EP3587637A1 - Textilverarbeitungsverfahren, textilverarbeitungssystem und textilverarbeitungsprogramm - Google Patents
Textilverarbeitungsverfahren, textilverarbeitungssystem und textilverarbeitungsprogramm Download PDFInfo
- Publication number
- EP3587637A1 EP3587637A1 EP19179650.7A EP19179650A EP3587637A1 EP 3587637 A1 EP3587637 A1 EP 3587637A1 EP 19179650 A EP19179650 A EP 19179650A EP 3587637 A1 EP3587637 A1 EP 3587637A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- quality data
- fiber bundle
- frame
- air spinning
- abnormality
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000004753 textile Substances 0.000 title claims abstract description 117
- 238000003672 processing method Methods 0.000 title claims abstract description 51
- 238000012545 processing Methods 0.000 title claims description 62
- 238000000034 method Methods 0.000 claims abstract description 208
- 230000008569 process Effects 0.000 claims abstract description 206
- 238000009960 carding Methods 0.000 claims abstract description 180
- 238000009987 spinning Methods 0.000 claims abstract description 177
- 230000005856 abnormality Effects 0.000 claims abstract description 162
- 239000000835 fiber Substances 0.000 claims abstract description 156
- 239000002994 raw material Substances 0.000 claims abstract description 68
- 230000002950 deficient Effects 0.000 claims abstract description 50
- 238000007383 open-end spinning Methods 0.000 claims abstract description 14
- 238000004519 manufacturing process Methods 0.000 claims description 22
- 238000012423 maintenance Methods 0.000 claims description 21
- 230000007547 defect Effects 0.000 claims description 15
- 238000003860 storage Methods 0.000 claims description 9
- 229920006240 drawn fiber Polymers 0.000 claims description 7
- 230000002159 abnormal effect Effects 0.000 description 16
- 230000008859 change Effects 0.000 description 6
- 238000004891 communication Methods 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 238000005299 abrasion Methods 0.000 description 4
- 238000007726 management method Methods 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000005498 polishing Methods 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 238000010042 air jet spinning Methods 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 230000008021 deposition Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000007378 ring spinning Methods 0.000 description 2
- 241000347389 Serranus cabrilla Species 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000013067 intermediate product Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/32—Counting, measuring, recording or registering devices
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/02—Carding machines
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H4/00—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques
- D01H4/02—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques imparting twist by a fluid, e.g. air vortex
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
Definitions
- the present disclosure relates to a textile processing method, a textile processing system, and a textile processing program.
- an object of the present disclosure is to provide a textile processing method, a textile processing system, and a textile processing program in which an abnormality of raw material, a carding machine, a drawing frame, and an air spinning frame can be learnt.
- a textile processing method includes a carding process in which a fiber bundle is produced from raw material by using one or more of carding machines, a drawing process in which the fiber bundle produced in the carding process is drawn by using one or more of drawing frames, a break spinning process in which yarn is produced by spinning the fiber bundle drawn in the drawing process by using one or more of air spinning frames, a first acquisition process in which first quality data concerning quality of the fiber bundle produced in the carding process is acquired, a second acquisition process in which second quality data concerning quality of the fiber bundle drawn in the drawing process is acquired, a third acquisition process in which third quality data concerning quality of the yarn produced in the break spinning process is acquired, and an abnormality identifying process in which when the yarn produced in the air spinning frame is defective, at least from among the raw material, the carding machines, the drawing frames, and the air spinning frames, in which an abnormality has occurred is identified, based on the first quality data, the second quality data, and the third quality data.
- the abnormality of the raw material and of the machine of each process correlation is found with a relation of the quality data that is acquired in association with each process.
- the yarn produced in the air spinning frame is defective, based on the first quality data, the second quality data, and the third quality data, the raw material and the machine in each process having the abnormality are identified. Accordingly, the abnormality of the raw material, the carding machine, the drawing frame, and the air spinning frame can be learnt.
- the abnormality identifying process when the yarn produced in the air spinning frame is defective, at least one from among the raw material of said yarn, one or more of the air spinning frames that produced said yarn, one or more of the drawing frames that drew the fiber bundle supplied to said air spinning frame, and one or more of the carding machines that produced the fiber bundle supplied to said drawing frame, in which the abnormality has occurred may be identified based on the first quality data, the second quality data, and the third quality data. Accordingly, it is possible to learn the abnormality of the raw material, the carding machine, the drawing frame, and the air spinning frame in a processing route involved with the production of the defective yarn.
- the abnormality identifying process when the yarn produced in the air spinning frame is defective, at least one from among the raw material of said yarn, one air spinning frame that produced said yarn, one drawing frame that drew the fiber bundle supplied to said air spinning frame, and one carding machine that produced the fiber bundle supplied to said drawing frame, in which the abnormality has occurred may be identified , based on the first quality data, the second quality data, and the third quality data.
- the number of machines involved with the production of the defective yarn is small, it is possible to accurately learn the abnormality of the raw material, the carding machine, the drawing frame, and the air spinning frame in the processing route involved with the production of the defective yarn.
- a cause of the occurred abnormality may be estimated based on the first quality data, the second quality data, and the third quality data. In this case, it is also possible to learn a specific cause of the abnormality in the raw material, the carding machine, the drawing frame, and the air spinning frame.
- the first quality data may be data concerning at least either one of the number of neps contained in the fiber bundle and a thickness of the fiber bundle
- the second quality data may be data concerning the thickness of the fiber bundle
- the third quality data may be data concerning at least either one of a defect of and a thickness of the yarn.
- the abnormality identifying process when the yarn produced in the air spinning frame is defective, at least one from among the raw material, the carding machine, the drawing frame, and the air spinning frame, in which the abnormality has occurred may be identified also based on setting data of the carding machine and setting data of the drawing frame.
- the abnormality of the raw material and of the machine of each process correlation is also found with a relation of each setting data of the carding machine and the drawing frame, in addition to the relation of the quality data acquired in association with each process. Accordingly, by being further based on the setting data of the carding machine and the setting data of the drawing frame, it is possible to accurately learn the abnormality of the raw material, the carding machine, the drawing frame, and the air spinning frame.
- the setting data of the carding machine may be data concerning setting of at least either one of a production speed of the fiber bundle and a removal amount of neps from the fiber bundle
- the setting data of the drawing frame may be data concerning setting of at least either one of an auto-leveler and a drawing speed of the fiber bundle of the drawing frame.
- the textile processing method may further include a notification process in which, depending on a identification result identified in the abnormality identifying process, notification prompting setting adjustment of or maintenance of at least one of the carding machine, the drawing frame, and the air spinning frame is made. This makes it possible for the operator to act promptly for the abnormality of the raw material, the carding machine, the drawing frame, and the air spinning frame, for example.
- a display prompting the setting adjustment of or the maintenance of at least one of the carding machine, the drawing frame, and the air spinning frame may be displayed on a display unit. This makes it possible for the operator to check the specific content of the notification prompting the setting adjustment or the maintenance.
- the textile processing method may include a first process of setting a first threshold value and a second threshold value, the first threshold value being a control limit value of fluctuation in the third quality data, and the second threshold value being smaller than the first threshold value, a second process of changing, after the first process, setting data of at least either one of the carding machine and the drawing frame, and a third process, after the second process, of returning to the second process when the third quality data is greater than the first threshold value, of returning the setting data of at least either one of the carding machine and the drawing frame to the setting data that was valid before the latest second process when the third quality data is smaller than or equal to the first threshold value and is greater than the second threshold value, and of returning the setting data of at least either one of the carding machine and the drawing frame to the setting data that was valid before an initial second process when the third quality data is smaller than or equal to the second threshold value. Accordingly, it is possible to investigate the desirable setting data of at least either one of the carding machine and the drawing frame, with the first threshold value being a control
- the abnormality identifying process may be performed by a control device of the air spinning frame.
- the control device of the air spinning frame arranged downstream in the process it is easy to confirm the setting adjustment or the maintenance by retracing the process.
- a textile processing system includes one or more of carding machines configured to produce a fiber bundle, one or more of drawing frames configured to draw the fiber bundle produced in the carding machine, one or more of air spinning frames configured to produce yarn by spinning the fiber bundle drawn in the drawing frame, a first quality data acquisition unit configured to acquire first quality data concerning quality of the produced fiber bundle, a second quality data acquisition unit configured to acquire second quality data concerning quality of the drawn fiber bundle, a third quality data acquisition unit configured to acquire third quality data concerning quality of the produced yarn, and an abnormality identifying unit configured to identify, when the yarn produced in the air spinning frame is defective, at least one from among raw material, the carding machines, the drawing frames, and the air spinning frames, in which an abnormality has occurred, based on the first quality data, the second quality data, and the third quality data.
- this textile processing system also, as with the above-described textile processing method, when the yarn produced in the air spinning frame is defective, the raw material and the machine of each process having the abnormality are identified based on the first quality data, the second quality data, and the third quality data. Accordingly, it is possible to learn the abnormality of the raw material, the carding machine, the drawing frame, and the air spinning frame.
- a textile processing program causes a computer to execute, in a textile processing system including one or more of carding machines configured to produce a fiber bundle, one or more of drawing frames configured to draw the fiber bundle produced in the carding machine, one or more of air spinning frames configured to produce yarn by spinning the fiber bundle drawn in the drawing frame, a first quality data acquisition unit configured to acquire first quality data concerning quality of the produced fiber bundle, a second quality data acquisition unit configured to acquire second quality data concerning quality of the drawn fiber bundle, and a third quality data acquisition unit configured to acquire third quality data concerning quality of the produced yarn, an abnormality identifying process in which when the yarn produced in the air spinning frame is defective, at least one from among raw material, the carding machines, the drawing frames, and the air spinning frames, in which an abnormality has occurred, is identified based on the first quality data, the second quality data, and the third quality data.
- this textile processing program also, as with the above-described textile processing method, when the yarn produced in the air spinning frame is defective, the raw material and the machine of each process having the abnormality are identified, based on the first quality data, the second quality data, and the third quality data. This makes it possible to learn the abnormality of the raw material, the carding machine, the drawing frame, and the air spinning frame.
- a textile processing system 1 includes a plurality of carding machines 10, a plurality of drawing frames 30, a plurality of air spinning frames 50, and a controller 70.
- the carding machine 10 cards a lap produced by an opening and blowing machine in a preceding process (upstream process) of a carding process, and produces a fiber bundle.
- the carding machine 10 separates fibers by combing the sheet-shaped lap, and removes dust, short fibers, and the like that are contained in the lap. Thereafter, the carding machine 10 collects the fibers remained after removing the dust and the short fibers by arranging the fibers in parallel, and produces a rope-like fiber bundle (carded slivers) .
- the carding machine 10 includes a drafting device. The drafting device is provided on the downstream side of the carding machine 10 and drafts (draws) the produced fiber bundle.
- the drafting device separates fibers of the fiber bundle and improves the parallelism of the fiber bundle.
- the carding machine 10 accommodates the fiber bundle drafted in the drafting device into a can (for example, a cylindrical container).
- the fiber bundle drafted in the drafting device of the carding machine 10 is, in a state of being accommodated into the can, transported to a subsequent process.
- the drawing frame 30 draws the fiber bundle produced in the carding machine 10. For example, the drawing frame 30 drafts six or eight fiber bundles together by six-times or eight-times, and eliminates unevenness of thickness in the fiber bundles by straightening the fibers.
- the drawing frame 30 accommodates the drawn fiber bundle into a can.
- the fiber bundle drawn in the drawing frame 30 is, in a state of being accommodated into the can, transported to a subsequent process.
- the air spinning frame 50 produces yarn by spinning the fiber bundle drawn in the drawing frame 30.
- the air spinning frame 50 produces yarn by twisting the fiber bundle drawn in the drawing frame 30 and forms a package by winding the yarn.
- the air spinning frame 50 is an air-jet spinning machine or an open-end spinning machine, for example.
- the air-jet spinning machine produces yarn by twisting a fiber bundle by a swirl airflow.
- the air spinning frame 50 may draft the fiber bundle by a drafting unit having a plurality of drafting roller pairs.
- the open-end spinning machine separates fibers of a fiber bundle by a combing roller or an airflow, and thereafter produces yarn by twisting the fibers while collecting the fibers again.
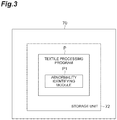
- the controller 70 is a computer including a processor (for example, a central processing unit (CPU)) that executes an operating system, application programs, and the like, a storage unit 72 (see FIG. 3 ) composed of a read only memory (ROM), a random-access memory (RAM), a hard disk, and the like, and a communication controller composed of a network card or a wireless communications module.
- a processor for example, a central processing unit (CPU)
- ROM read only memory
- RAM random-access memory
- hard disk a hard disk, and the like
- a communication controller composed of a network card or a wireless communications module.
- the controller 70 is a host controller configured to manage or control the entire textile processing system 1.
- the controller 70 is a central management computer of a textile mill in which the textile processing system 1 is disposed.
- the controller 70 performs communication with the carding machines 10, the drawing frames 30, and the air spinning frames 50, and manages or controls the carding machines 10, the drawing frames 30, and the air spinning frames 50.
- the controller 70 may be composed of a single device or may be composed of a plurality of devices. When the controller 70 is made up of multiple devices, a single controller 70 is logically constructed as the multiple devices are connected via a communication network such as the Internet or an intranet.
- a textile processing method including a carding process of producing a fiber bundle from raw material by using the carding machine 10, a drawing process of drawing the fiber bundle produced in the carding process by using the drawing frame 30, and a break spinning process of producing yarn by spinning the fiber bundle drawn in the drawing process by using the air spinning frame 50.
- the fiber bundle that is produced in the carding machine 10 and supplied to the air spinning frame 50 passes through the drawing frame 30 only once (a single pass) .
- the fiber bundles produced in two carding machines 10 are supplied to a single drawing frame 30, and the fiber bundles drawn in the single drawing frame 30 are supplied to two air spinning frames 50.
- the textile processing system 1 may include a sliver lap machine that performs a sliver lap process and a comber that performs a combing process.
- the textile processing method includes the sliver lap process and the combing process .
- a sliver lap is produced by winding 18 to 24 rope-like fiber bundles produced in the carding machine 10 into a single sheet shape.
- the combing process by combing the sliver lap produced in the sliver lap machine, dusts and short fibers are removed, and by arranging fibers remaining after removal in parallel, an even (uniform) fiber bundle is produced.
- the fiber bundle produced in the combing process is supplied to the drawing frame 30.
- the textile processing system 1 may include, in place of the air spinning frame 50, a roving frame that performs a roving process, a ring spinning frame that performs a spinning process, and an automatic winder that performs a rewinding process.
- the textile processing method includes the roving process, the spinning process, and the rewinding process, in place of the break spinning process.
- roving process by using the roving frame, roved yarn is produced from the fiber bundle drawn in the drawing process.
- the spinning process by using the ring spinning frame, yarn is produced from the roved yarn produced in the roving process.
- a package is formed by winding the yarn produced in the spinning process by the automatic winder.
- the carding machine 10 may include no drafting device.
- the textile processing system 1 is of a one-pass configuration for which the fiber bundle passes through the drawing frame 30 only once, but it may be of a two-pass configuration for which the fiber bundle passes through the drawing frame 30 twice, or may be of a three or more pass configuration for which the fiber bundle passes through the drawing frame 30 three or more times.
- the textile processing system 1 includes a first quality data acquisition unit 11 configured to acquire first quality data concerning the quality of the produced fiber bundle.
- the first quality data includes data concerning a number of neps contained in a fiber bundle and data concerning the thickness of the fiber bundle.
- the first quality data acquisition unit 11 is a sensor provided on the downstream side of the carding machine 10.
- various known sensors can be used.
- the first quality data acquisition unit 11 needs to acquire only one of the data concerning the nep of the fiber bundle or the data concerning the thickness of the fiber bundle.
- the textile processing system 1 includes a second quality data acquisition unit 31 configured to acquire second quality data concerning the quality of the drawn fiber bundle.
- the second quality data includes data concerning the thickness of the fiber bundle.
- the second quality data acquisition unit 31 is a sensor provided on the downstream side of the drawing frame 30.
- various known sensors can be used.
- the textile processing system 1 includes a third quality data acquisition unit 51 configured to acquire third quality data concerning the quality of the produced yarn.
- the third quality data includes data concerning a defect (a slub and/or a nep) of the yarn and data concerning the thickness of the yarn.
- the third quality data acquisition unit 51 is a sensor provided between an air spinning device and a yarn pull-out device (a yarn storage roller or a delivery roller pair) in the air spinning frame 50.
- various known sensors can be used as the third quality data acquisition unit 51.
- the controller 70 includes, as a functional configuration, an abnormality identifying unit 71.
- the abnormality identifying unit 71 performs an abnormality identifying process. In the abnormality identifying process, it is first determined whether the yarn produced in the air spinning frame 50 is defective. Whether the yarn produced in the air spinning frame 50 is defective can be determined from the third quality data acquired by the third quality data acquisition unit 51 of the air spinning frame 50. For example, in the abnormality identifying process, in a case of at least either of a case where the number of small defects of the yarn produced in the air spinning frame 50 has increased and a case where the fluctuation in the thickness of the yarn produced in the air spinning frame 50 has occurred, it is determined that said yarn is defective.
- the abnormality identifying process when the yarn produced in the air spinning frame 50 is defective, at least one from among, the raw material, the carding machines 10, the drawing frames 30, and the air spinning frames 50, in which the abnormality has occurred is identified, based on the first quality data, the second quality data, and the third quality data.
- the yarn produced in the air spinning frame 50 when the yarn produced in the air spinning frame 50 is defective, at least one from among the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50, in which the abnormality has occurred is identified, also based on the setting data of the carding machine 10 and the setting data of the drawing frame 30.
- the raw material is the raw material of the yarn that the textile processing system 1 produces.
- the raw material is raw cotton (not limited to cotton) that has been press-packed and conveyed.
- the setting data concerning the setting of the carding machine 10 includes data concerning the setting of a fabrication speed (a production speed) of the fiber bundle and data concerning the setting of a removal amount of neps (snags).
- the setting data concerning the setting of the carding machine 10 can be acquired from said carding machine 10.
- the setting data concerning the setting of the drawing frame 30 includes data concerning the setting of an auto-leveler of the drawing frame 30 and data concerning a drawing speed (a production speed) of the fiber bundle of the drawing frame 30.
- the setting data concerning the setting of the drawing frame 30 can be acquired from said drawing frame 30.
- the auto-leveler is a system that adjusts the drafting speed in the drawing frame 30. Specifically, one roller of a most upstream drafting roller pair of the drawing frame 30 is provided so as to move with respect to the other roller of the drafting roller pair depending on the thickness of the fiber bundle. The thickness of the fiber bundle is detected based on the amount of this displacement. When a thick fiber bundle is inserted, the speed of the most upstream drafting rollers is made fast. When a thin fiber bundle is inserted, the speed of the most upstream drafting rollers is made slow.
- the abnormality identifying process when the yarn produced in the air spinning frame 50 is defective, a cause of the abnormality that has occurred is estimated, based on the first quality data, the second quality data, and the third quality data.
- the cause of the abnormality that has occurred is estimated, also based on the setting data of the carding machine 10 and the setting data of the drawing frame 30.
- the yarn produced in the air spinning frame 50 is defective, an abnormal region and an estimated cause of the abnormality are identified, by using a map M for abnormality identification (see FIG. 4 ) .
- the map M for abnormality identification is stored in the storage unit 72 of the controller 70.
- the controller 70 performs a notification process.
- notification prompting setting adjustment of or maintenance of at least one of the carding machines 10, the drawing frames 30, and the air spinning frames 50 is made.
- the notification is a notice prompting the setting adjustment or the maintenance for eliminating the cause of the abnormality estimated in the abnormality identifying process. Examples of the notification include lighting or flashing of a notifying lamp of at least one of the carding machine 10, the drawing frame 30, and the air spinning frame 50 having the cause of the abnormality.
- a display prompting the setting adjustment of or the maintenance of at least one of the carding machine 10, the drawing frame 30, and the air spinning frame 50 is displayed on a display unit 90.
- the display unit 90 is a monitor of a mobile terminal such as a tablet, for example.
- the display unit 90 is capable of performing communication with the controller 70.
- a first threshold value that is a control limit value of fluctuation in the third quality data and a second threshold value smaller (stricter) than the first threshold value are set.
- the controller 70 when an operator changed the setting data of the carding machine 10, allows inputting of changing the setting data of the carding machine 10 again if the third quality data is greater than the first threshold value, returns the setting data of the carding machine 10 to the setting data that was valid before the latest change if the third quality data is smaller than or equal to the first threshold value and is greater than the second threshold value, and returns the setting data of the carding machine 10 to the setting data that was valid before the initial change if the third quality data is smaller than or equal to the second threshold value (detail will be described later).
- two carding machines 10, a single drawing frame, and two air spinning frames 50 construct a single route group U for which a processing route of the fiber is the same.
- the abnormality identifying process is performed on the route group U to which said air spinning frame 50 belongs. In this case, the abnormality identification on another air spinning frame 50 may be omitted.
- the yarn produced in one air spinning frame 50 is defective, based on the first to the third quality data and the setting data of the carding machines 10 and the drawing frame 30 in the route group U to which said air spinning frame 50 belongs, at least one from among the raw material of the yarn, the air spinning frames 50, the drawing frame 30, and the carding machines 10 in the route group U to which said air spinning frame 50 belongs, in which the abnormality has occurred is identified. That is, when the yarn is defective, at least one from among the raw material of said yarn, the air spinning frame 50 that produced said yarn, the drawing frame 30 that drew the fiber bundle supplied to said air spinning frame 50, and the carding machine 10 that produced the fiber bundle supplied to said drawing frame 30, in which the abnormality has occurred is identified.
- the information on the route group U (correspondence relation of the carding machines 10, the drawing frame 30, and the air spinning frames 50) for which the processing route of fiber is the same is predetermined and stored in the storage unit 72 (see FIG. 3 ) of the controller 70.
- the controller 70 may perform the above-described abnormality identification, also based on the setting data of the air spinning frames 50.
- a textile processing program P is stored in the storage unit 72 of the controller 70.
- the storage unit 72 is a non-transitory computer readable recording medium storing therein the textile processing program P.
- the controller 70 implements the textile processing method by making the processor load and execute the textile processing program P.
- the textile processing program P includes an abnormality identifying module P1.
- the abnormality identifying module P1 makes the controller 70 execute abnormality identifying processing of the above-described abnormality identifying process .
- the textile processing program P may be provided by being permanently recorded on a tangible recording medium such as a CD-ROM, a DVD-ROM, and a semiconductor memory, for example. Alternatively, the textile processing program P may be provided via a communication network as a data signal.
- a fiber bundle is produced from raw material by using the carding machine 10 (a carding process).
- the produced fiber bundle is drawn by using the drawing frame 30 (a drawing process).
- Yarn is produced by spinning the drawn fiber bundle by using the air spinning frame 50 (a break spinning process).
- the first quality data is acquired by the first quality data acquisition unit 11 (a first acquisition process).
- the second quality data is acquired by the second quality data acquisition unit 31 (a second acquisition process).
- the third quality data is acquired by the third quality data acquisition unit 51 (a third acquisition process) .
- an abnormal region in the processing route that said defective yarn passes through is identified (an abnormality identifying process) .
- an abnormality cause may further be estimated.
- the setting data of the carding machine 10 is the setting data of the carding machine 10 in the processing route that said defective yarn has passed through.
- the setting data of the drawing frame 30 is the setting data of the drawing frame 30 in the processing route that said defective yarn has passed through.
- the first quality data is the quality data of the fiber bundle produced by the carding machine 10 in the processing route that said defective yarn has passed through.
- the second quality data is the quality data of the fiber bundle drawn by the drawing frame 30 in the processing route that said defective yarn has passed through.
- the third quality data is the quality data of said defective yarn.
- the setting data of the carding machine 10 includes the production speed of a fiber bundle and a removal amount of neps from the fiber bundle.
- the first quality data includes the number of neps contained in a fiber bundle and the fluctuation in the thickness of the fiber bundle that are detected by the sensor of the carding machine 10.
- the setting data of the drawing frame 30 includes a drawing speed of the fiber bundle and information on presence or absence of change in the setting of the auto-leveler.
- the setting data of the drawing frame 30 may also include a gauge of drafting rollers (a distance between a plurality of drafting rollers in the drafting direction) and/or a drafting ratio (a ratio of circumferential speed of the drafting rollers in the drafting direction) .
- the second quality data includes the fluctuation in the thickness of the fiber bundle detected by the sensor of the drawing frame 30.
- the third quality data includes the number of small defects of the yarn and the fluctuation in the thickness of the yarn that are detected by the sensor of the air spinning frame 50.
- "increase” and “changed” mean change of a value equal to or greater than a prescribed value that is predetermined.
- “-" means that there is no change (no fluctuation with respect to a prescribed value that is predetermined) .
- "changed to reduction setting" of the nep removal amount means at least one of widening the distance between a main cylinder and a top flat of the carding machine 10, widening the distance between the main cylinder and a stationary flat, and adjusting the angle of a mote knife (narrowing the size of a suction opening).
- the wire (teeth) of the carding machine 10 is a large number of pyramid-shaped portions for which the distal end is sharp and which are provided on the outer circumferential surface of the main cylinder.
- a doffer unit of the carding machine 10 is a device that guides the fiber bundle from the main cylinder toward the drafting device or a can.
- a state of the drafting device of the drawing frame 30 being inappropriate is a state in which the drafting ratio and/or the gauge of drafting rollers are inappropriate.
- Overall drafting unit abnormality of the air spinning frame 50 means that there is abnormality somewhere in the overall drafting unit excluding a front top roller (the gauge of drafting rollers and/or deposition of fluff, for example).
- the abnormality identifying process when the number of neps contained in the fiber bundle detected by the sensor of the carding machine 10 increases, the fluctuation in the number of small defects of and the thickness of the yarn that are detected by the sensor of the air spinning frame 50 occurs, and there is no fluctuation in the data other than the foregoing, it is identified that the abnormal region is the raw material, and the cause of the abnormality is estimated to be the deterioration in raw material quality. Specifically, it is the abnormality in the raw material of the fiber bundle before being processed in the carding machine 10, or even when there is no abnormality in the raw material of said fiber bundle, it is the abnormality in management of the temperature and/or the humidity of said fiber bundle, for example.
- the abnormal region is the carding machine 10
- the cause of the abnormality is estimated to be the abrasion of the wire.
- an abnormality lamp provided near the main cylinder in which the abrasion of the wire has occurred may be controlled to light or flash, or a message that prompts the maintenance of the wire (polishing or replacing by the operator) may be displayed on the display unit 90.
- the wire may be polished by the polishing device.
- the abnormality identifying process when the fluctuation in the thickness of the fiber bundle detected by the sensor of the carding machine 10 occurs, the fluctuation in the thickness of the fiber bundle detected by the sensor of the drawing frame 30 occurs, the thickness of the yarn that is detected by the sensor of the air spinning frame 50 increases, and there is no fluctuation in the data other than the foregoing, it is identified that the abnormal region is the carding machine 10, and the cause of the abnormality is estimated to be the abnormality of the doffer unit.
- an abnormality lamp provided to the drafting unit of the drawing frame 30 may be controlled to light or flash, or a message that prompts, for example, the maintenance of the drafting unit (cleaning or the like by the operator) or the adjustment of the drafting ratio and/or the gauge may be displayed on the display unit 90.
- the abnormality identifying process when the setting of the production speed of the carding machine 10 is changed to be faster, the number of neps contained in the fiber bundle detected by the sensor of the carding machine 10 increases, the fluctuation in the number of small defects of and the thickness of the yarn that are detected by the sensor of the air spinning frame 50 occurs, and there is no fluctuation in the data other than the foregoing, it is identified that the abnormal region is the carding machine 10, and the cause of the abnormality is estimated to be the reduction of the nep removal.
- the abnormality identifying process when the setting of the production speed of the carding machine 10 is changed to be faster, the fluctuation in the thickness of the fiber bundle detected by the sensor of the carding machine 10 occurs, the fluctuation in the thickness of the fiber bundle detected by the sensor of the drawing frame 30 occurs, the number of small defects of the yarn that are detected by the sensor of the air spinning frame 50 increases, and there is no fluctuation in the data other than the foregoing, it is identified that the abnormal region is the carding machine 10, and the cause of the abnormality is estimated to be the abnormality of the drafting device. In this case, in the later-described notification process, a message that prompts returning the drafting speed of the drafting device of the carding machine 10 to the previous setting may be displayed on the display unit 90.
- the abnormality identifying process when the setting of the nep removal amount of the carding machine 10 is changed to the reduction setting, the number of neps contained in the fiber bundle detected by the sensor of the carding machine 10 increases, the fluctuation in the number of small defects of and the thickness of the yarn that are detected by the sensor of the air spinning frame 50 occurs, and there is no fluctuation in the data other than the foregoing, it is identified that the abnormal region is the carding machine 10, and the cause of the abnormality is estimated to be the reduction of the nep removal amount.
- the display unit 90 may be controlled to display a message that prompts at least one of changing the setting to increase the production speed, widening the distance between the main cylinder and the top flat of the carding machine 10, widening the distance between the main cylinder and the stationary flat, and adjusting the angle of the mote knife.
- the display unit 90 is controlled to display a message that prompts changing the drafting ratio and/or the gauge of the drafting rollers.
- the display unit 90 is controlled to display a message that prompts the adjustment of the setting of the auto-leveler.
- the abnormality identifying process when the fluctuation in the number of small defects of and the thickness of the yarn that are detected by the sensor of the air spinning frame 50 occurs and there is no fluctuation in the data other than that, it is identified that the abnormal region is the air spinning frame 50, and the cause of abnormality is estimated to be the abnormality of the overall drafting unit of the air spinning frame 50.
- the fact that there is abnormality somewhere in the overall drafting unit excluding the front top roller may be displayed on the display unit 90. More specifically, a message that prompts the cleaning of the drafting unit may be displayed on the display unit 90.
- the abnormality identifying process when the number of small defects of the yarn that are detected by the sensor of the air spinning frame 50 increases and there is no fluctuation in the data other than that, it is identified that the abnormal region is the air spinning frame 50, and the cause of the abnormality is estimated to be the abnormality of the front top roller of the air spinning frame 50.
- a message that prompts the maintenance (polishing of the front top roller by the operator) of or the replacement of the front top roller may be displayed on the display unit 90.
- the abnormality identifying process when the fluctuation in the yarn that is detected by the sensor of the air spinning frame 50 occurs and there is no fluctuation in the data other than that, it is identified that the abnormal region is the air spinning frame 50, and the cause of abnormality is estimated to be the abnormality of the overall drafting unit of the air spinning frame 50.
- the fact that there is abnormality somewhere in the overall drafting unit excluding the front top roller may be displayed on the display unit 90. More specifically, a message that prompts the cleaning of the drafting unit may be displayed on the display unit 90.
- the controller 70 controls the display unit 90 to display various pieces of information prompting the setting adjustment or the maintenance.
- the optimal setting of the preceding process may be investigated. That is, the operator first sets, via an operation input unit of the controller 70, the first threshold value that is a control limit value of fluctuation in the third quality data, and the second threshold value that is smaller than the first threshold value (a first process) . The operator changes, via the operation input unit of the carding machine 10 or the controller 70, the setting data of the carding machine 10 (a second process).
- the processing is returned to the second process.
- the controller 70 returns the setting data of the carding machine 10 to the setting data that was valid before the latest second process.
- the controller 70 returns the setting data of the carding machine 10 to the setting data that was valid before the initial second process (a third process).
- the operator may perform all of the processing manually, or the controller 70 may perform all of the processing automatically.
- the operator may perform a part of the processing of the first process, the second process, and the third process manually and the controller 70 may perform the other of the processing of the first process, the second process, and the third process automatically.
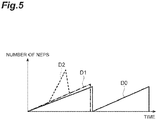
- the abnormal region is the raw material and the cause of the abnormality has been estimated to be the deterioration in raw material quality, or it has been identified that the abnormal region is the carding machine 10 and the cause of the abnormality has been estimated to be the abrasion of the wire.
- the number of neps increases in accordance with the maintenance period of the carding machine 10. Because the data D1 substantially lies along the fluctuation trend DO of the number of neps, there is no problem with the raw material quality, and it can be identified that the abrasion of the wire of the carding machine 10 is the cause. Because the data D2 is drastically deviated from the fluctuation trend D0, it can be identified that the raw material itself has a problem.
- the textile processing system 1, and the textile processing program P when the yarn produced in the air spinning frame 50 is defective, the raw material and the machine of each process (the carding process, the drawing process, and break spinning process) having abnormality are accurately identified, based on the first quality data, the second quality data, and the third quality data.
- the abnormality of the raw material and of the machine of each process this is because the correlation is found with the relation of the quality data that is acquired in association with each process. Accordingly, in the textile processing method, the textile processing system 1, and the textile processing program P, it is possible to learn the abnormality of the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50.
- the textile processing system 1, and the textile processing program P when the yarn produced in the air spinning frame 50 is defective, at least one from among the raw material of said yarn, the air spinning frame 50 that produced said yarn, the drawing frame 30 that drew the fiber bundle supplied to said air spinning frame 50, and the carding machine 10 that produced the fiber bundle supplied to said drawing frame 30, in which the abnormality has occurred is identified. Accordingly, it is possible to learn the abnormality of the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50 in the processing route involved with the production of the defective yarn.
- the textile processing system 1, and the textile processing program P when the yarn produced in the air spinning frame 50 is defective, a cause of the abnormality that occurred is estimated, based on the first quality data, the second quality data, and the third quality data. In this case, it is also possible to learn the specific cause of the abnormality in the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50.
- the first quality data is the data concerning the number of neps contained in the fiber bundle and the thickness of the fiber bundle
- the second quality data is the data concerning the thickness of the fiber bundle
- the third quality data is the data concerning the defect of and the thickness of the yarn.
- the first quality data needs to be the data concerning at least only one of the number of neps contained in the fiber bundle or the thickness of the fiber bundle.
- the third quality data needs to be the data concerning at least only one of the defect of or the thickness of the yarn.
- the textile processing system 1, and the textile processing program P when the yarn produced in the air spinning frame 50 is defective, at least one from among the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50, in which the abnormality has occurred is identified, also based on the setting data of the carding machine 10 and the setting data of the drawing frame 30.
- the correlation is found with the relation of each setting data of the carding machine 10 and the drawing frame 30, in addition to the relation of the quality data acquired in association with each process. Accordingly, by being further based on the setting data of the carding machine 10 and the setting data of the drawing frame 30, it is possible to accurately learn the abnormality of the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50.
- the setting data of the carding machine 10 is the data concerning the setting of the production speed of the fiber bundle and the removal amount of neps from the fiber bundle.
- the setting data of the drawing frame 30 is the data concerning the setting of the auto-leveler and the drawing speed of the fiber bundle of the drawing frame 30. In this case, it is possible to learn the abnormality of the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50.
- the setting data of the carding machine 10 needs to be the data concerning at least only one of the production speed of the fiber bundle or the removal amount of neps from the fiber bundle.
- the setting data of the drawing frame 30 needs to be the data concerning the setting of at least only one of the auto-leveler of the drawing frame 30 or the drawing speed of the fiber bundle of the drawing frame 30.
- the textile processing system 1, and the textile processing program P depending on the identification result that has been identified, the notification that prompts the setting adjustment of or the maintenance of at least one of the carding machine 10, the drawing frame 30, and the air spinning frame 50 is made. Accordingly, the operator can act promptly for the abnormality of the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50, for example.
- a display prompting the setting adjustment of or the maintenance of at least one of the carding machine 10, the drawing frame 30, and the air spinning frame 50 is displayed on the display unit 90. Accordingly, the operator can confirm the specific content of the notification prompting the setting adjustment or the maintenance.
- the textile processing method includes the first process of setting the first threshold value and the second threshold value, the second process of changing, after the first process, the setting data of the carding machine 10, and the third process, after the second process, of returning to the second process when the third quality data is greater than the first threshold value, of returning the setting data of the carding machine 10 to the setting data that was valid before the latest second process when the third quality data is smaller than or equal to the first threshold value and is greater than the second threshold value, and of returning the setting data of the carding machine 10 to the setting data that was valid before the initial second process when the third quality data is smaller than or equal to the second threshold value. Accordingly, the desirable setting data of the carding machine 10 can be investigated with the fluctuation in the quality of the yarn produced in the air spinning frame 50 as an indicator.
- the setting data of the drawing frame 30 may be changed, in lieu of or in addition to the setting data of the carding machine 10.
- the production speed of the carding machine 10 is increased, the fiber bundles (carded slivers) waiting for processing in the drawing frame 30 may arise, unless the production speed of the drawing frame 30 is also increased.
- the production speed of the drawing frame 30 is also increased.
- only the production speed of the carding machine 10 may be adjusted or only the production speed of the drawing frame 30 may be adjusted.
- the controller 70 was a central management computer of the textile mill, but the controller 70 may be the control device of the air spinning frame 50, the control device of the drawing frame 30, the control device of the carding machine 10, or a control device of a mobile terminal such as a tablet.
- a single carding machine 10, a single drawing frame, and a single air spinning frame may construct a single route group U for which the processing route of the fiber is the same.
- the textile processing system 1, and the textile processing program P when the yarn produced in the air spinning frame 50 is defective, at least one from among the raw material of said yarn, the single air spinning frame 50 that produced said yarn, the single drawing frame 30 that drew the fiber bundle supplied to said air spinning frame 50, and the single carding machine 10 that produced the fiber bundle supplied to said drawing frame 30, in which the abnormality has occurred is identified. Accordingly, because the number of machines involved with the production of the defective yarn is small, it is possible to accurately learn the abnormality of the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50 in the processing route involved with the production of the defective yarn.
- the information on the route group U for which the processing route of the fiber is the same is stored in the storage unit 72 of the controller 70, and the machine of each process in the same processing route is identified based on said stored information.
- the identification of the machine of each process in the same processing route is not limited to said example, and it only needs to be possible to identify the fiber passed which machine in each process. For example, by using an ID tag or a barcode attached to a can, the cause of the abnormality may be identified.
- the first quality information may be associated with said can and transmitted to the controller 70 to be managed by the controller 70.
- the second quality information may be associated with said can and transmitted to the controller 70 to be managed by the controller 70.
- the third quality data may be average quality data of a plurality of spinning units of the air spinning frame 50, or may be the quality data for each spinning unit (unit of a spindle) .
- the third quality data is the quality data of each spinning unit, in the abnormality identifying process, at least one from among a spinning unit, one or more of the drawing frames 30 that drew the fiber bundle supplied to said spinning unit, and one or more of the carding machines 10 that produced the fiber bundle supplied to said drawing frames 30, in which the abnormality has occurred may be identified.
- a single one from among the raw material, the carding machine 10, the drawing frame 30, and the air spinning frame 50, in which the abnormality has occurred may be identified, or two or more from among the foregoing, in which the abnormality has occurred may be identified.
- a display that prompts the setting adjustment or the maintenance as the notification has been displayed on the display unit 90, but in lieu of or in addition to the display on the display unit 90, it may be displayed on at least one of the display devices that the machines in each process have or on a portable display device. Alternatively, paper on which information on said notification is described may be printed.
- the quality (the first quality data) of the fiber bundle produced in the carding process may be acquired between the carding process and the drawing process by using a measuring instrument.
- the carding machine 10 may be one or more.
- the drawing frame 30 may be one or more.
- the air spinning frame 50 may be one or more. In the abnormality identifying process executed by the abnormality identifying unit 71, it only needs to identify at least one from among the raw material, one or more of the carding machines 10, one or more of the drawing frames 30, and one or more of the air spinning frames 50, in which the abnormality has occurred.
- the controller 70 was the central management computer, but the controller 70 may be the control device of the air spinning frame 50.
- the abnormality identifying unit 71 is included in the control device of the air spinning frame 50, and the abnormality identifying process is executed by the control device of the air spinning frame 50.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Preliminary Treatment Of Fibers (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018119845A JP2020002479A (ja) | 2018-06-25 | 2018-06-25 | 繊維処理方法、繊維処理システム、及び繊維処理プログラム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3587637A1 true EP3587637A1 (de) | 2020-01-01 |
Family
ID=66826902
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19179650.7A Withdrawn EP3587637A1 (de) | 2018-06-25 | 2019-06-12 | Textilverarbeitungsverfahren, textilverarbeitungssystem und textilverarbeitungsprogramm |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3587637A1 (de) |
| JP (1) | JP2020002479A (de) |
| CN (1) | CN110629331A (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3918119B1 (de) | 2019-01-31 | 2023-06-28 | Uster Technologies AG | Optimierung eines spinnprozesses bezüglich fremdmaterialien. |
| IT202200012931A1 (it) * | 2022-06-20 | 2023-12-20 | Btsr Int Spa | Metodo e sistema per identificare una o più macchine tessili in uno stabilimento e per modificare parametri operativi associati alle macchine tessili |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH047269A (ja) | 1990-04-24 | 1992-01-10 | Murata Mach Ltd | 紡績工場における品質管理システム |
| EP3305700A1 (de) * | 2015-06-05 | 2018-04-11 | Murata Machinery, Ltd. | Garnwickelsystem, automatischer wickler, spinnrahmen und garnwickelverfahren |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014009422A (ja) * | 2012-06-29 | 2014-01-20 | Murata Mach Ltd | 繊維機械、及び繊維機械の周期斑検出方法 |
-
2018
- 2018-06-25 JP JP2018119845A patent/JP2020002479A/ja active Pending
-
2019
- 2019-04-24 CN CN201910333597.4A patent/CN110629331A/zh active Pending
- 2019-06-12 EP EP19179650.7A patent/EP3587637A1/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH047269A (ja) | 1990-04-24 | 1992-01-10 | Murata Mach Ltd | 紡績工場における品質管理システム |
| US5381340A (en) * | 1990-04-24 | 1995-01-10 | Murata Kikai Kabushiki Kaisha | Quality control system in a spinning mill |
| EP3305700A1 (de) * | 2015-06-05 | 2018-04-11 | Murata Machinery, Ltd. | Garnwickelsystem, automatischer wickler, spinnrahmen und garnwickelverfahren |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3918119B1 (de) | 2019-01-31 | 2023-06-28 | Uster Technologies AG | Optimierung eines spinnprozesses bezüglich fremdmaterialien. |
| US12043926B2 (en) | 2019-01-31 | 2024-07-23 | Uster Technologies Ag | Optimizing a spinning process with respect to foreign materials |
| IT202200012931A1 (it) * | 2022-06-20 | 2023-12-20 | Btsr Int Spa | Metodo e sistema per identificare una o più macchine tessili in uno stabilimento e per modificare parametri operativi associati alle macchine tessili |
| WO2023248055A1 (en) * | 2022-06-20 | 2023-12-28 | Btsr International S.P.A. | Method and system for identifying one or more textile machines in a plant and editing the operational parameters associated with the textile machines |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110629331A (zh) | 2019-12-31 |
| JP2020002479A (ja) | 2020-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107531444B (zh) | 纱线卷绕系统、自动络纱机、精纺机以及纱线卷绕方法 | |
| CN112111824A (zh) | 光学监测纺织机的方法以及监测装置和计算机程序 | |
| CN116507908B (zh) | 检测粗纱缺陷的设备和方法、管理纺纱生产线及其纺纱机的方法 | |
| CN107614406B (zh) | 纱线卷绕系统、自动络纱机、精纺机及纱线卷绕方法 | |
| EP3305953A1 (de) | Garnwickelsystem, spinnmaschine, automatischer wickler und garnwickelverfahren | |
| EP3293295B1 (de) | Messsystem für eine maschine zur verarbeitung eines fasertextilmaterials | |
| CN107539838A (zh) | 监视环锭纺纱机的纺纱工位正确运行的方法 | |
| EP3587637A1 (de) | Textilverarbeitungsverfahren, textilverarbeitungssystem und textilverarbeitungsprogramm | |
| CN110626824B (zh) | 条筒判定装置、纤维处理系统和条筒判定方法 | |
| EP4419743A1 (de) | Elektronische vorrichtung zur einstellung von betriebsparametern einer spulmaschine einer spinnerei und verfahren zur einstellung davon | |
| JP2018177449A (ja) | 管理装置及び糸巻取システム | |
| EP3587636A1 (de) | Verfahren zur erfassung periodischer unebenheiten, textilverarbeitungssystem, spinnmaschine und programm zur erkennung periodischer unebenheiten | |
| CN121444034A (zh) | 用于确定关于纺纱厂的状态信息的纺纱厂的监测设备和监测方法 | |
| CN110629335A (zh) | 异常检测方法、纤维处理系统、纺纱机、存储介质 | |
| EP3686330B1 (de) | Spinnverfahren, spinnmaschine und spinnprogramm | |
| CN112593316B (zh) | 计算装置、空气纺纱机以及纤维屑产生量输出方法 | |
| US20250236994A1 (en) | An electronic device for locating a functional disorder within a spinning and winding section of a spinning mill and a method for locating the same | |
| EP4375405A1 (de) | Vorrichtung und verfahren zum ermitteln einer ursache einer fehlfunktion bei einer mehrzahl von textilmaschinen | |
| WO2024126031A1 (en) | A method of controlling the technological process of yarn manufacturing on a spinning machine, a spinning machine for performing the method, a computer program for performing the method on the spinning machine and a computer-readable medium with the computer program | |
| CN118547408A (zh) | 针对异物优化纺纱过程 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200113 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 18W | Application withdrawn |
Effective date: 20210312 |