EP2301874A1 - Verfahren zum Sammeln von Druckprodukten sowie Sammeleinrichtung für Druckprodukte - Google Patents
Verfahren zum Sammeln von Druckprodukten sowie Sammeleinrichtung für Druckprodukte Download PDFInfo
- Publication number
- EP2301874A1 EP2301874A1 EP09171444A EP09171444A EP2301874A1 EP 2301874 A1 EP2301874 A1 EP 2301874A1 EP 09171444 A EP09171444 A EP 09171444A EP 09171444 A EP09171444 A EP 09171444A EP 2301874 A1 EP2301874 A1 EP 2301874A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- transport device
- printed products
- feeder
- printed
- transport
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/58—Article switches or diverters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
- B65H39/04—Associating,collating or gathering articles from several sources from piles
- B65H39/043—Associating,collating or gathering articles from several sources from piles the piles being disposed in juxtaposed carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/43—Gathering; Associating; Assembling
- B65H2301/435—Gathering; Associating; Assembling on collecting conveyor
- B65H2301/4353—Gathering; Associating; Assembling on collecting conveyor with compartments, e.g. the articles being substantially horizontal in each compartment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/10—Modular constructions, e.g. using preformed elements or profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/30—Supports; Subassemblies; Mountings thereof
- B65H2402/31—Pivoting support means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/261—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/40—Identification
- B65H2511/414—Identification of mode of operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/40—Movement
- B65H2513/42—Route, path
Definitions
- the invention relates to a method for collecting printed products by means of a collecting device according to the preamble of claim 1. It also relates to a collecting device for carrying out said method.
- a collating machine for printed sheets has become known with a number of arranged investors with magazines for receiving stacks of printing, which gathering machine is supplemented with at least one magazine for receiving further printed products to be affixed to printed sheets.
- This gathering machine is further characterized by a first feeder for advertising material and a second feeder for printing sheet and a conveyor on which an isolated from the first feeder advertising material can be deposited and the second feeder fed positionally, and on which a separated from the second feeder sheet positionally appropriate to the advertising material in the sense of sticking under the sheet is deposited.
- Essential in this document over the earlier The prior art is the proposal to stick advertising on printed sheets from below, ie on the back of the sheet.
- the invention aims to remedy this situation.
- the invention as characterized in the claims, is based on the object, in a method and a collecting device for graphic products of the type mentioned, to provide a number of precautions, which allow different production processes without a conversion of the plant.
- the collecting device is designed so that in addition to a first transport device additionally a second transport device is provided, which includes at least two investors. It is essential that the delivery routes of the individual investors can be operated alternatively, so in a normal operation, in which the investors alimentieren the collection route, or in a special operation in which the printed products through the second transport device through individual or multiple investors, with any Changeover of the operation over the individual investors can be carried out continuously.
- the operational use in special operation is therefore based on special applications in which the printed products withdrawn via a second transport device, bypassing an immediate alimentation of the first transport device, as is the case in normal operation, fed to at least the second feeder and there subjected to further processing before they are supplied to the first transport device, or be supplied to another feeder.
- the printed products are glued, for example, and connected to another printed product, for example a card, before they are delivered to the first transport device.
- the printed products of the second investor can thus, for example, attached to the printed products of the first investor, for example, they can be connected by gluing together.
- a printed product can be glued or also be inscribed by means of an object.
- a printed product can be subtracted from the first feeder printed sheets, these glued on the second transport device and then each glued to a printed product of the second investor.
- the aforementioned cards as a printed product can be attached to the front of the printed products of the first investor.
- cards can be deducted from the first feeder, so that they then come to stand on the back of the printed products of the second investor, this can be accomplished for example by gluing or gluing. Deducted sheets then do not arrive at the first feeder, but after a subsequent feeder on the first transport device.
- a card can also be electrostatically fixed on the appropriate sheet.
- a printed product is deducted from the first feeder, in which no special application is provided, then this is delivered directly to the first transport device. However, a subsequent printed product can then be fed back to the second feeder via the second transport device.
- the inventive method can be collected with more than two investors. Accordingly, more than a second transport device can be provided. The method according to the invention and the collecting device proposed for carrying out the method thus enable greater flexibility and simple production, since special units do not have to be needed and replaced.
- the clock of the first investor can be synchronized to the clock of the first transport device or to the clock of the one or more investors.
- the invention also relates, as stated above, also a collecting device for printed products, with at least a first and a second feeder, which are arranged along a first transport device and with which each printed products, for example, withdrawn from a stack and can be stored on the transport device, which according to the invention by a second transport device, which connects the first with the second feeder, so that a withdrawn from the first feeder print product is fed to the second feeder.
- a collecting device solves the above object and thus has the considerable advantage of greater flexibility with less effort in a change in production, or simultaneous or temporary injections of various types of printed products, as for the special applications, for example, only a comparatively compact glue application head or inkjet pushbutton must be placed in the appropriate place.
- the printed products can thus be fed to the first or the second transport device without complicated conversion work.
- the second transport device can in this case be fixed or weg uman.
- the collecting device according to the invention can also have more than two feeders. Accordingly, it may also have more than two second transport devices.
- the first and the second feeder are each individually controllable with a control device. This results in even greater flexibility.
- the printed products 16 are provided, for example, for collating book blocks, newspapers, magazines and the like. But they can also be side dishes, such as cards, promotional mailings, newspaper inserts or the like.
- the stacks 15 are each located in a stacking container 14 above one of the feeders AC.
- the removal of the printed products 16 is carried out in a conventional manner, each with a take-off drum 4. This has, for example, suckers and grippers, not shown here, with which the printed products 16 are each withdrawn individually at the bottom of a stack 15.
- the withdrawn printed products 16 are between a conveyor belt 5 and the outside of the take-off drum 4 in FIG. 1 transported in a clockwise direction and transported approximately in the six o'clock position between a conveyor belt 23 and another conveyor belt 6 approximately horizontally or obliquely downwards.
- a pivotable tongue 8 is mounted, the a deflection roller 7 can be applied, on which the conveyor belt 23 is deflected.
- the pivotable tongue 8 can be equipped, for example, via spring elements not shown in detail in the figure.
- Each of the investors AC can thus optionally pass a withdrawn printed product 16 of the second transport device 3 or the first transport device 2 in the further transport.
- the deflection roller 7 and the tongue 8 are pivoted about the axis 26 of the corresponding withdrawal drum 4.
- the second transport device 3 has a lower conveyor belt 9 and an upper conveyor belt 10, between which the detected printed products 16 are each transported substantially horizontally and in the direction of the arrow 24.
- the lower conveyor belt 9 has at a front end a guide part 11 which has a guide opening 13 with a arranged at the front end of the upper conveyor belt 10 further guide member 12.
- This guide opening 13 leads the printed products 16 substantially tangentially to the feeder B, which is downstream of the feeder A in the transport direction.
- the feeder C is preferably of the same design as the feeder A and B. In FIG. 1 the feeder C is shown in the position in which a printed product 16 captured by the feeder C is transferred to the first transport device 2. Alternatively, it is also possible here, a transfer of the printed product to a further second transport device 3 ", which in the FIG. 1 only hinted at.
- a glue nozzle 21 is arranged, with which a printed product 16 transported with the second transport device 3 or a printed product 16' stacked there is glued.
- Such glue nozzles 21 are known per se to those skilled in the art, which makes a detailed illustration unnecessary here.
- a glue nozzle can be arranged fixedly or else movably, so that it can also be arranged, for example, over one of the second transport devices 3, 3 ', 3.
- an inkjet printer suitable for personalizing the print sheets can also be used 22, which is directed against the withdrawal drum 4 or the second transport device 3.
- a printing product 16, 16 ', 16 "located on the withdrawal drum 4 can be arranged. etc., as already mentioned above, printed, for example, be labeled.
- the inkjet printer 22 may also be fixed or movable.
- glue nozzles 21 and inkjet printers 22 are also possible.
- other devices and components are also conceivable with which the printed products 16 can also be processed otherwise.
- components should be mentioned, which make holes or punched, or can attach labels or glue.
- the printed products 16 can be transferred to each or a particular feeder A, B and C in each case selectively or to the first transport device 2.
- FIG. 1 an arrangement is shown in which the three investors A, B, C can cooperate operatively.
- the printed products 16 withdrawn by the feeder A are first transferred to the feeder B.
- the printed products 16 supplied by the feeder A are combined with the printed products 16 'and these two printed products 16' and 16 are then transferred to the further second feeder 3 'and finally to the feeder C.
- a further printed product 16 is then added in feeder C.
- the printed products 16, 16 'and 16" are then transferred from feeder C to first transport device 2.
- FIG. 1 The resulting method or the arrangement of the collecting device 1 shown here represents only one embodiment variant. In particular, the following methods or arrangements are also possible:
- the printed products 16 may be cards that are withdrawn individually by the feeder A. Before these printed products 16 reach the feeder B, they are glued with a glue nozzle 21. This glue nozzle 21 is arranged in this case over the second transport device 3.
- the printed products 16 'in this case are, for example, folded printed sheets. These are withdrawn with the withdrawal drum 4, that in each case a printed product 16 is glued in the region of the withdrawal drum 4 to a printed product 16 '. The sticking takes place here in each case on an underside of a printed product 16 '.
- Each provided with a printed product 16 printed products 16 ' can then be transferred to the feeder B to the first transport device 2.
- a method is possible in which the printed products 16 are, for example, folded sheets and the printed products 16 'cards. In this case, the printed products 16 are glued and each glued to a card 16. The printed products 16 'are then each on top of a printed product 16. The gluing can then be done either on the sheet or on the card.
- three investors A, B and C can also be provided more than three investors. It would be possible, for example, to collect a block which has a plurality of different printed products 16, 16 'and 16 ", each of which is provided with a card, whereby these cards may be different, whereby it is possible, for example, for only the uppermost printed product 16, 16
- the addressing takes place, for example, at the end of the second transport devices or at the feeder C, at which the printed products 16, 16 'or 16 "are transferred to the first transport device 2.
- a method in which the printed products 16, 16 'or 16 "are double or multiple-use Accordingly, a plurality of printed products 16 formed as cards, for example, can be side by side, for example, from the feeder A be charged. On a double benefit then, for example, two cards can be glued simultaneously.
- the investors A, B and C and the first transport device 2 are clocked by drives not shown here and a control device driven and controlled.
- the investors A, B and C on the first transport device 2 or for positioning, for example, a card on the appropriate sheet to the clock of the subsequent investor A, B or C be synchronized.
- Switching investors A, B and C between the in Figures 2 and 3 positions shown preferably takes place dynamically during production. Alternatively, however, it is also possible to retrofit when the collecting device 1 is stationary.
- the conveyor belts 9, 10 of the second conveyor 3, 3 ', 3 may be permanently installed, or they may be retrofitted to different locations as needed, due to the inherent flexibility of the system.
- the collecting device and the method for operating such are also suitable for collecting loose products, for example cards, for example in a book block.
- a printed sheet can be withdrawn from feeder A, the feeder B is placed in the desired location in feeder B, and the next spread sheet is laid in feeder C. When placing this package in the collection so that the loose card is held between two sheets.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Collation Of Sheets And Webs (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Sammeln von Druckprodukten mittels einer Sammeleinrichtung gemäss Oberbegriff des Anspruchs 1. Sie betrifft auch eine Sammeleinrichtung zur Durchführung des genannten Verfahrens.
- Aus
DE 100 05 052 A1 ist eine Zusammentragmaschine für Druckbogen mit einer Reihe von angeordneten Anlegern mit Magazinen zur Aufnahme von Druckstapeln bekanntgeworden, welche Zusammentragmaschine mit wenigstens einem Magazin zur Aufnahme von an Druckbogen anzuklebenden weiteren Druckprodukten ergänzt ist. Diese Zusammentragmaschine ist des Weiteren durch einen ersten Anleger für Werbemittel und einen zweiten Anleger für Druckbogen und einen Förderer gekennzeichnet, auf dem ein aus dem ersten Anleger vereinzeltes Werbemittel ablegbar und dem zweiten Anleger positionsgerecht zuführbar ist, und auf dem ein aus dem zweiten Anleger vereinzelter Druckbogen positionsgerecht auf das Werbemittel im Sinne eines Anklebens unter den Druckbogen ablegbar ist. Wesentlich bei dieser Druckschrift gegenüber dem früheren Stand der Technik ist der Vorschlag, Werbemittel an Druckbogen von unten zu kleben, d.h. auf der Rückseite der Druckbogen. - Bei dieser zum Stand der Technik gehörenden Druckschrift fällt auf, dass die Zusammentragmaschine auf zwei Anleger ausgelegt ist, welche in einer zwingend konzipierten Interdependenz zueinander stehen, d.h. die Transportverbindung zwischen den beiden Anleger basiert hier auf einer fest konzipierten Wirkverbindung, so dass keine Möglichkeit besteht, zusätzliche Anleger mit individuellen Funktionen vorzusehen, Zwar wäre es an sich möglich, zusätzliche Anleger einzufügen, indessen müssten diese in eine Teilung der Sammelstrecke passen, was an sich schwer zu realisieren wäre. Auch müsste dann bedacht werden, dass diese Sammelstrecke in irgendeiner Form verlängert werden müsste, was wiederum mit einem grossen Aufwand verbunden wäre. Schliesslich gilt immer noch zu bedenken, dass eine solche umgebaute Anlage keine Möglichkeit offen liesse, selektive produktbezogene Verarbeitungen durchzuführen, auch nicht intermediäre Überspringungen eines Anlegers vorzusehen.
- Hier will die Erfindung Abhilfe schaffen. Der Erfindung, wie sie in den Ansprüchen gekennzeichnet ist, liegt die Aufgabe zugrunde, bei einem Verfahren und einer Sammeleinrichtung für graphische Produkte der eingangs genannten Art, eine Reihe von Vorkehrungen vorzusehen, welche ohne einen Umbau der Anlage verschiedene Produktionsabläufe ermöglichen.
- Dabei wird die Sammeleinrichtung erfindungsgemäss so gestaltet, dass parallel zu einer ersten Transportvorrichtung zusätzlich eine zweite Transportvorrichtung vorgesehen wird, welche mindestens zwei Anleger miteinbezieht. Wesentlich ist dabei, dass die Abgabestrecken der einzelnen Anleger alternativ betrieben werden können, so in einem Normalbetrieb, bei welchem die Anleger die Sammelstrecke alimentieren, oder in einem Spezialbetrieb, bei welchem die Druckprodukte über die zweite Transportvorrichtung einzelne oder mehrere Anleger durchlaufen, wobei eine beliebige Umstellung des Betriebes über die einzelnen Anleger fortlaufend vorgenommen werden kann.
- Der operative Einsatz beim Spezialbetrieb richtet sich sonach auf Sonderanwendungen, bei welcher die abgezogenen Druckprodukte über eine zweite Transportvorrichtung, unter Umgehung einer unmittelbaren Alimentierung der ersten Transportvorrichtung, wie dies im Normalbetrieb der Fall ist, mindestens dem zweiten Anleger zugeführt und dort einer weiteren Bearbeitung unterzogen werden, bevor sie der ersten Transportvorrichtung zugeführt werden, oder einem weiteren Anleger zugeleitet werden.
- Die Druckprodukte werden beispielsweise beleimt und mit einem weiteren Druckprodukt, beispielsweise einer Karte verbunden, bevor sie an die erste Transportvorrichtung abgegeben werden. Die Druckprodukte des zweiten Anlegers können somit beispielsweise an den Druckprodukten des ersten Anlegers angebracht, beispielsweise lassen sie sich durch Kleben miteinander verbinden.
- Im Bereich der zweiten Transportvorrichtung kann beispielsweise ein Druckprodukt beleimt oder auch mittels eines Inkjekts beschriftet werden. Beispielsweise können vom ersten Anleger Druckbogen abgezogen werden, diese auf der zweiten Transportvorrichtung beleimt und dann jeweils mit einem Druckprodukt des zweiten Anlegers angeklebt werden. Die bereits genannten Karten als Druckprodukt können so auf der Vorderseite der Druckprodukte des ersten Anlegers befestigt werden. Alternativ können aber beispielsweise auch Karten vom ersten Anleger abgezogen werden, so dass sie dann an der Rückseite der Druckprodukte des zweiten Anlegers zu stehen kommen, dies kann beispielsweise durch Kleben oder Leimen bewerkstelligt werden. Abgezogene Bogen gelangen dann somit nicht beim ersten Anleger, sondern nach einem nachfolgenden Anleger auf die erste Transportvorrichtung.
- Statt mittels eines Leims kann eine Karte auch elektrostatisch auf dem entsprechenden Druckbogen fixiert werden.
- Es ist auch möglich, selektiv unterschiedliche Druckprodukte, beispielsweise Bogen aus einem Fach einer Anzahl zusammengeschalteter ersten Anlegers abzuziehen und diese beispielsweise mit einem Inkjetdrucker am Ende der zusammengeschalteten zweiten Transportvorrichtung zu personifizieren. Dadurch ergibt sich eine noch grössere Flexibilität des erfindungsgemässen Systems.
- Wird vom ersten Anleger ein Druckprodukt abgezogen, bei dem keine Sonderanwendung vorgesehen ist, so wird dieses direkt an die erste Transportvorrichtung abgegeben. Bereits ein nachfolgendes Druckprodukt kann dann aber wieder über die zweite Transportvorrichtung dem zweiten Anleger zugeführt werden. Selbstverständlich kann nach dem erfindungsgemässen Verfahren auch mit mehr als zwei Anlegern gesammelt werden. Entsprechend können auch mehr als eine zweite Transportvorrichtung vorgesehen werden. Das erfindungsgemässe Verfahren und die zur Durchführung des Verfahrens vorgeschlagene Sammeleinrichtung ermöglichen somit eine höhere Flexibilität und eine einfache Produktion, da Spezialaggregate nicht benötigt und ausgewechselt werden müssen.
- Nach einer Weiterbildung der Erfindung ist vorgesehen, das der Takt des ersten Anlegers auf den Takt der ersten Transportvorrichtung oder auf den Takt des oder der weiteren Anleger synchronisiert werden kann.
- Die Erfindung betrifft zudem, wie oben bereits ausgeführt wurde, auch eine Sammeleinrichtung für Druckprodukte, mit wenigstens einem ersten und einem zweiten Anleger, die entlang einer ersten Transportvorrichtung angeordnet und mit denen jeweils Druckprodukte beispielsweise von einem Stapel abgezogen und auf die Transportvorrichtung ablegbar sind, welche erfindungsgemäss durch eine zweite Transportvorrichtung, welche den ersten mit dem zweiten Anleger verbindet, so dass ein vom ersten Anleger abgezogenes Druckprodukt dem zweiten Anleger zuführbar ist. Eine solche Sammeleinrichtung löst die oben genannte Aufgabe und besitzt damit den erheblichen Vorteil einer höheren Flexibilität bei gleichzeitig kleinerem Aufwand bei einer Änderung der Produktion, oder bei simultanen oder temporären Einschleusungen verschiedenartiger Druckprodukte, da für die Sonderanwendungen beispielsweise nur ein vergleichsweise kompakter Leimauftragskopf oder Inkjekt-Druckknopf an die entsprechende Stelle platziert muss. Die Druckprodukte sind somit ohne aufwändige Umstellarbeiten wahlweise der ersten oder der zweiten Transportvorrichtung zuführbar. Die zweite Transportvorrichtung kann hierbei fest oder wegstellbar sein. Selbstverständlich kann auch die erfindungsgemässe Sammeleinrichtung mehr als zwei Anleger aufweisen. Entsprechend kann sie auch mehr als zwei zweite Transportvorrichtungen aufweisen.
- Nach einer Weiterbildung der Erfindung ist vorgesehen, dass der erste und der zweite Anleger jeweils mit einer Steuervorrichtung einzeln ansteuerbar sind. Dadurch ergibt sich eine noch höhere Flexibilität.
- Weitere vorteilhafte Merkmale resp. Ausführungsvarianten ergeben sich aus den abhängigen Patentansprüchen, der nachfolgenden Beschreibung sowie der Zeichnung.
- Ein Ausführungsbeispiel der Erfindung wird nachfolgend anhand der Zeichnung näher erläutert. Alle für das unmittelbare Verständnis der Erfindung nicht wesentlichen Elemente sind weggelassen worden. Gleiche Elemente sind in den verschiedenen Figuren mit den gleichen Bezugszeichen versehen. Es zeigen:
-
- Figur 1
- schematisch eine Ansicht einer erfindungsgemässen Sammeleinrichtung,
- Figur 2
- schematisch eine Ansicht eines Anlegers, mit dem Druckprodukte der zweiten Transportvorrichtung zuführbar sind,
- Figur 3
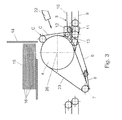
- eine schematische Ansicht eines Anlegers, mit dem Druckprodukte der ersten Transportvorrichtung zuführbar sind und
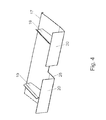
- Figur 4
- eine räumliche Ansicht eines Sammelbehälters.
- Die Druckprodukte 16 sind beispielsweise zum Zusammentragen von Buchblöcken, Zeitungen, Zeitschriften und dergleichen vorgesehen. Sie können aber auch Beilagen, beispielsweise Karten, Werbesendungen, Zeitungsbeilagen oder dergleichen sein.
- Die Stapel 15 befinden sich jeweils in einem Stapelbehälter 14 über einem der Anleger A-C. Das Abziehen der Druckprodukte 16 erfolgt in an sich bekannter Weise jeweils mit einer Abzugtrommel 4. Diese besitzt beispielsweise hier nicht gezeigte Sauger und Greifer, mit denen die Druckprodukte 16 jeweils einzeln an der Unterseite eines Stapels 15 abgezogen werden. Die abgezogenen Druckprodukte 16 werden zwischen einem Transportband 5 und der Aussenseite der Abzugstrommel 4 in
Figur 1 im Uhrzeigersinn transportiert und jeweils etwa in der sechs Uhr Position zwischen einem Transportband 23 und einem weiteren Transportband 6 etwa horizontal oder schräg nach unten transportiert. Am vorderen Ende des Transportbandes 6 ist eine schwenkbare Zunge 8 gelagert, die an eine Umlenkrolle 7 anlegbar ist, auf welcher das Transportband 23 umgelenkt wird. Die schwenkbare Zunge 8 kann beispielsweise über in der Figur nicht näher gezeigte Federelemente ausgestattet sein. Mit der Zunge 8 werden die Druckprodukte 16 gemässFigur 2 an eine zweite Transportvorrichtung 3 oder wie beim Anleger C gemässFigur 1 undFigur 3 an einen Sammelbehälter 17 der ersten Transportvorrichtung 2 abgegeben. Jeder der Anleger A-C kann somit wahlweise ein abgezogenes Druckprodukt 16 der zweiten Transportvorrichtung 3 oder der ersten Transportvorrichtung 2 in den weiteren Transport übergeben. Hierzu werden die Umlenkrolle 7 und die Zunge 8 um die Achse 26 der entsprechenden Abzugstrommel 4 verschwenkt. - Die zweite Transportvorrichtung 3 besitzt ein unteres Transportband 9 und ein oberes Transportband 10, zwischen denen die erfassten Druckprodukte 16 jeweils im Wesentlichen horizontal und in Richtung des Pfeils 24 transportiert werden. Das untere Transportband 9 besitzt an einem vorderen Ende einen Führungsteil 11, der mit einem am vorderen Ende des oberen Transportbandes 10 angeordneten weiteren Führungsteil 12 eine Führungsöffnung 13 besitzt. Diese Führungsöffnung 13 führt die Druckprodukte 16 im Wesentlichen tangential dem Anleger B zu, der in Transportrichtung dem Anleger A nachgeschaltet ist. Haben die Druckprodukte 16 die Führungsöffnung 13 verlassen, so werden sie von den beiden Transportbändern 6 und 23 des Anlegers B erfasst und entweder einer weiteren zweiten Transportvorrichtung 3' zugeführt, die gleich ausgebildet sein kann wie die erstgenannte Transportvorrichtung 3, oder wahlweise an die erste Transportvorrichtung 2 übergeben.
- Der Anleger C ist vorzugsweise gleich ausgebildet wie die Anleger A und B. In
Figur 1 ist der Anleger C in der Stellung gezeigt, in welcher ein vom Anleger C erfasstes Druckprodukt 16 der ersten Transportvorrichtung 2 übergeben wird. Alternativ ist es hier auch möglich, eine Übergabe des Druckproduktes an eine weitere zweite Transportvorrichtung 3", welche in derFigur 1 nur andeutungsweise gezeigt ist. - Über der weiteren zweiten Transportvorrichtung 3' oder über der Abzugstrommel 4 ist eine Leimdüse 21 angeordnet, mit welcher ein mit der zweiten Transportvorrichtung 3 transportiertes Druckprodukt 16 oder ein dort gestapeltes Druckprodukt 16' beleimt wird.
- Solche Leimdüsen 21 sind dem Fachmann an sich bekannt, womit sich hier eine detaillierte Darstellung erübrigt. Eine solche Leimdüse kann fest oder auch beweglich angeordnet sein, so dass sie beispielsweise auch über einer der zweiten Transportvorrichtungen 3, 3', 3" angeordnet sein können. Alternativ oder kumulativ zu einer solchen Leimdüse kann analog auch ein für die Personifizierung der Druckbogen tauglicher Inkjetdrucker 22 angeordnet sein, der gegen die Abzugtrommel 4 oder die zweite Transportvorrichtung 3 gerichtet ist. Mit diesem Inkjetdrucker 22 kann ein sich auf der Abzugtrommel 4 befindliches Druckprodukt 16, 16', 16". etc., wie oben bereits erwähnt, bedruckt, beispielsweise beschriftet werden. Der Inkjetdrucker 22 kann ebenfalls fest oder beweglich angeordnet sein. Möglich ist auch eine Kombination von mehreren Leimdüsen 21 und Inkjetdruckern 22. Anstelle der Leimdüse 21 und des Inkjetdruckers 22 sind zudem auch andere Vorrichtungen und Bauelemente denkbar, mit denen die Druckprodukte 16 auch noch anderweitig bearbeitet werden können. Hier sind insbesondere Bauelemente zu erwähnen, welche Lochungen oder Stanzungen vornehmen, oder Etiketten oder Kleber anbringen können.
- Für die erfindungsgemässe Sammeleinrichtung 1 ist es somit wesentlich, dass die Druckprodukte 16 jedem oder einem bestimmten Anleger A, B und C jeweils wahlweise oder an die erste Transportvorrichtung 2 übergeben werden können. In der
Figur 1 ist eine Anordnung gezeigt, in welcher die drei Anleger A, B, C operativ zusammenwirken können. Die vom Anleger A abgezogenen Druckprodukte 16 werden zunächst dem Anleger B übergeben. Im Anleger B werden die vom Anleger A zugeführten Druckprodukte 16 mit den Druckprodukten 16' zusammengelegt und diese beiden Druckprodukte 16' und 16 werden dann an die weitere zweite Transportvorrichtung 3' und schliesslich dem Anleger C übergeben. Im Anleger C wird dann ein weiteres Druckprodukt 16" hinzugefügt. Die Druckprodukte 16, 16' und 16" werden dann vom Anleger C an die erste Transportvorrichtung 2 übergeben. Die Druckprodukte 16' sind beispielsweise Karten, die beim Transport mit der zweiten Transportvorrichtung 3 beleimt und jeweils an ein Druckprodukt 16" angeklebt werden. Die Druckprodukte 16" können zudem mit dem Inkjetdrucker 22 bedruckt, beispielsweise adressiert werden. - Das aus
Figur 1 hervorgehende Verfahren bzw. die gezeigte Anordnung der Sammeleinrichtung 1 stellt hier lediglich eine Ausführungsvariante dar. Insbesondere sind auch noch folgende Verfahren bzw. Anordnungen möglich: - Die Druckprodukte 16 können Karten sein, die vom Anleger A einzeln abgezogen werden. Bevor diese Druckprodukte 16 den Anleger B erreichen, werden diese mit einer Leimdüse 21 beleimt. Diese Leimdüse 21 ist in diesem Fall über der zweiten Transportvorrichtung 3 angeordnet. Die Druckprodukte 16' sind in diesem Fall beispielsweise gefalzte Druckbogen. Diese werden so mit der Abzugstrommel 4 abgezogen, dass jeweils ein Druckprodukt 16 im Bereich der Abzugstrommel 4 an ein Druckprodukt 16' angeklebt wird. Das Ankleben erfolgt hier somit jeweils an einer Unterseite eines Druckproduktes 16'. Die jeweils mit einem Druckprodukt 16 versehenen Druckprodukte 16' können dann mit dem Anleger B an die erste Transportvorrichtung 2 übergeben werden. Alternativ ist ein Verfahren möglich, bei dem die Druckprodukte 16 beispielsweise gefalzte Bogen und die Druckprodukte 16' Karten sind. In diesem Fall werden die Druckprodukte 16 beleimt und jeweils an eine Karte 16 angeklebt. Die Druckprodukte 16' befinden sich dann somit jeweils auf der Oberseite eines Druckproduktes 16. Die Beleimung kann dann entweder am Bogen oder an der Karte erfolgen.
- Anstelle von lediglich zwei oder wie in
Fig. 1 gezeigt drei Anlegern A, B und C können auch mehr als drei Anleger vorgesehen werden. Möglich wäre z.B. das Sammeln eines Blocks, der mehrere unterschiedliche Druckprodukte 16, 16' und 16" aufweist, die jeweils mit einer Karte versehen sind, wobei diese Karten unterschiedlich sein können. Hierbei ist es möglich, dass beispielsweise nur das oberste Druckprodukt 16, 16' bzw. 16" des Buchblockes beschriftet, beispielsweise adressiert wird Das Adressieren erfolgt dann beispielsweise am Ende der zweiten Transportvorrichtungen bzw. an dem Anleger C, an dem die Druckprodukte 16, 16' bzw. 16" an die erste Transportvorrichtung 2 übergeben werden. - Denkbar ist auch ein Verfahren, bei welchem die Druckprodukte 16, 16' oder 16" Doppeloder Mehrfachnutzen sind. Entsprechend können mehrere beispielsweise als Karten ausgebildete Druckprodukte 16 nebeneinander beispielsweise aus dem Anleger A beschickt werden. Auf einen Doppelnutzen können dann beispielsweise zwei Karten gleichzeitig aufgeklebt werden.
- Die Anleger A, B und C sowie die erste Transportvorrichtung 2 sind von hier nicht gezeigten Antrieben und einer Steuervorrichtung getaktet angetrieben und angesteuert. Hierbei können die Anleger A, B und C auf die erste Transportvorrichtung 2 oder zur Positionierung beispielsweise einer Karte auf dem entsprechenden Bogen auf den Takt des nachfolgenden Anlegers A, B bzw. C synchronisiert sein. Das Umstellen der Anleger A, B und C zwischen den in
Figuren 2 und3 gezeigten Stellungen erfolgt vorzugsweise dynamisch bei laufender Produktion. Alternativ ist aber auch ein Umrüsten bei stehender Sammeleinrichtung 1 möglich. - Die Transportbänder 9, 10 der zweiten Transportvorrichtung 3, 3', 3" können permanent eingebaut sein, oder sie können, je nach Bedarf, an verschiedene Stellen umgerüstet werden, dies auf Grund der dem System innewohnenden Flexibilität.
- Die Sammeleinrichtung und das Verfahren zum Betreiben einer solchen eignen sich auch, um lose Produkte, beispielsweise Karten, beispielsweise in einem Buchblock zu sammeln. Um ein unkontrolliertes Verrutschen der losen Karte zu verhindern, kann aus Anleger A ein Druckbogen abgezogen werden, in Anleger B die Karte an der gewünschten Stelle aufgelegt werden, und in Anleger C der nächste Druckbogen darüber gelegt werden. Beim Ablegen dieses Paketes in die Sammelbehälter ist damit die lose Karte zwischen zwei Druckbogen gehalten.
Claims (12)
- Verfahren zum Sammeln und zur Verarbeitung von Druckprodukten mittels einer Sammeleinrichtung, wobei die Sammeleinrichtung aus mindestens einem Anleger, mindestens einer Transportvorrichtung besteht, und wobei die von einem Anleger abgezogenen Druckprodukte auf die Transportvorrichtung abgelegt werden, dadurch gekennzeichnet, dass das oder die von einem ersten Anleger (A) abgezogenen Druckprodukte (16) auf eine erste Transportvorrichtung (2) abgelegt werden, oder dass die von einem ersten Anleger abgezogenen Druckprodukte (16) direkt einer zweiten Transportvorrichtung (3, 3', 3") übergeben werden, und die Druckprodukte (16) an beliebiger Stelle innerhalb der zweiten Transportvorrichtung (3, 3', 3") mindestens eine Bearbeitung unterzogen werden, und/oder die Druckprodukte aus einem Anleger (A) mindestens einem anderen mit Druckprodukten (16', 16") gestapelten Anleger (B, C) zur Bearbeitung zugeführt werden, und dass die Druckprodukte (16, 16', 16") nach Beendigung der vorgenommenen Bearbeitungen der ersten Transportvorrichtung (2) übergeben werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass mindestens ein erster Druckbogen (16) von dem ersten Anleger (A) einer ersten Teilstrecke (3) der zweiten Transportvorrichtung übergeben wird, dass dieser Druckbogen (16) mit einem Druckprodukt (16') der zweiten Anleger (B) zusammengefügt wird, dass das bearbeitete Druckprodukt (16, 16') der ersten Transportvorrichtung (2) übergeben wird oder über mindestens eine weitere Teilstrecke (3') der zweiten Transportvorrichtung mindestens einem weiteren Anleger (C) zur weiteren Bearbeitung zugeleitet wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass an beliebiger Stelle innerhalb der zweiten Transportvorrichtung (3, 3', 3") die Druckbogen (16, 16, 16") in beliebiger Zusammensetzung durch weitere Bearbeitungsmittel (21, 22) und/oder ergänzende Produkte behandelt werden.
- Verfahren nach einem oder mehreren der Ansprüche 1-3, dadurch gekennzeichnet, dass die Bearbeitung der abgezogenen Druckprodukte (16, 16', 16") einzeln oder in Verbund durch eine lose und/oder haftende und/oder feste und/oder kraftschlüssig lösbare Verbindung vorgenommen wird, und/oder die Druckprodukte durch den Einsatz von Personifizierungsmitteln an beliebiger Stelle innerhalb der einzelnen Transportvorrichtungen oder an den Flächen dieser Druckprodukten bearbeitet werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Taktgeschwindigkeit bei den abgezogenen Druckprodukten der Anlegern (A, B, C) und die Fortbewegungsgeschwindigkeit der Transportvorrichtungen (2, 3, 3', 3") individuell oder interdependent oder adaptiv zueinander geregelt werden
- Sammeleinrichtung zur Durchführung des Verfahrens nach Anspruch 1, wobei die Sammeleinrichtung aus mindestens einem Ausleger, mindestens einer Transportvorrichtung besteht, und wobei die von einem Anleger abgezogenen Druckbogen auf die Transportvorrichtung abgelegt werden, dadurch gekennzeichnet, dass die Sammeleinrichtung eine erste Transportvorrichtung (2) und wenigstens eine zweite Transportvorrichtung (3, 3', 3") aufweist, dass die zweite Transportvorrichtung mindestens einen ersten Anleger (A) mit mindestens einem zweiten Anleger (B) verbindet, dergestalt, dass ein von dem ersten Anleger (A) abgezogenes Druckprodukt (16) der ersten Transportvorrichtung (2) zuführbar ist, oder über die zweite Transportvorrichtung (3, 3', 3") mindestens einem weiteren nachgeschalteten Anleger (B) zuleitbar ist.
- Sammeleinrichtung nach Anspruch 6, dadurch gekennzeichnet, dass an beliebiger Stelle innerhalb der zweiten Transportvorrichtung (3, 3', 3 ") Bearbeitungsmittel (21, 22) für die Druckbogen (16, 16', 16") vorhanden sind, welche einzeln oder in Kombination zueinander einsetzbar sind.
- Sammeleinrichtung nach Anspruch 7, dass Bearbeitungsmittel (21) für eine lose und/oder haftende und/oder lösbare und/oder kraftschlüssig lösbare und/oder feste Verbindung der Druckprodukten (16, 16', 16") zueinander vorhanden sind.
- Sammeleinrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Bearbeitungsmittel (22) eine Personifizierung der Druckprodukte (16, 16', 16") bewerkstelligen.
- Sammeleinrichtung nach Anspruch 6, dadurch gekennzeichnet, dass die zweite Transportvorrichtung aus mehreren Teilstrecken (3, 3', 3") besteht, welche zueinander wirkverbunden sind, oder eine Teilstrecke an beliebiger Stelle innerhalb der bestehenden zweiten Transportvorrichtung zuschaltbar ist.
- Sammeleinrichtung nach einem der Ansprüche 6 bis 10, dadurch gekennzeichnet, dass wenigstens ein Anleger (A, B, C) an einem vorderen Ende eines Transportmittels (6, 23) eine Führungsöffnung (13) aufweist, an welcher die Druckprodukte (16, 16', 16") dem zweiten Anleger (B) oder dessen Transportvorrichtung (2) zuführbar sind.
- Sammeleinrichtung nach Anspruch 12, dadurch gekennzeichnet, dass die Führungsöffnung (13) im Wesentlichen tangential gegen eine Umfangsftäche einer Abzugstrommel (4) gerichtet ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09171444.4A EP2301874B1 (de) | 2009-09-28 | 2009-09-28 | Verfahren zum Sammeln von Druckprodukten sowie Sammeleinrichtung für Druckprodukte |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09171444.4A EP2301874B1 (de) | 2009-09-28 | 2009-09-28 | Verfahren zum Sammeln von Druckprodukten sowie Sammeleinrichtung für Druckprodukte |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2301874A1 true EP2301874A1 (de) | 2011-03-30 |
| EP2301874B1 EP2301874B1 (de) | 2014-06-04 |
Family
ID=41647400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09171444.4A Not-in-force EP2301874B1 (de) | 2009-09-28 | 2009-09-28 | Verfahren zum Sammeln von Druckprodukten sowie Sammeleinrichtung für Druckprodukte |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2301874B1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2551225A1 (de) * | 2011-07-29 | 2013-01-30 | Müller Martini Holding AG | Verfahren zum Betrieb einer Sammeleinrichtung für Druckprodukte |
| CN102897588A (zh) * | 2011-07-29 | 2013-01-30 | 米勒·马蒂尼控股公司 | 用于使用于印刷品的收集装置运行的方法 |
| EP2589558A1 (de) * | 2011-11-03 | 2013-05-08 | Müller Martini Holding AG | Verfahren zur Bildung von Paketen aus einzelnen Druckprodukten |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2631058A1 (de) | 1976-07-09 | 1978-01-19 | Gruner & Jahr | Sammelhefter |
| DE2740320A1 (de) | 1976-09-10 | 1978-03-16 | Harris Corp | Verfahren zur herstellung eines buches |
| US4200275A (en) | 1977-11-02 | 1980-04-29 | Gruner & Jahr Ag & Co. | Collating machine |
| DE10005052A1 (de) * | 2000-02-04 | 2001-08-09 | Kolbus Gmbh & Co Kg | Zusammentragmaschine für Druckbogen |
| EP1655147A2 (de) | 2004-11-06 | 2006-05-10 | Kolbus GmbH & Co. KG | Verfahren und Vorrichtung zum Einlegen und/oder Einstecken von Druckbeilagen in Druckhauptprodukte |
-
2009
- 2009-09-28 EP EP09171444.4A patent/EP2301874B1/de not_active Not-in-force
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2631058A1 (de) | 1976-07-09 | 1978-01-19 | Gruner & Jahr | Sammelhefter |
| DE2740320A1 (de) | 1976-09-10 | 1978-03-16 | Harris Corp | Verfahren zur herstellung eines buches |
| US4200275A (en) | 1977-11-02 | 1980-04-29 | Gruner & Jahr Ag & Co. | Collating machine |
| DE10005052A1 (de) * | 2000-02-04 | 2001-08-09 | Kolbus Gmbh & Co Kg | Zusammentragmaschine für Druckbogen |
| EP1655147A2 (de) | 2004-11-06 | 2006-05-10 | Kolbus GmbH & Co. KG | Verfahren und Vorrichtung zum Einlegen und/oder Einstecken von Druckbeilagen in Druckhauptprodukte |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2551225A1 (de) * | 2011-07-29 | 2013-01-30 | Müller Martini Holding AG | Verfahren zum Betrieb einer Sammeleinrichtung für Druckprodukte |
| CN102897588A (zh) * | 2011-07-29 | 2013-01-30 | 米勒·马蒂尼控股公司 | 用于使用于印刷品的收集装置运行的方法 |
| CN102897588B (zh) * | 2011-07-29 | 2017-06-06 | 米勒·马蒂尼控股公司 | 用于使用于印刷品的收集装置运行的方法 |
| EP2589558A1 (de) * | 2011-11-03 | 2013-05-08 | Müller Martini Holding AG | Verfahren zur Bildung von Paketen aus einzelnen Druckprodukten |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2301874B1 (de) | 2014-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2452790B1 (de) | Bearbeitungsstation für eine Stanzmaschine und Verfahren zur Probebogenauslage | |
| EP0258597A2 (de) | Vorrichting zum Zuführen von Zuschnitten zu einer Verpackungsmaschine | |
| EP2263956B1 (de) | Fördervorrichtung zum Fördern von Druckprodukten und Anlage mit einer solchen Fördervorrichtung | |
| EP3067211B1 (de) | Druckmaschine mit transportsystem | |
| EP3045414B1 (de) | Verfahren und vorrichtung zum zusammenführen eines umschlags mit mehreren beilagen zu einer werbemittelzusammenstellung | |
| EP2147881A2 (de) | Auslagevorrichtung für flache Produkte | |
| DE102014003294A1 (de) | Ausbrechwerkzeug für eine Stanzmaschine | |
| DE4411597A1 (de) | Blattanleger | |
| DE4013116A1 (de) | Verfahren zum stapeln flacher zuschnitte aus karton oder dergleichen und entsprechende stapeleinrichtung | |
| EP2955138B1 (de) | Verfahren zum herstellen von kollektionen aus einer vielzahl von unterschiedlichen werbeprospekten sowie vorrichtung zur durchführung des verfahrens | |
| EP3027519B1 (de) | Vorrichtung und verfahren zum etikettieren von einzelnen packungen | |
| EP2301874B1 (de) | Verfahren zum Sammeln von Druckprodukten sowie Sammeleinrichtung für Druckprodukte | |
| EP2165954B1 (de) | Bogenverarbeitungsmaschine und Verfahren zum Ablegen von Bogen | |
| EP1886833A1 (de) | Verfahren und Vorrichtung zur Herstellung eines aus mehreren Druckprodukten gebildeten klebegebundenen Druckerzeugnisses | |
| EP0659586A1 (de) | Verfahren zur Beschickung von zu Druckprodukten gesammelten, mehrblättrigen Druckbogen mit Beilagen | |
| DE2937687C2 (de) | Zuführungseinrichtung für Endlosformulare zu einem Drucker | |
| DE102007036900B4 (de) | Verfahren zum Abstapeln oder Stapeln von Gebinden sowie Vorrichtung zum Durchführen dieses Verfahrens | |
| DE102007046777A1 (de) | Vorrichtung zum Aufstecken von Säcken auf einen Füllstutzen einer Packmaschine | |
| DE3420667A1 (de) | Zufuehrvorrichtung fuer endlospapier zu einem schnelldrucker | |
| EP2181953B1 (de) | Einrichtung zur Zuführung von Druckbogen für die Herstellung von Buchblocks, Büchern oder dgl. Druckerzeugnissen | |
| DE10344675A1 (de) | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-)Packungen | |
| DE102014013669A1 (de) | Stanzmaschine mit Greiferrandausstreifer | |
| EP3597429B1 (de) | Verfahren zur herstellung eines druckereiprodukts mit mehr als vier bedruckten seiten | |
| EP1146000A2 (de) | Einrichtung zur Bearbeitung von Stückgut | |
| DE102016109947A1 (de) | Auslegevorrichtung an einer Bogenrotationsdruckmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110609 |
|
| 17Q | First examination report despatched |
Effective date: 20110705 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130924 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140211 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 670961 Country of ref document: AT Kind code of ref document: T Effective date: 20140615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009009461 Country of ref document: DE Effective date: 20140717 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140905 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140904 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141006 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141004 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009009461 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140928 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 |
|
| 26N | No opposition filed |
Effective date: 20150305 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140928 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009009461 Country of ref document: DE Effective date: 20150305 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140930 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140928 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140930 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 670961 Country of ref document: AT Kind code of ref document: T Effective date: 20140928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090928 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170927 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20171220 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140604 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009009461 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180930 |