EP3578383A1 - Verfahren zur veredelung einer grossformatig bereitgestellten bauplatte - Google Patents
Verfahren zur veredelung einer grossformatig bereitgestellten bauplatte Download PDFInfo
- Publication number
- EP3578383A1 EP3578383A1 EP18176818.5A EP18176818A EP3578383A1 EP 3578383 A1 EP3578383 A1 EP 3578383A1 EP 18176818 A EP18176818 A EP 18176818A EP 3578383 A1 EP3578383 A1 EP 3578383A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- embossed
- relief
- building board
- recess
- decorative paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/24—Pressing or stamping ornamental designs on surfaces
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02005—Construction of joints, e.g. dividing strips
- E04F15/02033—Joints with beveled or recessed upper edges
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/10—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials
- E04F15/102—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials of fibrous or chipped materials, e.g. bonded with synthetic resins
Definitions
- the invention relates to a method for finishing a large-scale provided building board, in particular MDF or HDF, with a top and bottom, wherein at least in the top of a relief is impressed, and then applied to the embossed top of the building board a decor and the decor then by Applying an abrasion resistant layer is sealed.
- Such a method is for example from the EP 1 820 640 B1 known.
- Such structural panels are divided after finishing in individual panels and used for example as a floor or as wall and ceiling panels and are often provided with a wood, stone or fantasy decoration with superimposed, three-dimensional surface.
- the split panels have connecting means (tongue and groove) and are usually equipped with locking means for locking adjacent plates in the horizontal and vertical directions (so-called click panels).
- the superimposition of decor and three-dimensional surface creates a realistic visual and haptic impression of the imitated material.
- a structure adapted to the decor is referred to as a decore-synchronous structure (embossed register).
- the decor is present either as a paper layer laminated onto the carrier plate or as a color layer printed directly onto the carrier plate.
- the decor is also provided with a wear-resistant layer.
- abrasion-resistant paper layers so-called overlays, or after curing abrasion resistant paint or resin layers are used.
- the decorsynchrone structure is present as a three-dimensional surface structure and is by means of a corresponding impressed three-dimensionally structured press plate into the plate surface.
- the thermal and pressure-activatable constituents of the coating melt and run out and fill the three-dimensional structure embossing with hardening.
- the structure usually has a height of up to 500 ⁇ m.
- the number and the depth of the structures are limited on the one hand by the available amount of activatable components and on the other by the pressing force.
- At least one further recess extending at an angle transversely to the at least one depression is embossed.
- a plurality of transverse depressions are preferably impressed, along which the division of the panels can then take place in the transverse direction.
- a MDF or HDF board is used as a building board, it is provided that their density profile (density profile over the cross-section of the plate) compared to a conventional density profile, as for example from the EP 3 023 261 B1 is known, is lowered.
- a pressing skin forms at the top and the bottom, which is also called "rotting layer”.
- the plate when pressed with a maximum apparent density in the cover layers of 950-1000 kg / m 3 , can be provided without press-coating, that is, the press skin is not removed. But it is also possible to reduce the density at the top of the press skin at least partially, for example, to a thickness of 0.3 mm, grind.
- the tempering agent By means of the tempering agent it is achieved that the previously reduced bulk density at the upper side (in the cover layer) is increased again in order to achieve sufficient strength properties on the later panels.
- a surface temperature of up to 220 ° C is established.
- one or more paper layers can be applied under the decorative paper as an underlay. These paper layers are soaked like the decor paper with a melamine resin.
- the topping agent (melamine resin) fixes the compacted fiber cake during pressing and hardening and increases the bulk density in the top layer.
- the depth of the at least one depression is preferably up to 0.7 mm and may in particular be stepped so that the bottom wall is step-shaped. In such a case, several first pressing steps are carried out with different pressing depths.
- markings may be printed on the decorative paper where it comes to rest in the bottom walls of the at least one depression, which may consist of lines, circles, points, crosses or other graphic signs. Preferably, lines are used. Instead of imprinted markings, markings can also be embossed during the pressing, which marks are transferred to the building board as matt or shiny areas or geometric figures with the aid of the upper press plate. Such markings may also be provided on the edge of the decorative paper, so that they are located on the outer edge of the coated building board.
- a structure can be impressed in the upper side over the upper press plate, which structure runs at least partially synchronously with the décor, which is called “embossed register” in technical language.
- the starting point is a large-format HDF board with a length of 2,800 mm or 1,860 mm, a width of 2,070 mm and a thickness of 7 mm to 14 mm.
- the bulk density is lowered compared to a conventional HDF board as a comparison of FIG. 6 with the FIGS. 7 and 8th shows.
- the cover layer tips were lowered compared to the standard by at least 40 kg / m 3 . Good results were achieved with a reduction of up to 60 kg / m 3 .
- the apparent density is then in the range of 950 to 1000 kg / m 3 .
- An example of the density profile of a conventional HDF board is in FIG. 6 shown.
- FIGS. 7 and 8th show examples of gross density profiles of structural panels used in the invention.
- the HDF board can be provided without any brushes, ie with the complete press skin.
- the press skin is abraded to a thickness of about 0.3 mm in order to deliberately "weaken" the top layer first.
- a tempering agent 10 to 50 g / m 2 , preferably 30 g / m 2 of aqueous melamine resin is applied. It may be a standard impregnating resin having a solids content of 50 to 65 wt.%, Preferably 60 wt.% Act. In addition to water as a solvent other additives, such as hardener, wetting agents and the like may be present in the recipe. Alternatively, it is also possible to use UF resin as the tempering agent or UF and melamine resins in mixtures.
- flexibilizing agents e.g., 1,4-butanediol, caprolactam, polyglycol, etc.
- a subsequent addition of the elastification agent should be on the order of about 3 to 7 wt.%.
- this is then heated to a temperature of 30 ° C to 50 ° C by order of 10 to 30 g / m 2 of water vapor.
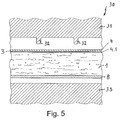
- one or more resin-impregnated paper layers as underlay 4.1 (cf. FIG. 5 ) and then then or only alone (cf. FIG. 3 ) a decorative paper 3 launched.
- the decorative paper 3 can be monochrome or multicolored.
- marks 7 may be provided on the decorative paper 3 .
- the marks 7 may be circles 7.1, crosses 7.2, lines 7.3 and lines 7.4 or other geometric figures. By means of these markings 7, the building board 2 can be aligned via a camera system for carrying out further processing steps.
- a backing sheet 8 is placed on the underside 9 of the building panel 1 and an overlay paper 4 on the decorative paper 3 as an abrasion-resistant layer.
- This structure is then fed to a short-cycle press 30, the upper press plate 31 is provided with strip-shaped elevations 32.
- the building panel 1 is aligned via the markings 7 and a camera system so that the elevations 32 emboss the recesses 5, 6 during the pressing of the construction and thereby form parallel and planar side walls 5.1, 5.2 and the bottom wall 5.3.
- the press plate 31 may be provided with an engraving over which during pressing in the top of the overlay, a structure is stamped, which is at least partially aligned in synchrony with the decor (embossed register).
- the pressing time in the short-cycle press 30 is between 10 and 30 seconds, preferably 12 to 15 seconds, in which the resins melt and connect to the building board 1.
- the temperature of the press plates 31, 33 is up to 200 ° C.
- the pressure curve is carried out starting from a pressure build-up phase in a holding phase and a pressure reduction phase.
- the embossing depth T will be carried out in the sense of a path control.
- At least two recesses 5, 6 in the longitudinal direction L and two in the transverse direction Q must be embossed, so that the side edges of the divided panels are all lowered.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Laminated Bodies (AREA)
- Finishing Walls (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Crushing And Pulverization Processes (AREA)
Abstract
a) auf die Oberseite (2) wird ein Vergütungsmittel aufgetragen,
b) zumindest in den Bereichen, in denen das Relief geprägt werden soll, wird die Oberseite (2) zur Erreichung einer Oberflächentemperatur von 30 bis 50 °C mit Heißdampf behandelt,
c) nach der Heißdampfbehandlung wird auf die Oberseite ein Dekorpapier (3) und auf das Dekorpapier (3) ein Overlaypapier (4) aufgebracht,
d) die Unterseite (9) wird mit einem Gegenzug (8) versehen,
e) der so verbreitete Aufbau wird einer Kurztaktpresse (30) zugeführt und unter hohem Druck und hoher Temperatur miteinander verpresst,
f) während des Verpressens wird das Relief als mindestens eine streifenförmig ausgebildete Vertiefung (5) mit zwei gegenüberliegenden Seitenwandungen (5.1, 5.2) und einer diese verbindenden Bodenwandung (5.3) in die Oberseite (2) mit einer Tiefe (T) eingeprägt.
Description
- Die Erfindung betrifft ein Verfahren zur Veredlung einer großformatig bereitgestellten Bauplatte, insbesondere MDF oder HDF, mit einer Oberseite und einer Unterseite, wobei mindestens in die Oberseite ein Relief eingeprägt wird, und anschließend auf die geprägte Oberseite der Bauplatte ein Dekor aufgebracht und das Dekor anschließend durch Aufbringen einer abriebfesten Schicht versiegelt wird.
- Ein solches Verfahren ist beispielsweise aus der
EP 1 820 640 B1 bekannt. - Derartige Bauplatten werden nach dem Veredeln in einzelne Paneele aufgeteilt und beispielsweise als Fußboden- oder als Wand- und Deckenpaneele verwendet und sind häufig mit einem Holz-, Stein- oder Fantasiedekor mit überlagerter, dreidimensionaler Oberfläche versehen. Die aufgeteilten Paneele weisen Verbindungsmittel (Nut und Feder) auf und sind meist mit Verriegelungsmitteln zum Verriegeln benachbarter Platten in horizontaler und vertikaler Richtung ausgestattet (sogenannte Klickpaneele). Durch die Überlagerung von Dekor und dreidimensionaler Oberfläche entsteht ein realistischer optischer und haptischer Eindruck des imitierten Werkstoffes.
- Insbesondere bei Fußbodenpaneelen ist bekannt, dass diese mindestens auf der Oberseite beschichtet sind und eine an das Dekor angepasste Struktur aufweisen. Eine solche Struktur wird als dekorsynchrone Struktur (embossed register) bezeichnet. Das Dekor liegt dabei entweder als eine auf die Trägerplatte aufkaschierte Papierlage oder als eine direkt auf die Trägerplatte aufgedruckte Farbschicht vor. Das Dekor ist zudem mit einer verschleißhemmenden Schicht versehen. Dazu werden entweder abriebfeste Papierlagen, sogenannte Overlays, oder nach dem Aushärten abriebfeste Lack- bzw. Harzschichten verwendet. Die dekorsynchrone Struktur liegt als eine dreidimensionale Oberflächenstruktur vor und wird mittels eines entsprechend dreidimensional strukturierten Pressblechs in die Plattenoberfläche eingeprägt. Dabei schmelzen und verlaufen die thermischen und unter Druck aktivierbaren Bestandteile der Beschichtung und füllen die dreidimensionale Strukturprägung unter Aushärtung aus. Die Struktur weist üblicherweise eine Höhe von bis zu 500 µm auf. Die Anzahl und die Tiefe der Strukturen sind zum einen durch die verfügbare Menge an aktivierbaren Bestandteilen und zum anderen durch die Presskraft begrenzt.
- Bei Laminatfußböden sind die Stoßkanten, an denen benachbarte Fußbodenpaneele aneinanderstoßen problematisch. Je nach Lichteinfall verursachen schon kleinste Höhenunterschiede optisch unschöne Schattenbildungen, die das Gesamtbild eines Fußbodens negativ beeinträchtigen. Durch den Kern aus Holzwerkstoff sind die Paneele außerdem feuchtigkeitsempfindlich. Auf dem Fußboden verschüttete Flüssigkeit muss schnellstmöglich weggewischt werden, um ein Eindringen der Flüssigkeit in die Verbindungsfuge zwischen den Stoßkanten zu vermeiden. Dringt Wasser ein, können sich die Holzfasern in der Trägerplatte ausdehnen und irreversible Quellungen erzeugen, da durch den Quelldruck des Holzes das Gefüge zerstört und/oder der Klebstoff partiell hydrolisiert wird. Aus diesem Grund ist es wichtig, dass schon bei der Herstellung der Paneele den späteren Stoßkanten eine besondere Aufmerksamkeit gewindet wird. Benachbarte Paneele sollen fest aneinander liegen können, es soll sich ein optisch gleichmäßiges Erscheinungsbild zu einem Fußboden verlegter Paneele ergeben und es muss Vorsorge getroffen werden, dass verschüttete Flüssigkeit nicht sofort in die Verbindungsfugen fließen kann.
- Von dieser Problemstellung ausgehend soll das eingangsbeschriebene Verfahren entsprechend verbessert werden.
- Um die vorgenannten Nachteile zu vermeiden, wird bei einem gattungsgemäßen Verfahren erfindungsgemäß vorgesehen, dass folgende Schritte durchgeführt werden:
- a) auf die Oberseite wird ein Vergütungsmittel aufgetragen,
- b) zumindest in den Bereichen, in denen das Relief geprägt werden soll, wird die Oberseite zur Erreichung einer Oberflächentemperatur von 30 bis 50 °C mit Heißdampf behandelt,
- c) nach der Heißdampfbehandlung wird auf die Oberseite ein Dekorpapier und auf das Dekorpapier ein Overlaypapier aufgebracht,
- d) die Unterseite wird mit einem Gegenzug versehen,
- e) der so verbreitete Aufbau wird einer Kurztaktpresse zugeführt und unter hohem Druck und hoher Temperatur miteinander verpresst,
- f) während des Verpressens wird das Relief als mindestens eine streifenförmig ausgebildete Vertiefung mit zwei gegenüberliegenden Seitenwandungen und einer diese verbindenden Bodenwandung in die Oberseite mit einer Tiefe eingeprägt.
- Entlang der geprägten Vertiefungen erfolgt später die Aufteilung der großformatigen Platte in einzelne Paneele. Durch die geprägten Vertiefungen ist dann die Oberseite an den Seitenkanten abgesenkt. Die Stoßkanten aneinander angrenzender Paneele liegen gegenüber der Oberseite also tiefer. Höhenversatz kann in einem solchen Fall keine Schattenbildung verursachen, die optisch auffällt, weil alle Stoßfugen abgesenkt sind. Durch eine entsprechende Kantenprofilierung kann eine feste Verbindung zwischen benachbarten Paneelen erzielt werden, wodurch das zu schnelle Eindringen von Flüssigkeit in die Stoßfuge wirksam vermieden wird.
- Um die Seitenkanten der Paneele umlaufend absenken zu können, wird vorzugsweise mindestens eine weitere in einen Winkel quer zu der mindestens einen Vertiefung verlaufende Vertiefung eingeprägt. Bevorzugt werden auch hier eine Mehrzahl quer laufender Vertiefungen eingeprägt, entlang derer die Aufteilung der Paneele dann in Querrichtung erfolgen kann.
- Wenn als Bauplatte eine MDF- oder HDF-Platte verwendet wird, ist vorgesehen, dass deren Rohdichteprofil (Verlauf der Dichte über den Querschnitt der Platte) gegenüber einem üblichen Rohdichteprofil, wie es beispielsweise aus der
EP 3 023 261 B1 bekannt ist, abgesenkt wird. Beim Verpressen des Faserkuchens zu einer Bauplatte gewünschter Dicke ergibt sich die größte Rohdichte im Bereich der Oberseite und der Unterseite der Platte. Durch den Hitzeeintrag beim Verpressen bildet sich an der Oberseite und der Unterseite eine Presshaut aus, die auch "Verrottungsschicht" genannt wird. Die Platte kann, wenn sie mit einer maximalen Rohdichte in den Deckschichten von 950 - 1000 kg/m3 gepresst wurde, pressblank bereitgestellt werden, das heißt, die Presshaut wird nicht entfernt. Es ist aber auch möglich, zur Reduzierung der Dichte an der Oberseite die Presshaut zumindest teilweise, beispielsweise auf eine Dicke von 0,3 mm, abzuschleifen. - Durch das Vergütungsmittel wird erreicht, dass die zuvor reduzierte Rohdichte an der Oberseite (in der Deckschicht) wieder erhöht wird, um ausreichende Festigkeitseigenschaften an den späteren Paneelen zu erzielen.
- Beim Prägen der mindestens einen Vertiefung stellt sich eine Oberflächentemperatur von bis zu 220°C ein.
- Sofern gewünscht, können unter das Dekorpapier eine oder mehrere Papierlagen als Underlay aufgebracht werden. Diese Papierlagen sind wie das Dekorpapier mit einem Melaminharz getränkt.
- Das auf die Oberseite aufgetragene Vergütungsmittel (Melaminharz) fixiert beim Verpressen und Aushärten den verdichteten Faserkuchen und erhöht die Rohdichte in der Deckschicht.
- Die Tiefe der mindestens einen Vertiefung beträgt vorzugsweise bis zu 0,7 mm und kann insbesondere abgestuft sein, sodass die Bodenwandung stufenförmig ausgebildet ist. In einem solchen Fall werden mehrere erste Pressschritte mit unterschiedlichen Presstiefen durchgeführt.
- Um die Bauplatte während der anschließenden weiteren Bearbeitungsschritte ausrichten zu können, können auf das Dekorpapier dort, wo es in den Bodenwandungen der mindestens einen Vertiefung zur Anlage gelangt Markierungen aufgedruckt sein, die aus Linien, Kreisen, Punkten, Kreuzen oder sonstigen grafischen Zeichen bestehen können. Bevorzugt werden Linien verwendet. Anstelle aufgedruckter Markierungen können während des Verpressens auch Markierungen geprägt werden, die als matte oder glänzende Bereiche bzw. geometrische Figuren mit Hilfe des oberen Pressblechs auf die Bauplatte übertragen werden. Solche Markierungen können auch am Rand des Dekorpapiers vorgesehen sein, sodass sie sich am äußeren Rand der beschichteten Bauplatte befinden.
- In die Oberseite kann zusätzlich über das obere Pressblech eine Struktur eingeprägt werden, die zumindest teilweise synchron zum Dekor verläuft, was in der Fachsprache "embossed register" genannt wird.
- Mit Hilfe einer Zeichnung soll ein Ausführungsbeispiel der Erfindung nachfolgend näher beschrieben werden. Es zeigen:
- Figur 1
- - eine perspektivische Teildarstellung einer großformatigen Bauplatte;
- Figur 2
- - die Draufsicht auf die Bauplatte nach
Figur 1 ; - Figur 3
- - eine schematische Teildarstellung vor dem zweiten Prägeschritt;
- Figur 4
- - eine vergrößerte Teildarstellung während des zweiten Prägeschrittes;
- Figur 5
- - eine schematische Darstellung der in der Kurztaktpresse befindlichen Bauplatte;
- Figur 6
- - ein übliches Rohdichteprofil einer HDF-Platte;
- Figur 7
- - das Rohdichteprofil einer ersten großformatigen Bauplatte;
- Figur 8
- - das Rohdichteprofil einer zweiten großformatigen Bauplatte;
- Ausgangsbasis ist eine großformatige HDF-Platte mit einer Länge von 2.800 mm oder 1.860 mm, einer Breite von 2.070 mm und einer Dicke von 7 mm bis 14 mm. Die Rohdichte ist gegenüber einer üblichen HDF-Platte abgesenkt wie ein Vergleich der
Figur 6 mit denFiguren 7 und8 zeigt. Zur Ausbildung einer schwachen Deckschicht, die sich plastisch verformen lässt, wurden die Deckschichtspitzen gegenüber dem Standard um mindestens 40 kg/m3 abgesenkt. Gute Ergebnisse wurden mit einer Absenkung um bis zu 60 kg/m3 erreicht. Die Rohdichte liegt dann im Bereich von 950 bis 1000 kg/m3. Ein Beispiel für das Rohdichteprofil einer herkömmlichen HDF-Platte ist inFigur 6 gezeigt.Figuren 7 und8 zeigen Beispiele von Rohdichtenprofilen von erfindungsgemäß verwendeten Bauplatten. - Die HDF-Platte kann pressblank, also mit der kompletten Presshaut zur Verfügung gestellt werden. Vorzugsweise wird die Presshaut aber bis auf eine Dicke von etwa 0,3 mm abgeschliffen, um die Deckschicht zunächst bewusst "schwach auszubilden".
- Zunächst werden als ein Vergütungsmittel 10 bis 50 g/m2, vorzugsweise 30 g/m2 wässriges Melaminharz aufgetragen. Dabei kann es sich um ein Standard-Tränkharz mit einem Feststoffanteil von 50 bis 65 Gew.%, vorzugsweise 60 Gew.% handeln. Neben Wasser als Lösemittel können weitere Zusätze, wie Härter, Netzmittel und ähnliches in der Rezeptur vorhanden sein. Alternativ können als Vergütungsmittel auch UF-Harz oder in Mischungen UF- und Melaminharz verwendet werden. Entweder handelt es sich um ein Postforming Harz oder ein Standard-Tränkharz, das durch Zugabe von Flexibilisierungsmitteln (z. B. 1,4-Butandiol, Caprolactam, Polyglycol usw.) elastischer eingestellt ist. Eine nachträgliche Zugabe des Elastifizierungsmittels sollte in einer Größenordnung von etwa 3 bis 7 Gew.% erfolgen. Um Vertiefungen 5, 6 in die Oberseite 2 der Bauplatte 1 einprägen zu können, wird diese anschließend auf eine Temperatur von 30°C bis 50°C mittels Auftrags von 10 bis 30 g/m2 Wasserdampf erwärmt.
- Nach dieser Vorbehandlung werden auf die Oberseite 2 ggf. ein oder mehrere harzgetränkte Papierlagen als Underlay 4.1 (vgl.
Figur 5 ) und darauf dann oder nur allein (vgl.Figur 3 ) ein Dekorpapier 3 aufgelegt. Das Dekorpapier 3 kann einfarbig oder mehrfarbig sein. Auf dem Dekorpapier 3 können Markierungen 7 vorgesehen sein. Die Markierungen 7 können Kreise 7.1, Kreuze 7.2, Linien 7.3 und Striche 7.4 oder andere geometrische Figuren sein. Über diese Markierungen 7 kann die Bauplatte 2 zur Vornahme weiterer Bearbeitungsschritte über ein Kamerasystem ausgerichtet werden. - Anschließend wird an die Unterseite 9 der Bauplatte 1 ein Gegenzug 8 und auf das Dekorpapier 3 ein Overlaypapier 4 als abriebfeste Schicht aufgelegt. Dieser Aufbau wird dann einer Kurztaktpresse 30 zugeführt, deren oberes Pressblech 31 mit leistenförmigen Erhöhungen 32 versehen ist. Über die Markierungen 7 und ein Kamerasystem wird die Bauplatte 1 ausgerichtet, sodass die Erhöhungen 32 beim Verpressen des Aufbaus die Vertiefungen 5, 6 prägen und dabei parallele und plane Seitenwandungen 5.1, 5.2 und die Bodenwandung 5.3 ausbilden. Zwischen den leistenförmigen Erhöhungen 32 kann das Pressblech 31 mit einer Gravur versehen sein, über die beim Verpressen in die Oberseite des Overlays eine Struktur eingeprägt wird, die zumindest teilweise synchron zu dem Dekor ausgerichtet ist (embossed register).
- Die Presszeit in der Kurztaktpresse 30 beträgt zwischen 10 und 30 Sekunden, vorzugsweise 12 bis 15 Sekunden, in denen die Harze aufschmelzen und sich mit der Bauplatte 1 verbinden. Die Temperatur der Pressbleche 31, 33 beträgt bis zu 200°C. Der Druckverlauf erfolgt dabei ausgehend von einer Druckaufbauphase in eine Haltephase und eine Druckabbauphase übergehend. Die Prägetiefe T wird dabei im Sinne einer Wegsteuerung erfolgen.
- Für eine sinnvolle Ausgestaltung müssen mindestens zwei in Längsrichtung L und zwei in Querrichtung Q Vertiefungen 5, 6 geprägt werden, damit die Seitenkanten der aufgeteilten Paneele alle abgesenkt sind.
-
- 1
- Bauplatte
- 2
- Oberseite
- 3
- Dekor
- 4
- abriebfeste Schicht / Overlaypapier
- 4.1
- Underlay
- 5
- Vertiefung
- 5.1
- Seitenwandung
- 5.2
- Seitenwandung
- 5.3
- Bodenwandung
- 6
- Vertiefung
- 7
- Markierung
- 7.1
- Kreise
- 7.2
- Kreuz
- 7.3
- Linie
- 7.4
- Strich
- 8
- Gegenzug
- 9
- Unterseite
- 30
- Kurztaktpresse
- 31
- oberes Pressblech
- 32
- leistenförmige Erhöhung
- 33
- unteres Pressblech
- α
- Winkel
- L
- Längsrichtung
- Q
- Querrichtung
- T
- Tiefe
Claims (15)
- Verfahren zur Veredelung einer großformatig bereitgestellten Bauplatte (1) aus einem Holzwerkstoff, insbesondere MDF oder HDF, mit einer Oberseite (2) und einer Unterseite (9), wobei mindestens in die Oberseite (2) ein Relief eingeprägt wird und anschließend auf die geprägte Oberseite (2) ein Dekor aufgebracht und durch Aufbringen einer abriebfesten Schicht (4) versiegelt wird, mit folgenden Schritten:a) auf die Oberseite (2) wird ein Vergütungsmittel aufgetragen,b) zumindest in den Bereichen, in denen das Relief geprägt werden soll, wird die Oberseite (2) zur Erreichung einer Oberflächentemperatur von 30 bis 50 °C mit Heißdampf behandelt,c) nach der Heißdampfbehandlung wird auf die Oberseite ein Dekorpapier (3) und auf das Dekorpapier (3) ein Overlaypapier (4) aufgebracht,d) die Unterseite (9) wird mit einem Gegenzug (8) versehen,e) der so verbreitete Aufbau wird einer Kurztaktpresse (30) zugeführt und unter hohem Druck und hoher Temperatur miteinander verpresst,f) während des Verpressens wird das Relief als mindestens eine streifenförmig ausgebildete Vertiefung (5) mit zwei gegenüberliegenden Seitenwandungen (5.1, 5.2) und einer diese verbindenden Bodenwandung (5.3) in die Oberseite (2) mit einer Tiefe (T) eingeprägt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass mindestens eine weitere in einem Winkel (a) quer zu der mindestens einen Vertiefung (5) verlaufende Vertiefung (6) eingeprägt wird.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass längsverlaufende Vertiefungen und/oder eine Mehrzahl quer verlaufender Vertiefungen (6) eingeprägt werden.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Bauplatte (1) eine HDF-Platte ist, deren Oberseite (2) noch mit einer Presshaut versehen ist.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass die Presshaut eine Dicke von 0,3 bis 0,5 mm aufweist.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Rohdichte der Bauplatte (1) in der die Oberseite (2) ausbildenden Deckschicht zwischen 950 und 1.000 kg/m3 beträgt.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass das Vergütungsmittel ein wässriges Melaminharz ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass mindestens 10 g/m2 Wasserdampf aufgebracht werden.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Tiefe (T) der mindestens einen Vertiefung (5, 6) bis zu 0,7 mm beträgt.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Tiefe (T) abgestuft ist.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass auf die Bodenwandung (5.3) der mindestens einen Vertiefung (5, 6) Markierungen (7.1, 7.2, 7.3, 7.4) geprägt werden.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass vor dem Aufbringen des Dekorpapiers (3) mindestens eine harzgefüllte Zelluloselage als Underlay (4.1) aufgebracht wird.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass zusätzlich zu dem Relief eine Struktur eingeprägt wird, zumindest teilweise synchron zum Dekor verläuft.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass das Prägen der mindestens einen Vertiefung (5) mittels eines tief strukturierten Pressblechs (31), vorzugsweise mittels leistenförmiger Erhöhungen (32) auf dem Pressblech (31), erfolgt.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die großformatige Bauplatte (1) in einzelne Paneele aufgeteilt wird, indem in und entlang der Vertiefungen (5, 6) jeweils ein Sägeschnitt ausgeführt wird.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES22208390T ES2973121T3 (es) | 2018-06-08 | 2018-06-08 | Procedimiento de acabado de un tablero de construcción |
| EP18176818.5A EP3578383B1 (de) | 2018-06-08 | 2018-06-08 | Verfahren zur veredelung einer bereitgestellten bauplatte |
| EP22208390.9A EP4159470B1 (de) | 2018-06-08 | 2018-06-08 | Verfahren zur veredelung einer bauplatte |
| ES18176818T ES2952870T3 (es) | 2018-06-08 | 2018-06-08 | Procedimiento para perfeccionar un tablero de construcción proporcionado |
| PL22208390.9T PL4159470T3 (pl) | 2018-06-08 | 2018-06-08 | Sposób uszlachetniania płyty budowlanej |
| PL18176818.5T PL3578383T3 (pl) | 2018-06-08 | 2018-06-08 | Sposób wykańczania dostarczonej płyty budowlanej |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18176818.5A EP3578383B1 (de) | 2018-06-08 | 2018-06-08 | Verfahren zur veredelung einer bereitgestellten bauplatte |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22208390.9A Division-Into EP4159470B1 (de) | 2018-06-08 | 2018-06-08 | Verfahren zur veredelung einer bauplatte |
| EP22208390.9A Division EP4159470B1 (de) | 2018-06-08 | 2018-06-08 | Verfahren zur veredelung einer bauplatte |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3578383A1 true EP3578383A1 (de) | 2019-12-11 |
| EP3578383B1 EP3578383B1 (de) | 2023-06-07 |
| EP3578383C0 EP3578383C0 (de) | 2023-06-07 |
Family
ID=62715829
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22208390.9A Active EP4159470B1 (de) | 2018-06-08 | 2018-06-08 | Verfahren zur veredelung einer bauplatte |
| EP18176818.5A Active EP3578383B1 (de) | 2018-06-08 | 2018-06-08 | Verfahren zur veredelung einer bereitgestellten bauplatte |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22208390.9A Active EP4159470B1 (de) | 2018-06-08 | 2018-06-08 | Verfahren zur veredelung einer bauplatte |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP4159470B1 (de) |
| ES (2) | ES2973121T3 (de) |
| PL (2) | PL4159470T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4484152A1 (de) | 2023-06-29 | 2025-01-01 | Flooring Technologies Ltd. | Holzwerkstoffplatte mit mindestens einer in die oberseite eingeprägten vertiefung |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4524344B1 (de) | 2023-09-15 | 2025-12-17 | SWISS KRONO Tec AG | Bodenpaneel mit fuge, bodenpaneel-anordnung sowie herstellungsverfahren |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008008240A1 (de) * | 2008-02-08 | 2009-08-20 | Flooring Technologies Ltd. | Verfahren zur Herstellung einer Bauplatte, Vorrichtung zur Durchführung des Verfahrens und Fußbodenpaneel |
| EP2106903A1 (de) * | 2008-02-22 | 2009-10-07 | Hermes Schleifkörper GmbH | Verfahren zum Aufstreuen abriebhemmender Werkstoffe und Vorrichtung hierzu |
| EP1820640B1 (de) | 2006-02-21 | 2010-05-26 | Flooring Technologies Ltd. | Verfahren zur Veredelung einer Bauplatte |
| EP2905135A2 (de) * | 2014-02-05 | 2015-08-12 | Dirk Dammers | Verfahren zur Herstellung eines Paneels |
| EP3059020A1 (de) * | 2015-02-23 | 2016-08-24 | Flooring Technologies Ltd. | Verfahren zur Herstellung einer Holzwerkstoffplatte, insbesondere einer mit einer Dekorschicht versehenen Holzwerkstoffplatte |
| WO2016180643A1 (de) * | 2015-05-11 | 2016-11-17 | Fritz Egger Gmbh & Co. Og | Verfahren zur herstellung von vertiefungen aufweisenden paneelen |
| EP3023261B1 (de) | 2014-11-20 | 2017-03-15 | Flooring Technologies Ltd. | Verfahren zum Veredeln einer Holzwerkstoffplatte |
-
2018
- 2018-06-08 EP EP22208390.9A patent/EP4159470B1/de active Active
- 2018-06-08 PL PL22208390.9T patent/PL4159470T3/pl unknown
- 2018-06-08 ES ES22208390T patent/ES2973121T3/es active Active
- 2018-06-08 ES ES18176818T patent/ES2952870T3/es active Active
- 2018-06-08 PL PL18176818.5T patent/PL3578383T3/pl unknown
- 2018-06-08 EP EP18176818.5A patent/EP3578383B1/de active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1820640B1 (de) | 2006-02-21 | 2010-05-26 | Flooring Technologies Ltd. | Verfahren zur Veredelung einer Bauplatte |
| DE102008008240A1 (de) * | 2008-02-08 | 2009-08-20 | Flooring Technologies Ltd. | Verfahren zur Herstellung einer Bauplatte, Vorrichtung zur Durchführung des Verfahrens und Fußbodenpaneel |
| EP2106903A1 (de) * | 2008-02-22 | 2009-10-07 | Hermes Schleifkörper GmbH | Verfahren zum Aufstreuen abriebhemmender Werkstoffe und Vorrichtung hierzu |
| EP2905135A2 (de) * | 2014-02-05 | 2015-08-12 | Dirk Dammers | Verfahren zur Herstellung eines Paneels |
| EP3023261B1 (de) | 2014-11-20 | 2017-03-15 | Flooring Technologies Ltd. | Verfahren zum Veredeln einer Holzwerkstoffplatte |
| EP3059020A1 (de) * | 2015-02-23 | 2016-08-24 | Flooring Technologies Ltd. | Verfahren zur Herstellung einer Holzwerkstoffplatte, insbesondere einer mit einer Dekorschicht versehenen Holzwerkstoffplatte |
| WO2016180643A1 (de) * | 2015-05-11 | 2016-11-17 | Fritz Egger Gmbh & Co. Og | Verfahren zur herstellung von vertiefungen aufweisenden paneelen |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4484152A1 (de) | 2023-06-29 | 2025-01-01 | Flooring Technologies Ltd. | Holzwerkstoffplatte mit mindestens einer in die oberseite eingeprägten vertiefung |
| WO2025003470A1 (de) | 2023-06-29 | 2025-01-02 | Flooring Technologies Ltd | Holzwerkstoffplatte mit mindestens einer in die oberseite eingeprägten vertiefung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3578383B1 (de) | 2023-06-07 |
| PL3578383T3 (pl) | 2023-10-16 |
| ES2952870T3 (es) | 2023-11-06 |
| PL4159470T3 (pl) | 2024-04-15 |
| EP4159470C0 (de) | 2023-12-06 |
| ES2973121T3 (es) | 2024-06-18 |
| EP4159470A1 (de) | 2023-04-05 |
| EP4159470B1 (de) | 2023-12-06 |
| EP3578383C0 (de) | 2023-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1859912B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Paneels | |
| EP1559850B1 (de) | Paneel, insbesondere Fussbodenpaneel | |
| DE102006007976B4 (de) | Verfahren zur Veredelung einer Bauplatte | |
| EP2452829B1 (de) | Verfahren zum Aufbringen eines Dekors auf eine Holzwerkstoffplatte | |
| DE102008012220A1 (de) | Verfahren und Vorrichtung zum Herstellen einer Holzwerkstoffplatte | |
| DE3508438A1 (de) | Gepresste mehrschichtplatte und verfahren zu ihrer herstellung | |
| DE2843971A1 (de) | Mit einer oberflaechenstruktur versehene dekorative schichtstoffplatte | |
| EP3578383B1 (de) | Verfahren zur veredelung einer bereitgestellten bauplatte | |
| EP3802147B1 (de) | Verfahren zur veredlung einer grossformatig bereitgestellten bauplatte | |
| EP3126144B1 (de) | Schichtstoff und verfahren zu dessen herstellung | |
| EP2179863A1 (de) | Verfahren zum Veredeln einer Trägerplatte, insbesondere einer Holz- oder Holzwerkstoffplatte | |
| DE2357831A1 (de) | Verfahren zum herstellen einer mehrfarbigen reliefdekorschicht | |
| EP3711970B1 (de) | Verfahren zur veredlung einer bereitgestellten bauplatte | |
| EP3578385B1 (de) | Verfahren zur veredelung einer grossformatig bereitgestellten bauplatte | |
| EP4735243A1 (de) | Holzwerkstoffplatte mit mindestens einer in die oberseite eingeprägten vertiefung | |
| DE102022116423B4 (de) | Presswerkzeug und Verfahren zur Herstellung eines Presswerkzeugs | |
| EP2921293B1 (de) | Holzwerkstoffplatten-Heißpresse | |
| EP2179864B1 (de) | Verfahren zum Veredeln einer Trägerplatte | |
| DE102022125371A1 (de) | Presswerkzeug zum Verpressen von Werkstoffplatten in Heizpressen | |
| DE3117136A1 (de) | Verfahren zur herstellung von fuellungen fuer moebeltueren oder dergleichen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190614 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210604 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20220629 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20221110 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1573914 Country of ref document: AT Kind code of ref document: T Effective date: 20230615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018012259 Country of ref document: DE |
|
| U01 | Request for unitary effect filed |
Effective date: 20230626 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT SE SI Effective date: 20230630 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 6 Effective date: 20230914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230907 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2952870 Country of ref document: ES Kind code of ref document: T3 Effective date: 20231106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231007 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018012259 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230608 |
|
| 26N | No opposition filed |
Effective date: 20240308 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 7 Effective date: 20240620 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250530 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250620 Year of fee payment: 8 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 8 Effective date: 20250612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180608 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20250530 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180608 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250718 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250701 Year of fee payment: 8 |