JP2004137125A - 光学素子成形用金型および光学素子の製造方法 - Google Patents
光学素子成形用金型および光学素子の製造方法 Download PDFInfo
- Publication number
- JP2004137125A JP2004137125A JP2002304780A JP2002304780A JP2004137125A JP 2004137125 A JP2004137125 A JP 2004137125A JP 2002304780 A JP2002304780 A JP 2002304780A JP 2002304780 A JP2002304780 A JP 2002304780A JP 2004137125 A JP2004137125 A JP 2004137125A
- Authority
- JP
- Japan
- Prior art keywords
- optical element
- die
- mold
- molding
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/40—Product characteristics
- C03B2215/41—Profiled surfaces
- C03B2215/414—Arrays of products, e.g. lenses
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/61—Positioning the glass to be pressed with respect to the press dies or press axis
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/68—Means for parting the die from the pressed glass other than by cooling or use of a take-out
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/80—Simultaneous pressing of multiple products; Multiple parallel moulds
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】本発明は光学性能が極めて難しい高レンズを安価、安定に生産、多数個成形を可能にすることを目的とし、光学機能面のディセンター精度を向上させるためのクリアランスを極力小さくできる成形金型と成形方法を提供する。
【解決手段】上下押圧型と胴型とが嵌合した状態のまま光学素子材料の投入および成形された光学素子の取り出しを可能にするため、胴型に開口部を設け、摺動の必要のない構成で、さらに、光学素子材料の余剰部を角柱状の胴型により大きくとることで、上記課題を解決する。
【選択図】 図1
【解決手段】上下押圧型と胴型とが嵌合した状態のまま光学素子材料の投入および成形された光学素子の取り出しを可能にするため、胴型に開口部を設け、摺動の必要のない構成で、さらに、光学素子材料の余剰部を角柱状の胴型により大きくとることで、上記課題を解決する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、光ディスク装置や撮像光学系に用いる光学素子の押圧成形による製造方法および成形に用いる光学素子成形用金型等に関するものである。
【0002】
【従来の技術】
光学素子成形用金型は、光学機能面を備えた一対の押圧型と前記一対の押圧型を摺動案内する胴型とで構成され、成形型内部にガラス材料を投入して、ガラス材料の軟化点近傍まで加熱した後、加圧を行って成形型の光学機能面をガラス材料に精密転写させて光学素子を得るものである。
【0003】
古くから、より生産性を向上させる提案として、特許文献1や特許文献2があり、何れも複数個の一対の押圧型と複数個の貫通孔を所定ピッチに配設した胴型とで構成され、複数個のガラス材料を一挙に成形する方法が開示されている。特許文献2に於いては、図7に示すように、ユニットモールド(成形型)1は上型2、下型3を摺動案内する胴型4および支持台5で構成され、前記ユニットモールドの内部に複数のガラス材料を投入し、加熱軟化したガラス材料6を一挙に加圧し、また前記ユニットモールドを複数個準備して生産性の高い光学素子の製造が行えるものである。
【0004】
【特許文献1】
特開昭61−227929号公報
【特許文献2】
特開昭62−70235号公報
【0005】
【発明が解決しようとする課題】
しかし、光学素子(以下、レンズに代表して記載する)に求められる精度要求は、年々高まってきており、例えば、レーザー光源を利用した光ディスク装置においては情報量を大量に取り扱おうとする高容量化と、それに伴う高NAレンズの実現が不可欠である。また、静止画や動画を扱う撮像光学系に用いるレンズに於いても、高画質化や高解像化と云ったトータルの機器精度がレンズに要求されている。
【0006】
また、機器の小型化を実現するためにレンズの小型化と、機器に直接取り付け可能な外形形状が求められ、丸形状以外のものも要望されている。それらを実現するための課題を要約すると、以下の3点である。
【0007】
課題1.レンズ両面の偏芯精度向上は極めて重要であり、従来例のように一対の押圧型と胴型とで成形型を構成した場合には、必然的に嵌合されるクリアランスを極めて小さく設計することで偏芯精度は向上される。しかし一方で一対の押圧型のどちらかを胴型から離脱させないと成形されたレンズの取り出しと、光学素子材料の投入が行えない。しかし、クリアランスを極限まで小さくすると成形型の組立、即ち成形型を胴型の貫通孔に嵌合させることが困難となり、嵌合の際に成形型を傷めてしまうと云う課題を有している。
【0008】
課題2.レンズの外形形状が回転軸対称(円形)以外のものを実現する為には成形型および胴型の貫通孔のレンズ外形形状に合致した形状が考えられるが、課題1と同様に成形型の組立が極めて難しいと云う課題を有している。
【0009】
課題3.上記した、極めて高精度なレンズを市場の要望に応えられる低コストで実現するための製造法が確立されていない。
【0010】
【課題を解決するための手段】
請求項1に相当する解決手段は、光学機能面を備えた一対の成形型(一対の押圧型)を精密に摺動案内する貫通孔を備えた胴型に嵌合させ、前記貫通孔と直交して開口部を設け、一対の押圧型を貫通孔から離脱させずに光学素子材料および成形されたレンズの取り出しが行える構造の成形型で課題解決する。
【0011】
請求項2に相当する解決手段は、一対の押圧型を摺動案内する貫通孔を備えた第1の胴型と、レンズの外形形状を規制する第2の胴型を分離して設け、それぞれ別の作用をさせることで課題解決する。
【0012】
請求項3に相当する解決手段は、前記第2の胴型に設けるレンズ外形の規制面が円または多角形で形成して課題解決する。
【0013】
請求項4に相当する解決手段は、前記第2の胴型を、第1の胴型もしくは一対の押圧型のどちらか一方に構成して課題解決する。
【0014】
請求項5に相当する解決手段は、一対の押圧型と前記一対の押圧型を摺動軸案内する貫通孔を備え、かつ前記貫通孔に直交して開口部を設けた第一の胴型とで構成される内部空間に光学素子材料を投入して成形ブロックを成す工程と、前記成形ブロック全体を加熱して前記光学素子材料の軟化点近傍で押圧成形する工程と、前記成形ブロック全体を所定温度まで冷却する工程と、前記開口部より成形されたレンズを前記一対の押圧型と前記貫通孔との嵌合を維持した状態で取り出す工程とを具備した光学素子の製造方法で解決手段とする。
【0015】
請求項6に相当する解決手段は、一対の押圧型もしくは一対の押圧型どちらか一方の複数型を複数の貫通孔に挿入されて摺動案内し、前記複数型に対応する他方の成形型を前記複数よりも少なく配置し、前記複数型と前記他方の成形型とでレンズの両面を形成するように前記貫通孔が所定ピッチに配設された胴型の、前記貫通孔に直交して開口部を設け、前記一対の押圧型を前記胴型の貫通孔から離脱させることなく、前記開口部が光学素子材料の投入および光学素子の取り出し口とすることで解決手段とする。
【0016】
請求項7に相当する解決手段は、前記所定ピッチを整列配置して解決手段とする。
【0017】
請求項8に相当する解決手段は、複数の一対の押圧型を一つの摺動案内する貫通孔に嵌合させた胴型形状とすることで解決手段とする。
【0018】
請求項9に相当する解決手段は、成形されるレンズの厚みを規制する第3の胴型で構成することで解決手段とする。
【0019】
請求項10に相当する解決手段は、請求項8で構成される光学素子用成形型と、金型吸着機能を備えた成形装置とを用い、前記成形型を前記成形装置に固定し、被成形材料を成形装置から取り出して後、機械加工をして複数のレンズに分断して得られる光学素子の製造方法で解決手段とする。
【0020】
請求項11に相当する解決手段は、複数の一対の押圧型を備えた成形型を加熱工程、加圧工程、冷却工程に順次搬送し、成形型を成形装置から分離して後、成形型から光学素子を取り出して、機械加工をして複数のレンズに分断して得られる光学素子の製造方法で解決手段とする。
【0021】
請求項12に相当する解決手段は、投入される光学素子材料が、一つのレンズを形成する個別のプリフォームもしくは複数の一対の押圧型に対応するように単一のプリフォームを投入することで解決手段とする。
【0022】
請求項13に相当する解決手段は、請求項5乃至請求項12の範囲で成形された光学素子を提供することで解決手段とする。
【0023】
【発明の実施の形態】
(実施の形態1)
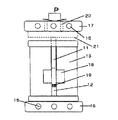
図1は、実施の形態1を説明するもので、上型11、下型12を摺動案内する案内胴型13とで構成した光学素子成形用金型と、ヒータ15を埋設した下加熱板16および上加熱板17を介して矢印Pで示す図示しない加圧機構を備えた成形装置の一部を示す縦断面図である。案内胴型13には、上下型11および12と直交する開口部18が設けられている。下型12と上型11との間にはレンズ19が成形されている。上型11は上加熱板17に設けた図示しない真空装置などに連通する吸着口20に吸い上げられて、図中波線で示す位置に持ち上げられた状態である。
【0024】
レンズ19は、開口部18から挿入する別の吸着治具によって、案内胴型13内から取り出し、また光学素子材料を投入する事が出来る。このように、上下型を胴型から離脱させることなく成形が行える光学素子成形用金型であり、上下型と胴型のクリアランスを極限まで小さくしても、上型11の嵌合時における破損を皆無にし、またレンズ両面の偏芯精度を高めることが可能となる。
【0025】
具体的には、上下型11,12および案内胴型13には炭化タングステン材料を用い、上型11の成形面は球面凸形状で曲率半径が3.444mm、下型12の成形面には球面凹形状で曲率半径が4.458mmに精密に機械加工し、鏡面研磨して後、その表面に光学素子材料(以下ガラス材料と呼ぶ)であるガラス材料との溶着を防止するための白金系の合金膜を成膜している。上下型の外径を3.5mmとし、案内胴型13とのクリアランスを2ミクロン以下に設定するように加工した。光学素子材料には主成分が硼珪酸バリュームからなるガラス材料(屈伏点:549℃、ガラス転移点501℃)を外径2.75mmの球形状に研磨したものを準備した。
【0026】
上型11と下型12の間にガラス材料を投入し、上下の加熱板に通電し、成形金型全体を600℃まで昇温した状態で120秒間保持した後、図中Pの加圧力を800Nで加圧してガラス材料を変形し、上型の鍔部21と案内胴型13の上端面が当接するまで加圧を続けて成形を完了した。その後、加熱板への通電を中止して室温まで冷却した後に、外部吸引装置を作動し、上型11を図中波線で示される所まで持ち上げた状態で、真空ピンセットで光学素子を胴型から取り出した。
【0027】
メニスカス形状を示したレンズを、フィゾー型の光干渉計により透過波面収差を数十個測定したところ、平均値としてトータル波面収差0.06λ、非点収差0.023AMT、コマ収差0.011AMT、球面収差0.865AMTを示し、光ピックアップの光学系で使用したところ、実用上問題なく使用可能であることを確認した。従来における成形型と胴型とのクリアランスが6〜8ミクロンで成形を行ったものと比較して、クリアランスを小さく設定したことによるコマ収差の改善効果があった。また、クリアランスが2ミクロン以下の金型でも成形型と胴型とを組み立てる必要がなく、型に損傷を与えることが皆無となる。
【0028】
また、胴型は光学素子材料が配置される箇所の近傍が大きく開口しているため、加熱によってガラス材料からの揮発物が分散するので、成形された光学素子に曇りなどの欠陥がなく外観が極めてよい。尚、本実施の形態では上加熱板17に吸着口20を設け、真空吸着によって上型11を吸い上げて、レンズを取り出したが、その手順が成形装置から分離した状態で行っても同様のレンズが得られることに変わりはない。
【0029】
(実施の形態2)
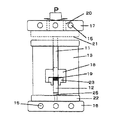
図2は、実施の形態2を説明するもので、上型11、下型12を摺動案内する案内胴型13と、前記胴型に設けた開口部18、成形されたレンズ19などは図1で説明したものと同様で、同符号を用いている。下型12は単なる円柱形状の片側端面に光学機能面が形成されたものである。下型12は、その外径よりも小さな貫通孔25が中心に設けられた段付きの受け型22の上に載置されて、案内胴型13内に収容されている。案内胴型13の内部中央には規制胴型23が設けられ上下型11,12の中心軸と同軸上に、かつ案内胴型13に軽圧入されている。
【0030】
案内胴型13はレンズ両面の光軸を保証させるために機能し、規制胴型23はレンズの外形形状を規制させるために機能させる。下型12を円柱形状に、また受け型22に貫通孔25を設ける理由は、規制胴型23からレンズ19の取り外しを容易にするのに機能する。例えば細い押し棒などで下型12を介して、突き出しができるために、下型の光学機能面に載せたまま規制胴型23からレンズを取り出すことが容易になる。尚、規制胴型23も案内胴型13と同様の炭化タングステン材料で構成されている。
【0031】
具体的には、上下型11,12に形成した光学機能面の形状や外形寸法および成形されるガラス材料などは実施の形態1と同様のものを使用した。上下型と案内胴型とのクリアランスは2ミクロン以下に設定し、下型12と規制胴型23とのクリアランスは10ミクロンに設定した。
【0032】
下型12の光学機能面と規制胴型23の内面で形成される箇所にガラス材料を載置し、上下の加熱板に通電して600℃まで昇温した状態で120秒間保持した後、加圧力Pを800Nで成形した。成形型全体を冷却して後、成形装置から取り出し、受け型22に設けた貫通孔25から、下型12を上方に突き出して、レンズ19を規制胴型23から取り出した。その後、光学特性をフィゾー型の光干渉計で測定したところ、実施の形態1で得られたものとほぼ同様の特性を確認した。また光ピックアップの光学系で使用しても実用上問題のないものが成形されていた。
【0033】
(実施の形態3)
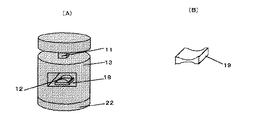
図3(A)は、規制胴型23の別の形態を示す部分図であり、案内胴型13と下型12とは2ミクロン以下のクリアランスで嵌合されており、下型12と規制胴型23のクリアランスは比較的大きなクリアランス10ミクロンで嵌合されている。レンズの外形形状を決定する規制面24は四角形状を成して彫り込まれており、また、その外径は案内胴型13に軽圧入されている。尚、彫り込みには型彫りの放電加工機を用いて加工を行った。
【0034】
図3(B)は、規制面24が形成された規制胴型23を用い、実施の形態1および2とほぼ同様の条件で成形されたレンズ19である。但し、ガラス材料は球形状のものを用いたが、その体積は所望に設計されている。得られたレンズ19は外形が四角形状を成しており、その四隅には適度なRが形成されており光学素子材料の体積を吸収していた。
【0035】
光学特性も実施の形態1,2と同様に確認したが、波面収差としては実用上問題となる特性は確認されなかった。
【0036】
尚、図3(C)に示すように、規制胴型23が下型12に軽圧入されてもよく、また、規制面24は丸形状の他、多角形に形成されても良い。更に上下型のどちらか一方に形成してもよいが、ガラス材料の載置に好適なのは下型である。上述したようにレンズの外形形状が特に多角形を成す成形金型に於いては、その多角形状を成形型の外形と案内胴型との嵌め合い状態で設けるよりも、規制胴型にその作用を持たせる方が得策である。尚、実施の形態1乃至3に於ける光学機能面は球面形状であるが、別段、回転軸対称の非球面形状であっても同様に実施出来るものである。
【0037】
(実施の形態4)
図4は、上型11、下型12、案内胴型13、開口部18、受け型22で構成された光学素子成形用金型を示す斜視図である。外形形状が四角形の上型11は、案内形状が角孔を成した案内胴型13と嵌合し、下型12は四角柱の形状で、角孔に嵌合され、上下型と角孔とは精密に摺動出来るようにしている。下型12の光学機能面は下側の角孔内に位置し、ガラス材料を保持できる空間が形成されている。
【0038】
上型および下型には凸状のシリンダー面が、それぞれ14Rと8Rにそれぞれ光学機能面として形成されている。上下型に形成したシリンダー面の母線の角度ずれが三分以内になるように、上下型と角孔とのクリアランスは2ミクロンの公差で嵌合されている。角孔の寸法は3.5mm角である。ガラス材料には、硼酸やランタンおよびタンタルなどの原料を多用した成分の特殊な光学材料(屈伏点:549℃、ガラス転移点510℃)で、案内胴型の角孔寸法より小さめで、1.2mm厚みで両面が鏡面状態に研磨された平板状のものを準備した。尚、受け型22の中心には図示しない貫通孔25が図2と同様に設けられている。
【0039】
実施の形態1乃至3と同様に、上記したガラス材料を金型内に投入して、成形金型全体を580℃まで昇温し、約60秒間保持した後に300Nの加圧力で成形した。成形金型全体を冷却して後、受け型22の貫通孔25から下型12を上方に突き出して成形されたレンズを取り出した。転写された凹状のシリンダー形状を三次元測定器で計測したところ、ほぼ光学機能面形状よりも小さく、図4(B)に示すような近似した曲率半径を有した形状のレンズ19を得ることが出来た。
【0040】
また、両母線の角度ずれは、レンズの外形を基準にし凹形状の母線までの距離を計測したところ、充分に三分以内に成形できていることが確認された。
【0041】
本発明では上型と案内胴型とが嵌合されたままレンズの取り出しと、ガラス材料の投入が行えるのものであり、通常、このように外形が角形状のものを従来例で示した構成の成形型で行うには、上型11と案内胴型13とを嵌合させるのが極めて難しく、また嵌合に際して上型を傷めてしまうと云う課題を完全に解決するものである。尚、本実施の形態では、シリンダー形状の母線を同じ方向のものを説明したが、互いの母線が直交する構成でも実施可能である。さらに、本実施の形態のように両面の回転位置決めが必要なものや、レンズ外形に対して片側面の回転位置決めが必要なレンズ成形に対して効果がある。
【0042】
(実施の形態5)
図5(A)、(B)は、複数個のレンズを成形するに好適な型構成と製造方法を説明する斜視図と要部断面図を示し、図5(A)は型構成の概念を説明するものである。所定ピッチに複数個が配置された上型11と、前記上型11を摺動案内する案内胴型13と、上型11に対応し、かつ複数個よりも少なく配置した下型12と、前記上型11の軸方向とは直交し、前記案内胴型13の側面に開口部18を備えている。開口部18はガラス材料およびレンズの取り出しに機能させる。
【0043】
図5(B)は、製造方法を説明するもので、上型11、下型12とこれら上下型を摺動案内する案内胴型13および上下型11,12の光学機能面の間に載置されたガラス材料99、成形されたレンズ19が図示されている。上下型と案内胴型およびガラス材料は一体に組み込まれ、ヒータ15が埋設された下加熱板16上に載置されており、その上方には上型11と接し、上型11を吸着させる吸着口20を備えた吸着板98と前記吸着板98が固定され、ヒータ15が埋設された上加熱板17とで構成されている。さらに、上加熱板17には図示しない、例えばエアーシリンダなどの駆動源に連結されている加圧機構95があり、図中矢印方向の+Z、−Z方向に上下自在に駆動する。ガラス材料99およびレンズ19は挟持具97、96を用いて案内胴型13への投入と案内胴型13からの取り出しに機能するものである。
【0044】
本実施の形態を具体的に説明する。図中左側に示すガラス材料99は硼珪酸バリューム系のガラス材料(屈伏点:549℃、ガラス転移点:501℃)を18×25×1.2mmの板状で、その両面を光学鏡面に加工したものを準備した。上下型11,12が案内胴型13に組み込まれた状態で下加熱板16上に載置し、吸着口20に連接する図示しない真空装置などを用いて上型11を吸着板98で吸着し、加圧機構95を+Z方向に持ち上げる。このとき上型11は案内胴型13からは離脱しない範囲である。上型を吸着した状態で、挟持具97を用いてガラス材料99を図中+X方向に移動させ、上下型の間に投入した後、加圧機構95を−Z方向に移動させ、さらに吸着を停止した。その後、上下のヒータ15に通電して上下加熱板16,17を600℃まで昇温し、その状態で120秒間保持した後に、加圧機構95で図中Pで示すように5000Nの加圧力で押圧し、ガラス材料を0.2mm変形させた。
【0045】
その後、ヒータ電源をオフにし、加圧を継続したままガラス転移点まで冷却した後に、加圧を中止してさらに室温まで冷却を継続した。その後、上型11を吸着板98で吸着したまま、加圧機構95で+Z方向に上型を持ち上げた状態で、挟持具96を−X方向に移動させ、成形されたレンズ19を挟んで+X方向に取り出した。複数個の転写面が成形されたレンズ19を、ダイヤモンド砥石を用いたダイシングソーによって所望のピッチに機械加工して分断し個別のレンズを得た。図5(C)は分断された個別のレンズ100を示し、上型11の光学機能面が転写された凹面形状101と、その反対面には凹形状のシリンダー面102とが転写され、レンズ100の外形は角形状を成している。
【0046】
尚、上型11に設けた光学機能面の形状はR15.6の凸形状の球面、また下型はR4.5凸シリンダー形状である。上型11に対応するレンズの転写面を光干渉計で評価したところ、λ/4程度の転写が確認され、一方、下型12に対応する凹形状の母線に直交する方向を三次元測定器で評価したところ、ほぼ金型の曲率に近似していることを確認した。光学機器への使用が可能で、かつ所望した特性であることが確認された。
【0047】
さらに、成形に用いた装置は詳細に図示しなかったが、上下加熱板の温度制御や加圧機構を用いた圧力制御、吸着板に連通した真空装置、また成形金型を加熱して押圧成形する部分は全体が不活性ガス中で行えるチャンバーを備えているものである。
【0048】
(実施の形態6)
図6(A)、(B)、(C)、(D)は複数のレンズを、かつ比較的、外形が小さなレンズを一挙に成形するのに好適な他の実施の形態を示す。(A)は型構成の斜視図、(B)は型構成の断面図、(C)はレンズの製造工程を説明する要部断面図、(D)は得られたレンズの斜視図である。(A)において複数個の上型11は整列配置されて案内胴型13の上方に開口する貫通孔81に隙間なく嵌合され、上下に摺動する構成である。複数個の下型12も案内胴型13の下方に開口する貫通孔82に整列配置され、案内胴型13とは嵌合している。案内胴型13の両端に開口する開口部18が設けられてガラス材料の投入や成形されたレンズの取り出しに機能させる。
【0049】
下型12の光学機能面83は凸状のシリンダー面が形成されており、その母線と、複数個配置された上型11の中心軸線とが合致するような寸法関係にしている。上型11の光学機能面は下型12のそれと対向して設けられており、互いの光学機能面の間にガラス材料を配置して加熱加圧して、複数個のレンズを一挙に成形し、その後、機械加工によって上型11の光学機能面に対応するように分断して行うレンズの製造方法である。尚、上型11の配置は別段、整列配置でなく、求めるレンズの形状によって選択されるが俵積みの配置にしても好適である。また下型12も本実施の形態のようなシリンダー面のように、個別のレンズに共通できる形状のみでなく、個別の形状面を有するものでも良い。
【0050】
本実施の形態を具体的に説明する。図6(B)のガラス材料99は硼珪酸バリューム系のガラス材料(屈伏点:549℃、ガラス転移点:501℃)を16×25×1.2mmの板状で、その両面を光学鏡面に加工したものを準備した。上下型11,12が案内胴型13に組み込まれた状態で、かつ上下型の間に配置して成形ブロック84を形成する。その後、図6(C)に示すように成形ブロック84はヒータ15が埋設された上下の加熱板16,17の間に置かれる。上下加熱板16,17の設定温度が600℃に保持されている加熱部85に成形ブロックを投入し180秒間保持して成形ブロック全体の加熱を行った。図中矢印Pは加圧機構95を示し、加熱時における加圧力Pは50Nとした。その後、成形ブロック84を別の温度設定がされている加圧部86に移送し(図中矢印方向)5000Nの加圧力Pで押圧成形した。
【0051】
さらに成形ブロックを、ガラス転移点近傍に温度設定された冷却部87に移送して加圧を継続したまま冷却を行った。その後、冷却部87から取り出された成形ブロック84を室温まで冷却し、複数個の光学機能面が転写されたレンズを得た。その後、複数個のレンズをダイシングソーによって個別のレンズに分断して、図6(D)に示すような外形が多角形状のレンズ100を得た。
【0052】
尚、上型11に設けた光学機能面の形状はR15.6の球面、また下型はR4.5の凸シリンダー形状である。上型11に対応するレンズの転写面を光干渉計で評価したところ、λ/3〜λ/4程度の転写が確認された。一方、下型12に対応する凹形状の母線と、上型11の光学機能面の中心とのずれ量を三次元測定器で評価したところ、約0.006mmが確認され、光学機器への使用が可能で、かつ所望した特性であることが確認された。
【0053】
実施の形態5と同様に、成形に用いた装置は詳細に図示しなかったが、上下加熱板の温度制御や加圧機構を用いた圧力制御、成形ブロックを順次移送する手段、また成形金型を加熱して押圧成形する部分は全体が不活性ガス中で行えるチャンバーに内包され、通常の技術手段で行えるものである。
【0054】
【発明の効果】
上記の実施の形態から明らかなように、光学機能面を有する一対の押圧型と前記一対の押圧型を摺動案内する胴型とで構成される金型において、押圧型を胴型から離脱させないことにより、嵌合クリアランスを極限まで小さくしても型の破損を招かない。従ってレンズ両面の光軸精度が高められることで高精度なレンズ成形が実現できる。また、レンズ外形が多角形のものにも適応可能であり、さらに、複数個のレンズを一挙に製造する手段として効果的である。よって、本発明は産業上利用価値の高い発明である。
【図面の簡単な説明】
【図1】実施の形態1の成形装置の縦断面図
【図2】実施の形態2の成形装置の縦断面図
【図3】(A)実施の形態3における規制胴型の別形態を示す図
(B)実施の形態3で成形されたレンズの斜視図
(C)実施の形態3における下型に軽圧入された規制胴型の断面図
【図4】(A)実施の形態4における光学素子成形用金型の斜視図
(B)実施の形態4で得られた近似した曲率半径を有した形状のレンズの斜視図
【図5】(A)実施の形態5における複数個のレンズを成形する型構成の斜視図
(B)実施の形態5における複数個のレンズを成形する型構成の要部断面図
(C)実施の形態5における分断された個別のレンズの斜視図
【図6】(A)実施の形態6における複数個のレンズを成形する型構成の斜視図
(B)実施の形態6における複数個のレンズを成形する型構成の断面図
(C)実施の形態6における複数個のレンズを成形する工程を示した図
(D)実施の形態6で得られた外形が多角形状のレンズの斜視図
【図7】従来の成形型の縦断面図
【符号の説明】
1 ユニットモールド(成形型)
2 上型
3 下型
4 胴型
5 支持台
6 ガラス材料
11 上型
12 下型
13 案内胴型
15 ヒータ
16 下加熱板
17 上加熱板
18 開口部
19 レンズ
20 吸着口
21 上型鍔部
22 受け型
23 規制胴型
24 規制面
25 貫通孔
81 貫通孔
82 貫通孔
83 光学機能面
84 成形ブロック
85 加熱部
86 加圧部
87 冷却部
95 加圧機構
96 挟持具
97 挟持具
98 吸着板
99 ガラス材料
100 レンズ
101 凹面形状
102 シリンダー面
【発明の属する技術分野】
本発明は、光ディスク装置や撮像光学系に用いる光学素子の押圧成形による製造方法および成形に用いる光学素子成形用金型等に関するものである。
【0002】
【従来の技術】
光学素子成形用金型は、光学機能面を備えた一対の押圧型と前記一対の押圧型を摺動案内する胴型とで構成され、成形型内部にガラス材料を投入して、ガラス材料の軟化点近傍まで加熱した後、加圧を行って成形型の光学機能面をガラス材料に精密転写させて光学素子を得るものである。
【0003】
古くから、より生産性を向上させる提案として、特許文献1や特許文献2があり、何れも複数個の一対の押圧型と複数個の貫通孔を所定ピッチに配設した胴型とで構成され、複数個のガラス材料を一挙に成形する方法が開示されている。特許文献2に於いては、図7に示すように、ユニットモールド(成形型)1は上型2、下型3を摺動案内する胴型4および支持台5で構成され、前記ユニットモールドの内部に複数のガラス材料を投入し、加熱軟化したガラス材料6を一挙に加圧し、また前記ユニットモールドを複数個準備して生産性の高い光学素子の製造が行えるものである。
【0004】
【特許文献1】
特開昭61−227929号公報
【特許文献2】
特開昭62−70235号公報
【0005】
【発明が解決しようとする課題】
しかし、光学素子(以下、レンズに代表して記載する)に求められる精度要求は、年々高まってきており、例えば、レーザー光源を利用した光ディスク装置においては情報量を大量に取り扱おうとする高容量化と、それに伴う高NAレンズの実現が不可欠である。また、静止画や動画を扱う撮像光学系に用いるレンズに於いても、高画質化や高解像化と云ったトータルの機器精度がレンズに要求されている。
【0006】
また、機器の小型化を実現するためにレンズの小型化と、機器に直接取り付け可能な外形形状が求められ、丸形状以外のものも要望されている。それらを実現するための課題を要約すると、以下の3点である。
【0007】
課題1.レンズ両面の偏芯精度向上は極めて重要であり、従来例のように一対の押圧型と胴型とで成形型を構成した場合には、必然的に嵌合されるクリアランスを極めて小さく設計することで偏芯精度は向上される。しかし一方で一対の押圧型のどちらかを胴型から離脱させないと成形されたレンズの取り出しと、光学素子材料の投入が行えない。しかし、クリアランスを極限まで小さくすると成形型の組立、即ち成形型を胴型の貫通孔に嵌合させることが困難となり、嵌合の際に成形型を傷めてしまうと云う課題を有している。
【0008】
課題2.レンズの外形形状が回転軸対称(円形)以外のものを実現する為には成形型および胴型の貫通孔のレンズ外形形状に合致した形状が考えられるが、課題1と同様に成形型の組立が極めて難しいと云う課題を有している。
【0009】
課題3.上記した、極めて高精度なレンズを市場の要望に応えられる低コストで実現するための製造法が確立されていない。
【0010】
【課題を解決するための手段】
請求項1に相当する解決手段は、光学機能面を備えた一対の成形型(一対の押圧型)を精密に摺動案内する貫通孔を備えた胴型に嵌合させ、前記貫通孔と直交して開口部を設け、一対の押圧型を貫通孔から離脱させずに光学素子材料および成形されたレンズの取り出しが行える構造の成形型で課題解決する。
【0011】
請求項2に相当する解決手段は、一対の押圧型を摺動案内する貫通孔を備えた第1の胴型と、レンズの外形形状を規制する第2の胴型を分離して設け、それぞれ別の作用をさせることで課題解決する。
【0012】
請求項3に相当する解決手段は、前記第2の胴型に設けるレンズ外形の規制面が円または多角形で形成して課題解決する。
【0013】
請求項4に相当する解決手段は、前記第2の胴型を、第1の胴型もしくは一対の押圧型のどちらか一方に構成して課題解決する。
【0014】
請求項5に相当する解決手段は、一対の押圧型と前記一対の押圧型を摺動軸案内する貫通孔を備え、かつ前記貫通孔に直交して開口部を設けた第一の胴型とで構成される内部空間に光学素子材料を投入して成形ブロックを成す工程と、前記成形ブロック全体を加熱して前記光学素子材料の軟化点近傍で押圧成形する工程と、前記成形ブロック全体を所定温度まで冷却する工程と、前記開口部より成形されたレンズを前記一対の押圧型と前記貫通孔との嵌合を維持した状態で取り出す工程とを具備した光学素子の製造方法で解決手段とする。
【0015】
請求項6に相当する解決手段は、一対の押圧型もしくは一対の押圧型どちらか一方の複数型を複数の貫通孔に挿入されて摺動案内し、前記複数型に対応する他方の成形型を前記複数よりも少なく配置し、前記複数型と前記他方の成形型とでレンズの両面を形成するように前記貫通孔が所定ピッチに配設された胴型の、前記貫通孔に直交して開口部を設け、前記一対の押圧型を前記胴型の貫通孔から離脱させることなく、前記開口部が光学素子材料の投入および光学素子の取り出し口とすることで解決手段とする。
【0016】
請求項7に相当する解決手段は、前記所定ピッチを整列配置して解決手段とする。
【0017】
請求項8に相当する解決手段は、複数の一対の押圧型を一つの摺動案内する貫通孔に嵌合させた胴型形状とすることで解決手段とする。
【0018】
請求項9に相当する解決手段は、成形されるレンズの厚みを規制する第3の胴型で構成することで解決手段とする。
【0019】
請求項10に相当する解決手段は、請求項8で構成される光学素子用成形型と、金型吸着機能を備えた成形装置とを用い、前記成形型を前記成形装置に固定し、被成形材料を成形装置から取り出して後、機械加工をして複数のレンズに分断して得られる光学素子の製造方法で解決手段とする。
【0020】
請求項11に相当する解決手段は、複数の一対の押圧型を備えた成形型を加熱工程、加圧工程、冷却工程に順次搬送し、成形型を成形装置から分離して後、成形型から光学素子を取り出して、機械加工をして複数のレンズに分断して得られる光学素子の製造方法で解決手段とする。
【0021】
請求項12に相当する解決手段は、投入される光学素子材料が、一つのレンズを形成する個別のプリフォームもしくは複数の一対の押圧型に対応するように単一のプリフォームを投入することで解決手段とする。
【0022】
請求項13に相当する解決手段は、請求項5乃至請求項12の範囲で成形された光学素子を提供することで解決手段とする。
【0023】
【発明の実施の形態】
(実施の形態1)
図1は、実施の形態1を説明するもので、上型11、下型12を摺動案内する案内胴型13とで構成した光学素子成形用金型と、ヒータ15を埋設した下加熱板16および上加熱板17を介して矢印Pで示す図示しない加圧機構を備えた成形装置の一部を示す縦断面図である。案内胴型13には、上下型11および12と直交する開口部18が設けられている。下型12と上型11との間にはレンズ19が成形されている。上型11は上加熱板17に設けた図示しない真空装置などに連通する吸着口20に吸い上げられて、図中波線で示す位置に持ち上げられた状態である。
【0024】
レンズ19は、開口部18から挿入する別の吸着治具によって、案内胴型13内から取り出し、また光学素子材料を投入する事が出来る。このように、上下型を胴型から離脱させることなく成形が行える光学素子成形用金型であり、上下型と胴型のクリアランスを極限まで小さくしても、上型11の嵌合時における破損を皆無にし、またレンズ両面の偏芯精度を高めることが可能となる。
【0025】
具体的には、上下型11,12および案内胴型13には炭化タングステン材料を用い、上型11の成形面は球面凸形状で曲率半径が3.444mm、下型12の成形面には球面凹形状で曲率半径が4.458mmに精密に機械加工し、鏡面研磨して後、その表面に光学素子材料(以下ガラス材料と呼ぶ)であるガラス材料との溶着を防止するための白金系の合金膜を成膜している。上下型の外径を3.5mmとし、案内胴型13とのクリアランスを2ミクロン以下に設定するように加工した。光学素子材料には主成分が硼珪酸バリュームからなるガラス材料(屈伏点:549℃、ガラス転移点501℃)を外径2.75mmの球形状に研磨したものを準備した。
【0026】
上型11と下型12の間にガラス材料を投入し、上下の加熱板に通電し、成形金型全体を600℃まで昇温した状態で120秒間保持した後、図中Pの加圧力を800Nで加圧してガラス材料を変形し、上型の鍔部21と案内胴型13の上端面が当接するまで加圧を続けて成形を完了した。その後、加熱板への通電を中止して室温まで冷却した後に、外部吸引装置を作動し、上型11を図中波線で示される所まで持ち上げた状態で、真空ピンセットで光学素子を胴型から取り出した。
【0027】
メニスカス形状を示したレンズを、フィゾー型の光干渉計により透過波面収差を数十個測定したところ、平均値としてトータル波面収差0.06λ、非点収差0.023AMT、コマ収差0.011AMT、球面収差0.865AMTを示し、光ピックアップの光学系で使用したところ、実用上問題なく使用可能であることを確認した。従来における成形型と胴型とのクリアランスが6〜8ミクロンで成形を行ったものと比較して、クリアランスを小さく設定したことによるコマ収差の改善効果があった。また、クリアランスが2ミクロン以下の金型でも成形型と胴型とを組み立てる必要がなく、型に損傷を与えることが皆無となる。
【0028】
また、胴型は光学素子材料が配置される箇所の近傍が大きく開口しているため、加熱によってガラス材料からの揮発物が分散するので、成形された光学素子に曇りなどの欠陥がなく外観が極めてよい。尚、本実施の形態では上加熱板17に吸着口20を設け、真空吸着によって上型11を吸い上げて、レンズを取り出したが、その手順が成形装置から分離した状態で行っても同様のレンズが得られることに変わりはない。
【0029】
(実施の形態2)
図2は、実施の形態2を説明するもので、上型11、下型12を摺動案内する案内胴型13と、前記胴型に設けた開口部18、成形されたレンズ19などは図1で説明したものと同様で、同符号を用いている。下型12は単なる円柱形状の片側端面に光学機能面が形成されたものである。下型12は、その外径よりも小さな貫通孔25が中心に設けられた段付きの受け型22の上に載置されて、案内胴型13内に収容されている。案内胴型13の内部中央には規制胴型23が設けられ上下型11,12の中心軸と同軸上に、かつ案内胴型13に軽圧入されている。
【0030】
案内胴型13はレンズ両面の光軸を保証させるために機能し、規制胴型23はレンズの外形形状を規制させるために機能させる。下型12を円柱形状に、また受け型22に貫通孔25を設ける理由は、規制胴型23からレンズ19の取り外しを容易にするのに機能する。例えば細い押し棒などで下型12を介して、突き出しができるために、下型の光学機能面に載せたまま規制胴型23からレンズを取り出すことが容易になる。尚、規制胴型23も案内胴型13と同様の炭化タングステン材料で構成されている。
【0031】
具体的には、上下型11,12に形成した光学機能面の形状や外形寸法および成形されるガラス材料などは実施の形態1と同様のものを使用した。上下型と案内胴型とのクリアランスは2ミクロン以下に設定し、下型12と規制胴型23とのクリアランスは10ミクロンに設定した。
【0032】
下型12の光学機能面と規制胴型23の内面で形成される箇所にガラス材料を載置し、上下の加熱板に通電して600℃まで昇温した状態で120秒間保持した後、加圧力Pを800Nで成形した。成形型全体を冷却して後、成形装置から取り出し、受け型22に設けた貫通孔25から、下型12を上方に突き出して、レンズ19を規制胴型23から取り出した。その後、光学特性をフィゾー型の光干渉計で測定したところ、実施の形態1で得られたものとほぼ同様の特性を確認した。また光ピックアップの光学系で使用しても実用上問題のないものが成形されていた。
【0033】
(実施の形態3)
図3(A)は、規制胴型23の別の形態を示す部分図であり、案内胴型13と下型12とは2ミクロン以下のクリアランスで嵌合されており、下型12と規制胴型23のクリアランスは比較的大きなクリアランス10ミクロンで嵌合されている。レンズの外形形状を決定する規制面24は四角形状を成して彫り込まれており、また、その外径は案内胴型13に軽圧入されている。尚、彫り込みには型彫りの放電加工機を用いて加工を行った。
【0034】
図3(B)は、規制面24が形成された規制胴型23を用い、実施の形態1および2とほぼ同様の条件で成形されたレンズ19である。但し、ガラス材料は球形状のものを用いたが、その体積は所望に設計されている。得られたレンズ19は外形が四角形状を成しており、その四隅には適度なRが形成されており光学素子材料の体積を吸収していた。
【0035】
光学特性も実施の形態1,2と同様に確認したが、波面収差としては実用上問題となる特性は確認されなかった。
【0036】
尚、図3(C)に示すように、規制胴型23が下型12に軽圧入されてもよく、また、規制面24は丸形状の他、多角形に形成されても良い。更に上下型のどちらか一方に形成してもよいが、ガラス材料の載置に好適なのは下型である。上述したようにレンズの外形形状が特に多角形を成す成形金型に於いては、その多角形状を成形型の外形と案内胴型との嵌め合い状態で設けるよりも、規制胴型にその作用を持たせる方が得策である。尚、実施の形態1乃至3に於ける光学機能面は球面形状であるが、別段、回転軸対称の非球面形状であっても同様に実施出来るものである。
【0037】
(実施の形態4)
図4は、上型11、下型12、案内胴型13、開口部18、受け型22で構成された光学素子成形用金型を示す斜視図である。外形形状が四角形の上型11は、案内形状が角孔を成した案内胴型13と嵌合し、下型12は四角柱の形状で、角孔に嵌合され、上下型と角孔とは精密に摺動出来るようにしている。下型12の光学機能面は下側の角孔内に位置し、ガラス材料を保持できる空間が形成されている。
【0038】
上型および下型には凸状のシリンダー面が、それぞれ14Rと8Rにそれぞれ光学機能面として形成されている。上下型に形成したシリンダー面の母線の角度ずれが三分以内になるように、上下型と角孔とのクリアランスは2ミクロンの公差で嵌合されている。角孔の寸法は3.5mm角である。ガラス材料には、硼酸やランタンおよびタンタルなどの原料を多用した成分の特殊な光学材料(屈伏点:549℃、ガラス転移点510℃)で、案内胴型の角孔寸法より小さめで、1.2mm厚みで両面が鏡面状態に研磨された平板状のものを準備した。尚、受け型22の中心には図示しない貫通孔25が図2と同様に設けられている。
【0039】
実施の形態1乃至3と同様に、上記したガラス材料を金型内に投入して、成形金型全体を580℃まで昇温し、約60秒間保持した後に300Nの加圧力で成形した。成形金型全体を冷却して後、受け型22の貫通孔25から下型12を上方に突き出して成形されたレンズを取り出した。転写された凹状のシリンダー形状を三次元測定器で計測したところ、ほぼ光学機能面形状よりも小さく、図4(B)に示すような近似した曲率半径を有した形状のレンズ19を得ることが出来た。
【0040】
また、両母線の角度ずれは、レンズの外形を基準にし凹形状の母線までの距離を計測したところ、充分に三分以内に成形できていることが確認された。
【0041】
本発明では上型と案内胴型とが嵌合されたままレンズの取り出しと、ガラス材料の投入が行えるのものであり、通常、このように外形が角形状のものを従来例で示した構成の成形型で行うには、上型11と案内胴型13とを嵌合させるのが極めて難しく、また嵌合に際して上型を傷めてしまうと云う課題を完全に解決するものである。尚、本実施の形態では、シリンダー形状の母線を同じ方向のものを説明したが、互いの母線が直交する構成でも実施可能である。さらに、本実施の形態のように両面の回転位置決めが必要なものや、レンズ外形に対して片側面の回転位置決めが必要なレンズ成形に対して効果がある。
【0042】
(実施の形態5)
図5(A)、(B)は、複数個のレンズを成形するに好適な型構成と製造方法を説明する斜視図と要部断面図を示し、図5(A)は型構成の概念を説明するものである。所定ピッチに複数個が配置された上型11と、前記上型11を摺動案内する案内胴型13と、上型11に対応し、かつ複数個よりも少なく配置した下型12と、前記上型11の軸方向とは直交し、前記案内胴型13の側面に開口部18を備えている。開口部18はガラス材料およびレンズの取り出しに機能させる。
【0043】
図5(B)は、製造方法を説明するもので、上型11、下型12とこれら上下型を摺動案内する案内胴型13および上下型11,12の光学機能面の間に載置されたガラス材料99、成形されたレンズ19が図示されている。上下型と案内胴型およびガラス材料は一体に組み込まれ、ヒータ15が埋設された下加熱板16上に載置されており、その上方には上型11と接し、上型11を吸着させる吸着口20を備えた吸着板98と前記吸着板98が固定され、ヒータ15が埋設された上加熱板17とで構成されている。さらに、上加熱板17には図示しない、例えばエアーシリンダなどの駆動源に連結されている加圧機構95があり、図中矢印方向の+Z、−Z方向に上下自在に駆動する。ガラス材料99およびレンズ19は挟持具97、96を用いて案内胴型13への投入と案内胴型13からの取り出しに機能するものである。
【0044】
本実施の形態を具体的に説明する。図中左側に示すガラス材料99は硼珪酸バリューム系のガラス材料(屈伏点:549℃、ガラス転移点:501℃)を18×25×1.2mmの板状で、その両面を光学鏡面に加工したものを準備した。上下型11,12が案内胴型13に組み込まれた状態で下加熱板16上に載置し、吸着口20に連接する図示しない真空装置などを用いて上型11を吸着板98で吸着し、加圧機構95を+Z方向に持ち上げる。このとき上型11は案内胴型13からは離脱しない範囲である。上型を吸着した状態で、挟持具97を用いてガラス材料99を図中+X方向に移動させ、上下型の間に投入した後、加圧機構95を−Z方向に移動させ、さらに吸着を停止した。その後、上下のヒータ15に通電して上下加熱板16,17を600℃まで昇温し、その状態で120秒間保持した後に、加圧機構95で図中Pで示すように5000Nの加圧力で押圧し、ガラス材料を0.2mm変形させた。
【0045】
その後、ヒータ電源をオフにし、加圧を継続したままガラス転移点まで冷却した後に、加圧を中止してさらに室温まで冷却を継続した。その後、上型11を吸着板98で吸着したまま、加圧機構95で+Z方向に上型を持ち上げた状態で、挟持具96を−X方向に移動させ、成形されたレンズ19を挟んで+X方向に取り出した。複数個の転写面が成形されたレンズ19を、ダイヤモンド砥石を用いたダイシングソーによって所望のピッチに機械加工して分断し個別のレンズを得た。図5(C)は分断された個別のレンズ100を示し、上型11の光学機能面が転写された凹面形状101と、その反対面には凹形状のシリンダー面102とが転写され、レンズ100の外形は角形状を成している。
【0046】
尚、上型11に設けた光学機能面の形状はR15.6の凸形状の球面、また下型はR4.5凸シリンダー形状である。上型11に対応するレンズの転写面を光干渉計で評価したところ、λ/4程度の転写が確認され、一方、下型12に対応する凹形状の母線に直交する方向を三次元測定器で評価したところ、ほぼ金型の曲率に近似していることを確認した。光学機器への使用が可能で、かつ所望した特性であることが確認された。
【0047】
さらに、成形に用いた装置は詳細に図示しなかったが、上下加熱板の温度制御や加圧機構を用いた圧力制御、吸着板に連通した真空装置、また成形金型を加熱して押圧成形する部分は全体が不活性ガス中で行えるチャンバーを備えているものである。
【0048】
(実施の形態6)
図6(A)、(B)、(C)、(D)は複数のレンズを、かつ比較的、外形が小さなレンズを一挙に成形するのに好適な他の実施の形態を示す。(A)は型構成の斜視図、(B)は型構成の断面図、(C)はレンズの製造工程を説明する要部断面図、(D)は得られたレンズの斜視図である。(A)において複数個の上型11は整列配置されて案内胴型13の上方に開口する貫通孔81に隙間なく嵌合され、上下に摺動する構成である。複数個の下型12も案内胴型13の下方に開口する貫通孔82に整列配置され、案内胴型13とは嵌合している。案内胴型13の両端に開口する開口部18が設けられてガラス材料の投入や成形されたレンズの取り出しに機能させる。
【0049】
下型12の光学機能面83は凸状のシリンダー面が形成されており、その母線と、複数個配置された上型11の中心軸線とが合致するような寸法関係にしている。上型11の光学機能面は下型12のそれと対向して設けられており、互いの光学機能面の間にガラス材料を配置して加熱加圧して、複数個のレンズを一挙に成形し、その後、機械加工によって上型11の光学機能面に対応するように分断して行うレンズの製造方法である。尚、上型11の配置は別段、整列配置でなく、求めるレンズの形状によって選択されるが俵積みの配置にしても好適である。また下型12も本実施の形態のようなシリンダー面のように、個別のレンズに共通できる形状のみでなく、個別の形状面を有するものでも良い。
【0050】
本実施の形態を具体的に説明する。図6(B)のガラス材料99は硼珪酸バリューム系のガラス材料(屈伏点:549℃、ガラス転移点:501℃)を16×25×1.2mmの板状で、その両面を光学鏡面に加工したものを準備した。上下型11,12が案内胴型13に組み込まれた状態で、かつ上下型の間に配置して成形ブロック84を形成する。その後、図6(C)に示すように成形ブロック84はヒータ15が埋設された上下の加熱板16,17の間に置かれる。上下加熱板16,17の設定温度が600℃に保持されている加熱部85に成形ブロックを投入し180秒間保持して成形ブロック全体の加熱を行った。図中矢印Pは加圧機構95を示し、加熱時における加圧力Pは50Nとした。その後、成形ブロック84を別の温度設定がされている加圧部86に移送し(図中矢印方向)5000Nの加圧力Pで押圧成形した。
【0051】
さらに成形ブロックを、ガラス転移点近傍に温度設定された冷却部87に移送して加圧を継続したまま冷却を行った。その後、冷却部87から取り出された成形ブロック84を室温まで冷却し、複数個の光学機能面が転写されたレンズを得た。その後、複数個のレンズをダイシングソーによって個別のレンズに分断して、図6(D)に示すような外形が多角形状のレンズ100を得た。
【0052】
尚、上型11に設けた光学機能面の形状はR15.6の球面、また下型はR4.5の凸シリンダー形状である。上型11に対応するレンズの転写面を光干渉計で評価したところ、λ/3〜λ/4程度の転写が確認された。一方、下型12に対応する凹形状の母線と、上型11の光学機能面の中心とのずれ量を三次元測定器で評価したところ、約0.006mmが確認され、光学機器への使用が可能で、かつ所望した特性であることが確認された。
【0053】
実施の形態5と同様に、成形に用いた装置は詳細に図示しなかったが、上下加熱板の温度制御や加圧機構を用いた圧力制御、成形ブロックを順次移送する手段、また成形金型を加熱して押圧成形する部分は全体が不活性ガス中で行えるチャンバーに内包され、通常の技術手段で行えるものである。
【0054】
【発明の効果】
上記の実施の形態から明らかなように、光学機能面を有する一対の押圧型と前記一対の押圧型を摺動案内する胴型とで構成される金型において、押圧型を胴型から離脱させないことにより、嵌合クリアランスを極限まで小さくしても型の破損を招かない。従ってレンズ両面の光軸精度が高められることで高精度なレンズ成形が実現できる。また、レンズ外形が多角形のものにも適応可能であり、さらに、複数個のレンズを一挙に製造する手段として効果的である。よって、本発明は産業上利用価値の高い発明である。
【図面の簡単な説明】
【図1】実施の形態1の成形装置の縦断面図
【図2】実施の形態2の成形装置の縦断面図
【図3】(A)実施の形態3における規制胴型の別形態を示す図
(B)実施の形態3で成形されたレンズの斜視図
(C)実施の形態3における下型に軽圧入された規制胴型の断面図
【図4】(A)実施の形態4における光学素子成形用金型の斜視図
(B)実施の形態4で得られた近似した曲率半径を有した形状のレンズの斜視図
【図5】(A)実施の形態5における複数個のレンズを成形する型構成の斜視図
(B)実施の形態5における複数個のレンズを成形する型構成の要部断面図
(C)実施の形態5における分断された個別のレンズの斜視図
【図6】(A)実施の形態6における複数個のレンズを成形する型構成の斜視図
(B)実施の形態6における複数個のレンズを成形する型構成の断面図
(C)実施の形態6における複数個のレンズを成形する工程を示した図
(D)実施の形態6で得られた外形が多角形状のレンズの斜視図
【図7】従来の成形型の縦断面図
【符号の説明】
1 ユニットモールド(成形型)
2 上型
3 下型
4 胴型
5 支持台
6 ガラス材料
11 上型
12 下型
13 案内胴型
15 ヒータ
16 下加熱板
17 上加熱板
18 開口部
19 レンズ
20 吸着口
21 上型鍔部
22 受け型
23 規制胴型
24 規制面
25 貫通孔
81 貫通孔
82 貫通孔
83 光学機能面
84 成形ブロック
85 加熱部
86 加圧部
87 冷却部
95 加圧機構
96 挟持具
97 挟持具
98 吸着板
99 ガラス材料
100 レンズ
101 凹面形状
102 シリンダー面
Claims (13)
- 一対の押圧型と前記一対の押圧型を摺動軸案内する貫通孔を備えた胴型とで構成される成形型内部に、光学素子材料を投入して、前記成形型全体を加熱して押圧成形する光学素子成形用金型であって、前記胴型の摺動軸に直交して開口部を設け、前記一対の押圧型を前記胴型貫通孔から離脱させることなく、前記開口部が光学素子材料の搬入および光学素子の取り出しを可能にしたことを特徴とする光学素子成形用金型。
- 前記胴型もしくは一対の押圧型のどちらか一方に光学素子の外形を規制する第二の胴型を設けたことを特徴とする請求項1記載の光学素子成形用金型。
- 前記第二の胴型の外形規制面が円または多角形であることを特徴とする請求項1乃至2記載の光学素子成形用金型。
- 前記第二の胴型が前記第一の胴型もしくは一対の押圧型の何れかに固定されていることを特徴とする請求項1乃至3記載の光学素子成形用金型。
- 一対の押圧型と前記一対の押圧型を摺動軸案内する貫通孔を備え、かつ前記貫通孔に直交して開口部を設けた第一の胴型とで構成される内部空間に光学素子材料を投入して成形ブロックを成す工程と、前記成形ブロック全体を加熱して前記光学素子材料の軟化点近傍で押圧成形する工程と、前記成形ブロック全体を所定温度まで冷却する工程と、前記開口部より成形された光学素子を前記一対の押圧型と前記貫通孔との嵌合を維持した状態で取り出す工程とを具備した光学素子の製造方法。
- 一対の押圧型もしくは一対の押圧型どちらか一方の複数型を複数の貫通孔に挿入されて摺動し、前記複数型に対応する他方の成形型を前記複数よりも少なく配置し、前記貫通孔が所定ピッチに配設された胴型の、前記貫通孔に直交して開口部を設け、前記一対の押圧型を前記胴型の貫通孔から離脱させることなく、前記開口部が光学素子材料の投入および光学素子の取り出し口とすることを特徴とする光学素子成形用金型。
- 前記所定ピッチが整列配置されたことを特徴とする請求項6記載の光学素子成形用金型。
- 複数に配設した一対の押圧型もしくは一対の押圧型どちらか一方の成形型を一挙に摺動案内する貫通孔を備えた胴型の、前記貫通孔に直交して開口部を設け、前記一対の押圧型を前記貫通孔から離脱させることなく、前記開口部から光学素子材料の投入および光学素子の取り出し口とすることを特徴とする光学素子成形用金型。
- 成形される光学素子の厚みを規制する規制部材を、前記胴型近傍に配設したことを特徴とする請求項6乃至8記載の光学素子成形用金型。
- 平板状の光学素子材料を準備する工程、胴型側面の開口部から前記光学素子材料を胴型内に挿入し、光学機能面を備えた一対の押圧型間に配置して成形ブロックを形成する工程、前記成形ブロック全体を前記光学素子材料の軟化点近傍まで加熱する工程、前記上型を介して押圧成形して前記光学機能面を前記光学素子材料に転写させる工程、前記成形ブロック全体を所望の温度まで冷却する工程、前記一対の押圧型の嵌合状態を維持したまま、前記転写させた光学素子材料を胴型の開口部より取り出す工程とを備え、前記光学素子材料である被成形材料を搬送し、取り出した光学素子材料を所望のピッチで分断する工程とを具備したことを特徴とする光学素子の製造方法。
- 平板状の光学素子材料を準備する工程、胴型側面の開口部から前記光学素子材料を胴型内に挿入し、光学機能面を備えた一対の押圧型間に配置して成形ブロックを形成する工程、前記成形ブロック全体を複数の加熱加圧および冷却機構を備えた工程を順次搬送し、前記光学素子材料の軟化点近傍まで加熱する工程、前記上型を介して押圧成形して前記光学機能面を前記光学素子材料に転写させる工程、前記成形ブロック全体を所望の温度まで冷却する工程、前記加熱加圧および冷却機構から分離した状態で、前記一対の押圧型の嵌合状態を維持したまま、前記転写させた光学素子材料を胴型の開口部より取り出す工程、前記取り出した光学素子材料を所望のピッチで分断する工程とを具備したことを特徴とする光学素子の製造方法。
- 前記投入する光学素子材料が、前記第一の胴型に備えた複数の貫通孔に対応した個別のプリフォームもしくは複数の一対の押圧型に対応するように単一のプリフォームを投入可能にした請求項6乃至9記載の光学素子の製造方法。
- 平板状の光学素子材料を準備する工程、胴型側面の開口部から前記光学素子材料を胴型内に挿入し、光学機能面を備えた一対の押圧型間に配置して成形ブロックを形成する工程、前記成形ブロック全体を前記光学素子材料の軟化点近傍にまで加熱する工程、前記上型を介して押圧成形して前記光学機能面を前記光学素子材料に転写させる工程、前記成形ブロック全体を所望の温度まで冷却する工程、前記上型の嵌合状態を維持したまま、前記転写させた光学素子材料を胴型の開口部より取り出す工程、前記取り出した光学素子材料を所望のピッチで分断して得られる外形が多角形を成した光学素子。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002304780A JP2004137125A (ja) | 2002-10-18 | 2002-10-18 | 光学素子成形用金型および光学素子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002304780A JP2004137125A (ja) | 2002-10-18 | 2002-10-18 | 光学素子成形用金型および光学素子の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004137125A true JP2004137125A (ja) | 2004-05-13 |
Family
ID=32452104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002304780A Pending JP2004137125A (ja) | 2002-10-18 | 2002-10-18 | 光学素子成形用金型および光学素子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004137125A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010055763A1 (ja) * | 2008-11-13 | 2010-05-20 | 住友電気工業株式会社 | 素子成形用部材、素子の製造方法、および素子 |
-
2002
- 2002-10-18 JP JP2002304780A patent/JP2004137125A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010055763A1 (ja) * | 2008-11-13 | 2010-05-20 | 住友電気工業株式会社 | 素子成形用部材、素子の製造方法、および素子 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5211969A (en) | Mold for press molding of optical element | |
| JP4666677B2 (ja) | モールドプレス成形型、及び光学素子の製造方法 | |
| WO2010058740A1 (ja) | 非球面レンズの製造方法 | |
| JP2003057407A (ja) | 成形された二次元の参照面を有する成形されたレンズ素子 | |
| JP2004137125A (ja) | 光学素子成形用金型および光学素子の製造方法 | |
| JPS61242921A (ja) | ガラスレンズ成形装置 | |
| JP5021196B2 (ja) | モールドプレス成形型、光学素子の製造方法、及び凹メニスカスレンズ | |
| JP2001270724A (ja) | 光学レンズ及びその成形金型 | |
| JP4549820B2 (ja) | モールドプレス成形型及びその製造方法、並びに光学素子の製造方法 | |
| JPH01126232A (ja) | 光学素子の形成方法 | |
| JPH11130448A (ja) | 光学素子とその製造方法及びこれに用いる光学素子成形用型 | |
| JP3618983B2 (ja) | 光学素子の成形方法及びその装置 | |
| JP2949956B2 (ja) | 光学素子成形用金型および光学素子 | |
| JP2004010456A (ja) | 光学素子製造方法、および光学素子 | |
| EP3770663B1 (en) | Lens system, method for manufacturing space ring, and method for assembling lens system | |
| JP3883634B2 (ja) | 光学素子のプレス成形用金型 | |
| JPS60171233A (ja) | ガラスレンズ成形装置 | |
| TWI374120B (en) | The forming device of molding glasses | |
| JPH11255529A (ja) | 光学素子の成形装置 | |
| JP6037795B2 (ja) | 光学素子成形型 | |
| JP3214922B2 (ja) | 光学素子成形用金型およびその製造方法 | |
| JP2001261350A (ja) | 光学素子の製造方法および製造に用いる成形用金型 | |
| JPH0375494B2 (ja) | ||
| JP2004262685A (ja) | 光学素子の製造方法、及び光学素子 | |
| JP2000264654A (ja) | モールド成形型,その作製方法,及び作製装置 |