EP3612054B1 - Verfahren und vorrichtung zum herstellen von buersten - Google Patents
Verfahren und vorrichtung zum herstellen von buersten Download PDFInfo
- Publication number
- EP3612054B1 EP3612054B1 EP18718127.6A EP18718127A EP3612054B1 EP 3612054 B1 EP3612054 B1 EP 3612054B1 EP 18718127 A EP18718127 A EP 18718127A EP 3612054 B1 EP3612054 B1 EP 3612054B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- chain
- processing station
- processing
- tool
- bristle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/06—Machines for both drilling bodies and inserting bristles
- A46D3/065—Machines for both drilling bodies and inserting bristles of the belt or chain type
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/04—Machines for inserting or fixing bristles in bodies
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/08—Parts of brush-making machines
- A46D3/087—Holders or supports for brush bodies
Definitions
- the invention relates to a method and a device for producing brushes which have a bristle carrier in which one or more bristles are fixed.
- Such a device is, for example, from DE 196 34 278 A1 or the EP 0 563 419 B1 known. What these known methods and devices have in common is that the bristle carriers are moved along a revolving path on holders that are fastened to chain links of an endless chain. One or more processing stations are present along this path, through which the bristle carriers are transported and processed along the way. Such processing stations include, for example, stuffing, cutting off bristles or rounding off bristles. However, this list is not final.
- the bristle carriers are clocked into the processing stations step by step and then guided out of the processing station again via the chain in the direction of the next processing station. In the processing station, the bristle carriers usually have to be aligned in two directions that intersect if this alignment does not take place by aligning the processing tool.
- tamping station in which a tamping tool is moved along a linear or slightly curved path with individual bristles or bristle tufts against the bristle carrier in order to push the bristle or bristle tuft into corresponding openings in the bristle carrier.
- the bristle heads are realigned in two directions in order to align a free opening with the tamping tool. There are several options for this alignment.
- the DE 196 34 278 A1 proposes bringing about the orientation in the direction of rotation by moving the chain links and the orientation at right angles thereto by a relative movement of the holder on the associated chain links.
- the holders have a longitudinal guide transverse to the direction of rotation, in which the holders are moved.
- a brush manufacturing machine which has a spatially curved guide track in several directions. Corresponding curves run vertically but also horizontally in order to make the overall length of the brush manufacturing machine as small as possible and the transport device as compact as possible.
- a chain consisting of several chain elements is guided in the guide track, on which holders for brush bodies are attached.
- the individual chain links are connected to each other via a cardan joint in order to enable the relative movement of the chain links in many spatial directions.
- the DE 10 2013 103 903 A1 also relates to a brush manufacturing machine having a track along which brush bodies are moved. Segments can be decoupled from the guide track relative to the rest of the guide track in order to move holders for brush bodies, which are moved along this guide track, in different directions during the tamping process.
- the object of the invention is to develop a method and a device that allow a simple, inexpensive construction of the device, with the method being reliable and simple.
- the holder on which the processing is currently taking place is not decoupled from the chain link in any direction, nor is the chain link to be aligned decoupled from the rest of the chain. Rather, the entire chain link located in the processing station, including adjacent chain links, is aligned so that less effort is required for positioning the bristle carrier in the processing station.
- the chain and holder can be designed simply. Individual guides between the chain link, holder and/or bristle carrier are no longer necessary.
- the processing tool can carry out several processing actions in which the bristle carrier to be processed is positioned differently from the processing tool, the different positions being approached by the positioning device by moving the chain link in two directions.
- An example of such a processing tool is a tamping tool with individual tamping strokes between which the bristle carrier has to be repositioned.
- the chain In order to align the bristle carrier in the processing station in a direction transverse to the direction of rotation of the chain, the chain is moved laterally over several chain links, beginning in front of the processing station pivoted. In order to realize the movement transverse to the direction of rotation, not only the chain link, which is located in the processing station, is moved laterally, but rather an entire section of the chain is pivoted laterally, so that the mobility of individual chain links relative to each other must be less than in the case that only the chain link located in the processing station is moved laterally to the rest of the chain.
- the chain can be folded in sections before and/or after the processing station to produce an excess chain length. When aligning the chain link in the direction of rotation, the folding is then enlarged and/or reduced. If the endless chain were tensioned between two sprockets, resulting in a kind of oval, all chain links of the chain would have to be moved as well for the rapid movement in the direction of rotation of the chain link in the processing station, since the chain is tensioned. On the one hand, this is disadvantageous due to the inertial mass of the entire chain and, moreover, the entire chain would be moved back and forth permanently in the direction of rotation, so that a separate alignment of the chain in another processing station would no longer be possible.
- the processing station is in particular a tamping station in which a tamping tool pushes at least one bristle, in particular several tufts of bristles, into associated openings in the bristle carrier.
- the bristle carrier is then positioned between the individual stuffing strokes by aligning the chain link.
- the tufting tool can only be moved back and forth against the bristle carrier along a fixed path of movement. This means the tamping tool itself is not oriented in multiple directions. Rather, the alignment takes place via the bristle carrier.
- the bristle carrier is shifted laterally between the individual movement cycles by the positioning device in order to align another opening for stuffing with the stuffing tool.
- the object mentioned above is also achieved by a device for producing brushes which have a bristle carrier in which one or more bristles are fixed.
- the device according to the invention comprises a revolving, endless chain with individual chain links pivotably attached to one another, on which holders for holding bristle carriers are provided, at least one processing station for carrying out at least one manufacturing step of the brush along the chain, with a processing tool for the bristle carrier in the processing station is available.
- the device comprises a positioning device in the processing station, which is coupled to the chain link located in the processing station.
- the positioning device can align the chain link in at least two intersecting directions, with the positioning device and the processing tool being controlled in such a way that the positioning device aligns the chain link and thus the bristle base to be processed relative to the processing tool for the subsequent processing step before processing.
- the device according to the invention is intended in particular for carrying out the method according to the invention and provides that the positioning device aligns the chain link in two directions and not just the holder on the chain link. After the adjacent chain links are coupled unchanged to the chain link to be aligned, the adjacent chain links are also moved when aligning the chain link located in the processing station.
- the chain is preferably mounted in such a way that it can pivot several chain links laterally in front of the processing station in a direction transverse to the direction of rotation of the chain.
- the chain has a track guide, the track guide having a rigid portion over which the chain is laterally positioned remote from the work station.
- the chain is laterally movable, in particular pivotable, between the rigid section and the processing station.
- the chain should therefore not be laterally shifted and pivoted over a large part of the chain length, but only in a relatively short section in front of the machining tool.
- the chain is precisely guided laterally, so that the holders are fitted with the bristle carriers here, for example or the bristle bases can be removed from the holders or other processing operations can be carried out, such as rounding off or cutting the bristle ends.
- Exact alignment of the movable part of the chain can be facilitated by the web guide having a pivoting section between the rigid section and the processing station, in which the chain is held transversely to the direction of rotation and is movable together with the pivoting section.
- This pivotable section of the track guide relieves the joints between adjacent chain links.
- the pivotable section is moved passively laterally, possibly also in the second direction.
- the processing station can be a tamping station with a tamping tool, the tamping tool preferably being moved against a sprocket.
- the sprocket can thus directly absorb the forces from the tufting tool, so that the bristle carrier is held stably and the entire holding system is little or not at all flexible.
- the chain runs over at least one sprocket in the processing station.
- the positioning device acts on the sprocket and moves it and thus the chain in two directions. This means that the chain itself is positioned very precisely, because the sprocket engages with the chain in a form-fitting manner.
- the sprocket is in particular a driven sprocket.
- a sprocket can act on opposite outer sides of the chain, with the two sprockets being rotationally coupled to one another. This means that the chain link located in the processing station is held directly on the sprocket at its two outer ends as viewed in the directions of circulation.
- pivotable section of the web guide runs between the rigid section and the positionable chain wheel.
- a simple configuration of the positioning device is an X-Y carriage, which can be a cheap purchased part and, for example, comprises two electric motors, in particular servomotors, that can be moved in two vertical directions.
- the drive of the sprocket is preferably seated on such an X-Y carriage so that the sprocket and drive are moved together.
- a device for manufacturing brushes which comprises a number of stations, namely a feed station 10 for bristle carriers 12 (see FIG figure 2 ), a tamping station 14 with a tamping tool 16 in which the bristle carrier is stuffed with tufts of bristles, a shearing station 18 in which the free ends of the tufts of bristles are cut off, and a subsequent rounding station 20 in which the free ends of the bristle tufts that have been cut are rounded off .
- the processing tools are consequently stuffing tools, cutting tools and rounding tools.
- a removal station 22 is also provided, in which the finished brushes 24 are removed from the device.
- the bristle carriers 12 are transported through the stations and partly in the stations by a driven, revolving, endless chain 26, see FIG figure 2 , with chain links 28 arranged one behind the other and pivotably attached to one another, of which only two chain links are shown in figure 2 are provided with reference symbols.
- Holders 30 are seated on the chain links 28 and have corresponding holding feet or recesses in order to accommodate and fix the bristle carriers 12 .
- the holders 30 can be an integral part of the chain links 28 or, for example, can be fastened to the outside of the chain links 28 by a type of quick-release fastener.
- the attachment of separate holders 30 to the chain links 28 has the advantage that the device can be converted very quickly if other shapes of bristle carriers 12 are to be processed in the device.
- the holders 30 are fixedly mounted on the chain links 28, i. H. they are not slidable relative to their associated chain links 28 on which they are mounted during the process described below.
- the sprocket wheel 32 has two side gears 33 which are fixed to a common drive shaft 35 which in turn is driven by a drive motor 36, in particular in the form of an index motor.
- the chain 26 is held between the gears 33 laterally.
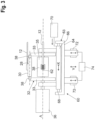
- Adjacent chain links 28, see figure 1 are connected to each other by a joint 38 which protrudes laterally opposite the chain links.
- the gear wheels 33 have recesses 41 on their circumference (see figure 1 ), which receive the joints 38 and thus transport the chain in the direction of rotation U intermittently.
- the chain 26 is guided in a track guide 40 in the area of the joints 38, namely how figure 2 shows, by two lateral, z. B. U-shaped rails 42. Between these rails 42, the chain can at most be minimally moved transversely to the direction of rotation U, so that it is very well guided laterally.
- the web guide 40 has based on the figure 1 upper strand of the chain 26 and for the lower strand in each case a rigid section 44.
- the chain as previously explained, can hardly deviate laterally in order to be guided perfectly in this direction.
- the rigid section 44 does not extend over the entire length between the two sprockets 32, 34, but extends from the sprocket 34 to a point 50 which ends several chain links 28 in front of the sprocket 32.
- a pivotable section 52 of the web guide 40 connects to the respective rigid section 44 for the upper and for the lower run.
- the movable sections 52 can preferably be pivoted via a bearing or joint 54 in the area of the transition to the respective rigid section 44, as indicated by the double arrow in FIG figure 2 shown.
- the respective pivotable section 52 can also be moved minimally in the vertical direction in a pivotable manner about bearing 56 .
- the tamping station 14 which represents a processing station, there is a positioning device 60 (see figure 3 ) available, via which the chain wheel 32 can be adjusted in two mutually perpendicular directions X and Y.
- the X direction is the direction transverse to the circumferential direction U and the Y direction is perpendicular thereto and preferably vertical.
- the chain is moved from the point 50 together with the pivotable section 52 of the web guide to open openings 62 (see Fig figure 3 ) in the bristle carrier 12, which is about to be stuffed with tufts of bristles, in this direction to the stuffing tool 16.
- the tamping tool 16 can only perform a reciprocating infeed movement in the Z direction (see figure 2 ).
- Axis Z is oriented to intersect central axis A of drive shaft 35 (see Fig figure 3 ).
- the drive motor 36 together with the chain wheel 32 is seated on an XY carriage 63 which has a base 64 on which is seated a carriage 66 which is movable along a guide 68 in the X direction by a motor 70, in particular a servo motor.
- the base 64 can be aligned vertically via guides 72 thereover.
- a drive motor 74 then moves the base 64 vertically in the Y direction.
- Motor 74 is also preferably a servo motor.
- the movement of the bristle carrier 12 in the Y-direction can also be effected by the motor 36 of the chain, in which case, however, it is then necessary for the chain to be accommodated between the gear wheels 33 without play.
- the guides 72 and the motor 74 are omitted.
- the chain 26 can optionally be folded, for example, shortly before and after the chain wheel 32, i.e. both on the upper and on the lower strand, as in Figure 1a , shown above.
- the fold bears the reference number 78.
- This additional length of the chain 26 gained by the fold 78 allows it to be moved more easily in the Y-direction by the positioning device and is decoupled from the rest of the chain in this area.
- the fold can be produced, for example, by an additional chain wheel 80 which begins after the pivotable section 52 of the web guide 40 .
- the fold can be outwards, as in Figure 1a , run or inwards towards the other strand.
- the bristle carriers 12 are slipped onto the corresponding holders 30 so that they sit on the holders 30 without play, with the openings 62, for example previously produced, pointing upwards.
- the chain 26 is driven by the motor 36 in a fixed cycle.
- a bristle carrier 12 As soon as a bristle carrier 12 has reached the tufting station 14, it is tufted with a plurality of tufts of bristles by the tufting tool 16, with figure 2 corresponding magazines 84 with differently colored bristles are shown, as is a so-called tuft separator 86.
- the tufting tool 16 can be a conventional tufting tool, which is moved back and forth along the Z direction or along a trajectory and always picks up a tuft of bristles and places it in the corresponding opening 62, which is aligned straight towards the tamping tool 16. It can be stuffed with or without an anchor.
- the positioning device 60 is used to align the bristle carrier 12 to be processed in the X and Y directions during the individual tufting strokes.
- the corresponding bristle carrier is then indexed further until it comes to the shearing station 18 where the bristle ends are trimmed and then rounded off in the rounding station 20 .
- the stations 18 and 20 can also be omitted if, for example, the bristles are not fixed in the corresponding opening 62 by an anchor, but their ends are first fused by heating in order to then be overmoulded.
- holders 30 for several bristle carriers 12 can be used on individual chain links 28 .
- a chain link 28 located in the tufting station 14 is positioned in the device in the X and Y directions, and the holder 30 is thus positioned on this chain link 28 together with the bristle carrier(s) 12 located thereon for processing positioned.
- the point 50 is about one meter away from the chain wheel 32.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Brushes (AREA)
- Physical Water Treatments (AREA)
- Seasonings (AREA)
- Distillation Of Fermentation Liquor, Processing Of Alcohols, Vinegar And Beer (AREA)
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Herstellen von Bürsten, die einen Borstenträger aufweisen, in welchem eine oder mehrere Borsten fixiert sind.
- Eine solche Vorrichtung ist beispielsweise aus der
DE 196 34 278 A1 oder derEP 0 563 419 B1 bekannt. Diesen bekannten Verfahren und Vorrichtungen ist gemeinsam, dass die Borstenträger auf Haltern, die an Kettengliedern einer endlosen Kette befestigt werden, längs einer umlaufenden Bahn bewegt werden. Entlang dieser Bahn sind eine oder mehrere Bearbeitungsstationen vorhanden, durch die die Borstenträger hindurchtransportiert werden und auf dem Weg dabei bearbeitet werden. Solche Bearbeitungsstationen umfassen beispielsweise das Stopfen, das Abschneiden von Borsten oder das Abrunden von Borsten. Diese Aufzählung ist jedoch nicht abschließend. Die Borstenträger werden schrittweise in die Bearbeitungsstationen getaktet und über die Kette dann wieder aus der Bearbeitungsstation heraus in Richtung zur nächsten Bearbeitungsstation geführt. In der Bearbeitungsstation müssen die Borstenträger üblicherweise in zwei Richtungen, die sich schneiden, ausgerichtet werden, wenn diese Ausrichtung nicht durch Ausrichten des Bearbeitungswerkzeugs erfolgt. - Ein Beispiel hierfür ist die sogenannte Stopfstation, in der ein Stopfwerkzeug längs einer linearen oder leicht bogenförmigen Bahn mit einzelnen Borsten oder Borstenbüscheln gegen den Borstenträger bewegt wird, um die Borste oder das Borstenbüschel in entsprechende Öffnungen im Borstenträger einzustoßen. Zwischen den einzelnen Stoßbewegungen werden die Borstenträger in zwei Richtungen neu ausgerichtet, um eine freie Öffnung zum Stopfwerkzeug auszurichten. Für diese Ausrichtung gibt es mehrere Möglichkeiten.
- Die
DE 196 34 278 A1 schlägt vor, die Ausrichtung in Umlaufrichtung durch Verschieben der Kettenglieder herbeizuführen und die Ausrichtung rechtwinklig hierzu durch eine Relativbewegung der Halter auf den zugeordneten Kettengliedern. Hierzu haben die Halter quer zu der Umlaufrichtung eine Längsführung, in welcher die Halter bewegt werden. - Andere Optionen sehen vor, die Halter vom Kettenglied komplett zu entkoppeln, um die Verschiebung in den beiden Richtungen zu ermöglichen. Die beiden Richtungen können eine Ebene aufspannen, aber auch eine Oberfläche eines Zylinders definieren.
- Aus der
DE 10 2015 008 583 B3 ist eine Bürstenherstellungsmaschine bekannt, die eine im Raum in mehreren Richtungen gekrümmte Führungsbahn aufweist. Entsprechende Krümmungen verlaufen vertikal aber auch horizontal, um die Gesamtlänge der Bürstenherstellungsmaschine so klein wie möglich und die Transporteinrichtung so kompakt wie möglich zu gestalten. In der Führungsbahn ist eine Kette aus mehreren Kettenelementen geführt, auf der Halter für Bürstenkörper angebracht sind. Die einzelnen Kettenglieder sind über ein Kardangelenk miteinander verbunden, um die Relativbewegung der Kettenglieder in vielen Raumrichtungen zu ermöglichen. - Die
DE 10 2013 103 903 A1 hat ebenfalls eine Bürstenherstellungsmaschine zum Gegenstand, mit einer Führungsbahn, entlang der Bürstenkörper bewegt werden. Aus der Führungsbahn können Segmente gegenüber dem Rest der Führungsbahn ausgekoppelt werden, um Halter für Bürstenkörper, die längs dieser Führungsbahn bewegt werden, beim Stopfvorgang in verschiedenen Richtungen zu bewegen. - Aufgabe der Erfindung ist es, ein Verfahren und eine Vorrichtung zu entwickeln, die einen einfachen, kostengünstigen Aufbau der Vorrichtung erlauben, wobei das Verfahren zuverlässig und einfach sein soll.
- Die Aufgabe wird durch ein Verfahren zum Herstellen von Bürsten gelöst, die einen Borstenträger aufweisen, in welchem eine oder mehrere Borsten fixiert sind und das durch folgende Schritte gekennzeichnet ist:
- Vorsehen einer umlaufenden, endlosen Kette mit einzelnen, schwenkbar aneinander befestigten Kettengliedern, auf denen Halter zum Halten der Borstenträger vorgesehen sind,
- Vorsehen wenigstens einer Bearbeitungsstation zur Durchführung wenigstens eines Herstellungsschrittes der Bürste entlang der Kette, wobei in der Bearbeitungsstation ein Bearbeitungswerkzeug vorhanden ist,
- Vorsehen einer Positioniereinrichtung, mit der die Borstenträger auf ihren zugeordneten Haltern innerhalb der Bearbeitungsstation in wenigstens zwei sich schneidenden Richtungen ausrichtbar sind,
- taktweises Weiterbewegen der Kette mit den Haltern und den darauf befestigten Borstenträgern bis in die Bearbeitungsstation,
- Ausrichten des sich in der Bearbeitungsstation befindlichen Kettenglieds mittels der Positioniereinrichtung in den beiden Richtungen und damit Ausrichtung des Borstenträgers zum Bearbeitungswerkzeug, und
- Durchführung zumindest eines Bearbeitungsschrittes durch das Bearbeitungswerkzeug.
- Beim erfindungsgemäßen Verfahren wird der Halter, an dem die Bearbeitung gerade stattfindet, in keiner Richtung vom Kettenglied entkoppelt oder das auszurichtende Kettenglied vom Rest der Kette. Vielmehr wird das gesamte sich in der Bearbeitungsstation befindliche Kettenglied samt angrenzenden Kettengliedern ausgerichtet, sodass weniger Aufwand für die Positionierung des Borstenträgers in der Bearbeitungsstation erforderlich ist. Zudem können Kette und Halter einfach ausgeführt werden. Einzelne Führungen zwischen Kettenglied, Halter und/oder Borstenträger sind nicht mehr notwendig.
- Das Bearbeitungswerkzeug kann mehrere Bearbeitungsaktionen durchführen, bei denen der zu bearbeitende Borstenträger unterschiedlich zum Bearbeitungswerkzeug positioniert wird, wobei die unterschiedlichen Positionen durch die Positioniereinrichtung mittels Verschieben des Kettengliedes in zwei Richtungen angefahren werden. Ein Beispiel für ein solches Bearbeitungswerkzeug ist ein Stopfwerkzeug mit einzelnen Stopfhüben, zwischen denen der Borstenträger wieder neu positioniert werden muss.
- Zur Ausrichtung des Borstenträgers in der Bearbeitungsstation in einer Richtung quer zur Umlaufrichtung der Kette wird die Kette vor der Bearbeitungsstation beginnend über mehrere Kettenglieder hinweg seitlich verschwenkt. Um die Bewegung quer zur Umlaufrichtung zu realisieren, wird nicht nur das Kettenglied, welches sich in der Bearbeitungsstation befindet, seitlich bewegt, vielmehr wird ein ganzer Abschnitt der Kette seitlich verschwenkt, sodass die Beweglichkeit einzelner Kettenglieder zueinander weniger groß sein muss als im Falle, dass nur das in der Bearbeitungsstation befindliche Kettenglied zum Rest der Kette seitlich bewegt wird.
- Die Kette kann vor und/oder nach der Bearbeitungsstation abschnittsweise zur Erzeugung einer Kettenüberlänge gefaltet werden. Beim Ausrichten des Kettenglieds in Umlaufrichtung wird dann die Faltung vergrößert und/oder verkleinert. Wenn die endlose Kette zwischen zwei Kettenrädern gespannt werden würde, sodass sich eine Art Oval ergibt, müssten für die schnelle Bewegung in Umlaufrichtung des Kettenglieds in der Bearbeitungsstation sämtliche Kettenglieder der Kette, da diese gespannt ist, mitbewegt werden. Dies ist einerseits aufgrund der trägen Masse der gesamten Kette nachteilig und im Übrigen würde die ganze Kette damit permanent in Umlaufrichtung hin- und herbewegt werden, sodass eine separate Ausrichtung der Kette in einer anderen Bearbeitungsstation nicht mehr möglich wäre. Durch eine Art Entkoppelung des Kettenabschnitts, welche in der Bearbeitungsstation ist und noch eines geringen Teils vor und nach der Bearbeitungsstation ist eine Art Pufferlänge in der Kette aufgrund der Faltung vorhanden, die benutzt werden kann, um die Bewegung des Kettenglieds in der Bearbeitungsstation in Umlaufrichtung zu ermöglichen.
- Die Bearbeitungsstation ist insbesondere eine Stopfstation, in der ein Stopfwerkzeug zumindest eine Borste, insbesondere mehrere Borstenbüschel in zugeordnete Öffnungen im Borstenträger einstößt. Zwischen den einzelnen Stopfhüben wird dann der Borstenträger positioniert, indem das Kettenglied ausgerichtet wird.
- Das Stopfwerkzeug kann lediglich längs einer fest vorgegebenen Bewegungsbahn gegen den Borstenträger hin- und herbewegt werden. Das bedeutet, das Stopfwerkzeug selbst wird nicht in mehrere Richtungen ausgerichtet. Die Ausrichtung erfolgt vielmehr über den Borstenträger. Seitlich zwischen den einzelnen Bewegungstakten wird der Borstenträger durch die Positioniereinrichtung verschoben, um eine andere Öffnung zum Bestopfen zum Stopfwerkzeug hin auszurichten.
- Die oben genannte Aufgabe wird auch durch eine Vorrichtung zum Herstellen von Bürsten, die einen Borstenträger aufweisen, in welchem eine oder mehrere Borsten fixiert sind, gelöst. Die erfindungsgemäße Vorrichtung umfasst eine umlaufende, endlose Kette mit einzelnen, schwenkbar aneinander befestigten Kettengliedern, auf denen Halter zum Halten von Borstenträgern vorgesehen sind, wenigstens einer Bearbeitungsstation zur Durchführung wenigstens eines Herstellungsschrittes der Bürste entlang der Kette, wobei in der Bearbeitungsstation ein Bearbeitungswerkzeug für den Borstenträger vorhanden ist. Ferner umfasst die Vorrichtung eine Positioniereinrichtung in der Bearbeitungsstation, die mit dem sich jeweils in der Bearbeitungsstation befindlichen Kettenglied gekoppelt ist. Die Positioniereinrichtung kann das Kettenglied in wenigstens zwei sich schneidenden Richtungen ausrichten, wobei die Positioniereinrichtung und das Bearbeitungswerkzeug so gesteuert sind, dass die Positioniereinrichtung vor der Bearbeitung das Kettenglied und damit den zu bearbeitenden Borstenträger relativ zum Bearbeitungswerkzeug für den darauffolgenden Bearbeitungsschritt ausrichtet. Die erfindungsgemäße Vorrichtung ist insbesondere zur Durchführung des erfindungsgemäßen Verfahrens vorgesehen und sieht vor, dass die Positioniereinrichtung das Kettenglied in zwei Richtungen ausrichtet und nicht nur den Halter auf dem Kettenglied. Nachdem die angrenzenden Kettenglieder unverändert am auszurichtenden Kettenglied angekoppelt sind, werden die angrenzenden Kettenglieder beim Ausrichten des sich in der Bearbeitungsstation befindlichen Kettenglieds mitbewegt.
- Die Kette ist erfindungsgemäß vorzugsweise so gelagert, dass sie in einer Richtung quer zur Umlaufrichtung der Kette mehrere Kettenglieder vor der Bearbeitungsstation seitlich verschwenken kann.
- Die Kette hat insbesondere eine Bahnführung, wobei die Bahnführung einen starren Abschnitt hat, über den die Kette entfernt von der Bearbeitungsstation seitlich positioniert ist. Die Kette ist jedoch zwischen dem starren Abschnitt und der Bearbeitungsstation seitlich beweglich, insbesondere schwenkbar. Die Kette soll also nicht über einen großen Teil der Kettenlänge seitlich verschoben und verschwenkt werden, sondern nur in einem relativ kurzen Abschnitt vor dem Bearbeitungswerkzeug. In angrenzenden Stationen ist die Kette seitlich exakt geführt, sodass hier beispielsweise die Halter mit den Borstenträgern bestückt werden können oder die Borstenträger von den Haltern entnommen werden können oder andere Bearbeitungsvorgänge durchgeführt werden, wie beispielsweise das Abrunden oder Schneiden der Borstenenden.
- Eine exakte Ausrichtung des beweglichen Teils der Kette kann dadurch erleichtert werden, dass die Bahnführung einen schwenkbaren Abschnitt zwischen dem starren Abschnitt und der Bearbeitungsstation hat, in welchem die Kette quer zur Umlaufrichtung gehalten und zusammen mit dem schwenkbaren Abschnitt beweglich ist. Dieser schwenkbare Abschnitt der Bahnführung entlastet die Gelenke zwischen benachbarten Kettengliedern.
- Insbesondere wird der schwenkbare Abschnitt beim Ausrichten des Kettenglieds in der Bearbeitungsstation passiv seitlich mitbewegt, u. U. zusätzlich auch in die zweite Richtung.
- Die Bearbeitungsstation kann eine Stopfstation sein, mit einem Stopfwerkzeug, wobei das Stopfwerkzeug vorzugsweise gegen ein Kettenrad bewegt wird. Das Kettenrad kann damit die Kräfte durch das Stopfwerkzeug unmittelbar aufnehmen, sodass der Borstenträger stabil gehalten ist und das gesamte Haltesystem wenig oder überhaupt nicht nachgiebig ist.
- Die Kette verläuft in der Bearbeitungsstation über zumindest ein Kettenrad. Die Positioniereinrichtung greift am Kettenrad an und verschiebt dieses und damit die Kette in zwei Richtungen. Damit ist die Kette selbst sehr exakt positioniert, denn das Kettenrad greift formschlüssig in die Kette ein.
- Das Kettenrad ist insbesondere ein angetriebenes Kettenrad.
- Es kann an entgegengesetzten Außenseiten der Kette jeweils ein Kettenrad angreifen, wobei die beiden Kettenräder miteinander drehgekoppelt sind. Das bedeutet, das sich in der Bearbeitungsstation befindliche Kettenglied ist auf seinen beiden Umlaufrichtungen gesehen äußeren Enden am Kettenrad unmittelbar gehalten.
- Der schwenkbare Abschnitt der Bahnführung verläuft insbesondere zwischen dem starren Abschnitt und dem positionierbaren Kettenrad.
- Eine einfache Ausgestaltung der Positioniereinrichtung ist ein X-Y-Schlitten, der ein günstiges Zukaufteil sein kann und beispielsweise zwei in zwei senkrechten Richtungen verfahrbare Elektromotoren, insbesondere Servomotoren umfasst.
- Wenn das Kettenrad verstellt wird, sitzt vorzugsweise der Antrieb des Kettenrades auf einem solchen X-Y-Schlitten, sodass Kettenrad und Antrieb gemeinsam bewegt werden.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung und aus den nachfolgenden Zeichnungen, auf die Bezug genommen wird. In den Zeichnungen zeigen:
-
Figur 1 eine schematische Seitenansicht einer Ausführungsform der erfindungsgemäßen Vorrichtung zum Durchführen des erfindungsgemäßen Verfahrens, -
Figur 2 eine Draufsicht auf die Vorrichtung nachFigur 1 , und -
Figur 3 eine Schnittansicht längs der Linie III-III inFigur 1 , die eine Positioniereinrichtung der erfindungsgemäßen Vorrichtung zeigt. - In
Figur 1 ist eine Vorrichtung zum Herstellen von Bürsten dargestellt, die mehrere Stationen umfasst, nämlich eine Zuführstation 10 für Borstenträger 12 (sieheFigur 2 ), eine Stopfstation 14 mit einem Stopfwerkzeug 16, in dem der Borstenträger mit Borstenbüscheln bestopft wird, einer Abscherstation 18, in welcher die freien Enden der Borstenbüschel abgeschnitten werden, und einer anschließenden Abrundstation 20, in der die geschnittenen, freien Enden der Borstenbüschel abgerundet werden. Die Bearbeitungswerkzeuge sind folglich Stopfwerkzeuge, Schneid- und Abrundwerkzeuge. Schließlich ist noch eine Entnahmestation 22 vorgesehen, in welcher die fertigen Bürsten 24 der Vorrichtung entnommen werden. - Der Transport der Borstenträger 12 durch die Stationen und teilweise in den Stationen erfolgt durch eine angetriebene, umlaufende, endlose Kette 26, siehe
Figur 2 , mit hintereinander angeordneten und schwenkbar aneinander befestigten Kettengliedern 28, von denen zur Erhaltung der Übersichtlichkeit nur zwei Kettenglieder inFigur 2 mit Bezugszeichen versehen sind. - Auf den Kettengliedern 28 sitzen Halter 30, die entsprechende Haltefüße oder Ausnehmungen besitzen, um die Borstenträger 12 aufzunehmen und zu fixieren.
- Die Halter 30 können einstückiger Bestandteil der Kettenglieder 28 sein oder aber beispielsweise über eine Art Schnellverschluss an der Außenseite der Kettenglieder 28 befestigt werden. Die Befestigung von separaten Haltern 30 an den Kettengliedern 28 hat den Vorteil, dass die Vorrichtung sehr schnell umrüstbar ist, wenn andere Formen von Borstenträgern 12 in der Vorrichtung bearbeitet werden sollen.
- Die Halter 30 sind fest auf den Kettengliedern 28 angebracht, d. h. sie sind während des nachfolgend beschriebenen Verfahrens nicht gegenüber ihren zugeordneten Kettengliedern 28, auf denen sie befestigt sind, verschieblich.
- Die Kette 26 umfasst zumindest ein angetriebenes Kettenrad 32 sowie ein entgegengesetztes Kettenrad 34, welches ebenfalls angetrieben sein kann, jedoch synchronisiert zum Kettenrad 32.
- In
Figur 3 ist zu sehen, dass das Kettenrad 32, zwei seitliche Zahnräder 33 hat, die an einer gemeinsamen Antriebswelle 35 befestigt sind, die wiederum von einem Antriebsmotor 36, insbesondere in Form eines Index-Motors angetrieben wird. Die Kette 26 ist zwischen den Zahnrädern 33 seitlich gehalten. - Benachbarte Kettenglieder 28, siehe
Figur 1 , sind durch ein Gelenk 38 miteinander verbunden, welches seitlich gegenüber den Kettengliedern vorsteht. Die Zahnräder 33 haben an ihrem Umfang Ausnehmungen 41 (sieheFigur 1 ), die die Gelenke 38 aufnehmen und damit die Kette in Umlaufrichtung U taktweise weitertransportieren. - Die Kette 26 ist in einer Bahnführung 40 im Bereich der Gelenke 38 geführt, und zwar, wie
Figur 2 zeigt, durch zwei seitliche, z. B. U-förmige Schienen 42. Zwischen diesen Schienen 42 kann die Kette quer zur Umlaufrichtung U allenfalls minimal bewegt werden, sodass sie seitlich sehr gut geführt ist. - Die Bahnführung 40 hat für das bezogen auf
Figur 1 obere Trum der Kette 26 sowie für das untere Trum jeweils einen starren Abschnitt 44. In diesen starren Abschnitt 44 kann die Kette, wie zuvor erläutert, seitlich so gut wie nicht ausweichen, um in dieser Richtung perfekt geführt zu sein. Der starre Abschnitt 44 erstreckt sich jedoch nicht auf ganzer Länge zwischen den beiden Kettenrädern 32, 34, sondern erstreckt sich vom Kettenrad 34 bis zu einer Stelle 50, die mehrere Kettenglieder 28 vor dem Kettenrad 32 endet. Zwischen der Stelle 50 und dem Kettenrad 32 schließt für das obere und für das untere Trum ein schwenkbarer Abschnitt 52 der Bahnführung 40 an den jeweiligen starren Abschnitt 44 an. - Wie in
Figur 2 gezeigt sind auch hier die Gelenke 38 in zwei seitlichen U-förmigen Führungen aufgenommen. - Die beweglichen Abschnitte 52 sind vorzugsweise über ein Lager oder Gelenk 54 im Bereich des Übergangs zum jeweiligen starren Abschnitt 44 schwenkbar, wie mit dem Doppelpfeil in
Figur 2 dargestellt. - Zusätzlich kann, dies ist optional zu verstehen, der jeweiligen schwenkbare Abschnitt 52 auch noch um Lager 56 schwenkbar in vertikaler Richtung minimal bewegt werden.
- In der Stopfstation 14, die eine Bearbeitungsstation darstellt, ist eine Positioniereinrichtung 60 (siehe
Figur 3 ) vorhanden, über die das Kettenrad 32 in zwei senkrecht zueinander stehende Richtungen X und Y verstellt werden kann. Die Richtung X ist die Richtung quer zur Umlaufrichtung U, und die Richtung Y ist senkrecht dazu und vorzugsweise vertikal. - Durch Verschieben der Kettenräder 32 samt ihres Motors 36 in X-Richtung wird die Kette ab der Stelle 50 samt des schwenkbaren Abschnitts 52 der Bahnführung bewegt, um Öffnungen 62 (siehe
Figur 3 ) im Borstenträger 12, der gerade mit Borstenbüscheln bestopft werden soll, in dieser Richtung zum Stopfwerkzeug 16 auszurichten. Das Stopfwerkzeug 16 kann nur eine hin- und hergehende Zustellbewegung in Richtung Z (sieheFigur 2 ) vornehmen. Die Achse Z ist so ausgerichtet, dass sie die Mittelachse A der Antriebswelle 35 schneidet (sieheFigur 3 ). - Der Antriebsmotor 36 samt des Kettenrads 32 sitzt auf einem X-Y-Schlitten 63, der einen Sockel 64 aufweist, auf dem ein Schlitten 66 sitzt, der längs einer Führung 68 in X-Richtung durch einen Motor 70, insbesondere einen Servomotor, beweglich ist.
- Der Sockel 64 kann darüber über Führungen 72 vertikal ausgerichtet sein. Ein Antriebsmotor 74 bewegt dann den Sockel 64 vertikal in Y-Richtung. Auch der Motor 74 ist vorzugsweise ein Servomotor.
- Alternativ kann die Bewegung des Borstenträgers 12 in Y-Richtung auch durch den Motor 36 der Kette erfolgen, wobei dann jedoch erforderlich ist, dass die Kette spielfrei zwischen den Zahnrädern 33 aufgenommen ist. In diesem Fall entfallen die Führungen 72 und der Motor 74.
- Um die Beweglichkeit der Kette 26 im Bereich der Positioniereinrichtung 60 in Umlaufrichtung U und in Richtung Y zu optimieren, kann optional die Kette 26 beispielsweise kurz vor und nach dem Kettenrad 32, d. h. sowohl am oberen als auch am unteren Trum gefaltet werden, wie in
Figur 1a , oben, dargestellt. Die Faltung trägt das Bezugszeichen 78. Durch diese durch die Faltung 78 gewonnene zusätzliche Länge der Kette 26 lässt diese sich in Y-Richtung durch die Positioniereinrichtung leichter bewegen und wird in diesem Bereich vom Rest der Kette entkoppelt. Die Faltung kann beispielsweise durch ein zusätzliches Kettenrad 80 erzeugt werden, welches nach dem schwenkbaren Abschnitt 52 der Bahnführung 40 beginnt. Die Faltung kann nach außen, wie inFigur 1a , verlaufen oder auch nach innen zum anderen Trum hin. - Im Folgenden wird das Verfahren zum Herstellen der Bürste anhand der Figuren erläutert.
- In der Zuführstation 10 werden die Borstenträger 12 auf die entsprechenden Halter 30 aufgesteckt, sodass sie auf den Haltern 30 spielfrei sitzen, mit den beispielsweise zuvor erzeugten Öffnungen 62 nach oben. Die Kette 26 wird in einem festen Takt durch den Motor 36 angetrieben. Sobald ein Borstenträger 12 die Stopfstation 14 erreicht hat, wird er durch das Stopfwerkzeug 16 mit mehreren Borstenbüscheln gestopft, wobei in
Figur 2 hierzu entsprechende Magazine 84 mit unterschiedlich farbigen Borsten dargestellt sind, ebenso wie ein sogenannter Büschelvereinzelner 86. Das Stopfwerkzeug 16 kann ein herkömmliches Stopfwerkzeug sein, welches entlang der Richtung Z oder einer Bahnkurve hin- und herbewegt wird und dabei immer ein Borstenbüschel aufnimmt und es in die entsprechende Öffnung 62 führt, die gerade auf das Stopfwerkzeug 16 hin ausgerichtet ist. Es kann hierbei mit oder ohne Anker gestopft werden. - In der Stopfstation 14 wird mittels der Positioniereinrichtung 60 der gerade zu bearbeitende Borstenträger 12 während der einzelnen Stopfhübe in X- und Y-Richtung ausgerichtet.
- Anschließend wird der entsprechende Borstenträger weitergetaktet, bis er in die Abscherstation 18 kommt, wo die Borstenenden beschnitten werden und anschließend in der Abrundstation 20 abgerundet werden. Natürlich können die Stationen 18 und 20 auch entfallen, wenn beispielsweise die Borsten nicht durch einen Anker in der entsprechenden Öffnung 62 befestigt werden, sondern ihre Enden erst durch Erhitzen verschmolzen werden, um anschließend umspritzt zu werden.
- Schließlich werden die fertigen Bürsten 24 in der Entnahmestation 22 den Haltern 30 wieder entnommen.
- Üblicherweise können an einzelnen Kettengliedern 28 Halter 30 für mehrere Borstenträger 12 verwendet werden.
- Wie anhand der Figuren dargestellt, wird in der Vorrichtung ein sich in der Stopfstation 14 befindliches Kettenglied 28 in X- und Y-Richtung positioniert, und damit wird der Halter 30 auf diesem Kettenglied 28 samt des oder der sich darauf befindlichen Borstenträger 12 für die Bearbeitung positioniert.
- Um die Kette 26 möglichst zu schonen und für wenig Vibrationen beim Stopfen zu sorgen, wird sozusagen gegen das Kettenrad 32 gestopft, aufgrund der Ausrichtung des Stopfwerkzeugs 16 zum Kettenrad 32.
- Um eine ausreichende Beweglichkeit der Kette 26 für die Positioniereinrichtung 60 in seitlicher Richtung, also in X-Richtung zu erlauben, ist die Stelle 50 bei einer Ausführungsform der vorliegenden Erfindung etwa einen Meter entfernt vom Kettenrad 32.
Claims (15)
- Verfahren zum Herstellen von Bürsten (24), die einen Borstenträger (12) aufweisen, in welchem eine oder mehrere Borsten fixiert sind, gekennzeichnet durch folgende Schritte:Vorsehen einer umlaufenden, endlosen Kette (26) mit einzelnen, schwenkbar aneinander befestigten Kettengliedern (28), auf denen Halter (30) zum Halten der Borstenträger (12) vorgesehen sind,Vorsehen wenigstens einer Bearbeitungsstation zur Durchführung wenigstens eines Herstellungsschrittes der Bürste entlang der Kette (26), wobei in der Bearbeitungsstation ein Bearbeitungswerkzeug vorhanden ist,Vorsehen einer Positioniereinrichtung (60), mit der die Borstenträger (12) auf ihren zugeordneten Haltern (30) innerhalb der Bearbeitungsstation in wenigstens zwei sich schneidenden Richtungen ausrichtbar sind,taktweises Weiterbewegen der Kette (26) mit den Haltern (30) und den darauf befestigten Borstenträgern (12) bis in die Bearbeitungsstation,Ausrichten des sich in der Bearbeitungsstation befindlichen Kettenglieds (28) mittels der Positioniereinrichtung (60) in den beiden Richtungen und damit Ausrichtung des Borstenträgers (12) zum Bearbeitungswerkzeug, undDurchführen zumindest eines Bearbeitungsschrittes durch das Bearbeitungswerkzeug.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Bearbeitungswerkzeug mehrere Bearbeitungsaktionen durchführt, bei denen der zu bearbeitende Borstenträger (12) unterschiedlich zum Bearbeitungswerkzeug positioniert wird, wobei die unterschiedlichen Positionen durch die Positioniereinrichtung (60) mittels Verschieben des Kettenglieds (28) in den zwei Richtungen angefahren werden.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass zur Ausrichtung des Borstenträgers (12) in der Bearbeitungsstation (14) in einer Richtung quer zur Umlaufrichtung (U) der Kette (26) die Kette (26) vor der Bearbeitungsstation beginnend über mehrere Kettenglieder (28) hinweg seitlich verschwenkt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Kette (26) vor und nach der Bearbeitungsstation abschnittsweise zur Erzeugung einer Kettenüberlänge gefaltet wird und dass beim Ausrichten des Kettenglieds in Umlaufrichtung (U) die Faltung (78) vergrößert und/oder verkleinert wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Bearbeitungsstation eine Stopfstation (14) ist, in der ein Stopfwerkzeug (16) zumindest eine Borste, insbesondere mehrere Borstenbüschel, in zugeordnete Öffnungen (62) im Borstenträger (12) einstößt.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass das Stopfwerkzeug (16) längs einer fest vorgegebenen Bewegungsbahn gegen den Borstenträger (12) hin- und herbewegt wird und dass der Borstenträger (12) seitlich zwischen den einzelnen Bewegungstakten durch die Positioniereinrichtung (60) verschoben wird, um eine andere Öffnung (62) zum Bestopfen gegenüber dem Stopfwerkzeug (16) auszurichten.
- Vorrichtung zum Herstellen von Bürsten (24), die einen Borstenträger (12) aufweisen, in welchem eine oder mehrere Borsten fixiert sind, mit einer umlaufenden, endlosen Kette (26) mit einzelnen, schwenkbar aneinander befestigten Kettengliedern (28), auf denen Halter (30) zum Halten von Borstenträgern (12) vorgesehen sind, wenigstens einer Bearbeitungsstation zur Durchführung wenigstens eines Herstellungsschrittes der Bürste entlang der Kette (26), wobei in der Bearbeitungsstation ein Bearbeitungswerkzeug für den Borstenträger (12) vorhanden ist, einer Positioniereinrichtung (60) in der Bearbeitungsstation, die mit dem sich jeweils in der Bearbeitungsstation befindlichen Kettenglied (28) gekoppelt ist und die das Kettenglied (28) in wenigstens zwei sich schneidenden Richtungen ausrichten kann, wobei die Positioniereinrichtung (60) und das Bearbeitungswerkzeug so gesteuert sind, dass die Positioniereinrichtung (60) vor der Bearbeitung das Kettenglied (28) und damit den zu bearbeitenden Borstenträger (12) relativ zum Bearbeitungswerkzeug für den darauffolgenden Bearbeitungsschritt ausrichtet.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Kette (26) so gelagert ist, dass sie in einer Richtung quer zur Umlaufrichtung (U) der Kette (26) mehrere Kettenglieder (28) vor der Bearbeitungsstation seitlich verschwenkt.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass die Kette (26) eine Bahnführung (40) hat, wobei die Bahnführung (40) einen starren Abschnitt (44) hat, über den die Kette (26) entfernt von der Bearbeitungsstation seitlich positioniert ist, und dass die Kette (26) zwischen dem starren Abschnitt (44) und der Bearbeitungsstation seitlich beweglich, insbesondere schwenkbar ist.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Bahnführung (40) einen schwenkbaren Abschnitt (52) zwischen dem starren Abschnitt (44) und der Bearbeitungsstation hat, in welchem die Kette (26) quer zur Umlaufrichtung (U) gehalten und zusammen mit dem schwenkbaren Abschnitt beweglich ist.
- Vorrichtung nach einem der Ansprüche 7 bis 10, dadurch gekennzeichnet, dass die Kette (26) in der Bearbeitungsstation über zumindest ein Kettenrad (32) läuft und dass die Positioniereinrichtung (60) am Kettenrad (32) angreift und dieses und damit die Kette (26) in die zwei Richtungen verschiebt.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass das Kettenrad (32) angetrieben ist.
- Vorrichtung nach Anspruch 10 und zusätzlich nach Anspruch 11 oder 12, dadurch gekennzeichnet, dass der schwenkbare Abschnitt (52) der Bahnführung (40) zwischen dem starren Abschnitt (44) und dem positionierbaren Kettenrad (32) verläuft.
- Vorrichtung nach einem der Ansprüche 7 bis 14, dadurch gekennzeichnet, dass die Positioniereinrichtung (60) ein X-Y-Schlitten ist, insbesondere, dass das Kettenrad (32) samt seines Antriebs auf dem X-Y-Schlitten sitzt.
- Vorrichtung nach einem der Ansprüche 7 bis 14, dadurch gekennzeichnet, dass die Bearbeitungsstation eine Stopfstation (14) mit einem Stopfwerkzeug (16) ist, insbesondere wobei das Stopfwerkzeug (16) gegen das positionierbare Kettenrad (32) bewegt wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE2017/5279A BE1024675B1 (de) | 2017-04-21 | 2017-04-21 | Verfahren und Vorrichtung zum Herstellen von Bürsten |
| PCT/EP2018/059235 WO2018192811A1 (de) | 2017-04-21 | 2018-04-11 | Verfahren und vorrichtung zum herstellen von buersten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3612054A1 EP3612054A1 (de) | 2020-02-26 |
| EP3612054B1 true EP3612054B1 (de) | 2023-07-05 |
Family
ID=58692243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18718127.6A Active EP3612054B1 (de) | 2017-04-21 | 2018-04-11 | Verfahren und vorrichtung zum herstellen von buersten |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3612054B1 (de) |
| BE (1) | BE1024675B1 (de) |
| TW (1) | TWI789387B (de) |
| WO (1) | WO2018192811A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109866527B (zh) * | 2019-04-11 | 2022-11-29 | 常州纺织服装职业技术学院 | 一种梳式毛笔笔头装配装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2086572T3 (es) | 1992-03-31 | 1996-07-01 | Boucherie Nv G B | Metodo de producir cepillos. |
| DE19634278A1 (de) * | 1996-08-24 | 1998-02-26 | Zahoransky Anton Gmbh & Co | Vorrichtung zum Herstellen von Bürsten |
| US20140054244A1 (en) * | 2011-03-03 | 2014-02-27 | Lns Management Sa | Filtering chip conveyor |
| BE1020650A3 (nl) * | 2012-04-26 | 2014-02-04 | Gb Boucherie Nv | Borstelvervaardigingsinrichting. |
| DE102015008583B3 (de) * | 2015-07-02 | 2016-09-15 | Zahoransky Ag | Bürstenherstellungsmaschine |
-
2017
- 2017-04-21 BE BE2017/5279A patent/BE1024675B1/de not_active IP Right Cessation
-
2018
- 2018-04-11 WO PCT/EP2018/059235 patent/WO2018192811A1/de not_active Ceased
- 2018-04-11 EP EP18718127.6A patent/EP3612054B1/de active Active
- 2018-04-20 TW TW107113425A patent/TWI789387B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| BE1024675B1 (de) | 2018-05-17 |
| EP3612054A1 (de) | 2020-02-26 |
| TW201841577A (zh) | 2018-12-01 |
| TWI789387B (zh) | 2023-01-11 |
| WO2018192811A1 (de) | 2018-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102014103599C5 (de) | Maschine und Verfahren zur Herstellung von Bürsten | |
| DE102015008583B3 (de) | Bürstenherstellungsmaschine | |
| EP3037016B1 (de) | Bürstenherstellungsmaschine und verfahren zum einbringen von borstenbündeln in öffnungen eines bündelträgers | |
| EP3031572A1 (de) | Werkzeugwechselvorrichtung zur verwendung in einem bearbeitungszentrum und bearbeitungszentrum zur maschinellen bearbeitung eines werkstücks | |
| WO2016131826A1 (de) | Profilhalterung | |
| DE2731762C2 (de) | Verfahren und Vorrichtung zum Herstellen von Bürsten | |
| DE102008032909A1 (de) | Verfahren und Fertigungseinrichtung zum Fertigen von Rohkarosserien von Fahrzeugen | |
| WO2017186652A2 (de) | Maschine zur herstellung von bürsten | |
| AT518262B1 (de) | Abkantpresse | |
| EP3612054B1 (de) | Verfahren und vorrichtung zum herstellen von buersten | |
| EP4132324A1 (de) | Maschine zur bürstenherstellung sowie verfahren zur herstellung von bürsten | |
| DE10249039B4 (de) | Vorrichtung zum Verzahnen und Nachbearbeiten von Werkstücken | |
| DE102013103904A1 (de) | Bürstenherstellungsvorrichtung | |
| DE1919859A1 (de) | Verfahren fuer die gruppenweise Zufuhr von Werkstuecken einer Arbeitsmaschine sowie Vorrichtung zur Ausfuehrung des Verfahrens | |
| DE19706315A1 (de) | Bürstenherstellungsmaschine | |
| DE2210983A1 (de) | Verfahren und Vorrichtung zur Montage von Einfach- und Mehrfach-Antriebsrollenketten | |
| EP0710534B1 (de) | Verfahren und Vorrichtung zur Herstellung von Bürstenkörpern aus mindestens zwei Kunststoffkomponenten | |
| DE69600883T2 (de) | Verfahren und Maschine zur Herstellung von Bürsten | |
| DE102005057658B4 (de) | Vorrichtung zur Mehrfachbearbeitung | |
| DE102017104266B4 (de) | Vorrichtung zum Transport länglicher Stücke an eine Aufnahmestelle und zu deren Ablage an dieser | |
| DE102007044457A1 (de) | Drehmaschine | |
| EP4427865A1 (de) | Verfahren und vorrichtung zum kettenschweissen | |
| DE102013103903A1 (de) | Bürstenherstellungsvorrichtung | |
| DE102011102042A1 (de) | Getaktetes Presswerk | |
| EP0487456A1 (de) | Verfahren und Vorrichtung zum Vorschieben eines Bandes oder Streifens, insbesondere zum Ausschneiden von Rohlingen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20191120 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230201 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1584003 Country of ref document: AT Kind code of ref document: T Effective date: 20230715 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018012613 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231006 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231106 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231005 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231105 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231006 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018012613 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230705 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240411 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20240411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240411 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240411 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1584003 Country of ref document: AT Kind code of ref document: T Effective date: 20240411 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250408 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250424 Year of fee payment: 8 Ref country code: BE Payment date: 20250418 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180411 |