor angetriebenen Prozessaggregate eine höhere Dynamik und Flexibilität auf, so dass unterschiedliche Anwendungsfälle ohne Änderungen wie beispielsweise ein Getriebeaustausch möglich sind.
- Um die bei direkt angetriebenen Prozessaggregaten vorgegebenen Führungsgeschwindigkeiten während der Herstellung, Behandlung und Weiterverarbeitung des Fasergutes einhalten zu können, sind die Permanentmagnet-Motoren jeweils als Synchronmotoren ausgebildet, bei welchem mehrere Permanentmagnete an einem ringförmigen Rotor angeordnet sind. Hierbei ist der Durchmesser des Rotors im Verhältnis zu seiner Länge relativ groß, so dass eine sehr kurze und kompakte Bauvariante des Elektromotors vorliegt.
- Die durch den Permanentmagnet-Motor erzeugbaren hohen Drehmomente bei niedrigen Drehzahlen lassen sich dabei vorteilhaft durch die Weiterbildung der Erfindung übertragen, bei welcher der Synchronmotor zur Ankopplung eines Wellenabschnittes an den Rotor eine Hohlwellenaufnahme aufweist, in welcher der Wellenabschnitt einsteckbar ist.
- Dabei kann der Wellenabschnitt unmittelbar an einem Ende einer Antriebswelle einer der Prozessaggregate ausgebildet sein. Es besteht jedoch auch die Möglichkeit, den in der Hohlwellenaufnahme eingesteckten Wellenabschnitt an einer Zwischenwelle auszubilden, die über ein Getriebemittel zum Synchronübertragen der Antriebsdrehzahl mit einer Antriebswelle einer der Prozessaggregate verbunden ist. Je nach Einbaumöglichkeiten und Platzbedarf lassen sich somit individuelle Antriebslösungen der Prozessaggregate realisieren.
- Zur Einhaltung einer vorgegebenen Prozessgeschwindigkeit ist die Weiterbildung der Erfindung besonders vorteilhaft, bei welcher der PermanentmagnetMotor mit einem Steuergerät verbunden ist, welches zumindest mit einem dem Prozessaggregat zugeordneten Sensormittel gekoppelt ist. Innerhalb des Steuergerätes kann somit der durch das Sensormittel sensierte Ist-Wert einer Antriebsdrehzahl des Prozessaggregates oder unmittelbar eine Führungsgeschwindigkeit mit einem jeweils vorgegebenen Soll-Wert abgeglichen und fortlaufend geregelt werden. Damit wird die Zuführung des Fasergutes erforderliche ProzessgleichmäBigkeit besonders gewährleistet.
- Zur Vermeidung von Überlasterscheinungen - wie beispielsweise durch Faserwickel an Galetten verursacht - ist es vorteilhaft, eine Kupplungseinrichtung in dem Antriebsstrang zwischen dem Permanentmagnetmotor und dem Prozessaggregat anzuordnen. Hierbei haben sich insbesondere Stahllamellenkupplungen bewährt.
- Zur Herstellung von Stapelfasern wird eine Führungswalze, ein Streckwerk, eine Kräuseleinrichtung oder eine Schneideinrichtung durch Permanentmagnet-Motoren direkt angetrieben.
- Bei der Herstellung von Spinnvlies lassen sich die Prozessaggregate wie eine Ablageeinrichtung, ein Kalander oder eine Vlieswickeleinrichtung mit einem Permanentmagnet-Motor direkt antreiben.
- Einige Ausführungsbeispiele der erfindungsgemäßen Vorrichtung sind anhand der beigefügten Zeichnungen nachfolgend näher beschrieben.
- Es stellen dar:
-
Fig. 1 : schematisch eine Ansicht eines ersten Ausführungsbeispiels der erfindungsgemäBen Vorrichtung -
Fig. 2 schematisch eine Querschnittsansicht eines Prozessaggregates des Ausführungsbeispiels ausFig. 1 -
Fig. 3 schematisch eine Seitenansicht eines Prozessaggregates des Ausführungsbeispiels ausFig. 1 -
Fig. 4 schematisch eine Ansicht eines weiteren Prozessaggregates des Ausführungsbeispiels ausFig. 1 -
Fig. 5 schematisch eine Querschnittsansicht eines Permanentmagnet-Motors zum Direktantrieb eines Prozessaggregates -
Fig. 6 schematisch eine Ansicht eines weiteren Ausführungsbeispiels der erfindungsgemäßen Vorrichtung - In
Fig. 1 ist ein erstes Ausführungsbeispiel einer erfindungsgemäßen Vorrichtung zur einstufigen Herstellung von Stapelfasern schematisch dargestellt. Derartige Vorrichtungen sind in der Fachwelt allgemein als Kompaktspinnanlagen zur Herstellung von Stapelfasern vorzugsweise aus Polypropylen bekannt. Die Kompaktspinnanlagen werden mit Spinngeschwindigkeiten im Bereich von max. 250 m/min. betrieben. Damit können sehr hohe Produktionskapazitäten von bis zu 50 t/Tag erreicht werden. - Das Ausführungsbeispiel der erfindungsgemäßen Vorrichtung weist mehrere Bearbeitungsstationen auf, die von einer Schmelzeaufbereitung 1 bis hin zu einer Schneideinrichtung 9 zum Zerschneiden der synthetischen Fasern eine Prozessfolge bilden. Der Schmelzeaufbereitung 1 folgt eine Spinneinrichtung 2, eine Abzugseinrichtung 3, eine Streckeinrichtung 4, eine Spinnkabelverlegeeinrichtung 5, eine Kräuseleinrichtung 6, eine Trockeneinrichtung 7 sowie eine der Schneideinrichtung 9 vorgeordnete Zugeinstelleinrichtung 8. Jede der Bearbeitungsstationen weist jeweils ein oder mehrere angetriebene Prozessaggregate auf.
- Zur Erzeugung einer Polymerschmelze enthält die Schmelzeaufbereitung 1 einen Extruder 10 mit einem Extruderantrieb 11. Hierbei wird dem Extruder 10 ein Polymer in Form eines Granulates aufgegeben und aufgeschmolzen. Über ein Rohrsystem wird die durch den Extruder 10 aufgeschmolzene Polymerschmelze zur nächsten Bearbeitungsstation der Spinneinrichtung 2 geführt.
- Die Spinneinrichtung 2 weist mehrere Spinnstellen 12.1, 12.2 und 12.3 auf. Die Anzahl der Spinnstellen des in
Fig. 1 gezeigten Ausführungsbeispiels ist beispielhaft. Jede der Spinnstellen 12.1, 12.2 bis 12.3 ist identisch aufgebaut, so dass diese anhand der Spinnstelle 12.1 näher erläutert wird. - Zum Extrudieren einer Vielzahl von Fasersträngen ist eine vorzugsweise ringförmige Spinndüse 15 vorgesehen, die an ihrer Unterseite eine Vielzahl von Düsenbohrungen aufweist. Die Spinndüse 15 ist mit einer Spinnpumpe 13 verbunden, die der Spinndüse 15 einen Schmelzestrom unter Druck zuführt. Die Spinnpumpe 13 wird hierzu durch einen Pumpenantrieb 14 direkt angetrieben. Die Spinndüsen 15 der Spinnstellen 12.1, 12.2 und 12.3 sind in einem beheizten Spinnbalken angeordnet. Unterhalb der Spinndüsen 15 ist eine im wesentlichen zentrisch zu der Spinndüse 15 angeordnete Kühleinrichtung 16 vorgesehen. Die Kühleinrichtung 16 ist als eine Anblasung ausgebildet, bei welcher ein Kühlluftstrom aus einer ringförmigen Blasdüse erzeugt wird, so dass die Kühlluft den durch die Faserstränge gebildeten ringförmigen Schleier von innen nach außen durchdringt und zur Abkühlung der Faserstränge führt. In dem dargestellten Ausführungsbeispiel wird die Kühlluft der Kühlvorrichtung 16 von oben durch den Spinnbalken zugeführt. Es ist jedoch auch möglich, die Kühlluftzufuhr seitlich neben den austretenden Fasersträngen zu platzieren.
- Zur Führung und Behandlung der Faserstränge, die in dem Ausführungsbeispiel nach
Fig. 1 durch das Bezugszeichen 30 gekennzeichnet sind, ist der Spinneinrichtung 2 die Abzugseinrichtung 3 nachgeordnet. Die Abzugseinrichtung 3 befindet sich direkt unterhalb der Spinneinrichtung 2. Die Abzugseinrichtung 3 weist mehrere Präparationswalzen 17 und Abzugswalzen 18 auf. Die Präparationswalzen 17 und die Abzugswalzen 18 sind unabhängig voneinander angetrieben. Hierbei können insbesondere die Abzugswalzen 18 gemeinsam durch einen Gruppeantrieb oder separat durch Einzelantriebe angetrieben sein. Durch dies Abzugseinrichtung 3 werden die Faserstränge 30 der Spinnstellen 12.1, 12.2 und 12.3 abgezogen und aus einer vertikalen Führung heraus umgelenkt; Die Vielzahl der durch die Präparationswalzen 17 zusammengeführten Faserstränge, die als Spinnkabel bezeichnet werden, werden anschließend von einer Streckeinrichtung 4 übernommen. - Die Streckeinrichtung 4 weist zwei in Faserlaufrichtung hintereinander angeordnete Streckwerke 19.1 und 19.2 auf. Zwischen den Streckwerken 19.1 und 19.2 ist ein Heißstreckkanal 21 angeordnet. Innerhalb des Heißstreckkanals 21 lassen sich die Faserstränge 30 auf eine vorbestimmte Temperatur mittels Heißluft oder mittels eines Heißdampfes temperieren. Jedes der Streckwerke 19.1 und 19.2 weist jeweils mehrere Streckwalzen 20 auf, die die Faserstränge 30 mit einfacher Umschlingung führen. Die Streckwalzen 20 der Streckwerke 19.1 und 19.2 sind durch einen Gruppenantrieb angetrieben, wobei die Streckwalzen 20 des Streckwerkes 19.2 gegenüber den Streckwalzen 20 des Streckwerkes 19.1 mit höherer Umfangsgeschwindigkeit zur Einstellung eines bestimmten Verstreckverhältnisses betrieben werden. Zur gleichzeitigen thermischen Behandlung der Faserstränge können die Streckwalzen 20 der beiden Streckwerke 19.1 und 19.2 je nach Anforderung einen .gekühlten Walzenmantel oder einen beheizten Walzenmantel aufweisen. Die Ausbildung des Gruppenantriebes für die Streckwalzen 20 der Streckwerke 19.1 und 19.2 wird nachfolgend noch näher beschrieben.
- Nach dem Verstrecken werden die nebeneinander geführten Spinnkabel innerhalb der Spinnkabelverlegeeinrichtung 5 zu einem Tow zusammengeführt. Hierzu weist die Spinnkabelverlegeeinrichtung im Einlaufbereich eine angetriebene Separierwalze 22 und eine angetriebene Sammelwalze 24 am Ausgang auf. Zwischen der Separierwalze 22 und der Sammelwalze 24 sind mehrere Teilungswalzen 23 übereinander angeordnet, um die an der Separierwalze 22 nebeneinander geführten Spinnkabel in eine gemeinsame Ebene zu führen, so dass an der Sammelwalze 24 die Spinnkabel zu einem Tow zusammengeführt sind.
- Das Tow wird anschließend in der Kräuseleinrichtung 6 gestaucht und gekräuselt. Hierzu weist die Kräuseleinrichtung 6 zwei angetriebene Kräuselwalzen 25 auf, die zu einem Walzenspalt übereinander angeordnet sind. Auf der Auslaßseite des Walzenspaltes schließt sich eine Stauchkammer 26 an. Die Ausbildung des Gruppenantriebes der Kräuselwalzen 25 wird nachfolgend noch näher beschrieben.
- Nach dem Kräuseln werden die Faserstränge der Trockeneinrichtung 7 zugeführt und anschließend durch die Zugeinstelleinrichtung 8 mit definierter Spannung der Schneideinrichtung 9 aufgegeben. Die Trockeneinrichtung 7 wird durch einen Ofen 66 gebildet, durch welchen die Faserstränge kontinuierlich geführt werden. Die Zugeinstelleinrichtung 8 weist mehrere angetriebene Führungswalzen 27 auf, um die Faserstränge von der Trockeneinrichtung abzusichern.
- Zum Zerschneiden der Fasern ist in der Schneideinrichtung 9 ein angetriebener Schneidkopf 28 vorgesehen, durch welchen die Faserstränge 30 in kleine Stücke geschnitten und von einem Fasersammler 29 aufgenommen werden.
- Die in der
Fig. 1 nicht näher dargestellten Antriebe der einzelnen Prozessaggregate können sowohl durch Einzelantriebe oder Gruppenantriebe gebildet sein, bei welchen das Prozessaggregat direkt durch einen Elektromotor angetrieben ist oder bei welchem das Prozessaggregat durch Zwischenschaltung eines Übersetzungsgetriebes angetrieben wird. Die erfindungsgemäße Vorrichtung zeichnet sich jedoch selbst bei derartigen niedrigen Prozessgeschwindigkeiten durch eine Mehr zahl von direkt angetriebenen Prozessaggregaten aus. - In
Fig. 2 und3 ist hierzu das Streckwerk 19.1 in mehreren Ansichten mit einem Gruppenantrieb 45 dargestellt.Fig. 2 zeigt die Vorrichtung in einer Querschnittsansicht undFig. 3 in einer Seitenansicht. Insoweit kein ausdrücklicher Bezug zu einer der Figuren gemacht ist, gilt die nachfolgende Beschreibung für beide Figuren. Da die Streckwerke 19.1 und 19.2 des Ausführungsbeispiels nachFig. 1 im wesentlichen identisch aufgebaut sind, gilt die nachfolgende Erläuterung für bei Streckwerke 19.1 und 19.2. An dieser Stelle sei jedoch erwähnt, dass der Aufbau der Streckwerke 19.1 je nach Prozess auch völlig unterschiedlich sein könnte. - An einer Gestellwand 32 sind mehrere versetzt zueinander angeordnete Streckwalzen 20.1 bis 20.5 angeordnet. Die Streckwalzen 20.1 bis 20.5 sind auskragend an der Gestellwand 32 gehalten und über Antriebswellen 31.1 bis 31.5 in der Gestellwand 32 drehbar gelagert. Jede der Antriebswellen 31.1 bis 31.5 weist am Lagerabschnitt innerhalb der Gestellwand 2 ein Zahnrad 33.1 bis 33.5 auf, das fest mit dem Umfang der jeweiligen Antriebswelle 31.1 bis 31.5 verbunden ist. Die Zahnräder 33.1 bis 33.5 sind identisch ausgebildet und stehen miteinander in Eingriff. Die Antriebswellen 31.1 bis 31.5 ragen mit einem freien Ende auf die Rückseite der Gestellwand 2. Dieses freie Ende der Antriebswellen 31.1 bis 315 stellt üblicherweise eine Anschlussmöglichkeit zur Temperierung der Walzen dar.
- Wie aus der
Fig. 2 ersichtlich ist, weist der Gruppenantrieb 45 zum Antrieb der Streckwalzen 20.1 bis 20.5 einen Permanentmagnet-Motor 34 auf. Der Permanentmagnet-Motor 34 ist über eine Rotorwelle 39 und eine Kupplung 38 mit einer Zwischenwelle 35 verbunden. Die Zwischenwelle 35 ist drehbar in der Gestellwand 32 gelagert und ragt mit dem Antriebsende auf der Rückseite der Gestellwand 32 hervor. Am Umfang der Zwischenwelle 35 ist ein Zahnrad 36 angeordnet, das mit einem Zahnrad 37 in Eingriff steht. Das Zahnrad 37 ist am Umfang der Antriebswelle 31.2 angeordnet. - Bei den in den
Fig. 2 und3 dargestellten Streckwerk 19.1 erfolgt der Direktantrieb der Walzen 31.1 bis 31.5 derart, dass die Zwischenwelle 35 unmittelbar durch die Rotorwelle 39 des Permanentmagnet-Motors 34 mit einer vorgegebenen Antriebsdrehzahl angetrieben wird. Die Drehbewegung der Zwischenwelle 35 wird synchron auf die Antriebswelle 31.2 übertragen. Hierzu sind die im Eingriff befindlichen Zahnräder 36 und 37 in ihrem Durchmesser identisch ausgeführt. Gleichzeitig erfolgt durch die Übertragung der Zahnräder 33.1 bis 33.5 der Antrieb der benachbarten Antriebswelle 31.1 sowie 31.3 bis 31.5. Somit werden die Streckwalzen 20.1 bis 20.5 mit identischen Umfangsgeschwindigkeiten unmittelbar durch den Permanentmagnet-Motor 34 angetrieben. - Bei den in
Fig. 2 und3 dargestellten Streckwerk besteht ebenfalls die Möglichkeit, den Permanentmagnet-Motor 34 unmittelbar mit einem freien Ende einer der Antriebswelle 31.1 bis 31.5 zu verbinden. Bei einer derartigen Antriebsvariante würde die Zwischenschaltung einer Zwischenwelle entfallen. Insbesondere bei Streckwerken oder Abzugswerken, bei welchem das freie Ende der Antriebswellen keine Anschlussmöglichkeiten aufweisen müssen, ist die direkte Anbindung des Permanentmagnet-Motors bevorzugt. Grundsätzlich besteht auch die Möglichkeit, jede der Streckwalzen durch einen separaten Permanentmagnet-Motor anzutreiben. So lassen sich beispielsweise die in der Kräuseleinrichtung 6 des inFig. 1 gezeigten Ausführungsbeispiels die Kräuselwalzen direkt durch jeweils einen Permanentmagnet-Motor antreiben. - In
Fig. 4 ist die in dem Ausführungsbeispiel nachFig. 1 eingesetzte Kräuseleinrichtung 6 näher beschrieben. InFig. 1 ist die Kräuselvorrichtung schematisch in einer Ansicht dargestellt. - Die Kräuselvorrichtung 6 besteht im wesentlichen aus zwei in einem Maschinengestell 41 drehbar gelagerten Kräuselwalzen 25.1 und 25.2 und der den Kräuselwalzen 25.1 und 25.2 nachgeordneten Stauchkammer 26. In
Fig. 4 ist die Stauchkammer 26 in einer Querschnittsansicht gezeigt. Zwischen der oberen Kräuselwalze 25.1 und der unteren Kräuselwalze 25.2 ist ein Walzenspalt 40 gebildet, um das Fasergut einziehen zu können und durch Knickung zu kräuseln. Jede der Kräuselwalzen 25.1 und 25.2 ist mit einer Antriebswelle 31.1 und 31.2 gekoppelt. Die Antriebswelle 31.1 der oberen Kräuselwalze 25.1 ist an einem Antriebsende direkt mit einem Permanentmagnet-Motor 34.1 verbunden. Die untere Kräuselwalze 25.2 ist über die Antriebswelle 31.2 direkt mit einem zweiten Permanentmagnet-Motor 34.2 verbunden. - Zur Einstellung des Walzenspaltes 40 zwischen den Kräuselwalzen 25.1 und 25.2 ist der Abstand zwischen den Kräuselwalzen 25.1 und 25.2 änderbar. Hierzu ist bevorzugt die obere Kräuselwalze 25.1 mit der Antriebswelle 31.1 und dem Permanentmagnet-Motor 34.1 relativ zu der unteren Kräuselwalze 25.2 verstellbar in dem Maschinengestell 41 gehalten. Die zum Halten und Führen der oberen Kräuselwalze 25.1 erforderlichen mechanischen Mittel sind in
Fig. 4 nicht dargestellt und an dieser Stelle nicht näher beschrieben. Üblicherweise wird die Kräuselwalze 25.1 hierzu an einem Schwenkträger gehalten, welcher durch eine Kolbenzylindereinheit führbar ist. Dabei dient die Kolbenzylindereinheit zum Halten der oberen Kräuselwalze 25.1 in einer den Walzenspalt 40 bestimmenden Betriebsstellung. - Zur Steuerung der Permanentmagnet-Motoren 34.1 und 34.2 ist jedem Motor 34.1 und 34.2 jeweils ein Steuergerät 42.1 und 42.2 vorgeordnet, welches mit den Motoren gekoppelt ist.
- Den Steuergeräten 42.1 und 42.2 sind Sensormittel 43.1 und 43.2 zugeordnet, welche die Drehzahlen oder Rotorlage der Motoren 34.1 und 34.2 erfassen. Zur Vorgabe von Prozesseinstellungen ist eine Steuereinheit 44 den Steuergeräten 42.1 und 42.3 vorgeordnet.
- Zum Betrieb der in
Fig. 4 dargestellten Kräuselvorrichtung wird über die Steuereinheit 44 den Steuergeräten 42.1 und 42.2 eine Sollvorgabe der Antriebsdrehzahlen aufgegeben, so dass die beiden Permanentmagenet-Motoren 34.1 und 34.2 mit identischen Einstellungen die zugeordneten Antriebswellen 31.1 und 31.2 antreiben. Die Kräuselwalzen 25.1 und 25.2 werden mit gleichen Umfangsgeschwindigkeiten angetrieben. Die Steuerung der Permanentmagnet-Motoren 34.1 und 34.2 wird durch Sensormittel 43.1 und 43.2 überwacht. Die Sensormittel 43.1 und 43.2 könnte als Lagegeber oder Drezahlfühler ausgebildet sein. Die Permanentmagnet-Motoren 34.1 und 34.2 sind bevorzugt als Synchron-Motoren ausgebildet, um die Walzen mit konstanten Umfangsgeschwindigkeiten anzutreiben. - Das in
Fig 4 dargestellte Ausführungsbeispiel der Kräuselvorrichtung zeichnet sich durch einen Direktantrieb der Kräuselwalzen aus, so dass keine zusätzlichen mechanischen Mittel zur Übersetzung oder zur Kopplung der Antriebswellen benötigt werden. Damit ist die Kräuselvorrichtung mit einem besonders kompakten und wesentlichen wartungsfreien Gruppenantrieb ausgeführt. Dabei könnten die Permanentmagnet-Motoren auch durch sensorlose Varianten ersetzt sein, bei welchen die Steuerung der Motoren durch eine Software erfolgt. - In
Fig. 5 ist eine mögliche Bauvariante eines Permanentmagnet-Motors in form eines Synchron-Motors in einer Querschnittsansicht dargestellt, wie er beispielsweise zum Antreiben der Streckwalzen 20 oder der Kräuselwalzen 25 einsetzbar wäre. Der Permanentmagnet-Motor, der auch als sogenannter Torque-Motor bekannt ist, weist eine Hohlwellenaufiiahme 48 auf, in welcher ein Wellenabschnitt 54 einer Antriebswelle beispielsweise der Antriebswelle 31.1, einer Kräuselwalze eingesteckt ist. Die Hohlwellenaufnahme 48 ist in einem Gehäuse 46 des Pemamentmagnet-Motors ausgebildet. In dem Gehäuse 46 ist ein ringförmiger Stator 47 befestigt. Der Stator 47 umschließt einen innerhalb des Stators 47 ringförmig ausgebildeten Rotor 51, welcher am Umfang mehrere nebeneinander angeordnete Permanentmagnete trägt. InFig. 5 sind die Permanentmagnete 52.1 und 52.2 gezeigt. Der Rotor 51 ist durch die Lagerung 49 in dem Gehäuse 46 drehbar gelagert. An einer Stirnseite ist der Rotor 51 fest mit einem Kragen einer Ringbuchse 50 verbunden. Die Ringbuchse 50 ist drehfest mit dem Umfang des Wellenabschnittes 54 gekoppelt. Der Wellenabschnitt 54 ist durch die Lagerung 53 in dem Gehäuse 46 gelagert. - Der in
Fig. 5 dargestellte und als Synchronmotor ausgebildete Permanentmagnet-Motor stellt eine bevorzugte Antriebsvariante zu direkten Antreiben von Walzen dar. Der Einsatz von Permanentmagneten mit konstantem Magnetfluß im Luftspalt ermöglicht eine hohe Leistungsabgabe bei niedrigen Drehzahlen. Somit ist der Permanentmagnet-Motor besonders geeignet, um die Prozessaggregate in den inFig. 1 dargestellten Ausführungsbeispiel der erfindungsgemäßen Vorrichtung direkt anzutreiben. So besteht die Möglichkeit, den inFig. 5 dargestellten Permanentmagnet-Motor zu verwenden, um eine Extruderschnecke eines Extruders, eine Antriebswelle einer Spinnpumpe oder einen Schneidkopf einer Schneideinrichtung direkt anzutreiben. Damit sind äußerst kompakte und durch die Bauart des Antriebes im wesentlichen wartungsfreie Prozessaggregate ausführbar, so dass die erfindungsgemäße Vorrichtung als Gesamtsystem eine hohe Produktivität aufgrund weniger Wartungszyklen aufweist. Zudem lässt der hohe Anteil an direkt angetriebenen Prozessaggregaten eine größeren Freiraum, um Prozessänderungen bei der Herstellung und bei der Behandlung von Fasergut vornehmen zu können. - In
Fig. 6 ist ein weiteres Ausführungsbeispiel einer erfindungsgemäßen Vorrichtung schematisch dargestellt. Hierbei werden die zu einer Arbeitsfolge hintereinander angeordneten Bearbeitungsstationen dazu genutzt, um aus einem vorgelegten Kunststoffmaterial ein Spinnvlies herzustellen. Die Bearbeitungsstationen und Prozessaggregate haben hierbei identische Bezugszeichen gehalten insoweit ihre Funktion identisch zu dem vorhergehenden Ausführungsbeispiel ist. - Die Vorrichtung weist eine Schmelzeaufbereitung 1, eine Spinneinrichtung 2, eine Ablageeinrichtung 55, eine Kalandereinrichtung 56 und eine Vlieswickeleinrichtung 57 auf. In der Spinneinrichtung 2 wird ein Kunststoffgranulat durch einen Extruder 10, der über einen Extruderantrieb 11 angetrieben ist, aufgeschmolzen und als Polymerschmelze über ein Leitungssystem der Spinneinrichtung 2 zugeführt.
- Die Spinneinrichtung 2 weist einen Spinnkopf 63 mit einer wesentlichen in reihenförmiger Anordnung ausgebildeten Spinndüse. Unterhalb des Spinnkopfes 63 ist eine Abzugsdüse 64 vorgesehen, um die durch die Spinndüsenbohrungen extrudierten Faserstränge abzuziehen und zu einer Ablageeinrichtung 55 zu fördern.
- Die Ablageeinrichtung 55 besteht aus einem angetriebenen Förderband 58, welches über Antriebsrollen 59 geführt ist.
- Am Ende des Förderbandes 58 ist eine Kalandereinrichtung 56 zur Verfestigung des thermoplastischen Vlieses angeordnet, die mehrere angetriebene Kalanderwalzen 60 aufweisen. Der Kalandereinrichtung 56 ist eine Vlieswickeleinrichtung 57 nachgeordnet, welche einen angetriebenen Wickelträger 61 aufweist, der drehbar in einem Maschinengestell gehalten ist.
- Das gezeigte Ausführungsbeispiel der erfindungsgemäßen Vorrichtung nach
Fig. 6 ist zur Herstellung eines Spinnvlieses vorgesehen. Hierbei werden die schmelzgesponnenen Faserstränge 30 als ein Vorhang mit vorbestimmter Breite zu einem Vlies 62 abgelegt. Das Vlies 62 wird nach Ablage durch das Förderband 58 zu der Kalandereinrichtung 56 geführt. Zwischen den angetriebenen Kalanderwalzen 60 sind Walzenspalte gebildet, durch welche das Vlies zur Verfestigung geführt wird. Nach der Verfestigung wird das Vlies 62 zu einem Vlieswickel 65 aufgewickelt. - Zum Antrieb des Förderbandes 58, sowie zum Antrieb zumindest einer Kalanderwalze 60 ist jeweils ein Permanentmagnet-Motor 34 vorgesehen. Hierbei lässt sich der Permanenimagnet-Motor 34 gemäß dem Ausführungsbeispiel nach
Fig. 5 unmittelbar an einer Antriebswelle der Antriebsrollen 59 oder der Antriebswelle der Kalanderwalze 60 anbinden. - Ebenso ist es möglich, dass der Wickelträger 61 durch einen Permanentmagnet-Motor direkt angetrieben wird.
- Die in den
Fig. 1 und6 dargestellten Ausführungsbeispiele der erfindungsgemäßen Vorrichtung sind in ihrer Art und Arbeitsfolge der Bearbeitungsstationen und der Bauweise der Prozessaggregate beispielhaft. Grundsätzlich besteht die Möglichkeit, die Arbeitsfolgen zur Herstellung von Stapelfasern durch zwei getrennte Prozesse auszuführen. Hierbei wird in einem ersten Prozessschritt ein Spinnkabel erzeugt und in eine Kanne abgelegt. In einem Prozessschritt werden mehrere Spinnkabel aus Kannen abgezogen und als Tow zu Fasern geschnitten. Zum Verstrecken der Faserstränge können diese auch mit mehrfacher Umschlingung über Streckwalzen geführt werden. - Die erfindungsgemäße Vorrichtung zeichnet sich durch ein besonders geräuscharmes Gesamtsystem aus, das aufgrund der guten Regeleigenschaften der Direktantriebe hohe Prozessgleichmäßigkeiten in der Führung des Fasergutes aufzeigt.
-
- 1
- Schmelzeaufbereitung
- 2
- Spinneinrichtung
- 3
- Abzugseinrichtung
- 4
- Streckeinrichtung
- 5
- Spinnkabelverlegeeinrichtung
- 6
- Kräuseleinrichtung
- 7
- Trockeneinrichtung
- 8
- Zugeinstelleinrichtung
- 9
- Schneideinrichtung
- 10
- Extruder
- 11
- Extruderantrieb
- 12.1, 12.2, 12.3
- Spinnstelle
- 13
- Spinnpumpe
- 14
- Pumpenantrieb
- 15
- Spinndüse
- 16
- Kühleinrichtung
- 17
- Präparationswalzen
- 18
- Abzugwalzen
- 19.1, 19.2
- Streckwerk
- 20
- Streckwalzen
- 21
- Heißstreckkanal
- 22
- Separierwalzen
- 23
- Teilungswalzen
- 24
- Sammelwalzen
- 25.1, 25.2
- Kräuselwalzen
- 26
- Stauchkammer
- 27
- Führungswalzen
- 28
- Schneidkopf
- 29
- Fasersammler
- 30
- Faserstrang
- 31.1, 31.2 ... 31.5
- Antriebswelle
- 32
- Gestellwand
- 33.1 ... 33.5
- Zahnrad
- 34, 34.1, 34.2
- Permanentmagnet-Motor
- 35
- Zwischenwelle
- 36
- Zahnrad
- 37
- Zahnrad
- 38
- Kupplung
- 39
- Rotorwelle
- 40
- Walzenspalt
- 41
- Maschinengestell
- 42.1, 42.2
- Steuergerät
- 43.1, 43.2
- Sensormittel
- 44
- Steuereinheit
- 45
- Gruppenantrieb
- 46
- Gehäuse
- 47
- Stator
- 48
- Hohlwellenaufnahme
- 49
- Lager
- 50
- Ringbuchse
- 51
- rotor
- 52.1, 52.2
- Permanentmagnet
- 53
- Lager
- 54
- Wellenabschnitt
- 55
- Ablageeinrichtung
- 56
- Kalandereinrichtung
- 57
- Vlieswickeleinrichtung
- 58
- Förderband
- 59
- Antriebsrollen
- 60
- Kalanderwalzen
- 61
- Wickelträger
- 62
- Vlies
- 63
- Spinnkopf
- 64
- Abzugsdüse
- 65
- Vlieswickel
- 66
- Ofen
Claims (7)
- Vorrichtung zur Herstellung, Behandlung und Weiterverarbeitung von synthetischen Fasern mit mehreren Bearbeitungsstationen (1 ... 9), die zu einer Prozessfolge aufgestellt sind und jeweils ein oder mehrere angetriebene Prozessaggregate (10, 13, 19) aufweisen, wobei die Antriebe (11, 14, 45) der Prozessaggregate (10, 15, 19) Elektromotoren (34) aufweisen, die jeweils direkt auf das Prozessaggregat (10, 14) oder indirekt durch Zwischenschaltung eines Getriebes auf das Prozessaggregat (19) einwirken, dadurch gekennzeichnet, dass mehrere Elektromotoren zum direkten Antrieb der zugeordneten Prozessaggregate (19.1, 19.2) als Permanentmagnet-Motoren (34) ausgebildet sind, darunter zumindest ein Elektromotor zum Antrieb einer Führungswalze (18, 27), eines Streckwerks (19), einer Kräuseleinrichtung, einer Schneideinrichtung, eines Kalanders, einer Ablageeinrichtung und/oder einer Vlieswickeleinrichtung.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Permanentmagnet-Motoren (34) jeweils als Synchronmotor ausgebildet sind, bei welchem mehrere Permanentmagneten (52.1, 52.2) an einem ringförmigen Rotor (51) angeordnet sind.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass der Synchronmotor (34) zur Ankopplung eines Wellenabschnittes (54) an den Rotor (51) eine Hohlwellenaufnahme (48) aufweist, in welcher der Wellenabschnitt (54) einsteckbar ist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass der Wellenabschnitt (54) unmittelbar an einem Ende einer Antriebswelle (31.1) einer der Prozessaggregate (25.1) ausgebildet ist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass der Wellenabschnitt (54) an einer Zwischenwelle (35) ausgebildet ist, welche mit einem gegenüberliegenden Ende mit einer Antriebswelle (31.2) einer der Prozessaggregate (20.2) verbunden ist.
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Permanentmagnet-Motor (34.1) mit einem Steuergerät (43.1) verbunden ist und dass dem Permanentmagnet-Motor (34.1) ein Sensormittel (43.1) zugeordnet ist, welches Sensormittel (43.1) mit dem Steuergerät (42.1) verbunden ist.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass eine Kupplungseinrichtung (38) in dem Antriebsstrang zwischen dem Permanentmagnet-Motor (34) und dem Prozessaggregat angeordnet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004059509 | 2004-12-10 | ||
| PCT/EP2005/013227 WO2006061236A1 (de) | 2004-12-10 | 2005-12-09 | Vorrichtung zur herstellung, behandlung und weiterverarbeitung von synthetischen fasern |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1831441A1 EP1831441A1 (de) | 2007-09-12 |
| EP1831441B1 true EP1831441B1 (de) | 2011-06-29 |
Family
ID=35809662
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05850247A Expired - Lifetime EP1831441B1 (de) | 2004-12-10 | 2005-12-09 | Vorrichtung zur herstellung, behandlung und weiterverarbeitung von synthetischen fasern |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1831441B1 (de) |
| CN (1) | CN101072902A (de) |
| WO (1) | WO2006061236A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102927252A (zh) * | 2012-11-14 | 2013-02-13 | 张家港市兰航机械有限公司 | 压延机中的传动齿轮箱 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3475523A (en) * | 1965-09-23 | 1969-10-28 | Monsanto Co | Monitored melt spinning method and apparatus |
| DE2911379C3 (de) * | 1979-03-23 | 1995-02-23 | Zinser Textilmaschinen Gmbh | Lange Spinnmaschine |
| JPH09233763A (ja) * | 1996-02-28 | 1997-09-05 | Shinko Electric Co Ltd | 同心二軸同時回転装置 |
| DE29620736U1 (de) * | 1996-11-29 | 1997-01-23 | Skf Textilmaschinen-Komponenten Gmbh, 70376 Stuttgart | Antriebs- und Lagervorrichtung für eine Transportwalze für Textilfasern |
| JP4341095B2 (ja) * | 1999-01-22 | 2009-10-07 | チッソ株式会社 | 熱可塑性合成繊維の高速製造装置及び方法 |
-
2005
- 2005-12-09 EP EP05850247A patent/EP1831441B1/de not_active Expired - Lifetime
- 2005-12-09 CN CNA2005800422036A patent/CN101072902A/zh active Pending
- 2005-12-09 WO PCT/EP2005/013227 patent/WO2006061236A1/de not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| EP1831441A1 (de) | 2007-09-12 |
| WO2006061236A1 (de) | 2006-06-15 |
| CN101072902A (zh) | 2007-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2016212B1 (de) | Spinn-treck-texturiermaschine | |
| EP2283174B1 (de) | Verfahren zum schmelzspinnen, verstrecken und aufwickeln eines multifilen fadens sowie eine vorrichtung zur durchführung des verfahrens | |
| EP3036361B1 (de) | Vorrichtung zur herstellung einer mehrzahl synthetischer fäden | |
| WO2015049316A1 (de) | Vorrichtung zum abziehen und aufwickeln einer fadenschar | |
| EP1238273A2 (de) | Verfahren zur steuerung einer texturiermaschine sowie eine texturiermaschine | |
| EP2527502B1 (de) | Vorrichtung zum Abziehen und Verstrecken eines synthetischen Fadens | |
| EP3719186B1 (de) | Verfahren zum betreiben einer textilmaschine sowie textilmaschine | |
| EP1817448B1 (de) | Verfahren zum optimieren der produktionsleistung einer spinnmaschine | |
| EP0978581B1 (de) | Textilverarbeitende Maschine mit einer Streckwerkseinheit | |
| EP1831441B1 (de) | Vorrichtung zur herstellung, behandlung und weiterverarbeitung von synthetischen fasern | |
| EP2971293A1 (de) | Vorrichtung zum schmelzspinnen, verstrecken und aufwickeln mehrerer synthetischer fäden | |
| EP1718555B1 (de) | Verfahren und vorrichtung zum aufwickeln mehrerer fäden | |
| EP1675978B1 (de) | Rotorspinnmaschine | |
| EP2783028A1 (de) | Vorrichtung zur herstellung eines spinnkabels | |
| EP2534285B1 (de) | Vorrichtung zum abziehen und aufwickeln einer vielzahl synthetischer fäden | |
| EP2878717B1 (de) | Textilmaschine mit variablem anspannverzug | |
| EP1422323B1 (de) | Modulare Luftspinnmaschine | |
| DE102005037178A1 (de) | Vorrichtung zum Schmelzspinnen und Aufwickeln einer Vielzahl von Fäden sowie ein Verfahren zum Betreiben einer derartigen Vorrichtung | |
| EP1838908B1 (de) | Verfahren und vorrichtung zum schmelzspinnen und texturieren einer vielzahl von multifilen faeden | |
| DE102005045496A1 (de) | Vorrichtung zum Schmelzspinnen und Abziehen eines Fadens | |
| WO2006058780A1 (de) | Vorrichtung zum führen eines spinnkabels | |
| EP3041978A1 (de) | Schmelzspinnverfahren und schmelzspinnvorrichtung zur herstellung eines gekräuselten fadens | |
| DE102013005457A1 (de) | Vorrichtung zum Schmelzspinnen, Verstrecken und Aufwickeln mehrer synthetischer Fäden | |
| WO2011032846A1 (de) | Vorrichtung zum schmelzspinnen, behandeln und aufwickeln eines multifilen fadens | |
| WO2007128812A2 (de) | Antrieb für ein arbeitsorgan zum bewegen eines faserbandes in einer spinnereivorbereitungsmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070709 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR IT LI |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE FR IT LI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: OERLIKON TEXTILE GMBH & CO. KG |
|
| 17Q | First examination report despatched |
Effective date: 20100423 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005011567 Country of ref document: DE Effective date: 20110818 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20120330 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005011567 Country of ref document: DE Effective date: 20120330 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20131224 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20131221 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20131220 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141209 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20151229 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005011567 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170701 |