EP3460116B1 - Verfahren zum betrieb einer nähmaschine sowie nähmaschine zur durchführung des verfahrens - Google Patents
Verfahren zum betrieb einer nähmaschine sowie nähmaschine zur durchführung des verfahrens Download PDFInfo
- Publication number
- EP3460116B1 EP3460116B1 EP18193268.2A EP18193268A EP3460116B1 EP 3460116 B1 EP3460116 B1 EP 3460116B1 EP 18193268 A EP18193268 A EP 18193268A EP 3460116 B1 EP3460116 B1 EP 3460116B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- needle
- sewing
- feed
- fabric
- sewing machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B3/00—Sewing apparatus or machines with mechanism for lateral movement of the needle or the work or both for making ornamental pattern seams, for sewing buttonholes, for reinforcing openings or for fastening articles, e.g. buttons, by sewing
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B27/00—Work-feeding means
- D05B27/20—Work-feeding means constituted by sewing needles
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B27/00—Work-feeding means
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B35/00—Work-feeding or -handling elements not otherwise provided for
Definitions
- the invention relates to a method for operating a sewing machine.
- the invention also relates to a sewing machine for carrying out this method.
- An operating method for a sewing machine is known from EP 3 088 589 A1 and from the DE 100 22 237 B4 .
- the DE 10 2011 100 103 A1 describes a sewing machine with a needle feed for varying a stitch length.
- the DE-PS 1 485 148 describes a sewing machine with a needle feed, in which case an addition of a layer of sleeve material required for sewing in sleeves is to be achieved by means of appropriate feed tools.
- the DE 34 11 217 A1 describes a double-chain stitch sewing machine with a predeterminable amount of material feed or needle swinging movement under load via a thrust mechanism.
- the DE 10 2007 004 549 A1 describes a feed adjustment device of a sewing machine.
- the DE-PS 868 832 describes a feeding device for sewing machines.
- the DE 33 42 391 C1 describes a sewing machine with needle and bottom feed.
- the U.S. 3,687,096 describes a sewing machine with an adjustment mechanism.
- the DE 101 04 218 A1
- this object is achieved by an operating method having the features specified in claim 1 .
- An adjustable phase reference according to claim 2 enables a fine adjustment of the mutual operation between a periodic operation of the sewing material feed drive and the needle transport device, which can be used to optimize the seam pattern.
- a period of the respective operating sequence of the sewing material feed drive on the one hand and of the needle transport device on the other hand can coincide with the period of the formation of exactly one stitch of the sewing machine.
- phase reference adjustment for example, at the beginning of a seam to be sewn, there can be a first phase reference between the periodic operating sequences of the sewing material feed drive and the needle transport device, and another such phase reference can be present at the end of the seam . Changing sewing conditions during seam formation can be taken into account with this phase reference adjustment.
- a crotch length ratio according to claim 4 has been found to be particularly suitable for improving a seam appearance.
- the absolute ratio of needle feed step length/feed step length can range between 1/10 and 2/1.
- the needle transport step length can therefore also be greater in absolute terms than the feed step length in opposite operation.
- the advantages of a sewing machine for carrying out the method according to the invention correspond to those which have already been explained above with reference to the operating method.
- the sewing machine can be a single-needle sewing machine or a two-needle sewing machine.
- a sewing material clamp as a sewing material feed drive allows independent control of the sewing material feed in the sewing material feed device relative to the control of the needle transport device.
- the sewing material feed drive can also be designed as an upper feed with at least one upper feed dog and/or as a lower feed with at least one lower feed dog.
- the sewing material feed drive can transport the sewing material to be sewn by frictional contact with the sewing material during seam formation.
- a stepping motor according to claim 7 enables a needle transport step length to be specified precisely, with this being able to be set with narrow gradations and in particular quasi continuously.
- a control device enables flexible presetting of the counter-operation between the sewing material feed drive and the needle transport device.
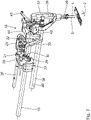
- FIG. 1 1 shows, partly schematically, the main components of a sewing machine 1, in particular for the production of piped bags with a bag opening, for example.
- a sewing machine 1 With the sewing unit 1, an additional piece of material to be sewn, for example a piping strip, can be sewn to a basic piece of material to be sewn, for example a part of trousers or a jacket. Flap or welt pockets can also be sewn with the sewing unit.
- the sewing direction 2 runs along an x-direction in the 1 drawn Cartesian xyz coordinate system.
- the sewing system 1 has a sewing machine 3 for sewing the material to be sewn, which is designed as a two-needle sewing machine with sewing needles 4, 5 (cf. e.g 2 ) is trained.
- a basic function of this piping feed device is known from the prior art. In this regard, reference is made to the prior publications DE 100 16 410 C1 , DE 199 26 866 C1 and DE 198 45 624 C1 and the references given there.
- the sewing material rests on a support plate 7 of the sewing unit 1.
- the support plate 7 specifies a support plane that runs parallel to the xy plane.
- a driven material clamp 8 is used 1 is indicated only schematically by dashed lines and which is known in principle as a sewing material feed drive from EP 3 088 589 A .
- the sewing machine 3 enables needle transport of the material to be sewn to be switched on selectively, for example in phases.
- An actuatable display of the sewing unit 1 which can be a touchscreen, is used to select a sewing program, to enter sewing data and to monitor the sewing process.
- the display not shown, is shown schematically in the 1 illustrated central control device 9 driven.
- the workpiece clamp 8 including a clamp frame is covered by a cover hood 10.
- the sewing unit 1 has a base frame 11, which carries the sewing machine 3 as well as sewing material feed transport components for feeding sewing material to the stitch formation area and sewing material removal components for removing the sewing material from the stitch formation area.
- the base frame 11 includes the support plate 7.
- a sliding plate 12 of the sewing unit 1 is mounted in the area of the support plate 7. The sewing material slides on the sliding plate 12 during transport.
- the Figures 2 to 7 show details of a needle transport device 18 for generating the needle transport, in which the sewing needles 4, 5 penetrating the sewing material transport the sewing material in the sewing direction 2 or counter to the sewing direction 2, or in which the sewing needles 4, 5 penetrating the sewing material have no sewing material transport function .
- the 2 and 3 show the needle feed device 18 in a setting position "needle feed in the sewing direction 2", ie in the positive x-direction.
- the 4 and 5 show the setting position of the needle transport device 18 for the needle transport against the sewing direction 2, ie in the negative x-direction.
- the 6 and 7 show the needle transport device 18 in the setting position, in which the sewing needles 4, 5 have no sewing material transport function.
- a needle feed drive is derived from an arm shaft 19 which is mounted in an arm 20 (cf. 2 ) of the sewing machine 3 runs. At a free end, the arm shaft 19 is non-rotatably connected to a manually operable hand wheel 21 .
- the arm shaft 19 acts via an eccentric 22 on a needle transport adjusting gear 23.
- the adjusting gear 23 is designed as a link gear.
- the arm shaft 19 is motor-driven by a drive motor, which is not shown in the drawing and can be accommodated, for example, in a stand 24 or in the base frame 11 below the support plate 7 of the sewing machine 3 .
- the adjusting gear 23 effects an oscillating drive of a driven lever 25 of the needle transport device 18 .
- This gear setting is done by turning an adjusting shaft in the form of a gear shaft 26 which interacts with the adjusting gear 23 and also runs parallel to the arm shaft 19 .
- a different transport stroke of the needle transport results in sewing direction 2.
- An angular position of the gear shaft 26 can be changed over by means of a needle feed changeover device 27, which is designed as a servomotor in the form of a stepping motor.
- the latter is firmly connected to a frame of the sewing machine 3 via a frame strap 28 in a manner not shown in detail.
- a motor shaft 29 of the stepping motor 27 is connected to the gear shaft 26 via a lever mechanism 30 .
- a frame of the adjustment mechanism 23, an output lever component 31 of the lever mechanism 30 and the transmission shaft 26 are connected to one another in a torque-proof manner.
- a pivoting movement of the motor shaft 29 starting from the neutral position in the 6 and 7 is +/- 30° to reach the two positions of maximum "Needle feed forward" after the 2 and 3 as well as maximum “reverse needle feed” according to the 4 and 5 .
- the stepping motor 27 has a signal connection with the central control device 9 of the sewing unit 1 .
- This control device 9 is used, for example, to control the material feed drive via the material clamp 8, the stepping motor of the needle transport changeover device 27 and the drive motor for the arm shaft 19.
- the needle transport device 18 can be switched between the three in the Figures 2 to 7 positions shown “Needle feed in sewing direction 2" (cf. 2/3 ), “Needle feed against the sewing direction 2" (cf. 4/5 ) and "neutral position without needle feed function" (cf. 6/7 ).
- the output lever 25 transmits the oscillation amplitude specified via the adjusting gear 23 to a needle bar linkage shaft 36 .
- the needle bar linkage shaft 36 also runs parallel to the arm shaft 19.
- the needle bar linkage shaft 36 is non-rotatably connected to a needle bar linkage 37 for a needle bar 38 on which the two sewing needles 4 and 5 are fixed via a needle block 39 .
- the needles 4, 5 oscillate about a needle transport oscillation axis 40.
- the respective seam is sewn with simultaneously driven feed of the sewing material in the sewing direction 2, i.e. in the sewing material feed direction, by means of the sewing material feed drive, i.e. by means of the sewing material clamp 8.
- the needle transport device 18 is operated in such a way that the needles 4, 5 transport the sewing material counter to the sewing material feed direction 2 during the respective stitch. It is during the sewing process so an operating position of the needle feed device 18 either according to 4 and 5 or an intermediate position between the "maximum needle feed backwards" position specified by the respective incremental position of the servomotor 27 4 and 5 and the neutral position after the 6 and 7 before.
- About the stepper motor 27 can be a quasi-continuous adjustment between the position "maximum needle feed forwards / backwards" after 2 / 3 or 4/5 and the neutral position after the 6 / 7 bring about.
- the sewing material feed drive i.e. the sewing material clamp 8
- This sewing material feed drive has a periodic operating sequence during a stitch, during the respective stitch with an adjustable phase reference to the needle transport device 18.
- this phase reference can be adjusted during the formation of the respective seam and even during the respective stitch.
- a needle feed step length which can be specified via the servomotor 27 and by which the sewing material is transported during a stitch with the needle feed device 18, can be absolutely smaller than a feed step length, around which the sewing material is transported during the stitch with the sewing material clamp 8.
- the needle feed step length it is also possible for the needle feed step length to be greater in absolute terms than the feed step length.
- An absolute step length ratio needle feed step length/advance step length in the range between 1/10 and 2/1 is possible, in particular in the range between 1/10 and 8/10, in the range between 2/10 and 7/10 and for example in the range of 3/10, in the range of 4/10, in the range of 5/10 or even in the range of 6/10.
- a step length of the sewing material feed step can be in the range of 2.5 mm.
- An absolute needle feed step length can be in the range between 0.1 mm and 3.5 mm in opposite operation.
- the sewing material feed drive can also be designed as an upper transport and/or as a lower transport.
- a feeder for providing a fabric top feed is known from DE 196 03 294 C1 .
- a feeder for providing a sewing material lower feed is known from EP 2 330 241 B1 .
- the changeover of the needle transport step length can take place in a controlled manner, for example depending on the detection of a sewing material thickness.
- the control device 9 can communicate with a sewing material thickness sensor (not shown) and actuate the servomotor 27 when a predetermined sewing material thickness is reached.
- the needle transport can also be switched over as a function of a measured material transport speed. For this purpose, the speed of the sewing material transport is monitored during the sewing process, for example with the aid of an optical sensor.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Sewing Machines And Sewing (AREA)
Description
- Die vorliegende Patentanmeldung nimmt die Priorität der deutschen Patentanmeldung
DE 10 2017 216 725.4 in Anspruch. - Die Erfindung betrifft ein Verfahren zum Betrieb einer Nähmaschine. Ferner betrifft die Erfindung eine Nähmaschine zur Durchführung dieses Verfahrens.
- Ein Betriebsverfahren für eine Nähmaschine ist bekannt aus der
EP 3 088 589 A1 und aus derDE 100 22 237 B4 . DieDE 10 2011 100 103 A1 beschreibt eine Nähmaschine mit Nadeltransport zur Variation einer Stichlänge. DieDE-PS 1 485 148 DE 34 11 217 A1 beschreibt eine Doppelkettenstich-Nähmaschine mit unter Last über ein Schubgetriebe vorgebbaren Betrag eines Stoffvorschubes bzw. einer Nadelschwingbewegung. DieDE 10 2007 004 549 A1 beschreibt eine Vorschubeinstellvorrichtung einer Nähmaschine. DieDE-PS 868 832 beschreibt eine Vorschubvorrichtung für Nähmaschinen. DieDE 33 42 391 C1 beschreibt eine Nähmaschine mit Nadel- und Untertransport. DieUS 3,687,096 beschreibt eine Nähmaschine mit einem Einstellmechanismus. DieDE 101 04 218 A1 beschreibt eine Nähmaschine mit Nadel. - Es ist eine Aufgabe der vorliegenden Erfindung, eine Nähmaschine der eingangs genannten Art derart weiterzubilden, dass ein Nahtbild verbessert ist.
- Diese Aufgabe ist erfindungsgemäß gelöst durch ein Betriebsverfahren mit den im Anspruch 1 angegebenen Merkmalen.
- Überraschend hat sich herausgestellt, dass, abhängig von einer Nähgutbeschaffenheit und einer Nähgutdicke sowie abhängig von Nähfadenparametern es zu einer Verbesserung eines Nahtbildes führt, wenn eine Nadeltransporteinrichtung zum Vorschub des Nähguts in Gegenrichtung zur Nähgut-Vorschubrichtung eines zusätzlichen Nähgut-Vorschubantriebs betrieben wird. Obwohl bei einem derartigen "Gegeneinander-Betrieb" der Nadeltransporteinrichtung einerseits und dessen Nähgut-Vorschubantriebs andererseits eine Verschlechterung des Nahtbildes zu erwarten wäre, ergibt sich tatsächlich abhängig vom Nähgut und vom Nähfaden reproduzierbar aufgrund eines solchen Gegeneinander-Betriebs eine Nahtbildverbesserung.
- Ein einstellbarer Phasenbezug nach Anspruch 2 ermöglicht eine Feineinstellung des Gegeneinander-Betriebs zwischen einem periodischen Betriebsablauf des Nähgut-Vorschubantriebs und der Nadeltransporteinrichtung, was zur Optimierung des Nahtbildes genutzt werden kann. Eine Periode des jeweiligen Betriebsablaufs des Nähgut-Vorschubantriebs einerseits und der Nadeltransporteinrichtung andererseits kann mit der Periode der Bildung genau eines Stichs der Nähmaschine zusammen fallen.
- Die Vorteile einer Betriebsablauf-Feineinstellung gelten insbesondere für eine Phasenbezug-Verstellung nach Anspruch 3. Hierbei kann beispielsweise zu Beginn einer zu nähenden Naht ein erster Phasenbezug zwischen den periodischen Betriebsabläufen des Nähgut-Vorschubantriebs und der Nadeltransporteinrichtung und am Ende der Naht ein anderer derartiger Phasenbezug vorliegen. Mit dieser Phasenbezug-Verstellung kann wechselnden Nähbedingungen während der Nahtbildung Rechnung getragen werden.
- Ein Schrittlängenverhältnis nach Anspruch 4 hat sich für die Verbesserung eines Nahtbildes als besonders geeignet herausgestellt. Das absolute Verhältnis Nadeltransport-Schrittlänge/Vorschub-Schrittlänge kann im Bereich zwischen 1/10 und 2/1 liegen. Die Nadeltransport-Schrittlänge kann in Gegeneinander-Betrieb grundsätzlich also auch absolut größer sein als die Vorschub-Schrittlänge.
- Diese Aufgabe ist weiterhin erfindungsgemäß gelöst durch eine Nähmaschine mit den im Anspruch 5 angegebenen Merkmalen.
- Die Vorteile einer Nähmaschine zur Durchführung des erfindungsgemäßen Verfahrens entsprechen denen, die vorstehend unter Bezugnahme auf das Betriebsverfahren bereits erläutert wurden. Bei der Nähmaschine kann es sich um eine Ein-Nadel-Nähmaschine oder auch um eine Zwei-Nadel-Nähmaschine handeln.
- Eine Nähgutklammer als Nähgut-Vorschubantrieb ermöglicht eine unabhängige Ansteuerung des Nähgut-Vorschubs in der Nähgut-Vorschubeinrichtung relativ zur Ansteuerung der Nadeltransporteinrichtung. Alternativ kann der Nähgut-Vorschubantrieb auch als Obertransport mit mindestens einem Obertransporteur und/oder als Untertransport mit mindestens einem Untertransporteur ausgebildet sein. Der Nähgut-Vorschubantrieb kann das zu nähende Nähgut durch Reibschluss mit dem Nähgut während der Nahtbildung transportieren.
- Ein Schrittmotor nach Anspruch 7 ermöglicht eine präzise Vorgabe einer Nadeltransport-Schrittlänge, wobei diese mit enger Abstufung und insbesondere quasi stufenlos eingestellt werden kann.
- Eine Steuereinrichtung nach Anspruch 8 ermöglicht eine flexible Vorgabe des Gegeneinander-Betriebs zwischen dem Nähgut-Vorschubantrieb und der Nadeltransporteinrichtung.
- Ein Ausführungsbeispiel der Erfindung wird nachfolgend anhand der Zeichnung näher erläutert. In dieser zeigen:
-
Fig. 1 perspektivisch eine Gesamtansicht von Hauptkomponenten einer Nähanlage einschließlich einer Zweinadel-Nähmaschine; -
Fig. 2 und3 jeweils perspektivisch eine Nadeltransport-Baugruppe der Nähmaschine einschließlich der von einer Armwelle abgeleiteten Nadeltransport-Antriebs- und Einstellungskomponenten in einer Stellung "Vorwärts-Nadel-Transport"; -
Fig. 4 und5 zu denFig. 2 und3 ähnliche Ansichten der Nadeltransport-Baugruppe in der Stellung "Rückwärts-Nadeltransport"; und -
Fig. 6 und7 zu denFig. 4 und5 ähnliche Ansichten der Nadeltransport-Baugruppe in der Stellung "Neutral-Nadeltransport". -
Fig. 1 zeigt teils schematisch Hauptkomponenten einer Nähanlage 1 insbesondere zur Herstellung z.B. von paspelierten Taschen mit einer Taschenöffnung. Mit der Nähanlage 1 kann ein Zusatz-Nähgutteil, beispielsweise ein Paspelstreifen, mit einem Basis-Nähgutteil, beispielsweise einem Hosen- oder einem Sakkoteil, vernäht werden. Auch Patten- oder Leistentaschen können mit der Nähanlage genäht werden. - Beim Nähen von Nähten in das Nähgut wird dieses gleichzeitig angetrieben in eine Nähgut-Vorschubrichtung 2, die nachfolgend auch als Nährichtung bezeichnet ist, vorgeschoben. Die Nährichtung 2 verläuft längs einer x-Richtung eines in der
Fig. 1 eingezeichneten kartesischen xyz-Koordinatensystems. - Die Nähanlage 1 weist zum Nähen des Nähguts eine Nähmaschine 3 auf, die als Zweinadel-Nähmaschine mit Nähnadeln 4, 5 (vgl. z.B.
Fig. 2 ) ausgebildet ist. Den Nähnadeln 4, 5, gesehen in der Nährichtung 2 vorgeordnet, also in negativer x-Richtung versetzt, ist eine nicht näher dargestellte Paspel- beziehungsweise Patten-Falt- und -Zuführeinrichtung. Eine grundsätzliche Funktion dieser Paspel-Zuführeinrichtung ist aus dem Stand der Technik bekannt. Hierzu wird verwiesen auf die VorveröffentlichungenDE 100 16 410 C1 ,DE 199 26 866 C1 undDE 198 45 624 C1 sowie die dort angegebenen Referenzen. - Das Nähgut liegt auf einer Auflageplatte 7 der Nähanlage 1 auf. Die Auflageplatte 7 gibt eine Auflageebene vor, die parallel zur xy-Ebene verläuft.
- Zum Niederhalten von Nähgut jeweils auf einer Seite einer zu erzeugenden Naht gegen die Auflageplatte 7 sowie zum Nähguttransport längs der Nährichtung 2 dient eine angetriebene Nähgutklammer 8, die in der
Fig. 1 lediglich schematisch gestrichelt angedeutet ist und die grundsätzlich als Nähgut-Vorschubantrieb bekannt ist aus derEP 3 088 589 A . Die Nähmaschine 3 ermöglicht einen wahlweise, zum Beispiel phasenweise, zuschaltbaren Nadeltransport des Nähguts. - Zur Auswahl eines Nähprogramms, zur Eingabe von Nähdaten sowie zur Überwachung des Nähvorgangs dient ein betätigbares Display der Nähanlage 1, bei dem es sich um einen Touchscreen handeln kann. Das nicht dargestellte Display wird über eine schematisch in der
Fig. 1 dargestellte zentrale Steuereinrichtung 9 angesteuert. - Die Nähgutklammer 8 einschließlich eines Klammerrahmens ist abgedeckt von einer Abdeckhaube 10.
- Die Nähanlage 1 hat ein Grundgestell 11, das die Nähmaschine 3 sowie Nähgut-Zuführ-Transportkomponenten zum Zuführen von Nähgut zum Stichbildungsbereich und Nähgut-Abführkomponenten zum Abführen des Nähguts vom Stichbildungsbereich trägt. Das Grundgestell 11 umfasst die Auflageplatte 7. Ein Gleitblech 12 der Nähanlage 1 ist im Bereich der Auflageplatte 7 montiert. Auf dem Gleitblech 12 gleitet das Nähgut beim Transport.
- Die
Fig. 2 bis 7 zeigen Details einer Nadeltransporteinrichtung 18 zur Erzeugung des Nadeltransports, bei dem die in das Nähgut einstechenden Nähnadeln 4, 5 das Nähgut in der Nährichtung 2 oder entgegen der Nährichtung 2 transportieren oder bei den die in das Nähgut einstechenden Nähnadeln 4, 5 keine Nähgut-Transportfunktion haben. DieFig. 2 und3 zeigen dabei die Nadeltransporteinrichtung 18 in einer Einstellposition "Nadeltransport in der Nährichtung 2", also in positiver x-Richtung. DieFig. 4 und5 zeigen die Einstellposition der Nadeltransporteinrichtung 18 zum Nadeltransport entgegen der Nährichtung 2, also in negativer x-Richtung. DieFig. 6 und7 zeigen die Nadeltransporteinrichtung 18 in der Einstellposition, bei der die Nähnadeln 4, 5 keine Nähgut-Transportfunktion haben. - Ein Nadeltransportantrieb wird abgeleitet von einer Armwelle 19, die in einem Arm 20 (vgl.
Fig. 2 ) der Nähmaschine 3 verläuft. An einem freien Ende ist die Armwelle 19 drehfest mit einem manuell betätigbaren Handrad 21 verbunden. - Über einen Exzenter 22 wirkt die Armwelle 19 auf ein Nadeltransport-Verstellgetriebe 23. Das Verstellgetriebe 23 ist als Laschengetriebe ausgeführt.
- Im Nähbetrieb ist die Armwelle 19 motorisch von einem Antriebsmotor angetrieben, der in der Zeichnung nicht dargestellt ist und beispielsweise in einem Ständer 24 oder im Grundgestell 11 unterhalb der Auflageplatte 7 der Nähmaschine 3 untergebracht sein kann.
- Das Verstellgetriebe 23 bewirkt einen Schwingantrieb eines Abtriebshebels 25 der Nadeltransporteinrichtung 18. Ein Schwingwinkel beziehungsweise eine Schwingamplitude des Abtriebshebels 25 ist von einer jeweiligen Getriebeeinstellung des Verstellgetriebes 23 vorgegeben. Diese Getriebeeinstellung geschieht über ein Verdrehen einer Stellwelle in Form einer Getriebewelle 26, die mit dem Verstellgetriebe 23 zusammenwirkt und ebenfalls parallel zur Armwelle 19 verläuft. Je nach Winkelstellung der Getriebewelle 26 resultiert ein anderer Transporthub des Nadeltransports in der Nährichtung 2.
- Eine Winkelstellung der Getriebewelle 26 kann umgestellt werden mittels einer Nadeltransport-Umstelleinrichtung 27, die ausgeführt ist als Stellmotor in Form eines Schrittmotors. Letzterer ist über eine Rahmenlasche 28 in nicht näher dargestellter Weise mit einem Rahmen der Nähmaschine 3 festverbunden. Eine Motorwelle 29 des Schrittmotors 27 ist über ein Hebelgetriebe 30 mit der Getriebewelle 26 verbunden. Ein Rahmen des Verstellgetriebes 23, eine Abtriebs-Hebelkomponente 31 des Hebelgetriebes 30 und die Getriebewelle 26 sind drehfest miteinander verbunden. Eine Schwenkbewegung der Motorwelle 29 ausgehend von der Neutralstellung in den
Fig. 6 und7 beträgt +/- 30° zum Erreichen der beiden Stellungen maximaler "Nadeltransport vorwärts" nach denFig. 2 und3 sowie maximaler "Nadeltransport rückwärts" nach denFig. 4 und5 . - Der Schrittmotor 27 steht mit der zentralen Steuereinrichtung 9 der Nähanlage 1 in Signalverbindung. Über diese Steuereinrichtung 9 werden beispielsweise der Nähgut-Vorschubantrieb über die Nähgutklammer 8, der Schrittmotor der Nadeltransport-Umstelleinrichtung 27 sowie der Antriebsmotor für die Armwelle 19 angesteuert.
- Über die Nadeltransport-Umstelleinrichtung 27 kann die Nadeltransport-einrichtung 18 umgestellt werden zwischen den drei in den
Fig. 2 bis 7 dargestellten Positionen "Nadeltransport in Nährichtung 2" (vgl.Fig. 2/3 ), "Nadeltransport entgegen der Nährichtung 2" (vgl.Fig. 4/5 ) und "Neutralstellung ohne Nadeltransportfunktion" (vgl.Fig. 6/7 ). - Der Abtriebshebel 25 überträgt die über das Verstellgetriebe 23 vorgegebene Schwingamplitude auf eine Nadelstangenkulissen-Welle 36. Eine Schwingamplitude der Nadelstangenkulissen-Welle 36 wird also über die Schwingamplitude des Abtriebshebels 25 vorgegeben. Auch die Nadelstangenkulissen-Welle 36 verläuft parallel zur Armwelle 19.
- Die Nadelstangenkulissen-Welle 36 ist drehfest mit einer Nadelstangenkulisse 37 für eine Nadelstange 38 verbunden, an der über einen Nadelkloben 39 die beiden Nähnadeln 4 und 5 festgelegt sind.
- Je nach der Schwingamplitude der Nadelstangenkulissen-Welle 36 schwingen die Nadeln 4, 5 um eine Nadeltransport-Schwingachse 40.
- Weiterhin dargestellt in den
Fig. 2 und7 sind eine Armwellenkurbel 42 zur auf- und abwärtsgerichteten Betätigung der Nadelstange 38 und ein Fadenhebel 43 einschließlich eines Fadenhebellenkers 44 mit Lagerstelle. - Beim Betrieb der Nähmaschine 3 wird die jeweilige Naht bei gleichzeitig angetriebenem Vorschub des Nähguts in der Nährichtung 2, also in der Nähgut-Vorschubrichtung, mittels des Nähgut-Vorschubantriebes, also mittels der Nähgutklammer 8, genäht. Während dieses Nähens der jeweiligen Naht wird die Nadeltransporteinrichtung 18 derart betrieben, dass die Nadeln 4, 5 das Nähgut während des jeweiligen Stichs entgegen der Nähgut-Vorschubrichtung 2 transportieren. Es liegt während des Nähvorgangs also eine Betriebsstellung der Nadeltransporteinrichtung 18 entweder gemäß den
Fig. 4 und5 oder eine über die jeweilige Schrittstellung des Stellmotors 27 vorgegebene Zwischenstellung zwischen der Stellung "Maximaler Nadeltransport rückwärts" nach denFig. 4 und5 und der Neutralstellung nach denFig. 6 und7 vor. - Über den Schrittmotor 27 lässt sich eine quasi stufenlose Verstellung zwischen der Stellung "Maximaler Nadeltransport vorwärts/rückwärts" nach den
Fig. 2 /3 bzw. 4/5 und der Neutralstellung nach denFig. 6 /7 herbeiführen. - Der Nähgut-Vorschubantrieb, also die Nähgutklammer 8, arbeitet, soweit dieser Nähgut-Vorschubantrieb während eines Stichs einen periodischen Betriebsablauf aufweist, während des jeweiligen Stichs mit einem einstellbaren Phasenbezug zur Nadeltransporteinrichtung 18. Durch entsprechende Ansteuerung des Vorschubantriebes der Nähgutklammer 8 über die Steuereinrichtung 9 kann dieser Phasenbezug während der Ausbildung der jeweiligen Naht und sogar während des jeweiligen Stichs verstellt werden.
- Eine über den Stellmotor 27 vorgebbare Nadeltransport-Schrittlänge, um die das Nähgut während eines Stichs mit der Nadeltransport-Einrichtung 18 transportiert wird, kann absolut kleiner sein als eine Vorschub-Schrittlänge, um die das Nähgut während des Stichs mit der Nähgutklammer 8 transportiert wird. Grundsätzlich ist auch möglich, dass die Nadeltransport-Schrittlänge absolut größer ist als die Vorschub-Schrittlänge. Ein absolutes Schrittlängenverhältnis Nadeltransport-Schrittlänge/Vorschub-Schrittlänge im Bereich zwischen 1/10 und 2/1 ist möglich, insbesondere im Bereich zwischen 1/10 und 8/10, im Bereich zwischen 2/10 und 7/10 und beispielsweise im Bereich von 3/10, im Bereich von 4/10, im Bereich von 5/10 oder auch im Bereich von 6/10. Eine Schrittlänge des Nähgut-Vorschubschritts kann im Bereich von 2,5 mm liegen. Eine absolute Nadeltransport-Schrittlänge kann im Gegeneinander-Betrieb im Bereich zwischen 0,1 mm bis 3,5 mm liegen.
- Alternativ zu einem als Nähgutklammer ausgeführten Nähgut-Vorschubantrieb kann der Nähgut-Vorschubantrieb auch als Obertransport und/oder als Untertransport ausgebildet sein. Ein Transporteur zur Bereitstellung eines Nähgut-Obertransports ist bekannt aus der
DE 196 03 294 C1 . Ein Transporteur zur Bereitstellung eines Nähgut-Untertransports ist bekannt aus derEP 2 330 241 B1 . - Das Umstellen der Nadeltransport-Schrittlänge kann gesteuert beispielsweise abhängig von einem Erfassen einer Nähgut-Dicke erfolgen. Hierzu kann die Steuereinrichtung 9 mit einem nicht dargestellten Nähgut-Dickensensor kommunizieren und beim Erreichen einer vorgegebenen Nähgutdicke den Stellmotor 27 betätigen. Ein Umstellen des Nadeltransports kann auch abhängig von einer gemessenen Nähgut-Transportgeschwindigkeit erfolgen. Hierzu wird, zum Beispiel mit Hilfe eines optischen Sensors, die Geschwindigkeit des Nähguttransports während des Nähvorgangs überwacht.
Claims (8)
- Verfahren zum Betrieb einer Nähmaschine (3) mit folgenden Schritten- Nähen mindestens einer Naht in Nähgut bei gleichzeitig angetriebenem Vorschub des Nähguts in einer Nähgut-Vorschubrichtung (2) mittels eines Nähgut-Vorschubantriebs (8),- Betreiben einer Nadeltransporteinrichtung (18) der Nähmaschine (3) während des Nähens der Naht derart, dass eine Nadel (4, 5) das Nähgut während eines jeweiligen Stichs entgegen der Nähgut-Vorschubrichtung (2) transportiert, so dass der Nähgut-Vorschubantrieb (8) und die Nadeltransporteinrichtung (18) gegeneinander betrieben werden.
- Verfahrens nach Anspruch 1, dadurch gekennzeichnet, dass der Nähgut-Vorschubantrieb (8) mit einem einstellbaren Phasenbezug zur Nadeltransporteinrichtung (18) arbeitet.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass der Phasenbezug während des Nähens der Naht verstellt wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass eine Nadeltransport-Schrittlänge, um die das Nähgut während eines Stichs mit der Nadeltransporteinrichtung (18) transportiert wird, absolut kleiner ist als eine Vorschub-Schrittlänge, um die das Nähgut während eines Stichs mit dem Nähgut-Vorschubantrieb (8) transportiert wird.
- Nähmaschine (3) zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 4,- mit einem Nähgut-Vorschubantrieb (8),- mit mindestens einer Nähnadel (4, 5) und- mit einer Nadeltransporteinrichtung (18) zum Transport des Nähguts während eines jeweiligen Stichs, dadurch gekennzeichnet, dass der Nähgut-Vorschubantrieb (8) und die Nadeltransporteinrichtung (18) gegeneinander betrieben werden können.
- Nähmaschine nach Anspruch 5, dadurch gekennzeichnet, dass der Nähgut-Vorschubantrieb (8) als Nähgutklammer ausgeführt ist.
- Nähmaschine nach Anspruch 5 oder 6, dadurch gekennzeichnet, dass die Nadeltransporteinrichtung (18) einen Schrittmotor (27) aufweist, der auf eine Stellwelle (26) zum Umstellen einer Nadeltransport-Schrittlänge wirkt.
- Nähmaschine nach einem der Ansprüche 5 bis 7, gekennzeichnet durch eine Steuereinrichtung (9) zur Vorgabe eines Phasenbezuges zwischen dem Nähgut-Vorschubantrieb (8) und der Nadeltransporteinrichtung (18).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017216725.4A DE102017216725A1 (de) | 2017-09-21 | 2017-09-21 | Verfahren zum Betrieb einer Nähmaschine sowie Nähmaschine zur Durchführung des Verfahrens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3460116A1 EP3460116A1 (de) | 2019-03-27 |
| EP3460116B1 true EP3460116B1 (de) | 2022-06-15 |
Family
ID=63528645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18193268.2A Active EP3460116B1 (de) | 2017-09-21 | 2018-09-07 | Verfahren zum betrieb einer nähmaschine sowie nähmaschine zur durchführung des verfahrens |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3460116B1 (de) |
| JP (1) | JP2019055188A (de) |
| KR (1) | KR102554632B1 (de) |
| CN (1) | CN109537173B (de) |
| DE (1) | DE102017216725A1 (de) |
| TW (1) | TWI820040B (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7356260B2 (ja) * | 2019-05-17 | 2023-10-04 | Juki株式会社 | 針送りミシン |
| TWI764054B (zh) * | 2019-10-17 | 2022-05-11 | 陳儀聰 | 縫紉裝置 |
| IT202100000398A1 (it) * | 2021-01-12 | 2022-07-12 | Moncler S P A | Procedimento e apparecchiatura di produzione di articoli in tessuto o in pelle. |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE868832C (de) * | 1941-01-29 | 1953-02-26 | Singer Mfg Co | Vorschubvorrichtung fuer Naehmaschinen |
| DE1485148B1 (de) * | 1964-01-22 | 1969-09-04 | Richard Flachmann | Naehmaschine mit Nadelvorschub,insbesondere AErmeleinnaehmaschine |
| US3687096A (en) * | 1970-12-23 | 1972-08-29 | Union Special Machine Co | Feed adjusting mechanism for sewing machines |
| DE3342391C1 (de) * | 1983-11-24 | 1985-03-14 | Pfaff Industriemaschinen Gmbh, 6750 Kaiserslautern | Naehmaschine mit Nadel und Untertransport und einer Einrichtung zum Ansteuern eines vorbestimmten Endpunktes einer Naht |
| DE3411217C2 (de) * | 1984-03-27 | 1989-11-02 | Kochs Adler Ag, 4800 Bielefeld | Doppelkettenstich-Nähmaschine |
| DE19603294C1 (de) | 1996-01-30 | 1997-09-25 | Duerkopp Adler Ag | Nähmaschine mit Obertransportvorrichtung |
| JP3714578B2 (ja) * | 1997-10-02 | 2005-11-09 | Juki株式会社 | 針送りミシン |
| DE19845624C1 (de) | 1998-10-05 | 2000-05-11 | Duerkopp Adler Ag | Nähanlage zur Herstellung einer paspelierten Taschenöffnung |
| DE19903264C1 (de) * | 1999-01-28 | 2000-05-18 | Duerkopp Adler Ag | Gelenkgetriebe zur Erzeugung einer veränderbaren Schwingbewegung, insbesondere für den Antrieb des Stoffschiebers einer Nähmaschine |
| JP2001025591A (ja) * | 1999-05-07 | 2001-01-30 | Juki Corp | 針送りミシン |
| IT1320073B1 (it) | 1999-05-07 | 2003-11-12 | Juki Kk | Macchina per cucire con ago mobile lungo la direzione di avanzamentodel tessuto. |
| DE19926866C1 (de) | 1999-06-12 | 2000-08-24 | Duerkopp Adler Ag | Nähmaschine |
| JP4272766B2 (ja) * | 1999-09-06 | 2009-06-03 | Juki株式会社 | ミシンの送り装置 |
| JP2001212386A (ja) * | 2000-02-02 | 2001-08-07 | Brother Ind Ltd | 針揺動機能を有するミシン |
| DE10016410C1 (de) | 2000-04-01 | 2001-06-07 | Duerkopp Adler Ag | Patten-Zuführeinrichtung für eine Paspelstreifen-Nähanlage |
| JP4809551B2 (ja) * | 2001-07-19 | 2011-11-09 | Juki株式会社 | 針送りミシン |
| JP4823700B2 (ja) * | 2006-01-31 | 2011-11-24 | Juki株式会社 | ミシン |
| DE102007026651A1 (de) * | 2007-06-08 | 2008-12-18 | Dürkopp Adler AG | Nähmaschine sowie Betriebsverfahren für eine derartige Nähmaschine |
| DE102009047534A1 (de) | 2009-12-04 | 2011-06-09 | Dürkopp Adler AG | Nähmaschine |
| DE102011100103B4 (de) * | 2011-04-30 | 2025-01-02 | Pfaff Industriesysteme Und Maschinen Gmbh | Nähmaschine mit Nadeltransport |
| WO2015131069A1 (en) * | 2014-02-28 | 2015-09-03 | Card-Monroe Corp. | Variable stroke drive system for tufting machine |
| DE102015207758A1 (de) | 2015-04-28 | 2016-11-03 | Dürkopp Adler AG | Nähanlage sowie Betriebsverfahren hierfür |
| CN107761258B (zh) * | 2017-12-05 | 2024-02-06 | 浙江中捷缝纫科技有限公司 | 一种缝纫机的送布调节机构 |
-
2017
- 2017-09-21 DE DE102017216725.4A patent/DE102017216725A1/de not_active Ceased
-
2018
- 2018-09-07 EP EP18193268.2A patent/EP3460116B1/de active Active
- 2018-09-18 KR KR1020180111527A patent/KR102554632B1/ko active Active
- 2018-09-19 JP JP2018174673A patent/JP2019055188A/ja active Pending
- 2018-09-20 TW TW107133169A patent/TWI820040B/zh active
- 2018-09-20 CN CN201811101463.1A patent/CN109537173B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| TW201920796A (zh) | 2019-06-01 |
| JP2019055188A (ja) | 2019-04-11 |
| EP3460116A1 (de) | 2019-03-27 |
| TWI820040B (zh) | 2023-11-01 |
| DE102017216725A1 (de) | 2019-03-21 |
| CN109537173A (zh) | 2019-03-29 |
| KR102554632B1 (ko) | 2023-07-11 |
| KR20190033446A (ko) | 2019-03-29 |
| CN109537173B (zh) | 2022-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102017107281B4 (de) | Nähmaschine | |
| EP3460116B1 (de) | Verfahren zum betrieb einer nähmaschine sowie nähmaschine zur durchführung des verfahrens | |
| DE102007001073A1 (de) | Nähgutvorschubvorrichtung einer Nähmaschine | |
| EP3088589B1 (de) | Nähanlage sowie betriebsverfahren hierfür | |
| DE102008010354B4 (de) | Einfassmaschine | |
| DE3000831C2 (de) | Nähautomat zur Erzeugung einer eine Befestigungsnaht und Verriegelungsstiche aufweisenden Naht | |
| DE102007020139B4 (de) | Einfassmaschine | |
| WO2013068126A2 (de) | Nähmaschine mit einem niederhalter für das nähgut | |
| DE10262216B4 (de) | Knopflochnähmaschine | |
| EP3516101B1 (de) | Nähmaschine mit einer pullereinrichtung und nähverfahren | |
| EP3028785B1 (de) | Verfahren zum biegen rohrförmiger, an einem flansch befestigter werkstücke sowie biegevorrichtung zur durchführung eines solchen verfahrens | |
| DE102008053780B4 (de) | Einfassmaschine | |
| DE10125068C2 (de) | Nähmaschine mit einer Einrichtung zum Ansteuern eines Nahtendpunktes | |
| DE3313981A1 (de) | Greiferbetaetigungsvorrichtung fuer naehmaschinen | |
| DE102008010353B4 (de) | Einfassmaschine | |
| DE102008035434A1 (de) | Stoffdrücker einer Stickmaschine | |
| DE69120238T2 (de) | Industrie-Nähmaschine, die gleichzeitig verschiedene Nähte ausführen kann | |
| DE102018001176A1 (de) | Nähanlage, insbesondere zur Erzeugung von Abnähern | |
| DE102011054336A1 (de) | Verfahren und Vorrichtung zum Zunähen der Knöpfe auf einer Nähmaschine | |
| EP2360305B1 (de) | Verfahren zum Betrieb einer Nähmaschine und Nähmaschine | |
| DE2434941B2 (de) | Nähmaschine zur Herstellung von Strumpfhosen | |
| DE199419C (de) | ||
| DE302832C (de) | ||
| EP3399089B1 (de) | Verfahren und nähmaschine zum erzeugen eines naht-endunterfadens mit vorgegebenem soll-nahtüberstand | |
| DE667147C (de) | Maschine zum Annaehen von Knoepfen mit einer oder mehreren Lochreihen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190820 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D05B 27/20 20060101ALI20211213BHEP Ipc: D05B 27/00 20060101AFI20211213BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20220119 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018009906 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1498473 Country of ref document: AT Kind code of ref document: T Effective date: 20220715 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20220615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220915 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220916 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221017 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018009906 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20230316 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220915 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220907 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1498473 Country of ref document: AT Kind code of ref document: T Effective date: 20230907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230907 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250827 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20250901 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220615 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251121 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260410 Year of fee payment: 5 |