EP2990192B1 - Moule de formage a compensation de tolerance - Google Patents
Moule de formage a compensation de tolerance Download PDFInfo
- Publication number
- EP2990192B1 EP2990192B1 EP15182414.1A EP15182414A EP2990192B1 EP 2990192 B1 EP2990192 B1 EP 2990192B1 EP 15182414 A EP15182414 A EP 15182414A EP 2990192 B1 EP2990192 B1 EP 2990192B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- clamping plate
- press
- pressure forming
- spring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/04—Movable or exchangeable mountings for tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/02—Die-cushions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/007—Means for maintaining the press table, the press platen or the press ram against tilting or deflection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/026—Mounting of dies, platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/061—Cushion plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/062—Press plates
- B30B15/064—Press plates with heating or cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/065—Press rams
- B30B15/067—Press rams with means for equalizing the pressure exerted by a plurality of press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/068—Drive connections, e.g. pivotal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/16—Control arrangements for fluid-driven presses
- B30B15/24—Control arrangements for fluid-driven presses controlling the movement of a plurality of actuating members to maintain parallel movement of the platen or press beam
- B30B15/245—Control arrangements for fluid-driven presses controlling the movement of a plurality of actuating members to maintain parallel movement of the platen or press beam using auxiliary cylinder and piston means as actuating members
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
Definitions
- the present invention relates to a press forming tool having an upper tool and a lower tool according to the features in the preamble of patent claim 1.
- Press forming tools for producing sheet metal components are known from the prior art.
- a sheet metal blank is inserted into the press forming tool and then formed by moving an upper tool and a lower tool towards one another.
- an upper tool is usually lowered with the help of a press ram, whereby when the upper tool comes into contact with the blank and the blank with the lower tool, the blank begins to be formed until the upper tool and lower tool are closed in such a way that a mold cavity remains between the upper tool and the lower tool when the blank is integrated.
- the formed blank is then finally formed into the component to be produced by press forming.
- hot forming and press hardening for hardenable steel alloys are known in the prior art.
- blanks made of a hardenable steel alloy are heated to a temperature above AC3 so that they are completely austenitized. These heated blanks are then placed in the press forming tool and formed while warm. After completion of the press forming, with the press forming tool completely closed, the component is then preferably cooled so quickly in the press forming tool that quench hardening takes place. This process is also known as press hardening. If, due to the above-mentioned tolerances, there is no immediate and direct contact between the surface of the component in the press forming tool and the inside of the tool surfaces, the cooling capacity is reduced due to minimal air gaps in these areas and a lower cooling rate occurs.
- JP2010042426A discloses a press forming tool according to the preamble of claim 1, in which a lever mechanism is used between the press ram and the tool clamping plate of an upper tool in order to distribute the force evenly, adapted to the deformation, on the workpiece to be formed.
- the object of the present invention is therefore to show a press forming tool in which a compensation option for the upper tool and/or lower tool is provided, so that production tolerances that occur during press forming, in particular in the case of multiple tools, are reduced and, if necessary, better heat dissipation occurs during quench hardening.
- the press-forming tool has an upper tool and a lower tool, which can be moved towards one another and, when the press-forming tool is closed, a mold cavity is formed between the upper tool and the lower tool.
- a blank formed into a press-formed component comes to rest in a mold cavity, with the surface of the blank coming into contact with a tool surface of the upper tool and with a tool surface of the lower tool.
- a tool clamping plate is arranged on a press ram and/or a press table, with an upper tool or lower tool movable relative to the latter being mounted on the tool clamping plate, with the incorporation of at least one spring-elastic adjusting element.
- a press ram is thus provided in the area of the upper tool, the press ram having a corresponding receptacle for a tool clamping plate, the upper tool itself then being coupled to the tool clamping plate.
- a press table is provided, on which the tool clamping plate is fixed and then, in turn, the lower tool on the tool clamping plate. The invention is described below in such a way that the tool clamping plate can be formed both on the press ram and on the press bed.
- the tool clamping plate according to the invention with a spring-elastic actuating element is provided on the upper tool
- a tool clamping plate with a spring-elastic actuating element is provided on the lower tool
- a tool clamping plate is provided both on the upper tool and on the lower tool .
- the embodiment variant of the elastic adjusting element on the upper tool is particularly preferred, precisely taking into account the tool costs incurred and the operating costs.
- the particular advantage here is that only one tool, ie the upper tool, is resiliently mounted, which reduces the manufacturing costs of the tool. At the same time, this offers the advantage that no dirt falls into the spring-elastic adjusting elements due to the force of gravity when the tool is changed or the tool is operated.
- the upper tool or the lower tool is now mounted so that it can move relative to the tool clamping plate.
- the tool clamping plate first ensures that the spring-elastic adjusting elements distributed on the tool clamping plate transmit the press force homogeneously to the upper tool. If there is a misalignment, then due to the relative movement and the forming forces that are then distributed differently on the various spring-elastic adjusting elements, this will lead to a move up and thus to a homogenization of the forming forces to be transmitted.
- the press-forming tool according to the invention is designed as a hot-forming and/or in particular press-hardening or quenching tool, almost full-area contact of the tool surfaces with the surface of the blank or the press-formed component produced is thus always ensured.
- this results in the particular advantage that when quench hardening is carried out, it is ensured that the component has the desired quenching temperature and thus the desired hardened structure homogeneously and in particular in all required areas. If the cooling rates are lower due to minimal air gaps, either higher cooling capacities and/or larger time windows are used in order to reliably ensure that the components to be press-hardened have the desired hardness microstructure properties.
- the tool clamping plate is coupled to the press table, in particular screwed, or the tool clamping plate is coupled, in particular screwed, to the press ram.
- the press table would then be coupled to a tool clamping plate and the press ram would be coupled to a further tool clamping plate.
- the spring-elastic adjusting elements are arranged in rows offset parallel to one another on the tool clamping plate.
- a row consists of several, in particular 1 to 50, particularly preferably 2 to 30 and very particularly preferably 3 to 20 adjusting elements, in which case at least 2, preferably in turn 2 to 30, in particular 3 to 20 rows of adjusting elements are arranged offset parallel to one another.
- the rows themselves are particularly preferably at the same distance from one another as the individual adjusting elements in a row. This results in a pattern of spring-elastic adjusting elements that is evenly distributed over the tool clamping plate, so that the press-forming force can be distributed correspondingly homogeneously.
- the adjusting elements may be distributed on the tool clamping plate, in particular distributed asymmetrically. It would also be conceivable within the scope of the invention for the distribution of the spring-elastic adjusting elements to be adapted to the back of the contour of the upper tool or lower tool. Thus, for example, a special shape of the press-formed component to be produced can be taken into account. In addition, in areas where forming forces are concentrated, more spring-elastic adjusting elements, and therefore a greater number or density of adjusting elements per area, can be arranged in order to compensate for the occurrence of increased forming forces compared to areas in which only lower forming forces are necessary.
- At least individual spring setting elements can be blocked. This would particularly preferably be the case with spring adjusting elements arranged in a row, so that, for example, an entire row can be blocked in each case. Within the scope of the invention, however, it would also be conceivable for individual spring setting elements to be blockable in a targeted manner.
- the spring-elastic adjusting elements are designed in particular as mechanical springs.
- helical compression springs are used.
- disc springs, helical disc springs and/or sleeve springs are also conceivable.
- an arrangement is then conceivable here in such a way that the spring-elastic adjusting elements themselves under prestress between the upper tool and the tool clamping plate or lower tool and Tool clamping plate are arranged. Appropriate prestressing is then necessary here, particularly during assembly or when changing the upper tool and lower tool.
- the spring-elastic actuating element it is also possible for the spring-elastic actuating element to be designed as a pneumatic and/or hydraulic spring element. Two different operating variants are then conceivable for this.
- the pneumatic and/or hydraulic spring element can be operated passively. This means that due to the spring characteristics, a corresponding spring characteristic curve is set with increasing press pressure and the press force is passed on to the sheet metal blank to be formed or to the formed component at the bottom dead center of the press and thus the locking force.
- the spring-elastic actuating element can be designed as an actuator and also to be actively controllable.
- the pressing force passed on via the spring-elastic actuating element can be increased again by applying an operating pressure and any remaining gap in the cavity between the tool surface and the surface of the component can be closed by the increased pressing force and an associated relative movement of the upper tool and /or close the lower tool.
- a corresponding operating pressure is already applied to the spring-elastic adjusting elements while the press is being closed.
- a damping bearing is particularly preferably arranged between a rear side of the upper tool and the tool clamping plate or between a rear side of the lower tool and the tool clamping plate.
- the damping bearing is preferably a damping layer to avoid metal impacts.
- the damping bearing prevents metal impact when the press forming tool is opened, so that there is no contact between the upper tool and the tool clamping plate or the lower tool and the tool clamping plate that would damage the production process.
- the damping camp can in particular, for example, made of plastic or a rubber-like material and is applied in particular flat and/or in the form of strips. It can also be applied selectively.
- the back of the upper tool or the back of the lower tool would come into contact with the mounting strips at least in some areas and then transmit the forming force directly and not just via the spring-elastic actuating element.
- An undesired displacement due to excessive relative movement and/or undesired forming behavior of the blank is hereby avoided.
- the lower tool or the upper tool, and in some cases both tools are each segmented, with the individual segments being mounted on the tool clamping plate so that they can move relative to one another. These are then also each mounted so that they can move relative to the tool clamping plate.
- the invention provides that at least two upper tools or at least two lower tools are arranged next to one another on a tool clamping plate, the two upper tools or the two lower tools being mounted such that they can move relative to one another.
- this means a multiple falling die, so that the same components can be produced due to the same upper dies and lower dies arranged next to one another or from one another but with one press stroke.
- upper tools or lower tools that are different from one another are arranged transversely to the press ram or on the press bed, so that components that are different from one another can be produced with one press stroke.
- the relative movement can in turn ensure that all components have the necessary degree of deformation during a press stroke and in particular the necessary system contacts for a press operation, so that the desired hardened structure can be set in a targeted manner.
- a centering mandrel is arranged between the press ram and the press table, which guides the closing movement of the press ram and the press table linearly, in particular vertically, in the direction of the press stroke. This ensures that the relative movement due to the spring-elastic actuating element is mainly carried out exclusively in the direction of the press stroke and not transversely to the direction of the press stroke.
- the centering mandrel is arranged between the upper tool and the lower tool, so that in particular it avoids a corresponding relative movement in the transverse direction to the press stroke.
- the spring-elastic adjusting elements are provided with screw bolts that pass through and/or are integrated into the spring-elastic adjusting elements, so that it is possible to carry out tool assembly.
- a corresponding pretensioning of the spring-elastic adjusting elements can be realized, in particular in the case of the screw bolts reaching through the adjusting elements during tool assembly.
- the upper tool and the lower tool are particularly preferably mounted in a form-fitting manner on the respective tool clamping plate by means of sliding blocks, in particular by means of double-T sliding blocks.
- the smallest possible tolerance or displacement, and therefore lateral guidance is provided in particular in the horizontal direction, with linear guidance taking place in the vertical direction, therefore in the direction of the press stroke, so that the upper tool or the lower tool, predetermined by the spring-elastic adjusting elements, moves relative to the tool clamping plate can move.
- a second embodiment variant of the present invention provides that the upper tool and/or the lower tool are coupled to the tool clamping plate in a relatively movable manner by means of sliding blocks, wherein a sliding block has a guide section and an abutment section.
- the sliding blocks are particularly preferably T-shaped for this purpose.
- the T-leg forms the guide section, which at the same time also guides linearly in the vertical direction and avoids a relative movement transverse to the direction of the press stroke.
- the cross bar of the T forms from an abutment section, so that a relative movement is limited when reaching the crossbar. If, for example, the tool clamping plate is described on the upper tool, it is coupled to the press ram.
- a press forming tool 101 is shown in a side cross-sectional view.
- the press forming tool 101 has a press ram 102 shown from top to bottom in the plane of the drawing, with the upper tool 103 not being shown being coupled to the press ram 102 .
- a press force F is now applied via the press ram 102 in relation to a vertical direction V, which at the same time corresponds to the press stroke movement, and the upper tool 103 and a lower tool 104 are closed.
- a mold cavity 105 with a circuit board, not shown in detail, the circuit board particularly preferably coming into full contact with the respective tool surfaces 106, 107 within the scope of the invention.
- a tool clamping plate 109 is arranged on a press table 108 and various spring-elastic adjusting elements 110 are arranged between the lower tool 104 and the tool clamping plate 109 .
- the spring-elastic adjusting elements 110 it is possible for the lower tool 104 to move the in figure 2 exaggerated relative movement carried out significantly in the vertical direction V.
- a guide not shown in detail, prevents the lower tool 104 from sliding off in the horizontal direction H itself.
- a Media line 111 by means of which the resilient actuating elements 110 are actively controlled.
- actively controllable means in particular that the spring characteristic and/or damping characteristic of the spring-elastic actuating element 110 can be adjusted. Alternatively or additionally, actively controllable within the scope of the invention can also mean that the spring-elastic actuating elements 110 can be blocked in this way.
- the tool clamping plate 109 itself is firmly coupled to the press bed 108 by means of bolts 112 .
- the lower tool 104 is also in turn coupled to the tool clamping plate 109 via sliding blocks 113 .
- the slot nuts 113 are shown greatly enlarged for the sake of quick clarity.
- the sliding blocks 113 have an end stop 114 in the region of a T-shaped web, so that no relative movement between the tool clamping plate 109 and the lower tool 104 is permitted beyond the end stop 114 .
- both the upper tool 103 and the lower tool 104 have cooling channels 115 through which a suitable cooling medium can be conducted so that the press hardening can be carried out.
- a tool clamping plate 109 could additionally or alternatively be arranged between the press ram 102 and the upper tool 103 .
- FIG. 3a and b Shown in the Figures 3a and b is an alternative design variant in a cross-sectional and longitudinal sectional view.
- the press forming tool 101 according to FIG figure 3 has a press ram 102 and a press table 108 for this purpose.
- the lower tool 104 is fixed on a tool clamping plate 109 , the tool clamping plate 109 itself being coupled to the press table 108 by means of bolts 112 .
- no spring-elastic adjusting elements are integrated between the tool clamping plate 109 and the lower tool 104 . Shown here, these are incorporated into the upper tool 103 , and they can in turn also be actively controllable via a media line 111 .
- the advantage of this embodiment variant in particular is that no dirt falls between the upper tool 103 and the tool clamping plate 109 due to gravity in the vertical direction V and thus free mobility for performing the relative movement is always possible.
- the tool clamping plate 109 is in turn fastened to the press ram 102 by means of bolts 112 .
- Corresponding cooling channels 115 are also shown here.
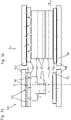
- figure 4 shows an embodiment variant of a press forming tool 101 according to the invention as a fourfold falling tool.
- four upper tools 103.1, 103.2, 103.3, 103.4 are shown side by side on two tool clamping plates 109.1, 109.2 which are also arranged side by side on the press ram 102.
- four lower tools 104.1, 104.2, 104.3, 104.4 are formed, with the four lower tools 104.1, 104.2, 104.3, 104.4 being arranged in pairs on corresponding tool clamping plates 109.3, 109.4 on the press table .
- the incoming upper tool 103.1, 103.2, 103.3, 103.4 can be aligned with the lower tool 104.1, 104.2, 104.3, 104.4 relative to one another in such a way that when the bottom dead center is reached, there is a corresponding, uniform and full-surface contact with the system and/or or tolerance compensation takes place.
- the two pairs of tools on a tool clamping plate 109 can also be two consecutive process stages. For example, hot forming can be carried out in the first pair of tools and a cooling stage in the form of press hardening can be carried out in the second pair of tools. Both stages are then carried out in the same press cycle. However, due to the spring-elastic mounting, the different tool expansions required for each process stage can again be addressed. Also shown schematically or as an example are spring-elastic adjusting elements 110 between the tool clamping plate 109 and the respective upper tool 103.
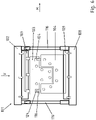
- FIG. 5 a and b shows a sectional view through a tool shown here falling twice.
- two upper tools 103.1, 103.2 and two lower tools 104.1, 104.2 are each arranged on a tool clamping plate 109.
- the upper tools 103 have the spring-elastic adjusting elements 110 according to the invention between them and the tool clamping plate 109 .
- figure 6 shows an embodiment variant of the press forming tool 101 according to the invention with a centering mandrel 116 arranged on the outside. This results in centering in the horizontal direction H and linear guidance in the vertical direction V.
- the individual tool clamping plates 109 to align with one another and/or for the upper tool 103 and lower tool 104 to be aligned with one another on the basis of a respective centering mandrel 116.
- FIG figures 7 a and b show a tool clamping plate 109 according to the invention in top view and side view. It can be seen that the resilient adjusting elements 110 project beyond a surface 117 of the tool clamping plate 109 . These are at a distance a from one another. Also shown is in plan view according to FIG Figure 7a that the individual rows 119 also have a corresponding row spacing ra from one another. The row spacing ra is preferably equal to the spacing a between the individual spring-elastic adjusting elements 110 . Also shown are clamping slots 118 for inserting sliding blocks 113, not shown in detail, so that the upper tool and the lower tool can be coupled on a tool clamping plate 109.
- the spring-elastic adjusting elements 110 can also be designed in the form of cylinders, for example cylinder covers, which then in turn accommodate the spring-elastic adjusting element 110, for example in the form of a helical spring, and protect it from wear. Protect against damage and dirt.
- the spring-elastic adjusting elements 110 or cylinders have a stroke of up to 50 mm, in particular up to 30 mm and preferably up to 10 mm and in particular a stroke of 5 mm, in particular up to 2 mm, relative to the surface 117 of the tool clamping plate 109 , preferably less than 1 mm compared to the surface 117 of the tool clamping plate 109.
- FIG. 7b Also shown schematically in Figure 7b is on the related to the plane of the image lower spring-elastic actuator 110 that this is at least partially mounted in the tool clamping plate 109 and with a part over the surface 117 of the tool clamping plate 109 protrudes. It would also be conceivable within the scope of the invention for the spring-elastic adjusting element 110 to be mounted completely in the tool clamping plate 109 and then to be moved out of the operating position if necessary. This embodiment variant is particularly conceivable with active spring-elastic adjusting elements 110 .
- FIG 8 Also shown in figure 8 is the schematic coupling option of an upper tool 103 on a tool clamping plate 109 by means of double-T sliding blocks 120.
- the spring-elastic adjusting elements 110 hold the upper tool 103 at a distance b from the surface 117 of the tool clamping plate 109.
- the double-T sliding block 120 is on its respective T-leg 121 is provided with a damping bearing 125, so that when the opening movement is executed, there is no impact due to the respective abutment section being reached.
- the double-T sliding block 120 can move into a cavity 122 of the tool clamping plate 109 when the bottom dead center is reached. It is alternatively conceivable that a cavity 122 is present both in the upper tool 103 and in the tool clamping plate 109 .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Press Drives And Press Lines (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Claims (11)
- Outil de moulage par pression (101) pour la fabrication de pièces formées en tôle, présentant un outil supérieur (103) et un outil inférieur (104) qui sont mobiles l'un par rapport à l'autre et, lorsque l'outil de moulage par pression (101) est fermé, une cavité de moule (105) est réalisée entre l'outil supérieur (103) et l'outil inférieur (104), dans lequel l'outil de moulage par pression (101) présente un poussoir de presse (102), une table de presse (108) et une plaque de serrage d'outil (109) qui est agencée sur le poussoir de presse (102) et/ou la table de presse (108), dans lequel un outil supérieur (103) ou un outil inférieur (104) mobile par rapport à celui-ci est monté sur la plaque de serrage d'outil (109) avec insertion d'au moins un élément de réglage (110) élastique à ressort, caractérisé en ce qu'au moins deux outils supérieurs (103.1, 103.2, 103.3, 103.4) ou au moins deux outils inférieurs (104.1, 104.2, 104.3, 104.4) sont agencés l'un à côté de l'autre sur la plaque de serrage d'outil (109), dans lequel les deux outils supérieurs (103.1, 103.2, 103.3, 103.4) ou les deux outils inférieurs (104.1, 104.3, 104.4) sont montés mobiles les uns par rapport aux autres.
- Outil de moulage par pression selon la revendication 1, caractérisé en ce que la plaque de serrage d'outil (109) est couplée, en particulier vissée, à la table de presse (108), ou en ce que la plaque de serrage d'outil (109) est couplée, en particulier vissée, au poussoir de presse (102).
- Outil de moulage par pression selon la revendication 1 ou 2, caractérisé en ce que les éléments de réglage (110) sont disposés sur ou dans la plaque de serrage d'outil (109), en particulier dans des rangées (119) décalées parallèlement les unes aux autres, ou en ce que les éléments de réglage (110) sont répartis sur ou dans la plaque de serrage d'outil (109).
- Outil de moulage par pression selon l'une quelconque des revendications 1 à 3, caractérisé en ce que l'élément de réglage élastique à ressort (110) est réalisé sous la forme d'un ressort mécanique, en particulier d'un ressort de compression hélicoïdal, ou sous la forme d'un élément de ressort pneumatique et/ou hydraulique.
- Outil de moulage par pression selon l'une quelconque des revendications 1 à 4, caractérisé en ce que les éléments de réglage élastiques à ressort (110) sont réalisés sous la forme d'éléments d'actionnement et peuvent être commandés de manière active.
- Outil de moulage par pression selon l'une quelconque des revendications précédentes, caractérisé en ce qu'un palier d'amortissement est agencé entre un côté arrière de l'outil supérieur (103) et la plaque de serrage d'outil (109) ou un côté arrière de l'outil inférieur (104) et la plaque de serrage d'outil (109).
- Outil de moulage par pression selon l'une quelconque des revendications précédentes, caractérisé en ce que l'outil inférieur (104) ou l'outil supérieur (103) est réalisé de manière segmentée, dans lequel les segments individuels sont montés de manière mobile les uns par rapport aux autres sur la plaque de serrage d'outil (109).
- Outil de moulage par pression selon l'une quelconque des revendications précédentes, caractérisé en ce que l'outil de moulage par pression (101) est réalisé sous la forme d'un outil de formage à chaud et de durcissement à la presse et en ce que des canaux de refroidissement (115) sont en particulier réalisés dans l'outil supérieur (103) et/ou l'outil inférieur (104).
- Outil de moulage par pression selon l'une quelconque des revendications précédentes, caractérisé en ce qu'un mandrin de centrage (116) est agencé entre le poussoir de presse (102) et la table de presse (108) et/ou en ce qu'un mandrin de centrage (116) est agencé entre l'outil supérieur (103) et l'outil inférieur (104), dans lequel le déplacement de fermeture du poussoir de presse (102) et de la table de presse (108) et/ou de l'outil supérieur (103) et de l'outil inférieur (104) est guidé linéairement par le mandrin de centrage (116).
- Outil de moulage par pression selon l'une quelconque des revendications précédentes, caractérisé en ce que l'outil supérieur (103) et la plaque de serrage (109) et/ou l'outil inférieur (104) et la plaque de serrage (109) sont couplés au moyen de boulons filetés venant en prise de manière traversante avec les éléments de réglage élastiques à ressort (110) et/ou intégrant les éléments de réglage élastiques à ressort.
- Outil de moulage par pression selon l'une quelconque des revendications 1 à 10, caractérisé en ce que l'outil supérieur (103) et/ou l'outil inférieur (104) est/sont couplé(s) de manière mobile à la plaque de serrage d'outil (109) au moyen de coulisseaux (113), dans lequel un coulisseau (113) présente une section de guidage et une section de butée.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014112325.5A DE102014112325B4 (de) | 2014-08-27 | 2014-08-27 | Pressumformwerkzeug mit Toleranzausgleich |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2990192A1 EP2990192A1 (fr) | 2016-03-02 |
| EP2990192B1 true EP2990192B1 (fr) | 2022-04-13 |
| EP2990192B2 EP2990192B2 (fr) | 2024-10-30 |
Family
ID=54007616
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15182414.1A Active EP2990192B2 (fr) | 2014-08-27 | 2015-08-25 | Moule de formage a compensation de tolerance |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10322443B2 (fr) |
| EP (1) | EP2990192B2 (fr) |
| CN (1) | CN105382098B (fr) |
| DE (1) | DE102014112325B4 (fr) |
| ES (1) | ES2919865T5 (fr) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014119545A1 (de) | 2014-12-23 | 2016-06-23 | Benteler Automobiltechnik Gmbh | Federnd gelagertes segmentiertes Warmumformwerkzeug und Verfahren zur Herstellung eines warmumform- und pressgehärteten Stahlbauteils mit scharf berandetem Übergangsbereich |
| CN106513486B (zh) * | 2017-01-03 | 2018-08-31 | 安徽工业大学 | 一种基于并联机构的板料充液拉深成形方法 |
| DE102017118492A1 (de) * | 2017-08-14 | 2019-02-14 | Kirchhoff Automotive Deutschland Gmbh | Pressenwerkzeug |
| CN108043959A (zh) * | 2017-11-08 | 2018-05-18 | 浙江吉利汽车研究院有限公司 | 一种热成形装置 |
| DE102018106312A1 (de) * | 2018-03-19 | 2019-09-19 | Auto-Kabel Management Gmbh | Toleranzausgleich für Flachteile |
| CN108574241A (zh) * | 2018-05-10 | 2018-09-25 | 安徽自动化仪表有限公司 | 一种使用方便的电缆桥架 |
| DE102019109700B4 (de) * | 2019-04-12 | 2021-09-23 | Schuler Pressen Gmbh | Presse zur Aufnahme einer Werkzeugeinheit und Verfahren zum betriebsbereiten Anordnen der Werkzeugeinheit in der Aufnahme der Presse |
| US20210039423A1 (en) * | 2019-08-07 | 2021-02-11 | Entrust Datacard Corporation | Ribbon impresser/indenter for plastic cards |
| CN110681751B (zh) * | 2019-10-14 | 2020-12-01 | 南通东海机床制造集团有限公司 | 一种冲压机械加工设备 |
| JP6840448B1 (ja) * | 2020-01-31 | 2021-03-10 | 旭精機工業株式会社 | プレス機及びプレス製品の製造方法 |
| DE102020204004A1 (de) | 2020-03-27 | 2021-09-30 | Robert Bosch Gesellschaft mit beschränkter Haftung | Ausgleichsvorrichtung und Pressvorrichtung |
| CN112277357A (zh) * | 2020-09-21 | 2021-01-29 | 常德非凡照明电器有限公司 | 一种led灯灯芯用压制设备 |
| US12570031B2 (en) | 2020-09-25 | 2026-03-10 | Lego A/S | Mold tool for injection molding |
| WO2022114113A1 (fr) * | 2020-11-27 | 2022-06-02 | 日本製鉄株式会社 | Dispositif de presse et procédé permettant de fabriquer un article moulé à la presse |
| US12528263B2 (en) * | 2020-11-27 | 2026-01-20 | Nippon Steel Corporation | Press apparatus and method of manufacturing press-formed product |
| CN112757686A (zh) * | 2020-12-30 | 2021-05-07 | 中国兵器装备集团自动化研究所 | 具有柔性的上冲头装置 |
| DE102021100281B3 (de) | 2021-01-11 | 2022-05-05 | Audi Aktiengesellschaft | Umformwerkzeug sowie Verfahren zum Betreiben eines Umformwerkzeugs |
| US12384069B1 (en) | 2021-04-07 | 2025-08-12 | Nicholas R. Bechen | Apparatus, system, and method for producing and positioning multi-tire structural features |
| CN115318948B (zh) * | 2022-07-27 | 2025-06-03 | 中机精冲科技(福建)有限公司 | 一种异形大尺寸精冲件加工工艺及生产线 |
| CN116460206A (zh) * | 2023-03-21 | 2023-07-21 | 华南理工大学 | 一种板料冲压成形回弹局部耦合控制方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08168897A (ja) | 1994-12-16 | 1996-07-02 | Nisshinbo Ind Inc | 金型の分割制御が可能なプレス加工機 |
| US6530255B1 (en) | 1999-08-23 | 2003-03-11 | Honda Giken Kogyo Kabushiki Kaisha | Forming press apparatus |
| JP2005199300A (ja) | 2004-01-15 | 2005-07-28 | Komatsu Sanki Kk | プレス加工方法 |
| US20100018277A1 (en) | 2008-07-25 | 2010-01-28 | Christian Hielscher | Apparatus for hot-forming, press-quenching, and cutting semifinished hardenable-steel workpiece |
| DE102011011013A1 (de) | 2011-02-11 | 2012-08-16 | Schuler Smg Gmbh & Co. Kg | Pressenanlage zum Umformen oder Bearbeiten von meta llischen Bauteilen |
| EP2548670A1 (fr) | 2011-07-19 | 2013-01-23 | Benteler Automobiltechnik GmbH | Outil de formage et procédé destiné à la fabrication de pièces de formage à partir de platines en métal |
| DE102011116714A1 (de) | 2011-10-22 | 2013-04-25 | Volkswagen Aktiengesellschaft | Werkzeug und Verfahren zum Warmformen und Schneiden, insbesondere zum Presshärten und Schneiden, eines Blechmaterials |
| US20130205863A1 (en) | 2010-07-19 | 2013-08-15 | Gmf Umformtechnik Gmbh | Forming tool and method for hot forming and partially press hardening a workpiece made of sheet steel |
| EP2762243A1 (fr) | 2011-09-30 | 2014-08-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Procédé pour fabriquer un article embouti à la presse, et équipement de moulage à la presse |
| WO2014123855A1 (fr) | 2013-02-06 | 2014-08-14 | Magna International Inc. | Ensemble de formage de matrice à chaud et procédé de fabrication d'une pièce traitée à chaud |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2400004A (en) * | 1942-06-08 | 1946-05-07 | Republic Aviat Corp | Means for forming sheet metal |
| US3194047A (en) * | 1962-04-24 | 1965-07-13 | Budd Co | Method of making a metal sandwich structure panel |
| US3197996A (en) * | 1962-12-07 | 1965-08-03 | Budd Co | Redrawing dies for deep drawing to varying depths |
| JPS5994533A (ja) * | 1982-11-19 | 1984-05-31 | Hitachi Ltd | 熱間式絞り、張り出し同時成形装置 |
| DE4415577B4 (de) * | 1994-05-03 | 2007-02-22 | Müller Weingarten AG | Einrichtung zur Kompensation bzw. gezielten Einstellung von Durchbiegungen in Pressen der Umformtechnik |
| DE19718857A1 (de) * | 1997-05-03 | 1998-11-05 | Dieffenbacher Gmbh Maschf | Preß-/Heizplatte für hydraulische Kurztakt-und Beschichtungspressen |
| ITFI20010043A1 (it) * | 2001-03-16 | 2002-09-16 | Longinotti Meccanica S R L | Sistema di compensazione degli errori di dosaggio su presse per mattonelle a piu' impronte,in specie per mattonelle monostrato o similari |
| ITMO20020259A1 (it) * | 2002-09-29 | 2004-03-21 | Fabio Casolari | Stampo per formatura di piastrelle ceramiche. |
| JP2006305621A (ja) * | 2005-05-02 | 2006-11-09 | Bridgestone Corp | プレス金型及び板金加工方法 |
| EP1803549A1 (fr) * | 2005-12-30 | 2007-07-04 | Robert Bürkle GmbH | Plaque chauffante pour presse à plateaux |
| EP1803548A1 (fr) * | 2005-12-30 | 2007-07-04 | Robert Bürkle GmbH | Plaque chauffante pour presse à plateaux |
| BRPI0710220A2 (pt) | 2006-05-09 | 2011-08-02 | Amino Corp | prensa de acionamento inferior |
| US7823430B2 (en) * | 2008-07-29 | 2010-11-02 | Gm Global Technology Operations, Inc. | Open press thermal gap for QPF forming tools |
| JP2010042426A (ja) * | 2008-08-13 | 2010-02-25 | Ihi Corp | プレス機械のスライド構造 |
| DE102011108912A1 (de) | 2011-07-28 | 2013-01-31 | Volkswagen Aktiengesellschaft | Segmentiertes Presshärtewerkzeug |
| DE102012002559A1 (de) * | 2012-02-09 | 2012-09-13 | Daimler Ag | Werkzeug und Verfahren zum Herstellen eines Sandwichverbundbauteils |
| TW201438883A (zh) * | 2013-04-11 | 2014-10-16 | Wistron Corp | 整形裝置與機箱的整形方法 |
-
2014
- 2014-08-27 DE DE102014112325.5A patent/DE102014112325B4/de active Active
-
2015
- 2015-08-25 EP EP15182414.1A patent/EP2990192B2/fr active Active
- 2015-08-25 ES ES15182414T patent/ES2919865T5/es active Active
- 2015-08-26 US US14/835,941 patent/US10322443B2/en active Active
- 2015-08-27 CN CN201510768416.2A patent/CN105382098B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08168897A (ja) | 1994-12-16 | 1996-07-02 | Nisshinbo Ind Inc | 金型の分割制御が可能なプレス加工機 |
| US6530255B1 (en) | 1999-08-23 | 2003-03-11 | Honda Giken Kogyo Kabushiki Kaisha | Forming press apparatus |
| JP2005199300A (ja) | 2004-01-15 | 2005-07-28 | Komatsu Sanki Kk | プレス加工方法 |
| US20100018277A1 (en) | 2008-07-25 | 2010-01-28 | Christian Hielscher | Apparatus for hot-forming, press-quenching, and cutting semifinished hardenable-steel workpiece |
| US20130205863A1 (en) | 2010-07-19 | 2013-08-15 | Gmf Umformtechnik Gmbh | Forming tool and method for hot forming and partially press hardening a workpiece made of sheet steel |
| DE102011011013A1 (de) | 2011-02-11 | 2012-08-16 | Schuler Smg Gmbh & Co. Kg | Pressenanlage zum Umformen oder Bearbeiten von meta llischen Bauteilen |
| EP2548670A1 (fr) | 2011-07-19 | 2013-01-23 | Benteler Automobiltechnik GmbH | Outil de formage et procédé destiné à la fabrication de pièces de formage à partir de platines en métal |
| EP2762243A1 (fr) | 2011-09-30 | 2014-08-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Procédé pour fabriquer un article embouti à la presse, et équipement de moulage à la presse |
| DE102011116714A1 (de) | 2011-10-22 | 2013-04-25 | Volkswagen Aktiengesellschaft | Werkzeug und Verfahren zum Warmformen und Schneiden, insbesondere zum Presshärten und Schneiden, eines Blechmaterials |
| WO2014123855A1 (fr) | 2013-02-06 | 2014-08-14 | Magna International Inc. | Ensemble de formage de matrice à chaud et procédé de fabrication d'une pièce traitée à chaud |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2990192A1 (fr) | 2016-03-02 |
| ES2919865T5 (en) | 2025-02-13 |
| DE102014112325B4 (de) | 2016-12-22 |
| ES2919865T3 (es) | 2022-07-28 |
| DE102014112325A1 (de) | 2016-03-03 |
| CN105382098A (zh) | 2016-03-09 |
| US10322443B2 (en) | 2019-06-18 |
| US20160059296A1 (en) | 2016-03-03 |
| CN105382098B (zh) | 2020-10-27 |
| EP2990192B2 (fr) | 2024-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2990192B1 (fr) | Moule de formage a compensation de tolerance | |
| EP2736661B1 (fr) | Moule segmenté de trempe à la presse | |
| EP2583768B1 (fr) | Procédé pour le durcissement et découpe d'une tôle | |
| EP2595770B1 (fr) | Outil de formage et procédé de formage à chaud et de trempe à la presse partielle d'une pièce en tôle d'acier | |
| EP3037186B1 (fr) | Procede de fabrication d'un composant en acier deforme a chaud et durci a la presse comprenant une zone de transition a aretes vives | |
| EP2993241B1 (fr) | Procede et presse pour fabriquer au moins en partie des composants de tole durcis | |
| DE102015101668A1 (de) | Zweifach fallendes Heiz- und Formwerkzeug sowie Verfahren zur Herstellung warmumgeformter und pressgehärteter Kraftfahrzeugbauteile | |
| EP3088092B1 (fr) | Outil de déformation à chaud et de trempe à la presse et procédé de fonctionnement de l'outil de déformation à chaud et de trempe à la presse | |
| DE102017109613B3 (de) | Warmformlinie mit Temperierstation sowie Verfahren zum Betreiben | |
| DE102018215545A1 (de) | Verfahren zum Herstellen eines pressgehärteten Blechformteils und Presshärtewerkzeug | |
| EP2902130B1 (fr) | Outil de déformage doté de poinçon | |
| DE102015215184B4 (de) | Werkzeug zur Wärmebehandlung von hinterschnittenen Bauteilen | |
| WO2004000538A2 (fr) | Presse a filer et d'extrusion pour tubes | |
| DE102014110400B4 (de) | Etagenpressumformwerkzeug | |
| WO2019034464A1 (fr) | Outil de presse | |
| DE102014112320B4 (de) | Pressumformwerkzeug mit Ausgleichskissen | |
| EP3010709B1 (fr) | Procédé pour courber le socle de machine et/ou le coulisseau de presse d'une presse à découper et presse à découper | |
| DE102022114469A1 (de) | Schließeinheit für eine Formgebungsmaschine und Formgebungsmaschine mit einer solchen | |
| DE102017220315B3 (de) | Druckgussmaschine mit einer Druckgussform zur Herstellung metallischer Druckgussteile | |
| DE102020203776B4 (de) | Antriebseinrichtung für eine Bearbeitungsvorrichtung | |
| EP0783955B1 (fr) | Machine de moulage par injection à deux plateaux avec un plateau mobile et un plateau fixe | |
| DE202018104816U1 (de) | Formwechselsystem und Formungsmaschine | |
| WO2006040105A2 (fr) | Procede et dispositif pour la fabrication et/ou l'usinage de pieces | |
| DE4008377A1 (de) | Hydroelastische tiefzieheinrichtung | |
| DE102025140036A1 (de) | Maschinenelement zum Aufspannen einer Form |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20160608 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180214 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 1/673 20060101ALI20210318BHEP Ipc: B30B 15/02 20060101ALI20210318BHEP Ipc: B30B 15/00 20060101ALI20210318BHEP Ipc: B30B 15/24 20060101ALI20210318BHEP Ipc: B30B 15/06 20060101AFI20210318BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210521 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20211117 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015015754 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1483082 Country of ref document: AT Kind code of ref document: T Effective date: 20220515 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2919865 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220728 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220816 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220713 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220714 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220813 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502015015754 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| 26 | Opposition filed |
Opponent name: OXON IP B.V. Effective date: 20230111 |
|
| R26 | Opposition filed (corrected) |
Opponent name: OXON IP B.V. Effective date: 20230111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220825 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220831 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1483082 Country of ref document: AT Kind code of ref document: T Effective date: 20220825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220825 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| 27A | Patent maintained in amended form |
Effective date: 20241030 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502015015754 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220413 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2919865 Country of ref document: ES Kind code of ref document: T5 Effective date: 20250213 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250926 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250826 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250829 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250818 Year of fee payment: 11 |