ES2810124T3 - Cuero natural decorado - Google Patents
Cuero natural decorado Download PDFInfo
- Publication number
- ES2810124T3 ES2810124T3 ES17166694T ES17166694T ES2810124T3 ES 2810124 T3 ES2810124 T3 ES 2810124T3 ES 17166694 T ES17166694 T ES 17166694T ES 17166694 T ES17166694 T ES 17166694T ES 2810124 T3 ES2810124 T3 ES 2810124T3
- Authority
- ES
- Spain
- Prior art keywords
- leather
- inkjet
- base layer
- manufacturing
- decorative image
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000010985 leather Substances 0.000 title claims abstract description 207
- 239000000976 ink Substances 0.000 claims abstract description 83
- 238000004519 manufacturing process Methods 0.000 claims abstract description 26
- 238000000034 method Methods 0.000 claims abstract description 25
- 238000007641 inkjet printing Methods 0.000 claims abstract description 24
- 230000008569 process Effects 0.000 claims abstract description 15
- 239000004814 polyurethane Substances 0.000 claims description 15
- 229920000642 polymer Polymers 0.000 claims description 14
- 229920002635 polyurethane Polymers 0.000 claims description 14
- 238000005520 cutting process Methods 0.000 claims description 9
- 238000005034 decoration Methods 0.000 claims description 7
- 229920001577 copolymer Polymers 0.000 claims description 6
- 238000004806 packaging method and process Methods 0.000 claims description 2
- 239000000049 pigment Substances 0.000 description 41
- 239000010410 layer Substances 0.000 description 36
- 239000006185 dispersion Substances 0.000 description 22
- 230000005855 radiation Effects 0.000 description 18
- 238000007639 printing Methods 0.000 description 16
- 239000004952 Polyamide Substances 0.000 description 13
- 239000000178 monomer Substances 0.000 description 13
- 229920002647 polyamide Polymers 0.000 description 13
- 230000001681 protective effect Effects 0.000 description 13
- 241001479434 Agfa Species 0.000 description 11
- 239000002245 particle Substances 0.000 description 11
- 238000001723 curing Methods 0.000 description 10
- 230000008901 benefit Effects 0.000 description 9
- 238000002360 preparation method Methods 0.000 description 9
- 150000001875 compounds Chemical class 0.000 description 7
- 230000007547 defect Effects 0.000 description 7
- 239000004971 Cross linker Substances 0.000 description 6
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 6
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- 239000004615 ingredient Substances 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 206010047571 Visual impairment Diseases 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 239000000839 emulsion Substances 0.000 description 5
- 241001465754 Metazoa Species 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- RASZIXQTZOARSV-BDPUVYQTSA-N astacin Chemical compound CC=1C(=O)C(=O)CC(C)(C)C=1/C=C/C(/C)=C/C=C/C(/C)=C/C=C/C=C(C)C=CC=C(C)C=CC1=C(C)C(=O)C(=O)CC1(C)C RASZIXQTZOARSV-BDPUVYQTSA-N 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 239000003086 colorant Substances 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 229920001864 tannin Polymers 0.000 description 4
- 239000001648 tannin Substances 0.000 description 4
- 235000018553 tannin Nutrition 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 238000009966 trimming Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 3
- 101000957815 Culex pipiens Alpha-glucosidase Proteins 0.000 description 3
- SJRJJKPEHAURKC-UHFFFAOYSA-N N-Methylmorpholine Chemical compound CN1CCOCC1 SJRJJKPEHAURKC-UHFFFAOYSA-N 0.000 description 3
- 101100001773 Oryza sativa subsp. japonica AOC gene Proteins 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 230000003750 conditioning effect Effects 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000006224 matting agent Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 238000003847 radiation curing Methods 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 239000004408 titanium dioxide Substances 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- 102000034498 Astacin Human genes 0.000 description 2
- 108090000658 Astacin Proteins 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- FMKGDHLSXFDSOU-BDPUVYQTSA-N Dienon-Astacin Natural products CC(=C/C=C/C=C(C)/C=C/C=C(C)/C=C/C1=C(C)C(=O)C(=CC1(C)C)O)C=CC=C(/C)C=CC2=C(C)C(=O)C(=CC2(C)C)O FMKGDHLSXFDSOU-BDPUVYQTSA-N 0.000 description 2
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 2
- LEQAOMBKQFMDFZ-UHFFFAOYSA-N alpha-ketodiacetal Natural products O=CC=O LEQAOMBKQFMDFZ-UHFFFAOYSA-N 0.000 description 2
- 235000003676 astacin Nutrition 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 238000004061 bleaching Methods 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 238000004043 dyeing Methods 0.000 description 2
- 238000002296 dynamic light scattering Methods 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 238000005562 fading Methods 0.000 description 2
- 239000003925 fat Substances 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000012949 free radical photoinitiator Substances 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 230000008520 organization Effects 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000011241 protective layer Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- 239000012463 white pigment Substances 0.000 description 2
- PSGCQDPCAWOCSH-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) prop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C=C)CC1C2(C)C PSGCQDPCAWOCSH-UHFFFAOYSA-N 0.000 description 1
- JWYVGKFDLWWQJX-UHFFFAOYSA-N 1-ethenylazepan-2-one Chemical compound C=CN1CCCCCC1=O JWYVGKFDLWWQJX-UHFFFAOYSA-N 0.000 description 1
- KJSGODDTWRXQRH-UHFFFAOYSA-N 2-(dimethylamino)ethyl benzoate Chemical compound CN(C)CCOC(=O)C1=CC=CC=C1 KJSGODDTWRXQRH-UHFFFAOYSA-N 0.000 description 1
- RZVINYQDSSQUKO-UHFFFAOYSA-N 2-phenoxyethyl prop-2-enoate Chemical compound C=CC(=O)OCCOC1=CC=CC=C1 RZVINYQDSSQUKO-UHFFFAOYSA-N 0.000 description 1
- KTALPKYXQZGAEG-UHFFFAOYSA-N 2-propan-2-ylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C(C)C)=CC=C3SC2=C1 KTALPKYXQZGAEG-UHFFFAOYSA-N 0.000 description 1
- IKVYHNPVKUNCJM-UHFFFAOYSA-N 4-propan-2-ylthioxanthen-9-one Chemical compound S1C2=CC=CC=C2C(=O)C2=C1C(C(C)C)=CC=C2 IKVYHNPVKUNCJM-UHFFFAOYSA-N 0.000 description 1
- LVGFPWDANALGOY-UHFFFAOYSA-N 8-methylnonyl prop-2-enoate Chemical compound CC(C)CCCCCCCOC(=O)C=C LVGFPWDANALGOY-UHFFFAOYSA-N 0.000 description 1
- 239000012958 Amine synergist Substances 0.000 description 1
- CFRSHKAETKIGIH-UHFFFAOYSA-N CC1(C)CC(O)CC(C)(C)N1OOC(=O)CCCCCCCCC(O)=O Chemical compound CC1(C)CC(O)CC(C)(C)N1OOC(=O)CCCCCCCCC(O)=O CFRSHKAETKIGIH-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 1
- SXRSQZLOMIGNAQ-UHFFFAOYSA-N Glutaraldehyde Chemical compound O=CCCCC=O SXRSQZLOMIGNAQ-UHFFFAOYSA-N 0.000 description 1
- 101100462505 Mus musculus Pik3c2a gene Proteins 0.000 description 1
- 206010034972 Photosensitivity reaction Diseases 0.000 description 1
- 229920002873 Polyethylenimine Polymers 0.000 description 1
- 101000978266 Schizosaccharomyces pombe (strain 972 / ATCC 24843) Carboxypeptidase Y Proteins 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 description 1
- 239000000370 acceptor Substances 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- MKSISPKJEMTIGI-LWTKGLMZSA-K aluminum (Z)-oxido-oxidoimino-phenylazanium Chemical compound [Al+3].[O-]\N=[N+](/[O-])c1ccccc1.[O-]\N=[N+](/[O-])c1ccccc1.[O-]\N=[N+](/[O-])c1ccccc1 MKSISPKJEMTIGI-LWTKGLMZSA-K 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- RWZYAGGXGHYGMB-UHFFFAOYSA-N anthranilic acid Chemical class NC1=CC=CC=C1C(O)=O RWZYAGGXGHYGMB-UHFFFAOYSA-N 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 150000004982 aromatic amines Chemical class 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000002457 bidirectional effect Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 150000001718 carbodiimides Chemical class 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- PBAYDYUZOSNJGU-UHFFFAOYSA-N chelidonic acid Natural products OC(=O)C1=CC(=O)C=C(C(O)=O)O1 PBAYDYUZOSNJGU-UHFFFAOYSA-N 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 210000001136 chorion Anatomy 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- XCJYREBRNVKWGJ-UHFFFAOYSA-N copper(II) phthalocyanine Chemical compound [Cu+2].C12=CC=CC=C2C(N=C2[N-]C(C3=CC=CC=C32)=N2)=NC1=NC([C]1C=CC=CC1=1)=NC=1N=C1[C]3C=CC=CC3=C2[N-]1 XCJYREBRNVKWGJ-UHFFFAOYSA-N 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- GDEBSAWXIHEMNF-UHFFFAOYSA-O cupferron Chemical compound [NH4+].O=NN([O-])C1=CC=CC=C1 GDEBSAWXIHEMNF-UHFFFAOYSA-O 0.000 description 1
- 238000007766 curtain coating Methods 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 125000004985 dialkyl amino alkyl group Chemical group 0.000 description 1
- 239000012470 diluted sample Substances 0.000 description 1
- MZRQZJOUYWKDNH-UHFFFAOYSA-N diphenylphosphoryl-(2,3,4-trimethylphenyl)methanone Chemical compound CC1=C(C)C(C)=CC=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 MZRQZJOUYWKDNH-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 150000002118 epoxides Chemical class 0.000 description 1
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- -1 formaldehyde, melamine derivatives Chemical class 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 229940015043 glyoxal Drugs 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 210000004209 hair Anatomy 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000010330 laser marking Methods 0.000 description 1
- 239000002649 leather substitute Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- CRVGTESFCCXCTH-UHFFFAOYSA-N methyl diethanolamine Chemical compound OCCN(C)CCO CRVGTESFCCXCTH-UHFFFAOYSA-N 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229930014626 natural product Natural products 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 150000002918 oxazolines Chemical class 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 230000036211 photosensitivity Effects 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- FSDNTQSJGHSJBG-UHFFFAOYSA-N piperidine-4-carbonitrile Chemical compound N#CC1CCNCC1 FSDNTQSJGHSJBG-UHFFFAOYSA-N 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920003009 polyurethane dispersion Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 102000004169 proteins and genes Human genes 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000004062 sedimentation Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 229910002076 stabilized zirconia Inorganic materials 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000000153 supplemental effect Effects 0.000 description 1
- MUTNCGKQJGXKEM-UHFFFAOYSA-N tamibarotene Chemical compound C=1C=C2C(C)(C)CCC(C)(C)C2=CC=1NC(=O)C1=CC=C(C(O)=O)C=C1 MUTNCGKQJGXKEM-UHFFFAOYSA-N 0.000 description 1
- 238000010345 tape casting Methods 0.000 description 1
- 150000003510 tertiary aliphatic amines Chemical class 0.000 description 1
- BSYVTEYKTMYBMK-UHFFFAOYSA-N tetrahydrofurfuryl alcohol Chemical compound OCC1CCCO1 BSYVTEYKTMYBMK-UHFFFAOYSA-N 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- YRHRIQCWCFGUEQ-UHFFFAOYSA-N thioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC=CC=C3SC2=C1 YRHRIQCWCFGUEQ-UHFFFAOYSA-N 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 239000001052 yellow pigment Substances 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0076—Digital printing on surfaces other than ordinary paper on wooden surfaces, leather, linoleum, skin, or flowers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/14—Security printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0047—Digital printing on surfaces other than ordinary paper by ink-jet printing
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/73—Polyisocyanates or polyisothiocyanates acyclic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/101—Inks specially adapted for printing processes involving curing by wave energy or particle radiation, e.g. with UV-curing following the printing
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
- C09D11/32—Inkjet printing inks characterised by colouring agents
- C09D11/322—Pigment inks
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C14—SKINS; HIDES; PELTS; LEATHER
- C14B—MECHANICAL TREATMENT OR PROCESSING OF SKINS, HIDES OR LEATHER IN GENERAL; PELT-SHEARING MACHINES; INTESTINE-SPLITTING MACHINES
- C14B1/00—Manufacture of leather; Machines or devices therefor
- C14B1/44—Mechanical treatment of leather surfaces
- C14B1/56—Ornamenting, producing designs, embossing
-
- C—CHEMISTRY; METALLURGY
- C14—SKINS; HIDES; PELTS; LEATHER
- C14C—CHEMICAL TREATMENT OF HIDES, SKINS OR LEATHER, e.g. TANNING, IMPREGNATING, FINISHING; APPARATUS THEREFOR; COMPOSITIONS FOR TANNING
- C14C1/00—Chemical treatment prior to tanning
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P1/00—General processes of dyeing or printing textiles, or general processes of dyeing leather, furs, or solid macromolecular substances in any form, classified according to the dyes, pigments, or auxiliary substances employed
- D06P1/44—General processes of dyeing or printing textiles, or general processes of dyeing leather, furs, or solid macromolecular substances in any form, classified according to the dyes, pigments, or auxiliary substances employed using insoluble pigments or auxiliary substances, e.g. binders
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P1/00—General processes of dyeing or printing textiles, or general processes of dyeing leather, furs, or solid macromolecular substances in any form, classified according to the dyes, pigments, or auxiliary substances employed
- D06P1/44—General processes of dyeing or printing textiles, or general processes of dyeing leather, furs, or solid macromolecular substances in any form, classified according to the dyes, pigments, or auxiliary substances employed using insoluble pigments or auxiliary substances, e.g. binders
- D06P1/52—General processes of dyeing or printing textiles, or general processes of dyeing leather, furs, or solid macromolecular substances in any form, classified according to the dyes, pigments, or auxiliary substances employed using insoluble pigments or auxiliary substances, e.g. binders using compositions containing synthetic macromolecular substances
- D06P1/5264—Macromolecular compounds obtained otherwise than by reactions involving only unsaturated carbon-to-carbon bonds
- D06P1/5285—Polyurethanes; Polyurea; Polyguanides
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P3/00—Special processes of dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form, classified according to the material treated
- D06P3/02—Material containing basic nitrogen
- D06P3/04—Material containing basic nitrogen containing amide groups
- D06P3/32—Material containing basic nitrogen containing amide groups leather skins
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/20—Physical treatments affecting dyeing, e.g. ultrasonic or electric
- D06P5/2005—Treatments with alpha, beta, gamma or other rays, e.g. stimulated rays
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/30—Ink jet printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/40—Cover layers; Layers separated from substrate by imaging layer; Protective layers; Layers applied before imaging
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Textile Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Treatment And Processing Of Natural Fur Or Leather (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
- Ink Jet (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
Abstract
Procedimiento de fabricación de cuero natural decorado que comprende los pasos de: - aplicar una capa base (44) sobre cuero en crust (45), - imprimir por inyección de tinta (4) una imagen decorativa (8) sobre la capa base (44) utilizando una o más tintas de inyección pigmentadas, y - aplicar uno o más códigos de identificación (9).
Description
DESCRIPCIÓN
Cuero natural decorado
Campo de la invención
La presente invención hace referencia a la fabricación de cuero natural decorado y de artículos de cuero fabricados con ello.
Antecedentes de la invención
La fabricación de artículos de cuero natural es bien conocida y, tal como se muestra en la Figura 1, normalmente puede dividirse en cinco fases. La fase preparatoria 1 a menudo tiene lugar en parte en un matadero y en parte en una curtiduría, mientras que las fases 2 a 4 tienen lugar en la curtiduría, y la fase 5 tiene lugar en las instalaciones de un fabricante de artículos de cuero. En una primera fase -la fase preparatoria-, al animal se le quita la piel (desuello), que se pretrata para prepararla para la segunda fase de curtido. El pretratamiento puede entrañar procesos tales como el remojo, el encalado, la pelambre, la separación y el encurtido (mediante la regulación del pH para ayudar a que penetren los taninos). En la fase de curtido, las proteínas del cuero crudo o la piel se convierten en un material estable e imputrescible. El cromo es el tanino que se utiliza más frecuentemente, según lo cual el producto curtido adquiere un color azul pálido, gracias a lo cual se denomina corrientemente “azul mojado” (wet blue). En la tercera fase de acondicionamiento (crusting), el cuero curtido se seca y se ablanda. El acondicionamiento incluye a menudo procesos tales como la eliminación de taninos adheridos a la superficie (stripping), el engrase (la adhesión de grasas, aceites y ceras a las fibras de cuero), el teñido, el blanqueo, el ablandado físico y el descarne (la abrasión de la superficie del cuero para reducir los defectos de grano). En la cuarta fase -la llamada fase de acabado-, el cuero se prepara para la venta a fabricantes de artículos de cuero. Las operaciones de acabado pueden incluir el lacado, el pulido y el estampado. En la quinta fase se fabrica un artículo de cuero según procesos que pueden incluir el corte, la perforación, el cosido, el enrollado, la decoración y el repujado del cuero.
El cuero es considerado por si mismo un producto de lujo, pero su personalización y adaptación mediante, por ejemplo, decoración pueden aumentar aún más esta sensación de lujo. En tiempos pasados, el cuero natural se decoraba por serigrafía. Sin embargo, la serigrafía es laboriosa y requiere una malla individual para la aplicación de cada color. Esto resulta costoso y lleva mucho tiempo, especialmente cuando se desea la personalización o adaptación.
Se ha investigado la aplicación de tecnologías de impresión digital al cuero terminado, pero muchas de las soluciones aplicadas a dicho cuero siguen siendo de mala calidad. Se ha estudiado la posibilidad de aplicar a la impresión en cuero las tecnologías de impresión por inyección de tinta procedentes de la impresión en textiles en la que se emplea papel de transferencia térmica. Sin embargo, al igual que en el caso de la impresión por inyección de tinta directamente sobre cuero natural, se vio que un proceso de impresión por inyección de tinta de imágenes basadas en tinta sobre una hoja de papel de transferencia y, luego, de transferencia por calor de las imágenes sobre un cuero curtido daba como resultado una calidad inaceptable de muchos productos de cuero de lujo. En los documentos WO 01/32434 A (GILHAM) y US 2016067984 A (CHUNG) se divulgan ejemplos de tales procesos de impresión por inyección de tinta. Era necesario mejorar aspectos tales como la calidad de imagen, la decoloración por acción de la luz de las tintas transferidas y la resistencia al rayado.
El problema de la decoloración de tintas por acción de la luz puede resolverse utilizando tintas pigmentadas. En el documento GB 2510696 A (SERICOL) se divulga un método de impresión sobre un sustrato de cuero o de cuero sintético mediante la deposición de una capa de imprimación sobre dicho sustrato, comprendiendo la imprimación una resina termoplástica y agua, el secado y/o el curado al menos parcial de la imprimación, la impresión por inyección de tinta de una tinta híbrida curable por radiación/disolvente pigmentada sobre la capa de imprimación, y el secado y el curado de la capa de tinta híbrida.
Recientemente se ha obtenido cuero decorado de gran calidad mediante un procedimiento de impresión “en el interior” de cuero curtido utilizando tintas pigmentadas. En el documento WO 2013/135828 A (CODUS) se divulga un procedimiento de impresión en cuero curtido que comprende los pasos de a) aplicar un aceptor de tinta directamente sobre la superficie del cuero, b) aplicar tinta directamente sobre el aceptor por inyección de tinta, c) aplicar un aditivo a la tinta, d) calentar una superficie de una barrera que es sustancialmente impermeable a la tinta y e) hacer que la barrera calentada entre directamente en contacto con el aceptor de tinta, el aditivo y la tinta sobre la superficie de cuero para ablandar el aditivo, el aceptor de tinta y la tinta hacia el interior del cuero de modo que la tinta penetre hacia el interior del cuero.
El cuero impreso se corta en trozos de cuero que se cosen entre sí para formar artículos de cuero, tales como zapatos o bolsos. Gracias a la impresión por inyección de tinta sobre cuero curtido, la etapa de decoración se traslada ahora de las instalaciones del fabricante de artículos de cuero a la curtiduría, mientras que el corte y el cosido de cuero impreso para obtener artículos de cuero siguen realizándose en las instalaciones de fabricante de
artículos de cuero. Esto da lugar a problemas logísticos y a retrasos.
Por tanto, es necesario desarrollar un método más eficiente y económico de fabricación de artículos de cuero decorados de gran calidad que permitan su personalización y adaptación y resulten en un tiempo corto de entrega al cliente, ya que los tiempos de entrega prolongados reducen la sensación de lujo.
Resumen de la invención
Con el fin de superar los problemas descritos anteriormente, realizaciones preferidas de la presente invención se han realizado mediante un procedimiento de fabricación para la decoración de cuero natural tal y como se define en la reivindicación 1.
Mediante la aplicación de uno o más códigos de identificación al cuero en crust, una imagen impresa en la curtiduría se puede identificar sin error en las instalaciones del fabricante de artículos de cuero, en las que entonces se puede proceder a cortar los trozos de cuero necesarios de la imagen impresa, gracias a lo cual se evitan errores y se minimiza el gasto.
Los uno o más códigos de identificación también pueden utilizarse ventajosamente con otros fines, tales como el seguimiento y trazabilidad y la monitorización del inventario por parte tanto de la curtiduría como del fabricante de artículos de cuero. En el caso particular de que el código de identificación sea legible por máquina, esto tiene ventajas económicas, puesto que entonces la identificación puede realizarse deprisa.
La imagen decorativa suministrada por un servidor informático también puede imprimirse por inyección de tinta sin que haya una clara separación entre los trozos de cuero proyectados. Esto cuenta con la ventaja de que, hasta el momento de la venta real de un artículo de cuero, el dueño de una marca puede mantener en secreto la forma de una nueva colección del artículo de cuero, por ejemplo, un bolso de lujo, ya que puede mantenerse a la curtiduría ignorante de la forma de los trozos de cuero que han de cortarse y de su posible ensamblaje.
Estos y otros objetos de la presente invención resultarán evidentes a partir de la siguiente descripción detallada. Breve descripción de los dibujos
La Figura 1 muestra un flujograma de un proceso de fabricación tradicional de artículos de cuero que consta de distintas fases y ubicaciones.
La Figura 2 muestra un proceso de fabricación de cuero según la presente invención, en el que las flechas continuas hacen referencia a un transporte físico y las flechas discontinuas hacen referencia a un intercambio de información, por ejemplo, por Internet. En un servidor informático (18) hay almacenados datos sobre artículos de cuero que son fabricados por el fabricante de artículos de cuero (10). A través de una conexión digital (15, 16), tal como Internet, los clientes pueden ver desde su casa los artículos de cuero en una tienda (12) o sitio web (11). El cliente puede seleccionar un artículo de cuero específico con una decoración y una personalización deseadas, tras lo cual esta selección se comunica, junto con un código de identificación, al servidor informático (18) a través de una conexión digital (15, 16). A continuación, un pellejo (2) de una vaca (1) se curte, acondiciona y recubre en una curtiduría (3), que recupera y utiliza la decoración deseada y los datos del artículo de cuero seleccionado obtenidos del servidor informático (18) a través de una conexión digital (17) para aplicarla por impresión por inyección de tinta (4) a la costra de cuero recubierta. El cuero impreso por inyección de tinta (5), que incluye trozos de cuero impresos por inyección de tinta (7) que tienen una decoración impresa (8) y un código de identificación impreso (9), se transporta luego a las instalaciones del fabricante de artículos de cuero (10). El fabricante de artículos de cuero (10) utiliza el código de identificación impreso (9) para ensamblar el artículo de cuero (13) deseado a partir de los trozos de cuero impresos por inyección de tinta (7) recortados del cuero impreso por inyección de tinta (5). El fabricante de artículos de cuero (10) utiliza el código de identificación impreso (9) para recuperar la dirección de entrega correcta obtenida de la tienda (12) o del sitio web (11) y entrega el artículo de cuero (13) al cliente.
La Figura 3 muestra esquemáticamente un corte transversal de una piel de animal que incluye un grano (31) y un corion (33) separada por una unión entre grano y corion (32). Entre los distintos cueros que se fabrican a partir de la piel de animales se encuentran el cuero plena flor (34), el cuero flor de primera (35) y el serraje (36).
La Figura 4 es una representación esquemática de cuero impreso por inyección de tinta (41) que incluye, sobre el cuero en crust (45), una capa base (44), una imagen decorativa (43) y una capa superior (42).
La Figura 5 muestra, preferiblemente en una pantalla de ordenador, una imagen en cuero (51) que tiene una zona no imprimible (52), tal como una marca de bocado, y una zona imprimible (53), en la que hay trozos de cuero anidados como imágenes secundarias (55) a fin de obtener una imagen en cuero que contiene imágenes secundarias anidadas (54).
La Figura 6 muestra seis códigos bidimensionales distintos.
La Figura 7 es una fotografía de un cuero impreso por inyección de tinta (71) que contiene una imagen decorativa (73) y un código de identificación (74), mostrado éste en una vista ampliada (72) de la fotografía.
Descripción de realizaciones
Definiciones
La expresión “cuero en crust” o “cuero en pasta” significa cuero que ha sido curtido y secado, pero no acabado. El término “monofuncional”, tal y como se utiliza en monómeros y oligómeros monofuncionales, significa que éstos incluyen un único grupo polimerizable.
El término “polifuncional”, tal y como se utiliza en monómeros y oligómeros polifuncionales, significa que incluyen dos, tres o más grupos polimerizables.
El término “oligómero” significa un compuesto polimerizado a partir de 2 a 50 monómeros.
Procedimientos de fabricación de cuero natural decorado
Un procedimiento de fabricación de cuero natural decorado según una forma de realización preferida de la presente invención comprende los pasos de:
- aplicar una capa base (44) sobre cuero en crust (45),
- imprimir por inyección de tinta (4) una imagen decorativa (8) sobre la capa base (44) utilizando una o más tintas de inyección pigmentadas, y
- aplicar uno o más códigos de identificación (9).
La capa base aplicada sobre el cuero en crust es necesaria para proporcionar un nivel de calidad de imagen que corresponda al aspecto lujoso del cuero. El cuero natural es bastante poroso debido, entre otras cosas, a que se han eliminado los pelos del pellejo, por lo que una tinta de inyección de baja viscosidad podría penetrar rápidamente en el cuero, dando lugar a una mala calidad de imagen.
La imagen decorativa se imprime por inyección de tinta sobre la capa base utilizando una o más tintas de inyección pigmentadas. A diferencia de la mayoría de los colorantes, las tintas de inyección pigmentadas garantizan una buena fotoestabilidad, puesto que los artículos de cuero se utilizan a menudo en condiciones exteriores. Las una o más tintas de inyección pigmentadas pueden ser tintas de inyección acuosas, pero son preferiblemente tintas de inyección pigmentadas curables por radiación UV, ya que el curado por radiación UV “fija” rápidamente la imagen decorativa impresa por inyección de tinta. La buena calidad de imagen resultante contribuye aún más al aspecto lujoso del artículo de cuero decorado.
No existe restricción alguna en cuanto a la forma de aplicación de los uno o más códigos de identificación. Pueden aplicarse por medio de una etiqueta o por escritura, impresión, marcado láser o cualquier otra técnica similar, pero en una realización preferida se aplican por impresión por inyección de tinta. La ventaja de la misma es que pueden imprimirse por inyección de tinta junto con imágenes decorativas, lo cual minimiza los errores y reduce los costes económicos. En una realización particularmente preferida, los uno o más códigos de identificación son legibles por máquina. El código de identificación también puede integrarse en la imagen decorativa. Las etiquetas presentan la desventaja de que pueden despegarse del cuero durante pasos de fabricación posteriores a la impresión por inyección de tinta, por ejemplo, durante la aplicación de una capa superior. Sin embargo, las etiquetas tienen la ventaja de que pueden pegarse fácilmente a la cara posterior del cuero, maximizándose así el área imprimible de la cara anterior del cuero.
En una realización alternativa, un código de identificación se imprime por inyección de tinta antes de la aplicación de la imagen decorativa. Esto puede utilizarse ventajosamente al, por ejemplo, vincularse una cierta costra de cuero a un archivo digital que almacena información sobre la forma y los defectos de la costra de cuero. Esta información se obtiene escaneando la costra de cuero para establecer su forma y sus defectos. El cuero es un producto natural y, por tanto, no es un producto homogéneo. Puede contener orificios, marcas de mordisco, marcas de rayado por alambre de espino y otros defectos similares, los cuales influyen en la calidad de imagen. Estas áreas se almacenan luego en el archivo digital como áreas no imprimibles.
Puede utilizarse una pluralidad de códigos de identificación, por ejemplo, si se van a imprimir por inyección de tinta imágenes decorativas diferentes sobre un cuero en crust recubierto destinado a la producción de una pluralidad de artículos de cuero. En tal caso, cada código de identificación corresponde preferiblemente a un único artículo de cuero. Los trozos de cuero impresos por inyección de tinta (7) para este artículo de cuero (13) son identificados luego por el fabricante de artículos de cuero (10) a partir de su código de identificación (6) y recortados del cuero impreso (5).
Para mejorar la resistencia al rayado puede aplicarse una capa superior sobre la imagen decorativa y la capa base. En una realización preferida del procedimiento de fabricación, el cuero en crust, la capa base, la imagen decorativa y la capa superior se prensan en caliente. Gracias al documento WO 2013/135828 A (CODUS) se conoce un método así para conseguir que al menos parte del sándwich “capa base/imagen decorativa impresa por inyección de tinta/capa superior” penetre y se fusione hacia el interior del cuero.
Mediante el escaneo de la superficie del cuero natural para detectar orificios, marcas de mordisco y otros defectos superficiales antes de la impresión por inyección de tinta, los orificios y defectos detectados podrían tenerse en cuenta como áreas no imprimibles a la hora de componer la imagen con los trozos de cuero y las decoraciones individuales deseados. De este modo, se desperdicia una cantidad mínima de cuero, puesto que un ordenador calcula la distribución óptima de los distintos trozos de cuero.
Preferiblemente, el cuero en crust se escanea antes de la impresión por inyección de tinta a fin de identificar el área imprimible (53) y el área no imprimible (52), tal como un orificio o una marca de mordisco. La imagen escaneada del cuero (51) puede utilizarse para anidar imágenes secundarias (55), tras lo cual la imagen del cuero que contiene imágenes secundarias anidadas (54) se imprime por inyección de tinta, junto con uno o más códigos de identificación, sobre la capa base del cuero en crust.
Cuero natural decorado y artículos de cuero
El cuero natural tiene distintas calidades (véase la Figura 3), tales como cuero plena flor (34), cuero flor de primera (35) -que es básicamente cuero plena flor del que se ha lijado parte de la capa de grano y eliminado la capa de serraje subyacente- y serraje (36). Para obtenerse este último, la capa subyacente del pellejo se retira y se emplea para crear serraje. Dependiendo del espesor de la capa subyacente, pueden obtenerse muchos serrajes. El serraje tiene un aspecto basto, y normalmente se utiliza para fabricar ante.
Para evitar dañar el grano y la endeblez, el pellejo o piel se curte preferiblemente con cromo, pero también pueden utilizarse otros métodos de curtido, tales como el curtido vegetal. Tras el curtido, el cuero se seca y ablanda para formar el denominado cuero en crust. El acondicionado puede incluir procesos tales como la eliminación de taninos adheridos a la superficie, el engrase (la adhesión de grasas, aceites y ceras a las fibras de cuero), el teñido, el blanqueo, el ablandado físico y el descarne (la abrasión de la superficie del cuero para reducir los defectos de grano).
El cuero natural decorado puede utilizarse para fabricar una gran variedad de artículos de cuero. Entre los artículos de cuero preferidos se encuentran el calzado, el mobiliario, la tapicería, los bolsos y los equipajes, los guantes, los cinturones, las carteras, la ropa, el cuero para automóviles (p. ej., para asientos de tren, avión, embarcación y coche), interiores, libros y artículos de papelería, envoltorios, artículos ecuestres y otros artículos semejantes.
La imagen decorativa impresa por inyección de tinta (43, 54) puede componerse de imágenes secundarias anidadas (55), que se recortarán como trozos de cuero.
En una realización, se utiliza un único código de identificación para todas las imágenes secundarias anidadas. La información sobre la imagen secundaria que corresponde a cada artículo de cuero se almacena luego en el servidor informático (18) a través de la conexión digital (17).
En otra realización se emplea una pluralidad de códigos de identificación para identificar distintos conjuntos de trozos de cuero destinados a la producción de múltiples artículos de cuero o, al contrario, cada trozo de cuero puede incluso tener su propio código de identificación.
Códigos de identificación
Sobre la capa base se aplican preferiblemente uno o más códigos de identificación (9). La capa base que garantiza la buena calidad de las imágenes decorativas también proporciona una buena legibilidad de los uno o más códigos de identificación.
El código de identificación puede incluir datos alfanuméricos, tales como un nombre y/o números, pero es preferiblemente un código de identificación legible por máquina. Esto permite una identificación más rápida y sin errores. No existe limitación alguna en cuanto al tipo de código de identificación legible por máquina. Puede ser un simple código de barras, pero también puede ser lo que se conoce como un código bidimensional. Entre los códigos bidimensionales preferidos se encuentran los códigos de barras, los códigos QR, los códigos Data Matrix, los códigos Cool Data Matrix, los códigos Aztec, los códigos Upcode, los códigos Trillcode, los códigos Quickmark, los códigos ShotCode, los códigos mCode, los códigos BeeTagg y códigos semejantes. En la Figura 6 se ilustran ejemplos de tales códigos bidimensionales.
En una realización preferida, el código de identificación está incluido en la imagen decorativa, y puede incluirse también en el artículo de cuero final. Esto permite verificar la autenticidad de un caro bolso de lujo mediante el escaneo del código de identificación con un teléfono inteligente. El código de identificación permite luego conectarse a un sitio web que muestra fotos del bolso y de cualquier elemento de personalización impreso sobre el mismo que estén almacenados en una base de datos, de la que pueden recuperarse mediante el código de identificación. Para conservar el efecto de lujo, el código de identificación puede situarse luego en el interior del bolso, o bien el propio código de identificación puede diseñarse para que aparente ser un elemento decorativo. Una tecnología adecuada para ello se describe en el documento WO 2015/140157 (AGFA), en el que se divulga un procedimiento de (des)codificación para un código de identificación que tiene curvas que forman una línea continua que no se interseca a sí misma y que presenta espesores cambiantes en las curvas.
Debería resultar evidente a partir de la Figura 2 que el código de identificación puede utilizarse por múltiples motivos, tales como la identificación de un artículo de cuero que va a fabricarse para un cliente con el cuerno natural decorado, el recorte del cuero natural decorado, la identificación del cliente del artículo de cuero, la autenticación del artículo de cuero y la entrega del artículo de cuero al cliente.
El código de identificación puede utilizarse con fines de seguimiento y trazabilidad a lo largo de toda la cadena de fabricación, tanto en la curtiduría como en las instalaciones del fabricante de artículos de cuero, e incluso en la entrega desde la fábrica del fabricante de artículos de cuero hasta la tienda que pidió un artículo de cuero o hasta la casa del cliente. En caso de que haya implicadas múltiples fábricas de uno o más fabricantes de artículos de cuero, entonces el código de identificación puede utilizarse eficazmente durante el proceso logístico para que el cuero impreso por inyección de tinta llegue a las fábricas indicadas.
Una vez entregado el artículo de cuero al cliente, el código de identificación puede servir para, por ejemplo, comprobar la autenticidad de dicho artículo. Esto es importante principalmente en el caso de artículos de cuero caros de fabricantes exclusivos como Gucci™ o Louis Vuitton™. El código de identificación también puede utilizarse para pedir una réplica exacta del artículo de cuero que se encuentra en las instalaciones del fabricante original o para devolver un bolso de cuero extraviado o robado a su legítimo dueño.
El código de identificación también puede servir fines comerciales, tales como el compromiso de los clientes. El compromiso de los clientes es una relación de comunicación empresarial entre una parte interesada externa (cliente) y una organización (empresa o marca). La relación puede tener lugar en y fuera de línea. Preferiblemente, la relación se establece en línea, por ejemplo, cuando la parte interesada escanea el código de identificación con su teléfono inteligente y es llevada a un sitio web determinado de la organización con el fin de mejorar la experiencia general de cliente.
Preferiblemente, el código de identificación se imprime por inyección de tinta utilizando una o dos tintas de inyección pigmentadas de color que ofrezcan un buen contraste para su lectura. Por ejemplo, en un cuero en crust teñido de negro, el código de identificación puede imprimirse con una sola tinta de inyección pigmentada blanca, mientras que en un cuero en crust teñido de verde puede utilizarse una combinación de tintas de inyección pigmentadas negra y blanca para imprimir por inyección de tinta el código de identificación con un buen contraste. El código de identificación también puede imprimirse con otros colores distintos al blanco y al negro, por ejemplo, amarillo y azul oscuro.
El código de identificación puede aplicarse a la parte posterior del cuero en crust, pero se aplica más preferiblemente a la cara del cuero en crust en la que aparece la imagen decorativa.
Imágenes decorativas
No existe restricción alguna en cuanto al tipo de imagen decorativa (8) impresa por inyección de tinta (4) sobre la capa base (44) utilizando una o más tintas de inyección pigmentadas.
La imagen decorativa puede constar de un solo color o puede incluir múltiples colores, tales como negro, blanco, cian, magenta, amarillo, rojo, naranja, violeta, azul, verde y marrón.
La imagen decorativa puede imprimirse como una imagen ininterrumpida, de la que se recortarían trozos de cuero individuales, o la imagen decorativa puede constar de imágenes secundarias que representen, por ejemplo, los distintos trozos de cuero que se necesitan para ensamblar un artículo de cuero. En este último caso, las imágenes secundarias (55) se anidan preferiblemente para formar una imagen decorativa que contiene imágenes secundarias (54), tal y como se muestra en la Figura 5. Al anidarse las imágenes secundarias, el desperdicio de cuero no utilizado que contenga un área imprimible (53) puede minimizarse, lo cual representa un claro beneficio económico.
La imagen decorativa también puede incluir líneas de corte para facilitar el recorte de trozos de cuero. El recorte puede realizarse a mano siguiendo estas líneas de corte, pero se realiza preferiblemente usando algún tipo de automatización para el recorte del cuero, tal como, por ejemplo, la implementada en las máquinas de corte VersalisTM de LECTRA.
De manera alternativa, no se imprimen líneas de corte, y todo el patrón de corte se almacena en un ordenador, tal como el servidor informático (8) de la Figura 2. Por ejemplo, en el documento US 5757950 (DUERKOPP ADLER AG) se divulga un proceso para cortar o estampar partes individuales de una piel de animal, en el que los contornos de las partes individuales se almacenan en un ordenador y pueden ensamblarse para formar un patrón de recorte, y, para optimizar el recorte, el patrón de recorte se establece individualmente como una función de la calidad de la piel y es proyectado por un dispositivo de proyección sobre la piel, con lo que las ventajas del anidamiento en una gran área pueden combinarse con las ventajas del recorte o estampado en áreas pequeñas.
Capas base
La capa base aplicada sobre el cuero en crust es necesaria para proporcionar un nivel de calidad de imagen que corresponda al aspecto lujoso del cuero, puesto que la baja viscosidad de las tintas de inyección las permite penetrar rápidamente en el cuero, lo que se traduce en una mala calidad de imagen.
La capa base incluye preferiblemente un polímero o copolímero basado en un poliuretano, ya que se ha visto que esto mejora la flexibilidad del cuero impreso. Preferiblemente, la capa base incluye además un polímero o copolímero de poliamida, puesto que se ha visto que la poliamida mejora la compatibilidad con el cuero en crust y mejora la resistencia de la capa base.
Entre los poliuretanos adecuados se incluyen Urepal™ PU147 y PU181 de CHEMIPAL S.p.A., Melio™ Promul 61 de STAHL, Astacin™ Finish PS de BASF, Ecrothan™ 4075, 4078 y 4084 de MICHELMAN, Incorez™ CS8073 y CS065-195 de INCOREZ. El peso seco del poliuretano en la capa base se encuentra preferiblemente entre 1 y 6 g/m2. Entre las poliamidas adecuadas se incluyen los tipos de emulsión PA ED310 y 161148 CX de MICHELMAN. El peso seco de la poliamida en la capa base es preferiblemente inferior a 7 g/m2, más preferiblemente inferior a 5 g/m2. Aunque se prefieren los poliuretanos y/o las poliamidas como los polímeros para la capa base, es posible utilizar otros polímeros, preferiblemente in combinación con los poliuretanos y/o las poliamidas. Tales polímeros tienen preferiblemente un alargamiento de rotura de más del 200%, más preferiblemente del 300%. El alargamiento de rotura se mide según la norma ISO527-2, por ejemplo, mediante un aparato de ensayo MTS Exceed™ de MTS Sustems Corporation.
Una emulsión de acrilato polimérica adecuada es Bioflex™ KGA de LMF Biokimica.
Es posible incorporar un reticulante en la capa base para mejorar la resistencia de la capa base y la adhesión al cuero en crust. Entre los reticulantes preferidos se incluyen los reticulantes basados en aldehído, tales como el formaldehído, los derivados de melamina, las resinas de urea-formaldehído, el glioxal y el glutaraldehído, los epóxidos, las oxazolinas, las carbodiimidas y los isocianatos, siendo particularmente preferidos los isocianatos. El peso seco del reticulante en la capa base es preferiblemente inferior a 1,4 g/m2, más preferiblemente inferior a 1,0 g/m2.
La capa base puede aplicarse por pulverización o según cualquier técnica de recubrimiento conocido, tales como el recubrimiento con cuchilla, el recubrimiento por extrusión, el recubrimiento en cascada y el recubrimiento por cortina. Tintas de inyección pigmentadas
Las una o más tintas de inyección pigmentadas que se imprimen por inyección de tinta sobre una capa base de cuero en crust pueden seleccionarse entre las tintas de inyección pigmentadas acuosas, las tintas de inyección pigmentadas a base de disolvente y las tintas de inyección pigmentadas curables por radiación UV. En una realización preferida, las una o más tintas de inyección pigmentadas son tintas de inyección curables por radiación UV.
Las una o más tintas de inyección pigmentadas contienen preferiblemente pigmentos de color orgánicos ya que permiten obtener un muy elevado gamut sobre cuero natural. El negro de carbón y el dióxido de titanio son pigmentos inorgánicos que pueden utilizarse ventajosamente en la presente invención para componer tintas de inyección pigmentadas de color negro y blanco, respectivamente.
Un pigmento de color puede escogerse entre los descritos por HERBST, Willy, et al., Industrial Organic Pigments, Production, Properties, Applications, 3a edición, Wiley - v Ch , 2004, ISBN 3527305769. En los párrafos [0128] a [0138] del documento Wo 2008/074548 (AGFA GRAPHICS) se divulgan pigmentos de color adecuados.
En una realización preferida, las una o más tintas de inyección pigmentadas forman un conjunto de tintas de inyección CMYK(W) o CRYL(W).
Las partículas de pigmento en las tintas de inyección deben ser lo suficientemente pequeñas como para permitir que
la tinta fluya libremente a través del dispositivo de impresión por inyección de tinta, especialmente a través de las boquillas de eyección. También es recomendable utilizar partículas pequeñas para maximizar la intensidad de color y ralentizar la sedimentación.
El tamaño medio en número de la partícula de pigmento de un pigmento de color orgánico y de un pigmento negro inorgánico es preferiblemente de entre 0,050 y 1 pm, más preferiblemente de entre 0,070 y 0,300 pm y particularmente preferiblemente de entre 0,080 y 0,200 pm. La determinación del diámetro de partícula medio en número se realiza más adecuadamente mediante espectroscopia de correlación de fotones a una longitud de onda de 633 nm utilizando un láser de HeNe de 4 mW en una muestra diluida de la tinta de inyección pigmentada. Se utilizó el analizador de tamaño de partícula adecuado Malvern™ nano-S, disponible a través de Goffin-Meyvis. Para preparar una muestra puede, por ejemplo, añadirse una gota de tinta a una cubeta con un contenido de 1,5 ml de acetato de etilo y mezclar hasta obtener un producto homogéneo. El tamaño de partícula medido es el valor medio de 3 mediciones consecutivas, consistente en 6 ensayos de 20 segundos.
El tamaño medio en número de la partícula de pigmento de un pigmento blanco tiene es preferiblemente superior a 180 nm para obtener una elevada capacidad de opacificación. La Tabla 2 en el párrafo [0116] del documento WO 2008/074548 (AGFA GRAPHICS) describe pigmentos blancos adecuados. El pigmento blanco es preferiblemente un pigmento con un índice de refracción superior a 1,60. Los pigmentos blancos pueden emplearse individualmente o en combinación. Para el pigmento con un índice de refracción superior a 1,60 se emplea preferiblemente dióxido de titanio. En los párrafos [0117] y [0118] del documento WO 2008/074548 (AGFA GRApHICS) se describen pigmentos de dióxido de titanio adecuados.
Cuando se utilizan tintas de inyección pigmentadas curables por radiación UV, la tinta de inyección contiene preferiblemente compuestos polimerizables y al menos un fotoiniciador.
Puede usarse cualquier compuesto polimerizable comúnmente conocido en la técnica. El compuesto polimerizable puede ser cualquier monómero u oligómero que se encuentra en “Polymer Handbook Vol 1 2, 4a edición, editado por J. BRANDRUP et al., Wiley-Interscience, 1999. Se entiende que un oligómero en la presente invención contiene 2 a 8 unidades monoméricas repetitivas. En los párrafos [0106] a [0115] del documento EP 1911814 A (AGFA) se listan monómeros y oligómeros preferidos.
Preferiblemente se usa un monómero u oligómero polimerizable por radicales libres como compuesto polimerizable. También puede utilizarse una combinación de monómeros, oligómeros y/o prepolímeros. Los monómeros, oligómeros y/o prepolímeros pueden poseer diferentes grados de funcionalidad y puede emplearse una mezcla que incluya combinaciones de monómeros, oligómeros y/o prepolímeros mono-, di- o trifuncionales y de una funcionalidad superior. Sin embargo, la tinta de inyección pigmentada curable por radiación contiene preferiblemente una cantidad entre al menos el 60% en peso y el 100% en peso de compuestos polimerizables monofuncionales con respecto al peso total de la tinta de inyección. La viscosidad de las tintas de inyección curables por radiación puede ajustarse variando la cantidad de monómeros y oligómeros específicos.
La tinta de inyección curable por radiación UV contiene uno o más fotoiniciadores, preferiblemente uno o más fotoiniciadores de radicales libres. Un fotoiniciador de radicales libres es un compuesto químico que inicia la polimerización de monómeros y oligómeros cuando se expone a radiación actínica mediante la formación de un radical libre.
En CRIVELLO, J.V., et al., Photoinitiators for Free Radical Cationic, 2a edición, editado por BRADLEY, G., Londres, Reino Unido: John Wiley and Sons Ltd, 1998. págs. 287-294, se describen fotoiniciadores adecuados.
En una realización particularmente preferida, los uno o más fotoiniciadores incluyen un fotoiniciador de óxido de acilfosfina y un fotoiniciador de tioxantona. Tal combinación permite obtener un rápido curado por radiación UV mediante diodos LED UV que emiten por encima de 370 nm. Los diodos LED UV son más económicos en la operación de la impresión por inyección de tinta que las lámparas de mercurio.
Con el fin de aumentar la fotosensibilidad adicionalmente, la tinta de inyección curable por radiación UV puede contener, además, coiniciadores. Ejemplos adecuados de estos coiniciadores pueden categorizarse en tres grupos: (1) las aminas alifáticas terciarias tales como la metildietanolamina y la N-metilmorfolina, (2) las aminas aromáticas tales como el 2-(dimetilamino)etilbenzoato y (3) las aminas (met)acriladas tales como los dialquilamino alquil(met)acrilatos y los N-morfolinoalquil-(met)acrilatos. Se prefieren aminobenzoatos como coiniciadores.
Una cantidad preferida de fotoiniciador y coiniciador es de entre el 0,1 y el 30% en peso y lo más preferiblemente de entre el 5 y el 15% en peso con respecto al peso total de la tinta de inyección curable por radiación UV.
Las una o más tintas de inyección pigmentadas pueden contener aditivos suplementarios tales como tensioactivos, inhibidores de polimerización y dispersantes para los pigmentos de color.
La preparación de tintas de inyección pigmentadas curables por radiación UV es comúnmente conocido por los expertos en la técnica. En los párrafos [0076] a [0085] del documento WO 2011/069943 (AGFA) se divulgan
métodos de preparación preferidos.
Capas superiores protectoras
La capa superior protectora puede tener la misma o similar composición que la capa base. Normalmente, la capa superior protectora se optimiza un tanto según la aplicación del cuero. Por ejemplo, la flexibilidad no juega un papel importante en una tapa de libro de cuero, al contrario que en unos zapatos de cuero. Por tanto, la capa superior protectora para una tapa de libro puede optimizarse para la resistencia al rayado.
Para mejorar la resistencia al rayado se puede aplicar una capa superior protectora sobre la imagen decorativa y la capa base. La capa superior incluye preferiblemente un reticulante y un polímero o copolímero basado en un poliuretano y/o una poliamida.
La capa superior protectora incluye un polímero o copolímero basado en un poliuretano, ya que esto resulta beneficioso para la flexibilidad del cuero impreso. En caso de que sea necesario mejorar la resistencia al rayado, se incluiría preferiblemente un polímero de poliamida, que se ha visto que presenta una gran compatibilidad con un aglutinante de poliuretano.
Entre los poliuretanos adecuados se incluyen Urepal™ PU147 y PU181 de CHEMIPAL S.p.A., Melio™ Promul 61 de STAHL, Astacin™ Finish PS de BASF, Ecrothan™ 4075, 4078 y 4084 de MICHELMAN, Incorez™ CS8073 y CS065-195 de INCOREZ. El peso seco del poliuretano en la capa superior protectora se encuentra preferiblemente entre 1 y 6 g/m2.
Entre las poliamidas adecuadas se incluyen los tipos de emulsión PA ED310 y 161148 CX de MICHELMAN. El peso seco de la poliamida en la capa superior protectora es preferiblemente inferior a 7 g/m2, más preferiblemente inferior a 5 g/m2.
Aunque se prefieren los poliuretanos y/o las poliamidas como los polímeros para la capa superior protectora, es posible utilizar otros polímeros, preferiblemente in combinación con los poliuretanos y/o las poliamidas. Tales polímeros tienen preferiblemente un alargamiento de rotura de más del 200%, más preferiblemente del 300%. El alargamiento de rotura se mide según la norma ISO527-2, por ejemplo, mediante un aparato de ensayo MTS Exceed™ de MTS Sustems Corporation.
Una emulsión de acrilato polimérica adecuada es BioflexTM KGA de LMF Biokimica.
Es posible incorporar un reticulante en la capa superior protectora para mejorar la resistencia a la rayadura. Entre los reticulantes preferidos se incluyen los mencionados arriba para la capa base. El peso seco del reticulante en la capa superior protectora es preferiblemente inferior a 1,4 g/m2, más preferiblemente inferior a 1,0 g/m2.
La capa superior protectora puede aplicarse por pulverización o según las mismas técnicas de recubrimiento que las mencionadas arriba para la capa base.
Si se desea una superficie superior mate para el cuero impreso por inyección de tinta, puede incluirse un mateante. Puede utilizarse cualquier mateante adecuado. Entre los mateantes preferidos se encuentra la sílice. Un ejemplo preferido de una dispersión de sílice que se encuentra disponible comercialmente es Euderm™ SN2 de LANXESS. Servidor informático
En el servidor informático (8) se ejecuta un programa. Todo o parte del servidor informático y/o de los bloques o unidades funcionales del mismo puede implementarse en uno o más circuitos o circuitería, tal/es como un/os circuito/s integrado/s, o como una integración a gran escala (LSI, por sus siglas en inglés). Cada bloque o unidad funcional del servidor informático puede fabricarse individualmente para formar un chip de circuito integrado. Alternativamente, todos o parte de los bloques o unidades funcionales pueden integrarse para formar un chip de circuito integrado.
Un programa que se ejecuta en el servidor informático es un programa que controla un procesador con el fin de realizar funciones de las diversas realizaciones preferidas según la presente invención. Por lo tanto, la información que es manejada por el servidor informático se acumula temporalmente en una memoria RAM en el momento del tratamiento. A continuación, la información puede almacenarse en diversos tipos de circuitería en forma de memorias ROM y discos HDD y ser leída por circuitería dentro de, o incluida en combinación con, el servidor informático, según sea necesario, y se realizan cambios o escrituras en la misma. Como soporte de registro en el que se almacena el programa puede utilizarse uno cualquiera de entre un soporte semiconductor (p. ej., una ROM, una tarjeta de memoria no volátil o similar), un soporte de registro óptico (p. ej., un DVD, un disco mO, un MD, un CD, un BD o similar) y un soporte de registro magnético (p. ej., una cinta magnética, un disco flexible o similar). Además, al ejecutarse el programa cargado, no solo se realizan las funciones de las diversas realizaciones preferidas de la presente invención, sino que también pueden realizarse las funciones de realizaciones preferidas de
la presente invención mediante el procesamiento del programa cargado, en combinación con un sistema operativo u otros programas de aplicación, basado en una instrucción del programa.
Asimismo, en caso de que se distribuya en un mercado, el programa puede distribuirse almacenado en un soporte de registro portátil, o el programa puede transmitirse a un ordenador servidor que esté conectado a través de una red tal como Internet. Además, una parte de un dispositivo terminal, una estación base inalámbrica, un sistema principal u otros dispositivos, o la totalidad de los mismos, puede realizarse como una LSI, la cual es habitualmente un circuito integrado. Cada bloque o unidad funcional del servidor informático puede fabricarse individualmente como un chip, o una parte del mismo, o la totalidad del mismo, puede integrarse en un chip. En caso de que cada bloque o unidad funcional se fabrique como un circuito integrado, se añadiría un controlador de circuitos integrados que controle los circuitos integrados.
Por último, cabe observarse que la descripción que se refiere a “circuito” o “circuitería” no está limitada en modo alguno a una implementación física exclusivamente, y como saben y entienden las personas con un nivel de experiencia normal en la técnica relevante, tales descripciones y recitaciones de “circuito” o “circuitería” incluyen implementaciones combinadas de soportes físicos y soportes lógicos en las que el circuito o la circuitería está operativa para realizar funciones y operaciones basadas en programas legibles por máquina, software u otras instrucciones que adopten cualquier forma que sea utilizable para hacer funcionar el circuito o la circuitería.
No existe limitación alguna en cuanto a la ubicación del servidor informático (18). Puede estar ubicado en la curtiduría (3), en las instalaciones del fabricante de artículos de cuero (10), en una tienda (12) o incluso en el local de un tercero.
Las conexiones digitales (14-17) con el servidor informático pueden establecerse de cualquier manera. Pueden ser una conexión que utiliza una fibra óptica o una conexión inalámbrica, tal como una conexión wifi según la norma IEEE 802.11.
Dispositivos de impresión por inyección de tinta
Las una o más tintas de inyección pigmentadas se eyectan mediante uno o más de cabezales de impresión, eyectando pequeñas gotas de tinta de una manera controlada a través de boquillas sobre cuero natural que se está moviendo con respecto al cabezal o a los cabezales de impresión.
Un cabezal de impresión preferido para el sistema de impresión por inyección de tinta es un cabezal piezoeléctrico. La impresión por inyección de tinta piezoeléctrica se basa en el movimiento de un transductor cerámico piezoeléctrico al aplicarle tensión. Al aplicar tensión, la forma del transductor cerámico piezoeléctrico del cabezal de impresión cambia y forma una cavidad que posteriormente se rellena con una tinta o un líquido de inyección. Cuando la tensión vuelve a desconectarse, la cerámica se expande y recupera su forma original eyectando una gota de tinta desde el cabezal de impresión.
Un cabezal de impresión piezoeléctrico preferido es un denominado cabezal de impresión piezoeléctrico de flujo pasante de tipo drop-on-demand (gota bajo demanda). Gracias al uso de cabezales de impresión de flujo pasante, se mejora la fiabilidad y, por tanto, se obtiene un procedimiento de fabricación de artículos de cuero natural decorado de gran calidad más eficiente y económico. Un cabezal de impresión así se encuentra disponible en, por ejemplo, TOSHIBA TEC como el cabezal de impresión CF1ou.
No obstante, el procedimiento de impresión por inyección de tinta de la presente invención no se limita a la impresión por inyección de tinta piezoeléctrica. Pueden emplearse otros cabezales de impresión por inyección de tinta de otra naturaleza, como un cabezal de tipo continuo.
El cabezal de impresión por inyección de tinta normalmente se desplaza hacia atrás y hacia delante en una dirección transversal a través de la superficie de cuero, conocido como el modo de impresión de pasadas múltiples. En algunos casos, el cabezal de impresión por inyección de tinta no imprime en su camino hacia atrás. Se prefiere la impresión bidireccional para obtener una capacidad de producción por área alta.
Otro método de impresión preferido es mediante un “proceso de impresión de pasada única”, que puede realizarse usando cabezales de impresión por inyección de tinta de ancho de página o múltiples cabezales de impresión por inyección de tinta, escalonados, que cubren toda la anchura de la superficie de cuero. En un proceso de impresión de pasada única, los cabezales de impresión por inyección de tinta normalmente permanecen estacionarios y la superficie receptora de tinta se transporta bajo los cabezales de impresión por inyección de tinta.
Una ventaja de usar un modo de impresión de múltiples pasadas es que la tinta de inyección curable por radiación UV líquida se cura en pasadas consecutivas en vez de en una sola pasada, lo cual haría necesario un dispositivo de curado con una gran potencia de radiación UV. Además, la vida útil del cabezal de impresión es más larga en el caso de la impresión de múltiples pasadas. Aunque en la impresión de pasada única un activador lateral (side shooter) es suficiente para sustituir todo el cabezal de impresión, en la impresión de múltiples pasadas pueden
admitirse varios activadores laterales e incluso tolerarse fallos. Además, el coste de una impresora de múltiples pasadas es mucho menor, especialmente en el caso del cuero en crust de gran formato.
Dispositivos de curado
Cuando se utilizan tintas de inyección pigmentadas acuosas o a base de disolvente, se necesita algún dispositivo de curado para evaporar el agua o los disolventes orgánicos. Entre los medios de curado adecuados se incluyen un medio de radiación térmica como un secador de aire caliente, un horno o una fuente de radiación infrarroja, como un láser infrarrojo, uno o más diodos de láser infrarrojo o diodos LED infrarrojo.
Una fuente de radiación infrarroja eficiente para tintas de inyección acuosas tiene un máximo de emisión entre 0,8 y 1,5 pm. Tal fuente de radiación infrarroja a veces se denomina secador NIR.
Cuando se utilizan tintas de inyección pigmentadas curables por radiación UV, el curado se lleva a cabo mediante radiación ultravioleta.
En la impresión por inyección de tinta, el dispositivo de curado por radiación UV puede disponerse junto al cabezal de impresión de la impresora de inyección de tinta de forma que se desplace con él y la tinta de inyección curable por radiación UV se exponga a la radiación de curado justo después de haber sido eyectada por chorro.
Cualquier fuente de luz ultravioleta, siempre y cuando que parte de la luz emitida puede absorberse por el fotoiniciador o sistema fotoiniciador, puede emplearse como una fuente de radiación, tal como una lámpara de mercurio de alta o baja presión, un tubo catódico frío, una luz negra, un LED ultravioleta, un láser ultravioleta y una luz intermitente. De estos, la fuente preferida es una que presente una contribución UV de una longitud de onda relativamente larga que tenga una longitud de onda dominante de 300-400 nm. Específicamente, se prefiere una fuente de luz UV-A debido a la dispersión de luz reducida de la misma, dando como resultado un curado interior más eficaz.
La radiación UV suele clasificarse como UV-A, UV-B, y UV-C en virtud de los siguientes parámetros:
• UV-A: de 400 nm a 320 nm
• UV-B: de 320 nm a 290 nm
• UV-C: de 290 nm a 100 nm.
Asimismo, es posible curar la imagen utilizando, consecutivamente o simultáneamente, dos fuentes de luz con longitudes de onda o iluminancias diferentes. Por ejemplo, puede seleccionarse una primera fuente UV rica en UV-C que se encuentre, particularmente, en el rango de 260 nm a 200 nm. La segunda fuente UV puede ser rica en UV-A, como por ejemplo una lámpara dopada con galio o una lámpara distinta cuya luz sea rica en UV-A y UV-B. La utilización de dos fuentes UV ha demostrado ser ventajosa al ofrecer, por ejemplo, una alta velocidad de curado y un alto grado de curado.
En una realización particularmente preferida, el curado por radiación UV se lleva a cabo mediante diodos LED UV que tienen una longitud de onda de emisión por encima de 370 nm.
Para facilitar el curado, la impresora por inyección de tinta puede incluir una o más unidades de reducción de oxígeno. Las unidades de reducción de oxígeno colocan una manta de nitrógeno u otro gas relativamente inerte (por ejemplo, CO2) con una posición ajustable y una concentración de gas inerte variable para reducir la concentración de oxígeno en el entorno de curado. Los niveles de oxígeno residual suelen mantenerse en niveles bajos de hasta 200 ppm, aunque generalmente permanecen en un rango de entre 200 ppm y 1200 ppm.
EJEMPLO
Materiales
Salvo que se especifique lo contrario, todos los materiales utilizados en los siguientes ejemplos pueden obtenerse fácilmente a través de fuentes convencionales tales como Aldrich Chemical Co. (Bélgica) y Acros (Bélgica). El agua fue agua desmineralizada.
PB15:4 es una abreviatura usada para un pigmento C.I. Pigment Blue 15:4, disponible bajo el nombre Hostaperm™ Blue P-BFS en CLARIANT.
MP1 es una abreviatura usada para Ink Jet Magenta E7B LV3958, un pigmento de quinacridona de CLARIANT. MP2 es una abreviatura usada para Chromophtal™ Jet Magenta 2BC, un pigmento de quinacridona de BASF.
PY150 es un pigmento C.I. Pigment Yellow 150, para el cual se usó Cromophtal yellow LA2 de BASF.
PB7 es un pigmento de negro de carbón, para el cual se usó Special Black™ 550 de EVONIK.
SYN es el sinergista de dispersión según la Fórmula (A):

y se sintetizó de la misma manera como se describe en el Ejemplo 1 del documento WO 2007/060254 (AGFA GRAPHICS) para el sinergista QAD-3.
E7701 es un dispersante de poliacrilato, disponible bajo el nombre Efka™ 7701 en BASF.
S35000 es una abreviatura usada para SOLSPERSE™ 35000, un hiperdispersante de polietilenimina y poliéster de LUBRIZOL.
PEA es acrilato de 2-fenoxietilo, disponible bajo el nombre comercial Sartomer™ SR339C en ARKEMA.
IBOA es acrilato de isobornilo, disponible bajo el nombre comercial Sartomer™ SR506D en ARKEMA.
IDA es acrilato de isodecilo, disponible bajo el nombre comercial Sartomer™ SR395 en ARKEMA.
THFA es acrilato de tetrahidrofurfurilo, disponible bajo el nombre Sartomer™ SR285 en ARKEMA.
VCL es N-vinilcaprolactama, disponible en BASF BELGIUM, NV.
VEEA es acrilato de 2-(2'-viniloxietoxi)etilo, un monómero difuncional, disponible en NIPPON SHOKUBAI, Japón. DPGDA es diacrilato de dipropilenglicol, disponible bajo el nombre Sartomer™ SR508 en ARKEMA.
CN963B80 es un oligómero de acrilato de uretano, disponible bajo el nombre Sartomer™ CN963B80 en ARKEMA.
CN3755 es un sinergista de amina acrilada, disponible bajo el nombre Sartomer™ CN 3755 en ARKEMA.
TPO es óxido de trimetilbenzoildifenilfosfina, disponible bajo el nombre Omnirad™ TPO en IGM.
ITX es Darocur™ ITX, una mezcla isomérica de 2- y 4-isopropiltioxantona de BASF.
BAPO es un fotoiniciador de óxido de bis(2,4,6-trimetilbenzoil)-fenilfosfina, disponible bajo el nombre Irgacure™ 819 en BASF.
INHIB es una mezcla que forma un inhibidor de polimerización y que tiene una composición según la Tabla 1.
Tabla 1

Cupferron™ AL es N-nitrosofenilhidroxilamina de aluminio de WAKO CHEMICALS LTD.
UV10 es sebacato de 4-hidroxi-2,2,6,6-tetrametilpiperidinooxi, disponible bajo el nombre Irgastab™ UV 10 de BASF.
T410 es un tensioactivo de silicona, disponible bajo el nombre Tegoglide™ 410 en EVONIK.
SL7500 es un tensioactivo de silicona, disponible bajo el nombre Silwet™ L7500 en OSI SPECIALITIES BENELUX NV PA es una dispersión de poliamida iónica, disponible bajo el nombre Michem™ Emulsion D310 en MICHELMAN PU es una dispersión de poliuretano acuosa, disponible bajo el nombre Urepal™ PU147 en CHEMIPAL S.p.A.
XL es un poliisocianato alifático a base de disolvente, disponible bajo el nombre Urepal™ CT70 de CHEMIPAL S.p.A.
Métodos de medición
1. Viscosidad
La viscosidad de las tintas de inyección curables por radiación UV se midió con un viscosímetro Rotovisco™ RV1 de HAAKE a 45°C y a una velocidad de cizallamiento de 1.000 s-1.
2. Tensión superficial
La tensión superficial estática de las tintas de inyección curables por radiación UV se midió usando un tensiómetro KRÜSS K9 de KRÜSS GmbH, Alemania, a una temperatura de 25°C tras 60 segundos.
3. Tamaño de partícula medio
El tamaño de partícula medio de las partículas de pigmento (diámetro) se determina con un Brookhaven Instruments Particle Sizer BI90plus basado en el principio de dispersión de luz dinámica. La tinta se diluye con acetato de etilo a una concentración de pigmento del 0,002% en peso. Los ajustes de medición del BI90plus son: 5 ensayos a 23°C, ángulo de 90°, longitud de onda de 635 nm y gráficos = función de corrección.
4. Flexibilidad
La flexibilidad se determinó en un flexómetro SATRA™ STM 701 Bally, en el que las muestras se sometieron a un ciclo de un múltiplo de 1.000 flexiones. La cantidad de grietas que aparecen en el cuero después del ensayo determina la puntuación. Las grietas se evaluaron a ojo y bajo un microscopio con 8 aumentos según los criterios indicados en la Tabla 2.
Tabla 2

5. Legibilidad
El código de identificación impreso por inyección de tinta se descifró utilizando una cámara web conectada con un cable USB a un ordenador en el que se estaba ejecutando el software Arziro™ Ensure de Agfa Graphics N.V. La legibilidad recibió una puntuación de “OK” si fue posible recuperar toda la información cifrada en el código de identificación. De lo contrario, se le dio una puntuación de “Suspenso”.
EJEMPLO 1
Este ejemplo ilustra la fabricación de cuero natural decorado en el que se aplican una imagen decorativa y un código de identificación sobre un recubrimiento base utilizando tintas de inyección pigmentadas curables por radiación UV. Preparación de tintas de inyección pigmentadas curables por radiación UV
Primero se prepararon las dispersiones de pigmento concentradas CPC, CPM1, CPM2, CPY y CPK. A continuación se utilizaron estas dispersiones de pigmento concentradas para preparar un conjunto de tintas de inyección pigmentadas curables por radiación UV según la Tabla 8.
Preparación de una dispersión concentrada de pigmento cian CPC
Se preparó una dispersión de pigmento concentrada mezclando los componentes según la Tabla 3 durante 30 minutos utilizando un dispersador DISPERLUX™ de DISPERLUX S.A.R.L., Luxemburgo. A continuación se muele la dispersión utilizando un molino Bachofen DYNOMILL ECM relleno con perlas de zirconia estabilizada con itrio de 0,4 mm (“high wear resistant zirconia grinding media” de TOSOH Co.). La mezcla se hizo circular sobre el molino durante 2 horas. Tras la molienda, se descargó la dispersión de pigmento concentrada en un recipiente a través de un filtro de 1 pm. El porcentaje en peso (% en peso) en la Tabla 3 está basado en el peso total de la dispersión de pigmento.
Tabla 3

Dispersión concentrada de pigmento magenta CPM1
La dispersión concentrada de pigmento CPM1 se preparó de la misma manera como se ha descrito anteriormente para la dispersión de pigmento cian CPC salvo que se utilizaron los ingredientes indicados en la Tabla 4.
Tabla 4

Preparación de una dispersión concentrada de pigmento magenta CPM2
La dispersión concentrada de pigmento CPM2 se preparó de la misma manera como se ha descrito anteriormente para la dispersión de pigmento cian CPC salvo que se utilizaron los ingredientes indicados en la Tabla 5.
Tabla 5

Preparación de una dispersión concentrada de pigmento amarillo CPY
La dispersión concentrada de pigmento CPY se preparó de la misma manera como se ha descrito anteriormente para la dispersión de pigmento cian CPC salvo que se utilizaron los ingredientes indicados en la Tabla 6.
Tabla 6

Preparación de una dispersión concentrada de pigmento negro CPK
La dispersión concentrada de pigmento CPK se preparó de la misma manera como se ha descrito anteriormente para la dispersión de pigmento cian CPC salvo que se utilizaron los ingredientes indicados en la Tabla 7.
Tabla 7
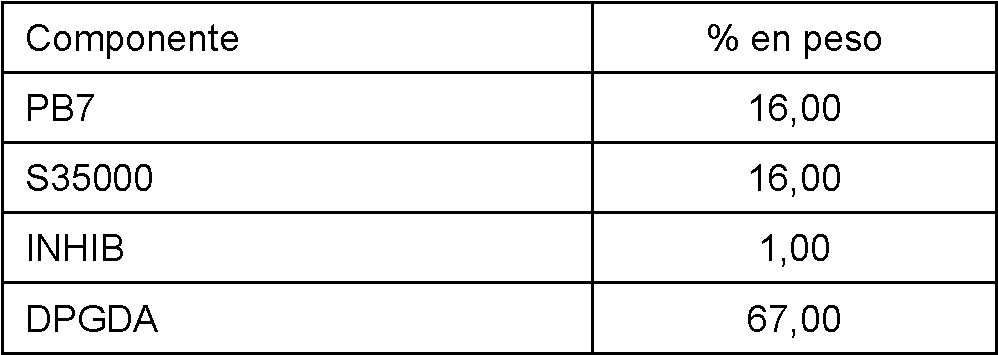
Conjunto de tintas de inyección pigmentadas curables por radiación UV
El conjunto de tintas de inyección curables por radiación UV se preparó utilizando las dispersiones de pigmento concentradas preparadas anteriormente y combinándolas con los otros componentes según la Tabla 8. El porcentaje en peso (% en peso) está basado en el peso total de la tinta de inyección.
Tabla 8

En el conjunto de tintas se incluyeron tintas de inyección cian claro y magenta claro para mejorar aún más la calidad de imagen. Las tintas claras reducen la granularidad en la imagen impresa por inyección de tinta cuando la imagen
comprende colores de baja densidad.
Las tintas de inyección presentaron las siguientes propiedades según la Tabla 9.
Tabla 9

Preparación de la capa base BC1
Se preparó una capa base BC1 mezclando los siguientes ingredientes según la Tabla 10.
Tabla 10

Preparación de la capa superior protectora TC1
Se preparó una capa superior protectora TC1 mezclando los siguientes ingredientes según la Tabla 11.
Tabla 11

Evaluación y resultados
Se preparó una muestra de cuero impreso por inyección de tinta LS1 de la siguiente manera.
En primer lugar, se aplicó una capa base BC1 sobre un cuero de piel de ternera curtido con cromo (azul mojado) de Jan de Ruijter Waalwijk B.V. utilizando un recubridor de cilindro Starlab™ 800 de GEMATA configurado con un cilindro de recubrimiento y lacado 30F. El cuero recubierto se secó con una secadora Radicure™ D puesta a una temperatura de 280 °C, en la que la velocidad de la cinta transportadora se puso en el valor más bajo, lo cual se tradujo en un tiempo de secado de 2,5 min.
Tal y como se muestra en la Figura 7, se imprimió una imagen en color con las tintas de inyección curables por radiación UV pigmentadas anteriormente mencionadas utilizando una impresora JetiTM Titan de Agfa Graphics. En este ejemplo, se imprimió un código de identificación (74) -mostrado en la Figura 7 - fuera de la imagen decorativa para que fuese claramente visible. La identificación se diseñó con el software Arziro™ Ensure de Agfa Graphics N.V., de acuerdo con la tecnología descrita en el documento WO 2015/140157 A (AGFA).
Tras la impresión por inyección de tinta, se aplicó una capa superior protectora TC1 sobre la imagen impresa por inyección de tinta del mismo modo en que realizó la aplicación de la capa base BC1.
Finalmente, las muestras de cuero se prensaron en caliente en una prensa por transferencia neumática Secabo™ TPD12 a una temperatura de 175 °C y a una presión de 4 bar durante 35 s.
Se evaluaron la flexibilidad y la legibilidad del código de identificación para la muestra de cuero impresa por
inyección de tinta LS1. Los resultados se muestran en la Tabla 12.
Tabla 12

Lista de números de referencia
Tabla 13


Claims (15)
1. Procedimiento de fabricación de cuero natural decorado que comprende los pasos de:
- aplicar una capa base (44) sobre cuero en crust (45),
- imprimir por inyección de tinta (4) una imagen decorativa (8) sobre la capa base (44) utilizando una o más tintas de inyección pigmentadas, y
- aplicar uno o más códigos de identificación (9)
2. Procedimiento de fabricación según la reivindicación 1, en el que los uno o más códigos de identificación se aplican por impresión por inyección de tinta.
3. Procedimiento de fabricación según la reivindicación 1 o 2, en el que al menos uno de los uno o más códigos de identificación es legible por máquina.
4. Procedimiento de fabricación según una cualquiera de las reivindicaciones 1 a 3, en el que un código de identificación forma parte de la imagen decorativa.
5. Procedimiento de fabricación según una cualquiera de las reivindicaciones 1 a 4, en el que las una o más tintas de inyección pigmentadas son tintas de inyección pigmentadas curables por radiación UV.
6. Procedimiento de fabricación según una cualquiera de las reivindicaciones 1 a 5, en el que la capa base incluye un polímero o copolímero basado en poliuretano.
7. Procedimiento de fabricación según una cualquiera de las reivindicaciones 1 a 6, en el que se aplica una capa superior sobre la imagen decorativa y la capa base.
8. Procedimiento de fabricación según la reivindicación 7, en el que el cuero en crust, la capa base, la imagen decorativa y la capa superior se prensan en caliente o se estampan.
9. Procedimiento de fabricación según una cualquiera de las reivindicaciones 1 a 8, en el que el código de identificación se aplica antes de que la imagen decorativa se imprima por inyección de tinta sobre la capa base.
10. Cuero natural decorado que incluye uno o más códigos de identificación y una imagen decorativa impresos por inyección de tinta sobre una capa base sobre un cuero en crust.
11. Cuero natural decorado según la reivindicación 10, en el que el código de identificación es legible por máquina.
12. Cuero natural decorado según la reivindicación 10 o 11, en el que la capa base incluye un polímero o copolímero basado en poliuretano.
13. Artículo de cuero que incluye el cuero natural decorado según una cualquiera de las reivindicaciones 10 a 12, en el que el artículo de cuero se selecciona entre calzado, mobiliario, artículos para tapizar, bolsos, maletas, guantes, cinturones, carteras, ropa, asientos en cuero para vehículos automóviles, decoración interior, embalajes, artículos ecuestres en cuero, libros y artículos de escritorio.
14. Uso de uno o más códigos de identificación procedentes de un cuero natural decorado que incluye una imagen decorativa y uno o más códigos de identificación impresos por inyección de tinta sobre una capa base sobre un cuero en crust con al menos uno de los siguientes fines:
a) identificar un artículo de cuero que va a ser fabricado por un fabricante de artículos de cuero para un cliente utilizando el cuero decorado,
b) identificar al fabricante de artículos de cuero,
c) recortar el cuero natural decorado en trozos de cuero,
d) identificar al cliente del artículo de cuero,
e) autenticar el artículo de cuero,
f) entregar el artículo de cuero al cliente, y
g) asegurar el compromiso de los clientes.
15. Uso según la reivindicación 14, en el que el código de identificación es legible por máquina.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17166694.4A EP3388491B1 (en) | 2017-04-14 | 2017-04-14 | Decorated natural leather |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2810124T3 true ES2810124T3 (es) | 2021-03-08 |
Family
ID=58549031
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES17166694T Active ES2810124T3 (es) | 2017-04-14 | 2017-04-14 | Cuero natural decorado |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US11351805B2 (es) |
| EP (2) | EP3702422B1 (es) |
| JP (1) | JP6902621B2 (es) |
| KR (1) | KR20190122853A (es) |
| CN (1) | CN110494511A (es) |
| BR (1) | BR112019021470A2 (es) |
| DK (1) | DK3388491T3 (es) |
| ES (1) | ES2810124T3 (es) |
| PL (1) | PL3388491T3 (es) |
| PT (1) | PT3388491T (es) |
| RU (2) | RU2020142950A (es) |
| WO (1) | WO2018189002A1 (es) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3572235A1 (en) * | 2018-05-24 | 2019-11-27 | Agfa Nv | Decorated natural leather |
| ES2968378T3 (es) * | 2018-05-24 | 2024-05-09 | Agfa Nv | Cuero natural decorado, producto y uso |
| US11423274B2 (en) | 2018-12-19 | 2022-08-23 | Agfa Nv | Leather with skin texture having an identification code |
| US20220204788A1 (en) * | 2019-05-06 | 2022-06-30 | Agfa Nv | Aqueous Inkjet Ink Comprising a Resin |
| DE102019215939B4 (de) | 2019-10-16 | 2025-02-27 | Adidas Ag | Einfärben einer Textilschicht und eine Textilschicht |
| EP3859597A1 (en) | 2020-01-31 | 2021-08-04 | U-NICA Systems AG | A computer implemented method and system of surface identification comprising scales |
| KR102183067B1 (ko) * | 2020-07-01 | 2020-11-25 | 주식회사 티그리스 | 피혁 표면 상에 화상을 형성하는 방법 |
| WO2022018541A1 (en) * | 2020-07-22 | 2022-01-27 | Ricoh Company, Ltd. | Ink set, printed matter, printing method, and printing device |
| KR102280459B1 (ko) | 2021-05-25 | 2021-07-22 | 박영수 | 천연 가죽의 프린팅 방법 |
| EP4410907A1 (en) * | 2023-01-31 | 2024-08-07 | Agfa Nv | Decorated natural leather |
| WO2025002728A1 (en) | 2023-06-26 | 2025-01-02 | Agfa Nv | Manufacturing method of decorated natural leather |
| WO2025057571A1 (ja) * | 2023-09-15 | 2025-03-20 | 富士フイルム株式会社 | 皮革の製造方法 |
| EP4567132A1 (en) * | 2023-12-04 | 2025-06-11 | Hidexe S.A. | Method for traceability and quality control of hides using machine-readable code identification and it integration |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2141646C (en) * | 1994-02-04 | 2001-11-06 | Nobuyuki Kuwabara | Leather coloring process, leather coloring apparatus, and colored leather produced by such process |
| DE19522717C1 (de) | 1995-06-22 | 1996-12-12 | Duerkopp Adler Ag | Verfahren zum Schneiden oder Stanzen einzelner Teile aus einer Tierhaut |
| JPH0959700A (ja) * | 1995-08-18 | 1997-03-04 | Toupe:Kk | インクジェット描画用皮革および皮革製品 |
| RU2151191C1 (ru) * | 1999-08-02 | 2000-06-20 | Общество с ограниченной ответственностью "ГВП Химматериалы" | Способ изготовления окрашенных кож |
| GB2355959A (en) | 1999-11-05 | 2001-05-09 | Eric Charles Gilham | Improvement in or relating to printing on leather |
| JP2003119660A (ja) * | 2001-10-18 | 2003-04-23 | Upepo & Maji Inc | 電子透かしコード内在布帛着色物を利用した管理システム |
| JP2003251907A (ja) | 2002-03-06 | 2003-09-09 | Upepo & Maji Inc | 不可視コード固着薄葉体 |
| JP2003336179A (ja) | 2002-05-20 | 2003-11-28 | Hashimoto Shitsugei:Kk | 印刷された天然皮革製品およびその製造方法 |
| EP1790695B1 (en) | 2005-11-28 | 2009-02-18 | Agfa Graphics N.V. | Non-aqueous quinacridone dispersions using dispersion synergists |
| US20080008864A1 (en) * | 2006-07-04 | 2008-01-10 | Yoshikatsu Itoh | Colored leather product and manufacturing method thereof |
| JP5100656B2 (ja) | 2006-09-29 | 2012-12-19 | セーレン株式会社 | 立体模様形成天然皮革 |
| ES2544238T5 (es) | 2006-10-11 | 2023-11-08 | Agfa Nv | Métodos para preparar conjuntos de tintas de inyección pigmentadas curables |
| DE602006013855D1 (de) | 2006-12-21 | 2010-06-02 | Agfa Graphics Nv | Tintenstrahldruckverfahren und Tintensätze |
| UA100152C2 (uk) | 2008-04-02 | 2012-11-26 | Сікпа Холдінг Са | Мітка для об'єкта чи виробу та її застосування, об'єкт чи виріб, що має мітку, спосіб його ідентифікації та спосіб його захисту і відстеження за допомогою мітки |
| JP2010185055A (ja) | 2009-02-13 | 2010-08-26 | Riso Kagaku Corp | 皮革印刷物 |
| JP4756088B2 (ja) * | 2009-09-30 | 2011-08-24 | 株式会社ミドリテクノパーク | 皮革溝形成装置および皮革溝形成方法 |
| AU2010330040B2 (en) | 2009-12-07 | 2013-12-19 | Agfa Nv | UV-LED curable compositions and inks |
| US20120291647A1 (en) * | 2011-05-20 | 2012-11-22 | Illinois Tool Work Inc. | Method of printing scannable codes on packaging |
| US8985012B2 (en) | 2012-03-14 | 2015-03-24 | Codus Holdings Limited | Leather printing |
| JP6017899B2 (ja) | 2012-09-11 | 2016-11-02 | セーレン株式会社 | 模様形成皮革 |
| GB201222567D0 (en) | 2012-12-14 | 2013-01-30 | Fujifilm Speciality Ink Systems Ltd | Method of printing |
| KR101463954B1 (ko) | 2013-05-30 | 2014-11-26 | 정두호 | 직물 또는 피혁 제품의 인쇄 방법 및 이를 이용하여 인쇄된 인쇄물 |
| CN106104564B (zh) | 2014-03-17 | 2018-11-06 | 爱克发有限公司 | 用于数字指纹代码的解码器和编码器 |
| CN204332248U (zh) | 2014-12-31 | 2015-05-13 | 广州市宝绅纸塑有限公司 | 应用于皮革的防水抗磨防伪标 |
| GB201507494D0 (en) * | 2015-04-30 | 2015-06-17 | Fujifilm Speciality Ink Systems Ltd | Method of printing |
| EP3388490B1 (en) * | 2017-04-14 | 2021-07-21 | Agfa Nv | Decorating natural leather |
-
2017
- 2017-04-14 EP EP19216396.2A patent/EP3702422B1/en active Active
- 2017-04-14 EP EP17166694.4A patent/EP3388491B1/en active Active
- 2017-04-14 PL PL17166694T patent/PL3388491T3/pl unknown
- 2017-04-14 DK DK17166694.4T patent/DK3388491T3/da active
- 2017-04-14 ES ES17166694T patent/ES2810124T3/es active Active
- 2017-04-14 PT PT171666944T patent/PT3388491T/pt unknown
-
2018
- 2018-04-04 KR KR1020197030003A patent/KR20190122853A/ko not_active Ceased
- 2018-04-04 RU RU2020142950A patent/RU2020142950A/ru unknown
- 2018-04-04 WO PCT/EP2018/058542 patent/WO2018189002A1/en not_active Ceased
- 2018-04-04 JP JP2019555763A patent/JP6902621B2/ja not_active Expired - Fee Related
- 2018-04-04 RU RU2019136475A patent/RU2745321C1/ru active
- 2018-04-04 CN CN201880024994.7A patent/CN110494511A/zh active Pending
- 2018-04-04 BR BR112019021470-4A patent/BR112019021470A2/pt not_active Application Discontinuation
- 2018-04-04 US US16/498,491 patent/US11351805B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190122853A (ko) | 2019-10-30 |
| PL3388491T3 (pl) | 2020-12-14 |
| EP3702422B1 (en) | 2022-02-23 |
| EP3702422A1 (en) | 2020-09-02 |
| US11351805B2 (en) | 2022-06-07 |
| EP3388491A1 (en) | 2018-10-17 |
| JP2020516735A (ja) | 2020-06-11 |
| CN110494511A (zh) | 2019-11-22 |
| DK3388491T3 (da) | 2020-09-21 |
| RU2745321C1 (ru) | 2021-03-23 |
| EP3388491B1 (en) | 2020-06-17 |
| WO2018189002A1 (en) | 2018-10-18 |
| RU2020142950A (ru) | 2021-01-15 |
| JP6902621B2 (ja) | 2021-07-14 |
| US20200101783A1 (en) | 2020-04-02 |
| BR112019021470A2 (pt) | 2020-05-12 |
| PT3388491T (pt) | 2020-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2810124T3 (es) | Cuero natural decorado | |
| ES2881506T3 (es) | Decoración de cuero natural | |
| ES2913106T3 (es) | Impresión por inyección de tinta sobre cuero natural | |
| ES2966680T3 (es) | Fabricación de cuero decorado | |
| ES2968378T3 (es) | Cuero natural decorado, producto y uso | |
| CN112154071B (zh) | 装饰的天然皮革 | |
| ES2957397T3 (es) | Procedimiento de fabricación de cuero decorado | |
| ES2899303T3 (es) | Cuero natural decorado | |
| ES2992983T3 (en) | Manufacturing decorated natural leather |