EP3092128B1 - Stempelband und verfahren zur herstellung - Google Patents
Stempelband und verfahren zur herstellung Download PDFInfo
- Publication number
- EP3092128B1 EP3092128B1 EP15705480.0A EP15705480A EP3092128B1 EP 3092128 B1 EP3092128 B1 EP 3092128B1 EP 15705480 A EP15705480 A EP 15705480A EP 3092128 B1 EP3092128 B1 EP 3092128B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stamp
- weft thread
- band
- impression material
- bonding agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41D—APPARATUS FOR THE MECHANICAL REPRODUCTION OF PRINTING SURFACES FOR STEREOTYPE PRINTING; SHAPING ELASTIC OR DEFORMABLE MATERIAL TO FORM PRINTING SURFACES
- B41D7/00—Shaping elastic or deformable material, e.g. rubber, plastics material, to form printing surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41K—STAMPS; STAMPING OR NUMBERING APPARATUS OR DEVICES
- B41K1/00—Portable hand-operated devices without means for supporting or locating the articles to be stamped, i.e. hand stamps; Inking devices or other accessories therefor
- B41K1/08—Portable hand-operated devices without means for supporting or locating the articles to be stamped, i.e. hand stamps; Inking devices or other accessories therefor with a flat stamping surface and changeable characters
- B41K1/10—Portable hand-operated devices without means for supporting or locating the articles to be stamped, i.e. hand stamps; Inking devices or other accessories therefor with a flat stamping surface and changeable characters having movable type-carrying bands or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41K—STAMPS; STAMPING OR NUMBERING APPARATUS OR DEVICES
- B41K3/00—Apparatus for stamping articles having integral means for supporting the articles to be stamped
- B41K3/02—Apparatus for stamping articles having integral means for supporting the articles to be stamped with stamping surface located above article-supporting surface
- B41K3/04—Apparatus for stamping articles having integral means for supporting the articles to be stamped with stamping surface located above article-supporting surface and movable at right angles to the surface to be stamped
- B41K3/06—Apparatus for stamping articles having integral means for supporting the articles to be stamped with stamping surface located above article-supporting surface and movable at right angles to the surface to be stamped having type-carrying bands or chains
Definitions
- the invention relates to a stamping strip and a method for producing a stamping strip, as described in the preambles of claims 1 and 11.
- stamping tapes known, which also has a print area with printed characters and a reading area with bookmarks arranged in between. These ribbons are defined for pre-ink stamps where the ink is picked up in the base material of the belt and emerges through the print marks during a stamping operation.
- bands in particular from the US 3 796 152 A , known in which, for example, a plurality of juxtaposed printed characters are formed and then a plurality of juxtaposed bookmarks, so that the band is composed of two different areas.
- a band in particular a prize-awarding band, known, in which the band of two areas, namely a Print area and a reading area is formed.
- the transition between the regions is unused in this type of production, ie that there is a so-called empty region on each side of the strip, which has a negative effect on the strip length.
- a sword or mandrel on which ribs are formed, is inserted into a two-part form for a ribbon block.
- a longitudinal thread is wound, which is intended to prevent expansion of the band.
- the strip material is pressed into the cavity of the mold, so that the formation of the form, in particular the printed characters, imprinted on the formed ribbon block.
- the ribbon block is cut after cooling in the individual bands, so that individual thin bands are created.
- a similar method for producing an endless belt with printed characters is from the US 3 418 929 A in which in turn a band block consisting of several juxtaposed bands is generated.
- the sword is wrapped with an endless weft thread and then inserted into the mold.
- an impression material in particular rubber, is now placed on or under the sword, whereupon the mold is heated.
- the impression material is thus melted and can take the forms of the form, in particular the printed characters.
- the weft thread is embedded in the impression material.
- the ribbon block is again cut into individual stamping bands.
- the object of the invention is to provide a stamping belt and a method for producing a stamping belt, in which an optimal and above all lasting embedding is achieved in the impression material. Another object is to remedy the disadvantages of the prior art as possible.
- the object of the invention is achieved by a stamping tape in which the weft thread of polyamide or polyester and the warp threads are formed of cotton and has a diameter between 0.03 mm and 0.2 mm or a textile unit of 100 to 200 Dtex, and that the weft or the entire fabric is wetted with a bonding agent.
- the advantage here is that with such a design of the stamping belt a very high tensile strength is given and at the same time the bond with the rubber impression material is substantially improved.
- the main advantage of such a combination or construction is that on the side edges of the punch bands the fabric embedded in the rubber impression material is no longer significantly frayed, since a good embedding into the rubber material takes place via the adhesion promoter.
- Such a structure also ensures that with very narrow bands a secure embedding of the tissue is given in the rubber impression material and at the same time by the use of a special weft thread high tear resistance is achieved. This is necessary inasmuch as the bands are normally mounted in the tensioned state on so-called MB's (mounted bandage unit).
- the formation of the polymer thread as an oriented thread, preferably in the extrusion direction makes it possible to induce a randomly controllable shrinkage effect of the woven fabric strip equipped in this way by pulling on a heated rod with the aid of a polymer thread formed as a weft thread to achieve an exact dimensioning of the tubular fabric.
- the adhesion promoter is formed by RFL, in particular from resorcinol formaldehyde latex, as through targeted research in the field of bonding and adhesion properties between thermoplastic materials, preferably PET and PA, and different rubbers and performing innumerable Experiments with this primer very good bonding properties with the weft and rubber impression material could be achieved.
- An advantage is the formation in which the RFL latex between 45 and 60% water, 0.1 to 0.2% sodiuum hydroxide, 2 to 4% resorcinol formaldehyde resin and 35 to 50% synthetic latex, especially SBR latex, is formed, as it has achieved the best results.
- the special bonding agent ensures that it adheres very well to the weft thread, so that a very good embedding or joining of the weft thread with the rubber impression material is achieved.
- the fraying of the weft thread could be almost completely eliminated even in very narrow bands, which has been proven by endurance test, which simulate a use of the tapes between 10 to 15 years.
- the weft thread is formed from polyamide, polyester fibers, wherein this monofilament or multifilament is constructed, it is advantageously achieved that this significantly increases the tensile strength of the fabric and thus simultaneously of the stamping strip. Thus, a much higher clamping force can be used in the assembly of the stamping belt without the stamping belt tearing.
- the printed characters and / or optionally the bookmarks are formed by individual blocks or area on the outside of the punch band, as this independent areas are created, which can be treated independently.
- the bookmarks for the user are displayed legible, whereas the printed characters are mirror images, so that when a stamp imprint they are then readable, so properly represented.
- the rubber impression material is formed by a colored rubber, since this provides contrast enhancements for the bookmarks, so that the user can unambiguously decipher them.
- the block or bookmark area for the bookmark is marked with a preferably glued cover layer is achieved in an advantageous manner that thereby optimal adaptation to the field of use of the tape is made possible, as this any kind of cover layer are applied can.
- the object of the invention is also achieved by a method for producing a stamping tape, in which the weft thread is formed from polyamide or polyester and has a diameter between 0.03 mm and 0.2 mm or a textile unit of 100 to 200 Dtex, and that before the vulcanization process, the weft thread or the entire woven tube is wetted with a bonding agent.
- the advantage here is that a very high tensile strength is achieved by the formation of the weft thread, at the same time very small, in particular narrow, bands can be produced. It is also achieved in an advantageous manner that the weft thread can best connect with the rubber impression material on the bonding agent and this is thus firmly embedded. Thus, even at low strip thicknesses and / or narrow bands fraying of the fabric, in particular the weft thread could be prevented. As a result, the quality of the tapes and the stamp is significantly improved.
- RFL latex consists of 45 and 60% water, 0.1 to 0.2% sodiuum hydroxide, 2 to 4% resorcinol formaldehyde resin and 35 to 50% Synthetic latex, especially SBR latex, is advantageous because the best results have been achieved with such a composition.
- An advantage is the measure in which, after the vulcanization process, the stamped strip tube or stamped strip block produced is cut into individual stamping strips, since in this way a strip block consisting of several segments can be produced with one vulcanizing mold in one operation, which subsequently only passes into the individual segments or sections Bands must be cut. Thus, considerable tooling costs can be saved.
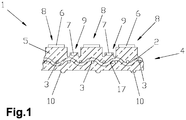
- Fig. 1 to 6 is a preferably endless punch band 1 for adjustable stamp, in particular for date stamp shown.
- the stamping tape 1 comprises at least one fabric 4 consisting of a weft thread 2 and a plurality of warp threads 3, which is embedded in a rubber impression material 5 by a vulcanization process. Furthermore, a plurality of printed characters 6 for a stamp imprint (not shown) and / or optionally a bookmark 7 for reading the character in the rubber impression material 5 are formed.
- the printed characters 6 and / or the bookmarks 7 are formed by individual blocks or area 8, 9, in particular a printing area 8 and / or optionally a reading area 9, on the outside of the punch belt 1.
- the individual regions can be subdivided by constrictions or indentations, so that the mobility, in particular the flexibility, of the band is substantially increased.
- the printed characters 6 are mirror images, whereas the bookmarks 7 are designed to be readable. Furthermore, it can be seen that the printing marks 6 extend from the rubber impression material 5, whereas the bookmarks 7 are preferably excluded from the rubber impression material 5.
- the bookmarks 7 and the reading area 9 have a size between 1.6 mm to 3 mm, in particular 2.2 mm, so that even a very good readability is given, but the tape length is not excessively long fails.
- reading tapes In so-called reading tapes, as shown, always alternate a block of a print 6 with a block of a bookmark 7 from.
- a two-part reading tape can be created in which the printed characters 6 and the bookmarks 7 are lined up to each other, or a so-called printing tape in which only printed 6 are used.
- centering and / or driving elements 10 are formed on the opposite side of the printing marks 7, that is, on an inner side.
- the stamping belt 1 is executed in color.
- This may for example be invented such that the rubber impression material 5 is formed by a colored rubber, whereby a contrast is formed by the recessed formation of the bookmark 7.
- the block for the bookmark 7 is marked with a color different from the color of the rubber impression material 5 or the block for the bookmark 7 is marked with a preferably glued cover layer.
- stamping tapes 1 are preferably installed in so-called MB's 11 (mounted B Sficient units 11) for representing a date, the MB's 11 are installed in the stamp, in particular in an office stamp, as diagrammatically in Fig. 3 shown.
- MB's 11 mounted B Sficient units 11
- the MB's 11 are installed in the stamp, in particular in an office stamp, as diagrammatically in Fig. 3 shown.
- the first two stamping tapes used for the day 1 day tape 12, 13
- the third for the month month tape 14
- fourth for the year annual tape 15
- the so-called daytime band 11, 12 has the lowest bandwidth, for example, of approximately 1.5 mm to 3 mm, whereby the production process is preferably tuned to this band size, since considerable problems arise here due to the small size. Namely, if the tapes become wider, such as in a monthly tape 14 or annual tape 15 having a width of about 8 mm to 10 mm, there is enough space and material to ensure a safe manufacturing process.
- bands in particular the stamping tape 1
- an application in numbering stamp IBAN stamp od. Like.
- stamping tapes 1 known from the prior art is that after frequent use, ie long-term adjustment or adjustment of the tapes, the integrated fabric 4 loosens or frayed on the side flanks and / or the cut edges. This often happens because the punch bands 1 in the course of time to the adjusting or adjusting wheels 16 or levers or grind through the bias and the bending stress in the built-in systems, the fabric 4 or threads of the fabric 4 from the rubber impression material 5 solve.
- the fabric 4 in particular the weft thread 2 and the warp threads 3, in the base material, in particular in the rubber impression material 5, and on the other hand very high tensile and / or breaking forces are achieved.
- This is achieved insofar as different materials are used for the fabric 4, in particular for the weft thread 2 and the warp threads 3, wherein for the weft thread 2 a material for high tensile and / or breaking forces and for the warp threads 4 a material for good connection is used with the rubber impression material 5.
- the weft thread 2 is made of polyamide or polyester, in particular of PA6, PA66, etc., whereas the warp threads 3 are made of cotton.
- a bonding agent 17 in order to optimize the embedding of the fabric 4 in the Rubber impression material 5 provided that the produced fabric 4 and / or the weft yarn 2 is wetted with a bonding agent 17, that has been found on the basis of countless attempts that for optimal achievement of the best Einbettungseigenschaften a bonding agent 17 is used, wherein this in turn has been found that not any bonding agent 17 can be used, since the threads, in particular the weft thread 2, must be very thin or fine designed for such stamping bands 1 in order to comply with the appropriate size can.
- thermoplastic weft thread 2 preferably PA or PET formed as a multifilament oriented oriented spun yarn, formed with a diameter between 0.03mm and 0.2mm or know the spun or twisted weft 2 a Textilstayillon of 80 to 200 Dtex.
- Dtex is a unit of measure called Dezitex. It indicates the weight of a thread in relation to its length. For the Dtex, this is the weight in grams per 10 kilometers of thread. In general, threads with a low Dtex are very fine and therefore also expensive, but the higher the Tex value, the coarser the fibers are. For example, wool (monofilament) is given a value between 3 and 6 dtex, while cotton (monofilament) only has a value between 1.5 and 2.5 dtex.
- RFL latex between 45 and 60% water, 0.1 to 0.2% sodiuum hydroxide, 2 to 4% resorcinol formaldehyde resin and 35 to 50% synthetic latex, in particular SBR latex formed is.
- the weft thread 2 is preferably designed as a multifilament, ie, the weft thread 2 is formed from a plurality of individual threads. It is possible that a plurality of individual filaments formed of different materials is spun or twisted together to form a weft thread 2. Of course it is also possible that the weft thread 2 is designed as a monofilament. Furthermore, it is possible that the weft yarn 2 is carried out or pre-stretched, so that controllable shrinkage properties are achieved, ie, that the weft yarn 2 is cooled in the stretched state, so that when renewed heating this pulls together in the original shape and thus the shrinkage is influenced or controlled accordingly.
- the stretching is preferably carried out in the longitudinal direction, ie in the extrusion direction of the weft thread 2, but also a transversely aligned, in particular cross-sectional enlargement stretching would be possible.
- the weft thread 2 is arranged in the longitudinal direction of the endless date band, so that upon elongation of the band, an increase in the tensile force is achieved. But it is also possible that the weft thread 2 is arranged transversely or at an angle. It is essential that the weft thread 2 is optimally embedded in the impression material 5, so that fraying is prevented.
- the arrangement of the length or cross can be made to the strength, in particular tensile strength influence.
- the weft thread 2 consisting of polyamide or polyester is played by a supply roll 18 or storage container, wherein the weft thread 2 is guided through a wetting system 20 via corresponding deflection elements 19, in particular guides, rolls, etc.
- the adhesion promoter 17 is applied to the weft thread 2, for which purpose, for example, the weft thread 2 is conveyed through pelvis 21 filled with adhesion promoter 17, so that the adhesion promoter 17 can deposit on the weft thread 2.
- the weft thread 2 is conveyed through a plurality of basins 21.
- the weft thread 2 is passed through a drying oven for drying the applied adhesion promoter 17 so that a thicker layer thickness of the adhesion promoter 17 can be achieved by a plurality of such steps.
- a drying oven for drying the applied adhesion promoter 17 so that a thicker layer thickness of the adhesion promoter 17 can be achieved by a plurality of such steps.
- the bonding agent 17 remains adherent to the weft yarn 2
- a post-treatment after the application of the bonding agent 17 is necessary.
- the weft thread 2 is transported into a drying installation 20a. This is followed by drying of the liquid adhesion promoter 17.
- the weft yarn 2 be tempered in an annealing plant 20b, ie a thermal aftertreatment for activating the adhesion of the adhesion promoter 17 to the weft yarn 2 takes place, during the annealing of the weft yarn 2 is heated with the dried bonding agent 17 to a defined temperature, so that the adhesive properties of the bonding agent 17 are activated and the bonding agent 17 firmly adheres to the weft yarn 2.
- the weft thread 2 is rewound after a drying process on a supply roll 18, which can then be used for further processing, or directly the next operation, in particular the weaving of the fabric 4 is performed as shown schematically.
- the weft thread 2 is passed directly into a weaving machine 22, in which the weft yarn 2 wetted with polyamide or polyester and adhesion promoter 17 is interwoven with warp threads 3 made of cotton.
- a woven tube 23 is formed, in which a through-woven weft thread 2 is formed, whereas a plurality of individual warp threads 3 are used, as shown schematically in the diagram. Since a weaving process is again known from the prior art, the weaving process will not be discussed in more detail.
- FIG Fig. 5 After the formation of the fabric 4 and the woven tube 23 of the woven tube 23 is attached to a sword 24, as shown schematically by a diagram in FIG Fig. 5 is shown.
- a vulcanization process is carried out, in which now the sword 24 is placed in a vulcanizing mold 29 with the web tube 23 arranged thereon and possibly pre-shrunk by reheating the rubber impression material 5 in the form of plates 28, several being used for this purpose different materials can be used.
- the inserted components are heated under pressure to a certain temperature, so that the inserted plates 28 melt from the rubber impression material 5 and a punch band block 30 is generated with embedded woven tube 23.
- the characters, shapes, etc., engraved or engraved in the vulcanizing molds 29, are transferred to the molten rubber impression material 5, that is to say that the printing marks 8 and, if appropriate, the bookmarks, the shape of the printing areas 8 and, if provided, reading areas 9, as well as the driver elements are produced, as is known in known from the prior art vulcanization processes.
- the produced punching belt block 30 is removed from the vulcanization mold 29 and fed to a cutting unit 31.
- the punch band block 30 is cut into the individual punch bands 1 by means of a knife 32 or cutting device with one or more knives 32, the sword 24 being previously removed for this purpose.
- the manufacturing process is completed and the stamping belts 1 produced can then be installed in the MB's 11.
- stamping tapes for example several annual tapes 15, month tapes 14, day tapes 12, 13 or special tapes, can be produced in one die block block 30.
- a manufacturing process is shown in which first the fabric 4 and the woven tube 23 from the weft thread 2 and the warp threads 3 in the weaving 22 (not shown) is woven.
- the weft thread 2 does not yet have an adhesion promoter 17, ie
- the woven tube 23 or the fabric 4 is produced from the endless weft thread 2 consisting of polyester or polyamide and a multiplicity of cotton threads 3.
- the woven tube 23 is mounted on the sword 24, whereupon the sword 24 is inserted with the woven tube 23 in a tube wetting system 33.
- the adhesion promoter 17 arranged in storage containers 34 is now applied to the woven tube 23 via rollers, in particular foam rollers 35.
- the foam rollers 35 take from the reservoir 34, the bonding agent 17 and transfer it to the woven tube 23, which is guided through the foam rollers 35 through, ie, that the foam rollers 35 suck fully with the bonding agent 17 and then to the with the Foam rollers 35 contacting Webschlauch 23 again.
- the foam rollers 35 act with a slight pressure on the woven tube 23, so that the bonding agent 17 is pressed out of the foam rollers 35 and thus more adhesion promoter 17 is applied to the entire fabric 4 and the entire woven tube 23.
- the woven tube 23 After wetting the woven tube 23, the woven tube 23 passes through a further zone, in which the non-absorbed bonding agent 23 can drain from the woven tube 23. It is possible that with a fan of the woven tube 23 is contacted with a stream of air, so that the excess bonding agent 17 is blown off. But it is also possible that for wiping excess adhesive 17 of the woven tube 23 are passed through two pressure rollers 37 so that the bonding agent 17 is pressed on the one hand in the woven tube 23 and on the other hand excess adhesive 17 is stripped off.
- a drying process can be carried out for rapid further processing, so that the bonding agent 17 and the woven tube 23 dry out as quickly as possible and be activated. But it is also possible that only an air drying is performed and in a later step, the activation of the bonding agent 17 is carried out or that the now wetted with adhesive 17 web tube 23 is processed directly directly.
- a further treatment and, if necessary, a pre-shrinkage are necessary for the further processing by a vulcanization process, whereby the woven tube 23 is introduced into the tempering system 25 with the sword 24.
- heating of the woven tube 23 is carried out in two stages 26, 27, so that the woven tube 23 is activated and shrunk on the sword 24 and thus assumes the size or the width of the sword 24.
- the woven tube 23 is heated at 135 ° for 2 minutes and at 185 ° to 220 ° for 2 minutes in the second stage 27, so that the adhesion promoter 17 is dried in the first stage 26 and in the second stage 27 the activation of the bonding agent 17 is performed so that it adheres to the weft yarn 2.
- the woven tube 23 is then inserted with the sword 24 with interposing the plates 28 of the rubber impression material 5 in the vulcanization mold 29, so that the vulcanization process can be started, as described above.
- the stamped strip block 30 produced is removed from the vulcanization mold 29 and transferred to the cutting unit 31.
- the punching belt block 30 is cut into the individual punch belts 1, so that the manufacturing process is completed.
- a method for producing the stamping strip 1 for an adjustable stamp, in particular office stamp in which first a woven tube 23 is made of a weft thread 2 and a plurality of warp threads 3, whereupon the woven tube 23 on a sword 24th is attached, and the woven tube 23 is formed under thermal action on the sword 24, whereupon the sword 24 is inserted with the formed thereon Webschlauch 23 in a vulcanization mold 29 enclosed rubber impression material 5 and then under pressure and heating over a defined This time vulcanized so that the inserted sword 24 is embedded with the woven tube 23 in the rubber impression material 5, wherein the weft thread 2 is formed of polyamide or polyester and a diameter between 0.03 mm and 0.2 mm or a textile unit of 100 to 200 Dtex, and that before Vulcanmaschinespr ozess the weft 2 or the entire woven tube 23 is wetted with a bonding agent 17.
- the applied adhesion promoter 17 is an RFL, in particular from resorcinol formaldehyde latex used. Specifically, it has been found that the RFL latex formed between 45 and 60% water, 0.1 to 0.2% sodiuum hydroxide, 2 to 4% resorcinol formaldehyde resin and 35 to 50% synthetic latex, especially SBR latex is, whereby a fraying of the fabric 5, in particular of the weft thread 2, is prevented. Also has proved to be advantageous that the stamping tape 1, in particular the fabric 4, is formed from a combination of natural and synthetic threads, since this results in a high resistance to tearing and a very good embedding in the rubber impression material 5.
- the warp threads 3 are also made of polyamide or polyester or other thermoplastic fibers. It is essential that when using polyamide or polyester as a weft thread 2 and / or warp threads 3, a special treatment of the weft 2 or the woven tube 23 is performed after the application of the bonding agent 17, in which first the bonding agent 17 is dried and then for activation the adhesion promoter 17 is heated to a temperature of 160 ° to 250 °.
- a so-called tempering has the advantage that thereby the adhesion of the adhesion promoter 17, in particular the RFL coating, on the weft thread 2 and / or woven tube 23 is produced.
- an application of the wetted with adhesion promoter 17 fabric 4 or weft yarn 2 in a stamping belt 1 only with printed characters 6 and also in a stamping tape 1 with print 6 and bookmark 7 is possible.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Woven Fabrics (AREA)
Description
- Die Erfindung betrifft ein Stempelband und ein Verfahren zum Herstellen eines Stempelbandes, wie sie in den Oberbegriffen der Ansprüche 1 und 11 beschrieben sind.
- Aus der
US 4 265 174 A ist ein Band für Preisauszeichnungsgeräte bekannt, bei dem sowohl Druckzeichen als auch Lesezeichen angeordnet sind. Dabei wechseln sich immer ein Druckzeichen mit einem Lesezeichen ab. Damit es zu keinen Verschmutzungen des Lesezeichens kommen kann, ist die Banddicke im Lesebereich geringer als im Druckbereich, sodass beim Eintauchen in einem mit Farbe getränkten Kissen die Farbe nur an den Druckzeichen haftend bleibt und ein entsprechender Abdruck erzeugt werden kann. - Weiters sind aus der
JP 9300802 A JP 5187626 A JP 11235859 A - In der
US 5 983 789 A ist ein Stempelband mit einem Druckbereich und einem Lesebereich gezeigt, bei dem der Lesebereich einen Überzug mit Farbe aufweist, die von der Farbe des Bandes unterschiedlich ist. Über den ersten Überzug mit Farbe ist ein zweiter Überzug von Farbe vorgesehen, der wiederum eine andere Farbe als der erste Überzug aufweist. - Es sind jedoch auch Bänder, insbesondere aus der
US 3 796 152 A , bekannt, bei denen beispielsweise mehrere nebeneinander angeordnete Druckzeichen gebildet sind und anschließend mehrere nebeneinander angeordneten Lesezeichen, sodass das Band aus zwei unterschiedliche Bereiche aufgebaut ist. - Aus der
US 6 109 179 A ist ein Herstellungsverfahren für ein Band, insbesondere ein Preisauszeichnungsband, bekannt, bei dem das Band aus zwei Bereiche, nämlich einen Druckbereich und einem Lesebereich, gebildet ist. Der Übergang zwischen den Bereichen ist bei dieser Art der Herstellung ungenützt, d.h., dass hier auf jeder Seite des Bandes ein sogenannter Leerbereich vorhanden ist, was sich negativ auf die Bandlänge auswirkt. Bei der Herstellung wird in eine aus zwei Teilen bestehende Form für einen Bandblock ein Schwert bzw. Dorn, an dem Rippen ausgebildet sind, eingelegt. Über den Dorn, insbesondere den Rippen am Dorn, wird ein Längsfaden gewickelt, der eine Ausdehnung des Bandes verhindern soll. Über Kanäle wird das Bandmaterial in den Hohlraum der Form eingepresst, sodass sich die Ausbildung der Form, insbesondere der Druckzeichen, am gebildeten Bandblock abdruckt. Der Bandblock wird nach Abkühlung in die einzelnen Bänder zerschnitten, sodass einzelne dünne Bänder geschaffen werden. - Ein ähnliches Verfahren zur Herstellung eines Endlosbandes ausschließlich mit Druckzeichen ist aus der
US 3 418 929 A bekannt, bei dem wiederum ein Bandblock, bestehend aus mehreren nebeneinander angeordneten Bändern, erzeugt wird. Hierbei wird das Schwert mit einem endloser Schussfaden umwickelt und anschließend in die Form eingelegt. Dabei wird jedoch nunmehr auf bzw. unter das Schwert ein Abdruckmaterial, insbesondere Gummi, eingelegt, worauf die Form erhitzt wird. Das Abdruckmaterial wird somit aufgeschmolzen und kann die Ausprägungen der Form, insbesondere die Druckzeichen, annehmen. Gleichzeitig wird der Schussfaden in das Abdruckmaterial eingebettet. Nach dem Herstellungsprozess wird der Bandblock wiederum in einzelne Stempelbänder zerschnitten. - Nachteilig ist bei allen vorgenannten Bändern, dass zwar zur Verstärkung des Bandes ein Faden, insbesondere ein Schussfaden eingelegt bzw. integriert ist, dieser jedoch nicht optimal in das Abdruckmaterial bzw. Grundmaterial eingebettet ist, sodass nach langjähriger Nutzung ein Ausfransen des Fadens entsteht. Durch derartige Fransen wird zusätzliche Farbe von Farbspeicher, insbesondere einem Farbkissen, aufgenommen und gibt diese bei Berührung wieder ab. Dadurch wird die Stempelabdruckqualität wesentlich verschlechtert. Ebenfalls führt die Entstehung derartiger Fransen zu einem hohen Verschmutzungsrisiko des Anwenders beim Einstellen des gewünschten Abdruckbereiches durch den Anwender.
- Die Aufgabe der Erfindung liegt darin, ein Stempelband sowie ein Verfahren zum Herstellen eines Stempelbandes zu schaffen, bei dem eine optimale und vor allem dauerhafte Einbettung in das Abdruckmaterial erzielt wird. Eine weitere Aufgabe liegt darin, die Nachteile des Standes der Technik möglichst zu beheben.
- Die Aufgabe der Erfindung wird durch ein Stempelband gelöst, bei dem der Schussfaden aus Polyamid oder Polyester und die Kettfäden aus Baumwolle gebildet sind und einen Durchmesser zwischen 0,03 mm und 0,2 mm oder eine Textilmaßeinheit von 100 bis 200 Dtex aufweist, und dass der Schussfaden oder das gesamte Gewebe mit einem Haftvermittler benetzt ist.
- Vorteilhaft ist hierbei, dass bei einer derartigen Ausbildung des Stempelbandes eine sehr hohe Reißfestigkeit gegeben ist und gleichzeitig die Bindung mit dem Gummi-Abdruckmaterial wesentlich verbessert wird. Der wesentlich Vorteil durch eine derartige Kombination bzw. Aufbau liegt darin, dass an den Seitenflanken der Stempelbänder das in das Gummi-Abdruckmaterial eingebettete Gewebe nicht mehr maßgeblich ausfranst, da über den Haftvermittler eine gute Einbettung ins Gummimaterial stattfindet. Durch einen derartigen Aufbau wird auch sichergestellt, dass bei sehr schmalen Bändern eine sichere Einbettung des Gewebes in das Gummi-Abdruckmaterial gegeben ist und gleichzeitig durch die Verwendung eines speziellen Schussfaden eine hohe Reißfestigkeit erzielt wird. Dies ist insofern erforderlich, da die Bänder normalerweise im gespannten Zustand auf sogenannten MB's (montierte Bändersatzeinheit) montiert sind. Von Vorteil ist aber auch, dass durch die Ausbildung des Polymerfadens als orientierter Faden, bevorzugt in Extrusionsrichtung, die Möglichkeit besteht durch das Aufziehen des mit Hilfe eines derartig ausgebildeten Polymerfadens als Schussfaden auf einen erhitzten Stab einen beliebig steuerbaren Schrumpfungseffekt des derartig ausgerüsteten Gewebebandes hervorzurufen, um eine exakte Dimensionierung des Schlauchbandgewebes zu erreichen.
- Es ist auch eine Ausbildung von Vorteil, bei der der Haftvermittler durch RFL, insbesondere aus Resorcinol Formaldehyd Latex, gebildet ist, da durch gezielte Forschung im Bereich von Bindungs- und Haftungseigenschaften zwischen thermoplastischen Werkstoffen, bevorzugt PET und PA, und unterschiedlichen Kautschuken und Durchführung unzähliger Versuche mit diesem Haftvermittler sehr gute Verbindungseigenschaften mit dem Schussfaden und Gummi-Abdruckmaterial erzielt werden konnte.
- Von Vorteil ist die Ausbildung, bei der das RFL-Latex zwischen 45 und 60% Wasser, 0,1 bis 0,2% sodiuum hydroxide, 2 bis 4% resorcinol formaldehyd harz und 35 bis 50% synthetisches Latex, insbesondere SBR-Latex, gebildet ist, da dadurch die Besten Ergebnisse erzielt wurden. Durch den speziellen Haftvermittler wird einerseits erreicht, dass dieser sehr gut am Schussfaden haftend beleibt, sodass dadurch eine sehr gute Einbettung bzw. Verbindung des Schussfadens mit dem Gummi-Abdruckmaterial erreicht wird. Somit konnte das Ausfransen des Schussfadens auch bei sehr schmalen Bändern fast zur Gänze beseitigt werden, was sich aus Dauertest, die eine Nutzung der Bänder zwischen 10 bis 15 Jahren simulieren, bewiesen hat.
- Bei einer Ausgestaltung, bei der der Schussfaden aus Polyamid, Polyesterfasern gebildet ist, wobei dieser Monofilament oder Multifilament aufgebaut ist, wird in vorteilhafter weise erreicht, dass dadurch die Reißfestigkeit des Gewebes und somit gleichzeitig des Stempelbandes wesentlich erhöht wird. Somit kann eine wesentlich höhere Spannkraft bei der Montage des Stempelbandes eingesetzt werden, ohne dass das Stempelband zerreißt.
- Es ist aber auch eine Ausgestaltung von Vorteil, bei der die Druckzeichen und/oder gegebenenfalls die Lesezeichen durch einzelne Blöcke bzw. Bereich auf der Außenseite des Stempelbandes gebildet sind, da dadurch unabhängige Bereiche geschaffen werden, die unabhängig voneinander behandelt werden können.
- Bei der Ausgestaltung, bei der sich immer ein Block eines Druckzeichen mit einem Block eines Lesezeichen abwechselt, wird in vorteilhafter Weise erreicht, dass dadurch ein spezielles Leseband für Stempel geschaffen werden kann. Bevorzugt sind dabei die Lesezeichen für den User lesbar dargestellt, wogegen die Druckzeichen spiegelbildlich ausgebildet sind, sodass bei einem Stempelabdruck diese dann lesbar, also richtig, dargestellt werden.
- Von Vorteil ist eine Ausgestaltung, bei der auf der gegenüberliegenden Seite der Druckzeichen, also auf einer Innenseite, Zentrier- und/oder Mitnehmerelemente ausgeformt sind, da dadurch eine sogenannte Verzahnung für einen optimalen Weitertransport des Bandes auf einer Komponente geschaffen werden kann. Dadurch kann das Durchrutschen des Bandes beim Weitertransport verhindert werden.
- Bei einer Ausgestaltung ist von Vorteil, dass das Gummi-Abdruckmaterial durch einen eingefärbten Gummi gebildet ist, da dadurch Kontrastverbesserungen für die Lesezeichen geschaffen wird, sodass der User diese eindeutig entziffern kann.
- Es ist aber auch eine Ausgestaltung von Vorteil, bei der der Block für das Lesezeichen mit einer zur Farbe des Gummi-Abdruckmaterials unterschiedlichen Farbe markiert ist, da dadurch eine noch bessere Ablesbarkeit für das Lesezeichen geschaffen werden kann.
- Durch eine Ausgestaltung, bei der der Block bzw. Lesezeichenbereich für das Lesezeichen mit einem bevorzugt aufgeklebten Deckschicht markiert ist, wird in vorteilhafter Weise erreicht, dass dadurch eine optimal Anpassung an das Einsatzgebiet des Bandes ermöglicht wird, da dadurch jede beliebe Art von Deckschicht aufgebracht werden kann.
- Die Aufgabe der Erfindung wird aber auch durch ein Verfahren zur Herstellung eines Stempelbandes gelöst, bei dem der Schussfaden aus Polyamid oder Polyester gebildet wird und einen Durchmesser zwischen 0,03 mm und 0,2 mm oder eine Textilmaßeinheit von 100 bis 200 Dtex aufweist, und dass vor dem Vulkanisierungsprozess der Schussfaden oder der gesamte Webschlauch mit einem Haftvermittler benetzt wird.
- Vorteilhaft ist hierbei, dass durch die Ausbildung des Schussfadens eine sehr hohe Reißfestigkeit erzielt wird, wobei gleichzeitig sehr kleine, insbesondere schmale, Bänder hergestellt werden können. Dabei wird auch in vorteilhafter Weise erreicht, dass sich der Schussfaden bestmöglich mit dem Gummi-Abdruckmaterial über den Haftvermittler verbinden kann und dieser somit fest eingebettet ist. Somit konnte auch bei geringen Banddicken und/oder schmalen Bändern das Ausfransen des Gewebes, insbesondere des Schussfaden, verhindert werden. Dadurch wird die Qualität der Bänder und auch des Stempels wesentlich verbessert.
- Es sind aber auch die Maßnahmen von Vorteil, bei denen als Haftvermittler ein RFL, insbesondere aus Resorcinol Formaldehyd Latex, verwendet wird, da dadurch eine sehr gute Verbindung mit dem Gummi-Abdruckmaterial erzielt wird.
- Bei den Maßnahmen, bei denen sich das RFL-Latex aus 45 und 60% Wasser, 0,1 bis 0,2% sodiuum hydroxide, 2 bis 4% resorcinol formaldehyd harz und 35 bis 50% synthetisches Latex, insbesondere SBR-Latex, zusammen setzt, ist von Vorteil, da bei einer derartigen Zusammensetzung die besten Ergebnisse erzielt wurden.
- Von Vorteil ist die Maßnahme, bei der nach dem Vulkanisierprozess der erzeugte Stempelbandschlauch bzw. Stempelbandblock in einzelne Stempelbänder geschnitten wird, da dadurch mit einer Vulkanisierform in einem Arbeitsschritt ein aus mehreren Segmenten bestehender Bänderblock erzeugt werden kann, der anschließend nur noch in die einzelne Segmente bzw. Bänder zerschnitten werden muss. Somit können erheblich Werkzeugkosten eingespart werden.
- Die Erfindung wird anschließend in Form von Ausführungsbeispielen beschrieben, wobei darauf hingewiesen wird, dass die Erfindung nicht auf die dargestellten und beschriebenen Ausführungsbeispiele bzw. Lösungen begrenzt ist.
- Es zeigen:
- Fig.1
- eine schematische Darstellung eines endlosen Stempelbandes geschnitten, in vereinfachter Darstellung;
- Fig.2
- eine bildliche Darstellung eines Teilausschnittes des Stempelbandes mit Druckzeichen und Lesezeichen;
- Fig.3
- eine schematische, schaubildliche Darstellung eines MB's (montierte Bandersatzeinheit) für ein Datum mit Bändern aus Druckzeichen;
- Fig.4 u.5
- ein schematischer Ablauf zum Herstellen eines Stempelbandes, bei dem eine Benetzen eines Schussfaden mit einem Haftvermittler erfolgt;
- Fig.6
- ein schematischer Ablauf zum Herstellen eines Stempelbandes, bei dem eine Benetzen eines Webschlauches mit einem Haftvermittler erfolgt.
- Einführend sei festgehalten, dass in den unterschiedlichen Ausführungsformen gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen versehen werden, wobei die in der gesamten Beschreibung enthaltenen Offenbarungen sinngemäß auf gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen übertragen werden können. Auch sind die in der Beschreibung gewählten Lageangaben, wie z.B. oben, unten, seitlich usw. auf die beschriebene Figur bezogen und sind bei einer Lageänderung sinngemäß auf die neue Lage zu übertragen. Auch können Einzelmerkmale oder Merkmalskombinationen aus den gezeigten und beschriebenen Ausführungsbeispielen für sich eigenständige erfinderische Lösungen darstellen.
- In den
Fig. 1 bis 6 ist ein bevorzugt endloses Stempelband 1 für einstellbare Stempel, insbesondere für Datumsstempel, gezeigt. - Das Stempelband 1 umfasst zumindest ein aus einem Schussfaden 2 und mehreren Kettfäden 3 bestehendes Gewebe 4, welches durch einen Vulkanisationsprozess in ein Gummi-Abdruckmaterial 5 eingebettet ist. Weiters sind mehrere Druckzeichen 6 für einen Stempelabdruck (nicht dargestellt) und/oder gegebenenfalls ein Lesezeichen 7 zum Ablesen des Zeichen im Gummi-Abdruckmaterial 5 geformt. Die Druckzeichen 6 und/oder gegebenenfalls die Lesezeichen 7 sind durch einzelne Blöcke bzw. Bereich 8, 9, insbesondere einen Druckbereich 8 und/oder gegebenenfalls einen Lesebereich 9, auf der Außenseite des Stempelbandes 1 gebildet. Die einzelnen Bereiche können dabei durch Verengungen bzw. Einkerbungen unterteilt sein, sodass die Beweglichkeit, insbesondere die Flexibilität, des Bandes wesentlich erhöht wird. Wie in den schaubildlichen Teilausschnitt des Stempelbandes 1 in
Fig. 2 ersichtlich, sind die Druckzeichen 6 spiegelbildlich ausgeführt, wogegen die Lesezeichen 7 lesbar ausgebildet sind. Weiters ist ersichtlich, dass die Druckzeichen 6 sich aus dem Gummi-Abdruckmaterial 5 erstrecken, wogegen die Lesezeichen 7 bevorzugt aus dem Gummi-Abdruckmaterial 5 ausgenommen sind. Bevorzugt weisen die Lesezeichen 7 bzw. der Lesebereich 9 eine Größe zwischen 1,6 mm bis 3 mm, insbesondere 2,2 mm, auf, sodass noch eine sehr gute Ablesbarkeit gegeben ist, jedoch die Bandlänge nicht übermäßig lange ausfällt. Die Druckzeichen 6 hingegen weisen eine Größe zwischen 2 mm und 14 mm, insbesondere 4 mm, auf, um einen entsprechend qualitativen Abdruck erzeugen zu können. - Bei sogenannten Lesebändern, wie dargestellt, wechseln sich immer ein Block eines Druckzeichen 6 mit einem Block eines Lesezeichen 7 ab. Selbstverständlich kann auch ein zweiteiliges Leseband geschaffen werden, bei dem die Druckzeichen 6 und die Lesezeichen 7 aneinander gereiht sind, oder ein sogenanntes Druckband bei dem nur Druckzeichen 6 verwendet werden. Weiters ist ersichtlich, dass auf der gegenüberliegenden Seite der Druckzeichen 7, also auf einer Innenseite, Zentrier- und/oder Mitnehmerelemente 10 ausgeformt sind.
- Weiters ist es möglich, dass zur besseren Ablesbarkeit das Stempelband 1 farblich ausgeführt wird. Dies kann beispielsweise derart erflogen, dass das Gummi-Abdruckmaterial 5 durch einen eingefärbten Gummi gebildet ist, wodurch durch die vertiefte Ausbildung des Lesezeichen 7 ein Kontrast gebildet wird. Auch ist möglich, dass der Block für das Lesezeichen 7 mit einer zur Farbe des Gummi-Abdruckmaterials 5 unterschiedlichen Farbe markiert ist oder der Block für das Lesezeichen 7 mit einem bevorzugt aufgeklebten Deckschicht markiert ist.
- Derartige Stempelbänder 1 werden bevorzugt in sogenannten MB's 11 (montierte Bändersatzeinheiten 11) zur Darstellung eines Datums eingebaut, wobei die MB's 11 in dem Stempel, insbesondere in einem Office-Stempel eingebaut werden, wie schaubildlich in
Fig. 3 gezeigt. Hierzu sind beispielsweise in einem MB 11 vier voneinander getrennte Stempelbänder 1 vorhanden, wobei die ersten beiden Stempelbänder 1 für den Tag (Tagesband 12, 13), das dritte für den Monat (Monatsband 14) und das vierte für das Jahr (Jahresband 15) verwendet wird. Daraus ist auch ersichtlich, dass für die unterschiedlichen Arten von Bändern unterschiedliche Bandbreiten benötigt werden. Dabei weißt das sogenannte Tagesband 11, 12 die geringste Bandbreite, von beispielsweise ca. 1,5 mm bis 3 mm auf, wodurch der Herstellungsprozess bevorzugt auf diese Bandgröße abgestimmt ist, da hier erhebliche Probleme aufgrund der geringen Größe auftreten. Werden die Bänder nämlich breiter, wie beispielsweise bei einem Monatsband 14 oder Jahresband 15 mit einer Breite von ca. 8 mm bis 10 mm, so ist genügend Platz und Material vorhanden, um einen sicheren Herstellungsprozess zu gewährleisten. Selbstverständlich ist es möglich, dass derartige Bänder, insbesondere das Stempelband 1, auch für andere Anwendungen im Stempelbereich oder bei Preisauszeichnungsgeräten eingesetzt werden können, wozu lediglich andere Druckzeichen 6 oder Lesezeichen 7 bei der Herstellung des Stempelbandes 1 erzeugt werden müssen. Beispielsweise ist eine Anwendung in Nummerierungsstempel, IBAN-Stempel od. dgl. möglich, d.h., dass durch unterschiedliche Ausbildung von den Druckzeichen 6 bzw. Druckbereichen 8 sich unterschiedliche Einsatzgebiete für das Band ergeben. Weiters ist ausFig. 3 ersichtlich, dass die Stempelbänder 1 straff, also unter Spannung, am MB 11 montiert sind. Die Verstellung der Stempelbänder 1 erfolgt bei dem dargestellten MB 11 über Einstellräder 16, wobei auch andere Varianten über Hebel oder voll automatisch über Antriebe möglich sind. - Die wesentlichen Probleme bei den aus dem Stand der Technik bekannten Stempelbändern 1 liegt darin, dass nach oftmaligen Gebrauch, sprich langjähriger Verstellung bzw. Einstellung der Bänder, sich das integrierte Gewebe 4 an den Seitenflanken und/oder den Schnittkanten löst bzw. ausfranst. Dies geschieht oftmals deshalb, da die Stempelbänder 1 in Laufe der Zeit an den Einstell- bzw. Verstellräder 16 oder Hebeln schleifen bzw. durch die Vorspannung und die Biegebeanspruchung im eingebauten Systemen sich das Gewebe 4 bzw. Fäden des Gewebe 4 aus den Gummi-Abdruckmaterial 5 lösen. Durch die vorstehenden Fäden (Schussfaden 2 und/oder Kettfäden 3) wird nun von diesen ausgefransten Fäden bei einem Stempelvorgang ebenfalls Farbe aus einem Stempelkissen (nicht dargestellt) aufgenommen, sodass beim Abdruck durch die Fäden ebenfalls an ungewollten Stellen die Farbe übertragen wird, sodass das Stempelbild bzw. die Stempelqualität wesentlich verschlechtert wird. Gleichzeitig ragen diese ausgefransten Fäden meist in den Einstellbereich des Stempels, sodass durch die von den ausgefransten Fäden aufgenommen Farbe beim Verstellvorgang an den Einstellrädern 16 der User mit den Fäden in Berührung kommt und somit die Farbe übertragen wird, sodass der User entsprechend verschmutzt wird. Auch werden die mit den ausgefransten Fäden in Berührung kommenden Stempelteile, insbesondere die Einstellräder 16, durch die Fäden verschmutzt, was wiederum beim Berühren unangenehme Verschmutzungen an den Fingern verursacht.
- Derartige Nachteile sollen mit dem neuen Stempelband 1 behoben werden und das Ausfransen der Faden 2, 3 erheblich reduziert bzw. zur Gänze vermieden werden, was durch entsprechende Dauertest in der Entwicklungsphase der neuen Stempelbänder 1 ergeben haben.
- Wesentlich ist dabei, dass einerseits eine optimale Einbettung des Gewebes 4, insbesondere des Schussfaden 2 und der Kettfäden 3, in das Grundmaterial, insbesondere in das Gummi-Abdruckmaterial 5, und andererseits sehr hohe Zug- und/oder Reißkräfte erzielt werden. Dies wird insofern erzielt, da für das Gewebe 4, insbesondere für den Schussfaden 2 und die Kettfäden 3, unterschiedliche Materialien verwendet, wobei für den Schussfaden 2 ein Material für hohe Zug- und/oder Reißkräfte und für die Kettfäden 4 ein Material zur guten Verbindung mit dem Gummi-Abdruckmaterial 5 verwendet wird. Bevorzugt wird dabei der Schussfaden 2 aus Polyamid oder Polyester, insbesondere aus PA6, PA66, usw., gebildet, wogegen die Kettfäden 3 aus Baumwolle bestehen. Erfindungsgemäß ist zur Optimierung der Einbettung des Gewebes 4 in das Gummi-Abdruckmaterial 5 vorgesehen, dass das erzeugte Gewebe 4 und/oder der Schussfaden 2 mit einem Haftvermittler 17 benetzt ist, d.h., dass aufgrund von unzähligen Versuchen sich herausgestellt hat, dass zur optimalen Erzielung der besten Einbettungseigenschaften ein Haftvermittler 17 eingesetzt wird, wobei sich hierzu wiederum herausgestellt hat, dass nicht jeder beliebige Haftvermittler 17 verwendet werden kann, da die Fäden, insbesondere der Schussfaden 2, sehr dünn bzw. fein für derartig Stempelbändern 1 ausgelegt werden müssen, um die entsprechende Baugröße einhalten zu können. Speziell wird dabei der thermoplastischer Schussfaden 2, bevorzugt PA oder PET als Multifilament ausgebildeter orientierter versponnener Faden, mit einem Durchmesser zwischen 0,03mm und 0,2mm ausgebildet oder weißt der versponnen oder verzwirnte Schussfaden 2 eine Textilmaßeinheit von 80 bis 200 Dtex auf.
- Dtex ist eine Maßeinheit, die Dezitex genannt wird. Sie gibt das Gewicht eines Fadens im Bezug auf seine Länge an. Beim Dtex ist dies das Gewicht in Gramm pro 10 Kilometer Faden. Generell gilt, dass Fäden mit einem geringen Dtex sehr fein und daher auch teuer sind, je höher jedoch der Tex-Wert, desto gröber sind die Fasern. Für Schurwolle (Einzelfaden) zum Beispiel wird ein Wert zwischen 3 und 6 Dtex angegeben, Baumwolle (Einzelfaden) hingegen weist nur einen Wert zwischen 1,5-2,5 dtex auf.
- Wesentlich ist bei der Gewebekombination aus Polyamid- oder Polyester-Schussfäden 2 und Baumwolle-Kettfäden 3, dass zumindest der Schussfaden 2 mit dem Haftvermittler 17 benetzt wird, da sich das Polyamid oder Polyester nicht sehr gut mit dem Gummi-Abdruckmaterial 5, insbesondere mit Gummi bzw. Kautschuk, verbindet, wogegen Baumwolle sich sehr gut mit dem Gummi-Abdruckmaterial 5 verbindet. Speziell hat sich gezeigt, dass als Haftvermittler 17 durch RFL, insbesondere aus Resorcinol Formaldehyd Latex, gebildet ist, bei dem die besten Verbindungseigenschaften und die geringsten Ausfransungen in Dauertest erzielt wurden. Insbesondere ist es von Vorteil, wenn das RFL-Latex zwischen 45 und 60% Wasser, 0,1 bis 0,2% sodiuum hydroxide, 2 bis 4% resorcinol formaldehyd harz und 35 bis 50% synthetisches Latex, insbesondere SBR-Latex, gebildet ist.
- Bevorzugt wird der Schussfaden 2 als Multifilament ausgeführt, d.h., dass der Schussfaden 2 aus mehreren Einzelfäden gebildet wird. Dabei ist es möglich, dass mehrere aus unterschiedlichen Materialien gebildete Einzelfäden miteinander zu einem Schussfaden 2 versponnen oder verzwirnt wird. Selbstverständlich ist es auch möglich, dass der Schussfaden 2 als Monofilament ausgeführt ist. Weiters ist es möglich, dass der Schussfaden 2 orientiert bzw. vorgedehnt ausgeführt wird, sodass steuerbare Schrumpfungseigenschaften erreicht werden, d.h., dass der Schussfaden 2 im gedehnten bzw. gestreckten Zustand abgekühlt wird, sodass bei neuerlicher Erwärmung sich dieser in die ursprüngliche Form zusammen zieht und somit die Schrumpfung entsprechend beeinflusst bzw. gesteuert wird. Die Streckung erfolgt hierbei bevorzugt in Längsrichtung, also in Extrusionsrichtung des Schussfadens 2, wobei jedoch auch eine quer dazu ausgerichtet, insbesondere querschnittsvergrößernde Dehnung möglich wäre.
- Vorzugsweise ist der Schussfaden 2 in Längsrichtung des endlosen Datumsbandes angeordnet, sodass bei Dehnung des Bandes eine Erhöhung der Zugkraft erreicht wird. Es ist aber auch möglich, dass der Schussfaden 2 quer oder in einem Winkel angeordnet ist. Wesentlich ist, dass der Schussfaden 2 optimal in das Abdruckmaterial 5 eingebettet wird, damit ein Ausfransen verhindert wird. Durch die Anordnung der Länge oder Quer kann auf die Festigkeit, insbesondere Reißfestigkeit Einfluß genommen werden.
- In den
Fig. 4 bis 6 sind zwei unterschiedliche schematischer Ablauf zur Herstellung des Stempelbandes 1 für einen einstellbaren Stempel, insbesondere einem Office-Stempel, beschrieben, wobei in denFig. 4 und5 die Benetzung des Schussfaden 2 mit dem Haftvermittler 17 beschrieben ist und in denFig. 6 die Benetzung des gesamten Gewebes 4 mit dem Haftvermittler 17 gezeigt ist. - Wie in
Fig. 4 ersichtlich, wird der aus Polyamid oder Polyester bestehende Schussfaden 2 von einer Vorratsrolle 18 bzw. Vorratsbehälter abgespielt, wobei der Schussfaden 2 über entsprechende Umlenkelemente 19, insbesondere Führungen, Rollen, usw., durch eine Benetzungsanlage 20 geführt wird. In der Benetzungsanlage 20 wird der Haftvermittler 17 auf den Schussfaden 2 aufgetragen, wobei dazu beispielsweise der Schussfaden 2 durch mit Haftvermittler 17 gefüllte Becken 21 befördert wird, sodass sich der Haftvermittler 17 auf den Schussfaden 2 ablegen kann. Um eine vollständige und gleichmäßige Auftragung des Haftvermittlers 17 zu erreichen, ist es von Vorteil, wenn der Schussfaden 2 durch mehrere Becken 21 befördert wird. Bevorzugt wird zwischen den einzelnen Becken 21 der Schussfaden 2 durch Trocknungsofen zum Antrocknen des aufgetragenen Haftvermittlers 17 geführt, sodass durch mehrere derartige Stufen eine dickere Schichtdicke des Haftvermittlers 17 erreicht werden kann. Derartige Benetzungsanlagen 20 sind bereits aus dem Stand der Technik bekannt, sodass nicht näher im Detail darauf eingegangen wird. - Damit der Haftvermittler 17 am Schussfaden 2 haftend bleibt, ist eine Nachbehandlung nach dem Auftragen des Haftvermittlers 17 notwendig. Hierzu wird in einem ersten Schritt nach dem Aufbringen des Haftvermittlers 17 der Schussfaden 2 in einen Trocknungsanlage 20a transportiert. Darin erfolgt eine Trocknung des flüssigen Haftvermittlers 17. Damit dieser jedoch am Schussfaden 2 auch haftend bleibt, ist es erforderlich das nunmehr in einer Temperanlage 20b der Schussfaden 2 getempert wird, d.h., dass eine thermische Nachbehandlung zum Aktivieren der Haftfestigkeit des Haftvermittlers 17 am Schussfaden 2 erfolgt, wobei beim Tempern der Schussfaden 2 mit dem getrockneten Haftvermittler 17 auf eine definierte Temperatur aufgeheizt wird, sodass die Hafteigenschaften des Haftvermittlers 17 aktiviert werden und der Haftvermittler 17 am Schussfaden 2 fest anhaftet.
- Nach dem Benetzungs- und Bearbeitungsvorgang ist es möglich, dass der Schussfaden 2 nach einem Trocknungsvorgang wieder auf eine Vorratsrolle 18, die anschließend zur Weiterbearbeitung verwendet werden kann, aufgespult wird oder das direkt der nächste Arbeitsvorgang, insbesondere das Weben des Gewebes 4, durchgeführt wird, wie dies schematisch dargestellt wird. Bei dem dargestellten Herstellungsverfahren wird der Schussfaden 2 direkt in eine Webanlage 22 geleitet, in der der aus Polyamid oder Polyester und mit Haftvermittler 17 benetzte Schussfaden 2 mit aus Baumwolle bestehenden Kettfäden 3 verwebt wird. Dabei wird ein Webschlauch 23 gebildet, bei dem ein durchgewebter Schussfaden 2 gebildet wird, wogegen mehrere einzelne Kettfäden 3 verwendet werden, wie dies schematisch im Schaubild dargestellt ist. Da ein Webvorgang wiederum aus dem Stand der Technik bekannt ist, wird nicht näher auf den Webprozess eingegangen.
- Nach der Bildung des Gewebes 4 bzw. des Webschlauches 23 wird der Webschlauch 23 auf ein Schwert 24 aufgesteckt, wie dies schematisch durch ein Schaubild in
Fig. 5 dargestellt ist. Wie erwähnt, wird nach dem Webvorgang ein Vulkanisierungsprozess durchgeführt, bei dem nunmehr das Schwert 24 mit dem darauf angeordneten und eventuell durch nochmaliges erhitzen vorgeschrumpften Webschlauch 23 unter Zwischenlegung des Gummi-Abdruckmaterials 5 in Form von Platten 28 in eine Vulkanisierform 29 eingelegt, wobei hierzu mehrere unterschiedliche Materialien verwendet werden können. Beim Vulkanisierungsprozess werden die eingelegten Komponenten unter Druck auf eine bestimmte Temperatur erwärmt, sodass die eingelegten Platten 28 aus dem Gummi-Abdruckmaterial 5 aufschmelzen und ein Stempelbandblock 30 mit eingebetteten Webschlauch 23 erzeugt wird. Gleichzeitig werden die in den Vulkanisierformen 29 ein- bzw. ausgravierten Zeichen, Formen, usw., auf das aufgeschmolzene Gummi-Abdruckmaterial 5 übertragen, d.h., dass die Druckzeichen 8 und gegebenenfalls die Lesezeichen, die Form der Druckbereiche 8 und gegeben falls Lesebereiche 9, sowie die Mitnehmerelemente erzeugt werden, wie dies bei aus dem Stand der Technik bekannten Vulkanisierungsprozessen bekannt ist. - Durch die Verwendung unterschiedlichen Gummis bei der Vulkanisation kann eine gezielten Steuerung der Oberflächeneigenschaften innen und außen beim Stempelband erzielt werden. Dazu kann beispielsweise im Inneren eine Optimierung für mechanisch Eigenschaften, insbesondere für die Erhöhung oder Verringerung von Reibung oder im Außenbereich für optimale Abdruckeigenschaften durch Anpassung der Oberflächenspannung oder durch optisch Farbunterschied bzw. verbesserte Kontrasteigenschaften vorgenommen werden
- Nachdem der Vulkanisierungsprozess abgeschlossen ist und die Einlage entsprechend abgekühlt ist, wird der erzeugte Stempelbandblock 30 aus der Vulkanisierungsform 29 entnommen und einer Schneidanlage 31 zugeführt. In der Schneidanlage 31 wird über ein Messer 32 bzw. Schneidvorrichtung mit einem oder mehreren Messern 32 der Stempelbandblock 30 in die einzelnen Stempelbänder 1 zu zerschneiden, wobei dazu vorher das Schwert 24 entnommen wird. Damit ist der Herstellungsprozess abgeschlossen und die erzeugten Stempelbänder 1 können anschließend in die MB's 11 eingebaut werden. Grundsätzlich ist zu erwähnen, dass in einem Stempelbandblock 30 unterschiedlichste Arten von Stempelbänder 1, beispielsweise mehrere Jahresbänder 15, Monatsbänder 14, Tagesbänder 12, 13 oder Spezialbänder, erzeugt werden können.
- In
Fig. 6 ist ein Herstellungsprozess gezeigt, bei dem zuerst das Gewebe 4 bzw. der Webschlauch 23 aus dem Schussfaden 2 und den Kettfäden 3 in der Webanlage 22 (nicht gezeigt) gewebt wird. Dabei weißt der Schussfaden 2 noch keinen Haftvermittler 17 auf, d.h., dass der Webschlauch 23 bzw. das Gewebe 4 aus den aus Polyester oder Polyamid bestehenden endlosen Schussfaden 2 und einer Vielzahl aus Baumwolle bestehende Kettfäden 3 erzeugt wird. - Anschließend wird der Webschlauch 23 auf das Schwert 24 aufgezogen, worauf das Schwert 24 mit dem Webschlauch 23 in eine Schlauch-Benetzungsanlage 33 eingeführt wird. In der Schlauch-Benetzungsanlage 33 wird nunmehr der in Vorratsbehältern 34 angeordnete Haftvermittler 17 über Rollen, insbesondere Schaumstoffrollen 35, auf den Webschlauch 23 aufgetragen. Dabei nehmen die Schaumstoffrollen 35 von dem Vorratsbehälter 34 den Haftvermittler 17 auf und übertragen diesen auf den Webschlauch 23, der durch die Schaumstoffrollen 35 hindurch geführt wird, d.h., dass sich die Schaumstoffrollen 35 mit dem Haftvermittler 17 voll saugen und diesen anschließend an den mit dem Schaumstoffrollen 35 kontaktierenden Webschlauch 23 wieder abgeben. Die Schaumstoffrollen 35 wirken dabei mit einem leichten Druck auf den Webschlauch 23 ein, sodass der Haftvermittler 17 aus den Schaumstoffrollen 35 gedrückt wird und somit mehr Haftvermittler 17 auf das gesamte Gewebe 4 bzw. den gesamten Webschlauch 23 aufgetragen wird.
- Nach dem Benetzen des Webschlauches 23 durchläuft der Webschlauch 23 eine weitere Zone, bei der der nicht aufgenommene Haftvermittler 23 vom Webschlauch 23 ablaufen kann. Dabei ist es möglich, dass mit einem Gebläse der Webschlauch 23 mit einem Luftstrom kontaktiert wird, sodass der überschüssige Haftvermittler 17 abgeblasen wird. Es ist aber auch möglich, dass zum Abstreifen überschüssiger Haftvermittler 17 der Webschlauch 23 durch zwei Druckrollen 37 hindurchgeführt werden, sodass der Haftvermittler 17 einerseits in den Webschlauch 23 gedrückt wird und andererseits überschüssiger Haftvermittler 17 abgestreift wird.
- Anschließend kann für eine rasche Weiterverarbeitung eine Trocknungsvorgang vorgenommen werden, sodass der Haftvermittler 17 und der Webschlauch 23 möglichst schnell austrocken und aktiviert wird. Es ist aber auch möglich, dass lediglich eine Lufttrocknung durchgeführt wird und in einem späteren Arbeitsschritt die Aktivierung des Haftvermittlers 17 erfolgt oder dass der nunmehr mit Haftvermittler 17 benetzte Webschlauch 23 gleich direkt weiterverarbeitet wird. Wie zuvor beschrieben, ist es nach der Benetzung mit Haftvermittler 17 für die Weiterbearbeitung durch einen Vulkanisierprozess eine Nachbehandlung und gegebenenfalls eine Vorschrumpfung notwendig, wodurch der Webschlauch 23 mit dem Schwert 24 in die Temperanlage 25 eingebracht wird. Darin wird in zwei Stufen 26, 27 eine Erhitzung des Webschlauches 23 vorgenommen, sodass der Webschlauch 23 am Schwert 24 aktiviert und geschrumpft wird und somit die Größe bzw. die Breite des Schwertes 24 annimmt. Wie zuvor beschrieben wird in der ersten Stufe 26 der Webschlauch 23 über 2 Minuten auf 135° und in der zweiten Stufe 27 über 2 Minuten auf 185° bis 220° erhitzt, sodass in der ersten Stufe 26 eine Trocknung des Haftvermittlers 17 erfolgt und in der zweiten Stufe 27 die Aktivierung des Haftvermittlers 17 durchgeführt wird, sodass dieser am Schussfaden 2 haftet.
- Zur Herstellung des Stempelbandblockes 30 wird anschließend der Webschlauch 23 mit dem Schwert 24 unter zwischenlegen der Platten 28 des Gummi-Abdruckmaterials 5 in die Vulkanisierungsform 29 eingelegt, sodass der Vulkanisierungsprozess gestartet werden kann, wie zuvor beschrieben. Nach der Vulkanisierung wird der hergestellte Stempelbandblock 30 aus der Vulkanisierungsform 29 entnommen und an die Schneidanlage 31 übergeben. In der Schneidanlage 31 wird der Stempelbandblock 30 in die einzelnen Stempelbänder 1 zerschnitten, sodass der Herstellungsprozess beendet ist.
- Zusammenfassend kann gesagt werden, dass ein Verfahren zur Herstellung des Stempelbandes 1 für einen einstellbaren Stempel, insbesondere Office-Stempel beschrieben ist, bei dem zuerst ein Webschlauch 23 aus einem Schussfaden 2 und mehreren Kettenfäden 3 hergestellt wird, worauf der Webschlauch 23 auf einen Schwert 24 aufgesteckt wird, und der Webschlauch 23 unter thermischer Einwirkung auf den Schwert 24 an geformt wird, worauf das Schwert 24 mit dem darauf an geformten Webschlauch 23 in eine Vulkanisierungsform 29 unter beigelegtem Gummi-Abdruckmaterial 5 eingelegt wird und anschließend unter Druck und Erhitzung über eine definierte Zeitdauer diese ausvulkanisiert werden, sodass das eingelegte Schwert 24 mit dem Webschlauch 23 in das Gummi-Abdruckmaterial 5 eingebettet wird, wobei der Schussfaden 2 aus Polyamid oder Polyester gebildet wird und einen Durchmesser zwischen 0,03 mm und 0,2 mm oder eine Textilmaßeinheit von 100 bis 200 Dtex aufweist, und dass vor dem Vulkanisierungsprozess der Schussfaden 2 oder der gesamte Webschlauch 23 mit einem Haftvermittler 17 benetzt wird.
- Damit eine besonders gute Verbindung des Schussfaden 2 oder des Webschlauches 23 mit dem Gummi-Abdruckmaterial 5 erreicht wird, wird der aufgetragene Haftvermittler 17 ein RFL, insbesondere aus Resorcinol Formaldehyd Latex, verwendet. Speziell hat sich heraus gestellt, dass das RFL-Latex zwischen 45 und 60% Wasser, 0,1 bis 0,2% sodiuum hydroxide, 2 bis 4% resorcinol formaldehyd harz und 35 bis 50% synthetisches Latex, insbesondere SBR-Latex, gebildet ist, wodurch ein Ausfransen des Gewebes 5, insbesondere des Schussfadens 2, verhindert wird. Auch hat sich als vorteilhaft erwiesen, dass das Stempelband 1, insbesondere das Gewebe 4, aus einer Kombination von natürlichen und synthetischen Fäden gebildet wird, da dadurch eine hohe Reiß- bzw. Belastungsfestigkeit und eine sehr gute Einbettung in das Gummi-Abdruckmaterial 5 erzielt wird.
- Selbstverständlich ist es möglich, dass die Kettfäden 3 ebenfalls aus Polyamid oder Polyester oder anderen thermoplastischen Fasern gebildet ist. Wesentlich ist, dass bei der Verwendung von Polyamid oder Polyester als Schussfaden 2 und/oder Kettfäden 3 eine spezielle Behandlung des Schussfaden 2 oder des Webschlauchs 23 nach dem Auftragen des Haftvermittlers 17 durchgeführt wird, bei der zuerst der Haftvermittler 17 getrocknet wird und anschließend zur Aktivierung des Haftvermittlers 17 dieser auf eine Temperatur auf 160° bis 250° erhitzt wird. Ein sogenanntes Tempern hat den Vorteil, dass dadurch die Haftung des Haftvermittlers 17, insbesondere der RFL-Beschichtung, am Schussfaden 2 und/oder Webschlauch 23 hergestellt wird. Somit ist eine Anwendung des mit Haftvermittler 17 benetzten Gewebes 4 bzw. Schussfaden 2 bei einem Stempelband 1 ausschließlich mit Druckzeichen 6 und auch bei einem Stempelband 1 mit Druckzeichen 6 und Lesezeichen 7 möglich.
- Der Ordnung halber sei abschließend darauf hingewiesen, dass zum besseren Verständnis des Aufbaus der Anlagen bzw. Systeme und deren Komponenten bzw. dessen Bestandteile teilweise unmaßstäblich und/oder vergrößert und/oder verkleinert dargestellt wurden.
- Weiters können auch Einzelmerkmale oder Merkmalskombinationen aus den gezeigten und beschriebenen unterschiedlichen Ausführungsbeispielen für sich eigenständige, erfinderische oder erfindungsgemäße Lösungen bilden.
Claims (14)
- Stempelband (1) für einstellbare Stempel, insbesondere für Datumsstempel, umfassend zumindest ein aus einem Schussfaden (2) und mehreren Kettfäden (3) bestehendes Gewebe (4), insbesondere aus einem geschnitten Webschlauch (4), welches durch einen Vulkanisationsprozess in ein Gummi-Abdruckmaterial (5) eingebettet ist, und dass mehrere Druckzeichen (6) für einen Stempelabdruck und/oder gegebenenfalls Lesezeichen (7) für einen Lesebereich (9) im Gummi-Abdruckmaterial (5) geformt sind, dadurch gekennzeichnet, dass der Schussfaden (2) aus Polyamid oder Polyester und die Kettfäden (3) aus Baumwolle gebildet sind und der Schussfaden (2) einen Durchmesser zwischen 0,03 mm und 0,2 mm oder eine Textilmaßeinheit von 80 bis 200 Dtex aufweist, und dass der Schussfaden (2) oder das gesamte Gewebe (4) mit einem Haftvermittler (17) benetzt ist.
- Stempelband (1) nach Anspruch 1, dadurch gekennzeichnet, dass der Haftvermittler (17) durch RFL, insbesondere aus Resorcinol Formaldehyd Latex, gebildet ist.
- Stempelband (1) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das RFL-Latex zwischen 45 und 60% Wasser, 0,1 bis 0,2% sodiuum hydroxide, 2 bis 4% resorcinol formaldehyd harz und 35 bis 50% synthetisches Latex, insbesondere SBR-Latex, gebildet ist.
- Stempelband (1) nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Schussfaden (2) aus Polyamid, Polyesterfasern gebildet ist, wobei dieser Monofilament oder Multifilament aufgebaut ist.
- Stempelband (1) nach einem oder mehrere der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Druckzeichen (6) und/oder gegebenenfalls die Lesezeichen (6) durch einzelne Blöcke bzw. Bereich auf der Außenseite des Stempelbandes (1) gebildet sind.
- Stempelband (1) nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass sich immer ein Block eines Druckzeichen (6) mit einem Block eines Lesezeichen (7) abwechselt.
- Stempelband (1) nach einem oder mehrere der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass auf der gegenüberliegenden Seite der Druckzeichen (6), also auf einer Innenseite, Zentrier- und/oder Mitnehmerelemente (10) ausgeformt sind.
- Stempelband (1) nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Gummi-Abdruckmaterial (5) durch einen eingefärbten Gummi gebildet ist.
- Stempelband (1) nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Block für das Lesezeichen (7) mit einer zur Farbe des Gummi-Abdruckmaterials (5) unterschiedlichen Farbe markiert ist.
- Stempelband (1) nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Block für das Lesezeichen (7) mit einem bevorzugt aufgeklebten Deckschicht markiert ist.
- Verfahren zur Herstellung eines Stempelbandes (1) für einen einstellbaren Stempel, insbesondere Office-Stempel, bei dem zuerst ein Webschlauch (23) aus einem Schussfaden (2) und mehreren Kettenfäden (3) hergestellt wird, worauf der Webschlauch (23) auf einen Stabschwert (24) aufgesteckt wird, und der Webschlauch (23) unter thermischer Einwirkung auf den Stabschwert (24) an geformt wird, worauf das Stabschwert (24) mit dem darauf an geformten Webschlauch (23) in eine Vulkanisierungsform (29) unter beigelegtem Gummi-Abdruckmaterial (5) eingelegt wird und anschließend unter Druck und Erhitzung über eine definierte Zeitdauer diese ausvulkanisiert werden, sodass das eingelegte Stabschwert (24) mit dem Webschlauch (23) in das Gummi-Abdruckmaterial (5) eingebettet wird, dadurch gekennzeichnet, dass der Schussfaden (2) aus Polyamid oder Polyester gebildet wird und einen Durchmesser zwischen 0,03 mm und 0,2 mm oder eine Textilmaßeinheit von 80 bis 200 Dtex aufweist, und dass vor dem Vulkanisierungsprozess der Schussfaden (2) oder der gesamte Webschlauch (23) mit einem Haftvermittler (17) benetzt wird.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass als Haftvermittler (17) ein RFL, insbesondere aus Resorcinol Formaldehyd Latex, verwendet wird.
- Verfahren nach Anspruch 10 oder 11, dadurch gekennzeichnet, dass das RFL-Latex aus 45 und 60% Wasser, 0,1 bis 0,2% sodiuum hydroxide, 2 bis 4% resorcinol formaldehyd harz und 35 bis 50% synthetisches Latex, insbesondere SBR-Latex, gebildet wird.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass nach dem Vulkanisierprozess der erzeugte Stempelbandblock (30) in einzelne Stempelbänder (1) geschnitten wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL15705480T PL3092128T3 (pl) | 2014-01-10 | 2015-01-05 | Taśma stemplowa i sposób wytwarzania |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT500162014 | 2014-01-10 | ||
| PCT/AT2015/050002 WO2015103653A1 (de) | 2014-01-10 | 2015-01-05 | Stempelband und verfahren zur herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3092128A1 EP3092128A1 (de) | 2016-11-16 |
| EP3092128B1 true EP3092128B1 (de) | 2017-08-30 |
Family
ID=52544229
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15705480.0A Active EP3092128B1 (de) | 2014-01-10 | 2015-01-05 | Stempelband und verfahren zur herstellung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3092128B1 (de) |
| DK (1) | DK3092128T3 (de) |
| PL (1) | PL3092128T3 (de) |
| WO (1) | WO2015103653A1 (de) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3418929A (en) * | 1967-10-13 | 1968-12-31 | Lin Den Company | Endless type band and method of making same |
| JPS5930553B2 (ja) * | 1976-07-13 | 1984-07-27 | 高次 舟橋 | 回転ゴム印用無端印字ベルト |
| AT5618U1 (de) * | 2001-10-17 | 2002-09-25 | Achleitner Ulrich | Gewebtes schlauchband für verstellbare stempel |
-
2015
- 2015-01-05 EP EP15705480.0A patent/EP3092128B1/de active Active
- 2015-01-05 PL PL15705480T patent/PL3092128T3/pl unknown
- 2015-01-05 DK DK15705480.0T patent/DK3092128T3/en active
- 2015-01-05 WO PCT/AT2015/050002 patent/WO2015103653A1/de not_active Ceased
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3092128A1 (de) | 2016-11-16 |
| DK3092128T3 (en) | 2017-12-11 |
| WO2015103653A1 (de) | 2015-07-16 |
| PL3092128T3 (pl) | 2018-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1149215B1 (de) | Verfahren zur herstellung eines flachbandes | |
| DE102008051121B4 (de) | Vorrichtung und Verfahren zum Drapieren und Vorformen gekrümmter Profilstrukturteile aus Fasergewirken | |
| DE10233300B4 (de) | Verfahren und Anlage zur Herstellung von faserverstärkten Formteilen | |
| DE2014538B2 (de) | Endloser Zahnriemen und Verfahren zu seiner Herstellung | |
| EP0756536B1 (de) | Verfahren und vorrichtung zur faserbündelimprägnierung | |
| EP2531642A1 (de) | Verfahren zum herstellen eines textilprodukts | |
| DE102017220330A1 (de) | Einrichtung und Verfahren zum Herstellen eines Tow-Prepregs | |
| DE3202473A1 (de) | Verfahren und vorrichtung zur herstellung von zahnriemen | |
| EP3092128B1 (de) | Stempelband und verfahren zur herstellung | |
| EP3615319B1 (de) | Verfahren zur herstellung eines flächigen gewebeverbundmaterials | |
| DE3490193T1 (de) | Polymerbeschichtete Gewebelage, die Lage nutzendes Produkt und diesbezügliches Herstellungsverfahren | |
| DE102011122070B4 (de) | Aufbringen von Bindermaterial auf ein Hochleistungstextil | |
| DE102011082192B4 (de) | Verfahren und Vorrichtung zum Herstellen von Prepregs aus Wickelverfahren | |
| DE10132892A1 (de) | Verfahren und Vorrichtung zum Herstellen eines Substrats mit Sicherheitselementen für Sicherheitsdokumente | |
| DE69118502T2 (de) | Verfahren zum Bedrucken von Riemen nach der Transferdruck-Technik | |
| DE69514741T2 (de) | Verfahren und Vorrichtung zur Herstellung eines langfaserverstärkten Harzgegenstandes | |
| DE3231315A1 (de) | Kontinuierliches strangziehverfahren und einrichtung zur herstellung von kunststoffprodukten mit kennzeichnungen | |
| DE3318470C2 (de) | Verfahren und Vorrichtung zum Herstellen von endlosen Antriebsriemen, insbesondere Keilriemen | |
| EP2009164A2 (de) | Verfahren zur Verbindung eines trockenen Faserbands mit einem trockenen Faserstrang | |
| DE102019207402A1 (de) | Verfahren und Vorrichtung zur Herstellung eines Gummibauteiles | |
| DE3206160A1 (de) | Verfahren und vorrichtung zur herstellung von zahnriemen | |
| DE19726470A1 (de) | Thermodrucker und nachgiebige Walze für den Drucker | |
| DE202011004252U1 (de) | Ein wasserfester Verbundwerkstoff | |
| CH661897A5 (en) | Process for producing a laminated material | |
| DE2460586A1 (de) | Verfahren und vorrichtung zum anbringen von kennzeichnungen auf kautschukwaren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20160620 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170515 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 923132 Country of ref document: AT Kind code of ref document: T Effective date: 20170915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015001791 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20171205 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170830 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171130 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171230 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171201 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015001791 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180105 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170830 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20241216 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250201 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20251218 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20260126 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260127 Year of fee payment: 12 Ref country code: DK Payment date: 20260123 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260119 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20260126 Year of fee payment: 12 |