JP2004014200A - 蛍光表示管およびその制御電極部材 - Google Patents
蛍光表示管およびその制御電極部材 Download PDFInfo
- Publication number
- JP2004014200A JP2004014200A JP2002163476A JP2002163476A JP2004014200A JP 2004014200 A JP2004014200 A JP 2004014200A JP 2002163476 A JP2002163476 A JP 2002163476A JP 2002163476 A JP2002163476 A JP 2002163476A JP 2004014200 A JP2004014200 A JP 2004014200A
- Authority
- JP
- Japan
- Prior art keywords
- mesh
- grid electrode
- display tube
- fluorescent display
- grid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 74
- 239000004020 conductor Substances 0.000 claims description 52
- 239000000758 substrate Substances 0.000 claims description 34
- 239000012212 insulator Substances 0.000 claims description 26
- 239000000463 material Substances 0.000 claims description 13
- 239000004065 semiconductor Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 112
- 125000006850 spacer group Chemical group 0.000 description 55
- 239000010408 film Substances 0.000 description 40
- 239000011521 glass Substances 0.000 description 30
- 238000000034 method Methods 0.000 description 21
- 239000011347 resin Substances 0.000 description 13
- 229920005989 resin Polymers 0.000 description 13
- 239000012790 adhesive layer Substances 0.000 description 12
- 238000007650 screen-printing Methods 0.000 description 12
- 239000000919 ceramic Substances 0.000 description 10
- 230000008901 benefit Effects 0.000 description 9
- 238000010586 diagram Methods 0.000 description 9
- 239000002245 particle Substances 0.000 description 9
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 6
- 229910052709 silver Inorganic materials 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 5
- 238000010304 firing Methods 0.000 description 5
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 239000006059 cover glass Substances 0.000 description 4
- 239000003989 dielectric material Substances 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 239000004332 silver Substances 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 210000003298 dental enamel Anatomy 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000011810 insulating material Substances 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000001856 Ethyl cellulose Substances 0.000 description 2
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- -1 and enamel Substances 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010292 electrical insulation Methods 0.000 description 2
- 229920001249 ethyl cellulose Polymers 0.000 description 2
- 235000019325 ethyl cellulose Nutrition 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000000615 nonconductor Substances 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910020617 PbO—B2O3—SiO2 Inorganic materials 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- WUOACPNHFRMFPN-UHFFFAOYSA-N alpha-terpineol Chemical compound CC1=CCC(C(C)(C)O)CC1 WUOACPNHFRMFPN-UHFFFAOYSA-N 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 239000003738 black carbon Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000010485 coping Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- SQIFACVGCPWBQZ-UHFFFAOYSA-N delta-terpineol Natural products CC(C)(O)C1CCC(=C)CC1 SQIFACVGCPWBQZ-UHFFFAOYSA-N 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- 229940116411 terpineol Drugs 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images







Landscapes
- Cathode-Ray Tubes And Fluorescent Screens For Display (AREA)
Abstract
【課題】複雑な表示パターンにも対応可能で制御電極の位置ずれや欠落等の生じ難い蛍光表示管およびその蛍光表示管を製造するための制御電極を提供する。
【解決手段】メッシュ50の複数の領域毎に積層された導体層50の各々がグリッド電極26aとして機能させられることにより、複数のグリッド電極26aが発光区分に応じた適宜の形状に構成されていることから、表示面に設けられた種々の表示パターンから、その発光区分単位で順次に発光させることができる。したがって、駆動単位の選択の自由度が高められる。また、複数のグリッド電極26aはグリッド電極部材26上でその位置が固定されていることから、表示面に固着するに際してそれらの相対位置を何ら考慮しなくとも高い相対位置精度が得られ且つグリッド電極の欠落等が生じ難い。
【選択図】 図2
【解決手段】メッシュ50の複数の領域毎に積層された導体層50の各々がグリッド電極26aとして機能させられることにより、複数のグリッド電極26aが発光区分に応じた適宜の形状に構成されていることから、表示面に設けられた種々の表示パターンから、その発光区分単位で順次に発光させることができる。したがって、駆動単位の選択の自由度が高められる。また、複数のグリッド電極26aはグリッド電極部材26上でその位置が固定されていることから、表示面に固着するに際してそれらの相対位置を何ら考慮しなくとも高い相対位置精度が得られ且つグリッド電極の欠落等が生じ難い。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明は、蛍光表示管に関し、特にその制御電極の改良に関する。
【0002】
【従来の技術】
基板の表示面に所定形状で設けられた複数個の蛍光体層と、その蛍光体層の上方に架設されたフィラメント状陰極と、それら蛍光体層および陰極の間の高さ位置でその蛍光体層を覆う複数の制御電極とを備え、その陰極から発生させられた電子をその制御電極で制御してその蛍光体層に選択的に入射させることによりその蛍光体層を発光させる形式の蛍光表示管が知られている。このような蛍光表示管は低い動作電圧で鮮明に表示されると共に、発光色の異なる蛍光体層を用意することによりカラー表示が可能となる等の特徴がある為、音響機器や自動車の表示パネルの表示部品などとして多用されている。
【0003】
【発明が解決しようとする課題】
ところで、上記の制御電極は例えば金属製メッシュから成るものであり、異電極毎すなわち相互に独立したタイミングで制御される表示パターン毎に分割して基板の表示面に固定されていた。このような金属製メッシュは、例えばエッチング加工等によって複数個が1枚の金属薄板にまとめて形成され、プレスによる打ち抜き加工によって個々に分割されていた。そのため、複雑な輪郭形状を備えた表示パターンを設けようとしても、金属製メッシュを個々に分割するための金型の設計が困難であるため、表示パターン設計上の制約となっていた。また、複数の制御電極が個々に分割された状態で基板の表示面に固着されることから、固着位置のずれや欠落等の不具合が生じ易い問題もあった。
【0004】
本発明は、以上の事情を背景として為されたものであって、その目的は、複雑な表示パターンにも対応可能で制御電極の位置ずれや欠落等の生じ難い蛍光表示管およびその蛍光表示管を製造するための制御電極を提供することにある。
【0005】
【課題を解決するための第1の手段】
斯かる目的を達成するため、第1発明の蛍光表示管の要旨とするところは、基板の表示面に所定形状で設けられた複数個の蛍光体層と、その蛍光体層の上方に架設された陰極と、それら複数個の蛍光体層および陰極の間の高さ位置でそれら蛍光体層の各々を所定の発光区分毎に覆う複数の制御電極とを備え、その陰極から発生させられた電子をその制御電極で制御してその蛍光体層に入射させることによりその蛍光体層を選択的に発光させる形式の蛍光表示管であって、(a)前記蛍光体層および前記陰極の間の高さ位置に配置された絶縁体材料製の平坦な網目状部材と、(b)前記発光区分単位で相互に所定距離隔てて前記網目状部材上に区画された複数の領域毎にその網目状部材に積層された前記制御電極として機能させられる複数の導体層とを、含むことにある。
【0006】
【第1発明の効果】
このようにすれば、網目状部材に複数の領域毎に積層された導体層の各々が、相互に電気的に独立した複数の制御電極として機能させられる。そのため、この複数の導体層を備えた網目状部材(以下、制御電極部材という)には相対位置が固定された状態で複数の制御電極が備えられることから、その制御電極部材を基板の表示面に固定するだけで、網目状部材上における相対位置を保ちつつそれら複数の制御電極を同時に配置することができる。しかも、複数の制御電極すなわち複数の導体層はその相互の境界で電気的に分割されることになるため、網目状部材に設ける複数の導体層の各々の形状を適宜定めることによって、網目状部材の形状を矩形等の単純形状に保ったまま、実質的に所望の位置および形状で制御電極を分割することができる。したがって、複雑な表示パターンにも対応可能で制御電極の位置ずれや欠落等の生じ難い蛍光表示管が得られる。
【0007】
【課題を解決するための第2の手段】
また、前記目的を達成するための第2発明の制御電極部材の要旨とするところは、複数個の蛍光体層に向かう電子を所定の発光区分毎に制御する複数の制御電極を設けるために蛍光表示管の表示面にそれら複数個の蛍光体層を覆うように配置される制御電極部材であって、(a)絶縁体材料製の平坦な網目状部材と、その網目状部材上に区画された複数の領域毎に相互に所定距離隔ててその網目状部材に積層された前記制御電極として機能させられる複数の導体層とを含むことにある。
【0008】
【第2発明の効果】
このようにすれば、網目状部材には、制御電極として機能させられる導体層がその複数の領域毎に備えられるため、制御電極部材には、相対位置が一定に保たれた複数の制御電極が一体的に備えられることとなる。そのため、基板の表示面に設けられた複数個の蛍光体層により構成される発光区分に対応して上記領域を定めて制御電極部材を表示面に配設することにより、複数の制御電極をその相対位置を所期の位置に保ちつつ同時にその発光区分毎に設けることができる。このとき、網目状部材に積層される複数の制御電極すなわち導体層は、相互に所定距離隔てられることで電気的に絶縁させられることから、網目状部材の全体形状を矩形等の単純形状に保ちながら、所望の位置および形状で制御電極を分割することができる。すなわち、蛍光体層および発光区分を任意の平面形状で設け且つそれらの形状に応じた任意の形状で制御電極を設けることができる。したがって、複雑な表示パターンにも対応可能で配設する際の制御電極の位置ずれや欠落等の生じ難い制御電極部材が得られる。
【0009】
【発明の他の態様】
ここで、好適には、前記蛍光表示管または前記制御電極部材において、前記網目状部材は、前記蛍光体層上に位置する部分の開口率が他の部分の開口率よりも高められたものである。このようにすれば、蛍光体層上に配置される部分では相対的に開口率が高くされるため網目状部材による遮光が抑制されるが、他の部分では相対的に開口率が低くされることによって機械的強度が確保されるため、網目状部材全体の機械的強度が十分に高く保たれる。なお、開口率を高くするほど遮光が少なくなって輝度が高められると共に一般的には網目状部材の影が観察され難くなって表示品位が向上するが、その反面で蛍光体層の内周側における電子の制御が困難になる。このため、蛍光体層上に位置させられる部分の開口率は、電子の制御性と表示品位との兼ね合いで定めることが望ましい。
【0010】
また、好適には、前記網目状部材は、厚膜セラミック・シート、セラミック繊維製シート、エッチング・ガラス、ガラスクロス、或いは金属メッシュにガラスを電着した琺瑯から成るものである。これらのものは適当な開口率と機械的強度を備えているので好適に用いられる。なお、本願において「絶縁体材料製」とは、少なくとも表面において電気絶縁性を有する材料で構成されることを言うものである。
【0011】
また、好適には、前記導体層は、厚膜スクリーン印刷法を用いて前記網目状部材の一面に厚膜導体ペーストを所定パターンで塗布することによって形成された厚膜導体層である。このようにすれば、適宜の印刷パターンが形成されたスクリーンを用いることにより、所望の形状で分割された導体層を容易に設けることができる。すなわち、本発明によれば、矩形等の単純形状の網目状部材に導体パターンを形成するだけで所望の形状のグリッド電極が形成できることから、種々の表示パターンのそれぞれに対応して種々の形状や寸法のメッシュ状グリッド電極を作製する必要がないのでその製造コストを低下し得る利点もあるが、上記のように導体パターン形成に厚膜印刷法を利用すれば、一層製造コストを低下させ得る。
【0012】
また、好適には、前記蛍光表示管は、前記網目状部材すなわち制御電極部材を支持するためにその網目状部材と前記基板の表示面との間に介在させられた複数個の点状支持体を含むものである。このようにすれば、網目状部材が表示面に直に載せられる場合に比較して、導体層と表示面上の蛍光体層や電極等との電気的絶縁性が高められる。しかも、その点状支持体が存在する位置では、網目状部材の形状や大きさに拘わらずこれを支持することができ、その振動や撓みを抑制できるため、網目状部材を任意の形状および大きさで設けることができる。更に、点状支持体は微小で目立たないことから、表示面上の如何なる位置に配置されても表示品質に殆ど影響を与えることは無い。なお、上記の点状支持体は、例えば、ガラス、ジルコニアやアルミナに代表されるセラミックス等の誘電体材料、或いは、鉄等の導電性材料で構成される。
【0013】
また、好適には、前記網目状部材は全体形状が平坦である。網目状部材は、少なくとも蛍光体層上に位置させられることとなる導体層が設けられた範囲が平坦であれば電子の制御機能上は十分であるが、このようにすれば、網目状部材が折り曲げ加工等の困難なセラミック材料やガラス材料等で構成される場合にも、容易に製造することができる。
【0014】
また、好適には、前記点状支持体は、球体または正多面体である。このようにすれば、点状支持体の姿勢の相違に起因する表示面と制御電極との相互間隔の変化が生じ得ないので、点状支持体の配設が一層容易になる。
【0015】
また、好適には、前記点状支持体は、0.2〜0.5(mm)程度の差渡し(球体である場合には直径)寸法を備えたものである。差渡し寸法を0.2(mm)以上とすれば、制御電極が表示面から十分に離隔させられているので、メッシュ状の制御電極が用いられる場合においてその影が蛍光体層上に生じる不都合が抑制される。影の生じ得る距離はメッシュの開口寸法に応じて変化し得るが、通常用いられている300(μm)程度の開口寸法のものであれば、上記の下限値が好適である。また、差渡し寸法を0.5(mm)以下とすれば、電子の回り込みに起因する漏れ発光を抑制しつつ、異なる制御電極で制御される蛍光体層の相互間隔を十分に小さくすることができる。
【0016】
また、好適には、前記点状支持体は、前記網目状部材および前記基板に導電性材料で固着されることにより前記複数の導体層およびその基板上の複数本の制御電極用配線の間に導通経路を構成したものである。このようにすれば、制御電極部材を点状支持体で支持すると同時に基板の表示面からその制御電極部材上の複数の制御電極の各々への通電経路が確保されることから、制御電極の取付作業および通電経路の形成が簡単になる利点がある。なお、上記導電性材料は、例えば、導電性ペーストとして市販されている銀ペースト、アルミニウム・ペースト、銅ペースト、カーボン・ペースト等が好適に用いられる。また、上記通電経路は、点状支持体がガラス、ジルコニアやアルミナに代表されるセラミックス等の誘電体材料で構成される場合には、例えば、その表面を固着のための導電性材料で略覆うことによって確保されるが、点状支持体が鉄等の導電性材料で構成される場合にはその点状支持体自身が通電経路を成すので特に配慮する必要はない。
【0017】
また、上記のように通電経路が確保される場合において、一層好適には、前記蛍光表示管は、前記表示面に備えられた制御電極配線上に位置させられた前記点状支持体を含むものである。前述したように点状支持体は表示面の適宜の位置に設け得るため、制御電極配線上に配置すれば表示面の配線が一層簡単になる利点がある。
【0018】
【発明の実施の形態】
以下、本発明の一実施例を図面を参照して詳細に説明する。
【0019】
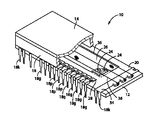
図1は、本発明の一適用例である蛍光表示管10の全体構成をその一部を切り欠いて示す斜視図である。図において、蛍光表示管10は、ガラス、セラミックス、琺瑯などの絶縁体材料製平板から成る基板12および透明なガラス平板から成るカバー・ガラス板14と、矩形枠状のスペーサ・ガラス16と、それら基板12およびスペーサ・ガラス16間を通って配置された複数本の陽極端子18p、複数本のグリッド端子18g、および一対のカソード端子18kとを備えており、それら基板12およびカバー・ガラス板14がスペーサ・ガラス16を介してガラス封着により接合されることにより長手平箱状の気密容器が構成され、その内部にそれらの部材により囲まれた真空空間が形成されている。
【0020】
真空空間により覆われた基板12の一面20は蛍光表示管10の表示面として機能するものである。その表示面20には、後述するような種々の蛍光体層22(図3等を参照)から成る複数個の表示パターン24が備えられている。これら複数個の表示パターン24は、基板12の長手方向に沿って伸びる矩形を成す一枚のグリッド電極部材26で覆われている。本実施例においては、このグリッド電極部材26が制御電極部材に相当する。
【0021】
また、表示面20上のうち上記グリッド電極部材26と基板12の長辺との間の位置には、その長辺に沿って並ぶ複数個の端子パッド28が備えられている。前記の各端子18は気密容器内に位置するその先端がこの端子パッド28に押し付けられており、表示面20に設けられた後述する陽極配線30やグリッド配線32等(図3,図4参照)に、端子パッド28を介して接続されている。
【0022】
また、基板12の両端部には、前記のカソード端子18kを備えた一対のフィラメント支持フレーム34(図において右側に位置する一方だけを図示)が、表示面20上にそれぞれ固設されている。それらフィラメント支持フレーム34の間には、直熱型カソードとして機能する細線状の複数本のフィラメント状陰極36が基板12の長手方向に平行であって蛍光体層22から離隔した所定の高さ位置に張設(すなわち、蛍光体層22の上方に架設)されている。このフィラメント状陰極36は、表面に電子放出層として(Ba,Sr,Ca)O等の仕事関数の低いアルカリ土類金属の酸化物固溶体がコーティングされたタングステン(W)ワイヤ等から成るものである。なお、図1においては示していないが、蛍光表示管10には、気密容器内の真空度を高めるためのゲッタや、気密容器が形成された後に排気して内部を真空にするための排気管或いは排気穴等が備えられている。
【0023】
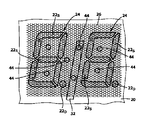
図2(a)は、前記グリッド電極部材26の全体を示す平面図である。図において、グリッド電極部材26は、例えばセラミックス、ガラスや琺瑯等の絶縁体材料製メッシュ50に、図に示されるような複数箇所に区分してその複数の領域毎に導体層52(後述する図5参照)を固着したものであり、その区分毎にグリッド電極26aが形成されている。したがって、本実施例においては、複数のグリッド電極26aの各々の形状は矩形ではなく、図に示すような様々な形状となっている。各グリッド電極26は、制御の単位となる発光区分毎に1乃至複数個の表示パターン24を覆うように設けられており、各グリッド電極26aの形状は、それが覆う1乃至複数個の表示パターン24全体の形状に応じて定められている。また、本実施例においては、メッシュ50が網目状部材に相当する。
【0024】
図2(b)に(a)におけるb部を拡大して示すように、グリッド電極部材26を構成するメッシュ50は、差渡し寸法が例えば300(μm)程度の六角形の開口を備えたものである。メッシュ50の線幅は例えば30(μm)程度であって、上記開口寸法はこの線幅に対して十分に大きい値に定められているため、その下側に位置する蛍光体層22の発光を観察するに際して、グリッド電極部材26は殆ど視覚上の妨げにはならない。なお、グリッド電極26aは、例えば表示パターン24の外周縁よりも僅かに外側までの範囲に設けられている。
【0025】
また、上記の図2(b)において、メッシュ50の実体部分を太線で示した部分には導体材料(導体層52)が固着されており、グリッド電極26aを構成する。一方、図において2箇所に示されるグリッド電極26aの間に位置する細線で示した部分26b、すなわちグリッド電極26a,26aの外周縁26c、26c相互間の部分には導体材料が固着されていない。グリッド電極部材26上の複数のグリッド電極26aは、相互間にこのような非導体部26bが設けられることによって相互に絶縁させられている。
【0026】
図3は、表示面20上に位置する表示パターン24の一例を上記のグリッド電極部材26越しに示したものである。図に示される範囲には、7セグメントの8字形状の蛍光体層22Sで構成された2つの表示パターン24と、図におけるそれぞれの下端部に隣接するドット形状の1個の蛍光体層22Dから構成された2つの表示パターン24とが設けられている。これらの表示パターン24は、例えば、図2(a)において左上部分に位置する逆L字型のグリッド電極26aの下側に配置されている。表示面20の図示しない位置には、同様な表示パターン24の他、例えば種々の文字や図形等の蛍光体層22で構成された表示パターン24が存在する。これら蛍光体層22の各々は、例えば、赤色(R)発光の(ZnxCd(1−x))S:Ag,Cl蛍光体、緑色(G)発光のZnS:Cu,Al蛍光体、青色(B)発光のZnS:Cl蛍光体、黄色(Y)発光の(ZnxCd(1−x))S:Ag,Cl蛍光体等の種々の発光色の種々の蛍光体から適宜選択されたもので構成され、例えば15〜30(μm)程度の厚さ寸法を備えている。
【0027】
図4は、適宜の位置における蛍光表示管10の断面を用いてその要部構成を説明する図である。基板12の表示面20には、複数本の陽極配線30およびグリッド配線32がその表示面20の略全面を覆う絶縁体層38の下側に備えられている。その絶縁体層38上の複数箇所には陽極40が設けられているが、陽極40はその絶縁体層38を貫通して複数箇所に設けられたスルーホール42を介して上記の陽極配線30に導通する。なお、陽極40は、例えば蛍光表示管10の長手方向に略沿って並ぶ複数個毎に行単位で共通の陽極配線30に接続されている。前記の蛍光体層22は、この陽極40上に固着されており、陽極40,陽極配線30,および端子パッド28を介して陽極端子18pに接続されている。また、この図4から明らかなように、グリッド電極部材26には、表示面20上でこれを自立させるための脚部は何ら備えられていない。
【0028】
上記の陽極配線30およびグリッド配線32は、薄いアルミニウム薄膜或いは15(μm)程度の厚さ寸法を備えた厚膜導体から成るものである。また、上記の絶縁体層38は、例えば黒色顔料を含む低融点ガラス等から成る厚膜絶縁体からなるものであり、例えば30〜40(μm)程度の厚さ寸法で設けられている。また、陽極40は、例えばグラファイトを主成分とする厚膜導体から成るものであり、一部がスルーホール42内に入り込んで設けられているが、例えば絶縁体層38上の厚さ寸法は40(μm)程度である。なお、図から明らかなように、陽極40は蛍光体層22よりも僅かに大きいパターン形状で設けられているため、その外周に周縁部がはみ出しているが、前記の図3においては、そのはみ出し部分を省略して示した。
【0029】
また、絶縁体層38上には、例えば平均粒径が0.2〜0.5(mm)程度の範囲内、例えば0.5(mm)程度の多数の球状スペーサ44が配置されており、前記のグリッド電極部材26は、その球状スペーサ44上に載せられ且つ導電接着層46でこれに固着されている。この球状スペーサ44は、例えばガラスビーズ或いはアルミナや黒色のジルコニア等のセラミックボール等の絶縁体材料から成るものである。また、球状スペーサ44は、その下端部が導電接着層48で絶縁体層38に固着されているため、グリッド電極部材26は、その球状スペーサ44を介して表示面20上に固定されている。このため、グリッド電極部材26は、絶縁体層38の表面から0.5(mm)程度だけ上方に配置されているが、絶縁体層38上における陽極40および蛍光体層22の厚さ寸法はそれぞれ40(μm)程度および15〜30(μm)程度であるから、蛍光体層22とグリッド電極部材26との相互間隔は、例えば0.45(mm)程度の極めて小さい値になっている。また、グリッド電極部材26と球状スペーサ44とを固着する導電接着層46は、その球状スペーサ44の側面(すなわちグリッド電極部材26と絶縁体層38の間の部分)を覆う範囲にまで広がっており、導電接着層48に連続する。上記の球状スペーサ44は視覚上の妨げとならない程度に微小な点状と言いうるものであって、本実施例においては、上記の球状スペーサ44が点状支持体に相当する。
【0030】
また、球状スペーサ44のうちの一部は、前記のグリッド配線32のうちの例えばスルーホール42によって露出させられた部分の上に配置されており、導電接着層48によってそのグリッド配線32に固着されている。このため、グリッド電極部材26上の各グリッド電極26aは、導電接着層46,48を介してそのグリッド配線32に接続されており、更に、そのグリッド配線32および端子パッド28を介して前記のグリッド端子18gに接続されている。なお、前記の図3に示すように、グリッド配線32の先端部の一部は絶縁体層38上にも備えられており、そこにも球状スペーサ44は固着されている。そのため、グリッド電極26aは、そのような位置においてもグリッド配線32に導通させられている。何れにしても、グリッド電極26aは、表示面20のうちそれにより覆われている範囲内でグリッド配線32に接続されているのである。
【0031】
図5にグリッド電極部材26の支持構造を拡大して示す。グリッド電極部材26は、前述したように絶縁体材料製のメッシュ50と、前記グリッド電極26aを構成するために例えばその一面に固着された導体層52とから構成されている。球状スペーサ44を固着するための導電接着層46は、この導体層52を覆うように設けられているため、これにより、グリッド電極26aとグリッド配線32とが導電接着層46,48を介した導通経路で接続される。
【0032】
なお、前記の図4に示されるように、球状スペーサ44は、絶縁体層38上のうち蛍光体層20上から外れた位置に備えられているが、その位置は、表示パターン24の外側に限られない。図3に示されるように、表示パターン24内であっても蛍光体層22相互間に十分な大きさの空白部分があれば、そこにも球状スペーサ44が設けられ得る。すなわち、球状スペーサ44は、グリッド電極26aの周縁部の他、その内周側であって蛍光体層22から外れた適宜の位置に備えられているのである。図3の例では、8字形状の蛍光体層22内の球状スペーサ44は、矩形を成す4本の蛍光体層22の略中央すなわち何れからも最も離隔して位置している。
【0033】
また、前述したグリッド電極部材26を構成するメッシュ部50の目開きの大きさと球状スペーサ44の平均粒径との関係や、前記の図3等から明らかなように、球状スペーサ44の直径は、例えばメッシュ開口の差渡し寸法の略2倍程度である。このような寸法関係とすることにより、球状スペーサ44が目立つことを避けつつグリッド電極部材26を一定の高さ位置で確実に支持している。また、球状スペーサ44は、例えば適当な粒度分布を有する群の粗粒子側を最大径に応じて定めた目開きのフィルタ(メッシュ等)で除去することにより、最大径を抑え且つその最大径の占める割合を高めたものが好適に用いられる。
【0034】
以上のように構成された蛍光表示管10を駆動するに際しては、前記フィラメント状陰極36に定常的に電流が流されることにより熱電子が放出された状態で、前記グリッド電極26aに例えば時分割駆動により正電圧が順次印加されることに同期して、複数個の蛍光体層22のうちの所望のものに陽極40を介して正電圧を印加する。上記フィラメント状陰極36から放出された熱電子は、その零(V)のフィラメント状陰極36に対して例えば20(V)程度の正電圧(加速電圧)が印加されたグリッド電極26aにより加速されるので、そのグリッド電極26aにより覆われた蛍光体層22にも正電圧が印加されていると、熱電子がそれら蛍光体層22に衝突してその蛍光体層22を発光させるが、蛍光体層22に正電圧が印加されていても、その上に位置するグリッド電極26aにフィラメント状陰極36に対して数ボルト程度の負のバイアス電圧(カットオフ・バイアス=負の消去電圧)が印加されていると、熱電子が蛍光体層22に到達せず蛍光体層22は発光しない。したがって、所謂ダイナミック駆動によって、所望のパターンで発光表示が行われる。
【0035】
このとき、本実施例においては、メッシュ50の複数の領域毎に積層された導体層50の各々がグリッド電極26aとして機能させられることにより、複数のグリッド電極26aが前記の図2(a)に示されるように発光区分に応じた適宜の形状に構成されていることから、表示面20に設けられた種々の表示パターン24から、その発光区分単位で順次に発光させることができる利点がある。すなわち、駆動単位の選択の自由度が高められている。なお、複数のグリッド電極26aは、前述したように相互の境界には非導体部26bが設けられることによって相互に絶縁させられているため、個別に加速電圧を印加することが可能である。したがって、一枚のメッシュ50上に形成されていても駆動上何らの支障も無い。
【0036】
また、本実施例では、前述したように蛍光体層22とグリッド電極部材26との相互間隔が0.45(mm)程度の極めて小さな値に設定されているにも拘わらず、駆動中にそれらの相互間隔が変化して輝度が変化したり、或いは短絡が生じること等の不具合が何ら認められず安定した発光が得られる。
【0037】
また、本実施例においては、基板12上に球状スペーサ44を介してグリッド電極部材26が固着されているため、蛍光体層22や配線30,32等との絶縁が確実である。しかも、微小な球状スペーサ44は目立たないため、表示品質を低下させることなくグリッド電極部材26の撓みを抑制するために必要となる所望の位置に配置することができることから、輝度変化や短絡の問題が一層生じ難い利点がある。
【0038】
また、本実施例においては、球状スペーサ44を介して固着する際に導電接着層46,48を介してグリッド電極26aとグリッド配線32との導通が確保されるため、固着と同時に導通経路が確保され、別途導通経路を設ける必要の無い利点もある。
【0039】
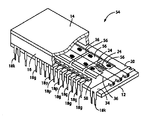
因みに、図6に示すような従来の蛍光表示管54では、表示面20上に基板12の長手方向に沿って並ぶ複数のグリッド電極56が備えられていた。このグリッド電極56は、その長手方向の両端部に設けられた脚部で支持されていることから、その形状が矩形等の単純形状に限定されており、且つグリッド電極56が基板12の長手方向に沿って分割されていた。したがって、同時に発光させられ得る表示パターン24の区分すなわち発光区分は基板12の長手方向においてのみ分割可能であるため、表示パターン設計の制約になっていた。本実施例によれば、これに比べてパターン設計の自由度が著しく高められていることが判る。
【0040】
ところで、上記の蛍光表示管10は、例えば図7に工程図を示される製造方法に従って製造される。まず、配線形成工程58では、例えば厚膜導体ペーストをスクリーン印刷することにより、或いはアルミニウム薄膜を蒸着してエッチング処理すること等によって、基板12上に前記の陽極配線30およびグリッド配線32を形成する。絶縁体層形成工程60では、例えば低融点ガラスおよび黒色顔料等から成る厚膜絶縁ペーストをスクリーン印刷法等で基板12上に所定の厚さに塗布して焼成することにより前記の絶縁体層38を形成する。なお、グリッド配線32の一部が絶縁体層38上に設けられる場合には、この絶縁体層38の形成後にその配線形成工程が実施される。陽極形成工程62では、例えばグラファイト等を主成分とする厚膜導体ペーストを所定の厚さにスクリーン印刷し且つ焼成することにより前記の陽極40を形成する。蛍光体層形成工程64においては、例えば厚膜スクリーン印刷法等を用いてその陽極40上に蛍光体ペーストを塗布することにより、前記の蛍光体層12を形成する。
【0041】
続いて、メッシュ固着工程66では、別途製造された前記グリッド電極部材26を前記の球状スペーサ44を介して絶縁体層38上に固着する。グリッド電極部材26は、先ず、メッシュ作製工程68において例えばセラミック繊維をシート状に成形し、或いはガラス・クロスを所定の大きさに切断加工する等によって前記メッシュ50を作製し、導体層形成工程70において、そのメッシュ50の一面に例えば厚膜スクリーン印刷法等を用いて厚膜導体ペーストを塗布することにより、前記の導体層52を形成することによって製造される。上記の厚膜導体ペーストは、例えば、黒色のカーボン・ペーストや厚膜銀ペーストである。なお、メッシュ50には、脚部形成のためのプレス加工等は何ら施されず平坦なままである。
【0042】
封着工程72においては、上記のグリッド電極部材26の上側に、例えば別途製造したリード・フレーム、スペーサ・ガラス16,およびカバー・ガラス板14を順次に載せて加熱処理を施す。リード・フレームは、前記の端子18とフィラメント支持フレーム34とが一体となったものであり、この工程に先立ってフィラメントが張設されている。これにより、予め基板12上に塗布されたガラス・フリット等でリード・フレームを基板12に固着すると同時に、スペーサ16を介してカバー・ガラス板14が基板12に固着され、それらの間に気密空間が形成される。この後、排気・封止工程74において、前述した図示しない排気孔から排気して内部を真空とした後にその排気孔を封止することにより、前記の蛍光表示管10が得られる。
【0043】
上記の製造工程において、メッシュ固着工程66は、例えば図8に示される工程に従って実施される。この工程の詳細を工程の要部段階における固着の進行状況を模式的に示す図9(a)〜(e)を参照して説明する。
【0044】
第1ペースト塗布工程76においては、絶縁体層38上のうち球状スペーサ44を配置しようとする所定位置(グリッド配線32上の位置を含む)に導電性ペースト78を所定量塗布する。このペースト塗布は、例えば厚膜スクリーン印刷法を用いて行っても良いが、ディスペンサを用いる等適宜の方法で実施できる。図9(a)は、この段階を示している。なお、上記の導電性ペースト78は、例えば、銀、低融点ガラス、樹脂、および溶剤から成る厚膜導体材料である。
【0045】
次いで、球状スペーサ配置工程80では、上記導電性ペースト78上に球状スペーサ44を載せる。この工程は、例えば静電的に或いは真空吸着し、または機械的に保持した球状スペーサ44を複数個同時に或いは1個ずつ順次に載せることとなる。図9(b)は、この段階を示している。次いで、第2ペースト塗布工程82においては、この球状スペーサ44上に導電性ペースト84を塗布する。図9(c)は、この段階を示している。なお、導電性ペースト84は例えばディスペンサ等を用いて塗布される。次いで、メッシュ載置工程86においては、球状スペーサ44の上にグリッド電極部材26を載せる。図9(d)は、この段階を示している。そして、第3ペースト塗布工程88において、グリッド電極部材26上から導電性ペースト90を塗布する。なお、上記第3ペースト塗布工程88においても、例えばディスペンサ等を用いて導電性ペースト90が塗布される。また、導電性ペースト84,90の組成は、例えば導電性ペースト78と同様である。
【0046】
上記の工程の後、更に、導電性ペースト78,84,90の組成に応じた所定条件で乾燥および焼成処理を施すことにより、それらの有機成分および溶剤が除去されて前記の導電接着層46,48が生成され、メッシュ26すなわちグリッド電極26が絶縁体層38上に固着される。この焼成処理において、或いは前記の第3ペースト塗布工程88の実施中または直後において、塗布された導電性ペースト90は、図9(e)に矢印で示すように球状スペーサ44の表面を導電性ペースト78に到達するまで流下させられる。そのため、前記の図4,図5に示されるように、球状スペーサ44の表面が導電接着層46,48で略覆われ、グリッド電極26aとグリッド配線32との導通が確保された状態でグリッド電極部材26が表示面20上に取り付けられるのである。本実施例においては、このようにして球状スペーサ44を用いてグリッド電極部材26を所定の高さ位置に取り付けることから、前述したように脚部を有していな平坦なグリッド電極部材26が用いられる。
【0047】
したがって、本実施例によれば、複数のグリッド電極26aを一体的に備えたグリッド電極部材26が表示面20に固着されることによってそれら複数のグリッド電極26aが同時に設けられることから、各々が別部材で構成された従来のグリッド電極56を表示面20に設ける場合に比較して、グリッド電極26aの取扱いが極めて容易になると共に、その形状の自由度すなわちパターン設計の自由度も極めて高い利点がある。
【0048】
しかも、複数のグリッド電極26aはグリッド電極部材26上でその位置が固定されていることから、表示面20に固着するに際してそれらの相対位置を何ら考慮しなくとも高い相対位置精度が得られ且つグリッド電極の欠落等が生じ難い利点もある。
【0049】
因みに、前記の図6に示す従来の蛍光表示管54では、複数枚のグリッド電極56を相互の相対位置に留意しつつ表示面20に固着する必要があり、しかも、グリッド電極56毎の固着状態のばらつきに起因して欠落も生じ易い不都合があった。
【0050】
また、本実施例によれば、上述したように厚膜スクリーン印刷法を用いてメッシュ50上に導体パターンを塗り分けるだけで複数のグリッド電極26aを一体的に製造できる。そのため、様々な寸法・形状のグリッド電極が望まれる場合にも、容易且つ安価に対応できる利点もある。
【0051】
図10は、本発明の他の実施例のグリッド電極部材92の要部を示す図である。図において、グリッド電極部材92は、メッシュ94上に導体層が積層されることによって形成されたグリッド電極96が備えられている。導体層は、メッシュ94が太線で描かれた部分に設けられており、その外周縁を一点鎖線で示した。なお、図においてはメッシュ94を格子目に描いているが、前述した実施例のメッシュ50と同様に六角形の開口を備えたものであっても差し支えない。
【0052】
上記のグリッド電極96の下側には、例えば図に破線で示すような数字の「1」形状の表示パターン98が配置されている。メッシュ94は、互いに直交する2方向に沿ってそれぞれ伸びる経糸および緯糸のうちの一方が、その表示パターン98上において連続を断たれており、その表示パターン98上には、それらのうちの一方のみが存在する。そのため、このグリッド電極部材92は、表示パターン98上だけ目が粗くすなわち開口率が高くなっている。
【0053】
したがって、本実施例によれば、メッシュ94による遮光が緩和されるので、輝度が高められると共にパターン輪郭の明瞭性が高められ、延いては表示品質が高められる利点がある。このとき、表示パターン98上よりも外側では、メッシュ94の経糸および緯糸が共に存在してその開口率が相対的に低くなっていることから、グリッド電極部材92全体としての機械的強度は、その低開口率の部分によって十分に高く保たれる。すなわち、開口率を部分的に高くすることによる機械的強度の低下は特に問題とならない。
【0054】
なお、前述した実施例においては、メッシュ50がセラミック繊維から成るシート或いはガラス・クロスで構成されていたが、メッシュ50は、例えば厚膜誘電体材料で構成することもできる。厚膜誘電体材料製のメッシュすなわちメッシュ状厚膜シートは、例えば以下のようにして作製することができる。
【0055】
すなわち、先ず、所定の耐熱性を有する基板上に剥離層を形成する。この剥離層は、後述する焼成温度で焼結しない平均粒径が0.01〜5(μm)程度のアルミナやガラス等の高融点粒子およびエチルセルロース等の樹脂等から構成されるものであり、例えば厚膜スクリーン印刷法等を用いて、50(μm)程度以下の厚さ寸法で設けられる。次いで、これに乾燥処理を施した後、例えば厚膜スクリーン印刷法等を用いて、その上に厚膜誘電体ペーストを前記メッシュ50の平面形状に対応する形状で繰り返し塗布して所定の厚さ寸法に積層する。この厚膜誘電体ペーストは、例えば、アルミナやジルコニア等の厚膜誘電体粉末および例えばPbO−B2O3−SiO2−Al2O3−TiO2系の低軟化点ガラス等のガラスフリットをエチルセルロース等の樹脂と共にテルピネオール等の有機溶剤中に分散させたものが好適に用いられる。なお、厚さ寸法は、表示面20上に球状スペーサ44で支持して設けたときにその球状スペーサ44相互間における撓みが実質的に生じないように、その球状スペーサ44の配置を考慮して定めればよい。
【0056】
次いで、上記の厚膜誘電体ペーストで形成した格子状の誘電体樹脂膜上に、カーボンや銀等の導体粉末およびガラスフリットが樹脂と共に有機溶剤中に分散させられた厚膜導体ペーストを、例えば厚膜スクリーン印刷法を用いて前記のグリッド電極26aの形状で塗布する。すなわち、複数箇所に分割された導体塗布領域を樹脂膜上に設ける。なお、上記厚膜導体ペーストを構成するガラスフリット、樹脂、および有機溶剤は、例えば厚膜誘電体ペーストに用いたものと同様なものを用いればよい。
【0057】
上記のようにして誘電体樹脂膜および導体樹脂膜を積層形成し、乾燥して溶剤を除去した後、それらに含まれるガラスフリットの軟化点よりも十分に高い温度で焼成処理を施すと、誘電体樹脂膜および導体樹脂膜が焼結させられて前記のメッシュ50および導体層52すなわちグリッド電極部材26がそれらから生成される。このとき、基板と誘電体樹脂膜との間に設けられた剥離層は、上記焼成処理温度においても焼結しないようにその構成成分が選択されているため、樹脂成分は焼失させられるが高融点粒子は焼結させられない。そのため、焼成処理後には、グリッド電極部材26と基板上との間に相互に結合させられていない高融点粒子から成る層が介在するだけであるため、グリッド電極部材26をその基板上から容易に剥離することができる。メッシュ50は、例えばこのようにして製造されたものであってもよい。
【0058】
以上、本発明を図面を参照して詳細に説明したが、本発明は更に別の態様でも実施できる。
【0059】
例えば、実施例においては、導体層52がメッシュ50の一面に積層されたグリッド電極部材26が用いられていたが、導体層52は、上記一面に代えて或いはこれに加えて、メッシュ50の蛍光体層22側の裏面や開口内面等に設けられても良い。
【0060】
また、実施例においては、表示面20に1枚のグリッド電極部材26が備えられる場合について説明したが、グリッド電極部材26は、製造上或いは駆動上等の都合に応じて適宜分割することができ、表示面20に複数枚のグリッド電極26を設けることもできる。この場合において、複数枚のグリッド電極26のうちには、一つのグリッド電極26aのみが設けられているものが含まれていても差し支えない。
【0061】
また、矩形の表示パターン24に対しては従来のグリッド電極56であっても特に不都合はないので、そのようなグリッド電極56と本発明のグリッド電極部材26とが混在して備えられても差し支えない。
【0062】
また、実施例においては、メッシュ50がシート状セラミックス、ガラスクロス、或いは厚膜シートで構成された場合について説明したが、この他、エッチング処理を施して開口を形成したシート状ガラスや、ガラス層を電着した琺瑯メッシュ等の種々の網目状部材をメッシュ50に代えて用いることもできる。すなわち、本発明の制御電極部材は、その表面が十分な電気絶縁性を有していれば種々の材料から成る網目状部材を用いて構成することができる。
【0063】
また、実施例においては、矩形或いは六角形状の開口を備えたメッシュ50,94が用いられていたが、開口の形状は視認性や取扱い性等を考慮して適宜変更される。また、開口寸法および線幅等は、蛍光表示管10の用途に応じたその観察距離を考慮して視覚上の妨げと成らないように適定められる。
【0064】
また、図10に示されるグリッド電極部材92は、表示パターンの真上の部分のみの開口率が高められていたが、機械的強度に問題が生じなければ、更に広い範囲で開口率を高めることもできる。例えば、導体層が設けられる全範囲すなわちグリッド電極96を構成する部分全体が高開口率にされてもよいのである。
【0065】
また、上記のように開口率を高める場合においては、実施例で示したように格子を構成する経糸および緯糸の一方を欠落させる他、経糸相互および緯糸相互の間隔を共に或いは一方のみ広げること等、適宜の方法で開口率を高めることができる。
【0066】
また、実施例においては、グリッド電極部材26が平均粒径が0.5(mm)程度の球状スペーサ44すなわち点状支持体で支持されていたが、その支持方法は、表示パターンの視認性を阻害しない適宜の方法を採用し得る。なお、点状支持体の平均粒径は所望とする蛍光体層22とグリッド電極26a,96等との相互間隔に応じて適宜変更される。また、表示面20上において点状といい得る大きさのものであれば、球状スペーサ44に代えて或いはこれと同時に、立方体、直方体、その他の多面体を用いることもできる。また、棒状等の支持体を用いたり、従来のグリッド電極56と同様に脚部を設けてこれによって支持してもよい。
【0067】
また、実施例においては、球状スペーサ44を導電性ペースト68上に載せることによってこれを所定位置に配置していたが、例えば球状スペーサ44が分散させられた導電性ペーストをその球状スペーサ44の一層程度の厚みで表示面20に所定形状で塗布することによって設けることもできる。この塗布は、例えば、メタル・マスクを用いたスクリーン印刷によって実施し得る。
【0068】
また、実施例の蛍光表示管10においては、絶縁体材料製の球状スペーサ44の略全面を覆うように導電接着層46,48を設けることによって、グリッド電極26とグリッド配線32との導通を確保していたが、球状スペーサ44を鉄等の金属やカーボン・ビーズ等の導電材料で構成する場合には、球状スペーサ44自体が導通経路の一部を構成し得るので、導電接着層46,48を相互に連続するように形成しなくとも、通電経路を確保できる。
【0069】
また、実施例においては、球状スペーサ44で支持することによってグリッド電極部材26を蛍光体層22から離隔した位置に設けていたが、例えば、実施例で示したように導体層52すなわちグリッド電極26aがメッシュ50の上面だけに備えられる場合には、グリッド電極部材26を蛍光体層22上に直に載せてもそれらの間の短絡は生じない。したがって、この場合には球状スペーサ44等は必ずしも配置する必要がない。
【0070】
その他、一々例示はしないが、本発明は、その主旨を逸脱しない範囲で種々変更を加え得るものである。
【図面の簡単な説明】
【図1】本発明の一実施例の蛍光表示管の全体を一部を切り欠いて示す斜視図である。
【図2】(a)は図1の蛍光表示管に備えられたグリッド電極部材の全体を示す平面図であり、(b)は(a)のb部を拡大して示す図である。
【図3】図1の蛍光表示管の表示面の要部を拡大して説明する図である。
【図4】図1の蛍光表示管の断面構造を説明する図である。
【図5】グリッド電極部材の固着構造を詳細に説明する図である。
【図6】従来のグリッド電極を備えた蛍光表示管の全体を示す斜視図である。
【図7】図1の蛍光表示管の製造工程を説明する工程図である。
【図8】図7の製造工程におけるメッシュ固着工程を説明する工程図である。
【図9】(a)〜(e)は図8の工程の各段階における球状スペーサ配置部分の状態を示す模式図である。
【図10】本発明の他の実施例のグリッド電極の配置状態を説明する図である。
【符号の説明】
10:蛍光表示管
12:基板
20:表示面
22:蛍光体層
26:グリッド電極部材(制御電極部材)
26a:グリッド電極(制御電極)
44:球状スペーサ(点状支持体)
46、48:導電接着層
50:メッシュ(網目状部材)
【発明の属する技術分野】
本発明は、蛍光表示管に関し、特にその制御電極の改良に関する。
【0002】
【従来の技術】
基板の表示面に所定形状で設けられた複数個の蛍光体層と、その蛍光体層の上方に架設されたフィラメント状陰極と、それら蛍光体層および陰極の間の高さ位置でその蛍光体層を覆う複数の制御電極とを備え、その陰極から発生させられた電子をその制御電極で制御してその蛍光体層に選択的に入射させることによりその蛍光体層を発光させる形式の蛍光表示管が知られている。このような蛍光表示管は低い動作電圧で鮮明に表示されると共に、発光色の異なる蛍光体層を用意することによりカラー表示が可能となる等の特徴がある為、音響機器や自動車の表示パネルの表示部品などとして多用されている。
【0003】
【発明が解決しようとする課題】
ところで、上記の制御電極は例えば金属製メッシュから成るものであり、異電極毎すなわち相互に独立したタイミングで制御される表示パターン毎に分割して基板の表示面に固定されていた。このような金属製メッシュは、例えばエッチング加工等によって複数個が1枚の金属薄板にまとめて形成され、プレスによる打ち抜き加工によって個々に分割されていた。そのため、複雑な輪郭形状を備えた表示パターンを設けようとしても、金属製メッシュを個々に分割するための金型の設計が困難であるため、表示パターン設計上の制約となっていた。また、複数の制御電極が個々に分割された状態で基板の表示面に固着されることから、固着位置のずれや欠落等の不具合が生じ易い問題もあった。
【0004】
本発明は、以上の事情を背景として為されたものであって、その目的は、複雑な表示パターンにも対応可能で制御電極の位置ずれや欠落等の生じ難い蛍光表示管およびその蛍光表示管を製造するための制御電極を提供することにある。
【0005】
【課題を解決するための第1の手段】
斯かる目的を達成するため、第1発明の蛍光表示管の要旨とするところは、基板の表示面に所定形状で設けられた複数個の蛍光体層と、その蛍光体層の上方に架設された陰極と、それら複数個の蛍光体層および陰極の間の高さ位置でそれら蛍光体層の各々を所定の発光区分毎に覆う複数の制御電極とを備え、その陰極から発生させられた電子をその制御電極で制御してその蛍光体層に入射させることによりその蛍光体層を選択的に発光させる形式の蛍光表示管であって、(a)前記蛍光体層および前記陰極の間の高さ位置に配置された絶縁体材料製の平坦な網目状部材と、(b)前記発光区分単位で相互に所定距離隔てて前記網目状部材上に区画された複数の領域毎にその網目状部材に積層された前記制御電極として機能させられる複数の導体層とを、含むことにある。
【0006】
【第1発明の効果】
このようにすれば、網目状部材に複数の領域毎に積層された導体層の各々が、相互に電気的に独立した複数の制御電極として機能させられる。そのため、この複数の導体層を備えた網目状部材(以下、制御電極部材という)には相対位置が固定された状態で複数の制御電極が備えられることから、その制御電極部材を基板の表示面に固定するだけで、網目状部材上における相対位置を保ちつつそれら複数の制御電極を同時に配置することができる。しかも、複数の制御電極すなわち複数の導体層はその相互の境界で電気的に分割されることになるため、網目状部材に設ける複数の導体層の各々の形状を適宜定めることによって、網目状部材の形状を矩形等の単純形状に保ったまま、実質的に所望の位置および形状で制御電極を分割することができる。したがって、複雑な表示パターンにも対応可能で制御電極の位置ずれや欠落等の生じ難い蛍光表示管が得られる。
【0007】
【課題を解決するための第2の手段】
また、前記目的を達成するための第2発明の制御電極部材の要旨とするところは、複数個の蛍光体層に向かう電子を所定の発光区分毎に制御する複数の制御電極を設けるために蛍光表示管の表示面にそれら複数個の蛍光体層を覆うように配置される制御電極部材であって、(a)絶縁体材料製の平坦な網目状部材と、その網目状部材上に区画された複数の領域毎に相互に所定距離隔ててその網目状部材に積層された前記制御電極として機能させられる複数の導体層とを含むことにある。
【0008】
【第2発明の効果】
このようにすれば、網目状部材には、制御電極として機能させられる導体層がその複数の領域毎に備えられるため、制御電極部材には、相対位置が一定に保たれた複数の制御電極が一体的に備えられることとなる。そのため、基板の表示面に設けられた複数個の蛍光体層により構成される発光区分に対応して上記領域を定めて制御電極部材を表示面に配設することにより、複数の制御電極をその相対位置を所期の位置に保ちつつ同時にその発光区分毎に設けることができる。このとき、網目状部材に積層される複数の制御電極すなわち導体層は、相互に所定距離隔てられることで電気的に絶縁させられることから、網目状部材の全体形状を矩形等の単純形状に保ちながら、所望の位置および形状で制御電極を分割することができる。すなわち、蛍光体層および発光区分を任意の平面形状で設け且つそれらの形状に応じた任意の形状で制御電極を設けることができる。したがって、複雑な表示パターンにも対応可能で配設する際の制御電極の位置ずれや欠落等の生じ難い制御電極部材が得られる。
【0009】
【発明の他の態様】
ここで、好適には、前記蛍光表示管または前記制御電極部材において、前記網目状部材は、前記蛍光体層上に位置する部分の開口率が他の部分の開口率よりも高められたものである。このようにすれば、蛍光体層上に配置される部分では相対的に開口率が高くされるため網目状部材による遮光が抑制されるが、他の部分では相対的に開口率が低くされることによって機械的強度が確保されるため、網目状部材全体の機械的強度が十分に高く保たれる。なお、開口率を高くするほど遮光が少なくなって輝度が高められると共に一般的には網目状部材の影が観察され難くなって表示品位が向上するが、その反面で蛍光体層の内周側における電子の制御が困難になる。このため、蛍光体層上に位置させられる部分の開口率は、電子の制御性と表示品位との兼ね合いで定めることが望ましい。
【0010】
また、好適には、前記網目状部材は、厚膜セラミック・シート、セラミック繊維製シート、エッチング・ガラス、ガラスクロス、或いは金属メッシュにガラスを電着した琺瑯から成るものである。これらのものは適当な開口率と機械的強度を備えているので好適に用いられる。なお、本願において「絶縁体材料製」とは、少なくとも表面において電気絶縁性を有する材料で構成されることを言うものである。
【0011】
また、好適には、前記導体層は、厚膜スクリーン印刷法を用いて前記網目状部材の一面に厚膜導体ペーストを所定パターンで塗布することによって形成された厚膜導体層である。このようにすれば、適宜の印刷パターンが形成されたスクリーンを用いることにより、所望の形状で分割された導体層を容易に設けることができる。すなわち、本発明によれば、矩形等の単純形状の網目状部材に導体パターンを形成するだけで所望の形状のグリッド電極が形成できることから、種々の表示パターンのそれぞれに対応して種々の形状や寸法のメッシュ状グリッド電極を作製する必要がないのでその製造コストを低下し得る利点もあるが、上記のように導体パターン形成に厚膜印刷法を利用すれば、一層製造コストを低下させ得る。
【0012】
また、好適には、前記蛍光表示管は、前記網目状部材すなわち制御電極部材を支持するためにその網目状部材と前記基板の表示面との間に介在させられた複数個の点状支持体を含むものである。このようにすれば、網目状部材が表示面に直に載せられる場合に比較して、導体層と表示面上の蛍光体層や電極等との電気的絶縁性が高められる。しかも、その点状支持体が存在する位置では、網目状部材の形状や大きさに拘わらずこれを支持することができ、その振動や撓みを抑制できるため、網目状部材を任意の形状および大きさで設けることができる。更に、点状支持体は微小で目立たないことから、表示面上の如何なる位置に配置されても表示品質に殆ど影響を与えることは無い。なお、上記の点状支持体は、例えば、ガラス、ジルコニアやアルミナに代表されるセラミックス等の誘電体材料、或いは、鉄等の導電性材料で構成される。
【0013】
また、好適には、前記網目状部材は全体形状が平坦である。網目状部材は、少なくとも蛍光体層上に位置させられることとなる導体層が設けられた範囲が平坦であれば電子の制御機能上は十分であるが、このようにすれば、網目状部材が折り曲げ加工等の困難なセラミック材料やガラス材料等で構成される場合にも、容易に製造することができる。
【0014】
また、好適には、前記点状支持体は、球体または正多面体である。このようにすれば、点状支持体の姿勢の相違に起因する表示面と制御電極との相互間隔の変化が生じ得ないので、点状支持体の配設が一層容易になる。
【0015】
また、好適には、前記点状支持体は、0.2〜0.5(mm)程度の差渡し(球体である場合には直径)寸法を備えたものである。差渡し寸法を0.2(mm)以上とすれば、制御電極が表示面から十分に離隔させられているので、メッシュ状の制御電極が用いられる場合においてその影が蛍光体層上に生じる不都合が抑制される。影の生じ得る距離はメッシュの開口寸法に応じて変化し得るが、通常用いられている300(μm)程度の開口寸法のものであれば、上記の下限値が好適である。また、差渡し寸法を0.5(mm)以下とすれば、電子の回り込みに起因する漏れ発光を抑制しつつ、異なる制御電極で制御される蛍光体層の相互間隔を十分に小さくすることができる。
【0016】
また、好適には、前記点状支持体は、前記網目状部材および前記基板に導電性材料で固着されることにより前記複数の導体層およびその基板上の複数本の制御電極用配線の間に導通経路を構成したものである。このようにすれば、制御電極部材を点状支持体で支持すると同時に基板の表示面からその制御電極部材上の複数の制御電極の各々への通電経路が確保されることから、制御電極の取付作業および通電経路の形成が簡単になる利点がある。なお、上記導電性材料は、例えば、導電性ペーストとして市販されている銀ペースト、アルミニウム・ペースト、銅ペースト、カーボン・ペースト等が好適に用いられる。また、上記通電経路は、点状支持体がガラス、ジルコニアやアルミナに代表されるセラミックス等の誘電体材料で構成される場合には、例えば、その表面を固着のための導電性材料で略覆うことによって確保されるが、点状支持体が鉄等の導電性材料で構成される場合にはその点状支持体自身が通電経路を成すので特に配慮する必要はない。
【0017】
また、上記のように通電経路が確保される場合において、一層好適には、前記蛍光表示管は、前記表示面に備えられた制御電極配線上に位置させられた前記点状支持体を含むものである。前述したように点状支持体は表示面の適宜の位置に設け得るため、制御電極配線上に配置すれば表示面の配線が一層簡単になる利点がある。
【0018】
【発明の実施の形態】
以下、本発明の一実施例を図面を参照して詳細に説明する。
【0019】
図1は、本発明の一適用例である蛍光表示管10の全体構成をその一部を切り欠いて示す斜視図である。図において、蛍光表示管10は、ガラス、セラミックス、琺瑯などの絶縁体材料製平板から成る基板12および透明なガラス平板から成るカバー・ガラス板14と、矩形枠状のスペーサ・ガラス16と、それら基板12およびスペーサ・ガラス16間を通って配置された複数本の陽極端子18p、複数本のグリッド端子18g、および一対のカソード端子18kとを備えており、それら基板12およびカバー・ガラス板14がスペーサ・ガラス16を介してガラス封着により接合されることにより長手平箱状の気密容器が構成され、その内部にそれらの部材により囲まれた真空空間が形成されている。
【0020】
真空空間により覆われた基板12の一面20は蛍光表示管10の表示面として機能するものである。その表示面20には、後述するような種々の蛍光体層22(図3等を参照)から成る複数個の表示パターン24が備えられている。これら複数個の表示パターン24は、基板12の長手方向に沿って伸びる矩形を成す一枚のグリッド電極部材26で覆われている。本実施例においては、このグリッド電極部材26が制御電極部材に相当する。
【0021】
また、表示面20上のうち上記グリッド電極部材26と基板12の長辺との間の位置には、その長辺に沿って並ぶ複数個の端子パッド28が備えられている。前記の各端子18は気密容器内に位置するその先端がこの端子パッド28に押し付けられており、表示面20に設けられた後述する陽極配線30やグリッド配線32等(図3,図4参照)に、端子パッド28を介して接続されている。
【0022】
また、基板12の両端部には、前記のカソード端子18kを備えた一対のフィラメント支持フレーム34(図において右側に位置する一方だけを図示)が、表示面20上にそれぞれ固設されている。それらフィラメント支持フレーム34の間には、直熱型カソードとして機能する細線状の複数本のフィラメント状陰極36が基板12の長手方向に平行であって蛍光体層22から離隔した所定の高さ位置に張設(すなわち、蛍光体層22の上方に架設)されている。このフィラメント状陰極36は、表面に電子放出層として(Ba,Sr,Ca)O等の仕事関数の低いアルカリ土類金属の酸化物固溶体がコーティングされたタングステン(W)ワイヤ等から成るものである。なお、図1においては示していないが、蛍光表示管10には、気密容器内の真空度を高めるためのゲッタや、気密容器が形成された後に排気して内部を真空にするための排気管或いは排気穴等が備えられている。
【0023】
図2(a)は、前記グリッド電極部材26の全体を示す平面図である。図において、グリッド電極部材26は、例えばセラミックス、ガラスや琺瑯等の絶縁体材料製メッシュ50に、図に示されるような複数箇所に区分してその複数の領域毎に導体層52(後述する図5参照)を固着したものであり、その区分毎にグリッド電極26aが形成されている。したがって、本実施例においては、複数のグリッド電極26aの各々の形状は矩形ではなく、図に示すような様々な形状となっている。各グリッド電極26は、制御の単位となる発光区分毎に1乃至複数個の表示パターン24を覆うように設けられており、各グリッド電極26aの形状は、それが覆う1乃至複数個の表示パターン24全体の形状に応じて定められている。また、本実施例においては、メッシュ50が網目状部材に相当する。
【0024】
図2(b)に(a)におけるb部を拡大して示すように、グリッド電極部材26を構成するメッシュ50は、差渡し寸法が例えば300(μm)程度の六角形の開口を備えたものである。メッシュ50の線幅は例えば30(μm)程度であって、上記開口寸法はこの線幅に対して十分に大きい値に定められているため、その下側に位置する蛍光体層22の発光を観察するに際して、グリッド電極部材26は殆ど視覚上の妨げにはならない。なお、グリッド電極26aは、例えば表示パターン24の外周縁よりも僅かに外側までの範囲に設けられている。
【0025】
また、上記の図2(b)において、メッシュ50の実体部分を太線で示した部分には導体材料(導体層52)が固着されており、グリッド電極26aを構成する。一方、図において2箇所に示されるグリッド電極26aの間に位置する細線で示した部分26b、すなわちグリッド電極26a,26aの外周縁26c、26c相互間の部分には導体材料が固着されていない。グリッド電極部材26上の複数のグリッド電極26aは、相互間にこのような非導体部26bが設けられることによって相互に絶縁させられている。
【0026】
図3は、表示面20上に位置する表示パターン24の一例を上記のグリッド電極部材26越しに示したものである。図に示される範囲には、7セグメントの8字形状の蛍光体層22Sで構成された2つの表示パターン24と、図におけるそれぞれの下端部に隣接するドット形状の1個の蛍光体層22Dから構成された2つの表示パターン24とが設けられている。これらの表示パターン24は、例えば、図2(a)において左上部分に位置する逆L字型のグリッド電極26aの下側に配置されている。表示面20の図示しない位置には、同様な表示パターン24の他、例えば種々の文字や図形等の蛍光体層22で構成された表示パターン24が存在する。これら蛍光体層22の各々は、例えば、赤色(R)発光の(ZnxCd(1−x))S:Ag,Cl蛍光体、緑色(G)発光のZnS:Cu,Al蛍光体、青色(B)発光のZnS:Cl蛍光体、黄色(Y)発光の(ZnxCd(1−x))S:Ag,Cl蛍光体等の種々の発光色の種々の蛍光体から適宜選択されたもので構成され、例えば15〜30(μm)程度の厚さ寸法を備えている。
【0027】
図4は、適宜の位置における蛍光表示管10の断面を用いてその要部構成を説明する図である。基板12の表示面20には、複数本の陽極配線30およびグリッド配線32がその表示面20の略全面を覆う絶縁体層38の下側に備えられている。その絶縁体層38上の複数箇所には陽極40が設けられているが、陽極40はその絶縁体層38を貫通して複数箇所に設けられたスルーホール42を介して上記の陽極配線30に導通する。なお、陽極40は、例えば蛍光表示管10の長手方向に略沿って並ぶ複数個毎に行単位で共通の陽極配線30に接続されている。前記の蛍光体層22は、この陽極40上に固着されており、陽極40,陽極配線30,および端子パッド28を介して陽極端子18pに接続されている。また、この図4から明らかなように、グリッド電極部材26には、表示面20上でこれを自立させるための脚部は何ら備えられていない。
【0028】
上記の陽極配線30およびグリッド配線32は、薄いアルミニウム薄膜或いは15(μm)程度の厚さ寸法を備えた厚膜導体から成るものである。また、上記の絶縁体層38は、例えば黒色顔料を含む低融点ガラス等から成る厚膜絶縁体からなるものであり、例えば30〜40(μm)程度の厚さ寸法で設けられている。また、陽極40は、例えばグラファイトを主成分とする厚膜導体から成るものであり、一部がスルーホール42内に入り込んで設けられているが、例えば絶縁体層38上の厚さ寸法は40(μm)程度である。なお、図から明らかなように、陽極40は蛍光体層22よりも僅かに大きいパターン形状で設けられているため、その外周に周縁部がはみ出しているが、前記の図3においては、そのはみ出し部分を省略して示した。
【0029】
また、絶縁体層38上には、例えば平均粒径が0.2〜0.5(mm)程度の範囲内、例えば0.5(mm)程度の多数の球状スペーサ44が配置されており、前記のグリッド電極部材26は、その球状スペーサ44上に載せられ且つ導電接着層46でこれに固着されている。この球状スペーサ44は、例えばガラスビーズ或いはアルミナや黒色のジルコニア等のセラミックボール等の絶縁体材料から成るものである。また、球状スペーサ44は、その下端部が導電接着層48で絶縁体層38に固着されているため、グリッド電極部材26は、その球状スペーサ44を介して表示面20上に固定されている。このため、グリッド電極部材26は、絶縁体層38の表面から0.5(mm)程度だけ上方に配置されているが、絶縁体層38上における陽極40および蛍光体層22の厚さ寸法はそれぞれ40(μm)程度および15〜30(μm)程度であるから、蛍光体層22とグリッド電極部材26との相互間隔は、例えば0.45(mm)程度の極めて小さい値になっている。また、グリッド電極部材26と球状スペーサ44とを固着する導電接着層46は、その球状スペーサ44の側面(すなわちグリッド電極部材26と絶縁体層38の間の部分)を覆う範囲にまで広がっており、導電接着層48に連続する。上記の球状スペーサ44は視覚上の妨げとならない程度に微小な点状と言いうるものであって、本実施例においては、上記の球状スペーサ44が点状支持体に相当する。
【0030】
また、球状スペーサ44のうちの一部は、前記のグリッド配線32のうちの例えばスルーホール42によって露出させられた部分の上に配置されており、導電接着層48によってそのグリッド配線32に固着されている。このため、グリッド電極部材26上の各グリッド電極26aは、導電接着層46,48を介してそのグリッド配線32に接続されており、更に、そのグリッド配線32および端子パッド28を介して前記のグリッド端子18gに接続されている。なお、前記の図3に示すように、グリッド配線32の先端部の一部は絶縁体層38上にも備えられており、そこにも球状スペーサ44は固着されている。そのため、グリッド電極26aは、そのような位置においてもグリッド配線32に導通させられている。何れにしても、グリッド電極26aは、表示面20のうちそれにより覆われている範囲内でグリッド配線32に接続されているのである。
【0031】
図5にグリッド電極部材26の支持構造を拡大して示す。グリッド電極部材26は、前述したように絶縁体材料製のメッシュ50と、前記グリッド電極26aを構成するために例えばその一面に固着された導体層52とから構成されている。球状スペーサ44を固着するための導電接着層46は、この導体層52を覆うように設けられているため、これにより、グリッド電極26aとグリッド配線32とが導電接着層46,48を介した導通経路で接続される。
【0032】
なお、前記の図4に示されるように、球状スペーサ44は、絶縁体層38上のうち蛍光体層20上から外れた位置に備えられているが、その位置は、表示パターン24の外側に限られない。図3に示されるように、表示パターン24内であっても蛍光体層22相互間に十分な大きさの空白部分があれば、そこにも球状スペーサ44が設けられ得る。すなわち、球状スペーサ44は、グリッド電極26aの周縁部の他、その内周側であって蛍光体層22から外れた適宜の位置に備えられているのである。図3の例では、8字形状の蛍光体層22内の球状スペーサ44は、矩形を成す4本の蛍光体層22の略中央すなわち何れからも最も離隔して位置している。
【0033】
また、前述したグリッド電極部材26を構成するメッシュ部50の目開きの大きさと球状スペーサ44の平均粒径との関係や、前記の図3等から明らかなように、球状スペーサ44の直径は、例えばメッシュ開口の差渡し寸法の略2倍程度である。このような寸法関係とすることにより、球状スペーサ44が目立つことを避けつつグリッド電極部材26を一定の高さ位置で確実に支持している。また、球状スペーサ44は、例えば適当な粒度分布を有する群の粗粒子側を最大径に応じて定めた目開きのフィルタ(メッシュ等)で除去することにより、最大径を抑え且つその最大径の占める割合を高めたものが好適に用いられる。
【0034】
以上のように構成された蛍光表示管10を駆動するに際しては、前記フィラメント状陰極36に定常的に電流が流されることにより熱電子が放出された状態で、前記グリッド電極26aに例えば時分割駆動により正電圧が順次印加されることに同期して、複数個の蛍光体層22のうちの所望のものに陽極40を介して正電圧を印加する。上記フィラメント状陰極36から放出された熱電子は、その零(V)のフィラメント状陰極36に対して例えば20(V)程度の正電圧(加速電圧)が印加されたグリッド電極26aにより加速されるので、そのグリッド電極26aにより覆われた蛍光体層22にも正電圧が印加されていると、熱電子がそれら蛍光体層22に衝突してその蛍光体層22を発光させるが、蛍光体層22に正電圧が印加されていても、その上に位置するグリッド電極26aにフィラメント状陰極36に対して数ボルト程度の負のバイアス電圧(カットオフ・バイアス=負の消去電圧)が印加されていると、熱電子が蛍光体層22に到達せず蛍光体層22は発光しない。したがって、所謂ダイナミック駆動によって、所望のパターンで発光表示が行われる。
【0035】
このとき、本実施例においては、メッシュ50の複数の領域毎に積層された導体層50の各々がグリッド電極26aとして機能させられることにより、複数のグリッド電極26aが前記の図2(a)に示されるように発光区分に応じた適宜の形状に構成されていることから、表示面20に設けられた種々の表示パターン24から、その発光区分単位で順次に発光させることができる利点がある。すなわち、駆動単位の選択の自由度が高められている。なお、複数のグリッド電極26aは、前述したように相互の境界には非導体部26bが設けられることによって相互に絶縁させられているため、個別に加速電圧を印加することが可能である。したがって、一枚のメッシュ50上に形成されていても駆動上何らの支障も無い。
【0036】
また、本実施例では、前述したように蛍光体層22とグリッド電極部材26との相互間隔が0.45(mm)程度の極めて小さな値に設定されているにも拘わらず、駆動中にそれらの相互間隔が変化して輝度が変化したり、或いは短絡が生じること等の不具合が何ら認められず安定した発光が得られる。
【0037】
また、本実施例においては、基板12上に球状スペーサ44を介してグリッド電極部材26が固着されているため、蛍光体層22や配線30,32等との絶縁が確実である。しかも、微小な球状スペーサ44は目立たないため、表示品質を低下させることなくグリッド電極部材26の撓みを抑制するために必要となる所望の位置に配置することができることから、輝度変化や短絡の問題が一層生じ難い利点がある。
【0038】
また、本実施例においては、球状スペーサ44を介して固着する際に導電接着層46,48を介してグリッド電極26aとグリッド配線32との導通が確保されるため、固着と同時に導通経路が確保され、別途導通経路を設ける必要の無い利点もある。
【0039】
因みに、図6に示すような従来の蛍光表示管54では、表示面20上に基板12の長手方向に沿って並ぶ複数のグリッド電極56が備えられていた。このグリッド電極56は、その長手方向の両端部に設けられた脚部で支持されていることから、その形状が矩形等の単純形状に限定されており、且つグリッド電極56が基板12の長手方向に沿って分割されていた。したがって、同時に発光させられ得る表示パターン24の区分すなわち発光区分は基板12の長手方向においてのみ分割可能であるため、表示パターン設計の制約になっていた。本実施例によれば、これに比べてパターン設計の自由度が著しく高められていることが判る。
【0040】
ところで、上記の蛍光表示管10は、例えば図7に工程図を示される製造方法に従って製造される。まず、配線形成工程58では、例えば厚膜導体ペーストをスクリーン印刷することにより、或いはアルミニウム薄膜を蒸着してエッチング処理すること等によって、基板12上に前記の陽極配線30およびグリッド配線32を形成する。絶縁体層形成工程60では、例えば低融点ガラスおよび黒色顔料等から成る厚膜絶縁ペーストをスクリーン印刷法等で基板12上に所定の厚さに塗布して焼成することにより前記の絶縁体層38を形成する。なお、グリッド配線32の一部が絶縁体層38上に設けられる場合には、この絶縁体層38の形成後にその配線形成工程が実施される。陽極形成工程62では、例えばグラファイト等を主成分とする厚膜導体ペーストを所定の厚さにスクリーン印刷し且つ焼成することにより前記の陽極40を形成する。蛍光体層形成工程64においては、例えば厚膜スクリーン印刷法等を用いてその陽極40上に蛍光体ペーストを塗布することにより、前記の蛍光体層12を形成する。
【0041】
続いて、メッシュ固着工程66では、別途製造された前記グリッド電極部材26を前記の球状スペーサ44を介して絶縁体層38上に固着する。グリッド電極部材26は、先ず、メッシュ作製工程68において例えばセラミック繊維をシート状に成形し、或いはガラス・クロスを所定の大きさに切断加工する等によって前記メッシュ50を作製し、導体層形成工程70において、そのメッシュ50の一面に例えば厚膜スクリーン印刷法等を用いて厚膜導体ペーストを塗布することにより、前記の導体層52を形成することによって製造される。上記の厚膜導体ペーストは、例えば、黒色のカーボン・ペーストや厚膜銀ペーストである。なお、メッシュ50には、脚部形成のためのプレス加工等は何ら施されず平坦なままである。
【0042】
封着工程72においては、上記のグリッド電極部材26の上側に、例えば別途製造したリード・フレーム、スペーサ・ガラス16,およびカバー・ガラス板14を順次に載せて加熱処理を施す。リード・フレームは、前記の端子18とフィラメント支持フレーム34とが一体となったものであり、この工程に先立ってフィラメントが張設されている。これにより、予め基板12上に塗布されたガラス・フリット等でリード・フレームを基板12に固着すると同時に、スペーサ16を介してカバー・ガラス板14が基板12に固着され、それらの間に気密空間が形成される。この後、排気・封止工程74において、前述した図示しない排気孔から排気して内部を真空とした後にその排気孔を封止することにより、前記の蛍光表示管10が得られる。
【0043】
上記の製造工程において、メッシュ固着工程66は、例えば図8に示される工程に従って実施される。この工程の詳細を工程の要部段階における固着の進行状況を模式的に示す図9(a)〜(e)を参照して説明する。
【0044】
第1ペースト塗布工程76においては、絶縁体層38上のうち球状スペーサ44を配置しようとする所定位置(グリッド配線32上の位置を含む)に導電性ペースト78を所定量塗布する。このペースト塗布は、例えば厚膜スクリーン印刷法を用いて行っても良いが、ディスペンサを用いる等適宜の方法で実施できる。図9(a)は、この段階を示している。なお、上記の導電性ペースト78は、例えば、銀、低融点ガラス、樹脂、および溶剤から成る厚膜導体材料である。
【0045】
次いで、球状スペーサ配置工程80では、上記導電性ペースト78上に球状スペーサ44を載せる。この工程は、例えば静電的に或いは真空吸着し、または機械的に保持した球状スペーサ44を複数個同時に或いは1個ずつ順次に載せることとなる。図9(b)は、この段階を示している。次いで、第2ペースト塗布工程82においては、この球状スペーサ44上に導電性ペースト84を塗布する。図9(c)は、この段階を示している。なお、導電性ペースト84は例えばディスペンサ等を用いて塗布される。次いで、メッシュ載置工程86においては、球状スペーサ44の上にグリッド電極部材26を載せる。図9(d)は、この段階を示している。そして、第3ペースト塗布工程88において、グリッド電極部材26上から導電性ペースト90を塗布する。なお、上記第3ペースト塗布工程88においても、例えばディスペンサ等を用いて導電性ペースト90が塗布される。また、導電性ペースト84,90の組成は、例えば導電性ペースト78と同様である。
【0046】
上記の工程の後、更に、導電性ペースト78,84,90の組成に応じた所定条件で乾燥および焼成処理を施すことにより、それらの有機成分および溶剤が除去されて前記の導電接着層46,48が生成され、メッシュ26すなわちグリッド電極26が絶縁体層38上に固着される。この焼成処理において、或いは前記の第3ペースト塗布工程88の実施中または直後において、塗布された導電性ペースト90は、図9(e)に矢印で示すように球状スペーサ44の表面を導電性ペースト78に到達するまで流下させられる。そのため、前記の図4,図5に示されるように、球状スペーサ44の表面が導電接着層46,48で略覆われ、グリッド電極26aとグリッド配線32との導通が確保された状態でグリッド電極部材26が表示面20上に取り付けられるのである。本実施例においては、このようにして球状スペーサ44を用いてグリッド電極部材26を所定の高さ位置に取り付けることから、前述したように脚部を有していな平坦なグリッド電極部材26が用いられる。
【0047】
したがって、本実施例によれば、複数のグリッド電極26aを一体的に備えたグリッド電極部材26が表示面20に固着されることによってそれら複数のグリッド電極26aが同時に設けられることから、各々が別部材で構成された従来のグリッド電極56を表示面20に設ける場合に比較して、グリッド電極26aの取扱いが極めて容易になると共に、その形状の自由度すなわちパターン設計の自由度も極めて高い利点がある。
【0048】
しかも、複数のグリッド電極26aはグリッド電極部材26上でその位置が固定されていることから、表示面20に固着するに際してそれらの相対位置を何ら考慮しなくとも高い相対位置精度が得られ且つグリッド電極の欠落等が生じ難い利点もある。
【0049】
因みに、前記の図6に示す従来の蛍光表示管54では、複数枚のグリッド電極56を相互の相対位置に留意しつつ表示面20に固着する必要があり、しかも、グリッド電極56毎の固着状態のばらつきに起因して欠落も生じ易い不都合があった。
【0050】
また、本実施例によれば、上述したように厚膜スクリーン印刷法を用いてメッシュ50上に導体パターンを塗り分けるだけで複数のグリッド電極26aを一体的に製造できる。そのため、様々な寸法・形状のグリッド電極が望まれる場合にも、容易且つ安価に対応できる利点もある。
【0051】
図10は、本発明の他の実施例のグリッド電極部材92の要部を示す図である。図において、グリッド電極部材92は、メッシュ94上に導体層が積層されることによって形成されたグリッド電極96が備えられている。導体層は、メッシュ94が太線で描かれた部分に設けられており、その外周縁を一点鎖線で示した。なお、図においてはメッシュ94を格子目に描いているが、前述した実施例のメッシュ50と同様に六角形の開口を備えたものであっても差し支えない。
【0052】
上記のグリッド電極96の下側には、例えば図に破線で示すような数字の「1」形状の表示パターン98が配置されている。メッシュ94は、互いに直交する2方向に沿ってそれぞれ伸びる経糸および緯糸のうちの一方が、その表示パターン98上において連続を断たれており、その表示パターン98上には、それらのうちの一方のみが存在する。そのため、このグリッド電極部材92は、表示パターン98上だけ目が粗くすなわち開口率が高くなっている。
【0053】
したがって、本実施例によれば、メッシュ94による遮光が緩和されるので、輝度が高められると共にパターン輪郭の明瞭性が高められ、延いては表示品質が高められる利点がある。このとき、表示パターン98上よりも外側では、メッシュ94の経糸および緯糸が共に存在してその開口率が相対的に低くなっていることから、グリッド電極部材92全体としての機械的強度は、その低開口率の部分によって十分に高く保たれる。すなわち、開口率を部分的に高くすることによる機械的強度の低下は特に問題とならない。
【0054】
なお、前述した実施例においては、メッシュ50がセラミック繊維から成るシート或いはガラス・クロスで構成されていたが、メッシュ50は、例えば厚膜誘電体材料で構成することもできる。厚膜誘電体材料製のメッシュすなわちメッシュ状厚膜シートは、例えば以下のようにして作製することができる。
【0055】
すなわち、先ず、所定の耐熱性を有する基板上に剥離層を形成する。この剥離層は、後述する焼成温度で焼結しない平均粒径が0.01〜5(μm)程度のアルミナやガラス等の高融点粒子およびエチルセルロース等の樹脂等から構成されるものであり、例えば厚膜スクリーン印刷法等を用いて、50(μm)程度以下の厚さ寸法で設けられる。次いで、これに乾燥処理を施した後、例えば厚膜スクリーン印刷法等を用いて、その上に厚膜誘電体ペーストを前記メッシュ50の平面形状に対応する形状で繰り返し塗布して所定の厚さ寸法に積層する。この厚膜誘電体ペーストは、例えば、アルミナやジルコニア等の厚膜誘電体粉末および例えばPbO−B2O3−SiO2−Al2O3−TiO2系の低軟化点ガラス等のガラスフリットをエチルセルロース等の樹脂と共にテルピネオール等の有機溶剤中に分散させたものが好適に用いられる。なお、厚さ寸法は、表示面20上に球状スペーサ44で支持して設けたときにその球状スペーサ44相互間における撓みが実質的に生じないように、その球状スペーサ44の配置を考慮して定めればよい。
【0056】
次いで、上記の厚膜誘電体ペーストで形成した格子状の誘電体樹脂膜上に、カーボンや銀等の導体粉末およびガラスフリットが樹脂と共に有機溶剤中に分散させられた厚膜導体ペーストを、例えば厚膜スクリーン印刷法を用いて前記のグリッド電極26aの形状で塗布する。すなわち、複数箇所に分割された導体塗布領域を樹脂膜上に設ける。なお、上記厚膜導体ペーストを構成するガラスフリット、樹脂、および有機溶剤は、例えば厚膜誘電体ペーストに用いたものと同様なものを用いればよい。
【0057】
上記のようにして誘電体樹脂膜および導体樹脂膜を積層形成し、乾燥して溶剤を除去した後、それらに含まれるガラスフリットの軟化点よりも十分に高い温度で焼成処理を施すと、誘電体樹脂膜および導体樹脂膜が焼結させられて前記のメッシュ50および導体層52すなわちグリッド電極部材26がそれらから生成される。このとき、基板と誘電体樹脂膜との間に設けられた剥離層は、上記焼成処理温度においても焼結しないようにその構成成分が選択されているため、樹脂成分は焼失させられるが高融点粒子は焼結させられない。そのため、焼成処理後には、グリッド電極部材26と基板上との間に相互に結合させられていない高融点粒子から成る層が介在するだけであるため、グリッド電極部材26をその基板上から容易に剥離することができる。メッシュ50は、例えばこのようにして製造されたものであってもよい。
【0058】
以上、本発明を図面を参照して詳細に説明したが、本発明は更に別の態様でも実施できる。
【0059】
例えば、実施例においては、導体層52がメッシュ50の一面に積層されたグリッド電極部材26が用いられていたが、導体層52は、上記一面に代えて或いはこれに加えて、メッシュ50の蛍光体層22側の裏面や開口内面等に設けられても良い。
【0060】
また、実施例においては、表示面20に1枚のグリッド電極部材26が備えられる場合について説明したが、グリッド電極部材26は、製造上或いは駆動上等の都合に応じて適宜分割することができ、表示面20に複数枚のグリッド電極26を設けることもできる。この場合において、複数枚のグリッド電極26のうちには、一つのグリッド電極26aのみが設けられているものが含まれていても差し支えない。
【0061】
また、矩形の表示パターン24に対しては従来のグリッド電極56であっても特に不都合はないので、そのようなグリッド電極56と本発明のグリッド電極部材26とが混在して備えられても差し支えない。
【0062】
また、実施例においては、メッシュ50がシート状セラミックス、ガラスクロス、或いは厚膜シートで構成された場合について説明したが、この他、エッチング処理を施して開口を形成したシート状ガラスや、ガラス層を電着した琺瑯メッシュ等の種々の網目状部材をメッシュ50に代えて用いることもできる。すなわち、本発明の制御電極部材は、その表面が十分な電気絶縁性を有していれば種々の材料から成る網目状部材を用いて構成することができる。
【0063】
また、実施例においては、矩形或いは六角形状の開口を備えたメッシュ50,94が用いられていたが、開口の形状は視認性や取扱い性等を考慮して適宜変更される。また、開口寸法および線幅等は、蛍光表示管10の用途に応じたその観察距離を考慮して視覚上の妨げと成らないように適定められる。
【0064】
また、図10に示されるグリッド電極部材92は、表示パターンの真上の部分のみの開口率が高められていたが、機械的強度に問題が生じなければ、更に広い範囲で開口率を高めることもできる。例えば、導体層が設けられる全範囲すなわちグリッド電極96を構成する部分全体が高開口率にされてもよいのである。
【0065】
また、上記のように開口率を高める場合においては、実施例で示したように格子を構成する経糸および緯糸の一方を欠落させる他、経糸相互および緯糸相互の間隔を共に或いは一方のみ広げること等、適宜の方法で開口率を高めることができる。
【0066】
また、実施例においては、グリッド電極部材26が平均粒径が0.5(mm)程度の球状スペーサ44すなわち点状支持体で支持されていたが、その支持方法は、表示パターンの視認性を阻害しない適宜の方法を採用し得る。なお、点状支持体の平均粒径は所望とする蛍光体層22とグリッド電極26a,96等との相互間隔に応じて適宜変更される。また、表示面20上において点状といい得る大きさのものであれば、球状スペーサ44に代えて或いはこれと同時に、立方体、直方体、その他の多面体を用いることもできる。また、棒状等の支持体を用いたり、従来のグリッド電極56と同様に脚部を設けてこれによって支持してもよい。
【0067】
また、実施例においては、球状スペーサ44を導電性ペースト68上に載せることによってこれを所定位置に配置していたが、例えば球状スペーサ44が分散させられた導電性ペーストをその球状スペーサ44の一層程度の厚みで表示面20に所定形状で塗布することによって設けることもできる。この塗布は、例えば、メタル・マスクを用いたスクリーン印刷によって実施し得る。
【0068】
また、実施例の蛍光表示管10においては、絶縁体材料製の球状スペーサ44の略全面を覆うように導電接着層46,48を設けることによって、グリッド電極26とグリッド配線32との導通を確保していたが、球状スペーサ44を鉄等の金属やカーボン・ビーズ等の導電材料で構成する場合には、球状スペーサ44自体が導通経路の一部を構成し得るので、導電接着層46,48を相互に連続するように形成しなくとも、通電経路を確保できる。
【0069】
また、実施例においては、球状スペーサ44で支持することによってグリッド電極部材26を蛍光体層22から離隔した位置に設けていたが、例えば、実施例で示したように導体層52すなわちグリッド電極26aがメッシュ50の上面だけに備えられる場合には、グリッド電極部材26を蛍光体層22上に直に載せてもそれらの間の短絡は生じない。したがって、この場合には球状スペーサ44等は必ずしも配置する必要がない。
【0070】
その他、一々例示はしないが、本発明は、その主旨を逸脱しない範囲で種々変更を加え得るものである。
【図面の簡単な説明】
【図1】本発明の一実施例の蛍光表示管の全体を一部を切り欠いて示す斜視図である。
【図2】(a)は図1の蛍光表示管に備えられたグリッド電極部材の全体を示す平面図であり、(b)は(a)のb部を拡大して示す図である。
【図3】図1の蛍光表示管の表示面の要部を拡大して説明する図である。
【図4】図1の蛍光表示管の断面構造を説明する図である。
【図5】グリッド電極部材の固着構造を詳細に説明する図である。
【図6】従来のグリッド電極を備えた蛍光表示管の全体を示す斜視図である。
【図7】図1の蛍光表示管の製造工程を説明する工程図である。
【図8】図7の製造工程におけるメッシュ固着工程を説明する工程図である。
【図9】(a)〜(e)は図8の工程の各段階における球状スペーサ配置部分の状態を示す模式図である。
【図10】本発明の他の実施例のグリッド電極の配置状態を説明する図である。
【符号の説明】
10:蛍光表示管
12:基板
20:表示面
22:蛍光体層
26:グリッド電極部材(制御電極部材)
26a:グリッド電極(制御電極)
44:球状スペーサ(点状支持体)
46、48:導電接着層
50:メッシュ(網目状部材)
Claims (5)
- 基板の表示面に所定形状で設けられた複数個の蛍光体層と、その蛍光体層の上方に架設された陰極と、それら複数個の蛍光体層および陰極の間の高さ位置でそれら蛍光体層の各々を所定の発光区分毎に覆う複数の制御電極とを備え、その陰極から発生させられた電子をその制御電極で制御してその蛍光体層に入射させることによりその蛍光体層を選択的に発光させる形式の蛍光表示管であって、
前記蛍光体層および前記陰極の間の高さ位置に配置された絶縁体材料製の平坦な網目状部材と、
前記発光区分単位で相互に所定距離隔てて前記網目状部材上に区画された複数の領域毎にその網目状部材に積層された前記制御電極として機能させられる複数の導体層と
を、含むことを特徴とする蛍光表示管。 - 前記網目状部材は、前記蛍光体層上に位置する部分の開口率が他の部分の開口率よりも高められたものである請求項1の蛍光表示管。
- 前記網目状部材を支持するためにその網目状部材と前記基板の表示面との間に介在させられた複数個の点状支持体を含むものである請求項1または請求項2の蛍光表示管。
- 複数個の蛍光体層に向かう電子を所定の発光区分毎に制御する複数の制御電極を設けるために蛍光表示管の表示面にそれら複数個の蛍光体層を覆うように配置される制御電極部材であって、
絶縁体材料製の平坦な網目状部材と、その網目状部材上に区画された複数の領域毎に相互に所定距離隔ててその網目状部材に積層された前記制御電極として機能させられる複数の導体層とを含むことを特徴とする蛍光表示管の制御電極部材。 - 前記網目状部材は、前記蛍光体層上に位置させられる部分の開口率が他の部分の開口率よりも高められたものである請求項4の蛍光表示管の制御電極部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002163476A JP2004014200A (ja) | 2002-06-04 | 2002-06-04 | 蛍光表示管およびその制御電極部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002163476A JP2004014200A (ja) | 2002-06-04 | 2002-06-04 | 蛍光表示管およびその制御電極部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004014200A true JP2004014200A (ja) | 2004-01-15 |
Family
ID=30431952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002163476A Pending JP2004014200A (ja) | 2002-06-04 | 2002-06-04 | 蛍光表示管およびその制御電極部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004014200A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009176568A (ja) * | 2008-01-24 | 2009-08-06 | Nippon Hoso Kyokai <Nhk> | 表示装置 |
-
2002
- 2002-06-04 JP JP2002163476A patent/JP2004014200A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009176568A (ja) * | 2008-01-24 | 2009-08-06 | Nippon Hoso Kyokai <Nhk> | 表示装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7105200B2 (en) | Method of producing thick-film sheet member | |
| JP3839713B2 (ja) | 平面ディスプレイの製造方法 | |
| JP2002343280A (ja) | 表示装置とその製造方法 | |
| CN100543915C (zh) | 显示板和显示装置 | |
| KR20060050676A (ko) | 화상표시장치 | |
| JP2002075255A (ja) | 蛍光表示管 | |
| JP2004014200A (ja) | 蛍光表示管およびその制御電極部材 | |
| US7132784B2 (en) | Fluorescent display tube having provision for preventing short-circuit therein, and method of manufacturing the same | |
| JP2883014B2 (ja) | 螢光表示管 | |
| JP2002367542A (ja) | 電界放出型ディスプレイとその製造方法 | |
| JP3418319B2 (ja) | 蛍光表示管 | |
| JP2544068Y2 (ja) | 蛍光表示装置 | |
| JP2899331B2 (ja) | 蛍光発光装置 | |
| JP3018292U (ja) | 蛍光表示管 | |
| RU2258974C1 (ru) | Низковольтный катодолюминесцентный матричный экран | |
| JP2000353483A (ja) | 蛍光表示管の陽極基板 | |
| JP2005093125A (ja) | 画像表示装置及びその製造方法 | |
| JPH0622922Y2 (ja) | 蛍光発光管 | |
| JP3563316B2 (ja) | リブ・グリッド型蛍光表示管の陽極基板の製造方法 | |
| JPH0635360Y2 (ja) | 蛍光表示管 | |
| JP2528456Y2 (ja) | 蛍光表示装置 | |
| JP2004206977A (ja) | 導体配設方法および厚膜シート部材 | |
| JPS603487Y2 (ja) | 螢光表示管用基板装置 | |
| JP2003208862A (ja) | 蛍光表示管およびその製造方法 | |
| JPH023251B2 (ja) |