EP1990204B1 - Procédé et dispositif de revêtement d'une surface - Google Patents
Procédé et dispositif de revêtement d'une surface Download PDFInfo
- Publication number
- EP1990204B1 EP1990204B1 EP07009417.2A EP07009417A EP1990204B1 EP 1990204 B1 EP1990204 B1 EP 1990204B1 EP 07009417 A EP07009417 A EP 07009417A EP 1990204 B1 EP1990204 B1 EP 1990204B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coated
- coating
- gloss value
- coating material
- gloss
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/28—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for printing downwardly on flat surfaces, e.g. of books, drawings, boxes, envelopes, e.g. flat-bed ink-jet printers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
Definitions
- the invention relates to a method for coating a surface of an object, in particular a workpiece, according to the preamble of claim 1.
- the EP 1 726 443 A1 a method and a device for coating and simultaneously patterning the narrow surfaces of plate-shaped workpieces by means of an ink-jet print head. This allows any pattern to be generated on the surface of the workpiece.
- the applied patterning depending on the subject for example, a wood or natural stone grain
- the EP 1260 368 A1 also discloses a method of printing a material to produce a particular gloss.
- the invention is based on the finding that the overall appearance of a coated surface depends not only on the color / pattern of the coated surface, but also to a considerable extent on the light reflectivity or the gloss of the coated surface.
- the invention provides that in a generic method before producing a coating, a desired gloss value of the coated surface from a gloss scale, preferably measured as Reflektometerwert according to ISO 2813 is selected, and that the coating material as claimed from the outlet openings to the coating surface is ejected, that results in the selected gloss value of the coated surface.
- the most varied variables or parameters are varied within the scope of the method according to the invention.
- the inventors have found that some key parameters are particularly suitable for reliably and reproducibly varying the gloss level in a simple and effective manner.
- the degree of gloss can be tailored to the respective motif of the coated surface in order to achieve an optimal, high-quality appearance in harmony of gloss and motif.
- the targeted application of the coating material not only the appearance but also the feel of the coated surface can be optimized by the surface structure can be matched to the particular motif of the coated surface. For example, by means of the applied coating, a leather feel or the feel of a wood grain can be simulated, while at the same time the gloss value of the material, which may be variable along the coated surface, can also be reproduced or adjusted as desired.
- the method according to the invention can be carried out with comparatively simple means, for example because no additional components such as embossing rollers or the like are required to achieve the selected gloss value.
- the inventive method allows a very flexible production, as by means of the method in a simple way each individual workpiece can be manufactured individually (number of pieces-1-production), without modification work is required.
- At least two objects are coated with a predetermined coating material, in particular a predetermined type of ink, such that the gloss value of the coated surface of at least one object deviates from that of at least one other article.
- a predetermined coating material in particular a predetermined type of ink
- the machine does not have to be reconfigured for every change in the gloss value of different workpieces (eg other coating material, other embossing roll, etc.), but the production can continuously go through with a single machine configuration. This drastically reduces non-productive time and sources of error.
- the coating of the article in the context of the invention does not have to affect a possibly existing motif on the object
- the article is provided by the coating process with a patterning and / or a surface structuring. In this way, the number of process steps can be reduced in the case of patterned or structured workpieces, since the coating process according to the invention can be used not only to achieve the selected Glanzwerst, but at the same time to achieve a desired patterning and / or surface texturing or feel.
- the coating material is at least semi-transparent, preferably transparent.
- the coating material may primarily have a function for selectively adjusting the selected gloss value, while a motif located under the applied coating remains still partially or completely visible.
- the gloss value of the surface to be coated is read or determined, and that the application of the coating material takes into account the gloss value the surface to be coated is performed to obtain the selected gloss value of the coated surface.
- the gloss value of the coated surface is, as already mentioned, preferably measured according to ISO 2813 as a reflectometer value, with a 20 ° reflectometer value having proven to be meaningful for many applications.
- the method according to the invention can be carried out in a particularly simple, rapid and efficient manner using the following apparatus.
- the device has a control device which is set up to control the coating head in such a way that the coating material is ejected from the outlet openings onto the surface to be coated such that the selected gloss value of the coated surface results.
- expensive additional components such as several embossing rollers, different reservoirs for coating materials, etc. can be dispensed with.
- the inventively desired variability of the gloss value results from a few, matched components, namely primarily the print head and the control device set up to achieve the gloss value.
- the device also has an input device for inputting a selected gloss value of the coated surface.
- the device when the device is to process a semitransparent or transparent coating material, it is provided that the device further comprises a measuring device for measuring a gloss value, in particular reflectometer value according to ISO 2813, of a surface of the object to be coated and / or coated. In this way it can be ensured that the desired gloss value results in the interaction of the gloss value of the surface to be coated and the parameters of the coating to be applied.
- a gloss value in particular reflectometer value according to ISO 2813
- FIG Fig. 1 An apparatus 1 for coating a surface of an article 2 is shown in FIG Fig. 1 shown schematically.
- the objects to be coated 2 may be, for example, plate-shaped or strip-shaped workpieces, as are frequently used in the furniture industry and which are preferably at least partially made of wood, wood-based materials, plastic or the like. It should be noted, however, that the present invention is applicable to other types of workpieces.
- the device 1 initially has a conveyor 20, which may be configured for example in the form of a conveyor belt, a conveyor table, a conveyor chain or the like.
- a conveyor 20 Above the conveyor 20 two portals 4 are arranged in the present embodiment, which may for example be designed as a boom or the like.
- At the portals 4 at least one coating head 10 is arranged in each case, which is movable via a carriage 6 along the portal 4.
- the coating heads 10 can also be on the portals 4 more Be arranged units, for example, processing units for performing cutting or other processing, Kantenanleimtechniken, pre- or post-treatment units, etc.
- the workpiece 2 can also be arranged in each case stationary, and that instead the portals 4 can be designed movable, so that it is a stationary machine, as in the field of CNC technology often for Use comes. Combinations of continuous and stationary machines are also possible.
- the coating head has a plurality of outlet openings 12 for the coating material, which may be, for example, ink, paint or other curable materials.
- the coating head 10 has distance sensors 16 in order to allow a more accurate relative positioning between the coating head 10 and the workpiece 2.
- the coating head 10 has a measuring device 14 for measuring a gloss value, in particular a reflectometer value according to ISO 2813, of a surface of the object 2 to be coated and / or coated.
- the measuring device 14 can be arranged such that it measures the gloss value of the surface either before or after Performing the coating process recorded.
- the measuring device may be, for example, a type 406 Novo Gloss device from Elcometer (www.elcometer.com).
- the apparatus 1 further comprises a control device configured to control the coating head 10 in such a manner that the coating material is ejected on the discharge openings 12 onto the surface of the workpiece 2 to be coated such that a selected gloss value of the coated surface results, for example, selected by means of an input device not shown in detail gloss value.
- the gloss value can be reproduced in the context of the present invention by a very wide variety of parameters, with a 20 ° reflectometer value according to ISO 2813 in particular having proven to be a suitable size for the gloss value.
- the present invention is not limited thereto, the generation or variation of a predetermined gloss value when a surface is coated is ultimately based on the surface being given a surface structure which influences the reflectivity of the surface upon incidence of light.
- at least the drop spacing of the coating material applied by means of the coating head is varied.
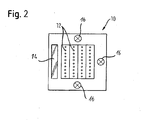
- FIG. 12 shows a case where a relatively fast-drying coating material 12 'was used so that the material 12' has little time to run on the surface of the workpiece 2 and thus has a comparatively small width B and a relatively high height H the single drop of coating material 12 'on the surface results. This generally leads to a relatively low gloss value, ie a matt surface.
- Fig. 3 an example in which the workpiece 2 is already provided with a decoration or pattern 2 'on the surface before application of the coating material 12'.
- the already mentioned above measuring device 14 may be used to first determine the gloss value of the pattern 2 'and then to perform the subsequent coating process such that the overall result is the desired gloss value, resulting from the properties of the existing sampling 2 'and the coating material 12' composed.
- the coating material 12 'can also be used to give the surface a certain feel, for example a leather or wood feel.
- the inventive method is further characterized by the fact that no conversion of the device 1 is required to achieve the desired, variable gloss values. Rather, in the method according to the invention and the device according to the invention, it is readily possible to provide workpieces with a coating continuously while using a (single) Coating material - within certain limits - always to achieve the desired gloss value of the surface. In other words, in the present invention, no varying coating materials, embossing rolls or the like are required to achieve a variety of gloss levels of the coated surface in a variety of workpieces.
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
Claims (6)
- Procédé de revêtement d'une surface d'un objet (2), comprenant les étapes suivantes :préparation d'un objet (2), en particulier d'une pièce, dont une surface est à revêtir,production d'un revêtement sur la surface de l'objet (2) à revêtir, au moyen d'une tête de revêtement (10), en particulier d'une tête d'impression à jet d'encre présentant une pluralité d'orifices de sortie (12) pour le matériau de revêtement,le matériau de revêtement étant projeté des orifices de sortie (12) sur la surface à revêtir de manière à obtenir une valeur de brillance sélectionnée pour la surface revêtue,la valeur de brillance de la surface à revêtir étant lue ou déterminée, et l'application du matériau de revêtement étant effectuée en tenant compte de la valeur de brillance de la surface à revêtir afin d'obtenir une valeur de brillance sélectionnée pour la surface revêtue, caractérisé en ce que préalablement à la production d'un revêtement, la valeur de brillance souhaitée pour la surface revêtue est sélectionnée dans une échelle de brillance, préférentiellement mesurée comme indice réflectométrique suivant ISO 2813, et en ce qu'au moins l'espacement entre gouttes est varié pour obtenir la valeur de brillance sélectionnée.
- Procédé selon la revendication 1, caractérisé en ce qu'au moins deux objets sont revêtus avec un matériau de revêtement prédéfini, en particulier avec un type d'encre prédéfini, de telle manière que la valeur de brillance de la surface revêtue d'au moins un objet diffère de celle d'au moins un autre objet.
- Procédé selon la revendication 1 ou 2, caractérisé en ce que l'objet est pourvu d'un motif et/ou d'une structure de surface suite au processus de revêtement.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que le matériau de revêtement est au moins semi-transparent, préférentiellement transparent.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que lors de l'application du revêtement de surface, la structure de surface est coordonnée au motif de la surface revêtue, en particulier si la structure de surface donne un aspect cuir ou bois veiné.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que la surface revêtue présente au moins en partie une valeur de brillance mesurée comme indice réflectométrique de 20° suivant ISO 2813.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES07009417.2T ES2564242T3 (es) | 2007-05-10 | 2007-05-10 | Procedimiento y dispositivo para el revestimiento de una superficie |
| EP07009417.2A EP1990204B1 (fr) | 2007-05-10 | 2007-05-10 | Procédé et dispositif de revêtement d'une surface |
| PL07009417T PL1990204T3 (pl) | 2007-05-10 | 2007-05-10 | Sposób i urządzenie do powlekania powierzchni |
| CNA2008101003571A CN101301821A (zh) | 2007-05-10 | 2008-05-05 | 用于涂覆表面的方法和设备 |
| US12/118,389 US20080280028A1 (en) | 2007-05-10 | 2008-05-09 | Method and device for coating a surface |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07009417.2A EP1990204B1 (fr) | 2007-05-10 | 2007-05-10 | Procédé et dispositif de revêtement d'une surface |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1990204A1 EP1990204A1 (fr) | 2008-11-12 |
| EP1990204B1 true EP1990204B1 (fr) | 2015-12-02 |
Family
ID=38234904
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07009417.2A Not-in-force EP1990204B1 (fr) | 2007-05-10 | 2007-05-10 | Procédé et dispositif de revêtement d'une surface |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20080280028A1 (fr) |
| EP (1) | EP1990204B1 (fr) |
| CN (1) | CN101301821A (fr) |
| ES (1) | ES2564242T3 (fr) |
| PL (1) | PL1990204T3 (fr) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011114522A1 (de) * | 2011-09-29 | 2013-04-04 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen einer Verpackung für eine Gruppe rauchbarer Artikel |
| CN103660639B (zh) * | 2013-12-08 | 2015-12-30 | 志邦厨柜股份有限公司 | 一种厨柜板件喷码方法 |
| DE102014206697A1 (de) * | 2014-04-07 | 2015-10-08 | Homag Holzbearbeitungssysteme Gmbh | Vorrichtung sowie Verfahren zum Erstellen von Volumenkörpern |
| DE102014224176A1 (de) * | 2014-11-26 | 2016-06-02 | Weeke Bohrsysteme Gmbh | Vorrichtung zur Ausbildung von Volumenkörpern |
| EP3310542B1 (fr) * | 2015-06-18 | 2021-12-29 | Projecta Engineering S.r.l. | Machine de décoration numérique pour produits en céramique |
| DE102016002484A1 (de) * | 2016-03-03 | 2017-09-07 | Sca Schucker Gmbh & Co. Kg | Simulationsverfahren |
| DE102017207993A1 (de) * | 2017-05-11 | 2018-11-15 | Homag Gmbh | System zur Bearbeitung von Wertstücken |
| ES2971866T3 (es) | 2017-06-13 | 2024-06-10 | Hymmen Gmbh Maschinen & Anlagenbau | Procedimiento y dispositivo de producción de una superficie estructurada |
| DE102017212987B4 (de) * | 2017-07-27 | 2020-09-03 | Koenig & Bauer Ag | Bogendruckmaschine |
| CN108583023A (zh) * | 2018-03-16 | 2018-09-28 | 浙江慕容时尚家居有限公司 | 一种沙发生产用印花机 |
| DE102019206431A1 (de) | 2019-05-03 | 2020-11-05 | Hymmen GmbH Maschinen- und Anlagenbau | Verfahren zum Herstellen einer Struktur auf einer Oberfläche |
| DE102020125687A1 (de) | 2020-10-01 | 2022-04-07 | Homag Gmbh | Vorrichtung und Verfahren zum Beschichten einer Oberfläche |
| DE102020125679A1 (de) | 2020-10-01 | 2022-04-07 | Homag Gmbh | Vorrichtung und Verfahren zur Bearbeitung, insbesondere zur Veredelung, von Oberflächen |
| DE102021103564A1 (de) | 2021-02-16 | 2022-08-18 | Homag Gmbh | Verfahren sowie eine Vorrichtung zum Beschichten einer Oberfläche |
| US12208628B2 (en) * | 2021-10-06 | 2025-01-28 | Ricoh Company, Ltd. | Liquid discharge apparatus |
| DE102022114231A1 (de) | 2022-06-07 | 2023-12-07 | Homag Gmbh | Verfahren zum Bemustern eines Werkstücks |
| CN115487960B (zh) * | 2022-09-09 | 2024-07-30 | 松井新材料研究院(广东)有限公司 | 喷墨涂装装置 |
Family Cites Families (85)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3811915A (en) * | 1971-04-27 | 1974-05-21 | Inmont Corp | Printing method for forming three dimensional simulated wood grain,and product formed thereby |
| US3975740A (en) * | 1973-10-02 | 1976-08-17 | Siemens Aktiengesellschaft | Liquid jet recorder |
| DE2433719A1 (de) * | 1974-07-13 | 1976-01-29 | Agfa Gevaert Ag | Tintenschreibvorrichtung fuer das inkjet-verfahren |
| SE421055B (sv) * | 1978-04-19 | 1981-11-23 | Klaus Mielke | Anordning for merkning av kollin eller andra foremal |
| EP0036297A3 (fr) * | 1980-03-14 | 1981-10-07 | Willett International Limited | Imprimante à jet d'encre et procédé |
| US4514742A (en) * | 1980-06-16 | 1985-04-30 | Nippon Electric Co., Ltd. | Printer head for an ink-on-demand type ink-jet printer |
| JPS60264285A (ja) * | 1984-06-13 | 1985-12-27 | Pilot Ink Co Ltd | 可逆性感熱記録組成物 |
| US5113757A (en) * | 1986-01-10 | 1992-05-19 | Alliance Rubber Company, Inc. | Method and apparatus for making printed elastic bands |
| US4814795A (en) * | 1987-05-01 | 1989-03-21 | Marsh Company | Ink jet head holder |
| JPH03205A (ja) * | 1989-05-26 | 1991-01-07 | Norin Suisansyo Shinrin Sogo Kenkyusho | 表面加熱による集成材の製造方法とその装置 |
| US5935331A (en) * | 1994-09-09 | 1999-08-10 | Matsushita Electric Industrial Co., Ltd. | Apparatus and method for forming films |
| JPH08119239A (ja) * | 1994-10-31 | 1996-05-14 | Sony Corp | カートン処理システム及びカートン処理方法 |
| US5581284A (en) * | 1994-11-25 | 1996-12-03 | Xerox Corporation | Method of extending the life of a printbar of a color ink jet printer |
| US6053231A (en) * | 1995-03-23 | 2000-04-25 | Osaka Sealing Printing Co., Ltd. | Bonding apparatus for cutting label continuum having labels formed thereon and bonding label to object |
| JPH09123435A (ja) * | 1995-11-06 | 1997-05-13 | Hitachi Ltd | インクジェット記録装置の印字ヘッド |
| DE69733496D1 (de) * | 1996-01-11 | 2005-07-14 | Gregory Edye Ross | Perimeter beschichtungsverfahren |
| JP3658714B2 (ja) * | 1996-02-09 | 2005-06-08 | アイン興産株式会社 | 木質合成板の模様形成方法 |
| GB9609379D0 (en) * | 1996-05-03 | 1996-07-10 | Willett Int Ltd | Mechanism and method |
| CN1096946C (zh) * | 1996-06-20 | 2002-12-25 | 佳能株式会社 | 通过气泡与大气的连通进行喷液的方法和设备 |
| US6072509A (en) * | 1997-06-03 | 2000-06-06 | Eastman Kodak Company | Microfluidic printing with ink volume control |
| AU8552498A (en) * | 1997-08-01 | 1999-02-22 | Marconi Data Systems Inc. | Self-priming ink system for ink jet printers |
| US5986680A (en) * | 1997-08-29 | 1999-11-16 | Eastman Kodak Company | Microfluidic printing using hot melt ink |
| US6578276B2 (en) * | 1998-01-27 | 2003-06-17 | Eastman Kodak Company | Apparatus and method for marking multiple colors on a contoured surface having a complex topography |
| EP0931649A3 (fr) * | 1998-01-27 | 2000-04-26 | Eastman Kodak Company | Dispositif et procédé pour imprimer une surface profilée ayant une topologie complexe |
| WO2000032420A1 (fr) * | 1998-12-03 | 2000-06-08 | Akzo Nobel N.V. | Procede de preparation d'un substrat decore |
| DE19907043B4 (de) * | 1999-02-19 | 2005-03-24 | Karl Otto Braun Kg | Thermoplastisches Verbandmaterial und Verfahren zu dessen Herstellung |
| US6193361B1 (en) * | 1999-06-03 | 2001-02-27 | Eastman Kodak Company | Apparatus for forming textured layers over images |
| US6694872B1 (en) * | 1999-06-18 | 2004-02-24 | Holographic Label Converting, Inc. | In-line microembossing, laminating, printing, and diecutting |
| US6286920B1 (en) * | 1999-07-29 | 2001-09-11 | Paul Anthony Ridgway | Venetian blind printing system |
| JP2001053943A (ja) * | 1999-08-11 | 2001-02-23 | Mitsubishi Paper Mills Ltd | 画像形成システム |
| SE516696C2 (sv) * | 1999-12-23 | 2002-02-12 | Perstorp Flooring Ab | Förfarande för framställning av ytelement vilka innefattar ett övre dekorativt skikt samt ytelement framställda enlit förfarandet |
| IT1317205B1 (it) * | 2000-04-11 | 2003-05-27 | Comital S P A | Metodo per la realizzazione di decorazioni policrome a stampa sumanufatti metallici e relativa apparecchiatura |
| DE10031030B4 (de) * | 2000-06-26 | 2005-08-04 | Bauer, Jörg R. | Verfahren und Vorrichtung zum Herstellen flächiger Bauteile mit vorbestimmtem Oberflächenaussehen und flächiges Bauteil, insbesondere Frontplatte eines Küchenelements |
| JP2002037224A (ja) * | 2000-07-21 | 2002-02-06 | Fuji Photo Film Co Ltd | 梱包体の製造方法、梱包体、及び印刷装置 |
| US6755518B2 (en) * | 2001-08-30 | 2004-06-29 | L&P Property Management Company | Method and apparatus for ink jet printing on rigid panels |
| EP1190864A1 (fr) * | 2000-09-21 | 2002-03-27 | GRETAG IMAGING Trading AG | Procédé et dispositif pour imprimer de l'information d'image numérique |
| US6930696B2 (en) * | 2000-09-27 | 2005-08-16 | Seiko Epson Corporation | Printing up to edges of printing paper without platen soiling |
| AU2002239731A1 (en) * | 2000-11-13 | 2002-06-03 | Imaging Alternatives, Inc. | Wood surface inkjet receptor medium and method of making and using same |
| US6789876B2 (en) * | 2001-03-21 | 2004-09-14 | Aaron G. Barclay | Co-operating mechanical subassemblies for a scanning carriage, digital wide-format color inkjet print engine |
| US20020189754A1 (en) * | 2001-04-30 | 2002-12-19 | Hill David A. | System and method for forming wood products |
| NL1018114C2 (nl) * | 2001-05-21 | 2002-11-25 | Oce Tech Bv | Inkjetprinter en een werkwijze voor het bedrukken van een ontvangstmateriaal. |
| US20030020767A1 (en) * | 2001-07-24 | 2003-01-30 | Saksa Thomas A. | Grain forming ink jet printer for printing a grain on a workpiece and method of assembling the printer |
| DE10139633C1 (de) * | 2001-08-11 | 2003-04-24 | Amtec Kistler Gmbh | Vorrichtung zum Auftragen eines Beschichtungsmittels |
| US20030048343A1 (en) * | 2001-08-30 | 2003-03-13 | Anderson Brian L. | Process for preparing a laminated ink jet print |
| US20050274272A1 (en) * | 2001-10-09 | 2005-12-15 | Ralph Machesky | Multipurpose label apparatus |
| US7556708B2 (en) * | 2003-06-13 | 2009-07-07 | Advanced Label Systems, Inc. | Apparatus and method for applying labels |
| GB0130485D0 (en) * | 2001-12-21 | 2002-02-06 | Plastic Logic Ltd | Self-aligned printing |
| US20030217807A1 (en) * | 2002-01-25 | 2003-11-27 | Leif Lesmann | Method and apparatus for gluing |
| GB2384931B (en) * | 2002-01-30 | 2005-06-29 | Hewlett Packard Co | Printer device and method |
| KR100958753B1 (ko) * | 2002-04-03 | 2010-05-19 | 메이소나이트 코오포레이션 | 물품에 상을 만드는 방법 및 장치 그리고 인쇄된 물품 |
| AU2003240422A1 (en) * | 2002-05-08 | 2003-11-11 | Erich Utsch Ag | Motor vehicle number plate |
| US20030211251A1 (en) * | 2002-05-13 | 2003-11-13 | Daniels Evan R. | Method and process for powder coating molding |
| US6634729B1 (en) * | 2002-06-12 | 2003-10-21 | J.M. Huber Corporation | Apparatus for applying ink indicia to boards |
| US6964722B2 (en) * | 2002-08-07 | 2005-11-15 | Trio Industries Holdings, L.L.C. | Method for producing a wood substrate having an image on at least one surface |
| DE10239630B3 (de) * | 2002-08-23 | 2004-04-08 | Espera-Werke Gmbh | Vorrichtung und Verfahren zum Etikettieren von Gegenständen |
| US6819886B2 (en) * | 2002-10-23 | 2004-11-16 | Nex Press Solutions Llc | Gloss/density measurement device with feedback to control gloss and density of images produced by an electrographic reproduction apparatus |
| US6790335B2 (en) * | 2002-11-15 | 2004-09-14 | Hon Hai Precision Ind. Co., Ltd | Method of manufacturing decorative plate |
| JP4225076B2 (ja) * | 2003-02-19 | 2009-02-18 | セイコーエプソン株式会社 | 液滴吐出装置 |
| JP2004335492A (ja) * | 2003-03-07 | 2004-11-25 | Junji Kido | 有機電子材料の塗布装置およびそれを使用した有機電子素子の製造方法 |
| JP2004284144A (ja) * | 2003-03-20 | 2004-10-14 | Konica Minolta Holdings Inc | 画像形成方法とインクジェット記録装置、及びそれに用いる活性光線硬化型インク |
| JP2004299054A (ja) * | 2003-03-28 | 2004-10-28 | Konica Minolta Holdings Inc | 画像記録方法、画像記録装置及び紫外線硬化型インク |
| JP2005059215A (ja) * | 2003-08-08 | 2005-03-10 | Sharp Corp | 静電吸引型流体吐出装置 |
| JP4387727B2 (ja) * | 2003-08-14 | 2009-12-24 | 富士通株式会社 | 部品実装組立セル |
| US20050156964A1 (en) * | 2004-01-19 | 2005-07-21 | Konica Minolta Medical & Graphic, Inc. | Ink-jet recording apparatus |
| US7354845B2 (en) * | 2004-08-24 | 2008-04-08 | Otb Group B.V. | In-line process for making thin film electronic devices |
| US20050279450A1 (en) * | 2004-06-16 | 2005-12-22 | Kevin King | Method and apparatus for producing laminated products of infinite length |
| EP2329902A1 (fr) * | 2004-06-25 | 2011-06-08 | Mitsubishi Materials Corporation | Particules de colloïde de métal, colloïde de métal et utilisation du colloïde |
| JP4508762B2 (ja) * | 2004-07-29 | 2010-07-21 | 大日本スクリーン製造株式会社 | 印刷検査装置およびこれを備えた印刷装置、並びに印刷検査方法 |
| DE102005031779B4 (de) * | 2004-07-30 | 2016-03-24 | Heidelberger Druckmaschinen Ag | Verfahren zum Drucken und Nachbehandeln eines Aufdrucks |
| US20060021535A1 (en) * | 2004-07-30 | 2006-02-02 | Heidelberger Druckmaschinen Ag | Method for printing and aftertreating a print |
| US20060075917A1 (en) * | 2004-10-08 | 2006-04-13 | Edwards Paul A | Smooth finish UV ink system and method |
| CN1311913C (zh) * | 2004-10-28 | 2007-04-25 | 博奥生物有限公司 | 一种微量液体喷射系统 |
| DE102005005638B3 (de) * | 2005-02-05 | 2006-02-09 | Cryosnow Gmbh | Verfahren und Vorrichtung zum Reinigen, Aktivieren oder Vorbehandeln von Werkstücken mittels Kohlendioxidschnee-Strahlen |
| JP4964152B2 (ja) * | 2005-03-04 | 2012-06-27 | インクテック カンパニー リミテッド | 導電性インク組成物及びこの製造方法 |
| JP4584003B2 (ja) * | 2005-04-07 | 2010-11-17 | セイコーエプソン株式会社 | ラベル作成装置のラベル作成方法、およびラベル作成装置 |
| PL1726443T3 (pl) | 2005-04-28 | 2007-10-31 | Homag Holzbearbeitungssysteme Ag | Urządzenie i sposób dekorowania wąskich boków płytowych detali |
| US20060275590A1 (en) * | 2005-06-03 | 2006-12-07 | Lorenz Daniel W | Method of printing a durable UV cured ink design on a substrate |
| FR2886880B1 (fr) * | 2005-06-14 | 2008-10-03 | Mgi France Sa | Machine numerique a jet pour depose d'un revetement sur un substrat |
| US20100098887A1 (en) * | 2005-08-03 | 2010-04-22 | Mitsubishi Kagaku Media Co., Ltd. | Optical recording medium and ink composition |
| US20070044324A1 (en) * | 2005-08-30 | 2007-03-01 | Arthur Harris | Power Tool Attachments |
| KR100708469B1 (ko) * | 2005-10-24 | 2007-04-18 | 삼성전자주식회사 | 사용노즐 자동조절장치, 그것을 구비하는 화상형성장치 및그 사용노즐 자동조절방법 |
| US7669947B2 (en) * | 2006-05-10 | 2010-03-02 | Rsi Systems, Llc | Industrial ink jet print head system |
| EP1935657B1 (fr) * | 2006-12-20 | 2013-02-13 | Homag Holzbearbeitungssysteme AG | Dispositif et procédé destinés au revêtement de pièces à usiner |
| US7762647B2 (en) * | 2007-09-25 | 2010-07-27 | Eastman Kodak Company | MEMS printhead based compressed fluid printing system |
| US20090252933A1 (en) * | 2008-04-04 | 2009-10-08 | 3M Innovative Properties Company | Method for digitally printing electroluminescent lamps |
-
2007
- 2007-05-10 EP EP07009417.2A patent/EP1990204B1/fr not_active Not-in-force
- 2007-05-10 PL PL07009417T patent/PL1990204T3/pl unknown
- 2007-05-10 ES ES07009417.2T patent/ES2564242T3/es active Active
-
2008
- 2008-05-05 CN CNA2008101003571A patent/CN101301821A/zh active Pending
- 2008-05-09 US US12/118,389 patent/US20080280028A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP1990204A1 (fr) | 2008-11-12 |
| CN101301821A (zh) | 2008-11-12 |
| US20080280028A1 (en) | 2008-11-13 |
| ES2564242T3 (es) | 2016-03-21 |
| PL1990204T3 (pl) | 2016-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1990204B1 (fr) | Procédé et dispositif de revêtement d'une surface | |
| EP3415319B1 (fr) | Procédé et dispositif de fabrication d'une surface décorative | |
| EP2292437B1 (fr) | Procédé et dispositif permettant de réaliser un élément structurel ayant une apparence de surface predéterminée | |
| DE102009043812B4 (de) | Verfahren zum Herstellen einer bedruckten Oberfläche auf einem flächigen Werkstück | |
| EP2544902B1 (fr) | Procédé et dispositif destinés à la fabrication d'un produit en forme de plaque à surface décorée | |
| EP4093612B1 (fr) | Procédé d'impression sur une pièce et dispositif d'impression | |
| EP1862304B1 (fr) | Procédé de production d'un décor de surface sur un panneau et presse destinée à l'exécution du procédé | |
| EP3924155B1 (fr) | Procédé et dispositif pour recouvrir d'une bande de protection la face latérale d'une plaque | |
| WO2011064075A2 (fr) | Procédé et dispositif pour générer une structure de surface en trois dimensions sur une pièce | |
| EP2097873A1 (fr) | Procédé et dispositif de production de surfaces individuelles par impression d'au moins un module individuel dérivé d'un modèle d'orgine | |
| EP3415318A1 (fr) | Procédé et dispositif de fabrication d'une pièce à usiner décorative et pièce à usiner | |
| DE202004000662U1 (de) | Maschine zum Bedrucken der Schmalseiten plattenförmiger Werkstücke | |
| EP2065149B1 (fr) | Procédé et dispositif destinés au marquage d'une pile d'éléments de type plaques, pile dotée d'un marquage ainsi qu'élément de type plaque | |
| EP2873535A1 (fr) | Pièces dotées d'une surface de décor structuré | |
| DE102010010785B4 (de) | Verfahren und Vorrichtung zur Herstellung von Dekorpapier zum Beschichten von plattenförmigen Grundkörpern | |
| EP3415317B1 (fr) | Procédé et dispositif de fabrication d'une surface décorative | |
| EP4069482B1 (fr) | Dispositif et procédé pour couvrir une surface de piece de travail | |
| DE102017113036B4 (de) | Verfahren und Vorrichtung zur Herstellung eines dekorativen Werkstückes und Werkstück | |
| EP2301762B9 (fr) | Procédé et un dispositif d'application d'une structure sur une plaque en matériau dérivé du bois | |
| DE102017113035B4 (de) | Verfahren und Vorrichtung zur Herstellung einer dekorativen Oberfläche | |
| EP3656566B1 (fr) | Procédé d'impression de baguettes profilées allongées et baguettes profilées | |
| WO2023237522A1 (fr) | Procédé d'application de motifs sur une pièce à travailler | |
| EP4255736B1 (fr) | Procédé et dispositif d'impression d'une surface d'un papier | |
| DE102021103564A1 (de) | Verfahren sowie eine Vorrichtung zum Beschichten einer Oberfläche |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090211 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR IT PL |
|
| 17Q | First examination report despatched |
Effective date: 20090714 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150701 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007014428 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2564242 Country of ref document: ES Kind code of ref document: T3 Effective date: 20160321 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007014428 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20160905 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200520 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20200506 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210510 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230523 Year of fee payment: 17 Ref country code: ES Payment date: 20230602 Year of fee payment: 17 Ref country code: DE Payment date: 20220615 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007014428 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240510 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20250630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240511 |