JP2004161899A - 微多孔膜及びその製造方法並びに用途 - Google Patents
微多孔膜及びその製造方法並びに用途 Download PDFInfo
- Publication number
- JP2004161899A JP2004161899A JP2002329797A JP2002329797A JP2004161899A JP 2004161899 A JP2004161899 A JP 2004161899A JP 2002329797 A JP2002329797 A JP 2002329797A JP 2002329797 A JP2002329797 A JP 2002329797A JP 2004161899 A JP2004161899 A JP 2004161899A
- Authority
- JP
- Japan
- Prior art keywords
- polyethylene
- microporous membrane
- solvent
- thermoplastic resin
- stretching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 239000011148 porous material Substances 0.000 title abstract description 19
- -1 polyethylene Polymers 0.000 claims abstract description 173
- 239000004698 Polyethylene Substances 0.000 claims abstract description 157
- 229920000573 polyethylene Polymers 0.000 claims abstract description 157
- 239000002904 solvent Substances 0.000 claims abstract description 79
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 62
- 238000002844 melting Methods 0.000 claims abstract description 38
- 230000008018 melting Effects 0.000 claims abstract description 38
- 230000035699 permeability Effects 0.000 claims abstract description 35
- 230000006835 compression Effects 0.000 claims abstract description 19
- 238000007906 compression Methods 0.000 claims abstract description 19
- 230000009477 glass transition Effects 0.000 claims abstract description 18
- 239000012982 microporous membrane Substances 0.000 claims description 83
- 238000010438 heat treatment Methods 0.000 claims description 24
- 238000004898 kneading Methods 0.000 claims description 15
- 229920000728 polyester Polymers 0.000 claims description 9
- 238000002156 mixing Methods 0.000 claims description 7
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 claims description 6
- 239000004952 Polyamide Substances 0.000 claims description 5
- 229920002647 polyamide Polymers 0.000 claims description 5
- 229920000412 polyarylene Polymers 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 4
- 238000000034 method Methods 0.000 description 41
- 239000010419 fine particle Substances 0.000 description 32
- 239000000203 mixture Substances 0.000 description 28
- 239000007788 liquid Substances 0.000 description 21
- 238000011282 treatment Methods 0.000 description 20
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 17
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 17
- 229920000098 polyolefin Polymers 0.000 description 15
- 239000000243 solution Substances 0.000 description 15
- 238000005406 washing Methods 0.000 description 15
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 12
- 239000005977 Ethylene Substances 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 12
- 239000013078 crystal Substances 0.000 description 12
- 239000012528 membrane Substances 0.000 description 12
- 229920001903 high density polyethylene Polymers 0.000 description 11
- 239000004700 high-density polyethylene Substances 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 239000004711 α-olefin Substances 0.000 description 11
- 239000006185 dispersion Substances 0.000 description 9
- 239000003792 electrolyte Substances 0.000 description 9
- 239000002245 particle Substances 0.000 description 9
- 239000011342 resin composition Substances 0.000 description 9
- 238000003917 TEM image Methods 0.000 description 8
- 238000009826 distribution Methods 0.000 description 8
- 238000001035 drying Methods 0.000 description 8
- 238000005096 rolling process Methods 0.000 description 8
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 7
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 7
- 239000004743 Polypropylene Substances 0.000 description 7
- 238000001816 cooling Methods 0.000 description 7
- 229920001707 polybutylene terephthalate Polymers 0.000 description 7
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 6
- 239000004677 Nylon Substances 0.000 description 6
- 229920001519 homopolymer Polymers 0.000 description 6
- 229920001778 nylon Polymers 0.000 description 6
- 230000000717 retained effect Effects 0.000 description 6
- 238000004140 cleaning Methods 0.000 description 5
- 238000003776 cleavage reaction Methods 0.000 description 5
- 229940057995 liquid paraffin Drugs 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- 229920005672 polyolefin resin Polymers 0.000 description 5
- 230000007017 scission Effects 0.000 description 5
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 229920006038 crystalline resin Polymers 0.000 description 4
- 238000009998 heat setting Methods 0.000 description 4
- 230000005865 ionizing radiation Effects 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 229920000069 polyphenylene sulfide Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000004094 surface-active agent Substances 0.000 description 4
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000004132 cross linking Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 2
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 2
- 229920000299 Nylon 12 Polymers 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- URLKBWYHVLBVBO-UHFFFAOYSA-N Para-Xylene Chemical group CC1=CC=C(C)C=C1 URLKBWYHVLBVBO-UHFFFAOYSA-N 0.000 description 2
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 2
- 229920002367 Polyisobutene Polymers 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000007605 air drying Methods 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 229920006020 amorphous polyamide Polymers 0.000 description 2
- 229920006127 amorphous resin Polymers 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- NNBZCPXTIHJBJL-UHFFFAOYSA-N decalin Chemical compound C1CCCC2CCCCC21 NNBZCPXTIHJBJL-UHFFFAOYSA-N 0.000 description 2
- DIOQZVSQGTUSAI-UHFFFAOYSA-N decane Chemical compound CCCCCCCCCC DIOQZVSQGTUSAI-UHFFFAOYSA-N 0.000 description 2
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 2
- SNRUBQQJIBEYMU-UHFFFAOYSA-N dodecane Chemical compound CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 238000011899 heat drying method Methods 0.000 description 2
- IRHTZOCLLONTOC-UHFFFAOYSA-N hexacosan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCCCCCCCCCO IRHTZOCLLONTOC-UHFFFAOYSA-N 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 229920000092 linear low density polyethylene Polymers 0.000 description 2
- 239000004707 linear low-density polyethylene Substances 0.000 description 2
- 229910052744 lithium Inorganic materials 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- BKIMMITUMNQMOS-UHFFFAOYSA-N nonane Chemical compound CCCCCCCCC BKIMMITUMNQMOS-UHFFFAOYSA-N 0.000 description 2
- 239000002736 nonionic surfactant Substances 0.000 description 2
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- VZGDMQKNWNREIO-UHFFFAOYSA-N tetrachloromethane Chemical compound ClC(Cl)(Cl)Cl VZGDMQKNWNREIO-UHFFFAOYSA-N 0.000 description 2
- RSJKGSCJYJTIGS-UHFFFAOYSA-N undecane Chemical compound CCCCCCCCCCC RSJKGSCJYJTIGS-UHFFFAOYSA-N 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 1
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 1
- XKGKLYUXFRFGKU-UHFFFAOYSA-N CC.F.F.F Chemical compound CC.F.F.F XKGKLYUXFRFGKU-UHFFFAOYSA-N 0.000 description 1
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 1
- 241000446313 Lamella Species 0.000 description 1
- 229910001290 LiPF6 Inorganic materials 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920010741 Ultra High Molecular Weight Polyethylene (UHMWPE) Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 1
- OJIJEKBXJYRIBZ-UHFFFAOYSA-N cadmium nickel Chemical compound [Ni].[Cd] OJIJEKBXJYRIBZ-UHFFFAOYSA-N 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 150000008280 chlorinated hydrocarbons Chemical class 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 125000000753 cycloalkyl group Chemical group 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000000113 differential scanning calorimetry Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 208000028659 discharge Diseases 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 239000012567 medical material Substances 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 239000011859 microparticle Substances 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 235000010446 mineral oil Nutrition 0.000 description 1
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 238000005191 phase separation Methods 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-L phthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC=C1C([O-])=O XNGIFLGASWRNHJ-UHFFFAOYSA-L 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000001223 reverse osmosis Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000000108 ultra-filtration Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- PXXNTAGJWPJAGM-UHFFFAOYSA-N vertaline Natural products C1C2C=3C=C(OC)C(OC)=CC=3OC(C=C3)=CC=C3CCC(=O)OC1CC1N2CCCC1 PXXNTAGJWPJAGM-UHFFFAOYSA-N 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002888 zwitterionic surfactant Substances 0.000 description 1
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Cell Separators (AREA)
Abstract
【解決手段】(a) ポリエチレンと、(b) 融点又はガラス転移温度が170 〜300℃であり、かつ前記ポリエチレン及び前記ポリエチレンの溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂とを含み、5MPaの圧力下において、90℃で5分間加熱圧縮した後の透気度増加が500秒/100 cc以下である微多孔膜。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、微多孔膜及びその製造方法並びに用途に関し、特に耐加熱圧縮性、透過性、機械的特性及び熱収縮性のバランスに優れた微多孔膜及びその製造方法並びに用途に関する。
【0002】
【従来の技術】
熱可塑性樹脂微多孔膜は、リチウム二次電池、ニッケル−水素電池、ニッケル−カドミウム電池、ポリマー電池等に用いる電池用セパレーターをはじめ、電解コンデンサー用セパレーター、逆浸透濾過膜、限外濾過膜、精密濾過膜等の各種フィルター、透湿防水衣料、医療用材料等に幅広く使用されている。微多孔膜を電池用セパレーター、特にリチウムイオン電池用セパレーターとして用いる場合、その性能は電池特性、電池生産性及び電池安全性に深く関わっている。そのため微多孔膜には、優れた機械的特性、耐熱性、透過性、寸法安定性、シャットダウン特性、メルトダウン特性等が要求される。
【0003】
例えば強度に優れる微多孔膜を製造する方法として、特開昭60−242035号、特開昭60−255107号及び特開昭63−273651号は、超高分子量ポリオレフィンを用いた微多孔膜の製造方法を提案している。これらは超高分子量ポリオレフィンと各種可塑剤又は溶剤を溶融混練し、得られた溶融混練物を押出してゲル状シートを成形し、次いで延伸する方法である。しかし、これらの方法では超高分子量ポリオレフィンを用いるため、溶融混練物を押出成形するためには可塑剤又は溶剤を大量に使用しなければならず、可塑剤又は溶剤の除去に時間がかかり、生産性に問題がある上、得られる微多孔膜の強度も十分とは言えなかった。
【0004】
これに対して特開平3−064334号は、超高分子量ポリオレフィンを含有し、(重量平均分子量/数平均分子量)の値が特定の範囲内にあるポリオレフィン組成物からなる微多孔膜及びその製造方法を開示している。この方法によれば、溶融混練物の高濃度化すなわち溶媒の使用量を少なくすることが可能であり、しかも得られる微多孔膜は優れた強度と透水性を兼ね備えている。
【0005】
また微多孔膜の機械的特性及び耐熱性のバランスを向上する方法として、特開平04−126352号、特開平05−234578号、特開平06−093130号、特開平06−096753号及び特開平06−223802号は、ポリエチレン及びポリプロピレンを含む組成物からなる微多孔膜及び/又は係る組成物を用いる微多孔膜の製造方法を開示している。
【0006】
また機械的特性及び空孔率のバランスに優れた微多孔膜の製造方法として、特開2002−194134号は、高分子量ポリオレフィン樹脂及びこの高分子量ポリオレフィン樹脂の貧溶媒に可溶性の第2のポリマーを、係る高分子量ポリオレフィン樹脂の良溶媒中で、特定の割合で混合・加熱して得られた混練物をゲル状シートに成形し、圧延及び/又は延伸した後、脱溶媒して前駆体多孔質フィルムを調製し、次いで得られた多孔質フィルムから上記第2のポリマーの一部又は全部を抽出・除去する方法を開示している。また強度、空孔率、多孔質構造の均質微細性に優れ、特に電解液に対する親和性に優れた多孔質フィルム及びその製造方法として、特開2002−194133号は、高分子量ポリオレフィン樹脂及び係る高分子量ポリオレフィン樹脂との相溶性に優れるとともに電解液に対する親和性にも優れる第2のポリマーを含む樹脂組成物を用いる方法を開示している。
【0007】
ところが最近、電池特性については強度、透過性及び耐熱性だけでなく、サイクル特性、高温保存性等電池の寿命に関わる特性も重視される傾向にある。そのため機械的特性として、引張破断強度・伸度、突刺し強度だけでなく圧縮特性にも優れている必要がある。微多孔膜の圧縮特性が悪いと、電池セパレーターとして用いた場合に電池の容量不足(サイクル特性悪化)を招く恐れが高い。
【0008】
これに対して、ポリオレフィン樹脂と熱可塑性ポリエステルエーテルエラストマーとを特定の割合で含む多孔質フィルムが開示されている(例えば、特許文献1参照)。特許文献1に記載の多孔質フィルムは、加熱圧縮条件下での破膜温度及び破断温度が高く、非常に優れた耐熱性を有している。
【0009】
【特許文献1】
特開2001−164016号公報
【0010】
【発明が解決しようとする課題】
しかし特許文献1に記載の多孔質フィルムは、加圧・圧縮による透過性の低下が大きいという問題があった。この理由は、特許文献1に記載の多孔質フィルムのフィブリル構造が、通常のポリオレフィン又はポリオレフィン組成物からなる微多孔膜と同様であり、加熱・加圧による膜厚の変動が大きく、細孔が容易に塞がれてしまうためと考えられる。
【0011】
従って、本発明の目的は、耐加熱圧縮性、透過性、機械的特性及び熱収縮性のバランスに優れた微多孔膜及びその製造方法並びに用途を提供することである。
【0012】
【課題を解決するための手段】
上記目的に鑑み鋭意研究の結果、本発明者は、(a) ポリエチレンと、(b) 融点又はガラス転移温度が170 〜300℃であり、かつ前記ポリエチレン及び前記ポリエチレンの溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂とを含む微多孔膜は、耐加熱圧縮性、透過性、機械的特性及び熱収縮性のバランスに優れることを発見した。本発明者はまた、(a) ポリエチレンと、(b) 前記ポリエチレンの溶剤と、(c) 融点又はガラス転移温度が170 〜300℃であり、かつ前記ポリエチレン及び前記溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂とを溶融混練し、得られた溶融混練物をダイより押出し、次いで冷却してゲル状シートとした後、前記ゲル状シートを延伸した後前記溶剤を除去するか、前記ゲル状シートから前記溶剤を除去した後延伸するか、又は前記ゲル状シートを延伸した後前記溶剤を除去しさらに延伸することにより、耐加熱圧縮性、透過性、機械的特性及び熱収縮性のバランスに優れた微多孔膜が得られることを発見した。本発明はかかる発明に基づき完成したものである。
【0013】
すなわち、本発明の微多孔膜は、(a) ポリエチレンと、(b) 融点又はガラス転移温度が170 〜300℃であり、かつ前記ポリエチレン及び前記ポリエチレンの溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂とを含む微多孔膜であって、5MPaの圧力下において、90℃で5分間加熱圧縮した後の透気度増加が500秒/100 cc以下であることを特徴とする。
【0014】
融点又はガラス転移温度が170 〜300℃である非ポリエチレン系熱可塑性樹脂とは、非ポリエチレン系熱可塑性樹脂が結晶性樹脂(部分的に結晶性である樹脂)の場合には、融点が170 〜300℃であり、非ポリエチレン系熱可塑性樹脂が非晶性樹脂の場合には、ガラス転移温度が170 〜300℃であることを意味する。またポリエチレン及びポリエチレンの溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂とは、微多孔膜の製造工程においてポリエチレン、ポリエチレンの溶剤、及び非ポリエチレン系熱可塑性樹脂を溶融混練する際に、0.1 〜15μm、好ましくは0.5 〜10μmの径を有する微粒子相として分散する非ポリエチレン系熱可塑性樹脂を意味する。また本発明の微多孔膜について、5MPaの圧力下において90℃で5分間加熱圧縮した後の透気度増加が500秒/100 cc以下となる性質は、膜厚の減少率に関わらずに得られる。
【0015】
ポリエチレンと非ポリエチレン系熱可塑性樹脂との配合割合は、両者の合計を100重量%として、非ポリエチレン系熱可塑性樹脂が3 〜30 重量%であるのが好ましい。
【0016】
本発明の微多孔膜の製造方法は、(a) ポリエチレンと、(b) 前記ポリエチレンの溶剤と、(c) 融点又はガラス転移温度が170 〜300℃であり、かつ前記ポリエチレン及び前記溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂とを溶融混練し、得られた溶融混練物をダイより押出し、次いで冷却してゲル状シートとした後、前記ゲル状シートを延伸した後前記溶剤を除去するか、前記ゲル状シートから前記溶剤を除去した後延伸するか、又は前記ゲル状シートを延伸した後前記溶剤を除去しさらに延伸することを特徴とする。
【0017】
微多孔膜が一層優れた特性を得るために、非ポリエチレン系熱可塑性樹脂は下記条件(1)〜(8)を満たすのが好ましい。
(1) 融点又はガラス転移温度は180 〜260℃である。
(2) 分子量が1×103 以上〜9×105 以下であり、より好ましくは1×104 以上〜6×105 以下である。
(3) 上記非ポリエチレン系熱可塑性樹脂はポリエステル、ポリアミド及びポリアリレンスルフィドからなる群から選ばれた少なくとも一種である。
(4) 上記(3)に記載のポリエステルは、ポリブチレンテレフタレート、ポリイソブチレンテレフタレート、ポリエチレンテレフタレート及びポリシクロヘキセンテレフタレートからなる群から選ばれた少なくとも一種であり、より好ましくはポリブチレンテレフタレートである。
(5) 上記(3)に記載のポリアミドは、ポリアミド6、ポリアミド66、ポリアミド12及びアモルファスポリアミドからなる群から選ばれた少なくとも一種である。
(6) 上記(3)に記載のポリアリレンスルフィドはポリフェニレンスルフィドである。
(7) 上記(6)に記載のポリフェニレンスルフィドは線状又は分岐状のものである。
(8) 上記非ポリエチレン系熱可塑性樹脂はポリエステルを含む組成物である。
【0018】
微多孔膜が一層優れた特性を得るために、ポリエチレンは下記条件(9)〜(19)を満たすのが好ましい。
(9) 上記ポリエチレンの重量平均分子量は5×105以上である。
(10) 上記(9)に記載の重量平均分子量5×105 以上のポリエチレンは超高分子量ポリエチレンである。
(11) 上記(10)に記載の超高分子量ポリエチレンの重量平均分子量は1×106 〜15×106 である。
(12) 上記(10)又は(11)に記載の超高分子量ポリエチレンの重量平均分子量は1×106〜5×106 である。
(13) 上記(10)〜(12) のいずれかに記載の超高分子量ポリエチレンは、エチレンホモポリマー、又は他のα−オレフィンを少量含有するエチレン・α−オレフィン共重合体である。
(14) 上記(9)〜(13)のいずれかに記載の重量平均分子量5×105以上のポリエチレンのMw/Mnは5 〜300である。
(15) 上記ポリエチレンは、上記(9)〜(14)のいずれかに記載の重量平均分子量5×105以上のポリエチレンと、重量平均分子量1×104 以上〜5×105 未満のポリエチレン、重量平均分子量1×104 〜4×106 のポリプロピレン、重量平均分子量1×104 〜4×106 のポリブテン−1、重量平均分子量1×103以上 〜1×104 以下のポリエチレンワックス、及び重量平均分子量1×104 〜4×106 のエチレン・α−オレフィン共重合体からなる群から選ばれた少なくとも一種の他のポリオレフィンとからなるポリエチレン組成物である。
(16) 上記(15)に記載のポリエチレン組成物は、重量平均分子量5×105 以上の超高分子量ポリエチレンと重量平均分子量1×104 以上 〜5×105 未満のポリエチレンとからなる組成物である。
(17) 上記(16)に記載のポリエチレン組成物中の重量平均分子量1×104 以上 〜5×105 未満のポリエチレンは、高密度ポリエチレン、中密度ポリエチレン、分岐状低密度ポリエチレン、及び線状低密度ポリエチレンからなる群から選ばれた少なくとも一種である。
(18) 上記(17)に記載のポリエチレン組成物は、重量平均分子量5×105 以上の超高分子量ポリエチレンと重量平均分子量1×104 以上 〜5×105 未満の高密度ポリエチレンである。
(19) 上記(15)〜(18)のいずれかに記載のポリエチレン組成物のMw/Mnは5 〜300である。
【0019】
本発明の微多孔膜の物性は、通常の場合、膜厚20μm換算の透気度は20 〜800秒/100ccであり、5MPaの圧力下において90℃で5分間加熱圧縮した後の透気度変化は500秒/100cc以下であり、好ましくは300秒/100cc以下であり、より好ましくは200秒/100cc以下であり、微粒子相の粒径は0.1 〜15μmであり、好ましくは0.5 〜10μmであり、平均フィブリル径は0.01 〜0.5 μmであり、空孔率は25 〜80%であり、突刺強度は1700 mN/20μm以上であり、熱収縮率(105 ℃/8hr)はMD及びTDの両方向共に10%以下、好ましくは5%以下であり、室温で電解液に浸漬されることにより吸液する電解液は0.2 〜0.5 g/gである。
【0020】
本発明の微多孔膜は、電池用セパレーターとして有用である。
【0021】
【発明の実施の形態】
[1] 熱可塑性樹脂
本発明の微多孔膜に使用する熱可塑性樹脂は、(a) ポリエチレンと、(b) 融点又はガラス転移温度が170 〜300℃であり、かつ前記ポリエチレン及び前記ポリエチレンの溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂とを必須とする。
(a) ポリエチレン
ポリエチレンは、重量平均分子量が5×105以上のものが好ましい。重量平均分子量が5×105未満では延伸時に破断が起こりやすいため、好適な微多孔膜を得るのは困難である。
【0022】
重量平均分子量が5×105以上のポリエチレンとしては、超高分子量ポリエチレンが好ましい。超高分子量ポリエチレンは、エチレンの単独重合体のみならず、他のα−オレフィンを少量含有するエチレン・α−オレフィン共重合体であってもよい。エチレン以外の他のα−オレフィンとしては、プロピレン、ブテン−1、ヘキセン−1、ペンテン−1,4−メチルペンテン−1、オクテン、酢酸ビニル、メタクリル酸メチル、及びスチレンが好ましい。超高分子量ポリエチレンの重量平均分子量は1×106 〜15×106 であるのが好ましく、1×106 〜5×106 であるのがより好ましい。
【0023】
ポリエチレンとして重量平均分子量5×105以上のポリエチレンと、他のポリオレフィンとを含むポリエチレン組成物を用いることも可能である。重量平均分子量が5×105 以上のポリエチレンとしては、上記超高分子量ポリエチレンが好ましい。他のポリオレフィンとしては、重量平均分子量1×104 以上〜5×105 未満のポリエチレン、重量平均分子量1×104 〜4×106 のポリプロピレン、重量平均分子量1×104 〜4×106 のポリブテン−1、重量平均分子量1×103以上 〜1×104 以下のポリエチレンワックス、及び重量平均分子量1×104 〜4×106 のエチレン・α−オレフィン共重合体からなる群から選ばれた少なくとも一種を用いることができる。他のポリオレフィンの添加量はポリエチレン組成物全体を100重量部として80重量部以下にする。
【0024】
ポリエチレン組成物を用いる場合、上記超高分子量ポリエチレンと重量平均分子量1×104 以上 〜5×105 未満のポリエチレンとからなる組成物を用いるのが好ましい。このポリエチレン組成物は、用途に応じて分子量分布(Mw/Mn)を容易に制御することができる。重量平均分子量が1×104 以上〜5×105 未満のポリエチレンとしては、高密度ポリエチレン、中密度ポリエチレン、分岐状低密度ポリエチレン、及び線状低密度ポリエチレンからなる群から選ばれた少なくとも一種が好ましい。これら重量平均分子量が1×104 以上〜5×105 未満のポリエチレンは、エチレンの単独重合体のみならず、プロピレン、ブテン−1、ヘキセン−1等の他のα−オレフィンを少量含有する共重合体であってもよい。ポリエチレン組成物としては、限定的ではないが、重量平均分子量5×105 以上の超高分子量ポリエチレンと重量平均分子量1×104 以上 〜5×105 未満の高密度ポリエチレンとからなる組成物がより好ましい。
【0025】
ポリエチレンの分子量分布Mw/Mnは限定的でないが、5〜300が好ましく、10〜100がより好ましい。Mw/Mnが5未満だと高分子量成分が多過ぎて溶融押出が困難であり、Mw/Mnが300超だと低分子量成分が多過ぎて強度低下を招く。Mw/Mnは分子量分布の尺度として用いられるものであり、この値が大きいほど分子量分布の幅は拡大する。すなわちポリエチレンがエチレンホモポリマー又はエチレン・α−オレフィン共重合体の場合、Mw/Mnはその分子量分布の広がりを示し、その値が大きいほど分子量分布は広がっている。エチレンホモポリマー及びエチレン・α−オレフィン共重合体のMw/Mnは、これらを多段重合により調製することにより適宜調整することができる。多段重合法としては、一段目で高分子量成分を重合し、次いで二段目で低分子量成分を重合する二段重合が好ましい。ポリエチレンがポリエチレン組成物の場合、Mw/Mnが大きいほど配合する各ポリオレフィンの重量平均分子量の差が大きく、またMw/Mnが小さいほど各ポリオレフィンの重量平均分子量の差が小さい。ポリエチレン組成物のMw/Mnは、各成分の分子量や混合割合を調整することにより適宜調整することができる。
【0026】
(b) 非ポリエチレン系熱可塑性樹脂
非ポリエチレン系熱可塑性樹脂は、その融点又はガラス転移温度が170 〜300℃であり、かつポリエチレン及びポリエチレンの溶剤とともに溶融混練した時に溶剤に完全溶解せずに微分散することを必須とする。融点又はガラス転移温度が170 〜300℃である非ポリエチレン系熱可塑性樹脂とは、非ポリエチレン系熱可塑性樹脂が結晶性樹脂(部分的に結晶性である樹脂)の場合には、融点が170 〜300℃であり、非ポリエチレン系熱可塑性樹脂が非晶性樹脂の場合には、ガラス転移温度が170 〜300℃であることを意味する。またポリエチレン及びポリエチレンの溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂とは、微多孔膜の製造工程においてポリエチレン、ポリエチレンの溶剤、及び非ポリエチレン系熱可塑性樹脂を溶融混練する際に、0.1 〜15μm、好ましくは0.5 〜10μmの径を有する微粒子相として分散する非ポリエチレン系熱可塑性樹脂を意味する。以下上記性質を有する非ポリエチレン系熱可塑性樹脂を、単に「非ポリエチレン系熱可塑性樹脂」と呼ぶ。
【0027】
このような非ポリエチレン系熱可塑性樹脂を含むポリエチレンを用いて製造した微多孔膜は、微多孔膜を構成するフィブリルが、ポリエチレン中に分散した球状又は回転楕円体状の微粒子を中心として開裂することにより、クレーズ状の空隙からなる細孔が形成されており、もって細孔中に上記微粒子が保持された構造をとり得、その結果耐加熱圧縮性が向上する。
【0028】
係る融点又はガラス転移温度が170℃未満の非ポリエチレン系熱可塑性樹脂を用いると、微粒子相が球状又は回転楕円体状とならないので、微多孔膜の耐加熱圧縮性向上及び耐熱性向上が不十分となる。一方係る融点又はガラス転移温度が300℃を超える非ポリエチレン系熱可塑性樹脂を用いると、微粒子相の粒径が大きくなり過ぎてその分散性が悪化するので、機械的特性が低下する。係る融点又はガラス転移温度は、180 〜260℃であるのが好ましい。
【0029】
非ポリエチレン系熱可塑性樹脂の具体例としてはポリエステル、ポリアミド及びポリアリレンスルフィドからなる群から選ばれた少なくとも一種が挙げられ、特にポリエステルが好ましい。
【0030】
ポリエステルとしては、ポリブチレンテレフタレート、ポリイソブチレンテレフタレート、ポリエチレンテレフタレート及びポリシクロヘキセンテレフタレートからなる群から選ばれた少なくとも一種を使用するのが好ましく、ポリブチレンテレフタレートを使用するのがより好ましい。
【0031】
ポリアミドとしてはポリアミド6(6−ナイロン)、ポリアミド66(6,6−ナイロン)、ポリアミド12(12−ナイロン)及びアモルファスポリアミドからなる群から選ばれた少なくとも一種を使用するのが好ましい。
【0032】
ポリアリレンスルフィドとしてはポリフェニレンスルフィドを使用するのが好ましい。ポリフェニレンスルフィドは線状又は分岐状のいずれのものでも使用することができる。
【0033】
非ポリオレフィン系熱可塑性樹脂の重量平均分子量は、1×103 以上〜9×105 以下であるのが好ましく、1×104 以上〜6×105以下であるのがより好ましい。重量平均分子量が1×103 未満だと得られる微多孔膜の耐熱性が低く、9×105 超だと微粒子の径が大きくなり過ぎ、フィブリルが開裂することにより形成された細孔中に微粒子が保持された構造をとり得なくなる。
【0034】
[2] 微多孔膜の製造方法
本発明の微多孔膜の製造方法は、(a) ポリエチレン、ポリエチレンの溶剤、及び非ポリエチレン系熱可塑性樹脂を溶融混練し、樹脂溶液を調製する工程、(b) 樹脂溶液をダイより押し出し、冷却してゲル状シートを形成する工程、(c) 延伸・溶剤除去工程、及び(d) 得られた膜を乾燥する工程を含む。更に(a)〜(d)の工程の後、必要に応じて(e) 熱処理、(f) 電離放射による架橋処理 、(g) 親水化処理等を行ってもよい。
【0035】
(a) 樹脂溶液の調製工程
まずポリエチレン、ポリエチレンの溶剤、及び非ポリエチレン系熱可塑性樹脂を溶融混練し、樹脂溶液を調製する。樹脂溶液には必要に応じて酸化防止剤、紫外線吸収剤、アンチブロッキング剤、顔料、染料、無機充填材等の各種添加剤を本発明の目的を損なわない範囲で添加することができる。例えば孔形成剤として微粉珪酸を添加することができる。
【0036】
ポリエチレンの溶剤としては室温で液状の液体溶剤を用いるのが好ましい。液体溶剤を用いることにより比較的高倍率の延伸が可能となる。液体溶剤としてはノナン、デカン、デカリン、パラキシレン、ウンデカン、ドデカン、流動パラフィン等の脂肪族又は環式の炭化水素、及び沸点がこれらに対応する鉱油留分、並びにジブチルフタレート、ジオクチルフタレート等の室温では液状のフタル酸エステルを用いることができる。液体溶剤含有量が安定なゲル状シートを得るためには、流動パラフィンのような不揮発性の液体溶剤を用いるのが好ましい。なお加熱溶融混練状態においてはポリエチレンと混和状態になるが、室温では固体状の固体溶剤を液体溶剤に混合してもよい。このような固体溶剤として、ステアリルアルコール、セリルアルコール、パラフィンワックス等を使用することができる。なお固体溶剤のみを使用すると、延伸むら等が発生する恐れがある。
【0037】
液体溶剤の粘度は25 ℃において30 〜500 cStであるのが好ましく、50 〜200 cStであるのがより好ましい。25 ℃における粘度が30 cSt未満では発泡し易く、混練が困難である。一方500 cSt超では液体溶剤の除去が困難である。
【0038】
溶融混練の方法は特に限定されないが、通常は二軸押出機中で均一に混練することにより行う。この方法はポリエチレンの高濃度溶液を調製するのに適する。
一般的に溶融温度は160 〜300 ℃であるのが好ましく、180 〜220 ℃であるのがより好ましい。液体溶剤は混練開始前に添加しても、混練中に押出機の途中から添加してもよいが、混練開始前に添加して予め溶液化するのが好ましい。溶融混練にあたってはポリエチレンの酸化を防止するために酸化防止剤を添加するのが好ましい。
【0039】
用いる非ポリエチレン系熱可塑性樹脂の融点に応じて、溶融混練温度を設定することにより、微粒子相の径及び形状を制御することができる。本明細書において融点とはJIS K7121に基づいて示差走査熱量測定(DSC)により求められる値を言う。溶融混練温度が高過ぎることにより非ポリエチレン系熱可塑性樹脂が完全溶解してしまう場合は、非ポリエチレン系熱可塑性樹脂が溶解しないよう、適宜混練温度を設定する。
【0040】
ポリエチレンと非ポリエチレン系熱可塑性樹脂との配合割合は、両者の合計を100重量%として、非ポリエチレン系熱可塑性樹脂が3 〜30 重量%であるのが好ましく、5 〜20 重量%であるのがより好ましい。
【0041】
樹脂溶液中、樹脂(ポリエチレン及び非ポリエチレン系熱可塑性樹脂)と液体溶剤との配合割合は、両者の合計を100重量%として、樹脂が1 〜50重量%、好ましくは20 〜40重量%である。樹脂が1重量%未満ではゲル状シートを形成する際にダイス出口でスウェルやネックインが大きくなり、ゲル状シートの成形性及び自己支持性が低下する。一方50重量%を超えるとゲル状シートの成形性が低下する。
【0042】
(b) ゲル状シートの形成工程
溶融混練した樹脂溶液を直接に又は別の押出機を介して、或いは一旦冷却してペレット化した後再度押出機を介してダイから押し出す。ダイとしては、通常は長方形の口金形状をしたシート用ダイを用いるが、二重円筒状の中空状ダイ、インフレーションダイ等も用いることができる。シート用ダイの場合、ダイのギャップは通常0.1 〜5mmであり、押し出し時にはこれを140 〜250 ℃に加熱する。
加熱溶液の押し出し速度は0.2 〜15 m/分であるのが好ましい。
【0043】
このようにしてダイから押し出した溶液を冷却することによりゲル状シートを形成する。冷却は少なくともゲル化温度以下までは50 ℃/分以上の速度で行うのが好ましい。また25 ℃以下まで冷却するのが好ましい。このようにしてポリエチレン相と溶剤とからなる相がゲル化するとともに、非ポリエチレン系熱可塑性樹脂が微粒子としてポリエチレン相に分散した相分離構造を固定化することができる。一般に冷却速度が遅いと得られるゲル状シートの高次構造が粗くなり、それを形成する擬似細胞単位も大きなものとなるが、冷却速度が速いと密な細胞単位となる。冷却速度が50 ℃/分未満では結晶化度が上昇し、延伸に適したゲル状シートとなりにくい。冷却方法としては冷風、冷却水、その他の冷却媒体に直接接触させる方法、冷媒で冷却したロールに接触させる方法等を用いることができる。
【0044】
(c) 延伸・溶剤除去工程
次いで、得られたゲル状シートを延伸した後液体溶剤を除去するか、ゲル状シートから液体溶剤を除去した後延伸するか、又はゲル状シートを延伸した後液体溶剤を除去しさらに延伸する。
【0045】
ゲル状シートに延伸を施すことにより、ポリエチレン相が引き延ばされてフィブリルが形成されるとともに、フィブリルが、ポリエチレン中に分散した非ポリオレフィン系熱可塑性樹脂を主成分とする微粒子を中心として開裂することにより、クレーズ状の空隙が形成され、もって微粒子を中心とする空孔(細孔)が形成される。
【0046】
延伸は、ゲル状シートを加熱後、通常のテンター法、ロール法、インフレーション法、圧延法又はこれらの方法の組合せによって所定の倍率で行う。延伸は一軸延伸でも二軸延伸でもよいが、二軸延伸が好ましい。また二軸延伸の場合は、同時二軸延伸、逐次延伸又は多段延伸(同時二軸延伸及び逐次延伸の組合せ)のいずれでもよいが、特に同時二軸延伸が好ましい。延伸により機械的強度が向上する。
【0047】
延伸倍率はゲル状シートの厚みによって異なるが、一軸延伸を行う場合は2倍以上とするのが好ましく、3〜30倍とするのがより好ましい。二軸延伸ではいずれの方向でも少なくとも3倍以上とし、面倍率で9倍以上とするのが好ましく、面倍率で25倍以上とするのがより好ましい。面倍率で9倍以上とすることにより、突刺強度を向上させることができる。一方面倍率を400倍超とすると、延伸装置、延伸操作等の点で制約が生じる。
【0048】
延伸温度は、ポリエチレンがホモポリマー又はエチレン・α−オレフィン共重合体の場合、その融点+10℃以下にするのが好ましく、結晶分散温度から結晶融点未満の範囲にするのがより好ましい。延伸温度が融点+10℃を超えるとポリエチレンが溶融し、延伸による分子鎖の配向ができない。また延伸温度が結晶分散温度未満ではポリエチレンの軟化が不十分で、延伸において破膜しやすく、高倍率の延伸ができない。但し逐次延伸又は多段延伸を行う場合は、一次延伸を結晶分散温度未満で行ってもよい。ここで結晶分散温度とは、ASTM D 4065に基づいて動的粘弾性の温度特性測定により求められる値を言う。ポリエチレンの結晶分散温度は、一般的に90℃である。
【0049】
ポリエチレンが他のポリオレフィンを含むポリエチレン組成物である場合、延伸温度は、係る組成物が含むポリエチレンの結晶分散温度以上〜結晶融点+10℃以下の範囲にするのが好ましい。係るポリエチレン組成物を用いる場合、本発明では延伸温度を通常は100〜140℃、好ましくは110〜120℃にする。
【0050】
所望の物性に応じて、膜厚方向に温度分布を設けて延伸したり、比較的低温で一次延伸した後さらに高温で二次延伸する逐次延伸又は多段延伸をしたりすることができる。膜厚方向に温度分布を設けて延伸することにより一般的に機械的強度に優れた微多孔膜が得られる。その方法としては、例えば特開平7−188440号に開示の方法を適用することができる。
【0051】
液体溶剤の除去(洗浄)には洗浄溶媒を用いる。ポリエチレン相は溶剤と相分離しているので、液体溶剤を除去すると多孔質の膜が得られる。液体溶剤の除去(洗浄)は、公知の洗浄溶媒を用いて行うことができる。公知の洗浄溶媒としては、例えば塩化メチレン、四塩化炭素等の塩素化炭化水素、ペンタン、ヘキサン、ヘプタン等の炭化水素、三フッ化エタン等のフッ化炭化水素、ジエチルエーテル、ジオキサン等のエーテル、メチルエチルケトン等の易揮発性溶媒が挙げられる。また洗浄溶媒としては、上記公知の洗浄溶媒の他に、特開2002−256099号に開示されている、25℃における表面張力が24mN/m以下になる洗浄溶媒を用いることができる。このような表面張力を有する洗浄溶媒を用いることにより、洗浄後の乾燥時に微多孔内部で生じる気−液界面の表面張力によって起る網状組織の収縮緻密化を抑制することができ、その結果微多孔膜の空孔率及び透過性が一層向上する。
【0052】
洗浄方法は、延伸後の膜又はゲル状シートを洗浄溶媒に浸漬する方法、延伸後の膜又はゲル状シートに洗浄溶媒をシャワーする方法、又はこれらの組合せによる方法等により行うことができる。洗浄溶媒は、ゲル状シート100重量部に対し300 〜30000重量部使用するのが好ましい。洗浄溶媒による洗浄は、残留した液体溶剤がその添加量に対して1重量%未満になるまで行うのが好ましい。
【0053】
(d) 膜の乾燥工程
延伸及び溶剤除去により得られた膜を、加熱乾燥法又は風乾法等により乾燥することができる。乾燥温度は、ポリエチレンの結晶分散温度以下の温度であるのが好ましく、特に結晶分散温度より5℃以上低い温度であるのが好ましい。
【0054】
乾燥処理により、微多孔膜中に残存する洗浄溶媒の含有量を5重量%以下にするのが好ましく(乾燥後の膜重量を100重量%とする)、3重量%以下にするのがより好ましい。乾燥が不十分で膜中に洗浄溶媒が多量に残存していると、後の熱処理で空孔率が低下し、透過性が悪化するので好ましくない。
【0055】
(e) 熱処理工程
洗浄溶媒除去後に熱処理を行うのが好ましい。熱処理によって結晶が安定化し、ラメラ層が均一化される。熱処理方法としては、熱延伸処理、熱固定処理又は熱収縮処理のいずれの方法を用いてもよく、これらは微多孔膜に要求される物性に応じて適宜選択される。これらの熱処理は、微多孔膜の融点以下、好ましくは60℃以上融点−10℃以下で行う。
【0056】
熱延伸処理は、通常用いられるテンター方式、ロール方式又は圧延方式により行い、少なくとも一方向に延伸倍率1.01 〜2.0倍で行うのが好ましく、1.01 〜1.5倍で行うのがより好ましい。
【0057】
熱固定処理は、テンター方式、ロール方式又は圧延方式により行う。また熱収縮処理は、テンター方式、ロール方式若しくは圧延方式により行うか、又はベルトコンベア若しくはフローティングを用いて行ってもよい。なお熱収縮処理は、少なくとも一方向に50%以下の範囲で行うのが好ましく、30%以下の範囲で行うのがより好ましい。
【0058】
なお上述の熱延伸処理、熱固定処理及び熱収縮処理を多数組み合せて行ってもよい。特に熱固定処理後に熱延伸処理を行うと、得られる微多孔膜の透過性が向上するとともに、孔径が拡大する。また熱延伸処理後に熱収縮処理を行うと、低収縮率で高強度の微多孔膜が得られるため好ましい。
【0059】
(f) 膜の架橋処理工程
延伸・溶剤除去により得られた膜を加熱乾燥法、風乾法等により乾燥した微多孔膜に対して電離放射により架橋処理を施すのが好ましい。電離放射線としてはα線、β線、γ線、電子線等が用いられ、0.1 〜100 Mradの電子線量、及び100 〜300 kVの加速電圧により行うことができる。これによりメルトダウン温度を向上させることができる。
【0060】
(g) 親水化処理工程
延伸・溶剤除去により得られた微多孔膜に親水化処理を施してもよい。親水化処理としては、モノマーグラフト、界面活性剤処理、コロナ放電処理等を用いる。なおモノマーグラフト処理は電離放射後に行うのが好ましい。
【0061】
界面活性剤を使用する場合、ノニオン系界面活性剤、カチオン系界面活性剤、アニオン系界面活性剤又は両イオン系界面活性剤のいずれも使用することができるが、ノニオン系界面活性剤を使用するのが好ましい。界面活性剤を使用する場合、界面活性剤を水溶液にするか又はメタノール、エタノール、イソプロピルアルコール等の低級アルコールの溶液にして、ディッピングするか、又はドクターブレードを用いる方法により親水化する。
【0062】
得られた親水化微多孔膜を乾燥する。このとき透過性を向上させるため、微多孔膜の融点以下の温度で収縮を防止しながら熱処理するのが好ましい。収縮を防止しながら熱処理する方法としては、例えば延伸しながら熱処理する方法が挙げられる。
【0063】
[3] 微多孔膜
本発明の好ましい実施態様による微多孔膜は、次の物性を有する。
(1) 透気度は20 〜800秒/100ccであり、好ましくは20 〜500秒/100ccである(膜厚20μm換算)。透気度が20 〜800秒/100ccであることにより電池容量が大きくなり、電池のサイクル特性も良好となる。透気度が800秒/100ccを超えると、微多孔膜を電池用セパレーターとして用いた場合に、電池容量が小さくなる。一方透気度が20秒/100cc未満では電池内部の温度上昇時にシャットダウンが十分に行われない。
(2) 微多孔膜を5MPaの圧力下において、90℃で5分間加熱圧縮した後の透気度変化は500秒/100cc以下であり、より好ましくは300秒/100cc以下であり、最も好ましくは200秒/100cc以下である。
(3) 微粒子相の粒径は0.1 〜15μmであり、好ましくは0.5 〜10μmである。
(4) 平均フィブリル径は、0.01 〜0.5 μmである。
(5) 空孔率は25 〜80%である。空孔率が25%未満では良好な透気度が得られない。一方80%を超えると電池安全性とインピーダンスのバランスがとれなくなる。
(6) 突刺強度は1700 mN/20μm以上である。突刺強度が1700 mN/20μm未満では、微多孔膜を電池用セパレーターとして電池に組み込んだ場合に短絡が発生する恐れがある。
(7) 105 ℃・8時間暴露後の熱収縮率は機械方向(MD)及び垂直方向(TD)ともに10%以下であり、好ましくは5%以下である。熱収縮率が10%を超えると微多孔膜をリチウム電池用セパレーターとして用いた場合、発熱するとセパレーター端部が収縮し、短絡が発生する可能性が高くなる。
(8) 微多孔膜を室温で電解液に浸漬することにより吸液される電解液は、0.2 〜0.5 g/gである。
【0064】
このように、本発明の微多孔膜は、耐圧縮性、耐熱性及び透過性のバランスに優れているので、電池用セパレーター、フィルター等として好適に使用できる。
なお微多孔膜の膜厚は用途に応じて適宜選択しうるが、例えば電池用セパレーターとして使用する場合は5 〜200μmにするのが好ましい。
【0065】
【実施例】
本発明を以下の実施例により更に詳細に説明するが、本発明はこれらの例に限定されるものではない。
【0066】
実施例1
重量平均分子量(Mw)が2.0×106 の超高分子量ポリエチレン(UHMWPE)20重量%、Mwが3.5×105 の高密度ポリエチレン(HDPE)70重量%、及び融点が225℃のポリブチレンテレフタレート(PBT、Mw:3.8×104)10重量%からなる熱可塑性樹脂組成物(UHMWPE及びHDPEからなるポリエチレン組成物について、Mw/Mnは16であり、融点は135 ℃であり、結晶分散温度は90 ℃である)に、酸化防止剤としてテトラキス[メチレン−3−(3,5−ジターシャリーブチル−4−ヒドロキシフェニル)−プロピオネート]メタンを熱可塑性樹脂組成物100重量部当たり0.25重量部ドライブレンドした熱可塑性樹脂組成物を得た。得られた熱可塑性樹脂組成物30重量部を二軸押出機(内径58 mm、L/D=42、強混練タイプ)に投入し、この二軸押出機のサイドフィーダーから流動パラフィン(35 cst(40℃))70重量部を供給し、230 ℃及び200 rpmの条件で溶融混練して、押出機中で樹脂溶液を調製した。続いてこの樹脂溶液を押出機の先端に設置されたTダイから押し出し、0℃に温調された冷却ロールで引き取りながら冷却し、ゲル状シートを形成した。得られたゲル状シートについて、テンター延伸機を用いて115℃で機械方向(MD)及び垂直方向(TD)ともに5倍となるように同時二軸延伸し、延伸膜を得た。得られた延伸膜を20 cm×20 cmのアルミニウム製の枠に固定し、25 ℃に温調された塩化メチレン(表面張力27.3 mN/m(25 ℃)、沸点40.0 ℃)を含有する洗浄槽中に浸漬し、100 rpmで3分間揺動させながら洗浄した。得られた膜を室温で風乾した後、テンターに膜を保持しながら125 ℃で10分間熱固定処理することにより微多孔膜を作製した。
【0067】
実施例2
非ポリエチレン系熱可塑性樹脂として、融点が258℃のポリエチレンテレフタレート(PET)を用いた以外は実施例1と同様に微多孔膜を作製した。
【0068】
実施例3
非ポリエチレン系熱可塑性樹脂として、融点が225℃のポリメチルペンテン−1(TPX、Mw:5.2×105)を用いた以外は実施例1と同様に微多孔膜を作製した。
【0069】
実施例4
非ポリエチレン系熱可塑性樹脂として、融点が225℃の6−ナイロン(6−Nylon、Mw:1.1×104)を用いた以外は実施例1と同様に微多孔膜を作製した。
【0070】
比較例1
熱可塑性樹脂組成物として、UHMWPE(Mw:2.0×106)20重量%及びHDPE(Mw:3.5×105)80重量%からなるポリエチレン組成物を用い、溶融混練温度を200℃とした以外は実施例1と同様に微多孔膜を作製した。
【0071】
比較例2
熱可塑性樹脂組成物として、UHMWPE(Mw:2.0×106)20重量%、HDPE(Mw:3.5×105)70重量%、及び融点が165℃のポリプロピレン(PP、Mw:4.4×105)10重量%からなるポリエチレン組成物を用いた以外は実施例1と同様に微多孔膜を作製した。
【0072】
比較例3
熱可塑性樹脂組成物として、UHMWPE(Mw:2.0×106)20重量%、HDPE(Mw:3.5×105)70重量%、及び融点が200℃のポリエステルエーテルエラストマー「ハイトレル4047」(東レ・デュポン(株)製)10重量%からなる組成物を用いた以外は実施例1と同様に微多孔膜を作製した。
【0073】
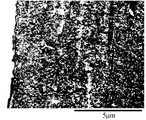
実施例1〜4及び比較例3の微多孔膜の一断面を透過型電子顕微鏡(TEM)によって観察した。結果を図1〜8に示す。なお倍率は3,000倍(図1)、9,000倍(図2)、3,000倍(図3)、3,000倍(図4)、9,000倍(図5)、3,000倍(図6)、9,000倍(図7)及び3,000倍(図8)である。図1及び2に示す通り、実施例1の微多孔膜は、それを構成するフィブリルの一部が開裂することにより形成された細孔中に、粒径約1 〜4μmの球状微粒子相が保持され、球状微粒子相とフィブリルとの間にクレーズ状の空隙が存在する構造を有する。図3に示す通り、実施例2の微多孔膜は、それを構成するフィブリルの一部が開裂することにより形成された細孔中に、粒径約0.5 〜3μmの球状微粒子相が保持され、球状微粒子相とフィブリルとの間にクレーズ状の空隙が存在する構造を有する。図4及び5に示す通り、実施例3の微多孔膜は、それを構成するフィブリルの一部が開裂することにより形成された細孔中に、長軸径が約5〜10μmかつ短軸径が約0.5〜1μmの回転楕円状微粒子相が保持され、回転楕円状微粒子相とフィブリルとの間にクレーズ状の空隙が存在する構造を有する。図6及び7に示す通り、実施例4の微多孔膜は、それを構成するフィブリルの一部が開裂することにより形成された細孔中に、長軸径が約5〜10μmかつ短軸径が約2〜4μmの回転楕円状微粒子相が保持され、回転楕円状微粒子相とフィブリルとの間にクレーズ状の空隙が存在する構造を有する(なお一部の微粒子に見られる孔はTEM写真用試料製作時に生じたものである)。なお延伸方向は、フィブリルが延びている方向(例えば図1のほぼ左右方向)及び顕微鏡写真に対して垂直な方向の二軸である。一方図8に示すように、比較例3の微多孔膜は、1μm未満の径を有する微粒子が僅かに形成されているものの、微粒子の周辺にクレーズ状の空隙からなる細孔が形成されておらず、本発明の微多孔膜のように細孔中に微粒子が保持された構造を有さない。
【0074】
また実施例1〜4及び比較例1〜3で得られた微多孔膜の物性を以下の方法で測定した。
・膜厚:接触厚み計により測定した。
・透気度:JIS P8117に準拠して測定した(膜厚20μm換算)。
・空孔率:重量法により測定した。
・突刺強度:25μm厚の微多孔膜を直径1mm(0.5 mm R)の針を用いて速度2mm/秒で突刺したときの最大荷重を測定した。
・引張破断強度:幅10mm短冊状試験片の引張破断強度をASTM D882に準拠して測定。
・引張破断伸度:幅10mm短冊状試験片の引張破断伸度をASTM D882に準拠して測定。
・熱収縮率:微多孔膜を105℃で8時間暴露したときの機械方向(MD)、垂直方向(TD)の収縮率をそれぞれ測定した。
・シャットダウン温度:所定温度に加熱することによって、透気度が10万秒/100cc以上となる温度として測定した。
・メルトダウン温度:所定温度に加熱することによって、膜が溶融して破膜する
温度として測定した。
・微粒子相の粒径:透過型電子顕微鏡(TEM)により300個の微粒子について測 定した粒径の範囲である。
・加熱圧縮後の透気度変化量:微多孔膜をアルミニウム箔で挟み、プレス機で90℃/5MPa/5分間加熱圧縮した後の透気度を測定し、加熱圧縮前との差を算出した。
・電解液吸収量:微多孔膜サンプル(約2m×約60 mm、50回巻き)を、ガラス管(直径18 mm×高さ65 mm)に入れ、市販の電解液注液装置により電解液[電解質:LiPF6、溶媒:プロピレンカーボネート/エチルメチルカーボネート=40/60(重量比)、電解質濃度:1mol/L]を注入し、1分間サンプルを浸漬した後取り出し、重量増加を調べ、サンプル重量当たりの吸収量を算出した。
【0075】
表1

注:(1) 超高分子量ポリエチレン
(2) 高密度ポリエチレン
(3) ポリブチレンテレフタレート
(4) ポリエチレンテレフタレート
(5) ポリメチルペンテン−1
(6) 6−ナイロン
(7) ポリプロピレン
(8) 商品名「ハイトレル4047」(東レ・デュポン(株)製)
(9) MD;機械方向、TD;垂直方向
(10) ネットワーク構造
【0077】
表1及び図1〜7に示すように、本発明の方法により製造した実施例1〜4の微多孔膜は、フィブリルが、ポリエチレン組成物中に分散した粒径0.5〜4μmの球状微粒子相、又は長軸径が5〜10μmかつ短軸径が0.5〜4μmの回転楕円体状の微粒子相を中心として開裂することにより、クレーズ状の空隙からなる細孔が形成されており、もって細孔中に微粒子が保持された構造を有する。そのため優れた透過性(透気度、空孔率及び電解液吸収性)、機械的特性(突刺強度、引張破断強度及び引張破断伸度)、及び耐熱性(熱収縮率及びメルトダウン温度)を有する上に、非常に優れた耐加熱圧縮性(加熱圧縮後の透気度変化量)を有することが分かる。一方比較例1の熱可塑性樹脂組成物は非ポリエチレン系熱可塑性樹脂を含まず、比較例2で用いているポリプロピレンは融点が170℃未満でしかもポリエチレン及び流動パラフィンとともに溶融混練した時に完全溶解してしまうため、比較例1及び2の微多孔膜は、本発明の微多孔膜のように微粒子相を有さない。また比較例3で用いている「ハイトレル4047」はポリエチレン及び流動パラフィンとともに溶融混練した時に完全には溶解しないものの、図8に示すように粒子径が小さく、微粒子周辺にクレーズ状の空隙を生じた構造とならない。
そのため比較例1〜3は、実施例1〜4と比較して、加熱圧縮後の透気度変化量が大きく、熱収縮率も劣っている。
【0078】
【発明の効果】
以上詳述したように、本発明の微多孔膜は、(a) ポリエチレンと、(b) 融点又はガラス転移温度が170 〜300℃であり、かつポリエチレン及びポリエチレンの溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂とを含むので、耐加熱圧縮性、透過性、機械的特性及び熱収縮性のバランスに優れる。得られた微多孔膜を電池用セパレーターとして用いることにより、容量特性、サイクル特性、低温域での放電特性等の電池特性だけでなく、電池生産性及び電池安全性をも含めた全ての向上が可能になる。
【図面の簡単な説明】
【図1】実施例1の微多孔膜の組織を示す透過型電子顕微鏡写真(3,000倍)である。
【図2】実施例1の微多孔膜の組織を示す透過型電子顕微鏡写真(9,000倍)である。
【図3】実施例2の微多孔膜の組織を示す透過型電子顕微鏡写真(3,000倍)である。
【図4】実施例3の微多孔膜の組織を示す透過型電子顕微鏡写真(3,000倍)である。
【図5】実施例3の微多孔膜の組織を示す透過型電子顕微鏡写真(9,000倍)である。
【図6】実施例4の微多孔膜の組織を示す透過型電子顕微鏡写真(3,000倍)である。
【図7】実施例4の微多孔膜の組織を示す透過型電子顕微鏡写真(9,000倍)である。
【図8】比較例3の微多孔膜の組織を示す透過型電子顕微鏡写真(3,000倍)である。
Claims (5)
- (a) ポリエチレンと、
(b) 融点又はガラス転移温度が170 〜300℃であり、かつ前記ポリエチレン及び前記ポリエチレンの溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂
とを含む微多孔膜であって、5MPaの圧力下において、90℃で5分間加熱圧縮した後の透気度増加が500秒/100 cc以下であることを特徴とする微多孔膜。 - 請求項1に記載の微多孔膜において、前記非ポリエチレン系熱可塑性樹脂はポリエステル、ポリアミド及びポリアリレンスルフィドからなる群から選ばれた少なくとも一種であることを特徴とする微多孔膜。
- 請求項1又は2に記載の微多孔膜において、前記ポリエチレンと前記非ポリエチレン系熱可塑性樹脂との配合割合は、両者の合計を100重量%として、前記非ポリエチレン系熱可塑性樹脂が3 〜30 重量%であることを特徴とする微多孔膜。
- (a) ポリエチレンと、
(b) 前記ポリエチレンの溶剤と、
(c) 融点又はガラス転移温度が170 〜300℃であり、かつ前記ポリエチレン及び前記溶剤とともに溶融混練した時に完全溶解せずに微分散する非ポリエチレン系熱可塑性樹脂
とを溶融混練し、得られた溶融混練物をダイより押出し、次いで冷却してゲル状シートとした後、前記ゲル状シートを延伸した後前記溶剤を除去するか、前記ゲル状シートから前記溶剤を除去した後延伸するか、又は前記ゲル状シートを延伸した後前記溶剤を除去しさらに延伸することを特徴とする微多孔膜の製造方法。 - 請求項1〜3のいずれかに記載の微多孔膜からなることを特徴とする電池用セパレーター。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002329797A JP4234398B2 (ja) | 2002-11-13 | 2002-11-13 | 微多孔膜及びその製造方法並びに用途 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002329797A JP4234398B2 (ja) | 2002-11-13 | 2002-11-13 | 微多孔膜及びその製造方法並びに用途 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004161899A true JP2004161899A (ja) | 2004-06-10 |
| JP4234398B2 JP4234398B2 (ja) | 2009-03-04 |
Family
ID=32807694
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002329797A Expired - Fee Related JP4234398B2 (ja) | 2002-11-13 | 2002-11-13 | 微多孔膜及びその製造方法並びに用途 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4234398B2 (ja) |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006137540A1 (ja) | 2005-06-24 | 2006-12-28 | Tonen Chemical Corporation | ポリエチレン多層微多孔膜並びにそれを用いた電池用セパレータ及び電池 |
| WO2007023918A1 (ja) | 2005-08-25 | 2007-03-01 | Tonen Chemical Corporation | ポリエチレン多層微多孔膜並びにそれを用いた電池用セパレータ及び電池 |
| WO2007037289A1 (ja) * | 2005-09-28 | 2007-04-05 | Tonen Chemical Corporation | ポリエチレン微多孔膜の製造方法及び電池用セパレータ |
| WO2007049568A1 (ja) * | 2005-10-24 | 2007-05-03 | Tonen Chemical Corporation | ポリオレフィン多層微多孔膜及びその製造方法並びに電池用セパレータ |
| WO2007060991A1 (ja) * | 2005-11-24 | 2007-05-31 | Tonen Chemical Corporation | ポリオレフィン微多孔膜及びその製造方法、並びに電池用セパレータ及び電池 |
| CN100369315C (zh) * | 2006-03-14 | 2008-02-13 | 天津力神电池股份有限公司 | 锂离子电池的制作方法 |
| WO2008035674A1 (en) | 2006-09-20 | 2008-03-27 | Asahi Kasei Chemicals Corporation | Polyolefin microporous membrane and separator for nonaqueous electrolyte battery |
| JP2010050024A (ja) * | 2008-08-25 | 2010-03-04 | Teijin Ltd | 非水系二次電池用セパレータ、その製造方法および非水系二次電池 |
| JP2010067358A (ja) * | 2008-09-08 | 2010-03-25 | Teijin Ltd | 非水系二次電池用セパレータ、その製造方法および非水系二次電池 |
| WO2010058789A1 (ja) | 2008-11-19 | 2010-05-27 | 三井化学株式会社 | ポリオレフィン樹脂組成物およびその用途 |
| WO2010147798A2 (en) | 2009-06-19 | 2010-12-23 | Toray Tonen Specialty Separator Godo Kaisha | Microporous membranes, methods for making such membranes, and the use of such membranes as battery separator film |
| WO2010147802A3 (en) * | 2009-06-19 | 2011-03-31 | Toray Tonen Specialty Separator Godo Kaisha | Microporous membranes, methods for making these membranes, and the use of these membranes as battery separator films |
| CN102290549A (zh) * | 2011-05-18 | 2011-12-21 | 新乡市中科科技有限公司 | 一种聚烯烃动力电池隔膜及其制备方法 |
| CN102969471A (zh) * | 2012-10-24 | 2013-03-13 | 中国科学院青岛生物能源与过程研究所 | 一种耐高温聚芳砜酰胺基锂离子电池隔膜 |
| CN103022401A (zh) * | 2012-12-31 | 2013-04-03 | 新乡市中科科技有限公司 | 一种锂离子电池聚烯烃隔膜的制备方法 |
| CN103094514A (zh) * | 2011-11-03 | 2013-05-08 | 温朝亮 | 一种锂离子电池用隔膜及其制备方法 |
| KR101271812B1 (ko) | 2010-04-12 | 2013-06-07 | (주)엘지하우시스 | 초고분자량 폴리에틸렌 및 폴리아마이드를 이용한 분리막 |
| US8795826B2 (en) | 2008-04-08 | 2014-08-05 | Sk Innovation Co., Ltd. | Microporous polyolefin composite film with a thermally stable porous layer at high temperature |
| JP2015013913A (ja) * | 2013-07-03 | 2015-01-22 | Dic株式会社 | 微多孔質膜、その製造方法および電池用セパレータ |
| WO2015046357A1 (ja) * | 2013-09-26 | 2015-04-02 | Dic株式会社 | 耐熱性シートおよびその製造方法 |
| JP2015072931A (ja) * | 2012-08-30 | 2015-04-16 | Dic株式会社 | 微多孔膜、その製造方法、電池用セパレータおよび非水電解質二次電池セパレータ用樹脂組成物 |
| WO2015194504A1 (ja) * | 2014-06-20 | 2015-12-23 | 東レバッテリーセパレータフィルム株式会社 | ポリオレフィン微多孔質膜、電池用セパレータ及び電池 |
| CN111192995A (zh) * | 2018-11-15 | 2020-05-22 | 微宏动力系统(湖州)有限公司 | 一种高粘结性电池隔膜、其制备方法及锂离子电池 |
| JP2021168287A (ja) * | 2020-04-13 | 2021-10-21 | 旭化成株式会社 | 蓄電デバイス用セパレータ |
| WO2022154069A1 (ja) | 2021-01-18 | 2022-07-21 | 東レ株式会社 | ポリオレフィン微多孔膜および積層ポリオレフィン微多孔膜 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019190253A1 (ko) * | 2018-03-28 | 2019-10-03 | 주식회사 엘지화학 | 분리막의 안정성 평가 방법 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002194133A (ja) * | 2000-12-27 | 2002-07-10 | Nitto Denko Corp | 多孔質フィルムとその製造方法とその利用 |
| JP2004149637A (ja) * | 2002-10-29 | 2004-05-27 | Tonen Chem Corp | 微多孔膜及びその製造方法並びに用途 |
-
2002
- 2002-11-13 JP JP2002329797A patent/JP4234398B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002194133A (ja) * | 2000-12-27 | 2002-07-10 | Nitto Denko Corp | 多孔質フィルムとその製造方法とその利用 |
| JP2004149637A (ja) * | 2002-10-29 | 2004-05-27 | Tonen Chem Corp | 微多孔膜及びその製造方法並びに用途 |
Cited By (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4902537B2 (ja) * | 2005-06-24 | 2012-03-21 | 東レ東燃機能膜合同会社 | ポリエチレン多層微多孔膜並びにそれを用いた電池用セパレータ及び電池 |
| WO2006137540A1 (ja) | 2005-06-24 | 2006-12-28 | Tonen Chemical Corporation | ポリエチレン多層微多孔膜並びにそれを用いた電池用セパレータ及び電池 |
| WO2007023918A1 (ja) | 2005-08-25 | 2007-03-01 | Tonen Chemical Corporation | ポリエチレン多層微多孔膜並びにそれを用いた電池用セパレータ及び電池 |
| JP4911723B2 (ja) * | 2005-08-25 | 2012-04-04 | 東レ東燃機能膜合同会社 | ポリエチレン多層微多孔膜並びにそれを用いた電池用セパレータ及び電池 |
| RU2434754C2 (ru) * | 2005-08-25 | 2011-11-27 | Торей Тонен Спешиалти Сепарейтор Годо Кайса | Многослойная, микропористая полиэтиленовая мембрана, разделитель аккумулятора, изготовленный из нее, и аккумулятор |
| US8778525B2 (en) | 2005-08-25 | 2014-07-15 | Toray Battery Separator Film Co., Ltd | Multi-layer, microporous polyethylene membrane, battery separator formed thereby and battery |
| EP1920920A4 (en) * | 2005-08-25 | 2012-07-25 | Toray Tonen Specialty Separato | MULTILAYER, MICROPOROUS POLYETHYLENE MEMBRANE, THESE BATTERY RANGE AND BATTERY USES |
| WO2007037289A1 (ja) * | 2005-09-28 | 2007-04-05 | Tonen Chemical Corporation | ポリエチレン微多孔膜の製造方法及び電池用セパレータ |
| US7988895B2 (en) | 2005-09-28 | 2011-08-02 | Toray Tonen Specialty Separator Godo Kaisha | Production method of microporous polyethylene membrane and battery separator |
| RU2418623C2 (ru) * | 2005-09-28 | 2011-05-20 | Тонен Кемикал Корпорейшн | Способ получения микропористой полиэтиленовой мембраны и сепаратор аккумулятора |
| JP5283383B2 (ja) * | 2005-09-28 | 2013-09-04 | 東レバッテリーセパレータフィルム株式会社 | ポリエチレン微多孔膜の製造方法及び電池用セパレータ |
| JP5026981B2 (ja) * | 2005-10-24 | 2012-09-19 | 東レバッテリーセパレータフィルム株式会社 | ポリオレフィン多層微多孔膜及びその製造方法並びに電池用セパレータ |
| US8932748B2 (en) | 2005-10-24 | 2015-01-13 | Toray Battery Separator Film Co., Ltd | Multi-layer, microporous polyolefin membrane, its production method, and battery separator |
| WO2007049568A1 (ja) * | 2005-10-24 | 2007-05-03 | Tonen Chemical Corporation | ポリオレフィン多層微多孔膜及びその製造方法並びに電池用セパレータ |
| RU2411259C2 (ru) * | 2005-11-24 | 2011-02-10 | Тонен Кемикал Корпорейшн | Микропористая полиолефиновая мембрана, способ ее получения, сепаратор аккумулятора и аккумулятор |
| JP5250263B2 (ja) * | 2005-11-24 | 2013-07-31 | 東レバッテリーセパレータフィルム株式会社 | ポリオレフィン微多孔膜及びその製造方法、並びに電池用セパレータ及び電池 |
| WO2007060991A1 (ja) * | 2005-11-24 | 2007-05-31 | Tonen Chemical Corporation | ポリオレフィン微多孔膜及びその製造方法、並びに電池用セパレータ及び電池 |
| CN100369315C (zh) * | 2006-03-14 | 2008-02-13 | 天津力神电池股份有限公司 | 锂离子电池的制作方法 |
| US9722225B2 (en) | 2006-09-20 | 2017-08-01 | Asahi Kasei Chemicals Corporation | Polyolefin microporous membrane and separator for nonaqueous electrolyte battery |
| US9722226B2 (en) | 2006-09-20 | 2017-08-01 | Asahi Kasei Chemicals Corporation | Polyolefin microporous membrane and separator for nonaqueous electrolyte battery |
| WO2008035674A1 (en) | 2006-09-20 | 2008-03-27 | Asahi Kasei Chemicals Corporation | Polyolefin microporous membrane and separator for nonaqueous electrolyte battery |
| US8795826B2 (en) | 2008-04-08 | 2014-08-05 | Sk Innovation Co., Ltd. | Microporous polyolefin composite film with a thermally stable porous layer at high temperature |
| JP2010050024A (ja) * | 2008-08-25 | 2010-03-04 | Teijin Ltd | 非水系二次電池用セパレータ、その製造方法および非水系二次電池 |
| JP2010067358A (ja) * | 2008-09-08 | 2010-03-25 | Teijin Ltd | 非水系二次電池用セパレータ、その製造方法および非水系二次電池 |
| WO2010058789A1 (ja) | 2008-11-19 | 2010-05-27 | 三井化学株式会社 | ポリオレフィン樹脂組成物およびその用途 |
| US8349957B2 (en) | 2008-11-19 | 2013-01-08 | Mitsui Chemicals, Inc. | Polyolefin resin composition and uses thereof |
| JP2012530618A (ja) * | 2009-06-19 | 2012-12-06 | 東レバッテリーセパレータフィルム株式会社 | 多層微多孔フィルム |
| US8951677B2 (en) | 2009-06-19 | 2015-02-10 | Toray Battery Separator Film Co., Ltd. | Microporous membranes, methods for making such membranes, and the use of such membranes as battery separator film |
| WO2010147798A2 (en) | 2009-06-19 | 2010-12-23 | Toray Tonen Specialty Separator Godo Kaisha | Microporous membranes, methods for making such membranes, and the use of such membranes as battery separator film |
| JP2012530803A (ja) * | 2009-06-19 | 2012-12-06 | 東レバッテリーセパレータフィルム株式会社 | 微多孔膜、これらの膜の作製方法、およびバッテリーセパレータフィルムとしてのこれらの膜の使用 |
| JP2012530619A (ja) * | 2009-06-19 | 2012-12-06 | 東レバッテリーセパレータフィルム株式会社 | 多層微多孔フィルム |
| US8846253B2 (en) | 2009-06-19 | 2014-09-30 | Toray Battery Separator Film Co., Ltd. | Microporous membranes, methods for making these membranes, and the use of these membranes as battery separator films |
| WO2010147802A3 (en) * | 2009-06-19 | 2011-03-31 | Toray Tonen Specialty Separator Godo Kaisha | Microporous membranes, methods for making these membranes, and the use of these membranes as battery separator films |
| WO2010147798A3 (en) * | 2009-06-19 | 2011-03-31 | Toray Tonen Specialty Separator Godo Kaisha | Microporous membranes, methods for making such membranes, and the use of such membranes as battery separator film |
| KR101271812B1 (ko) | 2010-04-12 | 2013-06-07 | (주)엘지하우시스 | 초고분자량 폴리에틸렌 및 폴리아마이드를 이용한 분리막 |
| CN102290549A (zh) * | 2011-05-18 | 2011-12-21 | 新乡市中科科技有限公司 | 一种聚烯烃动力电池隔膜及其制备方法 |
| CN102290549B (zh) * | 2011-05-18 | 2014-12-03 | 新乡市中科科技有限公司 | 一种聚烯烃动力电池隔膜及其制备方法 |
| CN103094514A (zh) * | 2011-11-03 | 2013-05-08 | 温朝亮 | 一种锂离子电池用隔膜及其制备方法 |
| JP2015072931A (ja) * | 2012-08-30 | 2015-04-16 | Dic株式会社 | 微多孔膜、その製造方法、電池用セパレータおよび非水電解質二次電池セパレータ用樹脂組成物 |
| JPWO2014034771A1 (ja) * | 2012-08-30 | 2016-08-08 | Dic株式会社 | 微多孔膜、その製造方法、電池用セパレータおよび非水電解質二次電池セパレータ用樹脂組成物 |
| CN102969471A (zh) * | 2012-10-24 | 2013-03-13 | 中国科学院青岛生物能源与过程研究所 | 一种耐高温聚芳砜酰胺基锂离子电池隔膜 |
| CN103022401A (zh) * | 2012-12-31 | 2013-04-03 | 新乡市中科科技有限公司 | 一种锂离子电池聚烯烃隔膜的制备方法 |
| JP2015013913A (ja) * | 2013-07-03 | 2015-01-22 | Dic株式会社 | 微多孔質膜、その製造方法および電池用セパレータ |
| JP2016108571A (ja) * | 2013-09-26 | 2016-06-20 | Dic株式会社 | 耐熱性シートおよびその製造方法 |
| WO2015046357A1 (ja) * | 2013-09-26 | 2015-04-02 | Dic株式会社 | 耐熱性シートおよびその製造方法 |
| JP5907401B2 (ja) * | 2013-09-26 | 2016-04-26 | Dic株式会社 | 耐熱性シートおよびその製造方法 |
| JPWO2015194504A1 (ja) * | 2014-06-20 | 2017-04-20 | 東レバッテリーセパレータフィルム株式会社 | ポリオレフィン微多孔質膜、電池用セパレータ及び電池 |
| WO2015194504A1 (ja) * | 2014-06-20 | 2015-12-23 | 東レバッテリーセパレータフィルム株式会社 | ポリオレフィン微多孔質膜、電池用セパレータ及び電池 |
| CN111192995A (zh) * | 2018-11-15 | 2020-05-22 | 微宏动力系统(湖州)有限公司 | 一种高粘结性电池隔膜、其制备方法及锂离子电池 |
| JP2021168287A (ja) * | 2020-04-13 | 2021-10-21 | 旭化成株式会社 | 蓄電デバイス用セパレータ |
| JP2024075699A (ja) * | 2020-04-13 | 2024-06-04 | 旭化成株式会社 | 蓄電デバイス用セパレータ |
| JP7525288B2 (ja) | 2020-04-13 | 2024-07-30 | 旭化成株式会社 | 蓄電デバイス用セパレータ |
| JP7679515B2 (ja) | 2020-04-13 | 2025-05-19 | 旭化成バッテリーセパレータ株式会社 | 蓄電デバイス用セパレータ |
| WO2022154069A1 (ja) | 2021-01-18 | 2022-07-21 | 東レ株式会社 | ポリオレフィン微多孔膜および積層ポリオレフィン微多孔膜 |
| KR20230135044A (ko) | 2021-01-18 | 2023-09-22 | 도레이 카부시키가이샤 | 폴리올레핀 미다공막 및 적층 폴리올레핀 미다공막 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4234398B2 (ja) | 2009-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4234398B2 (ja) | 微多孔膜及びその製造方法並びに用途 | |
| JP5576609B2 (ja) | ポリオレフィン微多孔膜、その製造方法、電池用セパレータ及び電池 | |
| JP5512976B2 (ja) | ポリオレフィン微多孔膜、その製造方法、電池用セパレータ及び電池 | |
| JP4121846B2 (ja) | ポリオレフィン微多孔膜及びその製造方法並びに用途 | |
| JP4195810B2 (ja) | ポリオレフィン微多孔膜及びその製造方法並びに用途 | |
| JP4234392B2 (ja) | 微多孔膜及びその製造方法並びに用途 | |
| JP5497635B2 (ja) | ポリオレフィン微多孔膜、その製造方法、電池用セパレータ及び電池 | |
| JP5422562B2 (ja) | ポリマー微多孔膜 | |
| JP5202948B2 (ja) | ポリオレフィン微多孔膜の製造方法 | |
| EP1873193B1 (en) | Process for producing microporous polyolefin film and microporous polyolefin film | |
| JP5005387B2 (ja) | ポリオレフィン微多孔膜の製造方法 | |
| JP5283379B2 (ja) | ポリオレフィン微多孔膜及びその製造方法 | |
| JP4677663B2 (ja) | ポリオレフィン微多孔膜 | |
| JP2002194132A (ja) | ポリオレフィン微多孔膜及びその製造方法 | |
| JP2003103626A (ja) | ポリオレフィン微多孔膜及びその製造方法 | |
| JP7395827B2 (ja) | 多孔性ポリオレフィンフィルム | |
| JP2001192487A (ja) | ポリオレフィン微多孔膜及びその製造方法 | |
| JP2005343957A (ja) | ポリエチレン微多孔膜の製造方法並びにその微多孔膜及び用途 | |
| JP5450944B2 (ja) | ポリオレフィン微多孔膜、電池用セパレータ及び電池 | |
| JP2001200081A (ja) | ポリエチレン微多孔膜及びその製造方法 | |
| JPWO2018173904A1 (ja) | ポリオレフィン微多孔膜、及びそれを用いた電池 | |
| EP1873194B1 (en) | Method for producing polyolefin microporous film and microporous film | |
| JP7771814B2 (ja) | ポリオレフィン微多孔膜、電池用セパレータ及び二次電池 | |
| JP2001200082A (ja) | ポリエチレン微多孔膜及びその製造方法 | |
| JP2003105121A (ja) | ポリオレフィン微多孔膜及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080414 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080722 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20080722 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081203 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081211 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111219 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4234398 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111219 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111219 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121219 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121219 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121219 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131219 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |