EP4345241A1 - Vorsatzschalensystem sowie einrichtung zum verschliessen einer wandöffnung eines gebäudes mit einem solchen vorsatzschalensystem - Google Patents
Vorsatzschalensystem sowie einrichtung zum verschliessen einer wandöffnung eines gebäudes mit einem solchen vorsatzschalensystem Download PDFInfo
- Publication number
- EP4345241A1 EP4345241A1 EP23200486.1A EP23200486A EP4345241A1 EP 4345241 A1 EP4345241 A1 EP 4345241A1 EP 23200486 A EP23200486 A EP 23200486A EP 4345241 A1 EP4345241 A1 EP 4345241A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cladding
- profile
- shell system
- cladding profile
- facing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/30—Coverings, e.g. protecting against weather, for decorative purposes
- E06B3/301—Coverings, e.g. protecting against weather, for decorative purposes consisting of prefabricated profiled members or glass
- E06B3/305—Covering metal frames with plastic or metal profiled members
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B1/00—Border constructions of openings in walls, floors, or ceilings; Frames to be rigidly mounted in such openings
- E06B1/006—Border constructions of openings in walls, floors, or ceilings; Frames to be rigidly mounted in such openings of curvilinear outline
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/30—Coverings, e.g. protecting against weather, for decorative purposes
- E06B3/301—Coverings, e.g. protecting against weather, for decorative purposes consisting of prefabricated profiled members or glass
- E06B3/306—Covering plastic frames with metal or plastic profiled members
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/06—Single frames
- E06B3/08—Constructions depending on the use of specified materials
- E06B3/20—Constructions depending on the use of specified materials of plastics
- E06B3/22—Hollow frames
- E06B3/221—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity
- E06B3/222—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity with internal prefabricated reinforcing section members inserted after manufacturing of the hollow frame
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/30—Coverings, e.g. protecting against weather, for decorative purposes
- E06B3/301—Coverings, e.g. protecting against weather, for decorative purposes consisting of prefabricated profiled members or glass
- E06B3/302—Covering wooden frames with metal or plastic profiled members
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/54—Fixing of glass panes or like plates
- E06B3/58—Fixing of glass panes or like plates by means of borders, cleats, or the like
- E06B3/5807—Fixing of glass panes or like plates by means of borders, cleats, or the like not adjustable
- E06B3/5821—Fixing of glass panes or like plates by means of borders, cleats, or the like not adjustable hooked on or in the frame member, fixed by clips or otherwise elastically fixed
Definitions
- the present invention relates to an attachment shell system for a device for closing a wall opening of a building, in particular for an openable or non-openable window or for a door with at least one first, in particular at least partially curved along a longitudinal direction or extending at an angle, in particular at right angles or at an acute angle first cladding profile, which is designed and set up alone or together with further cladding profiles for cladding at least one frame section of a frame of the device, the first cladding profile having an inside facing the frame section in the intended installed state and an outside facing away from the frame section in the intended installed state.
- the invention relates to a device for closing a wall opening in a building with such an attachment shell system.
- composite windows and doors are now very often used in which the sash frame is made of a different material than the facing shell for it.
- This type of construction has proven successful, among other things, because the area of the composite window or door that is exposed to the weather can be covered with a material that is less susceptible to the weather and is therefore durable. In contrast, a cheaper material can be chosen for the interior, which also has advantages in terms of appearance and feel. Furthermore, this enables an optimized thermal separation between the inside and outside.
- Typical material pairings for such composite windows and doors are wood-aluminium, plastic-aluminium or similar. In the context of the present For the sake of ease of reading, only the term composite windows is used in the application, although this also expressly includes composite doors, as far as transferable.
- Aluminum facings for composite windows are usually made from extruded or continuous cast profiles. These are mass-produced pieces that are straight along their longitudinal direction, i.e. along the extrusion direction, and are cut to size for the individual window. For right-angled corners, this is done at an angle of 45° to the longitudinal direction of the extruded or continuous cast profile in order to define the miter between two adjacent profiles. To produce a visually appealing facing and to prevent moisture from penetrating the space between the sash frame and the facing, the profiles that meet are welded in the miter area and then ground.
- the method described above can in principle also be used if the angle between two meeting profiles is acute or obtuse.
- the angle at which the profile is shortened must be adjusted accordingly.
- the challenge when installing the facing shell is that the miter is lengthened, which also increases the length of the line weld.
- this is more demanding for the installer, but on the other hand, the increased temperature input due to the longer weld seam promotes the build-up of internal stresses in the miter area and thus the risk of material distortion.
- Bending causes material compression on the side of the profile facing the bending radius center and material stretching on the side of the profile facing away from the bending radius center. Compression on the inside can lead to distortions, which require increased sanding effort. Even if this sanding is carried out to a high quality, there is a risk that a subsequent surface coating, for example a powder coating, the application of a wood decor or an anodized coating, will not produce a homogeneous appearance, as the density and thickness of the material in this area is not homogeneous. Stretching on the outside, in turn, can lead to a weakening of the material and even the formation of (micro) cracks, which have a detrimental effect on both the appearance and the longevity of the facing shell. In practice, the above means that when bending extruded and/or continuous cast profiles, minimum bending radii must be observed, which arise individually from the width and design, in particular the cross-sectional design of the profile.
- a double disadvantage arises from bending extruded or continuously cast profiles for geometry, for example with regard to the dimensional accuracy of the profile. Bending reduces the actual width of the profile by up to a few percent of the original width. This visual impairment is particularly significant when a curved profile directly adjoins a non-curved profile and two profiles of different widths are revealed to the viewer.
- the second disadvantage concerns the attachment of the facing shell to the sash frame. On the side of the attachment shell facing the sash, recesses are often provided either in sections or through them, in which, among other things, fastening devices for fastening to the sash are arranged. Such fastening devices are usually clip devices or rotary holders.
- the width of these recesses is defined by the manufacturers of the extruded or continuously cast profiles according to the standardized width of the fastening devices and in the unbent state of the profiles.
- the recesses due to the narrowing of the profile described above, the recesses also become narrower and proper attachment of the profile to the sash frame is not possible or only possible additional manual effort can be guaranteed.
- automatic setting of the clip devices and/or rotary holders is no longer possible due to the geometry changes in conventional round arches. These have to be set manually with great effort.
- the bending process requires a lot of manpower and represents a significant risk from the point of view of occupational safety.
- the extruded or continuous cast profile to be bent is usually heated by an experienced specialist with or over an open flame, thereby giving it the formability required for bending. This requires a great deal of sensitivity to achieve exactly the temperature window required for bending. If the profile is heated too much, there is a risk of undesirable weakening or damage to the material. For example, if an aluminum alloy or a plastic used for this purpose is heated above a certain temperature, an irreversible change in shape and/or structure can occur. The component heated accordingly is therefore scrap.
- the desired bending radius on the finished component can only be achieved through a large number of iterative bending processes, each of which requires the bending machine to be preset accordingly. This is very complex. For more complicated geometries, e.g. with several different bending radii or If the bending radii vary on the same profile, this cost increases accordingly. In order to achieve different bending radii on one and the same profile, in addition to the complex adjustment work mentioned above, it may also be necessary to have a number of bending machines, bending molds and/or roller sets available, depending on the size of the bending radii to be produced. This means a considerable amount of space and investment.
- the invention is therefore based on the object of specifying a facing shell system that overcomes the disadvantages of the prior art, e.g. the stretched or compressed material, the resulting problems with the visible surfaces, the limited radii that can be achieved and the labor-intensive and personnel-dependent process. Furthermore, a facing shell system is to be specified that can be produced with greater reproducibility and greater process reliability, particularly with regard to dimensional accuracy. Furthermore, the object of the invention is to specify a facing shell system that can be provided within shorter delivery times.
- An attachment shell system for a device for closing a wall opening of a building, in particular for an openable or non-openable window or for a door, has at least a first, in particular along a longitudinal direction L at least in sections curved or angular, in particular right-angled or acute-angled, first cladding profile, which is designed and set up alone or together with further cladding profiles for cladding at least one frame section of a frame of the device, the first cladding profile having an inside facing the frame section in the intended installed state and has an outside facing away from the frame section when installed as intended.
- the facing shell system is further developed in such a way that the first cladding profile is produced by an additive manufacturing process or at least all non-flat boundary surfaces of the inside are produced using a machining manufacturing process, in particular by milling, from a blank, in particular a plate- or cuboid-shaped semi-finished blank .
- the post-processing effort is reduced enormously. Warping, especially on the inside of the curved profile, no longer occurs and therefore does not need to be sanded down. Thanks to the homogeneous, stress-free material structure, an attractive appearance can be created with manageable effort during the subsequent powder coating of the surface. Furthermore, it should be emphasized that the material weakening that occurs due to the bending of the profile, which can be observed in particular on the radial outside of the curved profile, is not present in an facing shell system according to the present invention, which is why the resulting disadvantages with regard to the appearance and longevity of the cladding profile does not matter.
- Another advantage of the facing shell system according to the invention is that by using machining or additively manufactured cladding profiles, components of the same dimensions can be installed to a large extent. Even experienced production personnel are not able to bend identical curved profiles with tight tolerances, especially with larger profile elements, because despite the same conditions they are always hand-made individual pieces. This deficit can be overcome through the possibility of fully automating the molding process.
- the manufacturer of the facing shell system according to the invention has the opportunity to offer its customers a wider range of possible design variants. Since minimum bending radii no longer have to be taken into account, even narrow curves can be easily achieved. Even more complicated profiles, such as those with a series of different radii, do not pose a challenge during production, as they can be reliably produced with consistent precision and dimensional accuracy.
- the facing shell system according to the invention is suitable not only for the use of cladding profiles that are curved at least in sections along a longitudinal direction, but also for cladding profiles that run at an angle, in particular at right angles or at an acute angle.
- cladding profiles which were produced using a metal-cutting manufacturing process or an additive manufacturing process, mitres in the facing shell system can be completely avoided. Instead, it is possible to make all transition areas between two adjacent cladding profiles blunt. In the case of a weld seam to connect the two cladding profiles, their length can be minimized, which reduces the manual effort on the one hand and the possible temperature input on the other.
- At least one non-planar boundary surface of the outside is/are produced by a machining manufacturing process, in particular by milling, or by laser cutting or by water jet cutting or by a combination of these manufacturing processes.
- At least one flat boundary surface of the outside is an unprocessed outer surface of the blank, with the flat boundary surface of the outside being in particular a primary visible surface.
- a reduction in the number of surfaces to be processed can be achieved if, for example, at least one flat boundary surface of the outside is formed on the outside by an unprocessed outer surface of the blank.
- an unprocessed outer surface can, for example, be a primary visible surface, which is permanently visible, for example, when the facing shell system is installed as intended.
- an unprocessed outer surface can also be a secondary visible surface, which is at least temporarily covered when the facing shell system is installed as intended or may have a subordinate visibility for other reasons.
- the first cladding profile has at least one fastening device, in particular a clip device or a rotary holder for fastening the first cladding profile to the device.
- a fastening device in particular a clip device or a rotary holder
- the fastening device can be standardized elements that are designed for the connection of facing shell systems or cladding profiles to the sash frame or to the stick frame.
- Mechanical connectors represent an alternative to the weld seam. If the transition area between two adjacent cladding profiles is made blunt, as described above, the effort involved in installing the facing shell system can be reduced by using mechanical connectors.
- the invention also makes it possible for the first time to use sensitive surface coatings, such as the anodizing process, without visually affecting the coated surface.
- sensitive surface coatings such as the anodizing process
- the anodizing process cannot be used with satisfactory optical results due to the required heating/heating of the profile.
- the cladding profile of the facing shell system has a groove-like recess at least in sections along its longitudinal extension direction, which serves in particular to accommodate one or more fastening devices, mechanical connectors or sealing profiles.
- the depth added by the cladding profile can be reduced and the entire device thus giving it a slimmer appearance.
- the at least one fastening device and/or the at least one mechanical connector are arranged in the at least one recess.
- the fastening of the at least one fastening device and/or the at least one mechanical connector can be carried out either by means of a detachable joining method, such as screws or clamps, or by means of a non-detachable joining method, such as gluing or welding. In any case, this ensures that there is a secure connection or connection of the first cladding profile to the device or an adjacent cladding profile.
- the manufacturing method of the first cladding profile also enables the integral formation of these components with the first cladding profile.
- the prerequisite for this is that the corresponding requirements in terms of stability and flexibility can be achieved with the material used.
- Both the CNC milling machine and the 3D printer are capable of producing components with the necessary precision.
- adjacent cladding profiles are connected to one another, as already indicated above. This can be done either by means of mechanical connectors, which are particularly useful when there is a blunt transition area, or by a thermal joining process, in particular by welding, which has advantages in transition areas with a miter. Basically, the connection of adjacent cladding profiles serves to create an attractive appearance and to seal against the penetration of moisture, for example, into the space between the facing shell system and the sash frame.
- At least one cladding profile of the facing shell system according to the invention is made from a metal, for example aluminum or an aluminum alloy, or from plastic, for example a polyamide or from a surface-coated material.
- a metal for example aluminum or an aluminum alloy
- plastic for example a polyamide or from a surface-coated material.
- the first cladding profile is a partial cross-sectional profile of a complex cladding profile.
- the latter is thus composed of the first cladding profile and at least one further partial cross-sectional profile, wherein the connection between the first cladding profile and the at least one further partial cross-sectional profile can be made by gluing, welding, screwing, clamping or another joining method.
- the further partial cross-sectional profile can, according to an advantageous embodiment, be made of a different material than the first partial cross-sectional profile. This is particularly useful if the further partial cross-sectional profile is an extruded profile or a continuously cast profile, which runs in a straight line along its longitudinal direction. Such profiles made by the meter are cheaper to manufacture or purchase and thus enable economically advantageous production of the facing shell system.
- the production of the first cladding profile using a machining process or an additive manufacturing process allows a free design of the outer contour, since this no longer depends on the bending contour, as is the case with the bending of extruded or continuous cast profiles.
- the facing shell system consists of a one-piece frame, which is formed only from a first cladding profile and accordingly consists entirely of a cladding profile milled from a blank or a one-piece additively manufactured cladding profile.
- the facing shell system consists of a multi-part frame, which consists exclusively of first cladding profiles. The facing shell system therefore does not include any extruded or continuously cast profiles, but only cladding profiles that are machined or additively manufactured.
- the facing shell system comprises a cladding profile which is curved along its longitudinal direction and which has a sectionally constant radius of curvature RK1 or several identical and/or different and/or continuously merging radii of curvature RK1, RK2.
- the various curved sections can follow one another directly along the longitudinal direction of the cladding profile or be spaced apart from one another. This opens up a wide range of design options, and manufacturers of facing shell systems or composite windows and doors can offer their customers a wide range of possible window and door shapes.
- the first cladding profile is a rung.
- a device according to the invention for closing a wall opening in a building is characterized in that it is one of those described above Includes facing shell systems.
- this is an openable or non-openable window or door. Due to the diverse design options, especially with regard to the visual appearance, such devices are not only suitable for external doors and windows, but also for connecting and separating different interior spaces.
- At least one frame consists of wood, plastic, for example polyamide, metal, for example aluminum or a composite material.
- at least one frame can also consist of a combination of the aforementioned materials.
- Manufacturers of composite windows and doors can offer their customers a wide range of material combinations, which they can choose depending on their individual preferences.
- An attachment shell system 10 is used, for example, to cover the frame or frame sections 20 of a window 14 or a door.
- Fig. 1 shows such an attachment shell system 10 according to the prior art schematically in a perspective cross section.
- such a window or such a door is generally referred to as a "device 12 for closing a wall opening of a building".
- the closure can be openable or non-openable.
- An openable closure is achieved, for example, by means of an openable window 14 which has a window sash or an openable door which has a door leaf.
- a non-openable closure of the wall opening is achieved, for example, by a permanently installed window without a movable window sash which can neither be opened nor tilted.
- the facing system 10 comprises at least one first cladding profile 16, but in the vast majority of cases has a plurality of Cladding profiles, for example the first cladding profile 16 and at least one further cladding profile 18.
- the cladding profiles 16, 18 When used on a composite window or when renovating existing windows/existing doors, the cladding profiles 16, 18 are placed, for example, on an outside of the frame sections 20 of a window sash/door sash or a window frame/door frame.
- the cladding profiles 16, 18 form a cladding of the frame section 20 or the entire frame and are clipped onto the outside of the frame section 20, for example using fastening devices, in particular clip devices or rotary holders, or are mechanically fastened there in another suitable manner.
- the cladding profiles 16, 18 are usually designed as extruded aluminum profiles or as continuously cast aluminum profiles.
- the cladding profiles 16, 18 have a straight longitudinal extension direction L as extruded aluminum profiles or continuously cast aluminum profiles and are preferably thin-walled in cross-section with a large number of ribs and/or webs and/or cavities.
- the ribs and/or webs can be designed as an integral clip device or as a rotary holder.
- Fig. 2a schematically shows in cross section another cladding profile 18 according to the prior art, manufactured as an extruded aluminum profile or extruded aluminum profile.
- the first cladding profile 16 has an inner side 10A facing the frame section 20 in the intended installed state and an outer side 10B facing away from the frame section 20 in the intended installed state.
- all invisible surface components that are optically hidden by the frame section 20 are assigned to the inside 10A of the first cladding profile 16.
- the outside 10B for example, is in the intended condition Visible surfaces, for example a primary visible surface 30 and a secondary visible surface 31 assigned.
- the inner side 10A has at least one, in particular several non-planar boundary surfaces 100A, which can run, for example, parallel to the longitudinal direction L.
- Such non-planar boundary surfaces 100A of the inner side 10A of the first cladding profile 16 are produced according to the invention using a machining manufacturing process, in particular by milling from a blank 35.
- the blank 35 is in particular a plate-shaped or cuboid-shaped semi-finished blank.
- the outer side 10B Due to its non-straight course along the longitudinal direction L, the outer side 10B also has at least one, in particular several, non-planar boundary surfaces 100B. These non-planar boundary surfaces 100B of the outer side 10B are also produced using a machining process, for example by milling or by other suitable manufacturing processes, such as water jet cutting or laser cutting.
- the outside 10B also has at least one flat boundary surface 100C.
- Such a flat boundary surface 100C of the outside 10B can optionally be an unprocessed outer surface 35A of the blank 35.
- the first cladding profile 16 can be produced as a 3D printed component using an additive manufacturing process.
- a first cladding profile 16 of an facing shell system 10 shows Fig. 2b in a first embodiment.
- the cross-sectional contour shown is a cross-section perpendicular to the longitudinal direction L of the first cladding profile 16.
- a first main outer side and a second main outer side of the first cladding profile 16 are, for example, a primary visible surface 30 and a secondary visible surface 31, which are visible on a window or a door in the assembled state.
- a first inner side 32 opposite the first main outer side is, in the assembled state, associated with a frame section 20 (not shown in Fig. 2b ).
- two receiving grooves 33 are milled along the longitudinal direction L in the exemplary embodiment.
- the two receiving grooves 33 serve to accommodate fastening devices 24, which can interact with corresponding counter-fastening devices (not shown) arranged on the frame section 20 (not shown).
- a longitudinal extension direction L of the first cladding profile 16 is in the Figs. 2b and 2c shown in point form. This representation means that in the cross-sectional plane (i.e. the drawing plane) the Figures 2b and 2c Through the first cladding profile 16, the longitudinal extension direction L runs perpendicularly out of the plane of the drawing. A curvature of the longitudinal extension direction L runs towards the viewer to the right, so that the boundary surfaces 100A, 100B of the first cladding profile 16 represent curved, ie non-planar, boundary surfaces.
- Boundary surface 100C and parallel surface areas on the inside 10A represent, for example, flat boundary surfaces. This means that these surfaces can lie in one plane. However, boundary edges, ie outer edges of these surfaces, can have a curved course, for example parallel to the longitudinal direction L.
- a cross-sectional contour of the blank 35 (semi-finished blank) is shown in a dashed line 34.
- the cross-sectional contour of the blank 35 is rectangular in the above-mentioned embodiment.
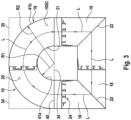
- the first cladding profile 16 according to Fig. 2b is - as in Fig.3 shown - curved in plan view along the longitudinal direction L. In plan view according to Fig.3 This ensures an arched course of the first cladding profile 16. In the plan view according to Fig.3 is by means of the The outline of the blank 35 is shown in plan view by the dashed line 34. According to the invention, a curved inner contour 41a with the radius R1 and a curved outer contour 41b with the radius R2 are formed from the blank 35.
- the facing shell system 10 shown has, in addition to the first cladding profile 16, a total of three further cladding profiles 18, each of which has a rectilinear longitudinal extension direction L. To form right angles, miter cuts are available, which form the miters 22. As shown in the cross-sectional contours of the straight, additional cladding profiles 18, these are designed in the classic manner as extruded profiles or continuously cast profiles. Due to the straight course of the longitudinal direction L, such a configuration is easily possible and can also be carried out cost-effectively.
- the first cladding profile 16, which has a curved course in the longitudinal direction L is, however, designed according to the invention as a machined component made from the blank 35 or as an additively manufactured 3-D printed component.
- Fig.4 an embodiment of the facing shell system 10 according to the invention is shown, which is formed from two first cladding profiles 16, which are designed as components produced by a machining process or as additively manufactured components, i.e. does not contain any cladding profiles 18 in continuous casting or extruded construction.
- the upper cladding profile 16 is as in the embodiment according to Fig.3 in plan view, it is formed in an arc shape along the longitudinal direction L, whereas the lower part is formed as a cladding profile 16 with a U-shaped spatial shape in plan view, wherein the entire U-shaped cladding profile 16 is also formed as a component manufactured by a machining process or as an additively manufactured component (3D printing).
- FIG. 2c A further embodiment of a first cladding profile 16 of an facing shell system 10 according to the invention is shown in Fig. 2c shown in cross section.
- the cladding profile 16 is composed of a first profile section 28A and a second profile section 28B and thus forms a complex cladding profile.
- the profile sections 28A and 28B are each designed as a component, which are manufactured using a machining manufacturing process or using an additive manufacturing process.
- the fastening devices 24 are placed directly on the flat inside 32 of the second profile section 28, for example glued.
- Fig. 5a shows a highly schematic view of an inventive facing shell system 10 for a so-called arched window.
- the vertically upper first cladding profile 16 is provided according to the invention as a machined or additively manufactured component. It is particularly advantageous that such a first cladding profile 16, which according to the invention is not produced as a curved extruded profile, can have a larger radius of curvature RK1, for example, in a central region, whereas a smaller radius of curvature RK2 can be provided in corner regions.
- Lateral or vertically lower additional cladding profiles 18 can be used for a pointed arch window according to Fig. 5a can easily be designed as a conventional extruded profile or continuous cast profile.
- Possible separation points 40 between the first cladding profile 16 and the vertical additional cladding profiles 18 are expediently arranged in areas in which the first cladding profile 16 runs out in a straight line, for example in its end areas. This makes it considerably easier to connect the first cladding profile 16 to the additional cladding profiles 18.
- FIG. 5b A further embodiment of the facing shell system 10 according to the invention is shown in a highly schematic form in an application for a so-called arched basket window.
- the first cladding profile 16 is also arranged vertically at the top and has a straight middle piece and two curved end pieces, which merge into further vertical cladding profiles 18 at the separation points 40.
- a vertically upper straight area between the separation points 40 ' can optionally be designed as a straight further cladding profile 18 in an extruded or continuously cast construction.
- Fig. 5c shows schematically an application of the inventive facing system 10 on a so-called pointed arch window.
- the vertically lower further cladding profile 18 is designed, for example, as an extruded profile or extruded profile with a straight longitudinal direction L.
- Both lateral cladding profiles with arches are designed as first cladding profiles 16, which were manufactured by means of a machining or additive manufacturing process.
- an arched course of the lateral (first) cladding profiles 16 can also be realized in a particularly simple manner, which has, for example, varying radii of curvature along its longitudinal direction L.
- a course with a smaller radius of curvature RK1 can initially be provided, which then transitions into a course with a larger radius of curvature RK2, for example continuously or stepped.
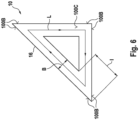
- Fig. 6 shows schematically the advantages of a one-piece facing shell system 10 according to the invention, which only has a single first cladding profile 16 having.
- the schematic application case according to Figure 6 relates, for example, to a triangular window which has acute-angled courses along the longitudinal direction L. With a predetermined width B, depending on the size of the acute angle, a certain length l of a miter cut required in the prior art results. This length l, along which, for example, welding would have to be carried out in the prior art, can be avoided by, for example, a one-piece design of the facing shell system 10 according to the invention from a single first cladding profile 16. Such a one-piece first cladding profile 16 does not cause the need to weld long miters.
- the invention provides a number of advantages.
- the design freedom is high with regard to the sizes of the radii of curvature R1, R2, RK1, RK2 and also the combination of different radii of curvature in one component.
- the procedure disclosed according to the invention makes it possible to produce non-rectilinear cladding profiles 16 with high dimensional accuracy in a process-reliable manner and with a short delivery time.
- a high possible degree of automation allows delivery times to be significantly shortened compared to the state of the art and reduces the need for specialized workers.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Vorsatzschalensystem für eine Einrichtung zum Verschließen einer Wandöffnung eines Gebäudes, insbesondere für ein öffnungsfähiges oder nicht öffnungsfähiges Fenster oder für eine Türe mit wenigstens einem ersten, insbesondere entlang einer Längserstreckungsrichtung wenigstens abschnittsweise gekrümmt verlaufenden oder winklig, insbesondere rechtwinklig oder spitzwinklig, verlaufenden ersten Verkleidungsprofil, welches alleine oder zusammen mit weiteren Verkleidungsprofilen zur Verkleidung wenigstens eines Rahmenabschnittes eines Rahmens der Einrichtung ausgebildet und eingerichtet ist, wobei das erste Verkleidungsprofil eine im bestimmungsgemäß verbauten Zustand dem Rahmenabschnitt zugewandte Innenseite und eine im bestimmungsgemäß verbauten Zustand dem Rahmenabschnitt abgewandte Außenseite besitzt. Darüber hinaus betrifft die Erfindung eine Einrichtung zum Verschließen einer Wandöffnung eines Gebäudes mit einem solchen Vorsatzschalensystem.
- Im Fenster- und Türenbau kommen heutzutage sehr häufig Verbundfenster beziehungsweise -türen zum Einsatz, bei denen der Flügelrahmen aus einem anderen Material als eine Vorsatzschale für diesen ausgebildet ist. Ein derartiger Aufbau hat sich unter anderem deshalb bewährt, weil gerade der der Witterung ausgesetzte Bereich des Verbundfensters oder der Verbundtür mit einem Material verblendet werden kann, welches gegenüber der Witterung wenig anfällig und dementsprechend beständig ist. Demgegenüber kann für den Innenbereich ein günstigeres Material gewählt werden, welches darüber hinaus Vorteile bezüglich der Optik und Haptik aufweist. Des Weiteren ist dadurch eine optimierte thermische Trennung zwischen Innen- und Außenseite möglich. Typische Materialpaarungen für derartige Verbundfenster und -türen sind Holz-Aluminium, Kunststoff-Aluminium oder Ähnliches. Im Rahmen der vorliegenden Anmeldung wird der einfacheren Lesbarkeit wegen nur der Begriff Verbundfenster verwendet, wobei dies, soweit übertragbar, auch Verbundtüren ausdrücklich einschließt.
- Vorsatzschalen aus Aluminium für Verbundfenster werden üblicherweise aus Strangpressprofilen oder Stranggussprofilen hergestellt. Dabei handelt es sich um massenproduzierte Meterware, die entlang ihrer Längserstreckungsrichtung, d.h. entlang der Extrusionsrichtung gerade ist und auf das individuelle Fenster zurechtgekürzt wird. Bei rechtwinkligen Ecken erfolgt dies in einem Winkel von 45° zur Längserstreckungsrichtung des Strangpress- oder Stranggussprofils, um so die Gehrung zwischen zwei angrenzenden Profilen zu definieren. Zur Herstellung einer optisch ansprechenden Vorsatzschale, und um das Eindringen von Feuchtigkeit in den Zwischenraum zwischen Flügelrahmen und Vorsatzschale zu verhindern, werden die aufeinandertreffenden Profile im Gehrungsbereich verschweißt und anschließend geschliffen.
- Das vorstehend beschriebene Verfahren kann grundsätzlich auch angewandt werden, wenn der Winkel zwischen zwei aufeinandertreffenden Profilen spitz oder stumpf ist. Der Winkel, in dem die Kürzung des Profils erfolgt, muss dabei entsprechend angepasst werden. Insbesondere bei spitzen Winkeln ergibt sich bei der Installation der Vorsatzschale jedoch die Herausforderung, dass die Gehrung verlängert wird, wodurch auch die Länge der Linienschweißung verlängert wird. Dies ist einerseits für den Installateur anspruchsvoller, andererseits begünstigt der erhöhte Temperatureintrag durch die längere Schweißnaht den Aufbau innerer Spannungen im Gehrungsbereich und damit die Gefahr eines Materialverzugs.
- Eine noch größere Herausforderung für die Hersteller von Vorsatzschalensystemen, die oftmals auch die Hersteller von Verbundfenstern sind, sind Fenster mit abschnittsweise oder vollständig gebogenen Flügelrahmen, denn diese erfordern gleichfalls abschnittsweise oder vollständig gebogene Vorsatzschalen. Das Biegen von Strangpress- oder Stranggussprofilen ist jedoch aus mehreren Gründen kritisch.
- Durch das Biegen kommt es auf der dem Biegeradiusmittelpunkt zugewandten Seite des Profils zu einer Materialstauchung und auf der dem Biegeradiusmittelpunkt abgewandten Seite des Profils zu einer Materialstreckung. Die Stauchung auf der Innenseite kann zu Verwerfungen führen, welche einen erhöhten Schleifaufwand erfordern. Selbst wenn dieses Abschleifen qualitativ gut ausgeführt wird, besteht das Risiko, dass bei einer anschließenden Oberflächenbeschichtung, zum Beispiel einer Pulverbeschichtung, einer Aufbringung eines Holzdekors oder einer Eloxal-Beschichtung kein homogenes Erscheinungsbild erzielt werden kann, da die Dichte und die Dicke des Materials in diesem Bereich nicht homogen ist. Die Streckung an der Außenseite wiederum kann zu einer Schwächung des Materials bis hin zur Bildung von (Mikro-)Rissen führen, die sich nachteilig sowohl auf die Optik als auch auf die Langlebigkeit der Vorsatzschale auswirken. Aus dem Vorstehenden ergibt sich somit für die Praxis, dass bei der Biegung von Strangpress- und/oder Stranggussprofilen Mindestbiegeradien zu beachten sind, die sich individuell aus der Breite und der Gestaltung, insbesondere der Querschnittsgestaltung des Profils ergeben.
- Ein doppelter Nachteil ergibt sich durch das Biegen von Strangpress- oder Stranggussprofilen für die Geometrie, zum Beispiel bezüglich der Maßhaltigkeit des Profils. Durch das Biegen verringert sich die tatsächliche Breite des Profils um bis zu einigen Prozent der Ausgangsbreite. Diese optische Beeinträchtigung fällt insbesondere dann ins Gewicht, wenn ein gebogenes Profil direkt an ein nicht gebogenes Profil anschließt und sich dem Betrachter so zwei Profile unterschiedlicher Breite offenbaren. Der zweite Nachteil betrifft die Befestigung der Vorsatzschale am Flügelrahmen. Auf der dem Flügelrahmen zugewandten Seite der Vorsatzschale sind oftmals entweder abschnittsweise oder durchgehende Ausnehmungen vorgesehen, in welchen unter anderem Befestigungseinrichtungen zur Befestigung am Flügelrahmen angeordnet sind. Derartige Befestigungseinrichtungen sind üblicherweise Clipseinrichtungen oder Drehhalter. Die Breite dieser Ausnehmungen wird von den Herstellern der Strangpress- oder Stranggussprofile nach der normierten Breite der Befestigungseinrichtungen und im ungebogenen Zustand der Profile definiert. Durch die vorstehend beschriebene Verschmälerung des Profils verschmälern sich jedoch auch die Ausnehmungen und eine ordnungsgemäße Befestigung des Profils am Flügelrahmen kann nicht oder nur durch zusätzlichen manuellen Aufwand gewährleistet werden. Weiterhin ist ein automatisches Setzen der Clipseinrichtungen und/oder Drehhalter aufgrund der Geometrieveränderungen bei herkömmlichen Rundbögen nicht mehr möglich. Diese müssen unter großem Aufwand händisch gesetzt werden.
- Der Prozess des Biegens erfordert einen hohen personellen Aufwand und stellt unter dem Aspekt der Arbeitssicherheit ein nicht unerhebliches Risiko dar. Üblicherweise wird das zu biegende Strangpress- oder Stranggussprofil von einer erfahrenen Fachperson mit oder über einer offenen Flamme erwärmt und erhält dadurch die für das Biegen notwendige Formbarkeit. Dabei bedarf es viel Fingerspitzengefühl, um genau das für das Biegen benötigte Temperaturfenster zu erreichen. Wird das Profil zu stark erhitzt, so besteht die Gefahr einer unerwünschten Materialschwächung beziehungsweise -schädigung. Beispielsweise kann bei einem Erwärmen einer Aluminiumlegierung oder eines einschlägig verwendeten Kunststoffes über eine bestimmte Temperatur hinaus eine nicht mehr umkehrbare Form- und /oder Strukturveränderung eintreten. Das entsprechend erwärmte Bauteil ist somit Ausschuss. Bei einer Verwendung von Hohlkammerprofilen als Strangpress- oder Stranggussprofil, aus dem ein gebogener Abschnitt hergestellt werden soll, ist es zudem erforderlich, die Hohlkammern für die Biegung mit einem Granulat zu füllen, um unerwünschte Einfallstellen oder Verformungen des hohlen Querschnittes zu vermeiden. Dies ist ein zusätzlicher, sehr aufwendiger Arbeitsschritt, da insbesondere für das Biegen auch die entsprechenden Enden der Profile verschlossen werden müssen, damit während des Biegens das Granulat nicht unerwünscht austreten kann. Erfolgt hingegen kein ausreichendes Erhitzen, so erreicht das Profil nicht die fürs Biegen erforderliche Formbarkeit und droht beim Biegen ggfs. spröde zu brechen. Nach dem Erhitzen wird das Profil der Biegemaschine zugeführt, wobei auf ein schnelles Arbeiten geachtet werden muss, um ein zu starkes Abkühlen des Profils zu verhindern. Im weiteren Verlauf muss die Fachkraft darauf achten, dass die Biegung an exakt der richtigen Stelle durchgeführt wird. Der gewünschte Biegeradius am fertigen Bauteil ist nur durch eine Vielzahl von iterativen Biegevorgängen, die jeweils eine entsprechende Voreinstellung der Biegemaschine erforderlich machen, erreichbar. Dies ist sehr aufwendig. Bei komplizierteren Geometrien, z.B. mit mehreren unterschiedlichen Biegeradien oder variierenden Biegeradien am gleichen Profil erhöht sich dieser Aufwand entsprechend. Für die Realisierung unterschiedlicher Biegeradien an ein und demselben Profil kann es neben den oben erwähnten aufwändigen Einstellarbeiten zudem notwendig werden, in Abhängigkeit der Größe der zu fertigenden Biegeradien gegebenenfalls eine Mehrzahl von Biegemaschinen, Biegeformen und/oder Rollensätzen vorzuhalten. Dies bedeutet einen erheblichen Platz- und Investitionsaufwand.
- Der vorstehenden Prozessbeschreibung ist zu entnehmen, dass für die Durchführung des Biegeprozesses nicht nur ein enormer personeller Aufwand betrieben werden muss, sondern die eingesetzten Personen auch hoch qualifiziert und erfahren sein müssen. Zudem sind eine ausreichende Prozesssicherheit und Wiederholbarkeit eines solchen Biegeprozesses nicht gegeben. Insbesondere können auch auftretende Chargenunterschiede bei den Strangpressprofilen trotz identischer Legierung der Strangpressprofile auftreten. Derartigen Chargenunterschieden, die sich gegebenenfalls in unterschiedlicher Verformbarkeit der Profile äußern, kann mit dem Biegeverfahren gemäß dem Stand der Technik nur individuell für jedes Ausgangsprofil begegnet werden. Derartige Chargenunterschiede können sich in Raumformunterschieden, in unterschiedlichem Laufmetergewicht der Profile und dergleichen manifestieren. Solche Chargenunterschiede können auch durch anschließendes Recken der Rohprofile nicht vollständig ausgeschlossen werden. Aus diesem Grund liegt der Flaschenhals der gesamten Produktionskette des Standes der Technik im Biegeprozess von Strangpressprofilen begründet. Verstärkt wird dieser Effekt durch den sogenannten Fachkräftemangel, der dafür sorgt, dass die Lieferzeiten von gebogenen Strangpress- oder Stranggussprofilen heutzutage mehrere Wochen, wenn nicht sogar einige Monate beträgt. Dieser Zustand ist sowohl für die Hersteller von Verbundfenstern und -türen, welche in der Regel die Abnehmer derartiger gebogener Profile sind, als auch für die Endkunden der entsprechenden Fenster und Türen, unbefriedigend beziehungsweise unzumutbar.
- Auch die Wünsche der Kunden haben sich im Laufe der Zeit verändert. Während Fenster früher vorrangig dem praktischen Aspekt des Verschließens einer Gebäudeöffnung inklusive thermischer Isolierung bei gleichzeitigem Lichteinfall dienten, haben sie sich heutzutage zusätzlich zu Designelementen entwickelt, die eine prominente Rolle bei der zunehmend individuellen Gestaltungen von Gebäuden einnehmen. Daraus resultiert eine steigende Nachfrage nach nicht ausschließlich rechtwinkligen Fenstern, wie beispielsweise Rundbogenfenstern, Segmentbogenfenstern, Korbbogenfenstern oder Stichbogenfenstern, um nur einige zu nennen. Die Hersteller von Verbundfenstern und -türen beziehungsweise den entsprechenden Vorsatzschalensystemen sind jedoch durch die vorstehend beschriebenen Eigenheiten des Biegeprozesses von Strangpress- und Stranggussprofilen limitiert.
- Der Erfindung liegt somit die Aufgabe zugrunde, ein Vorsatzschalensystem anzugeben, das die genannten Nachteile des Standes der Technik, z.B. des gedehnten beziehungsweise gestauchten Materials, der dadurch bedingten Probleme der Sichtflächen, der eingeschränkten realisierbaren Radien sowie des arbeitsintensiven und personalabhängigen Prozesses überwindet. Weiterhin soll ein Vorsatzschalensystem angegeben werden, dass mit höherer Reproduzierbarkeit und höherer Prozesssicherheit, insbesondere hinsichtlich der Maßhaltigkeit, herstellbar ist. Weiterhin ist es Aufgabe der Erfindung, ein Vorsatzschalensystem anzugeben, welches innerhalb kürzerer Lieferzeiten bereitgestellt werden kann.
- Weiterhin ist es Aufgabe der Erfindung, eine Einrichtung zum Verschließen einer Wandöffnung eines Gebäudes anzugeben, welche hinsichtlich ihres optischen Eindruckes verbessert ist und welche einfacher und kostengünstiger sowie mit höherer Prozesssicherheit herstellbar ist.
- Gelöst wird diese Aufgabe durch ein Vorsatzschalensystem gemäß Anspruch 1. Hinsichtlich der Einrichtung wird die Aufgabe mit einer Einrichtung mit den Merkmalen des Anspruchs 19 gelöst. Vorteilhafte Weiterbildungen sind Gegenstand der abhängigen Ansprüche.
- Ein erfindungsgemäßes Vorsatzschalensystem für eine Einrichtung zum Verschließen einer Wandöffnung eines Gebäudes, insbesondere für ein öffnungsfähiges oder nicht öffnungsfähiges Fenster oder für eine Türe weist wenigstens ein erstes, insbesondere entlang einer Längserstreckungsrichtung L wenigstens abschnittweise gekrümmt verlaufendes oder winklig, insbesondere rechtwinklig oder spitzwinklig, verlaufendes erstes Verkleidungsprofil auf, welches alleine oder zusammen mit weiteren Verkleidungsprofilen zur Verkleidung wenigstens eines Rahmenabschnittes eines Rahmens der Einrichtung ausgebildet und eingerichtet ist, wobei das erste Verkleidungsprofil eine im bestimmungsgemäß verbauten Zustand dem Rahmenabschnitt zugewandte Innenseite und eine im bestimmungsgemäß verbauten Zustand dem Rahmenabschnitt abgewandte Außenseite besitzt. Das Vorsatzschalensystem ist erfindungsgemäß derart weitergebildet, dass das erste Verkleidungsprofil durch ein additives Fertigungsverfahren hergestellt ist oder wenigstens alle nicht ebenen Begrenzungsflächen der Innenseite mit einem spanabhebenden Fertigungsverfahren, insbesondere durch Fräsen, aus einem Rohling, insbesondere einem platten- oder quaderförmigen Halbzeug-Rohling, hergestellt sind.
- Mit einem derartigen Vorsatzschalensystem konnten die einleitend beschriebenen Nachteile des Stands der Technik überwunden werden. Durch additives Herstellen des wenigstens einen ersten Verkleidungsprofils oder durch spanabhebendes Herstellen wenigstens aller nicht ebenen Begrenzungsflächen des wenigstens einen ersten Verkleidungsprofils aus dem Rohling kann ein wenigstens abschnittsweise gekrümmt verlaufendes oder winklig verlaufendes Verkleidungsprofil angefertigt werden, welches keinerlei oder wenigstens vernachlässigbar geringe innere Spannungen aufweist. Es kommt weder zu einer Materialstauchung noch zu einer Materialdehnung, da der in sich im Wesentlichen spannungsfreie Rohling, insbesondere der Halbzeug-Rohling, nicht gebogen wird und demnach auch keine biegeinduzierte Spannung eingebracht wird. Im Falle der additiven Fertigung wird dabei das Material nur an den Stellen appliziert, an welchen im finalen Zustand des Verkleidungsprofils auch Material vorliegen soll. Da jedoch auch bei einem derart hergestellten Verkleidungsprofil keine Biegung erforderlich ist, liegt es ohne jegliche biegeinduzierten inneren Spannungen vor.
- Unabhängig davon, mit welchem der beiden vorgenannten Herstellungsverfahren das Verkleidungsprofil erfindungsgemäß hergestellt wurde, treten die aus dem Stand der Technik bekannten Probleme der Maßhaltigkeit der Ausnehmungen nicht auf. Entsprechend der vorgegebenen, normierten Kontur der Befestigungseinrichtungen wurde die zugehörige Ausnehmung präzise ausgefräst oder die die Ausnehmung umgebende Struktur präzise appliziert. In beiden Fällen ist die Maßhaltigkeit der Ausnehmungen somit fertigungsbedingt sichergestellt.
- Da, wie vorstehend beschrieben, bei der Herstellung des Verkleidungsprofils die im Stand der Technik auftretende Materialstauchung beziehungsweise -dehnung nicht auftritt, reduziert sich der Nachbearbeitungsaufwand enorm. Verwerfungen, insbesondere an der Innenseite des gebogenen Profils, treten nicht mehr auf und müssen folglich auch nicht abgeschliffen werden. Durch die homogene, spannungsfreie Materialstruktur kann bei der anschließenden Pulverbeschichtung der Oberfläche mit überschaubarem Aufwand eine ansprechende Optik erzeugt werden. Ferner ist zu betonen, dass die durch die Biegung des Profils auftretende Materialschwächung, die insbesondere an der radialen Außenseite des gebogenen Profils festzustellen ist, bei einem Vorsatzschalensystem gemäß der vorliegenden Erfindung nicht vorliegt, weshalb die daraus resultierenden Nachteile bezüglich der Optik und der Langlebigkeit des Verkleidungsprofils keine Rolle spielen. Daraus resultiert weiterhin, dass die im Stand der Technik existierenden Mindestradien durch die Verwendung eines durch ein spanabhebendes Fertigungsverfahren oder durch ein additives Fertigungsverfahren hergestellten Verkleidungsprofils nicht länger beachtet werden müssen. Den Herstellern von Vorsatzschalensystemen beziehungsweise von Verbundfenstern und -türen können ihren Kunden deswegen ein breiteres Portfolio an möglichen Gestaltungen von Fenstern beziehungsweise Türen anbieten. Dies schließt ausdrücklich auch Sonderformen wie Rundbogenfenster, Segmentbogenfenster, Korbbogenfenster und Stichbogenfenster, um nur einige zu nennen, mit ein.
- Sowohl das Fräsen mit beispielsweise einer CNC-Fräsmaschine als auch das additive Fertigen mit einem 3D-Drucker sind hochautomatisierbare Prozesse. In beiden Fällen bedarf es lediglich eines digitalen Modells des herzustellenden Verkleidungsprofils, welches der entsprechenden Maschine anschließend ebenso wie ein Rohling beziehungsweise das zu druckende Material zugeführt wird. Der Fräsbeziehungsweise Druckprozess erfolgt anschließend vollautomatisch. Daraus resultiert eine Reihe von Vorteilen:
- Das Arbeiten mit oder über offener Flamme in den Produktionsräumlichkeiten entfällt komplett. Das dadurch bedingte Risiko der Arbeitssicherheit des anwesenden Produktionspersonals wird somit erheblich gesenkt. Zur Bedienung der CNC-Fräsmaschine beziehungsweise des 3D-Druckers sind deutlich geringere Anforderungen an die fensterbauspezifische Spezialkenntnisse und -erfahrungen eines Bedienpersonals ausreichend. Insbesondere durch die gesteigerte Ergonomie bei der Bedienung der Maschinen ist auch lediglich angelerntes Produktionspersonal ohne Weiteres in der Lage, diese Maschinen zu bedienen. Somit können durch den sogenannten Fachkräftemangel bedingte Personalengpässe kompensiert werden. Bei entsprechender Programmierung und Automatisierung der Beschickung können beispielsweise die CNC-Fräsmaschine oder der 3D-Drucker ganz ohne Bedienpersonal vollautomatisch im Dauerbetrieb betrieben werden.
- Ein weiterer Vorteil des erfindungsgemäßen Vorsatzschalensystems liegt darin, dass durch die Verwendung spanabhebend oder additiv gefertigter Verkleidungsprofile in hohem Maße maßgleiche Komponenten verbaut werden können. Selbst erfahrenes Produktionspersonal ist insbesondere bei größeren Profilelementen nicht in der Lage, eng tolerierte identische Bogenprofile zu biegen, da es sich trotz gleicher Voraussetzungen stets um händisch angefertigte Einzelstücke handelt. Durch die Möglichkeit der vollständigen Automatisierung des Formgebungsprozesses kann dieses Defizit überwunden werden.
- Für den Hersteller des erfindungsgemäßen Vorsatzschalensystems bietet sich die Möglichkeit, seinen Kunden eine breitere Palette an möglichen Gestaltungsvarianten anzubieten. Da Mindestbiegeradien nicht mehr berücksichtigt werden müssen, können auch enge Bögen ohne Weiteres realisiert werden. Auch komplizierter gestaltete Profile, wie welche mit einer Aneinanderreihung unterschiedlicher Radien, stellen bei der Fertigung keine Herausforderung dar, da sie verlässlich mit gleichbleibender Präzision und Maßhaltigkeit produziert werden können.
- Wie oben beschrieben ist das erfindungsgemäße Vorsatzschalensystem nicht nur für die Verwendung entlang einer Längserstreckungsrichtung wenigstens abschnittsweise gekrümmt verlaufender Verkleidungsprofile geeignet, sondern auch für winklig, insbesondere rechtwinklig oder spitzwinklig verlaufende Verkleidungsprofile. Durch die Verwendung derartiger Verkleidungsprofile, die durch ein spanabhebendes Fertigungsverfahren oder ein additives Fertigungsverfahren hergestellt wurden, lassen sich Gehrungen im Vorsatzschalensystem vollständig vermeiden. Stattdessen ist es möglich, alle Übergangsbereiche zwischen zwei aneinander angrenzenden Verkleidungsprofilen stumpf auszuführen. Im Falle einer Schweißnaht zur Verbindung der beiden Verkleidungsprofile kann deren Länge so minimiert werden, was einerseits den manuellen Aufwand und andererseits den möglichen Temperatureintrag reduziert.
- In einer bevorzugten Ausführungsform der Erfindung ist/sind wenigstens eine nicht ebene Begrenzungsfläche der Außenseite, bevorzugt alle nicht ebenen Begrenzungsflächen der Außenseite durch ein spanabhebendes Fertigungsverfahren, insbesondere durch Fräsen, oder durch Laserschneiden oder durch Wasserstrahlschneiden oder durch eine Kombination dieser Fertigungsverfahren hergestellt.
- Im Bereich der Außenseite des wenigstens einen ersten Verkleidungsprofils können neben der spanabhebenden Fertigung vorteilhafterweise weitere Fertigungsverfahren, beispielsweise Laserschneiden oder Wasserstrahlschneiden zum Einsatz kommen. Dies ist auch in Kombination mit spanabhebenden Fertigungsverfahren mit Vorteil einsetzbar. Allen diesen Fertigungsverfahren ist gemein, dass keine biegeinduzierten Spannungen eingetragen werden und somit das fertige Bauteil über eine hohe Maßhaltigkeit verfügt.
- Bei einer weiteren vorteilhaften Ausführungsform des Vorsatzschalensystems gemäß der Erfindung ist wenigstens eine ebene Begrenzungsfläche der Außenseite eine unbearbeitete Außenfläche des Rohlings, wobei die ebene Begrenzungsfläche der Außenseite insbesondere eine primäre Sichtfläche ist.
- Eine Reduzierung der Anzahl der zu bearbeitenden Flächen kann erreicht werden, wenn beispielsweise außenseitig wenigstens eine ebene Begrenzungsfläche der Außenseite durch eine unbearbeitete Außenfläche des Rohlings gebildet wird. Eine solche unbearbeitete Außenfläche kann beispielsweise eine primäre Sichtfläche sein, die im bestimmungsgemäß verbauten Zustand des Vorsatzschalensystems z.B. dauernd sichtbar ist. Selbstverständlich kann eine solche unbearbeitete Außenfläche auch eine sekundäre Sichtfläche sein, welche im bestimmungsgemäß verbauten Zustand des Vorsatzschalensystems wenigstens zeitweise verdeckt ist oder aus anderen Gründen gegebenenfalls eine untergeordnete Sichtbarkeit besitzt.
- Gemäß einer vorteilhaften Ausführungsform des Vorsatzschalensystems weist das erste Verkleidungsprofil wenigstens eine Befestigungseinrichtung, insbesondere eine Clipseinrichtung oder einen Drehhalter zur Befestigung des ersten Verkleidungsprofils an der Einrichtung auf. Alternativ oder zusätzlich weist es einen mechanischen Verbinder auf, mit dem das erste Verkleidungsprofil mit einem angrenzenden weiteren Verkleidungsprofil verbunden wird. Bei der Befestigungseinrichtung, insbesondere der Clipseinrichtung oder dem Drehhalter, kann es sich um normierte Elemente handeln, die auf die Anbindung von Vorsatzschalensystemen beziehungsweise Verkleidungsprofilen am Flügelrahmen oder am Stockrahmen ausgelegt sind. Mechanische Verbinder hingegen stellen eine Alternative zur Schweißnaht dar. Wird der Übergangsbereich zwischen zwei aneinander angrenzenden Verkleidungsprofilen, wie vorstehend beschrieben, stumpf ausgeführt, so kann durch die Verwendung mechanischer Verbinder der Aufwand bei der Installation des Vorsatzschalensystems reduziert werden. Die Erfindung ermöglicht es außerdem erstmals, empfindliche Oberflächenbeschichtungen, wie zum Beispiel das Eloxal- Verfahren, ohne optische Beeinträchtigung der beschichteten Oberfläche einzusetzen. Das Eloxal-Verfahren ist beispielsweise im Stand der Technik durch die erforderliche Erwärmung/Erhitzung des Profils nicht mit befriedigenden optischen Ergebnissen einsetzbar.
- Gemäß einer weiteren vorteilhaften Ausführungsform weist das Verkleidungsprofil des Vorsatzschalensystems entlang seiner Längserstreckungsrichtung wenigstens abschnittsweise eine nutartige Ausnehmung auf, welche insbesondere der Aufnahme einer oder mehrere Befestigungseinrichtungen, mechanischer Verbinder oder Dichtungsprofile dient. Durch eine derartige Gestaltung kann die durch das Verkleidungsprofil hinzugefügte Tiefe reduziert werden und der gesamten Einrichtung somit ein schlankeres Erscheinungsbild verliehen werden. Vorzugsweise sind dazu die wenigstens eine Befestigungseinrichtung und/oder der wenigstens eine mechanische Verbinder in der wenigstens einen Ausnehmung angeordnet.
- Die Befestigung der wenigstens einen Befestigungseinrichtung und/oder des wenigstens einen mechanischen Verbinders kann gemäß einer weiteren vorteilhaften Ausführungsform entweder mittels eines lösbaren Fügeverfahrens, wie beispielsweise Schrauben oder Klemmen, oder mittels eines nicht lösbaren Fügeverfahrens, wie beispielsweise Kleben oder Schweißen, erfolgen. In jedem Fall wird so sichergestellt, dass eine sichere Anbindung beziehungsweise Verbindung des ersten Verkleidungsprofils an der Einrichtung beziehungsweise einem angrenzenden Verkleidungsprofil vorliegt.
- Alternativ zur fügenden Anbringung der wenigstens einen Befestigungseinrichtung und/oder des wenigstens einen mechanischen Verbinders am ersten Verkleidungsprofil ermöglicht das Herstellungsverfahren des ersten Verkleidungsprofils gemäß einer vorteilhaften Ausführungsform auch die integrale Ausbildung dieser Bauteile mit dem ersten Verkleidungsprofil. Voraussetzung dafür ist, dass mit dem verwendeten Werkstoff die entsprechenden Anforderungen bezüglich Stabilität und Flexibilität erzielt werden können. Sowohl die CNC-Fräsmaschine als auch der 3D-Drucker sind imstande, Bauteile mit der notwendigen Präzision zu produzieren.
- Gemäß einer weiteren vorteilhaften Ausführungsform sind aneinander angrenzende Verkleidungsprofile, wie vorstehend bereits angedeutet, miteinander verbunden. Dies kann entweder mittels mechanischer Verbinder erfolgen, die sich insbesondere beim Vorliegen eines stumpfen Übergangsbereichs anbieten, oder durch ein thermisches Fügeverfahren, insbesondere durch Schweißen, welches Vorzüge bei Übergangsbereichen mit Gehrung besitzt. Grundsätzlich dient die Verbindung aneinander angrenzender Verkleidungsprofile der Herstellung einer ansprechenden Optik sowie der Abdichtung gegen das Eindringen von beispielsweise Feuchtigkeit in den Zwischenraum zwischen Vorsatzschalensystem und Flügelrahmen.
- Vorzugsweise wird wenigstens ein Verkleidungsprofil des erfindungsgemäßen Vorsatzschalensystems aus einem Metall, z.B. aus Aluminium oder einer Aluminiumlegierung, , oder aus Kunststoff, z.B. einem Polyamid oder aus einem oberflächenbeschichtbaren Material hergestellt. Diese Materialien sind besonders beständig gegenüber Witterungseinflüssen und garantieren so die Langlebigkeit der daraus produzierten Komponenten. Außerdem kann ihnen mit vergleichsweise geringem Aufwand ein ansprechendes optisches Erscheinungsbild verliehen werden.
- Gemäß einer vorteilhaften Ausführungsform ist das erste Verkleidungsprofil ein Teilquerschnittsprofil eines komplexen Verkleidungsprofils. In Bezug auf den Querschnitt des komplexen Verkleidungsprofils ist Letzteres somit aus dem ersten Verkleidungsprofil und wenigstens einem weiteren Teilquerschnittsprofil zusammengesetzt, wobei die Verbindung zwischen dem ersten Verkleidungsprofil und dem wenigstens einen weiteren Teilquerschnittsprofil durch Kleben, Schweißen, Schrauben, Klemmen oder ein weiteres Fügeverfahren erfolgen kann.
- In Fällen, in denen es sich aus technischen oder wirtschaftlichen Gründen empfiehlt, kann das weitere Teilquerschnittsprofil gemäß einer vorteilhaften Ausführungsform aus einem anderen Werkstoff ausgebildet sein als das erste Teilquerschnittsprofil. Dies bietet sich insbesondere an, wenn es sich beim weiteren Teilquerschnittsprofil um ein Strangpressprofil oder ein Stranggussprofil handelt, welches entlang seiner Längserstreckungsrichtung geradlinig verläuft. Derartige Profile aus Meterware sind in der Herstellung beziehungsweise im Einkauf günstiger und ermöglichen so eine ökonomisch vorteilhafte Produktion des Vorsatzschalensystems.
- Wie oben genannt ist durch die Herstellung des ersten Verkleidungsprofils durch ein spanabhebendes Fertigungsverfahren oder ein additives Fertigungsverfahren eine freie Gestaltung der Außenkontur möglich, da diese nicht mehr, wie noch bei der Biegung von Strangpress- oder Stranggussprofilen der Fall, von der Biegekontur abhängt. Stattdessen besteht gemäß einer weiteren vorteilhaften Ausführungsform die Möglichkeit, die Außenkontur des ersten Verkleidungsprofils als Freiformkontur zu gestalten. Beispielsweise kann diese an eine im Einbauzustand angrenzende Wandkontur einer Gebäudewand angepasst werden, wodurch ein optisch ansprechendes Gesamterscheinungsbild erzeugt werden kann.
- Gemäß einer weiteren vorteilhaften Ausführungsform besteht das Vorsatzschalensystem aus einem einteiligen Rahmen, welcher nur aus einem ersten Verkleidungsprofil gebildet ist und dementsprechend vollständig aus einem aus einem Rohling gefrästen Verkleidungsprofil oder einem einteilig additiv gefertigten Verkleidungsprofil besteht. Alternativ besteht das Vorsatzschalensystem aus einem mehrteiligen Rahmen, welcher ausschließlich aus ersten Verkleidungsprofilen besteht. Das Vorsatzschalensystem umfasst somit keinerlei Strangpress- oder Stranggussprofile, sondern ausschließlich spanabhebend oder additiv gefertigte Verkleidungsprofile.
- Gemäß einer weiteren vorteilhaften Ausführungsform umfasst das Vorsatzschalensystem ein entlang seiner Längserstreckungsrichtung gekrümmt verlaufendes Verkleidungsprofil, welches einen abschnittsweise konstanten Krümmungsradius RK1 oder mehrere gleiche und/oder voneinander verschiedene und/oder stetig ineinander übergehende Krümmungsradien RK1, RK2 aufweist. Bei der letztgenannten Variante können die verschiedenen gekrümmten Abschnitte entlang der Längserstreckungsrichtung des Verkleidungsprofils direkt aufeinander folgen oder voneinander beabstandet sein. Dadurch ergeben sich vielfältige Gestaltungsmöglichkeiten, und Hersteller von Vorsatzschalensystemen beziehungsweise von Verbundfenstern und -türen können ihren Kunden eine breite Palette an möglichen Fenster- und Türformen anbieten.
- Bei einer alternativen Ausführungsform des erfindungsgemäßen Vorsatzschalensystems ist das erste Verkleidungsprofil eine Sprosse. Alle erfindungsgemäß genannten Vorteile, insbesondere die Vereinfachung der Herstellung und die Erhöhung der Genauigkeit der Herstellung durch die Maßnahmen der Erfindung ist auch auf Sprossen mit Vorteil anwendbar.
- Eine erfindungsgemäße Einrichtung zum Verschließen einer Wandöffnung eines Gebäudes zeichnet sich dadurch aus, dass sie eines der vorstehend beschriebenen Vorsatzschalensysteme umfasst. Insbesondere handelt es sich dabei um ein öffnungsfähiges oder nicht öffnungsfähiges Fenster oder eine Türe. Aufgrund der vielfältigen Gestaltungsmöglichkeiten, insbesondere auch im Hinblick auf das optische Erscheinungsbild, bieten sich derartige Einrichtungen nicht nur für Außentüren und -fenster an, sondern auch zur Verbindung und Abtrennung verschiedener Innenräume.
- Gemäß einer vorteilhaften Ausführungsform der Einrichtung besteht wenigstens ein Rahmen aus Holz, aus Kunststoff, z.B. Polyamid, aus Metall, z.B. Aluminium oder aus einem Verbundwerkstoff. Alternativ kann wenigstens ein Rahmen auch aus einer Kombination der vorgenannten Materialien bestehen. Die Hersteller von Verbundfenstern und -türen können ihren Kunden so eine breite Auswahl an Materialkombinationen anbieten, welche diese je nach den individuellen Vorlieben auswählen können.
- Nachfolgend wird die vorliegende Erfindung anhand ihrer Zeichnung detailliert vorgestellt. Darin zeigt:
- Fig. 1
- eine schematische Schnittansicht eines Verbundfensters oder einer Verbundtür;
- Fig. 2a
- ein erstes, aus dem Stand der Technik bekanntes Strangpressprofil zur Verwendung in einem Vorsatzschalensystem in einem Querschnitt senkrecht zur Längserstreckungsrichtung L;
- Fig. 2b
- eine erste Ausführungsform eines ersten Verkleidungsprofils eines erfindungsgemäßen Vorsatzschalensystems in einem Querschnitt senkrecht zur Längserstreckungsrichtung L;
- Fig. 2c
- eine zweite Ausführungsform eines ersten Verkleidungsprofils eines erfindungsgemäßen Vorsatzschalensystems in einem Querschnitt senkrecht zur Längserstreckungsrichtung L;
- Fig. 3
- eine schematische Frontalansicht einer ersten Ausführungsform eines erfindungsgemäßen Vorsatzschalensystems in einer Draufsicht auf eine primäre Sichtfläche;
- Fig. 4
- eine schematische Frontalansicht einer zweiten Ausführungsform eines erfindungsgemäßen Vorsatzschalensystems in einer Draufsicht auf eine primäre Sichtfläche;
- Fig. 5a-5c
- verschiedene Ausführungsformen eines erfindungsgemäßen Vorsatzschalensystems mit entlang ihrer Längserstreckungsrichtung L wenigstens abschnittsweise gekrümmt verlaufenden ersten Verkleidungsprofilen in einer schematischen Draufsicht; und
- Fig. 6
- eine Ausführungsform eines erfindungsgemäßen Vorsatzschalensystems mit einem entlang seiner Längserstreckungsrichtung L spitzwinklig verlaufenden ersten Verkleidungsprofil zur Vermeidung überlanger Gehrungsschnitte in einer Ausführungsform als einteiliger Rahmen in einer Draufsicht auf eine primäre Sichtfläche.
- Ein Vorsatzschalensystem 10 kommt beispielsweise zur Verkleidung von Rahmen oder Rahmenabschnitten 20 eines Fensters 14 oder einer Türe zur Anwendung.
Fig. 1 zeigt ein derartiges Vorsatzschalensystem 10 gemäß dem Stand der Technik schematisch in einem perspektivischen Querschnitt. - Ein solches Fenster oder eine solche Türe wird im Zusammenhang mit der vorliegenden Anmeldung verallgemeinert als "Einrichtung 12 zum Verschließen einer Wandöffnung eines Gebäudes" bezeichnet. Gemeint ist dabei ein Verschluss der Wandöffnung mit Nicht-Wandelementen. Der Verschluss kann öffnungsfähig oder nicht öffnungsfähig erfolgen. Ein öffnungsfähiger Verschluss erfolgt beispielsweise mittels eines öffnungsfähigen Fensters 14, welches einen Fensterflügel besitzt oder einer öffnungsfähigen Türe, welche ein Türblatt besitzt. Ein nicht öffnungsfähiger Verschluss der Wandöffnung wird beispielsweise durch ein fest eingebautes Fenster ohne beweglichen Fensterflügel, welches weder geöffnet noch gekippt werden kann, erreicht.
- Das Vorsatzschalensystem 10 umfasst wenigstens ein erstes Verkleidungsprofil 16, besitzt jedoch in der weit überwiegenden Anzahl der Fälle eine Mehrzahl von Verkleidungsprofilen, zum Beispiel das erste Verkleidungsprofil 16 und mindestens ein weiteres Verkleidungsprofil 18.
- Die Verkleidungsprofile 16, 18 werden bei dem Einsatz an einem Verbundfenster oder im Sanierungsfall von Bestandsfenstern/Bestandstüren beispielsweise auf eine Außenseite der Rahmenabschnitte 20 eines Fensterflügels/Türflügels oder eines Fensterrahmens/Türrahmens aufgesetzt. Die Verkleidungsprofile 16, 18 bilden eine Verkleidung des Rahmenabschnittes 20 bzw. des Gesamtrahmens und werden zum Beispiel unter Verwendung von Befestigungseinrichtungen, insbesondere Clipseinrichtungen oder Drehhaltern auf die Außenseite des Rahmenabschnittes 20 geclipst oder in anderweitig geeigneter Art und Weise dort mechanisch befestigt.
- Die Verkleidungsprofile 16, 18 werden üblicherweise als Aluminium-Strangpressprofile oder als Aluminium-Stranggussprofile ausgebildet. Die Verkleidungsprofile 16, 18 haben als Aluminium-Strangpressprofile oder Aluminium-Stranggussprofile eine gerade Längserstreckungsrichtung L und sind im Querschnitt bevorzugt dünnwandig mit einer Vielzahl von Rippen und/oder Stegen und/oder Hohlräumen ausgebildet. Die Rippen und/oder Stege können dabei als integrale Clipseinrichtung oder als Drehhalter ausgebildet sein. Hierzu sei auch auf
Fig. 2a hingewiesen, welche im Querschnitt schematisch ein weiteres Verkleidungsprofil 18 gemäß dem Stand der Technik, hergestellt als Aluminium-Strangpressprofil oder Aluminium-Stranggussprofil, zeigt. - Bei einem erfindungsgemäßen Vorsatzschalensystem 10 weist das erste Verkleidungsprofil 16 eine im bestimmungsgemäß verbauten Zustand dem Rahmenabschnitt 20 zugewandte Innenseite 10A und eine im bestimmungsgemäß verbauten Zustand dem Rahmenabschnitt 20 abgewandte Außenseite 10B auf.
- Der Innenseite 10A des ersten Verkleidungsprofils 16 sind beispielsweise alle nicht sichtbaren, vom Rahmenabschnitt 20 optisch verdeckten Flächenbestandteile zugeordnet. Der Außenseite 10B sind beispielsweise im bestimmungsgemäß verbauten Zustand sichtbare Flächen, zum Beispiel eine primäre Sichtfläche 30 und eine sekundäre Sichtfläche 31 zugeordnet.
- Die Innenseite 10A besitzt aufgrund ihres nicht geraden Verlaufes entlang der Längserstreckungsrichtung L wenigstens eine, insbesondere mehrere nicht ebene Begrenzungsflächen 100A, die beispielsweise parallel zur Längserstreckungsrichtung L verlaufen können. Derartige nicht ebene Begrenzungsflächen 100A der Innenseite 10A des ersten Verkleidungsprofils 16 sind erfindungsgemäß mit einem spanabhebenden Fertigungsverfahren, insbesondere durch Fräsen aus einem Rohling 35 hergestellt. Der Rohling 35 ist insbesondere ein plattenförmiger oder quaderförmiger Halbzeug-Rohling.
- Auch die Außenseite 10B besitzt aufgrund ihres nicht geraden Verlaufes entlang der Längserstreckungsrichtung L wenigstens eine, insbesondere mehrere nicht ebene Begrenzungsflächen 100B. Diese nicht ebenen Begrenzungsflächen 100B der Außenseite 10B sind ebenfalls mit einem spanabhebenden Fertigungsverfahren, zum Beispiel durch Fräsen oder durch andere geeignete Fertigungsverfahren, wie zum Beispiel das Wasserstrahlschneiden oder das Laserschneiden, hergestellt.
- Die Außenseite 10B besitzt außerdem wenigstens eine ebene Begrenzungsfläche 100C. Eine solche ebene Begrenzungsfläche 100C der Außenseite 10B kann gegebenenfalls eine unbearbeitete Außenfläche 35A des Rohlings 35 sein.
- Alternativ kann das erste Verkleidungsprofil 16 als 3D-Druck-Bauteil mittels eines additiven Fertigungsverfahrens hergestellt sein.
- Ein erstes Verkleidungsprofil 16 eines erfindungsgemäßen Vorsatzschalensystems 10 zeigt
Fig. 2b in einer ersten Ausführungsform. Die dargestellte Querschnittkontur ist ein Querschnitt senkrecht zu der Längserstreckungsrichtung L des ersten Verkleidungsprofils 16. - Eine erste Hauptaußenseite und eine zweite Hauptaußenseite des ersten Verkleidungsprofils 16 sind beispielsweise eine primäre Sichtfläche 30 und eine sekundäre Sichtfläche 31, welche im montierten Zustand an einem Fenster oder einer Türe sichtbar sind. Eine der ersten Hauptaußenseite gegenüberliegenden erste Innenseite 32 ist im montierten Zustand einem Rahmenabschnitt 20 (nicht gezeigt in
Fig. 2b ) zugewandt. Im Bereich der Innenseite sind im Ausführungsbeispiel zwei Aufnahmenuten 33 entlang der Längserstreckungsrichtung L eingefräst. Die beiden Aufnahmenuten 33 dienen im gezeigten Ausführungsbeispiel zur Aufnahme von Befestigungseinrichtungen 24, welche mit korrespondierenden Gegenbefestigungseinrichtungen (nicht gezeigt), die am Rahmenabschnitt 20 (nicht gezeigt) angeordnet sind, zusammenwirken können. - Eine Längserstreckungsrichtung L des ersten Verkleidungsprofils 16 ist in den
Fig. 2b und 2c punktförmig dargestellt. Diese Darstellung bedeutet, dass in der Querschnittsebene (d. h. der Zeichenebene) derFiguren 2b und 2c durch das erste Verkleidungsprofil 16 die Längserstreckungsrichtung L senkrecht aus der Zeichnungsebene heraus verläuft. Eine Krümmung der Längserstreckungsrichtung L verläuft auf den Betrachter zu nach rechts, sodass die Begrenzungsflächen 100A, 100B des ersten Verkleidungsprofils 16 gekrümmt verlaufende, d. h. nicht ebene Begrenzungsflächen darstellen. Begrenzungsfläche 100C sowie hierzu parallele Flächenbereiche auf der Innenseite 10A stellen beispielsweise ebene Begrenzungsflächen dar. Das bedeutet, dass diese Flächen in einer Ebene liegen können. Begrenzungskanten, d. h. Außenkanten dieser Flächen, können jedoch einen gekrümmten Verlauf, zum Beispiel parallel zur Längserstreckungsrichtung L haben. - In einer gestrichelten Linie 34 ist eine Querschnittkontur des Rohlings 35 (Halbzeug-Rohlings) gezeigt. Die Querschnittkontur des Rohlings 35 ist im genannten Ausführungsbeispiel rechteckig.
- Das erste Verkleidungsprofil 16 gemäß
Fig. 2b ist - wie inFig. 3 gezeigt - in der Draufsicht gekrümmt entlang der Längserstreckungsrichtung L ausgebildet. In der Draufsicht gemäßFig. 3 ist somit ein bogenförmiger Verlauf des ersten Verkleidungsprofils 16 gewährleistet. In der Draufsicht gemäßFig. 3 ist mittels der gestrichelten Linie 34 der Umriss des Rohlings 35 in der Draufsicht dargestellt. Aus dem Rohling 35 ist erfindungsgemäß eine gekrümmte Innenkontur 41a mit dem Radius R1 und eine gekrümmte Außenkontur 41b mit dem Radius R2 ausgebildet. - Das in
Fig. 3 dargestellte Vorsatzschalensystem 10 weist außer dem ersten Verkleidungsprofil 16 insgesamt drei weitere Verkleidungsprofile 18 auf, welche jeweils eine geradlinige Längserstreckungsrichtung L aufweisen. Zur Ausbildung von rechten Winkeln sind Gehrungsschnitte vorhanden, welche die Gehrungen 22 ausbilden. Wie in den eingeblendeten Querschnittskonturen der geraden, weiteren Verkleidungsprofile 18 dargestellt, sind diese in klassischer Art und Weise als Strangpressprofile oder Stranggussprofile ausgebildet. Aufgrund des geraden Verlaufs der Längserstreckungsrichtung L ist eine derartige Ausgestaltung ohne Weiteres möglich und auch kostengünstig durchführbar. Das erste Verkleidungsprofil 16, welches einen gekrümmten Verlauf der Längserstreckungsrichtung L hat, ist hingegen erfindungsgemäß als spanend aus dem Rohling 35 hergestelltes oder als additiv gefertigtes 3-D Druck-Bauteil ausgebildet. - In
Fig. 4 ist ein Ausführungsbeispiel des erfindungsgemäßen Vorsatzschalensystems 10 gezeigt, welches aus zwei ersten Verkleidungsprofilen 16, die als mit einem Zerspanungsverfahren hergestellte oder als additiv gefertigte Bauteile ausgebildet sind, ausgebildet ist, also keine Verkleidungsprofile 18 in Stranggussbauweise oder in Strangpressbauweise enthält. Das obere Verkleidungsprofil 16 ist dabei wie in der Ausführungsform gemäßFig. 3 in der Draufsicht bogenförmig entlang der Längserstreckungsrichtung L ausgebildet, wohingegen der untere Teil als ein Verkleidungsprofil 16 mit in der Draufsicht U-förmiger Raumform ausgebildet ist, wobei das gesamte U-förmige Verkleidungsprofil 16 ebenfalls als ein mit einem spanabhebenden Fertigungsverfahren hergestelltes Bauteil oder als additiv gefertigtes Bauteil (3 D-Druck) ausgebildet ist. - Eine weitere Ausführungsform eines ersten Verkleidungsprofils 16 eines erfindungsgemäßen Vorsatzschalensystems 10 ist in
Fig. 2c im Querschnitt gezeigt. - Bei dieser Ausführungsform ist das Verkleidungsprofil 16 aus einem ersten Profilabschnitt 28A und einem zweiten Profilabschnitt 28B zusammengesetzt ausgebildet und bildet somit ein komplexes Verkleidungsprofil. Die Profilabschnitte 28A und 28B sind jeweils für sich wiederum als Bauteil ausgebildet, welches mittels eines spanabhebenden Fertigungsverfahrens oder mittels eines additiven Fertigungsverfahrens hergestellt sind. Des Weiteren sind die Befestigungseinrichtungen 24 direkt auf die flache Innenseite 32 des zweiten Profilabschnitt 28 gesetzt, zum Beispiel geklebt.
- Anhand der
Fig. 5a bis 5c werden nunmehr geeignete Einsatzzwecke für das erfindungsgemäße Vorsatzschalensystem 10 erläutert. -
Fig. 5a zeigt stark schematisiert ein erfindungsgemäßes Vorsatzschalensystem 10 für ein sogenanntes Stichbogenfenster. Das vertikal obere erste Verkleidungsprofil 16 ist dabei erfindungsgemäß als spanabhebend hergestelltes oder additiv gefertigtes Bauteil vorgesehen. Besonders vorteilhaft ist, dass ein solches erstes Verkleidungsprofil 16, welches erfindungsgemäß nicht als gebogenes Strangpressprofil hergestellt ist, beispielsweise in einem Mittelbereich einen größeren Krümmungsradius RK1 aufweisen kann, wohingegen in Eckbereichen ein kleinerer Krümmungsradius RK2 vorgesehen sein kann. Eine solche, mehrere Krümmungsradien RK1, RK2 unterschiedlicher Größe aufweisende Raumform des ersten Verkleidungsprofils 16 ist mittels herkömmlicher Biegetechnik aus einem Strangpressprofil nicht oder nur unter unwirtschaftlich hohem Aufwand mit gemäß dem Stand der Technik üblichen Nachteilen, zum Beispiel hinsichtlich der Herstellerwiederholbarkeit (Prozesssicherheit) und der Toleranztreue herstellbar. - Seitliche oder vertikal untere weitere Verkleidungsprofile 18 können bei einem Stichbogenfenster gemäß
Fig. 5a ohne Weiteres als übliches Strangpressprofil oder Stranggussprofil ausgebildet sein. Mögliche Trennstellen 40 zwischen dem ersten Verkleidungsprofil 16 und den vertikalen weiteren Verkleidungsprofilen 18 sind zweckmäßigerweise in Bereichen angeordnet, in denen das erste Verkleidungsprofil 16, zum Beispiel in seinen Endbereichen, geradlinig ausläuft. Dies erleichtert den Anschluss des ersten Verkleidungsprofils 16 an die weiteren Verkleidungsprofile 18 erheblich. - In
Fig. 5b ist stark schematisiert eine weitere Ausführungsform des erfindungsgemäßen Vorsatzschalensystems 10 in einem Anwendungsfall für ein sogenanntes Korbbogenfenster gezeigt. Das erste Verkleidungsprofil 16 ist in diesem Ausführungsfall ebenfalls vertikal oben angeordnet und besitzt ein gerades Mittelstück sowie zwei gebogene Endstücke, welche an den Trennstellen 40 in vertikale weitere Verkleidungsprofile 18 übergehen. - Selbstverständlich besteht auch die Möglichkeit, weitere Trennstellen 40' vorzusehen, sodass lediglich einfache Bögen zwischen den Trennstellen 40 und 40' als erstes Verkleidungsprofil 16, welches erfindungsgemäß in einem spanabhebenden Verfahren oder einem additiven Fertigungsverfahren hergestellt ist, ausgebildet sind. Ein vertikal oberer gerader Bereich zwischen den Trennstellen 40' kann gegebenenfalls als gerades weiteres Verkleidungsprofil 18 in Strangpress- oder Stranggussbauweise ausgebildet sein.
-
Fig. 5c zeigt schematisch einen Einsatzfall des erfindungsgemäßen Vorsatzschalensystems 10 an einem sogenannten Spitzbogenfenster. Das vertikal untere weitere Verkleidungsprofil 18 ist dabei beispielsweise als Strangpressprofil oder Stranggussprofil mit einer geraden Längserstreckungsrichtung L ausgebildet. Beide seitlichen, Bögen aufweisenden Verkleidungsprofile sind als erste Verkleidungsprofile 16 ausgebildet, die mittels eines spanabhebenden oder additiven Fertigungsverfahrens hergestellt wurden. Mit einer solchen Ausführungsform kann in besonders einfacher Art und Weise auch ein Bogenverlauf der seitlichen (ersten) Verkleidungsprofile 16 realisiert werden, welcher entlang seiner Längserstreckungsrichtung L zum Beispiel variierende Krümmungsradien aufweist. So kann von vertikal unten nach vertikal oben gesehen zunächst ein Verlauf mit einem geringeren Krümmungsradius RK1 vorgesehen sein, der dann in einen Verlauf mit einem größeren Krümmungsradius RK2 zum Beispiel stufenlos oder gestuft übergeht. -
Fig. 6 zeigt schematisch die Vorteile eines erfindungsgemäßen einteiligen Vorsatzschalensystems 10, welches lediglich ein einziges erstes Verkleidungsprofil 16 aufweist. Der schematische Einsatzfall gemäßFigur 6 betrifft beispielsweise ein Dreiecksfenster, welches spitzwinklige Verläufe entlang der Längserstreckungsrichtung L aufweist. Bei einer vorbestimmten Breite B ergibt sich in Abhängigkeit der Größe des spitzen Winkels eine bestimmte Länge l eines im Stand der Technik notwendigen Gehrungsschnittes. Diese Länge l, entlang welcher im Stand der Technik beispielsweise eine Schweißung durchgeführt werden müsste, kann durch eine zum Beispiel einteilige Ausgestaltung des erfindungsgemäßen Vorsatzschalensystems 10 aus einem einzigen ersten Verkleidungsprofil 16 vermieden werden. Ein solches einteiliges erstes Verkleidungsprofil 16 verursacht keine Notwendigkeit, lange Gehrungen zu schweißen. - Zusammenfassend liefert die Erfindung eine Vielzahl von Vorteilen. Beispielsweise ist die Gestaltungsfreiheit hinsichtlich der Größen der Krümmungsradien R1, R2, RK1, RK2 und auch der Kombination unterschiedlicher Krümmungsradien in einem Bauteil hoch. Die erfindungsgemäß offenbarte Vorgehensweise ermöglicht es, nicht geradlinige Verkleidungsprofile 16 mit hoher Maßgenauigkeit prozesssicher und mit geringer Lieferzeit herzustellen. Ein hoher möglicher Automatisierungsgrad lässt gegenüber dem Stand der Technik eine deutliche Verkürzung von Lieferzeiten zu und verringert den Bedarf an spezialisierten Fachkräften.
-
- 10
- Vorsatzschalensystem
- 10A
- Innenseite
- 10B
- Außenseite
- 12
- Einrichtung
- 14
- Fenster
- 16
- erstes Verkleidungsprofil
- 18
- weiteres Verkleidungsprofil
- 20
- Rahmenabschnitt
- 22
- Gehrung
- 24
- Befestigungseinrichtung
- 26
- Ausnehmung
- 28A
- erster Profilabschnitt
- 28B
- zweiter Profilabschnitt
- 30
- primäre Sichtfläche
- 31
- sekundäre Sichtfläche
- 32
- Innenseite
- 33
- Aufnahmenuten
- 34
- gestrichelte Linie
- 35
- Rohling/Halbzeug-Rohling
- 35A
- unbearbeitete Außenfläche
- 40
- Trennstelle
- 40'
- Trennstelle
- 41a
- Innenkontur
- 41b
- Außenkontur
- 100A
- nicht ebene Begrenzungsfläche der Innenseite
- 100B
- nicht ebene Begrenzungsfläche der Außenseite
- 100C
- ebene Begrenzungsfläche der Außenseite
- R1
- Innenradius
- R2
- Außenradius
- l
- Gehrungslänge
- B
- Breite
- RK1
- erster Krümmungsradius
- RK2
- zweiter Krümmungsradius
- L
- Längserstreckungsrichtung
Claims (15)
- Vorsatzschalensystem für eine Einrichtung (12) zum Verschließen einer Wandöffnung eines Gebäudes, insbesondere für ein öffnungsfähiges oder nicht öffnungsfähiges Fenster (14) oder für eine Türe mit wenigstens einem ersten, insbesondere entlang einer Längserstreckungsrichtung (L) wenigstens abschnittweise gekrümmt verlaufenden oder winklig, insbesondere rechtwinklig oder spitzwinklig, verlaufenden ersten Verkleidungsprofil (16), welches alleine oder zusammen mit weiteren Verkleidungsprofilen (18) zur Verkleidung wenigstens eines Rahmenabschnittes (20) eines Rahmens der Einrichtung (12) ausgebildet und eingerichtet ist, wobei das erste Verkleidungsprofil (16) eine im bestimmungsgemäß verbauten Zustand dem Rahmenabschnitt (20) zugewandte Innenseite (10A) und eine im bestimmungsgemäß verbauten Zustand dem Rahmenabschnitt (20) abgewandte Außenseite (10B) besitzt, dadurch gekennzeichnet, dass das erste Verkleidungsprofil (16) durch ein additives Fertigungsverfahren hergestellt ist oder wenigstens alle nicht ebenen Begrenzungsflächen (100A) der Innenseite (10A) mit einem spanabhebenden Fertigungsverfahren, insbesondere durch Fräsen, aus einem Rohling (35), insbesondere einem platten- oder quaderförmigen Halbzeug-Rohling, hergestellt sind..
- Vorsatzschalensystem nach Anspruch 1, dadurch gekennzeichnet, dass wenigstens eine nicht ebene Begrenzungsfläche (100B) der Außenseite (10B), bevorzugt alle nicht ebenen Begrenzungsflächen (100B) der Außenseite (10B) durch ein spanabhebendes Fertigungsverfahren, insbesondere durch Fräsen, oder durch Laserschneiden oder durch Wasserstrahlschneiden oder durch eine Kombination dieser Fertigungsverfahren hergestellt ist/sind.
- Vorsatzschalensystem nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass wenigstens eine ebene Begrenzungsfläche (100C) der Außenseite (10B) eine unbearbeitete Außenfläche (35A) des Rohlings (35) ist, wobei die ebene Begrenzungsfläche (100C) der Außenseite (10B) insbesondere eine primäre Sichtfläche (30) ist und/oder die wenigstens eine nicht ebene Begrenzungsfläche (100B) der Außenseite (10B) eine sekundäre Sichtfläche (31) des ersten Verkleidungsprofils (16) ist.
- Vorsatzschalensystem nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass das erste Verkleidungsprofil (16) wenigstens eine Befestigungseinrichtung (24), insbesondere eine Clipseinrichtung oder einen Drehhalter, zur Befestigung des ersten Verkleidungsprofils (16) an der Einrichtung (12) und/oder wenigstens einen mechanischen Verbinder zur Verbindung des ersten Verkleidungsprofils (16) mit einem angrenzenden weiteren ersten oder zweiten Verkleidungsprofil (16, 18) aufweist und/oder das erste Verkleidungsprofil (16) entlang seiner Längserstreckungsrichtung (L) wenigstens abschnittsweise eine nutartige Ausnehmung (26), insbesondere zur Aufnahme von einer oder mehreren Befestigungseinrichtungen (24), mechanischen Verbindern und/oder Dichtungsprofilen, aufweist.
- Vorsatzschalensystem nach Anspruch 4, dadurch gekennzeichnet, dass die wenigstens eine Befestigungseinrichtung (24) und/oder der wenigstens eine mechanische Verbinder in der wenigstens einen Ausnehmung (26) des ersten Verkleidungsprofils (16) vorgesehen ist.
- Vorsatzschalensystem nach einem der Ansprüche 3 bis 5, dadurch gekennzeichnet, dass die wenigstens eine Befestigungseinrichtung (24) und/oder der wenigstens eine mechanische Verbinder mit einem lösbaren oder nicht lösbaren Fügeverfahren am ersten Verkleidungsprofil (16) befestigt oder integral mit dem ersten Verkleidungsprofil (16) ausgebildet ist.
- Vorsatzschalensystem nach einem der Ansprüche 3 bis 6, dadurch gekennzeichnet, dass das erste Verkleidungsprofil (16) und ein benachbartes weiteres Verkleidungsprofil (16, 18) mittels wenigstens einem mechanischen Verbinder oder durch ein thermisches Fügeverfahren, insbesondere durch Schweißen, miteinander verbunden sind.
- Vorsatzschalensystem nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass das wenigstens eine Verkleidungsprofil (16) aus einem Metall, z.B. aus Aluminium oder einer Aluminiumlegierung, oder aus Kunststoff, z.B. einem Polyamid oder aus einem oberflächenbeschichtbaren Material hergestellt ist.
- Vorsatzschalensystem nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass das erste Verkleidungsprofil (16) wenigstens ein erstes Teilquerschnittsprofil (28A) eines komplexen Verkleidungsprofils ist, wobei das komplexe Verkleidungsprofil hinsichtlich seines Querschnitts aus dem ersten Teilquerschnittsprofil (28A) und wenigstens einem weiteren Teilquerschnittprofil (28B) zusammengesetzt, z.B. geklebt, geschweißt, geschraubt oder geklemmt, ist.
- Vorsatzschalensystem nach Anspruch 9, dadurch gekennzeichnet, dass das weitere Teilquerschnittsprofil (28B) aus einem anderen Werkstoff als das erste Teilquerschnittsprofil (28A) ausgebildet ist.
- Vorsatzschalensystem nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass wenigstens eine der Außenkonturen des ersten Verkleidungsprofils (16) eine Freiformkontur ist, die z.B. an eine im Einbauzustand angrenzende Wandkontur einer Gebäudewand angepasst ist.
- Vorsatzschalensystem nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass das Vorsatzschalensystem (10) ein einteiliger Rahmen ist, der nur aus einem ersten Verkleidungsprofil (16) gebildet ist, oder ein mehrteiliger Rahmen ist, der aus mehreren ersten Verkleidungsprofilen (16) ohne weitere Verkleidungsprofile (18), die als Strangpressprofil ausgebildet sind, gebildet ist.
- Vorsatzschalensystem nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass ein entlang seiner Längserstreckungsrichtung (L) gekrümmt verlaufendes erstes Verkleidungsprofil (16) einen abschnittsweise konstanten Krümmungsradius (RK1) oder mehrere gleiche und/oder voneinander verschiedene und/oder stetig ineinander übergehende Krümmungsradien (RK1, RK2) aufweist, die entlang der Längserstreckungsrichtung (L) des ersten Verkleidungsprofils (16) direkt aufeinander folgen oder voneinander beabstandet sind.
- Vorsatzschalensystem nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass das erste Verkleidungsprofil (16) eine Sprosse ist.
- Einrichtung zum Verschließen einer Wandöffnung eines Gebäudes, insbesondere öffnungsfähiges oder nicht öffnungsfähiges Fenster (14) oder Türe mit einem Vorsatzschalensystem (10) nach wenigstens einem der Ansprüche 1 bis 14.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102022125344.9A DE102022125344A1 (de) | 2022-09-30 | 2022-09-30 | Vorsatzschalensystem sowie Einrichtung zum Verschließen einer Wandöffnung eines Gebäudes mit einem solchen Vorsatzschalensystem |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4345241A1 true EP4345241A1 (de) | 2024-04-03 |
Family
ID=88236660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23200486.1A Withdrawn EP4345241A1 (de) | 2022-09-30 | 2023-09-28 | Vorsatzschalensystem sowie einrichtung zum verschliessen einer wandöffnung eines gebäudes mit einem solchen vorsatzschalensystem |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP4345241A1 (de) |
| DE (1) | DE102022125344A1 (de) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5257488A (en) * | 1990-10-01 | 1993-11-02 | Candusso F. Lli S.R.L. Bilicbora | Profile in bendable metal-wood and the products obtained with it |
| DE202019107047U1 (de) * | 2019-12-17 | 2021-03-18 | Rehau Ag + Co | Fenster- oder Türflügel sowie diesen umfassendes Fenster oder diesen umfassende Tür |
| EP3712368B1 (de) * | 2019-03-18 | 2022-01-12 | Veka AG | Rahmenprofil eines blend- und/oder flügelrahmens, sowie verfahren zu dessen herstellung |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20003914U1 (de) * | 2000-03-04 | 2000-05-25 | Zeller, Josef, 87769 Oberrieden | Tür mit Lichtausschnitt |
| DE10055780A1 (de) * | 2000-11-10 | 2002-05-29 | Raico Bautechnik Gmbh | Abdeckprofilsystem für Fenster-oder Türprofile |
| DE10129485A1 (de) * | 2001-06-21 | 2003-01-02 | Bernd Schweikart | Verfahren sowie Vorsatzschale für Fenster- und/oder Rahmenprofile |
-
2022
- 2022-09-30 DE DE102022125344.9A patent/DE102022125344A1/de active Pending
-
2023
- 2023-09-28 EP EP23200486.1A patent/EP4345241A1/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5257488A (en) * | 1990-10-01 | 1993-11-02 | Candusso F. Lli S.R.L. Bilicbora | Profile in bendable metal-wood and the products obtained with it |
| EP3712368B1 (de) * | 2019-03-18 | 2022-01-12 | Veka AG | Rahmenprofil eines blend- und/oder flügelrahmens, sowie verfahren zu dessen herstellung |
| DE202019107047U1 (de) * | 2019-12-17 | 2021-03-18 | Rehau Ag + Co | Fenster- oder Türflügel sowie diesen umfassendes Fenster oder diesen umfassende Tür |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102022125344A1 (de) | 2024-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102016102240A1 (de) | Vorrichtung zum Verbinden von Profilstücken | |
| EP4210932B1 (de) | Verfahren und vorrichtung zum verschweissen von wenigstens zwei profilen für fenster- oder tuerrahmen bzw. -fluegeln | |
| DE10118791A1 (de) | Verbindungselement | |
| DE19900095C1 (de) | Steckzarge | |
| DE102007043195A1 (de) | Verfahren und Vorrichtung zum Verschweißen von Kunststoffprofilstäben, Anschlag sowie Heizspiegel für eine derartige Vorrichtung | |
| DE3318684A1 (de) | Verfahren zur herstellung von rahmen fuer fenster, tueren aus kunststoffprofilen, insbesondere fluegelrahmen, und damit hergestellter rahmen | |
| DE102013114710A1 (de) | Kunststofffenster- oder türrahmen und Verfahren zur Herstellung eines Kunststofffenster- oder türrahmens | |
| DE3331842A1 (de) | Verfahren zur herstellung einer verbundplatte | |
| EP4345241A1 (de) | Vorsatzschalensystem sowie einrichtung zum verschliessen einer wandöffnung eines gebäudes mit einem solchen vorsatzschalensystem | |
| EP0792993A2 (de) | Eckverbindung für Profile | |
| DE102004016832B4 (de) | Vorrichtung zum teilweisen Umspritzen metallischer Einleger mit einem Spritzgießwerkzeug | |
| DE2821133B1 (de) | Verfahren zum Verbinden der Enden von auf Gehrung geschnittenen Hohlprofilen | |
| EP3943703B1 (de) | Verfahren zum befestigen eines profils an einem stab, fensterrahmen und vorrichtung zur herstellung eines fensterrahmens oder fensterteilrahmens | |
| DE19533284C1 (de) | Fensterprofil mit verbreiterbarer Beschlags-Aufnahmenut | |
| DE3125883A1 (de) | Gehrungseckverbindung fuer aus profilstaeben zusammengesetzte rahmen, insbes. fenster- und tuerrahmen u. dgl. | |
| EP2418347B1 (de) | Verfahren zum Herstellen einer T-förmigen Profilverbindung | |
| AT512718A1 (de) | Verfahren und Vorrichtung zum Biegen einer Ecke in ein Profil aus thermoplastischem Grundmaterial | |
| EP1096096B1 (de) | Verfahren zum Montieren eines Rahmenstocks | |
| DE19739252B4 (de) | Verfahren zum Bearbeiten von zu verschweißenden Hohlkammerprofilen mit Gummidichtung | |
| DD210324A1 (de) | Rahmen aus stabartigen elementarteilen, hauptsaechlich fuer fensterrahmen und fensterfluegel | |
| DE3408373A1 (de) | Verfahren und vorrichtung zur herstellung von eckverbindungen in rahmen aus thermoplastischen, insbesondere hart-pvc-profilen fuer fluegel und rahmen von verglasten tueren und fenstern | |
| DE4041161A1 (de) | Verbindungsvorrichtung fuer eine sprossenkonstruktion und verfahren zur herstellung einer sprossenkonstruktion mit dieser verbindungsvorrichtung | |
| DE10155476B4 (de) | Fenster- oder Türrahmen mit reduzierter Profilbreite und Verfahren zur Herstellung desselben | |
| DE2115794C3 (de) | Eckverbindung für Hohlprofile aus Kunststoff | |
| AT516653A1 (de) | Verfahren zur Ausbildung von Ecken in Profilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20241002 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20250212 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20250613 |