EP3737211A1 - Kochfeld mit einem flächigen tragblech für heizeinrichtungen und verfahren zur herstellung eines solchen tragblechs - Google Patents
Kochfeld mit einem flächigen tragblech für heizeinrichtungen und verfahren zur herstellung eines solchen tragblechs Download PDFInfo
- Publication number
- EP3737211A1 EP3737211A1 EP20169525.1A EP20169525A EP3737211A1 EP 3737211 A1 EP3737211 A1 EP 3737211A1 EP 20169525 A EP20169525 A EP 20169525A EP 3737211 A1 EP3737211 A1 EP 3737211A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- support plate
- reinforcement
- embossing
- impression
- hob according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/68—Heating arrangements specially adapted for cooking plates or analogous hot-plates
- H05B3/72—Plates of sheet metal
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/12—Cooking devices
- H05B6/1209—Cooking devices induction cooking plates or the like and devices to be used in combination with them
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24C—DOMESTIC STOVES OR RANGES ; DETAILS OF DOMESTIC STOVES OR RANGES, OF GENERAL APPLICATION
- F24C15/00—Details
- F24C15/10—Tops, e.g. hot plates; Rings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24C—DOMESTIC STOVES OR RANGES ; DETAILS OF DOMESTIC STOVES OR RANGES, OF GENERAL APPLICATION
- F24C7/00—Stoves or ranges heated by electric energy
- F24C7/08—Arrangement or mounting of control or safety devices
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2206/00—Aspects relating to heating by electric, magnetic, or electromagnetic fields covered by group H05B6/00
- H05B2206/02—Induction heating
- H05B2206/022—Special supports for the induction coils
Definitions
- the invention relates to a hob with a flat support plate made of metal, on which heating devices are arranged, in particular induction heating devices.
- the invention also relates to a method for producing a support plate for such a hob or such a support plate.
- the invention is based on the object of creating a hob and a method for producing a support plate of such a hob, with which problems of the prior art can be solved and in particular it is possible to support a support plate against sagging in a central area or as a whole.
- the hob has a flat support plate, in particular made of metal, on which heating devices are arranged. All the heating devices of the hob are advantageously arranged on a single support plate or the hob has only a single support plate.
- the hob particularly advantageously has a single support plate which can take up a substantial area of the hob, in particular 60% to 90% or even up to 98%, or the hob plate.
- the support plate can consist of a metal sheet, preferably with a thickness of 0.5 mm to 2 mm.
- aluminum is suitable here because of its corrosion resistance, its relatively low weight, its ease of processing and its good heat dissipation properties.
- the hob also has a control and / or power controller for the heating devices.
- the control can be a control device, in particular with an operating device including operating elements and control electronics or integrated circuits.
- the power controllers can be converters, in particular in the case of induction heating devices, and have power electronics, in particular semiconductor line switches.
- the control and / or power controller can be arranged under the support plate, advantageously in a housing. An operating device is advantageously arranged on the support plate.
- the support plate has at least one reinforcement embossing which is elongated and runs in a direction from one outside of the support plate to an opposite outside.
- the at least one reinforcement embossment therefore advantageously spans a central area of the support plate in order to reinforce it or make it more stable against being pushed through or bent. It is particularly advantageous if several reinforcing impressions are provided, which can all run parallel to one another and can be designed in a similar or identical manner.
- the embossed reinforcement protrudes from a surface of the support plate or protrudes beyond the surface of the support plate, at least in an area adjoining the embossed reinforcement, that is, an adjacent area, in particular downwards.
- Such possibilities for reinforcing or stiffening flat metal sheets are generally known to the person skilled in the art.
- the embossed reinforcement has a length which corresponds to at least 80% of the distance from one outer side of the support plate to the opposite outer side. It is advantageously even longer, in particular it extends from outside to outside.
- the reinforcement impression can have a width which corresponds to 2% to 20%, in particular 3% to 10%, of its length.
- the embossed reinforcement should therefore be relatively narrow, which, on the one hand, has as little effect as possible on the otherwise flat and flat design of the support plate for its use. On the other hand the effect of reinforcing or stiffening the support plate can thereby be further improved.
- the means for reinforcing the support plate are, so to speak, integrated into the support plate and thus in particular made in one piece and in one piece in the support plate or with the support plate. Due to the relatively great length of the reinforcement impression, in particular the running from one outside to the opposite outside, the reinforcement or stiffening also acts over a large area for the entire support plate. An additional use of separate carriers or the like. can then be saved.
- the reinforcement embossing has a cross-sectional shape, in particular as a U-shape or U-like shape, which has a base and side walls on both sides of the base from the surface of the support plate to the base.
- a reinforcement indentation can therefore be designed like an elongated flat depression or channel.
- Their side walls can run obliquely to the floor and towards each other, so that the cross-sectional shape of the reinforcement impression tapers downwards or towards its floor. This facilitates production by means of an embossing process, in particular by means of the method according to the invention with embossing.
- the reinforcement embossing can also be produced differently within the scope of the invention, for example by bending, folding or rolling.
- the cross-sectional shape can have relatively sharp edges, that is, can be angled relatively sharply, which further increases the strength.
- a radius of the bends from the side walls of the reinforcement impression to the surface of the support plate on the one hand and / or the bottom of the reinforcement impression on the other hand can be in the range between 50% and 200% to 300% of the thickness of the support plate.
- An angle between the side walls and a surface of the support plate can be between 20 ° and 75 °, in particular between 35 ° and 60 °.
- the cross-sectional shape of the reinforcement impression is symmetrical or mirror-symmetrical.
- a symmetrical surface runs at right angles to the surface of the support plate and along the longitudinal direction of the reinforcement impression, namely along the center of the reinforcement impression. On the one hand, this can be produced more easily and, on the other hand, it develops a uniform reinforcing effect.
- a bottom of the reinforcement impression is preferably flat. Additionally or alternatively, it can run parallel to a surface of the support plate, only offset therefrom by the depth of the reinforcement impression. This depth can be between 50% and 500% of the thickness of the support plate, preferably between 150% and 300%. Alternatively expressed the depth or the height of the reinforcement indentation with which it protrudes over the surface of the support plate can be between 5% and 20% of its maximum width.
- the reinforcement embossing advantageously has a constant width, and if possible also a constant depth.
- a certain reinforcing effect is achieved by a single reinforcing impression, which then advantageously runs approximately through a center point or central region of the support plate.
- the support plate has at least two reinforcing embossings, which in particular run parallel to one another and are of the same length, and advantageously also have the same or identical design. It is particularly advantageous to have four or six reinforcement impressions. This is particularly advantageous when the reinforcement impressions are to take on additional functions in addition to reinforcing or stiffening the support plate.
- At least one reinforcement embossing runs along and parallel to an outside of the support plate.
- the support plate can thus be reinforced or supported even in the area of its outer sides.
- a distance between the reinforcement embossing and the outside running parallel to it can here be less than 10 cm or 8 cm, preferably it is less than 5 cm. This is particularly advantageous when something is attached to it, as will be explained in more detail below.
- At least one further reinforcing impression then runs in a central region of the support plate or through the center. It can either be exactly in the middle between two outer sides to which it is parallel.
- a single reinforcing impression can then run in a similar or identical shape in a central region of the support plate.
- two identical reinforcement impressions can run at a distance of less than 10 cm from one another. This is particularly advantageous when the reinforcement embossing takes on additional functions, preferably when functional units run in it or when something is attached to it.
- a length of the reinforcement embossments can span as much as possible of the support plate.
- At least one reinforcement embossing preferably each, seen in its longitudinal direction at least up to a distance of a maximum of 2 cm, in particular a maximum of 1 cm, can extend to the outside of the support plate when looking at the support plate from above or below. It is particularly advantageous if a reinforcement embossment extends directly to an outside of the support plate, that is to say it is as long as possible. This also applies in the event that this outside, in particular all outside of the support plate, is angled at an angle of at least 45 °, usually about 90 °.
- This also serves to increase the reinforcement of the support plate, as well as an angular surface can be formed in order to attach something to it.
- a bend along the outside of the support plate can advantageously go in the same direction in which the embossed reinforcement also projects away from the support plate, advantageously downwards.
- recesses are provided in the side walls of the reinforcing embossing, that is, between its base and the other surface of the support plate. These recesses are preferably provided in a regular arrangement. They are preferably longer in the longitudinal direction of the reinforcement embossing than webs in between. Furthermore, the recesses are advantageously arranged along a line, in particular along a straight line, since the reinforcement impressions are also preferably straight.
- the ratio of the length of the recesses to the length of the webs in between can be between 50% and 500%, so that these recesses are more or less several times longer than the webs in between.
- the aforementioned recesses are preferably provided essentially, in particular exclusively, in the side walls and only little or not at all in the other surfaces of the support plate and / or in the bottom of the reinforcement embossing. So, if possible, they are only provided in the area of the deformation of the support plate in order to be deformed itself or to enable this deformation as easily as possible and, if possible, to have into the support plate without forces or stresses that could cause it to warp or bulge from its preferably substantially flat shape.
- the recesses mentioned are advantageously not only designed as narrow elongated slots, but also as elongated rectangles. Their length should correspond to the distance between adjacent webs, their width should be between 5% and 30% of the length, in particular 8% to 25%. Alternatively expressed, the width can be between 50% and 150% of the depth of the reinforcement impression.
- the recesses are advantageously predominantly of the same size, in particular almost all or all of the recesses are of the same size. This enables a uniform behavior when producing the reinforcement impression.
- additional openings can be provided along the reinforcement impression, which are designed in the manner of elongated slots. They preferably run at a distance between 0.5 cm and 5 cm, in particular between 0.5 cm and 2 cm, to the reinforcement embossing or to the aforementioned recesses.
- the openings are preferably designed like slits and are narrower than the aforementioned recesses. In particular, their length is four to thirty times their width. The distance between adjacent openings to one another can be between 5% and 50% of the length of such an opening.
- Such openings are advantageously provided along both sides of the reinforcement impression, but in particular between a reinforcement impression and a heating device arranged on the support plate. In this way, they can greatly reduce heat conduction across their longitudinal direction.
- the reinforcement embossing has a bottom that deviates from the planar shape.
- the bottom can have an upward curvature, that is to say in the opposite direction with which the reinforcement embossing was embossed into the support plate.
- the direction of curvature can at the same time be formed transversely to the longitudinal direction of the reinforcement impression. It can form a kind of crown in order to additionally stabilize the reinforcement impression.
- the height of the bulge can be between 1% and 10% of the width of the floor.
- a functional unit or a component of the hob can be laid or accommodated in a reinforcement embossing.
- cables, connections and / or sensors can be laid therein.
- the aforementioned relatively small depth of the reinforcement impression is sufficient for this.
- lighting means in particular light guides, can run therein. Parts running in it should not protrude upwards beyond the reinforcement embossing, but can do so if necessary, depending on the installation space available above.
- a control housing can be provided on the hob for the aforementioned control and / or the power controller.
- a control housing can be flat and large and arranged under the support plate. It can preferably be attached or screwed to the support plate from below.
- Such a control housing is advantageously screwed only to the undersides of two spaced-apart reinforcement impressions. In this way, the depth of the reinforcement impressions can be used to hold screw heads, nuts or threaded parts without these protruding upwards beyond the surface of the support plate.
- a hob preferably has two or three similar or identical control housings, each of which is attached to its own two reinforcing impressions. Thus, four or six reinforcement embossings are provided for the hob. With a width of about 55 cm to 60 cm for the hob, there can be two control housings with four reinforcement embossments, with a width of 80 cm to 90 cm it is advantageous to have three control housings with six reinforcement embossments.
- a support plate is advantageously embossed or processed in a single step. This serves to reduce deformations that may not be desirable.
- the support plate can be provided with all openings and recesses or other punched-out parts in a single step.
- a hob 11 according to the invention is shown in side view.
- the hob 11 has a hob plate 12 at the top, under which several induction heating coils 14 are arranged.
- the oblique view of the Fig. 3 shows that four operating devices 15 are arranged in the front area, each having optical display devices and capacitive operating elements, as is known from the prior art.
- the oblique view of the Fig. 4 shows three identical or identical control housings 17 screwed to a support plate 20. These control housings contain a control and / or power controller for the induction heating coils 14. Therefore, they also have ventilation slots in the front area and fans in the rear area, as is known per se from the prior art.
- the induction heating coils 14 and the operating devices 15 are also mounted on the support plate 20 or lie on it and are carried by it.
- the numerous smaller openings in the support plate 20 can be used for precise fixing, as is the case with the Fig. 5 can be found. Through out Fig. 5 Through the large openings 22 that can be seen, the induction heating coils 14 can easily be cabled into the control housing 17 below.
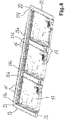
- the support plate 20 has developments 23 along its outer sides, which according to the side view of FIG Fig. 6 are bent downwards at right angles.
- the entire support plate 20 is advantageously made of aluminum sheet, particularly advantageously with a thickness of about 1.5 mm.
- Six reinforcing impressions 25a to 25f are made in a surface 21 of the support plate 20.
- they are all identical and essentially the only areas of the surface 21 of the support plate 20 which are embossed.
- Each reinforcement impression 25a to 25f has a bottom 27 and side walls 29.
- the enlargements of the Figures 7 and 8 show that the side walls 29b and 29c of the reinforcement impressions 25b and 25c are essentially formed by short webs 33b and 33c. Between these elongated recesses 31b and 31c are made in the sheet metal material of the support plate 20 or punched out of it. There where the reinforcement impressions 25 are drawn up to the outer sides of the support plate 20 and thus up to the bends 23, somewhat larger punchings 35 are provided in the Fig. 7 these are the cutouts 35b and 35c. They allow the bends 23 to be bent easily without distortion. From the Fig.
- a length of the recesses 31b and 31c is approximately three times the length of the webs 33b and 33c in the longitudinal direction of the reinforcement impressions 25b and 25c.
- warping or any other distortion in the support plate 20 can be avoided if the reinforcing impressions 25 are embossed or produced by embossing.
- the material of the support plate 20 can then flow well, as was explained at the beginning. In this way it can also be achieved that the reinforcement impressions 25 cannot be produced with too much force during the stamping.
- a U-like cross-sectional shape of the reinforcement impressions 25 is from FIG Fig. 9 easy to see.
- the depth, so to speak the difference in height between the surface 21 of the support plate 20 and the bottom 27 of the reinforcement impression 25, is slightly more than the thickness of the support plate 20 itself, for example 2 mm to 2.5 mm.
- this is sufficient for the significant mechanical reinforcement of the entire support plate 20 against bending due to the weight of the Fig. 3 recognizable induction heating coils 14 together with sensor coils placed on them. This is important and advantageous especially in the middle area of the support plate 20 between the reinforcement impressions 25c and 25d.
- An angle of the inclination of the side walls 29 to the surface 21 of the support plate 20 cannot be precisely determined because the side walls are admittedly not very high and due to of the Fig. 9 recognizable curved course, an angle is difficult to specify.
- a possible course of a straight line between two points, which are each half the thickness of the support plate 20, before the surface 21 of the support plate 20 merges into the web 33 and before the bottom 27b merges to the left into the same web 33b is shown in dashed lines. This angle is approximately 45 °, the inclination of the web 33b admittedly looking more oblique or suggesting a larger angle.
- the embossing or production of the reinforcement embossments 25 does not impair the material in the essential surface 21 of the support plate 20, nor actually in the bottom 27 of the reinforcement embossments 25. Both the deformation and a possible one negative impairment of the material takes place only in the side walls or the webs 33 of the reinforcement impressions 25. If their deformation is kept within limits by the embossing, they are still sufficiently stable.
- Three holes 38 are provided along the bottom 27 of the reinforcing impressions 25.
- the control housing 17 can be fastened to these holes from below, advantageously by screwing them tight. Screws introduced from above can then have a height or thickness of the screw heads up to the aforementioned 2 mm and still remain below the plane of the surface 21 of the support plate 20. So they do not interfere with the induction heating coils 14 or other functional units placed above it.
- cables, connections, sensors or light guides or the like can also run in the channels formed by the reinforcement embossments 25. Then they have a function similar to that of cable ducts. In addition, they could also be closed at the top by thin foils or thin lids.
- oblong openings 40b are also provided in the enlargements on the left and right next to the reinforcement impression 25b. They run exactly parallel to it and have a length which can correspond approximately to the length of the recesses 31. Their width can be about a quarter of their length.
- a web 33b is arranged approximately in the center of each opening 40b, or the openings 40b are thus constantly offset from the recesses 31b.
- the purpose of these openings 40b is to reduce heat conduction, in particular from the applied induction heating coils 14 into the reinforcement embossments 25 or their bases 27, to which the control housing 17 are attached.
- the narrow areas which are formed between each opening 40b and each web 33b can possibly reduce negative influences of the embossing on the flat configuration of the surface 21 of the support plate 20. In these narrow ones In areas, the material of the support plate 20 can, so to speak, still yield somewhat during embossing.
- a width of a reinforcement impression 25 can be approximately ten times its depth. However, this can vary noticeably.
- FIG. 10 Another cross-sectional shape for a reinforcement impression 125 is shown in simplified form. It is triangular in profile with the tip pointing downwards. The side walls 129 are approximately the same length and are at approximately the same angle to the surface 121 of the support plate 120. Thus, a right angle is formed at the bottom in the reinforcing impression 125. Such a reinforcing impression 125 is obviously more difficult to manufacture than that previously described according to FIG Figs. 1 to 9 . Due to its greater depth, however, it probably also gives the support plate 120 greater rigidity or provides greater reinforcement against sagging.
- Fig. 11 shows yet another variation of how a reinforcing embossment 225 can be made in a support plate 220.
- the cross-sectional shape here is also U-like, but about twice as deep as it is wide.
- This reinforcement embossing 225 rather forms a type of reinforcing rib protruding downward from the surface 221 of the support plate 220 with two relatively long side walls 229 which form a relatively narrow bottom 227 between them.
- the reinforcement impressions of the Figures 10 and 11 can possibly also only be implemented with an arrangement of recesses and webs similar to the previous exemplary embodiment.
- the support plate 120 or 220 is somewhat distorted overall. But this can certainly be accepted.
- the support plate may have to be either cut open for a corresponding overlap.
- the bends can be connected to one another again at this overlap, for example by screwing or welding. This also creates very stable and effective bends.
- the sheet material must be in The area of the bend can be bent or doubled, but this is also possible.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Resistance Heating (AREA)
- Baking, Grill, Roasting (AREA)
- Casings For Electric Apparatus (AREA)
- Credit Cards Or The Like (AREA)
Abstract
Description
- Die Erfindung betrifft ein Kochfeld mit einem flächigen Tragblech aus Metall, auf dem Heizeinrichtungen angeordnet sind, insbesondere Induktionsheizeinrichtungen. Des Weiteren betrifft die Erfindung ein Verfahren zur Herstellung eines Tragblechs für ein solches Kochfeld bzw. eines solchen Tragblechs.
- Es ist beispielsweise aus der
DE 102017205061 A1 bekannt, dass derartige Tragbleche in einem Kochfeld Gefahr laufen, nach unten durchgebogen zu werden. Dies liegt zum Einen am Gewicht der darauf angeordneten Heizeinrichtungen, welche vor allem im Fall von Induktionsheizeinrichtungen bzw. Induktionsheizspulen relativ schwer sind. Zum Anderen werden diese Heizeinrichtungen üblicherweise an die Unterseite einer darüber verlaufenden Kochfeldplatte angedrückt, und diese Andrückkraft übertragen die Heizeinrichtungen dann auf das Tragblech bzw. diese Andrückkraft muss auch von dem Tragblech aufgebracht werden. Um ein Durchbiegen des Tragblechs zu verhindern, ist hier ein Stützträger vorgesehen, der das Tragblech überspannt und es verstärkt bzw. stützt. Hierfür müssen aufwändig separate Teile in Form der Stützträger hergestellt werden und am Tragblech befestigt werden bzw. in das Kochfeld eingebaut werden. - Der Erfindung liegt die Aufgabe zugrunde, ein eingangs genanntes Kochfeld sowie ein Verfahren zur Herstellung eines Tragblechs eines solchen Kochfelds zu schaffen, mit denen Probleme des Standes der Technik gelöst werden können und es insbesondere möglich ist, ein Tragblech zu stützen gegen Durchbiegen in einem mittleren Bereich oder auch insgesamt.
- Gelöst wird diese Aufgabe durch ein Kochfeld mit den Merkmalen des Anspruchs 1 sowie durch ein Verfahren mit den Merkmalen des Anspruchs 15. Vorteilhafte sowie bevorzugte Ausgestaltungen der Erfindung sind Gegenstand der weiteren Ansprüche und werden im Folgenden näher erläutert. Dabei werden manche der Merkmale nur für das Kochfeld oder nur für das Verfahren zur Herstellung eines Tragblechs für ein solches Kochfeld beschrieben. Sie sollen jedoch unabhängig davon sowohl für das Kochfeld als auch für das Verfahren selbständig und unabhängig voneinander gelten können. Der Wortlaut der Ansprüche wird durch ausdrückliche Bezugnahme zum Inhalt der Beschreibung gemacht.
- Es ist vorgesehen, dass das Kochfeld ein flächiges Tragblech aufweist, insbesondere aus Metall, auf dem Heizeinrichtungen angeordnet sind. Vorteilhaft sind sämtliche Heizeinrichtungen des Kochfelds auf einem einzigen Tragblech angeordnet bzw. weist das Kochfeld nur ein einziges Tragblech auf. Das Kochfeld weist besonders vorteilhaft ein einziges Tragblech auf, das eine wesentliche Fläche des Kochfelds einnehmen kann, insbesondere 60 % bis 90 % oder sogar bis 98 %, bzw. der Kochfeldplatte. Das Tragblech kann aus einem Metallblech bestehen, vorzugsweise mit einer Stärke von 0,5 mm bis 2 mm. Insbesondere bietet sich hier Aluminium an aufgrund der Korrosionsbeständigkeit, des relativ geringen Gewichts, der leichten Verarbeitbarkeit und der guten Wärmeableiteigenschaften.
- Das Kochfeld weist des Weiteren eine Ansteuerung und/oder Leistungssteller auf für die Heizeinrichtungen. Die Ansteuerung kann eine Steuereinrichtung sein, insbesondere mit Bedieneinrichtung samt Bedienelementen und Steuerungselektronik bzw. integrierten Schaltkreisen. Die Leistungssteller können Umrichter sein, insbesondere im Fall von Induktionsheizeinrichtungen, und eine Leistungselektronik aufweisen, insbesondere Halbleiter-Leitungsschalter. Ansteuerung und/oder Leistungssteller können unter dem Tragblech angeordnet sein, vorteilhaft in einem Gehäuse. Eine Bedieneinrichtung ist vorteilhaft auf dem Tragblech angeordnet.
- Erfindungsgemäß ist vorgesehen, dass das Tragblech mindestens eine Verstärkungs-Einprägung aufweist, die länglich ausgebildet ist und in einer Richtung von einer Außenseite des Tragblechs auf eine gegenüberliegende Außenseite zu verläuft. Die mindestens eine Verstärkungs-Einprägung überspannt also vorteilhaft einen Mittelbereich des Tragblechs, um diesen zu verstärken bzw. stabiler zu machen gegen ein Durchdrücken bzw. Durchbiegen. Besonders vorteilhaft sind mehrere Verstärkungs-Einprägungen vorgesehen, die alle parallel zueinander verlaufen können und ähnlich bzw. gleichartig ausgebildet sein können.
- Die Verstärkungs-Einprägung steht aus einer Fläche des Tragblechs heraus bzw. steht über die Fläche des Tragblechs über, zumindest in einem an die Verstärkungs-Einprägung angrenzenden Bereich, also einen benachbarten Bereich, insbesondere nach unten. Derartige Möglichkeiten zur Verstärkung bzw. zur Versteifung von flächigen Blechen sind dem Fachmann allgemein bekannt. Des Weiteren weist die Verstärkungs-Einprägung eine Länge auf, die mindestens 80 % der Entfernung von der einen Außenseite des Tragblechs zur gegenüberliegenden Außenseite entspricht. Vorteilhaft ist sie sogar noch länger, insbesondere reicht sie von Außenseite zu Außenseite. Des Weiteren kann die Verstärkungs-Einprägung eine Breite aufweisen, die 2 % bis 20 %, insbesondere 3 % bis 10 %, ihrer Länge entspricht. Die Verstärkungs-Einprägung soll also relativ schmal sein, was zum Einen die im Übrigen flächige und flache Ausgestaltung des Tragblechs für dessen Verwendung möglichst wenig beeinträchtigt. Zum Anderen kann dadurch die Wirkung zur Verstärkung bzw. Versteifung des Tragblechs noch verbessert werden.
- Somit sind die Mittel zur Verstärkung des Tragblechs sozusagen in das Tragblech integriert und damit insbesondere einteilig und einstückig hergestellt im Tragblech bzw. mit dem Tragblech. Durch die relativ große Länge der Verstärkungs-Einprägung, insbesondere das Verlaufen von einer Außenseite zur gegenüberliegenden Außenseite, wirkt die Verstärkung bzw. Versteifung auch großflächig für das gesamte Tragblech. Ein zusätzlicher Einsatz von separaten Trägern odgl. kann dann eingespart werden.
- In Ausgestaltung der Erfindung kann vorgesehen sein, dass die Verstärkungs-Einprägung eine Querschnittsform aufweist, insbesondere als U-Form oder U-artige Form, die einen Boden und auf beiden Seiten des Bodens Seitenwände von der Fläche des Tragblechs bis zu dem Boden aufweist. Eine solche Verstärkungs-Einprägung kann also wie eine längliche flache Vertiefung oder Rinne ausgebildet sein. Ihre Seitenwände können dabei schräg zum Boden und aufeinander zu verlaufen, so dass sich die Querschnittsform der Verstärkungs-Einprägung nach unten bzw. zu ihrem Boden hin verjüngt. Dies erleichtert die Herstellung durch einen Prägevorgang, insbesondere durch das erfindungsgemäße Verfahren mit Einprägung. Alternativ kann die Verstärkungs-Einprägung im Rahmen der Erfindung auch anders hergestellt sein, beispielsweise durch Biegen, Falten oder Walzen. Des Weiteren kann die Querschnittsform relativ scharfe Kanten aufweisen, also relativ scharf abgewinkelt sein, was die Festigkeit nochmals erhöht. Ein Radius der Abbiegungen von den Seitenwänden der Verstärkungs-Einprägung zu der Fläche des Tragblechs einerseits und/oder dem Boden der Verstärkungs-Einprägung andererseits kann im Bereich zwischen 50 % und 200 % bis 300 % der Dicke des Tragblechs liegen. Ein Winkel der Seitenwände zu einer Fläche des Tragblechs kann zwischen 20° und 75° betragen, insbesondere zwischen 35° und 60°.
- In vorteilhafter weiterer Ausgestaltung der Erfindung ist die Querschnittsform der Verstärkungs-Einprägung symmetrisch bzw. spiegelsymmetrisch. Eine Symmetriefläche verläuft rechtwinklig zur Fläche des Tragblechs und entlang der Längsrichtung der Verstärkungs-Einprägung, nämlich entlang der Mitte der Verstärkungs-Einprägung. So kann diese zum Einen leichter hergestellt werden und entfaltet zum Anderen eine gleichmäßige Verstärkungswirkung.
- Ein Boden der Verstärkungs-Einprägung ist bevorzugt flach ausgebildet. Zusätzlich oder alternativ kann er parallel zu einer Fläche des Tragblechs verlaufen, nur eben um die Tiefe der Verstärkungs-Einprägung versetzt dazu sein. Diese Tiefe kann zwischen 50 % und 500 % der Dicke des Tragblechs betragen, vorzugsweise zwischen 150 % und 300 %. Alternativ ausgedrückt kann die Tiefe bzw. die Höhe der Verstärkungs-Einprägung, mit der sie über die Fläche des Tragblechs übersteht, zwischen 5 % und 20 % ihrer maximalen Breite betragen. Dabei weist die Verstärkungs-Einprägung vorteilhaft gleichbleibende Breite auf, möglichst auch gleichbleibende Tiefe.
- Eine gewisse Verstärkungswirkung wird zwar bereits durch eine einzige Verstärkungs-Einprägung erreicht, die vorteilhaft dann in etwa durch einen Mittelpunkt oder Mittelbereich des Tragblechs verläuft. Bevorzugt weist das Tragblech aber mindestens zwei Verstärkungs-Einprägungen auf, die insbesondere parallel zueinander verlaufen und gleich lang sind, vorteilhaft auch gleichartig oder identisch ausgebildet sind. Besonders vorteilhaft sind es vier oder sechs Verstärkungs-Einprägungen. Dies ist vor allem dann von Vorteil, wenn die Verstärkungs-Einprägungen neben der Verstärkung bzw. Versteifung des Tragblechs noch weitere Funktionen übernehmen sollen.
- In Ausgestaltung der Erfindung verläuft mindestens eine Verstärkungs-Einprägung entlang einer Außenseite des Tragblechs und parallel dazu. Somit kann das Tragblech selbst im Bereich seiner Außenseiten verstärkt bzw. gestützt werden. Ein Abstand der Verstärkungs-Einprägung zur parallel dazu verlaufenden Außenseite kann hier kleiner als 10 cm oder als 8 cm sein, vorzugsweise ist er kleiner als 5 cm. Dies ist insbesondere auch dann von Vorteil, wenn daran etwas befestigt wird, wie nachfolgend noch näher erläutert wird.
- In einem Mittelbereich des Tragblechs bzw. durch die Mitte verläuft dann mindestens eine weitere Verstärkungs-Einprägung. Sie kann entweder genau mittig zwischen zwei Außenseiten liegen, zu denen sie parallel ist. In einem Mittelbereich des Tragblechs kann dann eine einzige Verstärkungs-Einprägung in ähnlicher oder gleicher Form verlaufen. Alternativ können zwei gleiche Verstärkungs-Einprägungen mit einem Abstand von weniger als 10 cm zueinander verlaufen. Dies ist insbesondere dann von Vorteil, wenn die Verstärkungs-Einprägung noch weitere Funktionen übernimmt, bevorzugt wenn darin Funktionseinheiten verlaufen oder wenn etwas daran befestigt ist.
- Eine Länge der Verstärkungs-Einprägungen kann, wie eingangs erläutert, möglichst einen Großteil des Tragblechs überspannen. Dabei kann mindestens eine Verstärkungs-Einprägung, vorzugsweise jede, in ihrer Längsrichtung gesehen mindestens bis zu einer Entfernung von maximal 2 cm, insbesondere maximal 1 cm, zur Außenseite des Tragblechs hin verlaufen, wenn man von oben oder von unten auf das Tragblech blickt. Besonders vorteilhaft verläuft eine Verstärkungs-Einprägung bis direkt an eine Außenseite des Tragblechs, ist also möglichst lang. Dies gilt auch für den Fall, dass diese Außenseite, insbesondere alle Außenseiten des Tragblechs, abgewinkelt ist mit einem Winkel von mindestens 45°, üblicherweise etwa 90°. Dies dient ebenfalls der Erhöhung der Verstärkung des Tragblechs, ebenso kann dadurch eine Winkelfläche gebildet werden, um daran etwas zu befestigen. Eine Abwinklung entlang der Außenseite des Tragblechs kann vorteilhaft in dieselbe Richtung gehen, in die auch die Verstärkungs-Einprägung von dem Tragblech wegsteht, vorteilhaft nach unten.
- Zur Vereinfachung einer Herstellung der Verstärkungs-Einprägung, insbesondere durch Einprägen, kann vorgesehen sein, dass in den Seitenwänden der Verstärkungs-Einprägung, also zwischen ihrem Boden und der sonstigen Fläche des Tragblechs, Ausnehmungen vorgesehen sind. Diese Ausnehmungen sind bevorzugt in regelmäßiger Anordnung vorgesehen. Sie sind bevorzugt länger in Längsrichtung der Verstärkungs-Einprägung gesehen als dazwischenliegende Stege. Des Weiteren sind die Ausnehmungen vorteilhaft entlang einer Linie angeordnet, insbesondere entlang einer Geraden, da auch die Verstärkungs-Einprägungen bevorzugt gerade ausgebildet sind. Das Verhältnis von Länge der Ausnehmungen zur Länge der dazwischenliegenden Stege kann zwischen 50 % und 500 % betragen, so dass diese Ausnehmungen quasi mehrfach länger sind als die Stege dazwischen. Dadurch kann zum Einen ein Wärmefluss zwischen Fläche des Tragblechs, insbesondere durch die darauf angeordneten Heizeinrichtungen, und Verstärkungs-Einprägung bzw. deren Boden reduziert werden. Zum Anderen kann dadurch aber vor allem eine Verformbarkeit des Tragblechs während bzw. zu Beginn des Prägeverfahrens erleichtert werden. Insbesondere entsteht dadurch signifikant weniger Verzug beim Prägen, da das Blechmaterial nicht durchgängig über die gesamte Länge der Verstärkungs-Einprägung versucht, in die Vertiefung bzw. in die Einprägung nachzulaufen. Vielmehr werden die genannten Stege zwischen den Ausnehmungen umgeformt und etwas gelenkt, was aufgrund ihrer relativ schmalen Ausgestaltung aber erheblich leichter möglich ist. Eine stabile Anbindung der Verstärkungs-Einprägung mittels dieser Stege an die restliche umgebende Fläche des Tragblechs ist aber gut und ausreichend stabil möglich. Diese Ausnehmungen werden bevorzugt vor dem Prägen in das Tragblech eingebracht.
- Bevorzugt sind die vorgenannten Ausnehmungen im Wesentlichen, insbesondere ausschließlich, in den Seitenwänden vorgesehen und nur wenig oder gar nicht in den sonstigen Flächen des Tragblechs und/oder im Boden der Verstärkungs-Einprägung. So sind sie also möglichst nur im Bereich der Verformung des Tragblechs vorgesehen, um eben selber verformt zu werden bzw. um diese Verformung möglichst leicht zu ermöglichen und möglichst ohne Kräfte oder Spannungen in das Tragblech hinein zu haben, durch welche dieses sich verziehen oder aufwölben könnte aus seiner bevorzugt im Wesentlichen flachen Form.
- Die genannten Ausnehmungen sind vorteilhaft nicht nur als schmale längliche Schlitze ausgebildet, sondern als längliche Rechtecke. Ihre Länge sollte dem Abstand zwischen benachbarten Stegen entsprechen, ihre Breite sollte zwischen 5 % und 30 % der Länge betragen, insbesondere 8 % bis 25 %. Alternativ ausgedrückt kann die Breite zwischen 50 % und 150 % der Tiefe der Verstärkungs-Einprägung betragen.
- Die Ausnehmungen sind vorteilhaft überwiegend gleich groß, insbesondere fast alle oder alle Ausnehmungen gleich groß. Dies ermöglicht ein gleichmäßiges Verhalten beim Herstellen der Verstärkungs-Einprägung.
- In weiterer Ausgestaltung der Erfindung können zusätzliche Durchbrüche entlang der Verstärkungs-Einprägung vorgesehen sein, die nach Art von länglichen Schlitzen ausgebildet sind. Sie verlaufen bevorzugt mit einem Abstand zwischen 0,5 cm und 5 cm, insbesondere zwischen 0,5 cm und 2 cm, zur Verstärkungs-Einprägung oder zu den vorgenannten Ausnehmungen. Die Durchbrüche sind bevorzugt schlitzartig ausgebildet und schmaler als die vorgenannten Ausnehmungen. Insbesondere beträgt ihre Länge das Vierfache bis Dreißigfache ihrer Breite. Der Abstand benachbarter Durchbrüche zueinander kann zwischen 5 % und 50 % der Länge eines solchen Durchbruchs betragen.
- Derartige Durchbrüche sind vorteilhaft entlang von beiden Seiten der Verstärkungs-Einprägung vorgesehen, insbesondere aber zwischen einer Verstärkungs-Einprägung und einer auf dem Tragblech angeordneten Heizeinrichtung. So können sie eine Wärmeleitung quer zu ihrer Längsrichtung stark reduzieren.
- In nochmals weiterer Ausgestaltung der Erfindung kann vorgesehen sein, dass die Verstärkungs-Einprägung einen Boden aufweist, der von der planen Form abweicht. Der Boden kann eine Wölbung nach oben aufweisen, also in entgegengesetzter Richtung, mit der die Verstärkungs-Einprägung in das Tragblech hineingeprägt worden ist. Die Wölbungsrichtung kann gleichzeitig quer zur Längsrichtung der Verstärkungs-Einprägung ausgebildet sein. Sie kann eine Art Bombierung bilden, um die Verstärkungs-Einprägung zusätzlich zu stabilisieren. Eine Höhe der Wölbung kann zwischen 1 % und 10 % der Breite des Bodens betragen.
- Neben der reinen technischen Wirkung zur Verstärkung bzw. Versteifung des Tragblechs kann in einer Verstärkungs-Einprägung eine Funktionseinheit oder ein Bauteil des Kochfelds verlegt bzw. untergebracht werden. So können darin beispielsweise Kabel, Anschlüsse und/oder Sensoren verlegt sein. Dafür reicht die vorgenannte relativ geringe Tiefe der Verstärkungs-Einprägung. Zusätzlich oder alternativ können darin Leuchtmittel verlaufen, insbesondere Lichtleiter. Darin verlaufende Teile sollten nicht nach oben über die Verstärkungs-Einprägung herausstehen, können dies gegebenenfalls aber, je nach oben zur Verfügung stehendem Bauraum.
- In bevorzugter Ausgestaltung der Erfindung kann am Kochfeld ein Steuerungsgehäuse vorgesehen sein für die vorgenannte Ansteuerung und/oder die Leistungssteller. Ein solches Steuerungsgehäuse kann flach und groß ausgebildet sein und unter dem Tragblech angeordnet sein. Es kann bevorzugt von unten an das Tragblech befestigt sein oder angeschraubt sein. Ein derartiges Steuerungsgehäuse ist vorteilhaft nur an die Unterseiten von zwei beabstandeten Verstärkungs-Einprägungen angeschraubt. So kann die Tiefe der Verstärkungs-Einprägungen zur Aufnahme von Schraubenköpfen, Muttern oder Gewindeteilen dienen, ohne dass diese nach oben über die Fläche des Tragblechs überstehen. Bevorzugt weist ein Kochfeld zwei oder drei ähnliche oder identische Steuerungsgehäuse auf, von denen jedes an zwei eigenen Verstärkungs-Einprägungen befestigt ist. Somit sind für das Kochfeld vier bzw. sechs Verstärkungs-Einprägungen vorgesehen. Bei einer Breite von etwa 55 cm bis 60 cm für das Kochfeld können es zwei Steuerungsgehäuse mit vier Verstärkungs-Einprägungen sein, bei einer Breite von 80 cm bis 90 cm sind es vorteilhaft drei Steuerungsgehäuse mit sechs Verstärkungs-Einprägungen.
- Vorteilhaft wird ein Tragblech in einem einzigen Schritt geprägt bzw. bearbeitet. Dies dient zur Reduzierung von Verformungen, die gegebenenfalls nicht erwünscht sind. In ähnlicher Form kann das Tragblech in einem einzigen Schritt mit sämtlichen Durchbrüchen und Ausnehmungen oder sonstigen Herausstanzungen versehen werden.
- Diese und weitere Merkmale gehen außer aus den Ansprüchen auch aus der Beschreibung und den Zeichnungen hervor, wobei die einzelnen Merkmale jeweils für sich allein oder zu mehreren in Form von Unterkombinationen bei einer Ausführungsform der Erfindung und auf anderen Gebieten verwirklicht sein und vorteilhafte sowie für sich schutzfähige Ausführungen darstellen können, für die hier Schutz beansprucht wird. Die Unterteilung der Anmeldung in Zwischen-Überschriften und einzelne Abschnitte beschränkt die unter diesen gemachten Aussagen nicht in ihrer Allgemeingültigkeit.
- Ausführungsbeispiele der Erfindung sind in den Zeichnungen schematisch dargestellt und werden im Folgenden näher erläutert. In den Zeichnungen zeigen:
- Fig. 1
- eine Seitenansicht eines erfindungsgemäßen Kochfelds,
- Fig. 2
- das Kochfeld aus
Fig. 1 ohne Kochfeldplatte, - Fig. 3
- eine Ansicht von schräg oben auf die Anordnung aus
Fig. 2 , - Fig. 4
- eine Ansicht von schräg unten auf die Anordnung aus
Fig. 1 , - Fig. 5
- das Tragblech des Kochfelds aus
Fig. 1 alleine in Draufsicht ähnlichFig. 3 , - Fig. 6
- eine Seitenansicht des Tragblechs aus
Fig. 5 ähnlichFig. 2 , - Fig. 7
- eine starke Vergrößerung einer schrägen Draufsicht auf das Tragblech mit zwei Verstärkungs-Einprägungen, die bis an eine Außenseite des Tragblechs reichen,
- Fig. 8
- eine sehr flache schräge Draufsicht auf den Ausschnitt der
Fig. 7 , - Fig. 9
- eine sehr starke Vergrößerung einer Seitenansicht einer Verstärkungs-Einprägung mit Darstellung ihrer Querschnittsform,
- Fig. 10
- eine vereinfachte Ansicht einer Abwandlung der Querschnittsform der VerstärkungsEinprägung ähnlich
Fig. 9 mit dreieckigem Querschnitt und - Fig. 11
- eine nochmals weitere Abwandlung einer Querschnittsform der Verstärkungs-Einprägung mit tiefer U-Form.
- In der
Fig. 1 ist ein erfindungsgemäßes Kochfeld 11 in Seitenansicht dargestellt. Das Kochfeld 11 weist oben eine Kochfeldplatte 12 auf, unter der mehrere Induktionsheizspulen 14 angeordnet sind. Die Schrägansicht derFig. 3 zeigt, dass im vorderen Bereich vier Bedieneinrichtungen 15 angeordnet sind, die jeweils optische Anzeigeeinrichtungen und kapazitive Bedienelemente aufweisen, wie dies aus dem Stand der Technik bekannt ist. Von unten sind, wie auch die Schrägansicht derFig. 4 zeigt, drei gleiche bzw. identische Steuerungsgehäuse 17 an ein Tragblech 20 angeschraubt. Diese Steuerungsgehäuse enthalten eine Ansteuerung und/oder Leistungssteller für die Induktionsheizspulen 14. Deswegen weisen sie auch im vorderen Bereich Lüftungsschlitze und im hinteren Bereich Lüfter auf, wie dies an sich aber aus dem Stand der Technik bekannt ist. Auch die Induktionsheizspulen 14 sowie die Bedieneinrichtungen 15 sind auf das Tragblech 20 montiert bzw. liegen auf diesem auf und werden von diesem getragen. Zur genauen Fixierung können die zahlreichen kleineren Öffnungen im Tragblech 20 dienen, wie dies derFig. 5 zu entnehmen ist. Durch ausFig. 5 ersichtliche große Öffnungen 22 hindurch kann eine Verkabelung der Induktionsheizspulen 14 in die darunterliegenden Steuerungsgehäuse 17 leicht erfolgen. - Entlang seiner Außenseiten weist das Tragblech 20 Abwicklungen 23 auf, die gemäß der Seitenansicht von
Fig. 6 rechtwinklig nach unten abgebogen sind. Das gesamte Tragblech 20 besteht vorteilhaft aus Aluminiumblech, besonders vorteilhaft mit einer Stärke von etwa 1,5 mm. In eine Fläche 21 des Tragblechs 20 sind sechs Verstärkungs-Einprägungen 25a bis 25f eingebracht. Wie die Seitenansicht derFig. 6 zeigt, sind sie sämtlich identisch ausgebildet und im Wesentlichen die einzigen Bereiche der Fläche 21 des Tragblechs 20, die eingeprägt sind. - Im Folgenden wird auch auf die
Fig. 6 bis 9 Bezug genommen, ohne dies im Einzelnen näher anzugeben. - Jede Verstärkungs-Einprägung 25a bis 25f weist einen Boden 27 auf sowie Seitenwände 29. Die Vergrößerungen der
Fig. 7 und 8 zeigen, dass die Seitenwände 29b und 29c der Verstärkungs-Einprägungen 25b und 25c im Wesentlichen von kurzen Stegen 33b und 33c gebildet sind. Zwischen diesen sind längliche Ausnehmungen 31b und 31c in das Blechmaterial des Tragblechs 20 eingebracht bzw. daraus herausgestanzt. Dort wo die Verstärkungs-Einprägungen 25 bis an die Außenseiten des Tragblechs 20 und somit bis an die Abwinklungen 23 gezogen sind, sind etwas größere Ausstanzungen 35 vorgesehen, in derFig. 7 sind dies die Ausstanzungen 35b und 35c. Sie ermöglichen ein leichtes Abbiegen der Abwinklungen 23 ohne Verwerfungen. Aus derFig. 7 ist zu ersehen, dass eine Länge der Ausnehmungen 31b und 31c etwa das Dreifache der Länge der Stege 33b und 33c in Längsrichtung der Verstärkungs-Einprägungen 25b und 25c beträgt. So ist einerseits eine stabile Verbindung zwischen dem flachen Boden 27b und 27c der Verstärkungs-Einprägungen 25b und 25c und der restlichen Fläche 21 des Tragblechs 20 gegeben. Gleichzeitig können durch die relativ schmalen Stege 33b und 33c Aufwerfungen oder ein sonstiges Verziehen im Tragblech 20 vermieden werden, wenn die Verstärkungs-Einprägungen 25 eingeprägt werden bzw. durch Prägen hergestellt werden. Hier kann das Material des Tragblechs 20 dann gut nachfließen, wie eingangs erläutert worden ist. So kann auch erreicht werden, dass die Verstärkungs-Einprägungen 25 mit nicht allzu großer Kraft beim Prägen hergestellt werden können. - Eine U-artige Querschnittsform der Verstärkungs-Einprägungen 25 ist aus der
Fig. 9 gut zu ersehen. Die Tiefe, also sozusagen der Höhenunterschied zwischen der Fläche 21 des Tragblechs 20 und dem Boden 27 der Verstärkungs-Einprägung 25, beträgt etwas mehr als die Dicke des Tragblechs 20 selbst, also beispielsweise 2 mm bis 2,5 mm. Dies reicht aber schon für die deutlich mechanische Verstärkung des gesamten Tragblechs 20 gegen Durchbiegen aufgrund der Gewichtskraft der ausFig. 3 erkennbaren Induktionsheizspulen 14 samt auf diesen aufgelegten Sensorspulen. Gerade im mittleren Bereich des Tragblechs 20 zwischen den Verstärkungs-Einprägungen 25c und 25d ist dies wichtig und von Vorteil. - Ein Winkel der Schrägstellung der Seitenwände 29 zur Fläche 21 des Tragblechs 20 lässt sich nicht genau bestimmen, da die Seitenwände zugegebenermaßen nicht sehr hoch sind und aufgrund des aus
Fig. 9 erkennbaren gebogenen Verlaufs ein Winkel nur schwer anzugeben ist. Gestrichelt dargestellt ist ein etwaiger Verlauf einer Geraden zwischen zwei Punkten, die jeweils auf halber Dicke des Tragblechs 20 liegen, bevor die Fläche 21 des Tragblechs 20 in den Steg 33 übergeht und bevor der Boden 27b nach links in denselben Steg 33b übergeht. Dieser Winkel beträgt etwa 45°, wobei zugegebenermaßen an sich die Schrägstellung des Stegs 33b schräger aussieht bzw. einen größeren Winkel vermuten lässt. - Zu erkennen ist auch, dass durch das Prägen bzw. Herstellen der Verstärkungs-Einprägungen 25 das Material in der wesentlichen Fläche 21 des Tragblechs 20 nicht beeinträchtigt wird, ebenso eigentlich nicht im Boden 27 der Verstärkungs-Einprägungen 25. Sowohl die Verformung als auch eine mögliche negative Beeinträchtigung des Materials findet lediglich in den Seitenwänden bzw. den Stegen 33 der Verstärkungs-Einprägungen 25 statt. Hält sich deren Verformung durch das Prägen aber in Grenzen, so sind sie noch ausreichend stabil.
- Entlang des Bodens 27 der Verstärkungs-Einprägungen 25 sind jeweils drei Löcher 38 vorgesehen. An diesen Löchern können, wie eingangs erläutert worden ist, die Steuerungsgehäuse 17 von unten befestigt werden, vorteilhaft durch Festschrauben. Von oben eingebrachte Schrauben können dann eine Höhe oder Dicke der Schraubenköpfe bis zu den vorgenannten 2 mm aufweisen und bleiben noch unterhalb der Ebene der Fläche 21 des Tragblechs 20. So stören sie die darüber aufgelegten Induktionsheizspulen 14 oder sonstige Funktionseinheiten nicht. Des Weiteren können alternativ oder zusätzlich in den durch die Verstärkungs-Einprägungen 25 gebildeten Kanälen auch Kabel, Anschlüsse, Sensoren oder Lichtleiter oder dergleichen verlaufen. Dann haben sie eine Funktion ähnlich wie Kabelkanäle. Zusätzlich könnten sie auch noch nach oben verschlossen sein durch dünne Folien oder dünne Deckel.
- In den
Fig. 7 bis 9 sind in den Vergrößerungen auch links und rechts neben der Verstärkungs-Einprägung 25b längliche Durchbrüche 40b vorgesehen. Sie laufen genau parallel dazu und weisen eine Länge auf, die etwa der Länge der Ausnehmungen 31 entsprechen kann. Ihre Breite kann etwa ein Viertel ihrer Länge betragen. AusFig. 7 ist erkennbar, dass hier zu jedem Durchbruch 40b etwa mittig ein Steg 33b angeordnet ist bzw. somit die Durchbrüche 40b gleichbleibend versetzt sind zu den Ausnehmungen 31b. Diese Durchbrüche 40b haben den Zweck, eine Wärmeleitung zu verringern, insbesondere von den aufgelegten Induktionsheizspulen 14 in die Verstärkungs-Einprägungen 25 bzw. deren Böden 27, an denen die Steuerungsgehäuse 17 befestigt sind. Möglicherweise können durch die schmalen Bereiche, die zwischen jedem Durchbruch 40b und jedem Steg 33b gebildet sind, negative Beeinflussungen des Prägens auf die flache Ausgestaltung der Fläche 21 des Tragblechs 20 verringert werden. In diesen schmalen Bereichen kann das Material des Tragblechs 20 beim Prägen sozusagen noch etwas nachgeben. - Diese Durchbrüche 40 müssen aber nicht vorgesehen sein, in
Fig. 7 sind sie bei der rechten Verstärkungs-Einprägung 25c nicht vorgesehen. - Aus der Vergrößerung der
Fig. 9 ist zu ersehen, dass eine Breite einer Verstärkungs-Einprägung 25 in etwa das Zehnfache ihrer Tiefe betragen kann. Dies kann aber leicht erkennbar variieren. - In der
Fig. 10 ist vereinfacht eine andere Querschnittsform für eine Verstärkungs-Einprägung 125 dargestellt. Sie ist im Profil dreieckig mit nach unten weisender Spitze. Die Seitenwände 129 sind in etwa gleich lang und stehen in einem etwa gleichen Winkel zur Fläche 121 des Tragblechs 120. Somit ist unten in der Verstärkungs-Einprägung 125 ein rechter Winkel gebildet. Eine derartige Verstärkungs-Einprägung 125 ist offensichtlich schwerer herzustellen als die zuvor beschriebene gemäß derFig. 1 bis 9 . Durch ihre größere Tiefe verleiht sie dem Tragblech 120 aber wahrscheinlich auch eine größere Steifigkeit bzw. bewirkt eine größere Verstärkung gegen Durchbiegen. - In der
Fig. 11 ist eine nochmals weitere Variation dargestellt, wie in ein Tragblech 220 eine Verstärkungs-Einprägung 225 eingebracht werden kann. Die Querschnittsform ist hier zwar auch U-artig, allerdings etwa doppelt so tief wie breit. Diese Verstärkungs-Einprägung 225 bildet eher eine Art nach unten aus der Fläche 221 des Tragblechs 220 herausstehende Verstärkungsrippe mit zwei relativ langen Seitenwänden 229, die zwischen sich einen relativ schmalen Boden 227 bilden. Hier ist auch schematisch dargestellt, wie ein Anschlusskabel 241 unten in der Verstärkungs-Einprägung 225 verlegt sein kann. - Die Verstärkungs-Einprägungen der
Fig. 10 und 11 sind möglicherweise auch nur mit einer Anordnung von Ausnehmungen und Stegen ähnlich dem vorherigen Ausführungsbeispiel realisierbar. Alternativ kann durch das Herstellen dieser Ausprägungen nicht ganz vermieden werden, dass sich das Tragblech 120 bzw. 220 insgesamt etwas verzieht. Dies kann aber durchaus in Kauf genommen werden. Sollen dennoch Abwinklungen an den Außenseiten des Tragblechs vorgesehen sein, an die die Verstärkungs-Einprägungen 125 bzw. 225 heranreichen sollen, so muss hier möglicherweise das Tragblech entweder aufgeschnitten werden für eine entsprechende Überlappung. An dieser Überlappung können die Abwinklungen wieder miteinander verbunden werden, beispielsweise durch Schrauben oder Schweißen. Dadurch werden auch sehr stabile und wirksame Abwinklungen geschaffen. Alternativ muss hier das Blechmaterial im Bereich der Abwinklung aufeinandergebogen bzw. gedoppelt werden, was aber auch möglich ist.
Claims (15)
- Kochfeld mit- einem flächigen Tragblech aus Metall, auf dem Heizeinrichtungen angeordnet sind,- einer Ansteuerung und/oder Leistungsstellern für die Heizeinrichtungen, die unter dem Tragblech angeordnet sind, dadurch gekennzeichnet, dass- das Tragblech mindestens eine Verstärkungs-Einprägung aufweist, die länglich ausgebildet ist in Richtung von einer Außenseite des Tragblechs auf eine gegenüberliegende Außenseite zu,- die Verstärkungs-Einprägung aus einer Fläche des Tragblechs heraussteht bzw. über die Fläche des Tragblechs übersteht,- die Verstärkungs-Einprägung eine Länge von mindestens 80% der Entfernung von einer Außenseite des Tragblechs zur gegenüberliegenden Außenseite aufweist,- die Verstärkungs-Einprägung eine Breite aufweist, die 2% bis 20% ihrer Länge beträgt.
- Kochfeld nach Anspruch 1, dadurch gekennzeichnet, dass die Verstärkungs-Einprägung eine Querschnittsform aufweist, insbesondere U-artig, die einen Boden aufweist und auf beiden Seiten des Bodens Seitenwände von der Fläche des Tragblechs hin zu dem Boden aufweist, wobei die Seitenwände schräg zum Boden hin aufeinander zu verlaufen bzw. sich die Querschnittsform zum Boden hin verjüngt, wobei vorzugsweise ein Winkel der Seitenwände zu einer Fläche des Tragblechs zwischen 20° und 75° beträgt, insbesondere zwischen 35° und 60° beträgt.
- Kochfeld nach Anspruch 2, dadurch gekennzeichnet, dass die Querschnittsform der Verstärkungs-Einprägung symmetrisch ist zu einer Symmetriefläche rechtwinklig zur Fläche des Tragblechs und entlang der Längsrichtung der Verstärkungs-Einprägung.
- Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein Boden der Verstärkungs-Einprägung flach ausgebildet ist und/oder parallel zu einer Fläche des Tragblechs verläuft.
- Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Verstärkungs-Einprägung zwischen 5% und 20% der maximalen Breite der Verstärkungs-Einprägung aus der Fläche des Tragblechs heraussteht bzw. über die Fläche des Tragblechs übersteht, insbesondere zwischen 8% und 15%, wobei vorzugsweise die Tiefe und/oder die Breite der Verstärkungs-Einprägung konstant ist entlang der Längsrichtung der Verstärkungs-Einprägung.
- Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Tragblech mindestens zwei gleichartige oder identische Verstärkungs-Einprägungen aufweist, die parallel zueinander verlaufen, wobei insbesondere mindestens eine Verstärkungs-Einprägung entlang einer Außenseite des Tragblechs und parallel dazu verläuft, vorzugsweise mit einem Abstand zwischen 1 cm und 10 cm dazu, und wobei mindestens eine weitere Verstärkungs-Einprägung parallel dazu in einem Mittelbereich des Tragblechs verläuft, insbesondere genau mittig zwischen zwei parallelen Außenseiten des Tragblechs, oder wobei zwei Verstärkungs-Einprägungen parallel zueinander in einem Mittelbereich des Tragblechs verlaufen.
- Kochfeld nach Anspruch 6, dadurch gekennzeichnet, dass mit einem Abstand zwischen 1 cm und 10 cm zu zwei parallelen Außenseiten des Tragblechs je eine Verstärkungs-Einprägung verläuft.
- Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine Verstärkungs-Einprägung, vorzugsweise jede Verstärkungs-Einprägung, in ihrer Längsrichtung gesehen mindestens bis zu einer Entfernung von maximal 1 cm zur Außenseite des Tragblechs verläuft in Draufsicht auf das Tragblech, vorzugsweise bis direkt an die Außenseite des Tragblechs.
- Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in Seitenwänden der Verstärkungs-Einprägung Ausnehmungen vorgesehen sind, vorzugsweise in regelmäßiger Anordnung vorgesehen sind und/oder nur in den Seitenwänden vorgesehen sind und nicht in die sonstige Fläche des Tragblechs und nicht in den Boden der Verstärkungs-Einprägung hineinreichen, wobei insbesondere die Ausnehmungen in Längsrichtung der Verstärkungs-Einprägung gesehen länger sind als dazwischenliegende Stege, vorzugsweise zwischen 50% und 500% länger sind.
- Kochfeld nach Anspruch 9, dadurch gekennzeichnet, dass die Ausnehmungen jeweils rechteckige Fläche aufweisen, insbesondere mehr als 80% der Ausnehmungen gleich groß sind.
- Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass entlang der Verstärkungs-Einprägung Durchbrüche verlaufen mit einem Abstand weniger als 3 cm, wobei vorzugsweise die Durchbrüche eine Länge aufweisen die größer ist als ihre Breite, wobei insbesondere die Länge der Durchbrüche größer ist als die Länge von Stegen des Tragblechs dazwischen.
- Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Verstärkungs-Einprägung einen Boden aufweist, der von der planen Form abweicht mit einer Wölbung nach oben und mit einer Richtung der Wölbung quer zur Längsrichtung der Verstärkungs-Einprägung, wobei vorzugsweise eine Höhe der Wölbung zwischen 1% und 10% der Breite des Bodens beträgt.
- Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in der Verstärkungs-Einprägung Kabel und/oder Sensoren verlegt sind und/oder Leuchtmittel darin verlaufen, wobei vorzugsweise diese jeweils nicht über die Fläche des Tragblechs überstehen bzw. aus der Vertiefung der Verstärkungs-Einprägung herausstehen.
- Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein Steuerungsgehäuse für die Ansteuerung und/oder die Leistungsstellern flach ausgebildet ist und unter dem Tragblech angeordnet ist, vorzugsweise von unten an das Tragblech angeschraubt ist, wobei das Steuerungsgehäuse nur an die Unterseiten von zwei Verstärkungs-Einprägungen angeschraubt ist, die mit Abstand zueinander und parallel zueinander verlaufen, wobei insbesondere mindestens zwei gleichartige Steuerungsgehäuse unten an dem Tragblech befestigt sind und dabei jedes Steuerungsgehäuse an je zwei eigenen Verstärkungs-Einprägungen und getrennt von den anderen Verstärkungs-Einprägungen befestigt ist.
- Verfahren zur Herstellung eines Tragblechs für ein Kochfeld nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass mindestens eine längliche Verstärkungs-Einprägung in das Tragblech eingebracht wird durch Prägen, wobei vorzugsweise entlang von zwei parallelen Linien Ausnehmungen in ein Tragblech eingebracht werden, insbesondere herausgestanzt werden, und in einem anschließenden Schritt die Verstärkungs-Einprägung entlang und zwischen diesen zwei Linien von Ausnehmungen in das Tragblech eingebracht wird durch Prägen, wobei vorzugsweise die Verstärkungs-Einprägung mit flachem Boden hergestellt wird, wobei der flache Boden zwischen den Ausnehmungen bzw. zwischen den zwei Linien von Ausnehmungen liegt.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019206476.0A DE102019206476A1 (de) | 2019-05-06 | 2019-05-06 | Kochfeld mit einem flächigen Tragblech für Heizeinrichtungen und Verfahren zur Herstellung eines solchen Tragblechs |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3737211A1 true EP3737211A1 (de) | 2020-11-11 |
| EP3737211B1 EP3737211B1 (de) | 2023-06-07 |
Family
ID=70289628
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20169525.1A Active EP3737211B1 (de) | 2019-05-06 | 2020-04-15 | Kochfeld mit einem flächigen tragblech für heizeinrichtungen und verfahren zur herstellung eines solchen tragblechs |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3737211B1 (de) |
| KR (1) | KR102870074B1 (de) |
| DE (1) | DE102019206476A1 (de) |
| ES (1) | ES2953387T3 (de) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10006863A1 (de) * | 2000-02-04 | 2001-10-31 | Aeg Hausgeraete Gmbh | Induktions-Gareinrichtung |
| EP2427032A2 (de) * | 2010-09-06 | 2012-03-07 | BSH Bosch und Siemens Hausgeräte GmbH | Kochfeldvorrichtung |
| EP3379900A1 (de) * | 2017-03-24 | 2018-09-26 | E.G.O. ELEKTRO-GERÄTEBAU GmbH | Kochfeld |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2142692C3 (de) * | 1971-08-26 | 1975-01-02 | Bosch-Siemens Hausgeraete Gmbh, 7000 Stuttgart | Elektrische Heizeinrichtung mit einer Heizplatte |
| DE29722313U1 (de) * | 1997-12-17 | 1998-04-09 | Bosch-Siemens Hausgeräte GmbH, 81669 München | Gaskochmulde |
| DE102012219265A1 (de) * | 2011-11-16 | 2013-05-16 | BSH Bosch und Siemens Hausgeräte GmbH | Hausgerätevorrichtung |
-
2019
- 2019-05-06 DE DE102019206476.0A patent/DE102019206476A1/de not_active Withdrawn
-
2020
- 2020-04-15 EP EP20169525.1A patent/EP3737211B1/de active Active
- 2020-04-15 ES ES20169525T patent/ES2953387T3/es active Active
- 2020-05-04 KR KR1020200053462A patent/KR102870074B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10006863A1 (de) * | 2000-02-04 | 2001-10-31 | Aeg Hausgeraete Gmbh | Induktions-Gareinrichtung |
| EP2427032A2 (de) * | 2010-09-06 | 2012-03-07 | BSH Bosch und Siemens Hausgeräte GmbH | Kochfeldvorrichtung |
| EP3379900A1 (de) * | 2017-03-24 | 2018-09-26 | E.G.O. ELEKTRO-GERÄTEBAU GmbH | Kochfeld |
| DE102017205061A1 (de) | 2017-03-24 | 2018-09-27 | E.G.O. Elektro-Gerätebau GmbH | Kochfeld |
Non-Patent Citations (1)
| Title |
|---|
| GERD K. REITTER: "Leichtbau durch Sicken", 31 December 2013 (2013-12-31), pages 1 - 339, XP055731836, Retrieved from the Internet <URL:https://4ming.de/leichtbau-durch-sicken-fachbuch> [retrieved on 20200918] * |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102870074B1 (ko) | 2025-10-13 |
| EP3737211B1 (de) | 2023-06-07 |
| ES2953387T3 (es) | 2023-11-10 |
| DE102019206476A1 (de) | 2020-11-12 |
| KR20200128632A (ko) | 2020-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102019112201A1 (de) | Solarmodulhaltevorrichtung und Verfahren zur Herstellung einer Solarmodulhaltevorrichtung | |
| EP3710651B1 (de) | Parkplattform für ein kraftfahrzeug | |
| EP2995732A1 (de) | Fassadenrinne | |
| DE202005006528U1 (de) | Befestigungsprofil | |
| DE102010015922B4 (de) | Abkantpresse zum Biegen von Folien | |
| DE19645517A1 (de) | Türblatt, insbesondere für Aufzugstüren | |
| EP3737211B1 (de) | Kochfeld mit einem flächigen tragblech für heizeinrichtungen und verfahren zur herstellung eines solchen tragblechs | |
| EP3290603B1 (de) | Entwässerungsrinne | |
| EP2790468A2 (de) | Kochfeld und Verfahren zur Montage eines Kochfelds | |
| EP2532799B1 (de) | Metallträger und dessen Verwendung | |
| EP3379900B1 (de) | Kochfeld | |
| WO2024056772A1 (de) | Wärmetauscher zur kühlung von komponenten | |
| DE102018216047A1 (de) | Kühlstruktur | |
| EP4030103B1 (de) | Kochfeld mit steuerungsgehäuse | |
| EP3596398B1 (de) | Vorrichtung zur befestigung eines temperierkörpers an einer wand | |
| EP2042748A1 (de) | Gratleiste für Massivholz | |
| EP1372877A1 (de) | Verfahren zum strangpressen und strangpressanlage, insbesondere zum herstellen von gekrümmten strangpressprodukten | |
| EP3465836B1 (de) | Kontaktelement | |
| EP4424210B1 (de) | Regaleinschub | |
| DE29901412U1 (de) | Lochrasterplatte, insbesondere für Textilien-Transportfahrzeuge, Container, Behälter und Aufbauten jeglicher Art | |
| EP2775086A1 (de) | Kanalträger | |
| DE102008062222A1 (de) | Kraftfahrzeug mit einem aus Kunststoff bestehenden Außenhautbauteil | |
| DE69804703T2 (de) | Kanalverbindung | |
| EP2901911A1 (de) | Fußabstreifmatte | |
| DE10202133B4 (de) | Schraubverbindung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210505 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230127 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1578432 Country of ref document: AT Kind code of ref document: T Effective date: 20230615 Ref country code: DE Ref legal event code: R096 Ref document number: 502020003482 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230907 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2953387 Country of ref document: ES Kind code of ref document: T3 Effective date: 20231110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231009 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231007 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502020003482 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| 26N | No opposition filed |
Effective date: 20240308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230607 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240415 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20240415 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20240430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240415 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240415 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240415 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240430 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240415 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250422 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250519 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250430 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250721 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20200415 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20200415 |