EP4142958B1 - Behälterbehandlungslinie und verfahren zum betreiben einer behälterbehandlungslinie - Google Patents
Behälterbehandlungslinie und verfahren zum betreiben einer behälterbehandlungslinie Download PDFInfo
- Publication number
- EP4142958B1 EP4142958B1 EP21720713.3A EP21720713A EP4142958B1 EP 4142958 B1 EP4142958 B1 EP 4142958B1 EP 21720713 A EP21720713 A EP 21720713A EP 4142958 B1 EP4142958 B1 EP 4142958B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- containers
- container treatment
- throughput
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/08—Cleaning containers, e.g. tanks
- B08B9/20—Cleaning containers, e.g. tanks by using apparatus into or on to which containers, e.g. bottles, jars, cans are brought
- B08B9/205—Conveying containers to or from the cleaning machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/08—Cleaning containers, e.g. tanks
- B08B9/20—Cleaning containers, e.g. tanks by using apparatus into or on to which containers, e.g. bottles, jars, cans are brought
- B08B9/28—Cleaning containers, e.g. tanks by using apparatus into or on to which containers, e.g. bottles, jars, cans are brought the apparatus cleaning by splash, spray, or jet application, with or without soaking
- B08B9/30—Cleaning containers, e.g. tanks by using apparatus into or on to which containers, e.g. bottles, jars, cans are brought the apparatus cleaning by splash, spray, or jet application, with or without soaking and having conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/08—Cleaning containers, e.g. tanks
- B08B9/20—Cleaning containers, e.g. tanks by using apparatus into or on to which containers, e.g. bottles, jars, cans are brought
- B08B9/42—Cleaning containers, e.g. tanks by using apparatus into or on to which containers, e.g. bottles, jars, cans are brought the apparatus being characterised by means for conveying or carrying containers therethrough
- B08B9/44—Cleaning containers, e.g. tanks by using apparatus into or on to which containers, e.g. bottles, jars, cans are brought the apparatus being characterised by means for conveying or carrying containers therethrough the means being for loading or unloading the apparatus
Definitions
- the invention relates to a container treatment line, a control unit for a container treatment line, a cleaning machine, and a method for operating a container treatment line. Furthermore, the invention relates to a computer program for a control unit.
- Container treatment lines comprising a cleaning machine for cleaning containers and a container treatment system downstream of the cleaning machine, which comprises one or more container treatment machines, are well known in the art. Such container treatment lines are often suitable for processing or treating containers of different formats, such as glass or PET bottles of different sizes.
- the container throughput of the container treatment plant located downstream of the cleaning machine or of at least one of its container treatment machines can vary for different container formats. For example, it may be the case that the container treatment plant or at least one of its container treatment machines can process or treat containers of a large container format more slowly than containers of a small container format, so that the container treatment plant or the at least one container treatment machine can achieve a lower container throughput when treating containers of a large container format than with containers of a large container format. This means that if the container format of the containers to be treated changes, the container throughput of the container treatment plant or of the at least one container treatment machine can change.
- the container throughput of the container treatment plant or at least one of its container treatment machines may change independently of any change in the container format, for example as a result of a defect and/or a technical malfunction of the container treatment plant or individual container treatment machines or individual machine components.
- the cleaning machine is normally designed to suit the maximum container throughput of the downstream container treatment plant. If the container treatment plant is operated at its maximum container throughput, the containers are treated in the cleaning machine, e.g. by immersing the containers in a caustic or acid bath, for a desired treatment time.
- the container treatment plant is not operated at its maximum container throughput but with a reduced container throughput, the transport speed of the cleaning machine is reduced, which means that the time it takes for the containers to pass through the cleaning machine and thus also the treatment time for the containers, in particular the time they take to immerse the containers in a caustic or acid bath, increases. This can lead to damage to the containers, e.g. due to excessively long exposure to temperature and/or excessively long exposure to caustic and/or acid on the containers. Reusable PET bottles are particularly affected by this, but glass bottles can also suffer damage in such cases, such as increased glass corrosion.
- the document EP3401028A1 discloses a container treatment line according to the preamble of claim 1.
- Document ITTO20120507A1 discloses another prior art container cleaning machine.
- the invention is based on the object of creating a possibility to avoid or at least reduce damage to containers during their transport through a cleaning machine.
- the container treatment line according to the invention comprises a cleaning machine for cleaning containers and a container treatment system downstream of the cleaning machine, which has at least one container treatment machine.
- the container treatment line according to the invention further comprises a conveyor device for conveying the containers to the cleaning machine, for example by push-pull transport.
- the cleaning machine comprises a container inlet with several lanes, a container outlet, and an internal transport device for transporting the containers from the container inlet to the container outlet.
- Said transport device has several carrier units arranged one behind the other in the transport direction of the transport device, each having several container receptacles arranged transversely to the transport direction for holding the containers during their transport from the container inlet to the container outlet.
- the cleaning machine further comprises a loading device for loading at least some of the container receptacles with the containers.
- the container treatment line comprises a control unit.
- the container treatment line according to the invention is characterized in that the control unit is configured to process data relating to the container throughput of the container system and/or relating to the container throughput of the at least one container treatment machine and to control the loading device in such a way that, for an operating period, one of the carrier units and/or a plurality of the carrier units is/are either loaded with containers by means of the loading device or left empty depending on the container throughput of the container treatment system and/or the container throughput of the at least one container treatment machine.
- the container treatment system and/or the at least one container treatment machine is operated at a first, low container throughput, for example, some of the carrier units can be left empty and some of the carrier units can be loaded with containers. However, if the container treatment system and/or the at least one container treatment machine is operated at a second, higher container throughput, more carrier units, in particular all carrier units, can be loaded with containers.
- leaving a carrier unit or a plurality of carrier units empty means that the carrier unit or the plurality of carrier units are not loaded with containers, i.e. no containers are introduced into this carrier unit(s).
- the container throughput of the container treatment system or of the at least one container treatment machine is understood to mean the number of containers treated per unit of time by the container treatment system or of the at least one container treatment machine.
- performance or machine/system performance is often used for this. This value is usually expressed in the unit "containers per hour.”
- the container throughput of the cleaning machine is understood to mean the number of containers treated or cleaned by the cleaning machine per unit of time.
- the invention relates to a control unit for a container treatment line.
- the control unit according to the invention is provided for a container treatment line with a cleaning machine for cleaning containers and a container treatment system downstream of the cleaning machine, in particular for the container treatment line according to the invention described above.
- the control unit according to the invention is characterized in that it is designed to process data relating to a container throughput, in particular a container throughput of the container system and/or relating to the container throughput of at least one container treatment machine of the container system, and to control a loading device of the cleaning machine in such a way that, for an operating period, a carrier unit of the cleaning machine or a plurality of carrier units of the cleaning machine are either loaded with containers by means of the loading device or left empty depending on the container throughput.
- the control unit can, in particular, be designed to control only components or devices of the cleaning machine.
- the control unit can be a common or central control unit of the container treatment line. which is designed to control components or devices of the cleaning machine as well as components or devices of the downstream container treatment system.
- control unit can be designed as a multi-part control unit. This means that the control unit can consist of several, particularly spatially separated, parts. The individual parts of the control unit can, for example, be arranged in different housings.
- control unit or at least a part of the control unit can be a component of the cleaning machine, wherein the control unit or the part of the control unit does not necessarily have to be arranged in or on the machine housing of the cleaning machine, but can, for example, be arranged spatially remote from the machine housing.
- control unit and the cleaning machine can be separate devices.
- control unit preferably has a data transmission interface via which the control unit can be connected to the cleaning machine and via which the control unit can send data and/or control commands to the cleaning machine or its components.
- the cleaning machine according to the invention is characterized in that it also comprises the control unit according to the invention and the control unit is designed to control the loading device of the cleaning machine as a function of the container throughput.
- the containers can be, for example, bottles, especially glass bottles or reusable PET bottles.
- the containers can also be beverage containers.
- the control unit can be configured, for example, via a computer program stored in a data memory of the control unit or in a data memory connected to the control unit and executed by a processor of the control unit, to control the loading device of the cleaning machine in the manner described above.
- the data relating to the container throughput can be stored in the control unit, for example in the form of a data set in which different operating states of the container treatment system are each assigned a container throughput on which the control process is based.
- the data relating to the container throughput or at least a portion of this data is transmitted to the control unit from one or more external devices, for example from a sensor unit that monitors the container throughput during ongoing operation of the container treatment system and/or from an operating unit (human-machine interface) by means of which the container throughput can be adjusted and/or the container format to be processed can be adjusted.
- the cleaning machine preferably comprises several treatment stations for treating the containers during their transport from the container inlet to the container outlet.
- One of the treatment stations may, for example, include a caustic bath.
- Another of the treatment stations may, for example, include an acid bath.
- Another of the treatment stations may, for example, have a spraying device for spraying the containers with a cleaning medium.
- the containers prefferably treated in the cleaning machine, particularly in its treatment stations, during transport from the container inlet to the container outlet, whereby the containers are cleaned.
- the cleaning machine is connected to the downstream container treatment plant via a conveyor device of the container treatment line in order to be able to transport the containers from the container outlet of the cleaning machine to said container treatment plant or to the at least one container treatment machine of the container treatment plant.
- the loading device comprises several adjacently arranged drive plates, each with at least one drive finger, preferably two drive fingers, for inserting the containers into the container receptacles.
- the drive plates are preferably mounted on a common shaft. Said shaft is preferably connected to a rocker that drives the shaft.
- the at least one container processing machine of the container processing system can, for example, be a filling machine for filling the containers with a liquid.
- the at least one container processing machine of the container processing system can be another type of container processing machine, such as a labeling machine or a container printing machine.
- the container treatment system can comprise any combination of several different container treatment machines, such as a filling machine and a labeling machine.
- the transport speed of the transport device of the cleaning machine is controllable or regulatable.
- the control unit is configured to control or regulate the transport speed of the transport device as a function of the container throughput of the container treatment system and/or the container throughput of the at least one container treatment machine.
- the method according to the invention is a method for operating a container treatment line with a cleaning machine for cleaning containers and a container treatment system downstream of the cleaning machine, in particular for operating the container treatment line according to the invention described above.
- the method according to the invention provides that the containers are conveyed to the cleaning machine by means of a conveyor device of the container treatment line, preferably by push-pull transport, and the containers are introduced into lanes of a container inlet of the cleaning machine. Furthermore, it is provided that the containers are transported from the container inlet of the cleaning machine to its container outlet by means of an internal transport device of the cleaning machine, wherein the transport device comprises a plurality of carrier units arranged one behind the other in the transport direction of the transport device, each having a plurality of container receptacles arranged transversely to the transport direction, in which container receptacles the containers are held during their transport from the container inlet to the container outlet. Furthermore, at least some of the container receptacles are loaded with the containers by means of a loading device of the cleaning machine.
- the method according to the invention is characterized in that data relating to the container throughput of the container system and/or relating to the container throughput of at least one container treatment machine of the container system are processed by a control unit of the container treatment line and the loading device is controlled by the control unit in such a way that During the operating time, one of the carrier units and/or a plurality of the carrier units is/are either loaded with containers by means of the loading device or left empty depending on the container throughput of the container treatment plant and/or the container throughput of the at least one container treatment machine.
- the containers are introduced into the carrier units or their container receptacles in groups by means of the loading device.
- the containers are introduced into the carrier units or their container receptacles simultaneously by means of the loading device.
- the containers are expediently treated in the at least one container treatment machine of the container treatment system.
- the containers after passing through the cleaning machine, are filled with a liquid, in particular a beverage, in the at least one container treatment machine of the container treatment system.
- treating the containers in the at least one container treatment machine preferably involves filling the containers with a liquid.
- the loading device is controlled by the control unit in such a way that one or more of the carrier units be left empty if the container throughput of the container treatment plant and/or of the at least one container treatment machine is less than a reference container throughput.
- the reference container throughput preferably corresponds to the maximum container throughput of the container treatment plant and/or the maximum container throughput of the at least one container treatment machine.
- the container throughput of the container treatment system and/or of the at least one container treatment machine can depend in particular on the container format.
- the loading device is advantageously controlled by the control unit such that, for an operating period, one of the carrier units and/or a plurality of the carrier units is either loaded with containers by means of the loading device or left empty, depending on the container format.
- This makes it possible to achieve a substantially constant throughput time for the containers through the cleaning machine or through its processing stations, regardless of the container format. In this way, damage to containers of a container format that the container treatment system or the at least one container treatment machine can only process with a low container throughput can be avoided or at least reduced.
- the control unit changes the container throughput of the cleaning machine by controlling the loading device by the control unit in such a way that the number of carrier units loaded with containers per unit of time by means of the loading device is changed.
- the change in the container throughput of the cleaning machine can be triggered, for example, by a machine/system operator via an operating unit (human-machine interface) connected to the control unit.
- the container throughput of the cleaning machine is increased by the control unit in that the loading device is controlled by the control unit in such a way that the number of carrier units loaded with containers per unit of time by means of the loading device is increased.
- the container throughput of the cleaning machine is reduced by the control unit in that the loading device is controlled by the control unit in such a way that the number of carrier units loaded with containers per unit of time by means of the loading device is reduced.
- the container throughput of the cleaning machine is reduced (case A) or increased (case B) by the control unit in that the feeding device is controlled by the control unit in such a way that the number of carrier units fed with containers per unit of time by means of the feeding device is reduced (case A) or increased (case B).
- a carrier unit of the transport device is left empty by temporarily stopping or slowing down a drive of the loading device.
- the carrier units of the transport device are driven continuously and without interruption by means of a drive means, in particular a drive chain, of the transport device.
- the cleaning machine can have a removal device by means of which the containers can be removed from the container receptacles of the carrier unit
- the removal device can be controlled by the control unit.
- the removal device can be controlled by the control unit such that the removal device operates continuously and without interruption.
- the removal device can be controlled by the control unit such that a drive of the removal device is temporarily stopped when an empty carrier unit passes the removal device.
- the transport device of the cleaning machine when transporting the containers from the container inlet to the container outlet, is operated at a transport speed that lies within a speed interval limited by a lower speed limit and an upper speed limit, wherein the upper speed limit is at most 20%, preferably at most 10%, greater than the lower speed limit.
- the transport device is advantageously operated at a transport speed that lies within a narrow speed interval. This enables energy-efficient and low-wear operation of the transport device.
- the two speed limits are preferably independent of the container format and/or the container throughput of the container treatment system and/or the container throughput of the at least one container treatment machine. This reasonably assumes that the container throughput of the container treatment system or of the at least one container treatment machine is not greater than the maximum container throughput of the cleaning machine.
- the transport device of the cleaning machine is operated during transport of the containers from the container inlet to the container outlet in such a way that a treatment time of the containers in the cleaning machine, such as the immersion time of the containers in lye and/or the immersion time of the containers in acid, deviates from a target treatment time of the containers by a maximum of 20%, in particular by a maximum of 10%.
- the loading device is controlled by the control unit such that a group of several carrier units of the transport device arranged directly one behind the other is left empty. For example, two to fifteen, in particular four to twelve, carrier units of the transport device arranged directly one behind the other can be left empty. This makes it possible to stop the drive of the loading device less frequently to empty carrier units, thereby reducing wear on the loading device or its drive.
- the loading device is controlled by the control unit in such a way that a group of n carrier units loaded with containers arranged directly one behind the other is followed by a group of m carrier units left empty and arranged directly behind the other, where n and m are natural numbers greater than 1.
- n and m are natural numbers greater than 1.
- the loading device is controlled by the control unit in such a way that the said sequence of n carrier units loaded with containers arranged directly one after the other and subsequently m carrier units left empty arranged directly one after the other is repeated periodically.
- the loading device is controlled by the control unit in such a way that the numerical ratio of carrier units loaded with containers and carrier units left empty is equal or approximately equal, in particular in order to avoid a container backlog downstream of the cleaning machine.
- the cleaning machine can have a blocking element on at least one of the lanes for blocking and releasing the associated lane. Furthermore, the cleaning machine can have a drive device for driving the at least one blocking element. In this case, this drive device is preferably controlled by the control unit such that the blocking element either blocks or opens the associated lane depending on the container throughput of the container treatment system and/or the container throughput of the at least one container treatment machine. Alternatively, it can be provided that the at least one blocking element is manually operable and/or can be manually inserted into the associated lane.
- the cleaning machine preferably comprises a spraying device with multiple spray nozzles for spraying the containers with a cleaning medium, such as water.
- the spraying device or the cleaning medium can be used, in particular, to spray residues of acid, alkali, and/or other treatment media from the containers.
- the spraying device is controlled by the control unit such that empty carrier units are not sprayed with the cleaning medium or are sprayed with a smaller amount of cleaning medium than the carrier units loaded with containers. This enables cleaning medium- and energy-saving operation of the cleaning machine.
- the cleaning machine comprises at least one sensor unit connected to the control unit, by means of which it is determined whether a carrier unit or a group of carrier units is loaded with containers or is empty.
- This at least one sensor unit expediently generates a sensor signal dependent on the loading status of the carrier unit or the group of carrier units.
- the control unit can control the spraying device depending on this sensor signal.
- it is detected purely by software, i.e. without the use of a sensor unit, whether a carrier unit or a group of carrier units is loaded with containers or is empty. For example, it is possible to determine the loading status of a carrier unit or a group of carrier units based on information about how the loading device was controlled by the control unit as the carrier unit or group of carrier units has passed the loading device.
- the spraying device can have at least one controllable shut-off and/or throttling device, such as a valve, for influencing the cleaning medium flow through at least one of the spray nozzles, wherein at least one of the spray nozzles is expediently assigned to the at least one shut-off and/or throttling device.
- a controllable shut-off and/or throttling device such as a valve
- the at least one shut-off and/or throttling device is controlled by the control unit in such a way that the at least one shut-off and/or throttling device is shut off or throttled when, after a carrier unit loaded with containers, an empty carrier unit or a group of several empty carrier units arranged directly one behind the other passes the spray nozzle(s) assigned to the at least one controllable shut-off and/or throttling device.
- a spray nozzle is considered to be assigned to a valve if the valve is configured to control this spray nozzle.
- the spraying device can have at least one pump for conveying the cleaning medium to at least one of the spray nozzles, wherein at least one of the spray nozzles is expediently assigned to the at least one pump.
- the at least one pump is controlled by the control unit in such a way that the delivery rate of the at least one pump is reduced if, after a carrier unit loaded with containers, an empty carrier unit or a group of several empty carrier units arranged directly one behind the other passes the spray nozzle(s) assigned to the at least one pump.
- a spray nozzle is considered to be assigned to a pump if the pump is configured to convey the cleaning medium to this spray nozzle.
- the delivery rate of the at least one pump can be adjusted, for example, via a frequency control of the pump.
- the invention relates, among other things, to a computer program for a control unit of a container treatment line.
- the computer program according to the invention is characterized in that the computer program causes the container treatment line to carry out the method according to the invention when it is executed on the control unit of the container treatment line.
- the computer program can be stored on a computer-readable data carrier or storage medium.
- the computer program expediently contains program code that is processed by the control unit and used by the control unit to control the loading device and, if applicable, other devices of the cleaning machine.
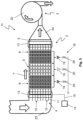
- Fig. 1 shows a schematic, highly simplified representation of a first container treatment line 1a in a view from above.
- the container treatment line 1a comprises a cleaning machine 2 for cleaning containers, in particular for cleaning bottles, as well as a container treatment system 3 downstream of the cleaning machine 2.
- the container treatment system 3 downstream of the cleaning machine 2 comprises a container treatment machine 22.
- the container treatment machine 22 is a filling machine, in particular a rotary filling machine. After passing through the cleaning machine 2, the containers are filled with a liquid, in particular a beverage, in this container treatment machine 22.
- the container treatment system 3 can comprise one or more further container treatment machines, such as a labeling machine, although any further container treatment machines are not illustrated in the figures.
- the cleaning machine 2 comprises a container inlet 4 and a container outlet 5.
- the cleaning machine 2 is connected to an inlet-side conveyor 23 of the container treatment line 1a, which serves to convey the containers to be cleaned to the container inlet 4 of the cleaning machine 2, in particular in so-called push-and-pull transport.
- the cleaning machine 2 is connected to an outlet-side conveyor 24 of the container treatment line 1a, which is also connected to the aforementioned container treatment machine 22 of the container treatment system 3 and serves to convey the containers cleaned by the cleaning machine 2 to the container treatment machine 22.
- the outlet-side conveyor 24 is designed to transfer the containers from a multi-row container stream to a single-row container stream during their transport from the container outlet 5 of the cleaning machine 2 to the container treatment machine 22.
- the cleaning machine 2 comprises an internal transport device 6, ie a transport device 6 arranged in the machine housing of the cleaning machine 2, for transporting the containers from the container inlet 4 to the container outlet 5.
- the transport device 6 of the cleaning machine 2 comprises a plurality of carrier units 8 arranged one behind the other in the transport direction 7 of the transport device 6, each having a plurality of container receptacles 9 arranged transversely to the transport direction 7 for holding the containers during their transport from the container inlet 4 to the container outlet 5.
- the containers are transported to treatment stations 25 of the cleaning machine 2 (cf. Fig. 2 ) undergo a treatment which cleans the containers.
- the transport path along which the containers are transported through the cleaning machine 2 by means of the transport device 6 preferably has a meandering course (cf. Fig. 2 ).
- Fig. 1 (as well as in Fig. 3 to 6 ), however, the transport route is shown as a straight transport route for the sake of better clarity and easier representation.
- the container inlet 4 of the cleaning machine 2 comprises several aisles 10 for guiding the containers. These are formed by aisle walls 11 arranged parallel to one another. The distance between adjacent aisle walls 11 is preferably adjustable so that the distance can be adapted to the container format of the containers to be processed. Instead of aisle walls 11, the aisles 10 can be formed, for example, by movable guide elements, in particular by spacers on one or more circulating chains.
- the cleaning machine 2 comprises a loading device 12 at its container inlet 4 for loading the carrier units 8 or their container receptacles 9 with containers.
- the loading device 12 is designed to introduce the containers in groups into the carrier units 8 or their container receptacles 9.
- the cleaning machine 2 has a removal device 13 for removing the containers from the carrier units 8 or their container receptacles 9 and for transferring the containers to the outlet-side conveyor device 24.
- the container treatment line 1a is equipped with a control unit 14.
- the control unit 14 is connected to the loading device 12 of the cleaning machine 2 via a control line 15 and is configured to control the loading device 12—preferably with the aid of a computer program stored in a data memory of the control unit 14.
- the control unit 14 can be connected to one or more other devices of the container treatment line 1a or the cleaning machine 2, such as the removal device 13 of the cleaning machine 2, and configured to control this device(s).
- the container throughput of the container processing machine 22 may change as a result of a change in the state of the container processing machine 22, e.g., due to a defect and/or a (temporary) malfunction of the container processing machine 22 or individual elements of the container processing machine 22 and/or due to a change in the container format of the containers to be processed. It is assumed below that the container throughput of the container processing machine 22 is greater when processing containers of a small container format (such as 1.5-liter bottles) than when processing containers of a large container format (such as 2-liter bottles), because the container processing machine 22 requires a longer processing time, in particular a longer filling time, for containers of a large container format than for containers of a small container format.
- a plant operator selects which container format is to be processed by the container processing line 1a via a control unit (not shown) (human-machine interface). The selection is transmitted from the control unit to the control unit 14.
- Each container format that can be processed by the container processing line 1a is assigned a container throughput of the container processing plant 3 or its container processing machine 22.
- the container throughput for the respective container format is stored in the control unit 14 or is retrieved by the control unit 14 from an external data storage device.
- the loading device 12 of the cleaning machine 2 is controlled by the control unit 14 such that, for an operating period, one carrier unit 8 or a plurality of carrier units 8 of the transport device 6 are either loaded with containers by means of the loading device 12 or left empty, depending on the container throughput of the container treatment machine 22.
- the loading device 12 of the cleaning machine 2 is controlled by the control unit 14 such that, when processing containers of the smallest container format, all carrier units 8 are loaded with containers by means of the loading device 12, and when processing containers of a larger container format, some of the carrier units 8 are loaded with containers by means of the loading device 12 and some of the carrier units 8 are left empty.
- the carrier units 8 are moved by means of a drive chain 26 of the transport device 6 (cf. Fig. 2 ) continuously and without interruption. Furthermore, the transport device 6 is operated, regardless of the container format, at a transport speed that lies within a speed range limited by a lower speed limit and an upper speed limit, with the upper speed limit being at most 10% greater than the lower speed limit.
- transport speed in this case refers to the speed at which the carrier units 8 are transported in the cleaning machine 2.
- Fig. 2 shows the cleaning machine 2 of the container treatment line 1a from Fig. 1 in a schematic sectional view.
- Fig. 2 a part of the previously mentioned drive chain 26 is shown, by means of which the carrier units 8 are driven.
- Fig. 2 only some chain links of the drive chain 26 are shown, while the remaining course of the drive chain 26 is indicated by a line.
- Fig. 2 several drive motors 27 of the cleaning machine 2 are shown, by means of which the drive chain 26 is driven.
- the cleaning machine 2 is a so-called two-end machine.
- the container inlet 4 and the container outlet 5 are arranged at opposite ends of the cleaning machine 2.
- the cleaning machine 2 can alternatively be designed as a so-called single-end machine.
- the container inlet 4 and the container outlet 5 are arranged on the same side of the cleaning machine 2 at different heights. The above and the following statements apply analogously if the cleaning machine 2 is designed as a single-end machine.
- Fig. 3 shows the container treatment line 1a from Fig. 1 , in the same view as in Fig. 1 .
- Fig. 3 the container treatment line 1a is shown in an operating state in which some of the carrier units 8 are loaded with containers by means of the loading device 12 and some of the carrier units 8 are left empty, ie not loaded with containers.
- Fig. 3 (as well as in the other figures) the container receptacles 9 of the carrier units 8 loaded with containers are shown hatched and the container receptacles 9 left empty are shown not hatched.
- This sequence of loaded carrier units 8 on the one hand and empty carrier units 8 on the other hand is purely exemplary. In principle, a different sequence of loaded and empty carrier units 8 and/or a different ratio of loaded to empty carrier units 8 is also possible.
- Fig. 4 shows a schematic, highly simplified representation of a second container treatment line 1b in a view from above.
- the second container treatment line 1b differs from the first container treatment line 1a in Fig. 1 to 3 Essentially, in the second container treatment line 1b, the cleaning machine 2 has a blocking element 16 at several of its lanes 10 for blocking and releasing the associated lane 10. Furthermore, the cleaning machine 2 comprises a drive device (not shown in the figure) for driving the blocking elements 16.
- this drive device is controlled by the control unit 14, which also controls the loading device 12 of the cleaning machine 2.
- the drive device for driving the blocking elements 16 is controlled by the control unit 14 such that the associated lanes 10 are either blocked or released by means of the blocking elements 16 depending on the container throughput of the container treatment machine 22.
- FIG. 4 To illustrate the functioning of the locking elements 16, Fig. 4 several containers 17 located at or in front of the container inlet 4 are shown, which are fed to the cleaning machine 2 by means of the inlet-side conveyor 23 in a push-pull transport. If one of the lanes 10 is blocked by the associated blocking element 16, no containers 17 can reach the loading device 12 via this lane 10, so that the containers aligned with this lane 10 arranged container receptacles 9 of the carrier units 8 are not fed with containers 17 by the feeding device 12.
- Fig. 5 shows a schematic, highly simplified representation of a third container treatment line 1c in a view from above.
- the cleaning machine 2 comprises a spraying device 18 with several spray nozzles 19 for spraying the containers with a cleaning medium, such as water.
- a cleaning medium such as water.
- Fig. 5 Three spray nozzles 19 are shown as examples.
- Each of these spray nozzles 19 shown represents a spray nozzle of a nozzle transverse row consisting of several spray nozzles arranged one behind the other transversely to the transport direction 7 for spraying several containers.
- the number of spray nozzles in the respective nozzle transverse row is equal to the number of container receptacles 9 provided by each carrier unit 8.
- the spray device 18 has a plurality of shut-off and/or throttle elements 20, which are designed, for example, as valves, for influencing the cleaning medium flow through the spray nozzles 19 or the transverse rows of nozzles, with each of the shut-off and/or throttle elements 20 being assigned a transverse row of nozzles.
- the shut-off and/or throttle elements 20 are arranged in supply lines of the spray device 18, via which the spray nozzles 19 are supplied with the cleaning medium.
- Said shut-off and/or throttling devices 20 are connected to the control unit 14 via control lines not shown in the figure and are controlled by the latter.
- Each of the shut-off and/or throttling devices 20 is controlled by the control unit 14 such that the respective shut-off and/or throttling device 20 is shut off or throttled when, after a carrier unit 8 loaded with containers, an empty carrier unit 8 or a group of several empty carrier units 8 arranged directly one behind the other passes the transverse row of nozzles assigned to the respective shut-off and/or throttling device 20. In this way, it is achieved that empty carrier units 8 are not sprayed with the cleaning medium or are sprayed with a smaller amount of cleaning medium than the carrier units 8 loaded with containers.
- Fig. 5 For example, the middle of the three shut-off and/or throttling devices 20 shown is shut off or throttled, since in the snapshot of Fig. 5 a group of several empty carrier units 8 arranged directly one behind the other passes the spray nozzle 19 or nozzle transverse row assigned to the central shut-off and/or throttle device 20.
- Fig. 6 shows a schematic, highly simplified representation of a fourth container treatment line 1d in a view from above.
- the cleaning machine 2 also comprises a spraying device 18 with several spray nozzles for spraying the containers with a cleaning medium.
- a spraying device 18 with several spray nozzles for spraying the containers with a cleaning medium.
- Fig. 6 Three spray nozzles 19 are shown as examples, each of these spray nozzles 19 shown being representative of a spray nozzle of a transverse row of nozzles consisting of several spray nozzles arranged one behind the other transversely to the transport direction 7 for spraying several containers.
- the spraying device 18 comprises a plurality of pumps 21 for conveying the cleaning medium to the spray nozzles 19, each of the pumps 21 being assigned to one of the transverse rows of nozzles.
- the pumps 21 are connected to the control unit 14 via control lines (not shown in the figure) and are controlled by the latter.
- Each of the pumps 21 is controlled by the control unit 14 such that the delivery capacity of the respective pump 21 is reduced when, after a carrier unit 8 loaded with containers, an empty carrier unit 8 or a group of several empty carrier units 8 arranged directly one behind the other passes the transverse row of nozzles assigned to the respective pump 21. In this way, it is achieved that empty carrier units 8 are not sprayed with the cleaning medium or are sprayed with a smaller amount of cleaning medium than the carrier units 8 loaded with containers.
- the middle of the three pumps 21 shown has a reduced flow rate, since in the snapshot of Fig. 6 a group of several empty carrier units 8 arranged directly one behind the other passes the spray nozzle 19 or nozzle transverse row assigned to the middle pump 21.
- a carrier unit 8 or a group of several carrier units 8 arranged directly one behind the other is loaded with containers or has been left empty.
- the control unit 14 controls the valves 20 or the pumps 21 of the spraying device 18 depending on the sensor signal(s) of the sensor unit(s).
- the loading status of a carrier unit 8 or a group of several carrier units 8 arranged directly one behind the other is determined purely by software, i.e., without the use of a sensor unit.
- the loading status of a carrier unit 8 or a group of carrier units 8 can be determined based on information about how the loading device 12 was controlled by the control unit 14 when the carrier unit 8 or the group of carrier units 8 passed the loading device 12.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cleaning In General (AREA)
Description
- Die Erfindung betrifft eine Behälterbehandlungslinie, eine Steuereinheit für eine Behälterbehandlungslinie, eine Reinigungsmaschine sowie ein Verfahren zum Betreiben einer Behälterbehandlungslinie. Ferner betrifft die Erfindung ein Computerprogramm für eine Steuereinheit.
- Behälterbehandlungslinien mit einer Reinigungsmaschine zum Reinigen von Behältern und einer der Reinigungsmaschine nachgelagerten Behälterbehandlungsanlage, die eine oder mehrere Behälterbehandlungsmaschinen umfasst, sind aus dem Stand der Technik hinlänglich bekannt. Oftmals sind derartige Behälterbehandlungslinien dazu geeignet, Behälter unterschiedlicher Behälterformate, wie z.B. Glas- oder PET-Flaschen unterschiedlicher Größe, zu verarbeiten bzw. zu behandeln.
- Der Behälterdurchsatz der stromabwärts der Reinigungsmaschine befindlichen Behälterbehandlungsanlage bzw. mindestens einer ihrer Behälterbehandlungsmaschinen kann für unterschiedliche Behälterformate unterschiedlich groß sein. Es kann z.B. der Fall sein, dass die Behälterbehandlungsanlage bzw. mindestens einer ihrer Behälterbehandlungsmaschinen Behälter eines großen Behälterformats langsamer verarbeiten bzw. behandeln kann als Behälter eines kleinen Behälterformats, sodass die Behälterbehandlungsanlage bzw. die mindestens eine Behälterbehandlungsmaschine bei der Behandlung von Behältern eines großen Behälterformats einen geringeren Behälterdurchsatz erreichen kann als bei Behältern eines großen Behälterformats. Das heißt, bei einem Wechsel des Behälterformats der zu behandelten Behälter kann sich der Behälterdurchsatz der Behälterbehandlungsanlage bzw. der mindestens einen Behälterbehandlungsmaschine verändern.
- Darüber hinaus kann sich der Behälterdurchsatz der Behälterbehandlungsanlage bzw. mindestens einer ihrer Behälterbehandlungsmaschinen unabhängig von einem etwaigen Wechsel des Behälterformats verändern, beispielsweise infolge eines Defekts und/oder einer technischen Störung der Behälterbehandlungsanlage bzw. einzelner Behälterbehandlungsmaschinen oder einzelner Maschinenkomponenten. Normalerweise erfolgt die Auslegung der Reinigungsmaschine in Abstimmung auf den maximalen Behälterdurchsatz der nachgelagerten Behälterbehandlungsanlage. Wird die Behälterbehandlungsanlage mit ihrem maximalen Behälterdurchsatz betrieben, erfolgt eine Behandlung der Behälter in der Reinigungsmaschine, wie z.B. ein Eintauchen der Behälter in ein Lauge- oder Säurebad, mit einer gewünschten Behandlungsdauer. Wenn die Behälterbehandlungsanlage hingegen nicht mit ihrem maximalen Behälterdurchsatz, sondern mit einem reduzierten Behälterdurchsatz betrieben wird, wird die Transportgeschwindigkeit der Reinigungsmaschine verringert, was dazu führt, dass die Durchlaufzeit der Behälter durch die Reinigungsmaschine und somit auch die Behandlungsdauer der Behälter, insbesondere eine Eintauchzeit der Behälter in ein Lauge- oder Säurebad, zunimmt. Dies kann, z.B. aufgrund einer zu langen Temperatureinwirkung und/oder einer zu langen Lauge- und/oder Säureeinwirkung auf die Behälter, zu Beschädigungen an den Behältern führen. Mehrweg-PET-Flaschen sind hiervon besonders betroffen, aber auch bei Glasflaschen können in einem solchen Fall Schäden, wie z.B. eine erhöhte Glaskorrosion, auftreten.
- Das Dokument
EP3401028A1 offenbart eine Behälterbehandlungslinie nach dem Oberbegriff des Anspruchs 1. Das Dokument ITTO20120507A1 offenbart eine andere Behälterreinigungsmaschine des Stands der Technik. - Der Erfindung liegt die Aufgabe zugrunde, eine Möglichkeit zu schaffen, Beschädigungen von Behältern während ihres Transports durch eine Reinigungsmaschine zu vermeiden oder zumindest zu reduzieren.
- Diese Aufgabe wird erfindungsgemäß jeweils durch eine Behälterbehandlungslinie nach Anspruch 1, durch ein Verfahren nach Anspruch 8 sowie durch ein Computerprogramm nach Anspruch 16 gelöst. Bevorzugte bzw. vorteilhafte Weiterbildungen der Erfindung sind in den weiteren Ansprüchen sowie in der nachfolgenden Beschreibung angegeben. Die in den Ansprüchen enthaltenen Merkmale bzw. Merkmalskombinationen werden zu einem Bestandteil der Beschreibung erklärt.
- Die erfindungsgemäße Behälterbehandlungslinie umfasst eine Reinigungsmaschine zum Reinigen von Behältern und eine der Reinigungsmaschine nachgelagerte Behälterbehandlungsanlage, die mindestens eine Behälterbehandlungsmaschine aufweist. Ferner umfasst die erfindungsgemäße Behälterbehandlungslinie eine Fördereinrichtung zum Fördern der Behälter zu der Reinigungsmaschine, beispielsweise im Drängeltransport. Die Reinigungsmaschine umfasst einen Behältereinlauf mit mehreren Gassen, einen Behälterauslauf und eine innere Transportvorrichtung zum Transportieren der Behälter vom Behältereinlauf zum Behälterauslauf. Besagte Transportvorrichtung weist mehrere in Transportrichtung der Transportvorrichtung hintereinander angeordnete Trägereinheiten mit jeweils mehreren quer zur Transportrichtung angeordneten Behälteraufnahmen zum Halten der Behälter bei deren Transport vom Behältereinlauf zum Behälterauslauf auf. Ferner umfasst die Reinigungsmaschine eine Beschickungsvorrichtung zum Beschicken zumindest einiger der Behälteraufnahmen mit den Behältern. Darüber hinaus umfasst die Behälterbehandlungslinie eine Steuereinheit.
- Die erfindungsgemäße Behälterbehandlungslinie ist dadurch gekennzeichnet, dass die Steuereinheit dazu eingerichtet ist, Daten betreffend den Behälterdurchsatz der Behälteranlage und/oder betreffend den Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine zu verarbeiten und die Beschickungsvorrichtung derart zu steuern, dass für eine Betriebsdauer eine der Trägereinheiten und/oder eine Mehrzahl der Trägereinheiten in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsanlage und/oder vom Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine entweder mittels der Beschickungsvorrichtung mit Behältern beschickt oder leer gelassen wird.
- Die Steuereinheit kann die Beschickungsvorrichtung also derart steuern, dass abhängig vom Behälterdurchsatz der Behälterbehandlungsanlage und/oder vom Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine
- alle Trägereinheiten der Transportvorrichtung mit Behältern beschickt werden oder
- nur einige der Trägereinheiten mit Behältern beschickt und einige der Trägereinheiten leer gelassen werden.
- Wird die Behälterbehandlungsanlage und/oder die mindestens eine Behälterbehandlungsmaschine mit einem ersten, niedrigen Behälterdurchsatz betrieben, können beispielweise einige der Trägereinheiten leer gelassen werden und einige der Trägereinheiten mit Behältern beschickt werden. Wird die Behälterbehandlungsanlage und/oder die mindestens eine Behälterbehandlungsmaschine hingegen mit einem zweiten, höheren Behälterdurchsatz betrieben, können mehr Trägereinheiten, insbesondere alle Trägereinheiten, mit Behältern beschickt werden.
- Durch die vom Behälterdurchsatz abhängige Beschickung der Trägereinheiten kann darauf verzichtet werden, die Transportgeschwindigkeit der Reinigungsmaschine in erheblichem Maße zu verändern, um den Behälterdurchsatz der Reinigungsmaschine an den Behälterdurchsatz der Behälterbehandlungsanlage und/oder der mindestens einen Behälterbehandlungsmaschine anzupassen. Auf diese Weise kann (weitestgehend) unabhängig vom Behälterdurchsatz der Behälterbehandlungsanlage und/oder der mindestens einen Behälterbehandlungsmaschine eine im Wesentlichen gleichbleibende Durchlaufzeit der Behälter durch die Reinigungsmaschine bzw. durch deren Bearbeitungsstationen erzielt werden. Hierdurch kann eine zu lange Behandlungsdauer der Behälter in der Reinigungsmaschine, insbesondere eine zu lange Tauchzeit der Behälter in einem Säure- oder Laugebad der Reinigungsmaschine, vermieden werden. Folglich können Beschädigungen von Behältern während ihres Transports durch die Reinigungsmaschine, die auf eine zu lange Behandlungsdauer der Behälter in der Reinigungsmaschine zurückzuführen sind, vermieden oder zumindest reduziert werden.
- Im Sinne der vorliegenden Erfindung meint ein "leer Lassen" einer Trägereinheit oder einer Mehrzahl von Trägereinheiten, dass die Trägereinheit bzw. die Mehrzahl von Trägereinheiten nicht mit Behältern beschickt wird, d.h. keine Behälter in diese Trägereinheit(en) eingebracht werden.
- Unter dem Behälterdurchsatz der Behälterbehandlungsanlage bzw. der mindestens einen Behälterbehandlungsmaschine ist vorliegend die Anzahl der Behälter, die pro Zeiteinheit von der Behälterbehandlungsanlage bzw. der mindestens einen Behälterbehandlungsmaschine behandelt werden, zu verstehen. Hierfür wird oftmals auch der Ausdruck Leistung bzw. Maschinen-/Anlagenleistung verwendet. Üblicherweise wird diese Größe in der Einheit "Behälter pro Stunde" angegeben. Entsprechend ist unter dem Behälterdurchsatz der Reinigungsmaschine die Anzahl der Behälter, die pro Zeiteinheit von der Reinigungsmaschine behandelt bzw. gereinigt werden, zu verstehen.
- Wie eingangs erwähnt, betrifft die Erfindung eine Steuereinheit für eine Behälterbehandlungslinie.
- Die erfindungsgemäße Steuereinheit ist für eine Behälterbehandlungslinie mit einer Reinigungsmaschine zum Reinigen von Behältern sowie einer der Reinigungsmaschine nachgelagerten Behälterbehandlungsanlage, insbesondere für die zuvor beschriebene erfindungsgemäße Behälterbehandlungslinie, vorgesehen.
- Die erfindungsgemäße Steuereinheit ist dadurch gekennzeichnet, dass sie dazu eingerichtet ist, Daten betreffend einen Behälterdurchsatz, insbesondere einen Behälterdurchsatz der Behälteranlage und/oder betreffend den Behälterdurchsatz mindestens einer Behälterbehandlungsmaschine der Behälteranlage, zu verarbeiten und eine Beschickungsvorrichtung der Reinigungsmaschine derart zu steuern, dass für eine Betriebsdauer eine Trägereinheit der Reinigungsmaschine oder eine Mehrzahl von Trägereinheiten der Reinigungsmaschine in Abhängigkeit vom Behälterdurchsatz entweder mittels der Beschickungsvorrichtung mit Behältern beschickt oder leer gelassen wird.
- Die Steuereinheit kann insbesondere dazu vorgesehen sein, lediglich Komponenten bzw. Vorrichtungen der Reinigungsmaschine zu steuern. Alternativ kann die Steuereinheit eine gemeinsame bzw. zentrale Steuereinheit der Behälterbehandlungslinie sein, die sowohl zum Steuern von Komponenten bzw. Vorrichtungen der Reinigungsmaschine als auch zum Steuern von Komponenten bzw. Vorrichtungen der nachgelagerten Behälterbehandlungsanlage eingerichtet ist.
- Gegebenenfalls kann die Steuereinheit als mehrteilige Steuereinheit ausgebildet sein. Das heißt, die Steuereinheit kann aus mehreren, insbesondere räumlich voneinander getrennten Teilen bestehen. Die einzelnen Teile der Steuereinheit können z.B. in unterschiedlichen Gehäusen angeordnet sein.
- Die Steuereinheit oder zumindest ein Teil der Steuereinheit kann ein Bestandteil der Reinigungsmaschine sein, wobei die Steuereinheit oder der Teil der Steuereinheit in diesem Fall nicht notwendigerweise im oder am Maschinengehäuse der Reinigungsmaschine angeordnet sein muss, sondern beispielweise räumlich entfernt zu dem Maschinengehäuse angeordnet sein kann. Alternativ können die Steuereinheit und die Reinigungsmaschine separate Vorrichtungen sein. In letztgenanntem Fall hat die Steuereinheit vorzugsweise eine Datenübertragungsschnittstelle, über welche die Steuereinheit mit der Reinigungsmaschine verbindbar ist und über welche die Steuereinheit Daten und/oder Steuerbefehle an die Reinigungsmaschine bzw. deren Komponenten senden kann.
- Die erfindungsgemäße Reinigungsmaschine ist eine Reinigungsmaschine zum Reinigen von Behältern, die Folgendes umfasst:
- einen Behältereinlauf mit mehreren Gassen sowie einen Behälterauslauf,
- eine innere Transportvorrichtung zum Transportieren der Behälter vom Behältereinlauf zum Behälterauslauf, welche mehrere in Transportrichtung der Transportvorrichtung hintereinander angeordnete Trägereinheiten mit jeweils mehreren quer zur Transportrichtung angeordneten Behälteraufnahmen zum Halten der Behälter bei deren Transport vom Behältereinlauf zum Behälterauslauf aufweist, und
- eine Beschickungsvorrichtung zum Beschicken zumindest einiger der Behälteraufnahmen mit den Behältern.
- Die erfindungsgemäße Reinigungsmaschine ist dadurch gekennzeichnet, dass sie außerdem die erfindungsgemäße Steuereinheit umfasst und die Steuereinheit dazu eingerichtet ist, die Beschickungsvorrichtung der Reinigungsmaschine in Abhängigkeit vom Behälterdurchsatz zu steuern.
- Bei den Behältern kann es sich beispielsweise um Flaschen, insbesondere um Glasflaschen oder Mehrweg-PET-Flaschen, handeln. Die Behälter können z.B. Getränkebehälter sein.
- Die Steuereinheit kann beispielweise über ein Computerprogramm, das in einem Datenspeicher der Steuereinheit oder in einem mit der Steuereinheit verbundenen Datenspeicher hinterlegt ist und das von einem Prozessor der Steuereinheit ausgeführt wird, dazu eingerichtet sein, die Beschickungsvorrichtung der Reinigungsmaschine in der zuvor genannten Weise zu steuern.
- Die Daten betreffend den Behälterdurchsatz, in Abhängigkeit dessen die Steuereinheit die Beschickungsvorrichtung und ggf. andere Komponenten der Reinigungsmaschine steuert, oder zumindest ein Teil dieser Daten können/kann in der Steuereinheit hinterlegt sein, beispielweise in Form eines Datensatzes, bei dem unterschiedlichen Betriebszuständen der Behälterbehandlungsanlange jeweils ein dem Steuervorgang zugrunde zu legender Behälterdurchsatz zugeordnet ist. Alternativ kann z.B. vorgesehen sein, dass die Daten betreffend den Behälterdurchsatz oder ein zumindest ein Teil dieser Daten von einer oder mehreren externen Vorrichtungen an die Steuereinheit übermittelt werden/wird, beispielsweise von einer Sensoreinheit, welche den Behälterdurchsatz im laufenden Betrieb der Behälterbehandlungsanlange überwacht und/oder von einer Bedieneinheit (Human-Machine-Interface), mittels welcher der Behälterdurchsatz einstellbar ist und/oder das zu verarbeitende Behälterformat einstellbar ist.
- Die Reinigungsmaschine umfasst vorzugsweise mehrere Behandlungsstationen zum Behandeln der Behälter während ihres Transports vom Behältereinlauf zum Behälterauslauf. Eine der Behandlungsstationen kann z.B. ein Laugebad umfassen.
- Eine andere der Behandlungsstationen kann beispielsweise ein Säurebad umfassen. Eine weitere der Behandlungsstationen kann z.B. eine Spritzvorrichtung zum Bespritzen der Behälter mit einem Reinigungsmedium aufweisen.
- Zweckmäßigerweise werden die Behälter beim Transport vom Behältereinlauf zum Behälterauslauf in der Reinigungsmaschine, insbesondere in deren Behandlungsstationen, behandelt, wodurch eine Reinigung der Behälter erzielt wird.
- Vorzugsweise ist die Reinigungsmaschine über eine Fördereinrichtung der Behälterbehandlungslinie mit der nachgelagerten Behälterbehandlungsanlage verbunden, um die Behälter vom Behälterauslauf der Reinigungsmaschine zu besagter Behälterbehandlungsanlage bzw. zu der mindestens einen Behälterbehandlungsmaschine der Behälterbehandlungsanlage transportieren zu können.
- Bei einer vorteilhaften Ausgestaltung der Erfindung umfasst die Beschickungsvorrichtung mehrere nebeneinander angeordnete Mitnehmerscheiben mit jeweils mindestens einem Mitnehmerfinger, vorzugsweise zwei Mitnehmerfingern, zum Einschieben der Behälter in die Behälteraufnahmen. Vorzugsweise sind die Mitnehmerscheiben an einer gemeinsamen Welle gelagert. Besagte Welle ist vorzugsweise mit einer die Welle antreibenden Schwinge verbunden.
- Die mindestens eine Behälterbehandlungsmaschine der Behälterbehandlungsanlage kann beispielsweise eine Füllmaschine zum Füllen der Behälter mit einer Flüssigkeit sein. Alternativ kann es sich bei der mindestens einen Behälterbehandlungsmaschine der Behälterbehandlungsanlage um einen anderen Typ einer Behälterbehandlungsmaschine, wie z.B. eine Etikettiermaschine oder eine Behälterbedruckungsmaschine, handeln.
- Grundsätzlich kann die Behälterbehandlungsanlage eine beliebige Kombination mehrerer unterschiedlicher Behälterbehandlungsmaschinen, wie z.B. eine Füllmaschine sowie eine Etikettiermaschine, umfassen.
- In bevorzugter Weise ist die Transportgeschwindigkeit der Transportvorrichtung der Reinigungsmaschine steuer- oder regelbar. Bei einer vorteilhaften Ausführungsform der Erfindung ist die Steuereinheit dazu eingerichtet ist, die Transportgeschwindigkeit der Transportvorrichtung in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsanlage und/oder vom Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine zu steuern bzw. zu regeln.
- Das erfindungsgemäße Verfahren ist ein Verfahren zum Betreiben einer Behälterbehandlungslinie mit einer Reinigungsmaschine zum Reinigen von Behältern und einer der Reinigungsmaschine nachgelagerten Behälterbehandlungsanlage, insbesondere zum Betreiben der zuvor beschriebenen erfindungsgemäßen Behälterbehandlungslinie.
- Bei dem erfindungsgemäßen Verfahren ist vorgesehen, dass die Behälter mithilfe einer Fördereinrichtung der Behälterbehandlungslinie zu der Reinigungsmaschine gefördert werden, vorzugsweise im Drängeltransport, und die Behälter in Gassen eines Behältereinlaufs der Reinigungsmaschine eingebracht werden. Weiter ist vorgesehen, dass die Behälter mithilfe einer inneren Transportvorrichtung der Reinigungsmaschine vom Behältereinlauf der Reinigungsmaschine zu deren Behälterauslauf transportiert werden, wobei die Transportvorrichtung mehrere in Transportrichtung der Transportvorrichtung hintereinander angeordnete Trägereinheiten mit jeweils mehreren quer zur Transportrichtung angeordneten Behälteraufnahmen umfasst, in welchen Behälteraufnahmen die Behälter bei deren Transport von dem Behältereinlauf zu dem Behälterauslauf gehalten werden. Ferner werden mithilfe einer Beschickungsvorrichtung der Reinigungsmaschine zumindest einige der Behälteraufnahmen mit den Behältern beschickt.
- Das erfindungsgemäße Verfahren ist dadurch gekennzeichnet, dass von einer Steuereinheit der Behälterbehandlungslinie Daten betreffend den Behälterdurchsatz der Behälteranlage und/oder betreffend den Behälterdurchsatz mindestens einer Behälterbehandlungsmaschine der Behälteranlage verarbeitet werden und die Beschickungsvorrichtung von der Steuereinheit derart gesteuert wird, dass für eine Betriebsdauer eine der Trägereinheiten und/oder eine Mehrzahl der Trägereinheiten in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsanlage und/oder vom Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine entweder mittels der Beschickungsvorrichtung mit Behältern beschickt oder leer gelassen wird.
- Die in der vorliegenden Beschreibung im Zusammenhang mit der erfindungsgemäßen Behälterbehandlungslinie, der erfindungsgemäßen Steuereinheit und der erfindungsgemäßen Reinigungsmaschine genannten Merkmale und Vorteile gelten analog auch für das erfindungsgemäße Verfahren. Umgekehrt gelten die in der vorliegenden Beschreibung im Zusammenhang mit dem erfindungsgemäßen Verfahren genannten Merkmale und Vorteile gelten analog auch für die erfindungsgemäße Behälterbehandlungslinie, die erfindungsgemäße Steuereinheit und die erfindungsgemäße Reinigungsmaschine.
- In bevorzugter Weise werden die Behälter mittels der Beschickungsvorrichtung gruppenweise in die Trägereinheiten bzw. deren Behälteraufnahmen eingebracht. Mit anderen Worten, es werden vorzugsweise jeweils mehrere Behälter gleichzeitig mittels der Beschickungsvorrichtung in die Trägereinheiten bzw. deren Behälteraufnahmen eingebracht.
- Nach Durchlaufen der Reinigungsmaschine werden die Behälter zweckmäßigerweise in der mindestens einen Behälterbehandlungsmaschine der Behälterbehandlungsanlage behandelt. Bei einer bevorzugten Ausführungsform der Erfindung werden die Behälter nach Durchlaufen der Reinigungsmaschine in der mindestens einen Behälterbehandlungsmaschine der Behälterbehandlungsanlage mit einer Flüssigkeit, insbesondere einem Getränk, befüllt. Das heißt, das Behandeln der Behälter in der mindestens einen Behälterbehandlungsmaschine ist bevorzugt ein Befüllen der Behälter mit einer Flüssigkeit.
- Bei einer vorteilhaften Ausführungsvariante der Erfindung wird die Beschickungsvorrichtung von der Steuereinheit derart gesteuert, dass eine oder mehrere der Trägereinheiten leer gelassen werden, wenn der Behälterdurchsatz der Behälterbehandlungsanlage und/oder der mindestens einen Behälterbehandlungsmaschine kleiner ist als ein Referenz-Behälterdurchsatz. Der Referenz-Behälterdurchsatz entspricht vorzugsweise dem maximalen Behälterdurchsatz der Behälterbehandlungsanlage und/oder dem maximalen Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine.
- Der Behälterdurchsatz der Behälterbehandlungsanlage und/oder der mindestens einen Behälterbehandlungsmaschine kann insbesondere vom Behälterformat abhängig sein. In diesem Fall wird die Beschickungsvorrichtung vorteilhafterweise von der Steuereinheit derart gesteuert, dass für eine Betriebsdauer eine der Trägereinheiten und/oder eine Mehrzahl der Trägereinheiten in Abhängigkeit vom Behälterformat entweder mittels der Beschickungsvorrichtung mit Behältern beschickt oder leer gelassen wird. Dadurch kann unabhängig vom Behälterformat eine im Wesentlichen gleichbleibende Durchlaufzeit der Behälter durch die Reinigungsmaschine bzw. durch deren Bearbeitungsstationen erzielt werden. Auf diese Weise können Beschädigungen von Behältern eines Behälterformats, welches die Behälterbehandlungsanlage bzw. die mindestens eine Behälterbehandlungsmaschine nur mit einem geringen Behälterdurchsatz verarbeiten kann, vermieden oder zumindest reduziert werden.
- Vorzugsweise wird im Falle einer Ab- oder Zunahme des Behälterdurchsatzes der Behälterbehandlungsanlage und/oder des Behälterdurchsatzes der mindestens einen Behälterbehandlungsmaschine, insbesondere infolge eines Wechsels des Behälterformats, von der Steuereinheit der Behälterdurchsatz der Reinigungsmaschine verändert, indem die Beschickungsvorrichtung von der Steuereinheit derart gesteuert wird, dass die Anzahl der pro Zeiteinheit mittels der Beschickungsvorrichtung mit Behältern beschickten Trägereinheiten verändert wird. Die Veränderung des Behälterdurchsatzes der Reinigungsmaschine kann z.B. von einem Maschinen-/Anlagenbediener über eine mit der Steuereinheit verbundene Bedieneinheit (Human-Machine-Interface) ausgelöst werden.
- Insbesondere kann vorgesehen sein, dass bei einem Wechsel von einem größeren zu einem kleineren Behälterformat - beispielsweise von 2-Liter-Flaschen zu 1,5-Liter-Flaschen - der Behälterdurchsatz der Reinigungsmaschine von der Steuereinheit erhöht wird, indem die Beschickungsvorrichtung von der Steuereinheit derart gesteuert wird, dass die Anzahl der pro Zeiteinheit mittels der Beschickungsvorrichtung mit Behältern beschickten Trägereinheiten erhöht wird. Umgekehrt kann vorgesehen sein, dass bei einem Wechsel von einem kleineren zu einem größeren Behälterformat - beispielsweise von 1,5-Liter-Flaschen zu 2-Liter-Flaschen - der Behälterdurchsatz der Reinigungsmaschine von der Steuereinheit verringert wird, indem die Beschickungsvorrichtung von der Steuereinheit derart gesteuert wird, dass die Anzahl der pro Zeiteinheit mittels der Beschickungsvorrichtung mit Behältern beschickten Trägereinheiten verringert wird.
- Ferner kann - unabhängig davon, ob ein Wechsel des Behälterformats erfolgt - vorgesehen sein, dass bei einer Abnahme (Fall A) bzw. einer Zunahme (Fall B) des Behälterdurchsatzes der Behälterbehandlungsanlage und/oder der mindestens einen Behälterbehandlungsmaschine der Behälterdurchsatz der Reinigungsmaschine von der Steuereinheit verringert (Fall A) bzw. erhöht (Fall B) wird, indem die Beschickungsvorrichtung von der Steuereinheit derart gesteuert wird, dass die Anzahl der pro Zeiteinheit mittels der Beschickungsvorrichtung mit Behältern beschickten Trägereinheiten verringert (Fall A) bzw. erhöht (Fall B) wird.
- In bevorzugter Weise wird eine Trägereinheit der Transportvorrichtung leer gelassen, indem ein Antrieb der Beschickungsvorrichtung vorübergehend angehalten oder verlangsamt wird.
- Es ist vorteilhaft, wenn die Trägereinheiten der Transportvorrichtung mithilfe eines Antriebsmittels, insbesondere einer Antriebskette, der Transportvorrichtung kontinuierlich und unterbrechungsfrei angetrieben werden.
- An ihrem Behälterauslauf kann die Reinigungsmaschine eine Entnahmevorrichtung aufweisen, mittels welcher die Behälter aus den Behälteraufnahmen der Trägereinheit entnommen werden. Die Entnahmevorrichtung kann von der Steuereinheit gesteuert werden. Insbesondere kann die Entnahmevorrichtung von der Steuereinheit derart gesteuert werden, dass die Entnahmevorrichtung kontinuierlich und unterbrechungsfrei betrieben wird. Alternativ kann die Entnahmevorrichtung von der Steuereinheit derart gesteuert werden, dass ein Antrieb der Entnahmevorrichtung vorübergehend angehalten wird, wenn eine leer gelassene Trägereinheit die Entnahmevorrichtung passiert.
- Besonders vorteilhaft ist es, wenn die Transportvorrichtung der Reinigungsmaschine beim Transport der Behälter vom Behältereinlauf zum Behälterauslauf mit einer Transportgeschwindigkeit betrieben wird, welche sich in einem durch einen unteren Geschwindigkeitsgrenzwert und einen oberen Geschwindigkeitsgrenzwert begrenzten Geschwindigkeitsintervall befindet, wobei der obere Geschwindigkeitsgrenzwert höchstens 20%, vorzugsweise höchstens 10%, größer ist als der untere Geschwindigkeitsgrenzwert. Das heißt, die Transportvorrichtung wird vorteilhafterweise mit einer Transportgeschwindigkeit betrieben, die in einem engen Geschwindigkeitsintervall liegt. Auf diese Weise wird ein energieeffizienter und verschleißarmer Betrieb der Transportvorrichtung ermöglicht.
- Die beiden Geschwindigkeitsgrenzwerte sind vorzugsweise unabhängig vom Behälterformat und/oder unabhängig vom Behälterdurchsatz der Behälterbehandlungsanlage und/oder dem Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine. Dies setzt sinnvollerweise voraus, dass der Behälterdurchsatz der Behälterbehandlungsanlage bzw. der mindestens einen Behälterbehandlungsmaschine nicht größer ist als der maximale Behälterdurchsatz der Reinigungsmaschine.
- In bevorzugter Weise wird die Transportvorrichtung der Reinigungsmaschine beim Transport der Behälter vom Behältereinlauf zum Behälterauslauf derart betrieben, dass eine Behandlungsdauer der Behälter in der Reinigungsmaschine, wie z.B. die Eintauchzeit der Behälter in Lauge und/oder die Eintauchzeit der Behälter in Säure, höchstens um 20%, insbesondere höchstens um 10%, von einer Soll-Behandlungsdauer der Behälter abweicht.
- Bei einer vorteilhaften Ausführungsform der Erfindung wird die Beschickungsvorrichtung von der Steuereinheit derart gesteuert, dass eine Gruppe von mehreren unmittelbar hintereinander angeordneten Trägereinheiten der Transportvorrichtung leer gelassen wird. Beispielsweise können zwei bis fünfzehn, insbesondere vier bis zwölf, unmittelbar hintereinander angeordnete Trägereinheiten der Transportvorrichtung leer gelassen werden. Dadurch ist es möglich, den Antrieb der Beschickungsvorrichtung seltener anhalten zu müssen, um Trägereinheiten leer zu lassen, wodurch der Verschleiß der Beschickungsvorrichtung bzw. ihres Antriebs verringert werden kann.
- Insbesondere kann vorgesehen sein, dass die Beschickungsvorrichtung von der Steuereinheit derart gesteuert wird, dass auf eine Gruppe von n unmittelbar hintereinander angeordneten mit Behältern beschickten Trägereinheiten eine Gruppe von m unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten folgt, wobei n und m natürliche Zahlen größer als 1 sind. Für n und m kann Folgendes gelten: n = m, n > m oder n < m.
- Vorteilhafterweise wird die Beschickungsvorrichtung von der Steuereinheit derart gesteuert, dass sich die besagte Reihenfolge von n unmittelbar hintereinander angeordneten mit Behältern beschickten Trägereinheiten und nachfolgend m unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten periodisch wiederholt.
- In bevorzugter Weise wird die Beschickungsvorrichtung von der Steuereinheit derart gesteuert, dass das Zahlenverhältnis aus mit Behältern beschickten Trägereinheiten und leer gelassenen Trägereinheiten gleich oder in etwa gleich ist, insbesondere um einen Behälterrückstau stromabwärts der Reinigungsmaschine zu vermeiden.
- Die Reinigungsmaschine kann an mindestens einer der Gassen ein Sperrelement zum Sperren und Freigeben der zugehörigen Gasse aufweisen. Fernern kann die Reinigungsmaschine eine Antriebsvorrichtung zum Antreiben des mindestens einen Sperrelements aufweisen. In diesem Fall wird diese Antriebsvorrichtung von der Steuereinheit vorzugsweise derart gesteuert, dass mittels des Sperrelements die zugehörige Gasse in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsanlage und/oder vom Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine entweder gesperrt oder freigegeben wird. Alternativ kann vorgesehen sein, dass das mindestens eine Sperrelement manuell betätigbar ist und/oder manuell in die zugehörige Gasse eingebracht werden kann.
- Vorzugsweise umfasst die Reinigungsmaschine eine Spritzvorrichtung mit mehreren Spritzdüsen zum Bespritzen der Behälter mit einem Reinigungsmedium, wie z.B. Wasser. Die Spritzvorrichtung bzw. das Reinigungsmedium kann insbesondere dazu dienen, Reste von Säure, Lauge und/oder anderer Behandlungsmedien von den Behältern abzuspritzen. Bei einer vorteilhaften Ausführungsform der Erfindung wird die Spritzvorrichtung von der Steuereinheit derart gesteuert, dass leer gelassene Trägereinheiten nicht mit dem Reinigungsmedium bespritzt werden oder mit einer geringeren Menge an Reinigungsmedium bespritzt werden als die mit Behältern beschickten Trägereinheiten. Dies ermöglicht einen reinigungsmedium- und energiesparenden Betrieb der Reinigungsmaschine.
- Es kann vorgesehen sein, dass die Reinigungsmaschine mindestens eine mit der Steuereinheit verbundene Sensoreinheit umfasst, mittels welcher festgestellt wird, ob eine Trägereinheit oder eine Gruppe von Trägereinheiten mit Behältern beschickt oder leer ist. Zweckmäßigerweise erzeugt diese mindestens eine Sensoreinheit ein vom Beschickungszustand der Trägereinheit bzw. der Gruppe von Trägereinheiten abhängiges Sensorsignal. Die Steuereinheit kann die Spritzvorrichtung in Abhängigkeit von diesem Sensorsignal steuern. Alternativ kann vorgesehen sein, dass rein softwareseitig, d.h. ohne die Verwendung einer Sensoreinheit, erkannt wird, ob eine Trägereinheit oder eine Gruppe von Trägereinheiten mit Behältern beschickt oder leer ist. Beispielsweise ist es möglich, für eine Trägereinheit bzw. eine Gruppe von Trägereinheiten ihren Beschickungszustand anhand von Informationen darüber, wie die Beschickungsvorrichtung von der Steuereinheit angesteuert wurde, als die Trägereinheit bzw. die Gruppe von Trägereinheiten die Beschickungsvorrichtung passiert hat, zu ermitteln.
- Des Weiteren kann die Spritzvorrichtung mindestens ein steuerbares Absperr- und/oder Drosselorgan, wie z.B. ein Ventil, zur Beeinflussung des Reinigungsmedium-Durchflusses mindestens einer der Spritzdüsen aufweisen, wobei dem mindestens einen Absperr- und/oder Drosselorgan zweckmäßigerweise mindestens eine der Spritzdüsen zugeordnet ist. Bei einer vorteilhaften Erfindungsvariante ist vorgesehen, dass das mindestens eine Absperr- und/oder Drosselorgan von der Steuereinheit derart gesteuert wird, dass das mindestens eine Absperr- und/oder Drosselorgan abgesperrt oder gedrosselt wird, wenn nach einer mit Behältern beschickten Trägereinheit eine leer gelassene Trägereinheit oder eine Gruppe von mehreren unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten die dem mindestens einen steuerbares Absperr- und/oder Drosselorgan zugeordnete(n) Spritzdüse(n) passiert. Im Sinne der Erfindung gilt eine Spritzdüse einem Ventil als zugeordnet, wenn das Ventil zum Steuern dieser Spritzdüse eingerichtet ist.
- Alternativ oder zusätzlich kann die Spritzvorrichtung mindestens eine Pumpe zum Fördern des Reinigungsmediums zu mindestens einer der Spritzdüsen aufweisen, wobei der mindestens Pumpe zweckmäßigerweise mindestens eine der Spritzdüsen zugeordnet ist. Es kann vorgesehen sein, dass die mindestens eine Pumpe von der Steuereinheit derart gesteuert wird, dass die Förderleistung der mindestens einen Pumpe verringert wird, wenn nach einer mit Behältern beschickten Trägereinheit eine leer gelassene Trägereinheit oder eine Gruppe von mehreren unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten die der mindestens einen Pumpe zugeordnete(n) Spritzdüse(n) passiert. Im Sinne der Erfindung gilt eine Spritzdüse einer Pumpe als zugeordnet, wenn die Pumpe dazu eingerichtet, das Reinigungsmedium zu dieser Spritzdüse zu fördern. Die Förderleistung der mindestens einen Pumpe kann beispielweise über eine Frequenzregelung der Pumpe eingestellt werden.
- Wie eingangs erwähnt, betrifft die Erfindung u.a. ein Computerprogramm für eine Steuereinheit einer Behälterbehandlungslinie.
- Das erfindungsgemäße Computerprogramm zeichnet sich dadurch aus, dass das Computerprogramm die Behälterbehandlungslinie zur Durchführung des erfindungsgemäßen Verfahrens veranlasst, wenn es auf der Steuereinheit der Behälterbehandlungslinie ausgeführt wird.
- Das Computerprogramm kann auf einem computerlesbaren Datenträger oder Speichermedium gespeichert sein. Zweckmäßigerweise enthält das Computerprogramm einen Programmcode, der von Steuereinheit verarbeitet wird und anhand dessen die Steuereinheit die Beschickungsvorrichtung und ggf. andere Vorrichtungen der Reinigungsmaschine steuert.
- Die bisher gegebene Beschreibung bevorzugter bzw. vorteilhafter Ausgestaltungen der Erfindung enthält Merkmale, die in den einzelnen abhängigen Ansprüchen teilweise zu mehreren zusammengefasst wiedergegeben sind. Diese Merkmale können jedoch zweckmäßigerweise auch einzeln betrachtet und zu sinnvollen weiteren Kombinationen zusammengefasst werden. Insbesondere sind diese Merkmale jeweils einzeln und in beliebiger geeigneter Kombination mit der erfindungsgemäßen Behälterbehandlungslinie, der erfindungsgemäßen Steuereinheit, der erfindungsgemäßen Reinigungsmaschine, dem erfindungsgemäßen Verfahren und/oder dem erfindungsgemäßen Computerprogramm kombinierbar.
- Die oben beschriebenen Eigenschaften, Merkmale und Vorteile der Erfindung, sowie die Art und Weise, wie diese erreicht werden, werden klarer und deutlicher verständlich im Zusammenhang mit der nachfolgenden Beschreibung der Ausführungsbeispiele der Erfindung, die im Zusammenhang mit den Zeichnungen näher erläutert werden. Die Ausführungsbeispiele dienen der Erläuterung der Erfindung und beschränken die Erfindung nicht auf die darin angegebene Kombination von Merkmalen, auch nicht in Bezug auf funktionale Merkmale. Außerdem können dazu geeignete Merkmale eines jeden Ausführungsbeispiels auch explizit isoliert betrachtet, in ein anderes Ausführungsbeispiel zu dessen Ergänzung eingebracht und/oder mit einem beliebigen der Ansprüche kombiniert werden.
- Es zeigen:
- Fig. 1
- ein erstes Ausführungsbeispiel einer erfindungsgemäßen Behälterbehandlungslinie mit einer Behälterreinigungsmaschine und einer nachgelagerten Behälterbehandlungsanlage in einer Ansicht von oben;
- Fig. 2
- die Reinigungsmaschine der Behälterbehandlungslinie aus
Fig. 1 in einer Schnittdarstellung; - Fig. 3
- die Behälterbehandlungslinie aus
Fig. 1 in einem Betriebszustand, bei dem einige Trägereinheiten der Behälterreinigungsmaschine mit Behältern beschickt werden und einige der Trägereinheiten leer gelassen werden; - Fig. 4
- ein zweites Ausführungsbeispiel einer erfindungsgemäßen Behälterbehandlungslinie mit einer Behälterreinigungsmaschine und einer nachgelagerten Behälterbehandlungsanlage in einer Ansicht von oben;
- Fig. 5
- ein drittes Ausführungsbeispiel einer erfindungsgemäßen Behälterbehandlungslinie mit einer Behälterreinigungsmaschine und einer nachgelagerten Behälterbehandlungsanlage in einer Ansicht von oben;
- Fig. 6
- ein viertes Ausführungsbeispiel einer erfindungsgemäßen Behälterbehandlungslinie mit einer Behälterreinigungsmaschine und einer nachgelagerten Behälterbehandlungsanlage in einer Ansicht von oben.
-
Fig. 1 zeigt eine schematische, stark vereinfachte Darstellung einer ersten Behälterbehandlungslinie 1a in einer Ansicht von oben. - Die Behälterbehandlungslinie 1a umfasst eine Reinigungsmaschine 2 zum Reinigen von Behältern, insbesondere zum Reinigen von Flaschen, sowie eine der Reinigungsmaschine 2 nachgelagerte Behälterbehandlungsanlage 3.
- Die der Reinigungsmaschine 2 nachgelagerte Behälterbehandlungsanlage 3 umfasst eine Behälterbehandlungsmaschine 22. Im vorliegenden Ausführungsbeispiel handelt es sich bei der Behälterbehandlungsmaschine 22 um eine Füllmaschine, insbesondere um eine in Rundläuferbauweise ausgeführte Füllmaschine. Nach Durchlaufen der Reinigungsmaschine 2 werden die Behälter in dieser Behälterbehandlungsmaschine 22 mit einer Flüssigkeit, insbesondere einem Getränk, befüllt. Zusätzlich zu besagter Behälterbehandlungsmaschine 22 kann die Behälterbehandlungsanlage 3 eine oder mehrere weitere Behälterbehandlungsmaschinen, wie z.B. eine Etikettiermaschine, umfassen, wobei etwaige weitere Behälterbehandlungsmaschinen figürlich nicht dargestellt sind.
- Die Reinigungsmaschine 2 umfasst einen Behältereinlauf 4 und einen Behälterauslauf 5. An ihrem Behältereinlauf 4 ist die Reinigungsmaschine 2 mit einer einlaufseitigen Fördereinrichtung 23 der Behälterbehandlungslinie 1a verbunden, welche dazu dient, die zu reinigenden Behälter zum Behältereinlauf 4 der Reinigungsmaschine 2 zu fördern, insbesondere im sog. Drängeltransport. An ihrem Behälterauslauf 5 ist die Reinigungsmaschine 2 mit einer auslaufseitigen Fördereinrichtung 24 der Behälterbehandlungslinie 1a verbunden, die auch mit der besagten Behälterbehandlungsmaschine 22 der Behälterbehandlungsanlage 3 verbunden ist und dazu dient, die mithilfe der Reinigungsmaschine 2 gereinigten Behälter zur Behälterbehandlungsmaschine 22 zu fördern. Die auslaufseitige Fördereinrichtung 24 ist dazu ausgebildet, die Behälter bei ihrem Transport vom Behälterauslauf 5 der Reinigungsmaschine 2 zu der Behälterbehandlungsmaschine 22 aus einem mehrreihigen Behälterstrom in einen einreihigen Behälterstrom zu überführen.
- Des Weiteren umfasst die Reinigungsmaschine 2 eine innere Transportvorrichtung 6, d.h. eine im Maschinengehäuse der Reinigungsmaschine 2 angeordnete Transportvorrichtung 6, zum Transportieren der Behälter vom Behältereinlauf 4 zum Behälterauslauf 5. Die Transportvorrichtung 6 der Reinigungsmaschine 2 umfasst mehrere in Transportrichtung 7 der Transportvorrichtung 6 hintereinander angeordnete Trägereinheiten 8 mit jeweils mehreren quer zur Transportrichtung 7 angeordneten Behälteraufnahmen 9 zum Halten der Behälter bei deren Transport vom Behältereinlauf 4 zum Behälterauslauf 5. Bei ihrem Transport durch die Reinigungsmaschine 2 werden die Behälter an Behandlungsstationen 25 der Reinigungsmaschine 2 (vgl.
Fig. 2 ) einer Behandlung unterzogen, wodurch die Behälter gereinigt werden. - Die Transportstrecke, entlang welcher die Behälter mittels der Transportvorrichtung 6 durch die Reinigungsmaschine 2 transportiert werden, hat vorzugsweise einen mäanderförmigen Verlauf (vgl.
Fig. 2 ). InFig. 1 (sowie inFig. 3 bis 6 ) ist die Transportstrecke jedoch einer besseren Übersichtlichkeit sowie einer leichteren Darstellbarkeit halber als gerade Transportstrecke dargestellt. - Wie aus
Fig. 1 ersichtlich ist, umfasst der Behältereinlauf 4 der Reinigungsmaschine 2 mehrere Gassen 10 zum Führen der Behälter. Diese werden durch parallel zueinander angeordnete Gassenwände 11 gebildet. Der Abstand zwischen benachbarten Gassenwänden 11 ist vorzugsweise verstellbar, damit der Abstand an das Behälterformat der zu verarbeitenden Behälter angepasst werden kann. Anstatt durch Gassenwände 11 können die Gassen 10 beispielsweise durch bewegliche Führungselemente, insbesondere durch Abstandshalter an einer oder mehreren umlaufenden Ketten, gebildet werden. - Weiterhin umfasst die Reinigungsmaschine 2 an ihrem Behältereinlauf 4 eine Beschickungsvorrichtung 12 zum Beschicken der Trägereinheiten 8 bzw. deren Behälteraufnahmen 9 mit Behältern. Die Beschickungsvorrichtung 12 ist dazu ausgebildet, die Behälter gruppenweise in die Trägereinheiten 8 bzw. deren Behälteraufnahmen 9 einzubringen. An ihrem Behälterauslauf 5 weist die Reinigungsmaschine 2 eine Entnahmevorrichtung 13 zum Entnehmen der Behälter aus den Trägereinheiten 8 bzw. deren Behälteraufnahmen 9 und zum Übergeben der Behälter an die auslaufseitige Fördereinrichtung 24 auf.
- Darüber hinaus ist die Behälterbehandlungslinie 1a mit einer Steuereinheit 14 ausgestattet. Die Steuereinheit 14 ist über eine Steuerleitung 15 mit der Beschickungsvorrichtung 12 der Reinigungsmaschine 2 verbunden und - vorzugsweise mithilfe eines in einem Datenspeicher der Steuereinheit 14 hinterlegten Computerprogramms - dazu eingerichtet, die Beschickungsvorrichtung 12 zu steuern. Optional kann die Steuereinheit 14 mit einer oder mehreren anderen Vorrichtungen der Behälterbehandlungslinie 1a oder der Reinigungsmaschine 2, wie z.B. der Entnahmevorrichtung 13 der Reinigungsmaschine 2, verbunden sein und dazu eingerichtet sein, diese Vorrichtung(en) zu steuern.
- Der Behälterdurchsatz der Behälterbehandlungsmaschine 22 kann sich infolge einer Zustandsänderung der Behälterbehandlungsmaschine 22, z.B. aufgrund eines Defekts und/oder einer (vorübergehenden) Störung der Behälterbehandlungsmaschine 22 bzw. einzelner Elemente der Behälterbehandlungsmaschine 22 und/oder aufgrund eines Wechsels des Behälterformats der zu verarbeitenden Behälter, verändern. Nachfolgend wird davon ausgegangen, dass der Behälterdurchsatz der Behälterbehandlungsmaschine 22 bei der Verarbeitung von Behältern eines kleinen Behälterformats (wie z.B. 1,5-Liter-Flaschen) größer ist als bei der Verarbeitung von Behältern eines großen Behälterformats (wie z.B. 2-Liter-Flaschen), weil die Behälterbehandlungsmaschine 22 für Behälter eines großen Behälterformats eine längere Bearbeitungszeit, insbesondere eine längere Füllzeit, als für Behälter eines kleinen Behälterformats benötigt.
- Von einem Anlagenbediener wird über eine nicht dargestellte Bedieneinheit (Human-Machine-Interface) ausgewählt, welches Behälterformat von der Behälterbehandlungslinie 1a verarbeitet werden soll. Die Auswahl wird von der Bedieneinheit an die Steuereinheit 14 übermittelt. Jedem von der Behälterbehandlungslinie 1a verarbeitbaren Behälterformat ist ein Behälterdurchsatz der Behälterbehandlungsanlage 3 bzw. ihrer Behälterbehandlungsmaschine 22 zugeordnet. Der Behälterdurchsatz für das jeweilige Behälterformat ist in der Steuereinheit 14 hinterlegt oder wird von der Steuereinheit 14 von einem externen Datenspeicher abgerufen.
- Die Beschickungsvorrichtung 12 der Reinigungsmaschine 2 wird von der Steuereinheit 14 derart gesteuert, dass für eine Betriebsdauer eine Trägereinheit 8 oder eine Mehrzahl von Trägereinheiten 8 der Transportvorrichtung 6 in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsmaschine 22 entweder mittels der Beschickungsvorrichtung 12 mit Behältern beschickt oder leer gelassen wird. Im vorliegenden Ausführungsbeispiel wird die Beschickungsvorrichtung 12 der Reinigungsmaschine 2 von der Steuereinheit 14 derart gesteuert, dass im Falle der Verarbeitung von Behältern des kleinsten Behälterformats alle Trägereinheiten 8 mittels der Beschickungsvorrichtung 12 mit Behältern beschickt werden und im Falle der Verarbeitung von Behältern eines größeren Behälterformats einige der Trägereinheiten 8 mittels der Beschickungsvorrichtung 12 mit Behältern beschickt und einige der Trägereinheiten 8 leer gelassen werden.
- Die Trägereinheiten 8 werden mithilfe einer Antriebskette 26 der Transportvorrichtung 6 (vgl.
Fig. 2 ) kontinuierlich und unterbrechungsfrei angetrieben. Ferner wird die Transportvorrichtung 6 unabhängig vom Behälterformat mit einer Transportgeschwindigkeit betrieben, welche sich in einem durch einen unteren Geschwindigkeitsgrenzwert und einen oberen Geschwindigkeitsgrenzwert begrenzten Geschwindigkeitsintervall befindet, wobei der obere Geschwindigkeitsgrenzwert höchstens 10% größer ist als der untere Geschwindigkeitsgrenzwert. Mit dem Begriff "Transportgeschwindigkeit" ist vorliegend diejenige Geschwindigkeit gemeint, mit welcher die Trägereinheiten 8 in der Reinigungsmaschine 2 transportiert werden. -
Fig. 2 zeigt die Reinigungsmaschine 2 der Behälterbehandlungslinie 1a ausFig. 1 in einer schematischen Schnittdarstellung. - In
Fig. 2 sind die Beschickungsvorrichtung 12, die Entnahmevorrichtung 13 und die zuvor erwähnten Behandlungsstationen 25 der Reinigungsmaschine 2 sichtbar. - Ferner ist in
Fig. 2 ein Teil der zuvor erwähnten Antriebskette 26 dargestellt, mittels welcher die Trägereinheiten 8 angetrieben werden. Der Einfachheit halber sind inFig. 2 lediglich einige Kettenglieder der Antriebskette 26 abgebildet, während der restliche Verlauf der Antriebskette 26 durch eine Linie angedeutet ist. Darüber hinaus sind inFig. 2 mehrere Antriebsmotoren 27 der Reinigungsmaschine 2 dargestellt, mittels welcher die Antriebskette 26 angetrieben wird. - Wie aus
Fig. 1 undFig. 2 ersichtlich ist, handelt es sich bei der Reinigungsmaschine 2 um eine sog. Zweiend-Maschine. Das heißt, der Behältereinlauf 4 und der Behälterauslauf 5 sind an gegenüberliegenden Enden der Reinigungsmaschine 2 angeordnet. Grundsätzlich kann die Reinigungsmaschine 2 alternativ als sog. Einend-Maschine ausgeführt sein. Bei einer Einend-Maschine sind der Behältereinlauf 4 und der Behälterauslauf 5 an derselben Seite der Reinigungsmaschine 2 auf unterschiedlichen Höhen angeordnet. Die obigen und die nachfolgenden Ausführungen gelten analog, wenn die Reinigungsmaschine 2 als Einend-Maschine ausgeführt ist. -
Fig. 3 zeigt die Behälterbehandlungslinie 1a ausFig. 1 , und zwar in derselben Ansicht wie inFig. 1 . - In
Fig. 3 ist die Behälterbehandlungslinie 1a in einem Betriebszustand dargestellt, bei dem einige der Trägereinheiten 8 mittels der Beschickungsvorrichtung 12 mit Behältern beschickt werden und einige der Trägereinheiten 8 leer gelassen, d.h. nicht mit Behältern beschickt, werden. InFig. 3 (sowie in den weiteren Figuren) sind die mit Behältern beschickten Behälteraufnahmen 9 der Trägereinheiten 8 schraffiert und die leer gelassenen Behälteraufnahmen 9 nicht schraffiert dargestellt. - In dem konkreten Beispiel aus
Fig. 3 folgen auf eine mit Behältern beschickte Trägereinheit 8, deren sämtliche Behälteraufnahmen 9 mit Behältern beschickt sind, jeweils zwei unmittelbar hintereinander angeordnete leer gelassene Trägereinheiten 8. Diese Reihenfolge von beschickten Trägereinheiten 8 einerseits und leer gelassenen Trägereinheiten 8 andererseits ist jedoch rein exemplarisch. Grundsätzlich ist auch eine andere Reihenfolge von beschickten und leer gelassenen Trägereinheiten 8 und/oder ein anderes Verhältnis von beschickten zu leer gelassenen Trägereinheiten 8 möglich. - Die nachfolgende Beschreibung weiterer Ausführungsbeispiele beschränkt sich primär auf die Unterschiede zu dem Ausführungsbeispiel aus
Fig. 1 bis 3 , auf das bezüglich gleichbleibender Merkmale und Funktionen verwiesen wird. Gleiche und/oder einander entsprechende Elemente sind, soweit zweckdienlich, mit den gleichen Bezugszeichen bezeichnet. Nachfolgend nicht erwähnte Merkmale des Ausführungsbeispiels ausFig. 1 bis 3 sind bei den weiteren Ausführungsbeispielen übernommen, ohne dass sie erneut beschrieben werden. -
Fig. 4 zeigt eine schematische, stark vereinfachte Darstellung einer zweiten Behälterbehandlungslinie 1b in einer Ansicht von oben. - Die zweite Behälterbehandlungslinie 1b unterscheidet sich von der ersten Behälterbehandlungslinie 1a aus
Fig. 1 bis 3 im Wesentlichen dadurch, dass bei der zweiten Behälterbehandlungslinie 1b die Reinigungsmaschine 2 an mehreren ihrer Gassen 10 jeweils ein Sperrelement 16 zum Sperren und Freigeben der zugehörigen Gasse 10 aufweist. Darüber hinaus umfasst die Reinigungsmaschine 2 eine figürlich nicht dargestellte Antriebsvorrichtung zum Antreiben der Sperrelemente 16. - Im vorliegenden Ausführungsbeispiel wird diese Antriebsvorrichtung von der Steuereinheit 14 gesteuert, welche auch die Beschickungsvorrichtung 12 der Reinigungsmaschine 2 steuert. Die Antriebsvorrichtung zum Antreiben der Sperrelemente 16 wird von der Steuereinheit 14 derart gesteuert, dass mittels der Sperrelemente 16 die zugehörigen Gassen 10 in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsmaschine 22 entweder gesperrt oder freigegeben werden.
- Um die Funktionsweise der Sperrelemente 16 zu veranschaulichen, sind in
Fig. 4 mehrere an bzw. vor dem Behältereinlauf 4 befindliche Behälter 17 dargestellt, welche der Reinigungsmaschine 2 mittels der einlaufseitigen Fördereinrichtung 23 im Drängeltransport zugeführt werden. Wenn eine der Gassen 10 mittels des zugehörigen Sperrelements 16 gesperrt ist, können über diese Gasse 10 keine Behälter 17 zur Beschickungsvorrichtung 12 gelangen, sodass die fluchtend zu dieser Gasse 10 angeordneten Behälteraufnahmen 9 der Trägereinheiten 8 von der Beschickungsvorrichtung 12 nicht mit Behältern 17 beschickt werden. - In dem konkreten Beispiel aus
Fig. 4 folgen auf drei unmittelbar hintereinander angeordnete mit Behältern beschickte Trägereinheiten 8 jeweils eine leer gelassene Trägereinheit 8. Bei den mit Behältern beschickten Trägereinheiten 8 sind nur diejenigen Behälteraufnahmen 9 mit Behältern beschickt, die nicht fluchtend zu einer mittels eines Sperrelements 16 gesperrten Gasse 10 angeordnet sind. -
Fig. 5 zeigt eine schematische, stark vereinfachte Darstellung einer dritten Behälterbehandlungslinie 1c in einer Ansicht von oben. - Bei der dritten Behälterbehandlungslinie 1c umfasst die Reinigungsmaschine 2 eine Spritzvorrichtung 18 mit mehreren Spritzdüsen 19 zum Bespritzen der Behälter mit einem Reinigungsmedium, wie z.B. Wasser. In
Fig. 5 sind exemplarisch drei Spritzdüsen 19 dargestellt. Jede dieser abgebildeten Spritzdüsen 19 steht repräsentativ für eine Spritzdüse einer Düsen-Querreihe bestehend aus mehreren quer zur Transportrichtung 7 hintereinander angeordneten Spritzdüsen zum Bespritzen mehrerer Behälter. Vorteilhafterweise ist die Anzahl der Spritzdüsen der jeweiligen Düsen-Querreihe gleich der Anzahl der Behälteraufnahmen 9, die jede Trägereinheit 8 aufweist. - Des Weiteren weist die Spritzvorrichtung 18 mehrere Absperr- und/oder Drosselorgane 20, die beispielsweise als Ventile ausgebildet sind, zur Beeinflussung des Reinigungsmedium-Durchflusses der Spritzdüsen 19 bzw. der Düsen-Querreihen auf, wobei jedem der Absperr- und/oder Drosselorgane 20 jeweils eine Düsen-Querreihe zugeordnet ist. Die Absperr- und/oder Drosselorgane 20 sind in Zuleitungen der Spritzvorrichtung 18 angeordnet, über welche die Spritzdüsen 19 mit dem Reinigungsmedium versorgt werden.
- Besagte Absperr- und/oder Drosselorgane 20 sind über figürlich nicht dargestellte Steuerleitungen mit der Steuereinheit 14 verbunden und werden von dieser gesteuert.
- Jedes der Absperr- und/oder Drosselorgane 20 wird von der Steuereinheit 14 derart gesteuert, dass das jeweilige Absperr- und/oder Drosselorgan 20 abgesperrt oder gedrosselt wird, wenn nach einer mit Behältern beschickten Trägereinheit 8 eine leer gelassene Trägereinheit 8 oder eine Gruppe von mehreren unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten 8 die dem jeweiligen Absperr- und/oder Drosselorgan 20 zugeordnete Düsen-Querreihe passiert. Auf diese Weise wird erreicht, dass leer gelassene Trägereinheiten 8 nicht mit dem Reinigungsmedium bespritzt werden oder mit einer geringeren Menge an Reinigungsmedium bespritzt werden als die mit Behältern beschickten Trägereinheiten 8.
- In
Fig. 5 ist exemplarisch das mittlere der drei abgebildeten Absperr- und/oder Drosselorgane 20 abgesperrt oder gedrosselt, da in der Momentaufnahme vonFig. 5 eine Gruppe von mehreren unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten 8 die dem mittleren Absperr- und/oder Drosselorgan 20 zugeordnete Spritzdüse 19 bzw. Düsen-Querreihe passiert. -
Fig. 6 zeigt eine schematische, stark vereinfachte Darstellung einer vierten Behälterbehandlungslinie 1d in einer Ansicht von oben. - Auch bei der vierten Behälterbehandlungslinie 1d umfasst die Reinigungsmaschine 2 eine Spritzvorrichtung 18 mit mehreren Spritzdüsen zum Bespritzen der Behälter mit einem Reinigungsmedium. In
Fig. 6 sind exemplarisch drei Spritzdüsen 19 dargestellt, wobei jede dieser abgebildeten Spritzdüsen 19 repräsentativ für eine Spritzdüse einer Düsen-Querreihe bestehend aus mehreren quer zur Transportrichtung 7 hintereinander angeordneten Spritzdüsen zum Bespritzen mehrerer Behälter steht. - Außerdem umfasst die Spritzvorrichtung 18 mehrere Pumpen 21 zum Fördern des Reinigungsmediums zu den Spritzdüsen 19, wobei jeder der Pumpen 21 jeweils eine der Düsen-Querreihen zugeordnet ist. Die Pumpen 21 sind über figürlich nicht dargestellte Steuerleitungen mit der Steuereinheit 14 verbunden und werden von dieser gesteuert.
- Jede der Pumpen 21 wird von der Steuereinheit 14 derart gesteuert, dass die Förderleistung der jeweiligen Pumpe 21 verringert wird, wenn nach einer mit Behältern beschickten Trägereinheit 8 eine leer gelassene Trägereinheit 8 oder eine Gruppe von mehreren unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten 8 die der jeweiligen Pumpe 21 zugeordnete Düsen-Querreihe passiert. Auf diese Weise wird erreicht, dass leer gelassene Trägereinheiten 8 nicht mit dem Reinigungsmedium bespritzt werden oder mit einer geringeren Menge an Reinigungsmedium bespritzt werden als die mit Behältern beschickten Trägereinheiten 8.
- In
Fig. 6 hat exemplarisch die mittlere der drei abgebildeten Pumpen 21 eine reduzierte Förderleistung, da in der Momentaufnahme vonFig. 6 eine Gruppe von mehreren unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten 8 die der mittleren Pumpe 21 zugeordnete Spritzdüse 19 bzw. Düsen-Querreihe passiert. - In den konkreten Beispielen aus
Fig. 5 undFig. 6 folgen auf vier unmittelbar hintereinander angeordnete mit Behältern beschickte Trägereinheiten 8 jeweils vier unmittelbar hintereinander angeordnete leer gelassene Trägereinheiten 8. - Bei den Ausführungsbeispielen aus
Fig. 5 undFig. 6 kann vorgesehen, dass jeweils mittels eines oder mehrerer Sensoreinheiten (nicht dargestellt) überwacht wird, ob eine Trägereinheit 8 bzw. eine Gruppe von mehreren unmittelbar hintereinander angeordneten Trägereinheiten 8 mit Behältern beschickt oder leer gelassen ist. Die Steuereinheit 14 steuert die Ventile 20 bzw. die Pumpen 21 der Spritzvorrichtung 18 in Abhängigkeit von dem/den Sensorsignal(en) der Sensoreinheit(en). Alternativ kann vorgesehen sein, dass der Beschickungszustand einer Trägereinheit 8 bzw. eine Gruppe von mehreren unmittelbar hintereinander angeordneten Trägereinheiten 8 rein softwareseitig, d.h. ohne die Verwendung einer Sensoreinheit, ermittelt wird. Zum Beispiel kann der Beschickungszustand einer Trägereinheit 8 bzw. einer Gruppe von Trägereinheiten 8 anhand von Informationen darüber, wie die Beschickungsvorrichtung 12 von der Steuereinheit 14 angesteuert wurde, als die Trägereinheit 8 bzw. die Gruppe von Trägereinheiten 8 die Beschickungsvorrichtung 12 passiert hat, ermittelt werden. -
- 1a
- Behälterbehandlungslinie
- 1b
- Behälterbehandlungslinie
- 1c
- Behälterbehandlungslinie
- 1d
- Behälterbehandlungslinie
- 2
- Reinigungsmaschine
- 3
- Behälterbehandlungsanlage
- 4
- Behältereinlauf
- 5
- Behälterauslauf
- 6
- Transportvorrichtung
- 7
- Transportrichtung
- 8
- Trägereinheit
- 9
- Behälteraufnahme
- 10
- Gasse
- 11
- Gassenwand
- 12
- Beschickungsvorrichtung
- 13
- Entnahmevorrichtung
- 14
- Steuereinheit
- 15
- Steuerleitung
- 16
- Sperrelement
- 17
- Behälter
- 18
- Spritzvorrichtung
- 19
- Spritzdüse
- 20
- Absperr- und/oder Drosselorgan
- 21
- Pumpe
- 22
- Behälterbehandlungsmaschine
- 23
- einlaufseitige Fördereinrichtung
- 24
- auslaufseitige Fördereinrichtung
- 25
- Behandlungsstation
- 26
- Antriebskette
- 27
- Antriebsmotor
Claims (16)
- Behälterbehandlungslinie (1a - 1d) mit einer Reinigungsmaschine (2) zum Reinigen von Behältern (17), einer der Reinigungsmaschine (2) nachgelagerten Behälterbehandlungsanlage (3), die mindestens eine Behälterbehandlungsmaschine (22) umfasst, und einer Fördereinrichtung (23) zum Fördern der Behälter (17) zu der Reinigungsmaschine (2), wobei die Reinigungsmaschine (2) Folgendes umfasst:- einen Behältereinlauf (4) mit mehreren Gassen (10) sowie einen Behälterauslauf (5),- eine innere Transportvorrichtung (6) zum Transportieren der Behälter (17) vom Behältereinlauf (4) zum Behälterauslauf (5), welche mehrere in Transportrichtung (7) der Transportvorrichtung (6) hintereinander angeordnete Trägereinheiten (8) mit jeweils mehreren quer zur Transportrichtung (7) angeordneten Behälteraufnahmen (9) zum Halten der Behälter (17) bei deren Transport vom Behältereinlauf (4) zum Behälterauslauf (5) aufweist, und- eine Beschickungsvorrichtung (12) zum Beschicken zumindest einiger der Behälteraufnahmen (9) mit den Behältern (17), und wobei die Behälterbehandlungslinie (1a - 1d) eine Steuereinheit (14) umfasst, wobei die Steuereinheit (14) dazu eingerichtet ist, Daten betreffend den Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder betreffend den Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine (22) zu verarbeiten, dadurch gekennzeichnet, dass die Steuereinheit (14) dazu eingerichtet ist, die Beschickungsvorrichtung (12) derart zu steuern, dass für eine Betriebsdauer eine der Trägereinheiten (8) und/oder eine Mehrzahl der Trägereinheiten (8) in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder vom Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine (22) entweder mittels der Beschickungsvorrichtung (12) mit Behältern (17) beschickt oder leer gelassen wird.
- Behälterbehandlungslinie (1a - 1d) nach Anspruch 1,
dadurch gekennzeichnet, dass die mindestens eine Behälterbehandlungsmaschine (22) der Behälterbehandlungsanlage (3) eine Füllmaschine zum Füllen der Behälter (17) mit einer Flüssigkeit ist. - Behälterbehandlungslinie (1a - 1d) nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass die Reinigungsmaschine (2) an mindestens einer der Gassen (10) ein Sperrelement (16) zum Sperren und Freigeben der zugehörigen Gasse (10) aufweist, wobei die Reinigungsmaschine (2) vorzugsweise eine Antriebsvorrichtung zum Antreiben des mindestens einen Sperrelements (16) aufweist und die Steuereinheit (14) vorzugsweise dazu eingerichtet ist, diese Antriebsvorrichtung derart zu steuern, dass mittels des Sperrelements (16) die zugehörige Gasse (10) in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder vom Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine (22) entweder gesperrt oder freigegeben wird. - Behälterbehandlungslinie (1a - 1d) nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die Transportgeschwindigkeit der Transportvorrichtung (6) der Reinigungsmaschine (2) steuer- oder regelbar ist und die Steuereinheit (14) dazu eingerichtet ist, die Transportgeschwindigkeit der Transportvorrichtung (6) in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder vom Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine (22) zu steuern bzw. zu regeln.
- Behälterbehandlungslinie (1a - 1d) nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die Reinigungsmaschine (2) eine Spritzvorrichtung (18) mit mehreren Spritzdüsen (19) zum Bespritzen der Behälter (17) mit einem Reinigungsmedium aufweist und die Steuereinheit (14) dazu eingerichtet ist, die Spritzvorrichtung (18), insbesondere deren Absperr- und/oder Drosselorgane (20) und/oder deren Pumpen (21), derart zu steuern, dass leer gelassene Trägereinheiten (8) nicht mit dem Reinigungsmedium bespritzt werden oder mit einer geringeren Menge an Reinigungsmedium bespritzt werden als die mit Behältern (17) beschickten Trägereinheiten (8).
- Behälterbehandlungslinie (1a - 1d) nach Anspruch 5,
dadurch gekennzeichnet, dass die Spritzvorrichtung (18) mindestens ein steuerbares Absperr- und/oder Drosselorgan (20) zur Beeinflussung des Reinigungsmedium-Durchflusses mindestens einer der Spritzdüsen (19) aufweist, wobei dem mindestens einen Absperr- und/oder Drosselorgan (20) mindestens eine der Spritzdüsen (19) zugeordnet ist und die Steuereinheit (14) dazu eingerichtet ist, das mindestens eine Absperr- und/oder Drosselorgan (20) derart zu steuern, dass das mindestens eine Absperr- und/oder Drosselorgan (20) abgesperrt oder gedrosselt wird, wenn nach einer mit Behältern (17) beschickten Trägereinheit (8) eine leer gelassene Trägereinheit (8) oder eine Gruppe von mehreren unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten (8) die dem mindestens einen Absperr- und/oder Drosselorgan (20) zugeordnete(n) Spritzdüse(n) (19) passiert. - Behälterbehandlungslinie (1a - 1d) nach Anspruch 5 oder 6,
dadurch gekennzeichnet, dass die Spritzvorrichtung (18) mindestens eine Pumpe (21) zum Fördern des Reinigungsmediums zu mindestens einer der Spritzdüsen (19) aufweist, wobei der mindestens einen Pumpe (21) mindestens eine der Spritzdüsen (19) zugeordnet ist und die Steuereinheit (14) dazu eingerichtet ist, die mindestens eine Pumpe (21) derart zu steuern, dass die Förderleistung der mindestens einen Pumpe (21) verringert wird, wenn nach einer mit Behältern (17) beschickten Trägereinheit (8) eine leer gelassene Trägereinheit (8) oder eine Gruppe von mehreren unmittelbar hintereinander angeordneten leer gelassenen Trägereinheiten (8) die der mindestens einen Pumpe (21) zugeordnete(n) Spritzdüse(n) (19) passiert. - Verfahren zum Betreiben einer Behälterbehandlungslinie (1a - 1d) mit einer Reinigungsmaschine (2) zum Reinigen von Behältern (17) und einer der Reinigungsmaschine (2) nachgelagerten Behälterbehandlungsanlage (3), insbesondere zum Betreiben einer Behälterbehandlungslinie (1a - 1d) nach einem der Ansprüche 1 bis 7, bei dem- die Behälter (17) mithilfe einer Fördereinrichtung (23) der Behälterbehandlungslinie (1a - 1d) zu der Reinigungsmaschine (2) gefördert werden,- die Behälter (17) in Gassen (10) eines Behältereinlaufs (4) der Reinigungsmaschine (2) eingebracht werden,- die Behälter (17) mithilfe einer inneren Transportvorrichtung (6) der Reinigungsmaschine (2) vom Behältereinlauf (4) der Reinigungsmaschine (2) zu deren Behälterauslauf (5) transportiert werden, wobei die Transportvorrichtung (6) mehrere in Transportrichtung (7) der Transportvorrichtung (6) hintereinander angeordnete Trägereinheiten (8) mit jeweils mehreren quer zur Transportrichtung (7) angeordneten Behälteraufnahmen (9) umfasst, in welchen Behälteraufnahmen (9) die Behälter (17) bei deren Transport von dem Behältereinlauf (4) zu dem Behälterauslauf (5) gehalten werden, und- mithilfe einer Beschickungsvorrichtung (12) der Reinigungsmaschine (2) zumindest einige der Behälteraufnahmen (9) mit den Behältern (17) beschickt werden, wobei von einer Steuereinheit (14) der Behälterbehandlungslinie (1a - 1d) Daten betreffend den Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder betreffend den Behälterdurchsatz mindestens einer Behälterbehandlungsmaschine (22) der Behälterbehandlungsanlage (3) verarbeitet werden, dadurch gekennzeichnet, dass die Beschickungsvorrichtung (12) von der Steuereinheit (14) derart gesteuert wird, dass für eine Betriebsdauer eine der Trägereinheiten (8) und/oder eine Mehrzahl der Trägereinheiten (8) in Abhängigkeit vom Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder vom Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine (22) entweder mittels der Beschickungsvorrichtung (12) mit Behältern (17) beschickt oder leer gelassen wird.
- Verfahren nach Anspruch 8,
dadurch gekennzeichnet, dass die Behälter (17) nach Durchlaufen der Reinigungsmaschine (2) in der mindestens einen Behälterbehandlungsmaschine (22) der Behälterbehandlungsanlage (3) mit einer Flüssigkeit befüllt werden. - Verfahren nach Anspruch 8 oder 9,
dadurch gekennzeichnet, dass die Beschickungsvorrichtung (12) von der Steuereinheit (14) derart gesteuert wird, dass eine oder mehrere der Trägereinheiten (8) leer gelassen werden, wenn der Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder der mindestens einen Behälterbehandlungsmaschine (22) kleiner ist als ein Referenz-Behälterdurchsatz, wobei der Referenz-Behälterdurchsatz dem maximalen Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder der mindestens einen Behälterbehandlungsmaschine (22) entspricht. - Verfahren nach einem der Ansprüche 8 bis 10,
dadurch gekennzeichnet, dass der Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder der mindestens einen Behälterbehandlungsmaschine (22) vom Behälterformat abhängig ist und die Beschickungsvorrichtung (12) von der Steuereinheit (14) derart gesteuert wird, dass für eine Betriebsdauer eine der Trägereinheiten (8) und/oder eine Mehrzahl der Trägereinheiten (8) in Abhängigkeit vom Behälterformat entweder mittels der Beschickungsvorrichtung (12) mit Behältern (17) beschickt oder leer gelassen wird. - Verfahren nach einem der Ansprüche 8 bis 11,
dadurch gekennzeichnet, dass im Falle einer Ab- oder Zunahme des Behälterdurchsatzes der Behälterbehandlungsanlage (3) und/oder des Behälterdurchsatzes der mindestens einen Behälterbehandlungsmaschine (22), insbesondere infolge eines Wechsels des Behälterformats, von der Steuereinheit (14) der Behälterdurchsatz der Reinigungsmaschine (2) verändert wird, indem die Beschickungsvorrichtung (12) von der Steuereinheit (14) derart gesteuert wird, dass die Anzahl der pro Zeiteinheit mittels der Beschickungsvorrichtung (12) mit Behältern (17) beschickten Trägereinheiten (8) verändert wird. - Verfahren nach einem der Ansprüche 8 bis 12,
dadurch gekennzeichnet, dass die Trägereinheiten (8) der Transportvorrichtung (6) mithilfe eines Antriebsmittels, insbesondere einer Antriebskette (26), der Transportvorrichtung (6) kontinuierlich und unterbrechungsfrei angetrieben werden. - Verfahren nach einem der Ansprüche 8 bis 13,
dadurch gekennzeichnet, dass die Transportvorrichtung (6) beim Transport der Behälter (17) vom Behältereinlauf (4) zum Behälterauslauf (5) mit einer Transportgeschwindigkeit betrieben wird, welche sich in einem durch einen unteren Geschwindigkeitsgrenzwert und einen oberen Geschwindigkeitsgrenzwert begrenzten Geschwindigkeitsintervall befindet, wobei der obere Geschwindigkeitsgrenzwert höchstens 20%, vorzugsweise höchstens 10%, größer ist als der untere Geschwindigkeitsgrenzwert und wobei die beiden Geschwindigkeitsgrenzwerte unabhängig vom Behälterformat und/oder unabhängig vom Behälterdurchsatz der Behälterbehandlungsanlage (3) und/oder dem Behälterdurchsatz der mindestens einen Behälterbehandlungsmaschine (22) sind. - Verfahren nach einem der Ansprüche 8 bis 14,
dadurch gekennzeichnet, dass die Beschickungsvorrichtung (12) von der Steuereinheit (14) derart gesteuert wird, dass eine Gruppe von mehreren unmittelbar hintereinander angeordneten Trägereinheiten (8) der Transportvorrichtung (6) leer gelassen wird. - Computerprogramm für eine Steuereinheit (14) einer Behälterbehandlungslinie (1a - 1d), insbesondere einer Behälterbehandlungslinie (1a - 1d) nach einem der Ansprüche 1 bis 7, welches die Behälterbehandlungslinie (1a - 1d) zur Durchführung eines Verfahrens nach einem der Ansprüche 8 bis 15 veranlasst, wenn das Computerprogramm auf der Steuereinheit (14) ausgeführt wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020111345.5A DE102020111345A1 (de) | 2020-04-27 | 2020-04-27 | Steuerung einer Behälterreinigungsmaschine in Abhängigkeit vom Behälterdurchsatz einer nachgelagerten Behälterbehandlungsanlage/-maschine |
| PCT/EP2021/060063 WO2021219413A1 (de) | 2020-04-27 | 2021-04-19 | Steuerung einer behälterreinigungsmaschine in abhängigkeit vom behälterdurchsatz einer nachgelagerten behälterbehandlungsanlage/-maschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4142958A1 EP4142958A1 (de) | 2023-03-08 |
| EP4142958B1 true EP4142958B1 (de) | 2025-06-18 |
Family
ID=75639882
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21720713.3A Active EP4142958B1 (de) | 2020-04-27 | 2021-04-19 | Behälterbehandlungslinie und verfahren zum betreiben einer behälterbehandlungslinie |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP4142958B1 (de) |
| BR (1) | BR112022019765A2 (de) |
| DE (1) | DE102020111345A1 (de) |
| MX (1) | MX2022013515A (de) |
| WO (1) | WO2021219413A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022118206A1 (de) * | 2022-07-21 | 2024-02-01 | Khs Gmbh | Reinigungsmaschine zum Reinigen von Behältern sowie Verfahren zum Entfernen eines Fremdkörpers aus einer Reinigungsmaschine |
| EP4331737A1 (de) * | 2022-08-30 | 2024-03-06 | Sidel Participations | Waschmaschine zum waschen von leeren behältern, die zum befüllen mit rieselfähigem angepasst sind, und entsprechendes verfahren |
| DE102023125204A1 (de) | 2023-09-18 | 2025-03-20 | Krones Aktiengesellschaft | Vorrichtung zum Behandeln von Mehrwegbehältern |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3710918A (en) * | 1971-01-28 | 1973-01-16 | Barry Wehmiller Co | Container feeding apparatus for washers |
| DE3815441A1 (de) * | 1988-05-06 | 1989-11-16 | Kronseder Maschf Krones | Verfahren und vorrichtung zum unterbrechen des ausstosses einer gefaessreinigungsmaschine |
| DE4434176C2 (de) | 1994-09-24 | 2001-08-16 | Khs Masch & Anlagenbau Ag | Verfahren zur leistungsbezogenen Versorgung von Maschinen in Gefäßbehandlungsanlagen |
| DE102006013800C5 (de) * | 2006-03-24 | 2010-04-15 | Khs Ag | Transportsystem für Flaschen oder dergleichen Behälter sowie Anlage zum Behandeln von Flaschen oder dergleichen Behälter |
| ITTO20120507A1 (it) * | 2012-06-12 | 2013-12-13 | Sidel Spa Con Socio Unico | Unita' e metodo per il trattamento di contenitori |
| EP3401027B1 (de) * | 2017-05-12 | 2023-06-28 | Sidel S.P.A. | Zuführsystem und verfahren zum zuführen leerer artikel in eine wascheinheit |
| EP3401028B1 (de) * | 2017-05-12 | 2022-10-19 | Gebo Packaging Solutions Italy SRL | Wascheinheit für die behandlung von leeren artikeln |
-
2020
- 2020-04-27 DE DE102020111345.5A patent/DE102020111345A1/de active Pending
-
2021
- 2021-04-19 EP EP21720713.3A patent/EP4142958B1/de active Active
- 2021-04-19 MX MX2022013515A patent/MX2022013515A/es unknown
- 2021-04-19 BR BR112022019765A patent/BR112022019765A2/pt unknown
- 2021-04-19 WO PCT/EP2021/060063 patent/WO2021219413A1/de not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| EP4142958A1 (de) | 2023-03-08 |
| WO2021219413A1 (de) | 2021-11-04 |
| BR112022019765A2 (pt) | 2022-11-16 |
| DE102020111345A1 (de) | 2021-10-28 |
| MX2022013515A (es) | 2022-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4142958B1 (de) | Behälterbehandlungslinie und verfahren zum betreiben einer behälterbehandlungslinie | |
| EP2125583B1 (de) | Flaschenbehandlungsanlage | |
| EP3356265B1 (de) | Speichertisch, verfahren zum betreiben eines speichertisches sowie verpackungsanlage mit einem speichertisch | |
| DE102008020116A1 (de) | Einteilstern zum Zu- oder Abführen von Behältern | |
| EP2283285B1 (de) | Kühltunnel und verfahren zum betrieb eines solchen | |
| EP3670409A1 (de) | Kreuzspulen herstellende textilmaschine mit einer kreuzspulentransporteinrichtung | |
| EP1675797B1 (de) | Rotorspinnmaschine | |
| WO2023078706A1 (de) | Zuführeinrichtung und zuführverfahren für die zuführung und die übergabe von behältern in eine behälterreinigungsmaschine | |
| EP0384360A2 (de) | Kannentransportsystem Strecke/Strecke | |
| DE102006053370A1 (de) | Spritzstation einer Reinigungsmaschine für Flaschen oder dergleichen Behälter sowie Reinigungsmaschine mit wenigstens einer Spritzstation | |
| EP3450360A1 (de) | Transportvorrichtung zum transportieren von pucks | |
| EP0869206B1 (de) | Transport- und Lagersystem für Spinnkannen | |
| EP3615462B1 (de) | Behandlungsvorrichtung sowie behälterbehandlungsmaschine | |
| EP4021835B1 (de) | Hülsenversorgungseinrichtung für eine kreuzspulen herstellende textilmaschine | |
| EP3999461B1 (de) | Hülsenmagazin für eine kreuzspulen herstellende textilmaschine | |
| DE4016972A1 (de) | Verfahren sowie vorrichtung zum behandeln von faessern, insbesondere von kegs oder dergleichen, mit einer fassarmatur versehenen faessern | |
| EP3789129A1 (de) | Verfahren und vorrichtung zum überwachen des betriebs einer behälterreinigungsmaschine | |
| DE102013202847A1 (de) | Verfahren zum Reinigen eines Transportsegments | |
| DE102019110295A1 (de) | Kreuzspulen herstellende Textilmaschine | |
| DE102023113075A1 (de) | Vorrichtung und Verfahren zum Behandeln von KEGs | |
| DE102018103533A1 (de) | Vorrichtung und Verfahren zum Zuführen einer Behältergruppe an eine getaktete Behandlungsmaschine | |
| WO2024175323A1 (de) | Verfahren und behandlungsanlage zum behandeln von kegs | |
| DE19724157C2 (de) | Verfahren zum Zuführen von Leerkannen und Abführen von Vollkannen an einer Kannenfüllmaschine | |
| DE102023115657A1 (de) | Vorrichtung und Verfahren zum Behandeln von KEGs | |
| DE102024109254A1 (de) | Thermische Behälterbehandlungsmaschine, Abfüllanlage und Verfahren zum thermischen Behandeln von mit Produkt befüllten und verschlossenen Behältern mit der thermischen Behälterbehandlungsmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20221128 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20250217 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502021007784 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250919 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250918 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20251018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Free format text: CASE NUMBER: UPC_APP_0014564_4142958/2025 Effective date: 20251125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250618 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |