ES2774213T3 - Película de polímero para etiquetado en el molde - Google Patents
Película de polímero para etiquetado en el molde Download PDFInfo
- Publication number
- ES2774213T3 ES2774213T3 ES12005126T ES12005126T ES2774213T3 ES 2774213 T3 ES2774213 T3 ES 2774213T3 ES 12005126 T ES12005126 T ES 12005126T ES 12005126 T ES12005126 T ES 12005126T ES 2774213 T3 ES2774213 T3 ES 2774213T3
- Authority
- ES
- Spain
- Prior art keywords
- film
- weight
- layer
- cover layer
- film according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002372 labelling Methods 0.000 title claims description 33
- 229920006254 polymer film Polymers 0.000 title description 7
- -1 polyethylene Polymers 0.000 claims abstract description 51
- 229920001155 polypropylene Polymers 0.000 claims abstract description 31
- 229920000642 polymer Polymers 0.000 claims abstract description 27
- 239000004698 Polyethylene Substances 0.000 claims abstract description 22
- 229920000573 polyethylene Polymers 0.000 claims abstract description 22
- 210000003934 vacuole Anatomy 0.000 claims abstract description 19
- 150000001336 alkenes Chemical class 0.000 claims abstract description 12
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 claims abstract description 11
- 229920000098 polyolefin Polymers 0.000 claims abstract description 7
- 238000000926 separation method Methods 0.000 claims abstract description 6
- 238000002844 melting Methods 0.000 claims description 30
- 230000008018 melting Effects 0.000 claims description 30
- 229920001577 copolymer Polymers 0.000 claims description 21
- 238000007639 printing Methods 0.000 claims description 11
- 238000004519 manufacturing process Methods 0.000 claims description 7
- 229920001903 high density polyethylene Polymers 0.000 claims description 4
- 239000004700 high-density polyethylene Substances 0.000 claims description 4
- BLDFSDCBQJUWFG-UHFFFAOYSA-N 2-(methylamino)-1,2-diphenylethanol Chemical compound C=1C=CC=CC=1C(NC)C(O)C1=CC=CC=C1 BLDFSDCBQJUWFG-UHFFFAOYSA-N 0.000 claims description 3
- 229920001179 medium density polyethylene Polymers 0.000 claims description 3
- 239000004701 medium-density polyethylene Substances 0.000 claims description 3
- 230000003746 surface roughness Effects 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 139
- 238000000034 method Methods 0.000 description 33
- 229920001384 propylene homopolymer Polymers 0.000 description 33
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 30
- 239000002585 base Substances 0.000 description 25
- 239000002245 particle Substances 0.000 description 21
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 20
- 239000000155 melt Substances 0.000 description 19
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 12
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 11
- 239000000049 pigment Substances 0.000 description 11
- 229910000019 calcium carbonate Inorganic materials 0.000 description 10
- 239000003795 chemical substances by application Substances 0.000 description 10
- 238000002347 injection Methods 0.000 description 10
- 239000007924 injection Substances 0.000 description 10
- 239000000203 mixture Substances 0.000 description 9
- 239000003381 stabilizer Substances 0.000 description 8
- 239000000654 additive Substances 0.000 description 7
- 239000000314 lubricant Substances 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 230000003472 neutralizing effect Effects 0.000 description 7
- 229920005629 polypropylene homopolymer Polymers 0.000 description 7
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 6
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 6
- 239000000945 filler Substances 0.000 description 6
- 238000001746 injection moulding Methods 0.000 description 6
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 6
- 239000000377 silicon dioxide Substances 0.000 description 6
- 235000012239 silicon dioxide Nutrition 0.000 description 6
- 239000012792 core layer Substances 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 5
- 239000003999 initiator Substances 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 238000003856 thermoforming Methods 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 4
- 125000001931 aliphatic group Chemical group 0.000 description 4
- 239000002216 antistatic agent Substances 0.000 description 4
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 4
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 4
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 4
- 230000000087 stabilizing effect Effects 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 3
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000000071 blow moulding Methods 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- ZADYMNAVLSWLEQ-UHFFFAOYSA-N magnesium;oxygen(2-);silicon(4+) Chemical compound [O-2].[O-2].[O-2].[Mg+2].[Si+4] ZADYMNAVLSWLEQ-UHFFFAOYSA-N 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 229920001897 terpolymer Polymers 0.000 description 3
- 239000004408 titanium dioxide Substances 0.000 description 3
- 239000002023 wood Substances 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 125000000217 alkyl group Chemical group 0.000 description 2
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 238000005034 decoration Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 230000000977 initiatory effect Effects 0.000 description 2
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 2
- 229910052622 kaolinite Inorganic materials 0.000 description 2
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 2
- 239000001095 magnesium carbonate Substances 0.000 description 2
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920000620 organic polymer Polymers 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- OJMIONKXNSYLSR-UHFFFAOYSA-N phosphorous acid Chemical compound OP(O)O OJMIONKXNSYLSR-UHFFFAOYSA-N 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 150000004760 silicates Chemical class 0.000 description 2
- 239000000344 soap Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical class CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 1
- 238000001644 13C nuclear magnetic resonance spectroscopy Methods 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- VSAWBBYYMBQKIK-UHFFFAOYSA-N 4-[[3,5-bis[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]-2,4,6-trimethylphenyl]methyl]-2,6-ditert-butylphenol Chemical compound CC1=C(CC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)C(C)=C(CC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)C(C)=C1CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 VSAWBBYYMBQKIK-UHFFFAOYSA-N 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229920006378 biaxially oriented polypropylene Polymers 0.000 description 1
- 239000011127 biaxially oriented polypropylene Substances 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 235000010216 calcium carbonate Nutrition 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 229910000389 calcium phosphate Inorganic materials 0.000 description 1
- 235000011010 calcium phosphates Nutrition 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 210000004027 cell Anatomy 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920006037 cross link polymer Polymers 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009998 heat setting Methods 0.000 description 1
- XQFCONVZHYBBOH-UHFFFAOYSA-N hippeastidine Chemical compound C1C2=CC(OC)=C(OC)C(O)=C2C23CCC(OC)CC3N1CC2 XQFCONVZHYBBOH-UHFFFAOYSA-N 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000010102 injection blow moulding Methods 0.000 description 1
- 239000000976 ink Substances 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229910052809 inorganic oxide Inorganic materials 0.000 description 1
- 238000011005 laboratory method Methods 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012968 metallocene catalyst Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229920006113 non-polar polymer Polymers 0.000 description 1
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920006294 polydialkylsiloxane Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000004439 roughness measurement Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- XBFJAVXCNXDMBH-UHFFFAOYSA-N tetracyclo[6.2.1.1(3,6).0(2,7)]dodec-4-ene Chemical compound C1C(C23)C=CC1C3C1CC2CC1 XBFJAVXCNXDMBH-UHFFFAOYSA-N 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/24—Lining or labelling
- B29C49/2408—In-mould lining or labelling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/16—Lining or labelling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/04—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps to be fastened or secured by the material of the label itself, e.g. by thermo-adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/24—Lining or labelling
- B29C2049/2414—Linings or labels, e.g. specific geometry, multi-layered or material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/24—Lining or labelling
- B29C2049/2414—Linings or labels, e.g. specific geometry, multi-layered or material
- B29C2049/2429—Multilayered labels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7831—Measuring, controlling or regulating blowing pressure characterised by pressure values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/006—Using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2025/00—Use of polymers of vinyl-aromatic compounds or derivatives thereof as moulding material
- B29K2025/04—Polymers of styrene
- B29K2025/06—PS, i.e. polystyrene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/744—Labels, badges, e.g. marker sleeves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/104—Oxysalt, e.g. carbonate, sulfate, phosphate or nitrate particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/41—Opaque
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Laminated Bodies (AREA)
Abstract
Pelicula de poliolefina, de capas multiples, opaca y biaxialmente orientada, con un espesor de menos de 150 μm y mayor que 15 μm, que comprende a. una capa base que contiene vacuolas, que contiene por lo menos un polimero de por lo menos una olefina, b. una capa intermedia interior, que contiene por lo menos un polimero de por lo menos una olefina, c. una capa intermedia exterior, que contiene por lo menos un polimero de por lo menos una olefina, d. una capa de cubierta interior, que contiene un 5 - 70 % en peso de por lo menos un polietileno y tambien un 30 - 95 % en peso de por lo menos un polimero de propileno, y e. una capa de cubierta exterior, que contiene un 5 - 70 % en peso de por lo menos un polietileno y tambien 30 - 95 % en peso de por lo menos un polimero de propileno, en donde las cantidades especificadas en cada caso se refieren al peso de la respectiva capa, caracterizada por que la pelicula en ambos lados tiene un brillo de menos de 50 unidades de brillo, medidas de acuerdo con DIN EN ISO 2813 en un angulo de 60° y a una temperatura de 25 °C, y la fuerza de separacion para el desapilado de la pelicula, medida desde un lado de la pelicula contra un lado de la pelicula, es inferior a 20 N.
Description
DESCRIPCIÓN
Película de polímero para etiquetado en el molde
La presente invención se refiere a una película de polímero para etiquetado en el molde (IML, por sus siglas en inglés).
Las películas de etiqueta cubren un campo completo y técnicamente complejo. Se hace una diferencia entre diferentes técnicas de etiquetado, que son fundamentalmente diferentes en términos de las condiciones del procedimiento y presentan inevitablemente demandas técnicas diferentes en los materiales de etiqueta. Una característica común para todos los procedimientos de etiquetado es que los recipientes etiquetados en una manera visualmente atractiva deben ser producidos como los resultados finales, en donde debe asegurarse una buena adhesión en el recipiente etiquetado.
Una amplia gama de técnicas para aplicar la etiqueta se utiliza en los métodos de etiquetado. Se hace una diferencia entre las etiquetas autoadhesivas, etiquetas envueltas, etiquetas encogibles, etiquetas en el molde, etiquetado de parches, etc. El uso de una película hecha de un termoplástico como etiqueta es posible en todos estos varios métodos de etiquetado.
También en el caso de etiquetado en el molde, se hace una diferencia entre varias técnicas en donde se aplican diferentes condiciones del método. Una característica común para todos los métodos de etiquetado en el molde es que la etiqueta participa en el método de formación actual del recipiente y se aplica durante este método. Sin embargo, en la presente se utilizan métodos de formación muy diferentes, tal como, por ejemplo, métodos de moldeo por inyección, métodos de moldeo por soplado y métodos de termoformación.
En todos los métodos de etiquetado en el molde tiene lugar el procesamiento de las películas de etiqueta a través de etiquetas individuales, que tienen que colocarse en el molde respectivo. Por consiguiente, la capacidad de separación (capacidad de desapilado) de las etiquetas es un factor crítico para la eficiencia de todo el procedimiento de etiquetado. Esto puede ser mejorado en donde sea apropiado por medio de la adición de polvo, que se aplica a la etiqueta generalmente impresa y actúa como un separador por así decirlo.
Sin embargo, la capacidad de desapilado de las etiquetas individuales juega ya un papel importante cuando se imprimen las películas de etiqueta. En el caso de un método de impresión alimentado por hojas, la estructura de película sin imprimir (que se va a imprimir) de este modo tiene que permitir un movimiento de las capas de película individuales una con respecto a la otra, en particular para desapilado, cuando la pila de la estructura de película se alimenta a la máquina de impresión, para traslapado durante el procedimiento de impresión o para "sacudida" de la pila de la estructura de película, de manera que esta esté a ras.
Ya que precisamente, en una pila de película, los pesos relativamente altos actúan en las hojas dispuestas en el fondo en comparación con los pesos que actúan en las hojas que se colocan por arriba de la misma, el movimiento de las capas de la película individual también se debe asegurar a una presión relativamente alta.
EP 0545650 B1 describe una película de polímero que tiene cinco capas coextruidas orientadas biaxialmente juntas y una capa del núcleo hecha de homopolímero de polipropileno dotado de vacuolas con capas colocadas a ambos lados de la misma hechas de homopolímero de polipropileno sustancialmente libre de vacuola y también tiene una capa exterior hecha de un polímero sellable con calor en cada una de las capas hechas de homopolímero de polipropileno sustancialmente libre de vacuola, de modo que la película se sella con calor, en donde las capas hechas de homopolímero de polipropileno sustancialmente libre de vacuola cada una tiene un espesor de 1 a 5 pm. Aquí, la película de polímero se debe caracterizar por una buena fuerza de perforación. En una modalidad a modo de ejemplo, se describe una película de polímero que tiene una densidad de 0,66 g/cm3, una densidad óptica de 0,61 y un brillo de 50 a 20°.
El documento no proporciona ninguno de los detalles del brillo de la película a 60°. Sin embargo, se debe asumir, basándose en las correlaciones conocidas de la literatura, que con un brillo de 50 unidades de brillo a 20°, más de 70 unidades de brillo se deben esperar a un ángulo de 60°.
EP 0611 102 B1 describe una película de polipropileno biaxialmente orientada que comprende una capa interior hecha de homopolímero de polipropileno que contiene vacuola que tiene una capa hecha de un homopolímero de polipropileno libre de vacuola en una superficie y una capa exterior que se puede imprimir en la capa de homopolímero de polipropileno libre de vacuola. En la presente, la capa exterior que se puede imprimir se forma de una poliolefina que contiene unidades que se derivan de dos o más sustancias de los compuestos etileno, propileno, but-1-eno y a-olefinas superiores. Además, por lo menos una capa adicional de polímero de la cual la superficie exterior es mate y comprende una mezcla de polímeros incompatibles también se localiza en la superficie opuesta a la capa libre de vacuola, la capa interior. Además, la capa interior y/o la capa libre de vacuola contiene dióxido de titanio.
La película en este documento se utiliza Ínter alia para etiquetado en el molde.
En la descripción, este documento indica que el uso de una superficie mate evita la adhesión de la capa que se puede imprimir a la misma, y de este modo se reduce la tendencia de las etiquetas hechas de dichas películas a adherirse juntas cuando se remueve una etiqueta de una pila de etiquetas, por ejemplo, por medio de succión de la superficie que se puede imprimir de las etiquetas.
Sin embargo, este documento no proporciona ninguna de las especificaciones en relación con el brillo de la película. EP 0862991 B1 se refiere al uso de una etiqueta como una etiqueta en el molde que se produce de una película de polímero biaxialmente orientada que tiene una capa del núcleo hecha de un homopolímero de propileno que contiene vacuola con una densidad de hasta 0,70 g/cm3 y en cualquiera de las superficies de la capa del núcleo de por lo menos una capa sustancialmente libre de vacuola, en donde la relación del espesor de la capa combinada de las capas que no contienen vacuola en las superficies respectivas de la capa del núcleo está entre 2:1 y 1 :1 , y la capa del núcleo y las capas sustancialmente libres de vacuola se coextruyeron.
Sin embargo, este documento no proporciona ninguna de las especificaciones en relación con el brillo de la película. WO 2009/010178 A1 describe el uso de una película de poliolefina, de múltiples capas, opaca, biaxialmente orientada formada de una capa base que contiene vacuola y por lo menos una capa de cubierta interior como una etiqueta en el molde en el caso de termoformación. Aquí, la capa de cubierta comprende por lo menos 30 - 95 % en peso de un co- y/o terpolímero I con una temperatura de iniciación de sello I de 70 - 105 °C y 5 a 70 % en peso de un polietileno incompatible, en donde los valores en % en peso cada uno se relaciona con el peso de la capa de cubierta interior. La temperatura de iniciación de sello II de la capa de cubierta interior se debe colocar en este contexto en el intervalo de 80 a 110 °C.
Sin embargo, este documento no proporciona ninguno de los detalles en relación con el brillo de la película.
Sobre esta base, el problema abordado por la presente invención fue el de especificar posibilidades para mejorar los métodos de etiquetado en el molde conocidos. En la presente, se buscaron en particular posibilidades para mejorar la capacidad de desapilado de las películas de etiquetado y de este modo para mejorar el rendimiento espaciotiempo de métodos de etiquetado en el molde convencionales. En la presente, se pone particular atención a una mejora de la capacidad de desapilado de las hojas no impresas convencionales de manera que estas se puedan imprimir tan eficientemente como sea posible, en particular en métodos de impresión libres de hojas, lo que mejoraría a su vez la eficiencia de todo el método de etiquetado en el molde. Las otras propiedades de las etiquetas en el molde conocidas no deben ser afectadas de manera adversa en donde sea posible, pero en contraste deben mejorarse aún más en donde sea posible. Por último, la solución de acuerdo con la invención debe ser realizable a gran escala en una manera comparablemente sencilla y efectiva en cuanto a costo.
Estos y otros objetivos de la presente invención, que se aclararán directamente de las relaciones discutidas en esta solicitud, se resuelven por medio de una película de acuerdo con la reivindicación 1 de la patente. Las reivindicaciones dependientes que se refieren a la reivindicación 1 describen configuraciones particularmente ventajosas de la película de acuerdo con la invención. Las reivindicaciones restantes protegen los campos preferidos de aplicación de la película de acuerdo con la invención.
Debido a la provisión de una película de poliolefina, de capas múltiples, opaca, biaxialmente orientada con un espesor de menos de 150 pm, que comprende
a. una capa base que contiene vacuola que contiene por lo menos un polímero de por lo menos una olefina, b. una capa intermedia interior que contiene por lo menos un polímero de por lo menos una olefina,
c. una capa intermedia exterior que contiene por lo menos un polímero de por lo menos una olefina, d. una capa de cubierta interior, que contiene 5 - 70 % en peso de por lo menos un polietileno y también 30 - 95 % en peso de por lo menos un polímero de propileno, y
e. una capa de cubierta exterior, que contiene 5 - 70 % en peso de por lo menos un polietileno y también 30 - 95 % en peso de por lo menos un polímero de propileno,
en donde las cantidades especificadas en cada caso se refieren al peso de la respectiva capa,
en donde la película en ambos lados tiene un brillo de menos de 50 unidades de brillo medidas de acuerdo con DIN EN ISO 2813 en un ángulo de 60° y a una temperatura de 25 °C,
es posible lograr una mejora significativa de los métodos conocidos de etiquetado en el molde en una forma no fácilmente predecible. De acuerdo con la invención, se hace posible en particular una capacidad de desapilado mejorada de las películas individuales, que en los métodos de etiquetado en el molde conduce a una mejora considerable de los rendimientos de espacio-tiempo. En la presente, en particular la mejora de la capacidad de desapilado de las películas no impresas permite una impresión extremadamente eficiente de las películas de acuerdo con la invención, en particular en el método de impresión alimentado con hojas, que a su vez mejora la eficiencia del método de etiquetado en el molde como un todo. Las otras propiedades de las películas no se ven
influenciadas de manera adversa dentro del alcance de la presente invención, sino que, por el contrario, mejoran aún más. Por ejemplo, no se dañan la capacidad de impresión y la adhesión de color de la película. Se mejoran la apariencia visual y la tecnología del tacto de la etiqueta misma y del recipiente etiquetado. Al mismo tiempo permanecen la rigidez y dado el caso la opacidad y el grado de blancura de la película. Por último, la solución de acuerdo con la invención se puede implementar en una manera comparablemente simple a gran escala y de manera efectiva en cuanto al costo en métodos de etiquetado en el molde existentes.
Por consiguiente, es objeto de la presente invención una película de poliolefina, de capas múltiples, opaca, biaxialmente orientada, que comprende
a. una capa base que contiene vacuola,
b. una capa intermedia interior,
c. una capa intermedia exterior,
d. una capa de cubierta interior, y
e. una capa de cubierta exterior.
La capa base de la película contiene por lo menos un polímero de por lo menos una olefina, convenientemente por lo menos un polímero de propileno, en particular por lo menos un homopolímero de propileno. La proporción del polímero es de manera favorable por lo menos 70 % en peso, preferiblemente 75 a 99 % en peso, y en particular 80 a 98 % en peso, en cada caso en relación con el peso de la capa base.
El polímero de propileno por lo general contiene por lo menos 90 % en peso, preferiblemente 94 a 100 % en peso, y en particular 98 a <100 % en peso, de unidades de polipropileno. El correspondiente contenido de comonómero de a lo sumo 10 % en peso o 0 a 6 % en peso o >0 a 2 % en peso respectivamente se deriva por lo general, cuando está presente, del etileno. Los valores en % en peso en cada caso se relacionan con el polímero de propileno.
Los homopolímeros de propileno isotácticos con un punto de fusión de 140 a 170 °C, preferiblemente de 150 a 165 °C, y un índice de flujo de fusión (medición ISO 1133 a una carga de 2,16 kg y 230 °C) de 1,0 a 10 g/10 min, preferiblemente de 1,5 a 6,5 g/10 min, se prefieren. La proporción soluble del n-heptano del polímero por lo general es 0,5 a 10 % en peso, preferiblemente 2 a 5 % en peso, en relación con el polímero de partida. La distribución del peso molecular del polímero de propileno puede variar. La relación del promedio en peso Mw al promedio en número Mn por lo general está entre 1 y 15, preferiblemente 2 a 10, incluso más preferiblemente 2 a 6. Dicha distribución estrecha del peso molecular del polímero de propileno de la capa base se logra por ejemplo por medio de la degradación del peróxido de la misma o por medio de la preparación del polipropileno por medio de los catalizadores adecuados de metaloceno. Para los propósitos de la presente invención, también son adecuados los polipropilenos altamente cristalinos o altamente isotácticos, de los cuales la isotacticidad de acuerdo con 13C-RMN es por lo menos 95 %, preferiblemente 96 - 99 %. Los polipropilenos altamente isotácticos de este tipo son conocidos per se en la técnica anterior y se mencionan tanto como HIPP como HCPP.
Además, la capa base comprende preferiblemente llenadores iniciadores de vacuola, en particular en una cantidad de a lo sumo 30 % en peso, preferiblemente 1 a 20 % en peso, en particular 2 a 15 % en peso, en relación con el peso de la capa base. Además de los llenadores iniciadores de vacuola, la capa base puede contener pigmentos, por ejemplo, en una cantidad de 0,5 a 10 % en peso, preferiblemente 1 a 8 % en peso, en particular 1 a 5 % en peso. Los valores se refieren en cada caso al peso de la capa base.
Los "Pigmentos" en el sentido de la presente invención son partículas incompatibles que substancialmente no llevan a la formación de vacuolas durante el estiraje de la película. El efecto de coloración de los pigmentos es causado por las propias partículas. Los pigmentos por lo general tienen un diámetro de partícula promedio de 0,01 hasta a lo sumo 1 |jm, preferiblemente 0,01 a 0,7 jm, en particular 0,01 a 0,4 jm. Los pigmentos comprenden lo que se conoce como "pigmentos blancos", que manchan las películas de blanco, y también "pigmentos de color", que proporcionan a la película con un color cromático o negro. Los pigmentos convencionales son materiales tales como óxido de aluminio, sulfato de aluminio, sulfato de bario, carbonato de calcio, carbonato de magnesio, silicatos tales como silicato de aluminio (caolinita) y silicato de magnesio (talco), dióxido de silicio, y dióxido de titanio, entre los cuales los pigmentos blancos tales como carbonato de calcio, dióxido de silicio, dióxido de titanio y sulfato de bario se utilizan preferiblemente.
Las partículas de dióxido de titanio consisten por lo general en una proporción de por lo menos 95 % en peso de rutilo y se utilizan preferiblemente con un revestimiento que se forma de óxidos inorgánicos y/o de compuestos orgánicos que tienen grupos polares y no polares. Dichos revestimientos de TiO2 son conocidos en la técnica anterior.
En el sentido de la presente invención, "llenadores iniciadores de vacuola" son partículas sólidas que son incompatibles con la matriz de polímero y que conducen a la formación de cavidades tipo vacuola a medida que las películas se estiran, en donde el tamaño, tipo y número de vacuolas dependen del tamaño y la cantidad de las partículas sólidas y las condiciones de estiramiento, tales como la relación de estiramiento y la temperatura de estiramiento. Las vacuolas reducen la densidad y dan a las películas una apariencia característica opaca, tipo perla,
que se produce por la dispersión de la luz en las interfaces de la “vacuola/matriz de polímero". La dispersión de la luz en las partículas sólidas contribuye por lo general relativamente poco a la opacidad de la película. Los llenadores iniciadores de vacuola por lo general tienen un tamaño mínimo de 1 |jm, con el fin de conducir a una cantidad efectiva, es decir cantidad que hace opacas, de vacuolas. El diámetro de partícula promedio de las partículas por lo general es 1 a 6 jm, preferiblemente 1,5 a 5 jm. La naturaleza química de las partículas juega un papel subordinado si la incompatibilidad está presente.
Los llenadores iniciadores de vacuola convencionales son materiales inorgánicos y/u orgánicos incompatibles con el polipropileno, tal como óxido de aluminio, sulfato de aluminio, sulfato de bario, carbonato de calcio, carbonato de magnesio, silicatos tales como silicato de aluminio (caolinita) y silicato de magnesio (talco), y dióxido de silicio, de los cuales el carbonato de calcio y dióxido silicio se utilizan preferiblemente. Los polímeros convencionalmente utilizados incompatibles con el polímero de la capa base pueden ser considerados como llenadores orgánicos, en particular aquellos tales como HDPE, copolímeros de olefinas cíclicas, tales como norborneno o tetraciclododeceno, con etileno o propileno, poliéster, poliestirenos, poliamidas, polímeros orgánicos halogenados, en donde los poliésteres, tales como tereftalatos de polibutileno, se prefieren. Los "materiales incompatibles" o los "polímeros incompatibles" dentro del sentido de la presente invención denotan materiales o polímeros que están presentes en la película como partículas separadas o como fase separada.
La densidad de la película de acuerdo con la invención puede variar dentro de una amplia gama dependiendo de la composición de la capa base. Aquí, las vacuolas contribuyen a una disminución de la densidad, mientras que los pigmentos, por ejemplo, TO2, incrementan la densidad de la película debido al peso específico más alto. La densidad de la película se encuentra preferiblemente en el intervalo de 0,4 a 0,8 g/cm3, en particular en el intervalo de 0,5 a 0,75 g/cm3.
Además, la capa base puede contener aditivos convencionales, tales como agentes neutralizantes, estabilizadores, agentes antiestáticos y/o lubricantes, en cada caso en cantidades efectivas. Los valores de abajo en % en peso se relacionan en cada caso con el peso de la capa base.
Los agentes antiestáticos preferidos son monoestearatos de glicerol, alcanosulfonatos alcalinos, polidiorganosiloxanos (polidialquilsiloxanos, polialquilfenilsiloxanos y similares) modificados con poliéter, en particular etoxilados y propoxilados, y/o las aminas terciarias de cadena sustancialmente recta y alifáticas saturadas con un grupo molecular alifático que contiene 10 a 20 átomos de carbono, que se sustituyen con grupos a-hidroxi-(Ci-C4) alquilo, en donde N,N-bis-(2-hidroxietil)-alquilaminas que contienen 10 a 20 átomos de carbono, preferiblemente 12 a 18 átomos de carbono, en el grupo molecular alquilo son particularmente adecuadas. La cantidad preferida del agente antiestático se encuentra en el intervalo de 0,05 a 0,5 % en peso.
En particular, las amidas de ácido alifáticas superiores, ésteres de ácido alifáticos superiores, ceras y jabones metálicos y también polidimetilsiloxanos son particularmente adecuados como lubricantes. La cantidad preferida de lubricante se encuentra en el intervalo del 0,01 al 3 % en peso, preferiblemente del 0,02 al 1 % en peso. La adición de las amidas de ácido alifático superiores es particularmente preferible en el intervalo del 0,01 al 0,25 % en peso en la capa base. Las amidas de ácido alifáticas que son incluso más particularmente adecuadas son amida de ácido erúcico y estearilamida.
Los compuestos convencionales que tienen un efecto estabilizador para polímeros de etileno, de propileno y de otras olefinas se pueden utilizar como estabilizadores. La cantidad agregada de estos compuestos se encuentra preferiblemente entre 0,05 y 2 % en peso. Los estabilizadores fenólicos y fosfíticos, tales como tris-2,6-dimetilfenilfosfito, son particularmente adecuados. Los estabilizadores fenólicos, con una masa molar de más de 500 g/mol se prefieren, en particular pentaeritritil-tetrakis-3-(3,5-di-terc-butil-4-hidroxi-fenil)-propionato o 1,3,5-trimetil-2,4,6-tris(3,5-di-terc-butil-4-hidroxibencil)benceno. En la presente, los estabilizadores fenólicos se utilizan solos convenientemente en una cantidad de 0,1 a 0,6 % en peso, en particular 0,1 a 0,3 % en peso, y los estabilizadores fenólicos y fosfíticos son utilizados preferiblemente en una relación de 1:4 a 2:1 y en una cantidad total de 0,1 a 0,4 % en peso, en particular 0,1 a 0,25 % en peso.
Los agentes neutralizantes preferidos incluyen dihidrotalcita, estearato de calcio y/o carbonato de calcio con un tamaño de partícula medio de a lo sumo 0,7 jm, un tamaño de partícula absoluto de menos de 10 jm y una superficie específica de por lo menos 40 m2/g. Por lo general, se agregan 0,02 a 0,1 % en peso. Además de la capa base, la película de acuerdo con la invención comprende una capa de cubierta interior y una capa de cubierta exterior.
En el sentido de la presente invención, la capa de cubierta interior es la capa de cubierta que se orienta hacia el recipiente durante el etiquetado y forma la conexión entre el recipiente y la etiqueta durante el etiquetado.
En el sentido de la presente invención, la capa de cubierta exterior es la capa de cubierta que se orienta lejos del recipiente durante el etiquetado y señala hacia afuera durante el etiquetado.
La capa de cubierta interior y la capa de cubierta exterior contienen, en cada caso independientemente una de la
otra, por lo menos un polímero de propileno, preferiblemente un homopolímero de propileno, y/o por lo menos un copolímero de propileno con unidades de polietileno y/o unidades de polibutileno, y un polietileno. La capa de cubierta interior y la capa de cubierta exterior contienen por lo general, en cada caso independientemente una de la otra, por lo menos 30 a 95 % en peso, preferiblemente 45 a 85 % en peso, en particular 50 a 80 % en peso, de por lo menos un polímero de propileno y 5 a 70 % en peso, preferiblemente 15 a 55 % en peso, en particular 20 a 50 % en peso, del polietileno, en cada caso en relación con el peso de la respectiva capa.
Para el propósito actual, los copolímeros de propileno particularmente adecuados comprenden unidades de polietileno y/o unidades de polibutileno, en particular copolímeros de etileno-propileno, copolímeros de propilenobutileno y terpolímeros de etileno-propileno-butileno. La composición de los copolímeros de propileno de los respectivos monómeros puede variar dentro de los límites que se describen abajo. Los copolímeros de propileno contienen por lo general más del 50 % en peso de las unidades de polipropileno. Los copolímeros de propileno preferidos contienen por lo menos 60 % en peso, preferiblemente 65 a 97 % en peso, de unidades de polipropileno y a lo sumo 40 % en peso, preferiblemente 3 a 35 % en peso, de unidades de comonómero de polibutileno o polietileno. Además, los terpolímeros son también particularmente ventajosos los cuales comprenden 65 a 96 % en peso, preferiblemente 72 a 93 % en peso, de unidades de polipropileno, y 3 a 34 % en peso, preferiblemente 5 a 26 % en peso, de unidades de polietileno y 1 a 10 % en peso, preferiblemente 2 a 8 % en peso, de unidades de polibutileno.
En donde sea apropiado, los polímeros de propileno antes mencionados, se pueden mezclar entre sí. En la presente, las proporciones pueden variar dentro de los límites arbitrarios, siempre y cuando las otras especificaciones de la presente invención, en particular con respecto al brillo de la película, se cumplan en ambos lados. Estas mezclas entonces se utilizan en las cantidades que se describieron anteriormente.
Es esencial para la invención que las proporciones de por lo menos un polímero de propileno y por lo menos las de un polietileno para la capa de cubierta interior y la capa de cubierta exterior cada una se seleccione de los intervalos especificados tales como el brillo de la película resultante en ambos lados, que se mide de acuerdo con DIN EN ISO 2813 en un ángulo de 60° y a una temperatura de 25 °C, sea menor que las 50 unidades de brillo, preferiblemente menor que las 40 unidades de brillo. En donde sea apropiado, medidas adicionales, tales como tratamiento de superficie, espesor de capa y aditivos deben ser seleccionadas de manera que se cumplan estas especificaciones para el brillo.
El índice de fusión de los polímeros de propileno por lo general es de 0,1 a 20 g/10 min (230 °C, 2,16 kg), preferiblemente 0,1 a 15 g/10 min. El punto de fusión puede encontrarse por lo general en un intervalo de 70 a 140 °C. En una forma de realización preferida, se utilizan los polímeros de propileno de los cuales el punto de fusión es de por lo menos 105 a 140 °C, preferiblemente 110 a 135 °C. Estas formas de realización se caracterizan por una procesabilidad particularmente buena, tanto de fabricación como de uso de la película. Se descubrió que un punto de fusión comparativamente alto de, por ejemplo, 110 - 135 °C reduce la pegajosidad y la tendencia al bloqueo de la película en una medida tal que la película no se pega con los cilindros y puede desapilarse adecuadamente y es excelentemente adecuada para el etiquetado en el molde.
El segundo componente de la capa de cubierta interior y de la capa de cubierta exterior esencial para la invención es por lo menos un polietileno que es incompatible con los polímeros de propileno anteriormente descritos. En este contexto, "incompatible" significa que una aspereza de la superficie se forma por la mezcla de por lo menos un polímero de propileno con por lo menos un polietileno. La aspereza de la superficie Rz por lo general se encuentra en un intervalo de 2,0 - 6 pm, preferiblemente 2,5 - 4,5 pm, con un límite de 0,25 mm. Los polietilenos adecuados son, por ejemplo, HDPE o MDPE. El HDPE por lo general tiene las propiedades que se describen a continuación, por ejemplo un MFI (21,6 kg/190 °C) de más de 1 a 50 g/10 min, preferiblemente 1,5 a 20 g/10 min, medido de acuerdo con ISO 1133, y un número de viscosidad, medido de acuerdo con DIN 53728, parte 4, o ISO 1191, en el intervalo de 100 a 450 cm3/g, preferiblemente 120 a 280 cm3/g. La cristalinidad por lo general es de 35 a 80 %, preferiblemente 50 a 80 %. La densidad, medida a 23 °C de acuerdo con DIN 53479, método A, o ISO 1183, está preferiblemente en el intervalo de >0,94 a 0,96 g/cm3. El punto de fusión, medido con DSC (máximo de la curva de fusión, velocidad de calentamiento 20 °C/min), se encuentra preferiblemente entre 120 y 140 °C. El MDPE adecuado por lo general tiene un MFI (21,6 kg/190 °C) de más de 0,1 a 50 g/10 min, preferiblemente 0,6 a 20 g/10 min, que se mide de acuerdo con ISO 1133. La densidad, medida a 23°C de acuerdo con DIN 53479, método A, o ISO 1183, está preferiblemente en el intervalo de >0,925 a 0,94 g/cm3. El punto de fusión, medido con DSC (máximo de la curva de fusión, índice de calentamiento 20 °C/min), se encuentra preferiblemente entre 115°C y 130 °C.
La capa de cubierta interior y/o la capa de cubierta exterior pueden contener opcionalmente polímeros de olefina adicionales en pequeñas cantidades, siempre y cuando esto no perturbe la funcionalidad, en particular el brillo de la película desde ambos lados esencial para la invención.
La superficie de la capa de cubierta interior y/o de la capa de cubierta exterior se somete/someten particularmente de manera ventajosa a un tratamiento por corona, plasma o llama. Este tratamiento mejora las propiedades adhesivas de la respectiva superficie de película para una decoración e impresión subsiguientes, en otras palabras, la capacidad de humectación con y la adhesión de las tintas de impresión y otros materiales de decoración.
Los espesores de capa de la capa de cubierta interior y de la capa de cubierta exterior son por lo general, en cada caso independientemente entre sí, 0,1 - 10 |jm, preferiblemente 0,3 a 6 |jm.
La capa de cubierta interior y la capa de cubierta exterior cada una puede contener adicionalmente aditivos convencionales, tales como agentes neutralizantes, estabilizadores, agentes antiestéticos, agentes antibloqueo y/o lubricantes, en cantidades efectivas en cada caso. Los valores de abajo en % en peso se relacionan con el peso de las capas respectivas. El tipo y la cantidad de dichos aditivos se deben seleccionar de manera que el brillo de las películas desde ambos lados permanezca en el intervalo requerido.
Los agentes antibloqueo particularmente adecuados son aditivos inorgánicos, tales como dióxido de silicio, carbonato de calcio, silicato de magnesio, silicato de aluminio, fosfato de calcio y similares y/o polímeros orgánicos incompatibles, tales como poliamidas, poliésteres, policarbonatos y similares, o polímeros entrecruzados, tales como polimetilmetacrilato entrecruzado o aceites de silicona entrecruzados. El dióxido de silicio y el carbonato de calcio se prefieren. El tamaño de partícula medio se encuentra preferiblemente entre 1 y 6 jm, particularmente 2 y 5 jm. La cantidad preferida del agente antibloqueo se encuentra en el intervalo del 0,05 al 5 % en peso, preferiblemente del 0,1 al 3 % en peso, en particular del 0,2 al 2 % en peso.
Los lubricantes particularmente adecuados son amidas de ácido alifático superiores, ésteres de ácido alifático superiores y jabones metálicos y también polidimetilsiloxanos. La cantidad preferida de lubricantes se encuentra en el intervalo del 0,01 al 3 % en peso, preferiblemente 0,02 a 1 % en peso, en relación con la capa respectiva. La adición de 0,01 a 0,3 % en peso de las amidas de ácido alifático, tal como amida de ácido erúcico, o 0,02 a 0,5 % en peso de polidimetilsiloxanos, en particular polidimetilsiloxanos con una viscosidad de 5.000 a 1.000.000 mm2/s, es particularmente adecuada.
Además, la película de acuerdo con la invención comprende una capa intermedia interior, que se coloca entre la capa base y la capa de cubierta interior, y una capa de intermedia exterior, que se coloca entre la capa base y la capa de cubierta exterior.
La capa intermedia interior y la capa intermedia exterior cada una contiene, independientemente una de la otra, por lo menos un polímero de por lo menos una olefina, preferiblemente por lo menos un polímero de propileno, en particular por lo menos un homopolímero de propileno. Además, la capa intermedia interior y la capa intermedia exterior cada una contiene, independientemente una de la otra, los aditivos convencionales descritos para las capas individuales, tales como agentes antiestáticos, agentes neutralizantes, lubricantes y/o estabilizadores. El espesor de esta capa intermedia es preferiblemente mayor que 0,5 jm y se encuentra preferiblemente en el intervalo de 0,6 a 8 jm, en particular 1 a 6 jm.
Además, la capa intermedia interior y la capa intermedia exterior, en particular la capa intermedia exterior, pueden contener llenadores iniciadores de vacuola y/o pigmentos, en particular TiO2, por ejemplo, en una cantidad de 2 a 8 % en peso. El espesor de dichas capas intermedias es convenientemente mayor que 0,5 jm y preferiblemente se encuentra en el intervalo de 1,0 a 15 jm, en particular de 1,5 a 10 jm.
El espesor total de la película de acuerdo con la invención es menor que 150 jm, preferiblemente menor que 100 jm, en particular a lo sumo 70 jm. Por otro lado, es preferiblemente mayor que 15 jm, preferiblemente mayor que 20 jm, en particular al menos 25 jm. En la presente, la capa base, preferiblemente representa 40 a 99 % del espesor de la película total.
La película de acuerdo con la invención se caracteriza Ínter alia por una buena capacidad de desapilado. La fuerza de separación para el desapilado de la película es menor que 20 N, preferiblemente menor que 15 N, particularmente de manera preferible menor que 14 N, convenientemente menor que 13 N, en particular menor que 12 N. Se determina preferiblemente de acuerdo con el método que se describió con más detalle en la parte experimental, favorablemente a 25 °C. En la presente, se mide preferiblemente la fuerza de separación desde un lado de la película contra un lado de la película de una película idéntica, preferiblemente la primera capa de cubierta (por ejemplo, interior) de la primera película contra la segunda capa de cubierta (por ejemplo, exterior) de la segunda película o la segunda capa de cubierta (por ejemplo, exterior) de la primera película contra la segunda capa de cubierta (por ejemplo, exterior) de la segunda película.
El apilado de las películas de acuerdo con la invención tiene lugar convenientemente de manera tal que la fuerza de separación necesaria para el desapilado de las películas sea lo más baja posible. En el alcance de una primera forma de realización especialmente preferida de la presente invención, se apilan por lo menos dos películas de acuerdo con la invención idénticas una sobre otra de modo que la capa de cubierta superior de la primera película se encuentra en contacto con la capa de cubierta inferior de la segunda película. En el alcance de una forma de realización especialmente preferida adicional de la presente invención se apilan por lo menos tres películas de acuerdo con la invención idénticas una sobre la otra de modo que la capa de cubierta superior de la primera película se encuentra en contacto con la capa de cubierta superior de la segunda película y la capa de cubierta inferior de la segunda película se encuentra en contacto con la capa de cubierta inferior de la tercera película.
La película de acuerdo con la invención puede ser producida en una manera conocida per se, por ejemplo, por medio de un método de coextrusión. Dentro del alcance de este método, las fundiciones que corresponden a las capas individuales de la película son coextruidas al mismo tiempo y de manera conjunta a través de un troquel de la hoja, la película de este modo obtenida se vacía en un rodillo o más rodillos para solidificación, la película de capas múltiples entonces se estira (orienta), la película estirada se fija con calor, y en donde sea apropiado se trata por plasma, corona o llama en la capa de superficie destinada para el tratamiento.
Un estiramiento biaxial (orientación) se puede llevar a cabo secuencial o simultáneamente. El estiramiento secuencial por lo general se lleva a cabo en sucesión, en donde se prefiere el estiramiento biaxial sucesivo, en donde la película se estira primero longitudinalmente (en la dirección de la máquina) y luego transversalmente (perpendicularmente a la dirección de la máquina). La fabricación de la película se describirá además con base en el ejemplo de la extrusión de la película plana con estiramiento secuencial subsiguiente.
Como es usual en el método de extrusión, el polímero o la mezcla de polímeros de las capas individuales se comprime en primer lugar y se licúan convenientemente en un extrusor, en donde los aditivos opcionalmente agregados ya pueden estar contenidos en el polímero o en la mezcla de polímeros. Las fundiciones entonces de presionan de manera conveniente simultáneamente a través de un troquel de la hoja (troquel de película plana), y la película de capas múltiples presionada se vacía de manera conveniente en uno o más rodillos de deposición, preferiblemente a una temperatura de 10 a 100 °C, en particular de 10 a 50 °C, en donde la película se enfría y se solidifica.
La película de este modo obtenida entonces se estira por lo general longitudinal y transversalmente a la dirección de extrusión, que conduce a una orientación de las cadenas de la molécula. El estiramiento longitudinal se lleva a cabo preferiblemente a una temperatura de 70 a 130 °C, en particular 80 a 110 °C, de manera conveniente con la ayuda de dos rodillos que corren a diferentes velocidades de acuerdo con la relación de estiramiento buscada y el estiramiento transversal se lleva a cabo preferiblemente a una temperatura de 120 a 180 °C con la ayuda de una estructura tensora correspondiente. Las relaciones de estiramiento longitudinal se encuentran de manera conveniente en el intervalo de 3 a 8, preferiblemente 4 a 6. Las relaciones de estiramiento transversal se encuentran de manera conveniente en un intervalo de 5 a 10, preferiblemente 7 a 9.
El estiramiento de la película va seguido preferiblemente por la fijación con calor (tratamiento con calor) de la película, en donde la película se mantiene de manera conveniente durante aproximadamente 0,1 a 10 s preferiblemente a una temperatura de 100 a 160 °C. La película entonces se enrolla en la manera usual utilizando un dispositivo de bobinado.
Después del estiramiento biaxial de una o de ambas superficies de la película de acuerdo con uno de los métodos conocidos, esta(s) se trata(n) preferiblemente por plasma, corona o llama. La intensidad del tratamiento por lo general se encuentra en el intervalo de 35 a 50 mN/m, preferiblemente 37 a 45 mN/m.
El tratamiento por corona se realiza de manera conveniente de manera que la película se guíe entre dos elementos conductores que sirven como electrodos, en donde un voltaje, por lo general un voltaje de CA (aproximadamente 5 a 20 kV y 5 a 30 kHz), se aplica entre los electrodos y es lo suficientemente alto para que se lleven a cabo las descargas por aspersión o corona. Debido a la descarga por aspersión o corona, el aire arriba de la superficie de la película se ioniza y reacciona con las moléculas de la superficie de la película, de manera se producen las dispersiones polares en una matriz de polímero sustancialmente no polar.
El tratamiento de superficie, tal como, por ejemplo, tratamiento por corona, se puede realizar inmediatamente durante la fabricación de la película de etiqueta y también en un momento posterior en el tiempo, por ejemplo, inmediatamente antes del procedimiento de impresión.
La película de acuerdo con la invención es particularmente adecuada para usarse como una etiqueta en métodos de etiquetado en el molde. El uso de la película de acuerdo con la invención conduce en la presente a una mejora significativa del rendimiento de espacio-tiempo de los métodos de etiquetado en el molde, en particular debido a la capacidad de manejo mejorada de la película de acuerdo con la invención, en particular la capacidad de desapilado mejorada de la misma. En la presente, la capacidad de desapilado de la película se puede mejorar aún más según sea necesario, opcionalmente por medio de la adición de polvo, que se aplica a la etiqueta generalmente impresa y actúa como un separador por así decirlo, aunque esto generalmente no es necesario.
Las ventajas de la capacidad de desapilado mejorada de la película de acuerdo con la invención entran en vigor en particular en métodos de etiquetado en el molde en donde una película de acuerdo con la invención se imprime inicialmente por medio de impresión alimentada con hojas y la película impresa se utiliza en un método de etiquetado en el molde con el fin de producir el recipiente etiquetado.
El tipo de conformado en el procedimiento de etiquetado en el molde no está sujeto a ninguna limitación particular. La película de acuerdo con la invención es en principio adecuada para todos los métodos en los que la película toma
parte en el método de formación actual del recipiente y se aplica durante este método. En la presente, el conformado puede tener lugar en particular mediante moldeo por inyección, moldeo por soplado o termoformación.
En este contexto, los métodos de moldeo por inyección particularmente ventajosos comprenden en primer lugar la remoción de las etiquetas individuales, que en donde es apropiado se han cortado a la medida, de una pila, de manera que se puedan colocar en un molde de inyección. El molde se forma en la presente de manera que el flujo de fusión se inyecte detrás de la etiqueta y el lado frontal de la película descanse contra la pared del molde de inyección. Durante la inyección, la fusión caliente se une a la etiqueta. Después de la inyección, el molde se abre y el artículo moldeado por inyección con la etiqueta se expulsa y se enfría. Como resultado, la etiqueta se adhiere al recipiente en donde es posible sin pliegues y en una manera visualmente perfecta.
Durante la inyección, la presión de inyección se encuentra preferiblemente en un intervalo de 300 a 600 bares. Los plásticos utilizados, tienen de manera conveniente un índice de flujo de fusión de alrededor de 40 g/10 min. Las temperaturas de inyección dependen del plástico utilizado. En algunos casos, el molde se enfría adicionalmente con el fin de prevenir que el artículo moldeado por inyección se adhiera al molde.
Como alternativa, la fabricación del recipiente etiquetado puede tener lugar mediante moldeo por soplado. En este método se extruye una manguera fundida preferentemente a través de una boquilla anular verticalmente hacia abajo. Una herramienta de dividida preferiblemente de manera vertical se desplaza conjuntamente y rodea la manguera, que en la presente se aprieta en el extremo inferior. En el extremo superior se introduce preferiblemente una cúpula de soplado, a través de la que se forma la abertura de la pieza en bruto. A través de la cúpula de soplado se alimenta a la manguera fundida caliente preferiblemente aire, de modo que se expande y se apoya contra las paredes interiores de la herramienta de moldeo. En este sentido, la etiqueta se unirá con el plástico viscoso de la manguera fundida si es posible. A continuación, se abre el molde y se recorta preferiblemente el saliente en la abertura formada. El recipiente conformado y etiquetado se expulsa y se enfría.
En este método de moldeo por soplado, la presión durante el soplado de la manguera fundida es preferiblemente de aproximadamente 4-15 bares y las temperaturas son en general esencialmente más bajas que en el moldeo por inyección. Los materiales de plástico tienen generalmente un MFI más bajo que en el moldeo por inyección, para formar una manguera fundida con estabilidad de forma y se comportan por lo tanto durante el proceso de enfriamiento de manera diferente que los materiales de baja viscosidad para el moldeo por inyección.
Alternativamente, una formación por medio de un método de termoformación es particularmente ventajosa. En el caso de termoformación, los paneles de plástico grueso no orientados, por lo general PP o PS fundido (poliestireno), en un espesor preferiblemente de aproximadamente 200 - 750 pm, se calientan y retiran o se presionan en un molde, preferiblemente por medio de herramientas de estampado o vacío. En este caso también, la etiqueta individual se coloca en el molde y se une durante el procedimiento de moldeo al recipiente actual. Por lo general se utilizan temperaturas significativamente más bajas.
La presente invención se describirá más detalladamente de aquí en adelante por medio de ejemplos y un ejemplo comparativo, aunque el concepto inventivo no se limita por la presente.
En la presente, se utilizaron los siguientes métodos de medición para caracterizar las materias primas y las películas:
índice de flujo de fusión
El índice de flujo de fusión de los polímeros de propileno se midió de acuerdo con ISO 1133 a una carga de 2,16 kg y 230 °C, y a 190 °C y 21,6 kg para polietilenos.
Punto de fusión
La medición DSC, máxima de la curva de fusión, índice de calentamiento 20 K/min.
Densidad
La densidad se determinó de acuerdo con DIN 53479, método A.
Medición de aspereza
Como una medida para la aspereza de las superficies de las películas, los valores de la aspereza Rz de las películas se midieron con base en DIN 4768, parte 1 y DIN 4777 y también DIN 4772 y 4774 por medio de un rugosímetro del tipo S8P de la compañía Feinprüf Perthen GmbH, Gottingen, de acuerdo con el método de perfilado. El cabezal de medición, un sistema de perfilado de un solo patín de acuerdo con DIN 4772, se equipó con una punta del estilete con radio de 5 pm y un ángulo del flanco de 90° a una fuerza del estilete de 0,8 a 1,12 mN y también un patín con radio de 25 mm en la dirección de deslizamiento. El intervalo de medición vertical se estableció en 62,5 pm, la
distancia de perfilado se estableció en 5,6 mm, y el límite del filtro RC de acuerdo con DIN 4768/1 se estableció en 0,25 mm.
Medición del brillo
La medición se realizó de acuerdo con DIN EN ISO 2813 en un ángulo de 60° a 25 °C. Como estándar, se utilizó un cristal de vidrio de color oscuro, pulido con un índice de refracción de 1,567 (medido a una longitud de onda de 587,6 nm y 25 °C), del cual el brillo correspondió a 100 unidades de brillo.
Determinación de la fuerza de separación
Se encontró desarrolló un método de laboratorio que puede demostrar las diferencias en el comportamiento de desapilado de las películas bajo condiciones estandarizadas.
El fin de la prueba era determinar la fuerza que se requiere con el fin de mover dos superficies de las películas que se apoyan una sobre la otra con relación entre sí. Con el fin de mantener constantes las superficies de la película que descansan una sobre la otra, la película se enrolló alrededor de un bloque de madera de 8,7 cm de largo y 5,7 cm de ancho. Esta área base de este modo corresponde al área de medición de la película. El bloque tenía 2,4 cm de alto.
El bloque de madera se hizo avanzar en una porción de película de paso y la película se fijó en la región de superposición por medio de sellado con calor o cinta adhesiva. Dos bloques de madera de este modo preparados, entonces se apilaron una sobre el otro. En el bloque la capa de cubierta interior de la película entonces se colocó de manera externa, por ejemplo. En el segundo bloque la capa de cubierta exterior de la película se colocó de manera externa.
La fuerza que actúa en una película apilada en una hoja colocada en el fondo se imitó en la prueba por medio de un peso definido. Un bloque de metal de área base idéntica, por lo tanto, se colocó en los dos bloques de madera que descansaran uno sobre el otro y tuvieran un peso de 1,0 kg.
La pila de este modo preparada, entonces se almacenó durante 2 h a 70 °C. Después del tiempo de almacenamiento, entonces el bloque de madera colocado en la parte superior se fijó en el lado transversal del mismo de manera que el bloque colocado en el fondo pueda ser desplazado con respecto al bloque superior sin mover también el bloque colocado en la parte superior y el peso colocado en el mismo. Con una celda de carga adecuada, entonces se determinó qué fuerza sería requerida con el fin de expulsar el bloque más bajo de la pila (bloque de madera superior y peso).
Ejemplo 1
Después del método de coextrusión, se extruyó una película preliminar de cinco capas de un troquel de película plana. Esta película preliminar fue vaciada en un rodillo enfriador, solidificada y luego orientada en la dirección longitudinal y transversal y por último fijada. La superficie de la capa de cubierta exterior se trató previamente por medio de corona para incrementar la tensión superficial. La película de cinco capas tuvo una estructura estratificada constituida por la capa de cubierta interior/capa intermedia interior/capa base/capa intermedia exterior/capa de cubierta exterior. Las capas individuales de la película tuvieron la siguiente composición:
capa de cubierta interior (2,3 |jm):
65 % en peso de copolímero de etileno-propileno con un punto de fusión de 135 °C y un índice de flujo de fusión de 7,3 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
35 % en peso de polietileno con una densidad de 0,934 g/cm3 y un índice de flujo de fusión (190 °C y 21,6 kg) de 14,5 g/10 min.
capa intermedia interior (4,0 jm):
99,88 % en peso de homopolímero de propileno (PP) con una proporción soluble de n-heptano de 4,5 % (en relación con 100 % de PP), un punto de fusión de 165 °C y un índice de flujo de fusión de 3,2 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
0,12 % en peso de amida de ácido erúcico (ESA)
capa base (40,2 jm )
85,95 % en peso de homopolímero de propileno (PP) con una proporción soluble de n-heptano de 4,5 % en peso (en relación con 100 % de PP), y un punto de fusión de 165 °C y un índice de flujo de fusión de 3,2 g/10 min a 230 °C y una carga de 2,16 kg (iSo 1133)
14 % en peso de carbonato de calcio con un diámetro de partícula promedio de 3,5 jm
0,05 % en peso de amida de ácido erúcico (ESA)
capa intermedia exterior (2,7 |jm)
94 % en peso de homopolímero de propileno (PP) con una proporción soluble de n-heptano de 4,5 % en peso (con base en 100 % de PP), un punto de fusión de 165 °C y un índice de flujo de fusión de 3,2 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
6 % en peso de TO2 con un diámetro de partícula promedio de 0,1 a 0,3 jm
capa de cubierta exterior (0,8 jm):
70 % en peso de copolímero de etileno-propileno con un punto de fusión de 135 °C y un índice de flujo de fusión de 7,3 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
30 % en peso de polietileno con una densidad de 0,934 g/cm3 y un índice de flujo de fusión (190 °C y 21,6 kg) de 14,5 g/10 min
Todas las capas de la película contenían adicionalmente un agente estabilizador y de neutralización en cantidades convencionales.
Más específicamente, se seleccionaron las siguientes condiciones y temperaturas durante la fabricación de la película:
extrusión: temperatura de extrusión aproximadamente 250 °C
rodillo enfriador: temperatura 25 °C,
estiramiento longitudinal: T = 120 °C
estiramiento longitudinal por un factor de 4,8
estiramiento transversal: T = 155 °C
estiramiento transversal por un factor de 8
fijación T = 133 °C
La película se trató superficialmente en la superficie de la capa de cubierta exterior por medio de corona. La película tuvo una densidad de 0,56 g/cm3 y un espesor de 50 jm.
Ejemplo 2
Una película de acuerdo con el Ejemplo 1 se produjo con los siguientes espesores de la capa de desviación. El espesor de la capa de cubierta exterior fue de 0,5 jm, y el espesor de la capa intermedia exterior fue de 2,1 jm. Los espesores de las otras capas y también la composición de todas las capas se mantuvieron sin cambio.
Ejemplo 3
Una película de acuerdo con el Ejemplo 1 se produjo con la siguiente composición de desviación de las capas individuales:
capa de cubierta interior (1,5 jm):
35 % en peso de copolímero de etileno-propileno con un punto de fusión de 135 °C y un índice de flujo de fusión de 7,3 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
35 % en peso de polietileno con una densidad de 0,934 g/cm3 y un índice de flujo de fusión (190 °C y 21,6 kg) de 14,5 g/10 min
30 % en peso de copolímero de etileno-propileno-butileno con un punto de fusión de 135 °C y un índice de flujo de fusión de 5,5 g/10 min a 230 ° y una carga de 2,16 kg (ISO 1133)
capa intermedia interior (4,3 jm )
99,88 % en peso de homopolímero de propileno (PP) con una proporción soluble de n-heptano de 4,5 % en peso (con base en 100 % de PP), un punto de fusión de 165 °C y un índice de flujo de fusión de 3,2 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
0,12 % en peso de amida de ácido erúcico (ESA)
capa base (41,3 jm )
84,95 % en peso de homopolímero de propileno (PP) con una proporción soluble de n-heptano de 4,5 % en peso (con base en 100 % de PP), un punto de fusión de 165 °C y un índice de flujo de fusión de 3,2 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
15 % en peso de carbonato de calcio con un diámetro de partícula promedio de 3,5 jm
0,05 % en peso de amida de ácido erúcico (ESA)
capa intermedia exterior (2,3 jm )
94 % en peso de homopolímero de propileno (PP) con una proporción soluble de n-heptano de 4,5 % en peso (con base en 100 % de PP), un punto de fusión de 165 °C y un índice de flujo de fusión de 3,2 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
6 % en peso de TÍO2 con un diámetro de partícula promedio de 0,1 a 0,3 |jm
capa de cubierta exterior (0,6 jm):
60 % en peso de copolímero de etileno-propileno-butileno con un punto de fusión de 135 °C y un índice de flujo de fusión de 5,5 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
20 % en peso de copolímero de etileno-propileno con un punto de fusión de 135 °C y un índice de flujo de fusión de 7,3 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
20 % en peso de polietileno con una densidad de 0,934 g/cm3 y un índice de flujo de fusión (190 °C y 21,6 kg) de 14,5 g/10 min.
Todas las capas de la película contenían adicionalmente un agente estabilizador y de neutralización en cantidades convencionales.
Ejemplo comparativo
Una película de acuerdo con el Ejemplo 1 se produjo con la siguiente composición de desviación de las capas individuales:
capa de cubierta interior (0,5 jm):
100 % en peso de copolímero de etileno-propileno con un punto de fusión de 135 °C y un índice de flujo de fusión de 7,3 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
capa intermedia interior (3,6 jm )
100 % en peso de homopolímero de propileno (PP) con una proporción soluble de n-heptano de 4,5 % en peso (en relación con 100 % de PP), un punto de fusión de 165 °C y un índice de flujo de fusión de 3,2 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
capa base (39,1 jm )
89 % en peso de homopolímero de propileno (PP) con una proporción soluble de n-heptano de 4,5 % en peso (en relación con 100 % de PP), y un punto de fusión de 165 °C y un índice de flujo de fusión de 3,2 g/10 min a 230 °C y una carga de 2,16 kg (iSo 1133)
8.6 % en peso de carbonato de calcio con un diámetro de partícula promedio de 3,5 jm
2.4 % en peso de TO 2 con un diámetro de partícula promedio de 0,1 a 0,3 jm
capa intermedia exterior (6,3 jm )
6.4 % en peso de homopolímero de propileno (PP) con una proporción soluble de n-heptano de 4,5 % en peso (con base en 100 % de PP), un punto de fusión de 165 °C y un índice de flujo de fusión de 3,2 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
3.6 % en peso de TO 2 con un diámetro de partícula promedio de 0,1 a 0,3 jm
capa de cubierta exterior (0,5 jm):
10 % en peso de copolímero de etileno-propileno con un punto de fusión de 135 °C y un índice de flujo de fusión de 7,3 g/10 min a 230 °C y una carga de 2,16 kg (ISO 1133)
5 % en peso de polietileno con una densidad de 0,937 g/cm3 y un índice de flujo de fusión (190 °C y 21,6 kg) de 14,5 g/10 min
85 % en peso de copolímero de etileno-propileno-butileno con un punto de fusión de 135 °C y un índice de flujo de fusión de 5,5 g/10 min a 230 ° y una carga de 2,16 kg (ISO 1133)
Todas las capas de la película contenían adicionalmente un agente estabilizador y de neutralización en cantidades convencionales.
Los resultados de las mediciones de la fuerza de separación en estas películas se resumen en la siguiente tabla.
T l
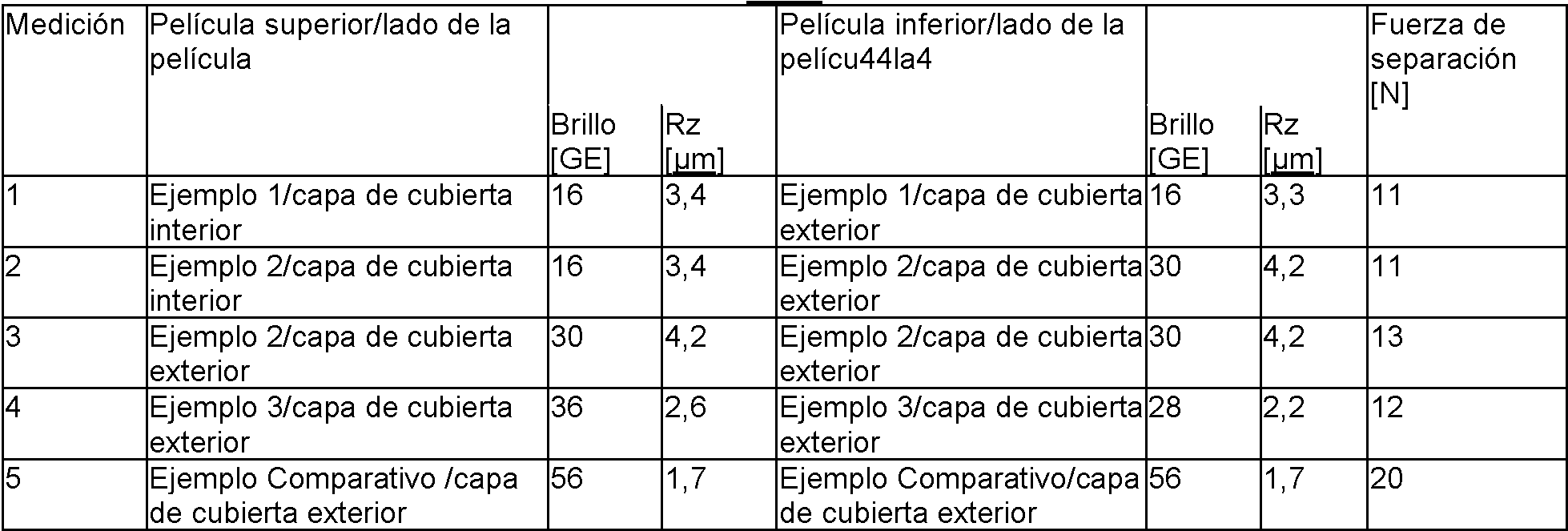
Claims (16)
1. Película de poliolefina, de capas múltiples, opaca y biaxialmente orientada, con un espesor de menos de 150 |jm y mayor que 15 jm, que comprende
a. una capa base que contiene vacuolas, que contiene por lo menos un polímero de por lo menos una olefina, b. una capa intermedia interior, que contiene por lo menos un polímero de por lo menos una olefina, c. una capa intermedia exterior, que contiene por lo menos un polímero de por lo menos una olefina, d. una capa de cubierta interior, que contiene un 5 - 70 % en peso de por lo menos un polietileno y también un 30 - 95 % en peso de por lo menos un polímero de propileno, y
e. una capa de cubierta exterior, que contiene un 5 - 70 % en peso de por lo menos un polietileno y también 30 -95 % en peso de por lo menos un polímero de propileno,
en donde las cantidades especificadas en cada caso se refieren al peso de la respectiva capa, caracterizada por que la película en ambos lados tiene un brillo de menos de 50 unidades de brillo, medidas de acuerdo con DIN EN ISO 2813 en un ángulo de 60° y a una temperatura de 25 °C, y la fuerza de separación para el desapilado de la película, medida desde un lado de la película contra un lado de la película, es inferior a 20 N.
2. Película según la reivindicación 1, caracterizada por que la película en ambos lados tiene un brillo de menos de 40 unidades de brillo medidas de acuerdo con DIN EN ISO 2813 en un ángulo de 60° y a una temperatura de 25 °C.
3. Película según las reivindicaciones 1 o 2, caracterizada por que la capa de cubierta interior y la capa de cubierta exterior, en cada caso independientemente una de la otra, contienen un 15 - 55 % en peso de por lo menos un polietileno y también un 45 - 85 % en peso de por lo menos un polímero de propileno.
4. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que la capa de cubierta interior y la capa de cubierta exterior, cada una independientemente una de la otra, contienen HDPE o MDPE.
5. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que la capa de cubierta interior y la capa de cubierta exterior, cada una independientemente una de la otra, contienen por lo menos un copolímero de etileno-propileno, por lo menos un copolímero de propileno-butileno o por lo menos un copolímero de etileno-propileno-butileno.
6. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que la capa de cubierta interior y la capa de cubierta exterior, cada una independientemente una de la otra, contienen por lo menos un polímero de propileno con un punto de fusión en el intervalo de 105 a 140 °C.
7. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que la capa intermedia interior y la capa intermedia exterior contienen cada una por lo menos un polímero de propileno.
8. Película según la reivindicación 7, caracterizada por que la capa intermedia interior y la capa intermedia exterior contienen cada una por lo menos un 70 % en peso de por lo menos un polímero de propileno.
9. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que la capa base contiene por lo menos un polímero de propileno.
10. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que la capa base contiene por lo menos un 70 % de por lo menos un polímero de propileno.
11. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que el espesor de la capa de cubierta interior y de la capa de cubierta exterior se encuentra, en cada caso, en el intervalo de 0,1 a 10,0 jm.
12. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que la densidad de la película se encuentra en un intervalo de 0,2 a 0,80 g/cm3.
13. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que la película en ambos lados tiene una aspereza de superficie Rz en un intervalo de 2,0 - 6 jm con un límite de 0,25 mm.
14. Película según por lo menos una de las reivindicaciones anteriores, caracterizada por que la fuerza de separación para el desapilado de la película es de menos de 15 N medida desde un lado de la película contra un lado de la película.
15. Uso de una película según por lo menos una de las reivindicaciones 1 a 14 en un método de etiquetado en el molde.
16. Método para fabricar un recipiente etiquetado, en donde una película de acuerdo con por lo menos una de las
reivindicaciones 1 a 14 se imprime por medio de la impresión alimentada con hojas y la película impresa se utiliza en un método de etiquetado en el molde para la fabricación del recipiente etiquetado.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12005126.3A EP2684675B1 (de) | 2012-07-11 | 2012-07-11 | Polymerfolie zum In-Mould-Etikettieren |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2774213T3 true ES2774213T3 (es) | 2020-07-17 |
Family
ID=48782274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES12005126T Active ES2774213T3 (es) | 2012-07-11 | 2012-07-11 | Película de polímero para etiquetado en el molde |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US9895865B2 (es) |
| EP (1) | EP2684675B1 (es) |
| AU (1) | AU2013289633B2 (es) |
| CA (1) | CA2878757C (es) |
| EA (1) | EA030213B1 (es) |
| ES (1) | ES2774213T3 (es) |
| HU (1) | HUE048296T2 (es) |
| MX (1) | MX389223B (es) |
| PL (1) | PL2684675T3 (es) |
| PT (1) | PT2684675T (es) |
| WO (1) | WO2014009010A1 (es) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017003962A1 (de) * | 2017-04-25 | 2018-10-25 | Treofan Germany Gmbh & Co. Kg | Polymerfolie zum In-Mould-Etikettieren |
| EP3482929A1 (en) * | 2017-11-13 | 2019-05-15 | Polilux Plastik Film Sanayi Ve Ticaret A.S. | Polymeric films for in-mould labels |
| EP3713764B1 (en) | 2017-11-22 | 2023-04-19 | Dow Global Technologies LLC | Polyolefin based films with matte surface and improved sealing performance |
| US12397533B2 (en) * | 2019-10-07 | 2025-08-26 | Mucell Extrusion, Llc | Lightweight multilayer foam film with enhanced perceived surface whiteness |
| JP7834278B2 (ja) * | 2022-01-29 | 2026-03-24 | 有限会社K・Mプランニング | ラベル及び容器 |
| IT202200025401A1 (it) | 2022-12-13 | 2024-06-13 | Taghleef Ind S P A Con Socio Unico | Film multistrato |
| IT202200025404A1 (it) | 2022-12-13 | 2024-06-13 | Taghleef Ind S P A Con Socio Unico | Film multistrato |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3940173A1 (de) | 1989-12-05 | 1991-06-06 | Hoechst Ag | Beidseitig siegelbare, biaxial orientierte polyolefin-mehrschichtfolie, ihre herstellung und ihre verwendung |
| DE59207030D1 (de) * | 1991-05-28 | 1996-10-10 | Hoechst Ag | Siegelbare, opake, biaxial orientierte Polypropylen-Mehrschichtfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| GB2262062B (en) | 1991-12-03 | 1996-01-24 | Courtaulds Films & Packaging | Polymeric films |
| GB2274809B (en) | 1993-02-06 | 1997-03-19 | Courtaulds Films | Polymeric films |
| DE4311422A1 (de) | 1993-04-07 | 1994-10-13 | Hoechst Ag | Opake, matte, biaxial orientierte Polypropylen-Mehrschichtfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE4311950A1 (de) * | 1993-04-10 | 1994-10-13 | Hoechst Ag | Opake, matte Polypropylen-Mehrschichtfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE4312543A1 (de) | 1993-04-17 | 1994-10-20 | Hoechst Ag | Matte Transfermetallisierungsfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE4313430A1 (de) | 1993-04-27 | 1994-11-03 | Hoechst Ag | Matte, biaxial orientierte Polypropylen-Mehrschichtfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| GB2321875A (en) | 1997-02-08 | 1998-08-12 | Hoechst Trespaphan Gmbh | Polymeric films having voided core layer |
| DE19836657A1 (de) | 1998-08-13 | 2000-02-17 | Hoechst Trespaphan Gmbh | Mehrschichtig biaxial orientierte Polypropylenfolie mit verbesserter Barriere, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE19949898C2 (de) | 1999-10-15 | 2003-01-30 | Trespaphan Gmbh | Verwendung einer Polyolefinfolie als In-Mould-Etikett |
| WO2002045956A1 (de) | 2000-12-06 | 2002-06-13 | Trespaphan Gmbh | Etikettenfolie mit verbesserter haftfähigkeit |
| PL2170605T3 (pl) | 2007-07-18 | 2011-12-30 | Treofan Germany Gmbh & Co Kg | Folia na etykiety do formowania głębokotłocznego |
| DE102007034049B3 (de) | 2007-07-19 | 2008-06-12 | Hoerbiger Automatisierungstechnik Holding Gmbh | Piezoelektrisches Ventil |
| MX2010004451A (es) | 2007-10-24 | 2010-05-05 | Treofan Germany Gmbh & Co Kg | Pelicula de etiqueta para etiquetas completas. |
| PT2421698T (pt) | 2009-04-24 | 2016-07-26 | Treofan Germany Gmbh & Co Kg | Película para etiquetas |
-
2012
- 2012-07-11 ES ES12005126T patent/ES2774213T3/es active Active
- 2012-07-11 EP EP12005126.3A patent/EP2684675B1/de not_active Revoked
- 2012-07-11 HU HUE12005126A patent/HUE048296T2/hu unknown
- 2012-07-11 PL PL12005126T patent/PL2684675T3/pl unknown
- 2012-07-11 PT PT120051263T patent/PT2684675T/pt unknown
-
2013
- 2013-07-10 AU AU2013289633A patent/AU2013289633B2/en active Active
- 2013-07-10 US US14/413,567 patent/US9895865B2/en active Active
- 2013-07-10 MX MX2015000436A patent/MX389223B/es unknown
- 2013-07-10 CA CA2878757A patent/CA2878757C/en active Active
- 2013-07-10 EA EA201590190A patent/EA030213B1/ru unknown
- 2013-07-10 WO PCT/EP2013/002030 patent/WO2014009010A1/de not_active Ceased
-
2018
- 2018-01-31 US US15/885,213 patent/US11084257B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| HUE048296T2 (hu) | 2020-07-28 |
| US11084257B2 (en) | 2021-08-10 |
| EA030213B1 (ru) | 2018-07-31 |
| PL2684675T3 (pl) | 2020-06-01 |
| AU2013289633B2 (en) | 2017-12-21 |
| CA2878757C (en) | 2020-09-15 |
| WO2014009010A1 (de) | 2014-01-16 |
| MX2015000436A (es) | 2015-07-14 |
| EA201590190A1 (ru) | 2015-04-30 |
| US9895865B2 (en) | 2018-02-20 |
| CA2878757A1 (en) | 2014-01-16 |
| EP2684675A1 (de) | 2014-01-15 |
| MX389223B (es) | 2025-03-20 |
| AU2013289633A1 (en) | 2015-02-05 |
| US20180207915A1 (en) | 2018-07-26 |
| US20150165734A1 (en) | 2015-06-18 |
| EP2684675B1 (de) | 2019-11-27 |
| PT2684675T (pt) | 2020-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2774213T3 (es) | Película de polímero para etiquetado en el molde | |
| CA2436695C (en) | Label film with improved adhesion | |
| US6844079B2 (en) | Film having an improved sealability and adherence | |
| ES2529674T3 (es) | Película para etiquetas, para etiquetas envolventes | |
| RU2688597C2 (ru) | Пленка из термопластичной смолы и способ ее изготовления, вплавляемая этикетка, пластмассовая емкость с этикеткой и способ ее изготовления | |
| ES2299743T3 (es) | Pelicula para etiquetas para metodos en molde. | |
| US8974908B2 (en) | Label film for deep-draw processes | |
| ES2826431T3 (es) | Película de polietileno de baja densidad, lineal, biorientada con propiedades de sellado mejoradas | |
| US8920890B2 (en) | Label for in-mold forming and resin container with the label | |
| MXPA02003751A (es) | Etiqueta elaborada de pelicula de poliolefina. | |
| ES2589631T3 (es) | Película para etiquetas | |
| ES2397872T3 (es) | Uso de una película de etiqueta para procesos de embutición profunda | |
| CA2483344C (en) | Use of polypropylene films for in-mould labelling | |
| JP7848033B2 (ja) | 熱可塑性樹脂フィルム、ラベル及びインモールドラベル | |
| CN117615909A (zh) | 层叠膜和包装袋 | |
| JP2004209905A (ja) | 熱収縮性包装材 | |
| ZA200304430B (en) | Label film with improved adhesion. |